Weldment synchronous self-centering multijaw chuck and using method thereof
Technical field
The present invention relates to the chuck technical field of welding work pieces, is a kind of weldment synchronous self-centering multijaw chuck and using method thereof.
Background technology
The chuck structure of present common welding work pieces is a scroll chuck, and it is simple in structure, but it is limited to clamp the size of object, is used for pipeline welding more, can't satisfy major diameter container welding needs.Routine multijaw chuck such as chuck shrink though can realize claw, just compare difficulty in the synchronous self-centering contraction of realization, and artificially adjustment or Aided Machine are realized, particularly the problem to weldment conical section easy play when welding is difficult for solution; The container manufacturing requires to guarantee the horizontal Rotating with Uniform of container when welding, container manufacturing at present adopts the turning rolls rotation to drive the rotation of weldment more, because of factors such as the size of container, shape, weight certainly lead to horizontal direction play problem, influence welding quality efficient.The technical realization of turning rolls at present prevents adopt on the play more: 1, jacking type executing agency: return idler frame ground one side wheel can move up and down, and the weldment axis is offset, and also makes the weldment deadweight produce the earth's axis simultaneously and changes to component.Its shortcoming of this regulative mode is the manufacturing cost height, and volume is big.2, skew formula executing agency: two side wheels of return idler frame can be done skew in the same way along its vertical center line, change the axial rub component of roller and weldment with this.The shortcoming of this regulative mode maximum is that the wearing and tearing of pair roller are too big.
Summary of the invention
The invention provides a kind of weldment synchronous self-centering multijaw chuck and using method thereof, overcome the deficiency of above-mentioned prior art, it can effectively solve welding work pieces and produce horizontal direction play and the difficult problem of the synchronous self-centering shrinkage ratio of claw.
One of technical scheme of the present invention realizes by following measure: the synchronous self-centering multijaw of a kind of weldment chuck comprises support, gripper shoe, bearing, chuck and claw; The right side of gripper shoe and the left side of support are installed together, on gripper shoe, be installed with first motor, on the power output shaft of first motor, be installed with pinion, the left side of gripper shoe is corresponding with the right side of chuck, between chuck and gripper shoe bearing is arranged, the outer ring body of this bearing is fixedly mounted on the chuck, at the outer surface of outer ring body latch is arranged, pinion is meshed with latch, and the inner ring body of this bearing is fixedly mounted on the gripper shoe; The center, right side of chuck is installed with second motor, there is dead eye at middle part at chuck, the outer end of the power output shaft of second motor is passed dead eye and is positioned at left side one side of chuck, outer end at the power output shaft of second motor is installed with drive bevel gear, on the chuck in the drive bevel gear outside, be installed with mounting disc, chuck upper edge circumference in the mounting disc outside is evenly distributed with at least three claw and moves radially device, moves radially at claw and is installed with claw on the device.
Be further optimization and/or improvements below to one of foregoing invention technical scheme:
Above-mentioned this claw moves radially device can comprise the leading screw mount pad, trapezoidal screw, driven wheel of differential, linear guides and slide block; Each leading screw mount pad comprises leading screw fixed head and leading screw gripper shoe, leading screw fixed head and leading screw gripper shoe respectively from outer in be fixed on the chuck, trapezoidal screw is installed on leading screw fixed head and the leading screw gripper shoe and can rotates, in mounting disc, be equipped with and the corresponding leading screw bearing of trapezoidal screw, the inner of trapezoidal screw is passed the leading screw bearing and is installed with driven wheel of differential, driven wheel of differential is meshed with drive bevel gear, between the leading screw fixed head of trapezoidal screw both sides and leading screw gripper shoe, be installed with a pair of linear guides, on each linear guides, be separately installed with the slide block that energy property guide rail along the line moves, on the T of trapezoidal screw shape screw thread, screw is installed, the both sides and the slide block of screw are fixed together, be installed with the claw base at the top of screw, on the claw base, be installed with claw.
Between above-mentioned first motor and the pinion reduction box can be installed.
Can be installed with reduction box between above-mentioned second motor and the drive bevel gear.
The outer ring body of above-mentioned bearing can be installed on the chuck by bolting.
The inner ring body of above-mentioned bearing can be installed on the gripper shoe by bolting.
Above-mentioned claw moves radially device and can be three or four or six or eight.
Two of technical scheme of the present invention realizes by following measure: a kind of using method of the above-mentioned synchronous self-centering multijaw of weldment chuck, it is undertaken by following step: the power output shaft rotation that at first starts second motor that is installed in chuck hub drives the drive bevel gear that is installed on the chuck, drive bevel gear drives the driven wheel of differential rotation that is connected with trapezoidal screw, and trapezoidal screw rotating band movable wire mother moves reciprocatingly; Screw moves radially at linear guides upper edge chuck by slide block, second motor-driven realizes that the claw on each claw base does synchronization action, realize the synchronous self-centering contraction of claw, when claw struts weldment or clamps weldment, chuck hub and weldment center remain on the center line, in horizontal welding work, drive the outer ring body rotation that is fixedly mounted on the bearing on the chuck by first motor that is fixed on the gripper shoe by the driving pinion rotation, can prevent weldment along continuous straight runs play like this.
Reasonable and compact in structure of the present invention, easy to use, clamping weldment is quickly and easily shunk in synchronous self-centering by claw, and chuck hub and weldment center are remained on the center line, can prevent that the weldment conical section from jumping when welding, therefore greatly improved operating efficiency and work quality,, can when welding, effectively improve welding precision and quality by the rotation of chuck.
Description of drawings
Accompanying drawing 1 is the main TV structure schematic diagram of most preferred embodiment of the present invention.
Accompanying drawing 2 is looked perspective view for a most preferred embodiment of the present invention left side.
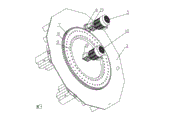
Accompanying drawing 3 is looked perspective view for the right side of most preferred embodiment of the present invention when not having gripper shoe and support.
Accompanying drawing 4 be in the accompanying drawing 1 A-A to the sectional structure schematic diagram.
Coding in the accompanying drawing is respectively: 1 is support, and 2 is gripper shoe, and 3 is chuck, and 4 is claw, 5 is first motor, and 6 is pinion, and 7 is the outer ring body of bearing, and 8 is latch, 9 is the inner ring body of bearing, and 10 is second motor, and 11 is drive bevel gear, and 12 are mounting disc, 13 is trapezoidal screw, and 14 is driven wheel of differential, and 15 is linear guides, 16 is slide block, and 17 is the leading screw fixed head, and 18 is the leading screw gripper shoe, 19 is reduction box, and 20 is screw, and 21 is the claw base.
The specific embodiment
The present invention is not subjected to the restriction of following embodiment, can determine concrete embodiment according to technical scheme of the present invention and actual conditions.
In the present invention, for convenience of description, the description of the relative position relation of each parts all is that the Butut mode according to Figure of description is described, as: the position relation of upper and lower, left and right etc. is what to determine according to the Butut direction of Figure of description.
Below in conjunction with embodiment and accompanying drawing the present invention is further described:
Shown in accompanying drawing 1 to 4, the synchronous self-centering multijaw of this weldment chuck comprises support 1, gripper shoe 2, bearing, chuck 3 and claw 4; The left side of the right side of gripper shoe 2 and support 1 is installed together, on gripper shoe 2, be installed with first motor 5, on the power output shaft of first motor 5, be installed with pinion 6, the left side of gripper shoe 2 is corresponding with the right side of chuck 3, between chuck 3 and gripper shoe 2, bearing is arranged, the outer ring body 7 of this bearing is fixedly mounted on the chuck 3, outer surface at the outer ring body 7 of bearing has latch 8, pinion 6 is meshed with latch 8, and the inner ring body 9 of this bearing is fixedly mounted on the gripper shoe 2; The center, right side of chuck 3 is installed with second motor 10, there is dead eye at middle part at chuck 3, the outer end of the power output shaft of second motor 10 is passed dead eye and is positioned at left side one side of chuck 3, outer end at the power output shaft of second motor 10 is installed with drive bevel gear 11, on the chuck 3 in drive bevel gear 11 outsides, be installed with mounting disc 12, chuck 3 upper edge circumference in mounting disc 12 outsides are evenly distributed with at least three claw and move radially device, move radially at claw and are installed with claw 4 on the device.
Can according to actual needs the synchronous self-centering multijaw of above-mentioned weldment chuck be made further optimization and/or improvements:
Shown in accompanying drawing 1 to 4, this claw moves radially device and comprises the leading screw mount pad, trapezoidal screw 13, driven wheel of differential 14, linear guides 15 and slide block 16; Each leading screw mount pad comprises leading screw fixed head 17 and leading screw gripper shoe 18, leading screw fixed head 17 and leading screw gripper shoe 18 respectively from outer in be fixed on the chuck 3, trapezoidal screw 13 is installed on leading screw fixed head 17 and the leading screw gripper shoe 18 and can rotates, in mounting disc 12, be equipped with and trapezoidal screw 13 corresponding leading screw bearings, the inner of trapezoidal screw 13 is passed the leading screw bearing and is installed with driven wheel of differential 14, driven wheel of differential 14 is meshed with drive bevel gear 11, between the leading screw fixed head 17 of trapezoidal screw 13 both sides and leading screw gripper shoe 18, be installed with a pair of linear guides 15, on each linear guides 15, be separately installed with the slide block 16 that energy property guide rail 15 along the line moves, on the T of trapezoidal screw 13 shape screw thread, screw 20 is installed, the both sides of screw 20 and slide block 16 are fixed together, be installed with claw base 21 at the top of screw 20, on claw base 21, be installed with claw 4.
As shown in Figure 3, as required, between first motor 5 and pinion 6, reduction box 19 is installed.
As shown in Figure 3, as required, between second motor 10 and drive bevel gear 11, be installed with reduction box 19.
As shown in Figure 3, for the ease of installation and removal, the outer ring body 7 of bearing is installed on the chuck 3 by bolting.
As shown in Figure 3, for the ease of installation and removal, the inner ring body 9 of bearing is installed on the gripper shoe 2 by bolting.
Shown in accompanying drawing 1,2, the actual needs of the container dimensional of clamping as required, it is three or four or six or eight that claw moves radially device.
Above technical characterictic has constituted most preferred embodiment of the present invention, and it has stronger adaptability and best implementation result, can increase and decrease non-essential technical characterictic according to actual needs, satisfies the demand of different situations.
The use of the above-mentioned most preferred embodiment of the present invention is that using method of the present invention is: during use, the power output shaft rotation that at first starts second motor 10 that is installed in chuck 3 centers drives the drive bevel gear 11 that is installed on the chuck 3, drive bevel gear 11 drives driven wheel of differential 14 rotations that are connected with trapezoidal screw 13, and trapezoidal screw 13 rotating band movable wire mothers 20 move reciprocatingly; Screw 20 moves radially at linear guides 15 upper edge chucks 3 by slide block 16, like this, second motor 10 drives can realize that the claw 4 on each claw base 21 does synchronization action, just can realize the synchronous self-centering contraction of claw 4 quickly and easily, when claw 4 struts weldment or clamps weldment, chuck 3 centers and weldment center remain on the center line, in horizontal welding work, drive outer ring body 7 rotations that are fixedly mounted on the bearing on the chuck 3 by first motor 5 that is fixed on the gripper shoe 2 by driving pinion 6 rotations, can prevent weldment along continuous straight runs play like this.