CN101892448B - Production method of galvanized steel wire - Google Patents
Production method of galvanized steel wire Download PDFInfo
- Publication number
- CN101892448B CN101892448B CN201010206217XA CN201010206217A CN101892448B CN 101892448 B CN101892448 B CN 101892448B CN 201010206217X A CN201010206217X A CN 201010206217XA CN 201010206217 A CN201010206217 A CN 201010206217A CN 101892448 B CN101892448 B CN 101892448B
- Authority
- CN
- China
- Prior art keywords
- steel wire
- permanent seat
- production method
- galvanized steel
- wire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Abstract
The invention discloses a production method of a galvanized steel wire. A solvent method is mainly adopted for steel wire hot galvanization at present, and because an acid washing process is adopted, equipment and a factory can be corroded, the health of workers in the environment for a long time is damaged, and the energy consumption of the method is also higher. In order to overcome the defects, the invention provides the production method of the galvanized steel wire, which sequentially comprises the processes of wire unwinding, mechanical stress elimination, ultrasonic compound washing, water washing, plating assistance, hot-dip plating and wire winding. In the method, a plurality of steel wires are synchronously and continuously galvanized on line at the same speed, the traction force of the whole equipment is provided by wire winding equipment without other powers, and a roller is used in the wire arranging process of the steel wires. The production method is simple, a plurality of galvanized steel wires can be synchronously and continuously produced at the same speed, and the production method has high efficiency, low energy consumption, time saving, labor saving and short period, avoids the possibility that the steel wire is rusted again, and has no acid washing, less environment pollution, low cost and good quality of the galvanized steel wire.
Description
Technical field
The present invention relates to metallurgy industry, be specially plating metallic substance.
Background technology
The pot galvanize of metal products is the most basic, one of the most effective anticorrosion process.The metal products that can carry out pot galvanize comprises steel wire, sheet material, coil of strip, steel pipe, structural part and fastening piece etc., and wherein steel wire is an important class.
At present steel-wire galvanizing mainly adopts solvent method, and solvent method is a kind of many steel wire low speed, the hot plating technology of plating simultaneously, and its general technology is as follows: degreasing, annealing, pickling, help plating, and then carry out hot dip.There is following problem in this technology: one, owing to adopt acid cleaning process, hydrochloric acid that is adopted or sulfuric acid have very big volatility and corrodibility, meeting etching apparatus and factory building, and infringement is in the staff's of this type of environment health for a long time; Two, annealing need be to steel wire heating, needs to cool off steel wire again after annealing is finished, and heats once more during hot dip, and heat waste is big, and the technology that adopts multi-thread low speed to plate simultaneously, the production face width, and speed is slow, and heat radiation is many, the energy consumption height; Three, complex process, production efficiency is low; Four, owing to there is the appeal problem, cause the production cost height, product profit is low, and competitive power is low.
Summary of the invention
It is low that the present invention aims to provide a kind of power consumption, no pickling, and environmental pollution is little, and cost is low, and the galvanized steel wire quality is good, many galvanized steel wire synchronous same-speed quantity-produced methods.
For achieving the above object, the present invention is by the following technical solutions:
The production method of galvanized steel wire comprises unwrapping wire, mechanical stress elimination, the compound cleaning of ultrasonic wave successively, washes, helps plating, hot dip process and take-up technology.Present method is that many steel wire synchronous same-speeds are continuously online zinc-plated, and the tractive force of entire equipment is provided by take-up equipment, need not other power, and steel wire is walked and is all used roller bearing in the line process.
Unwrapping wire: dish unit is installed on the rotatable rotating disk, by the traction of take-up equipment, enters into the mechanical stress cancellation element after steel wire is straightened.
Mechanical stress is eliminated: it is to adopt two prescriptions to the mutually perpendicular stress eliminating device that contains support that mechanical stress is eliminated, support comprises permanent seat 21, portable plate 22 and excentric shaft 23, the hole 24 that the horizontal cross that is provided with permanent seat 21 runs through, the side of 24 tops, hole are provided with the rectangular opening 25 that is used for excentric shaft 23 rotations; The last plane of portable plate 22 1 end projectioies and bossing and the last plane of permanent seat 21 are on same horizontal plane, and portable plate 22 not bossing is through in the hole 24 of permanent seat 21, can horizontal slip in hole 24; Portable plate 22 is through the edge center position setting-up eccentricity axle 23 of an end that stretches out in the hole 24, and excentric shaft 23 passes in the open holes 28 that is movably arranged on behind the rectangular opening 25 that permanent seat 21 is provided with on the portable plate 22, and excentric shaft 23 can pivot.
Stress eliminating device the contour axle center that 26, four fabric wheels of four fabric wheels are installed on the plane on the permanent seat 21 same straight line and axial line perpendicular to permanent seat 21 on the plane, spacing equates between adjacent two fabric wheels 26; The bossing of portable plate 22 is equipped with the axial line of four fabric wheels of axis parallel on permanent seat 21 of 26, three fabric wheels of three fabric wheels, and staggers mutually with the fabric wheel position on the permanent seat 21.
The compound cleaning of ultrasonic wave: the ultrasonic cleaning plate is placed in the rinse bath, and ultrasonic wave vibration plate shape is a rectangular parallelepiped, and its upper surface just contacts with the steel wire that cleans; And then compound scavenging solution poured in the rinse bath, liquid level is advisable to be lower than rinse bath 5~10CM, prevents that compound scavenging solution from spilling.Under the dual function of hyperacoustic machinery concussion and compound scavenging solution, remove the dirt of Steel Wire Surface.
Washing: the steel wire after the compound cleaning of ultrasonic wave, the surface band is covered with scavenging solution, helps plating in order not influence, and needs to clean.Steel wire after the compound cleaning of ultrasonic wave is successively by 2~5 washing pools; In washing pool, be provided with the software wiping arrangement of combination more than any one or two kinds of in sponge, cloth, silk, hair, fiber crops, palm fibre and the foam.Under the acting in conjunction of software wiping arrangement and water, remove the compound scavenging solution that the surface is left effectively, guarantee the bright and clean of Steel Wire Surface, be convenient to smearing of plating assistant agent.
Help plating: steel wire at the uniform velocity enters into and helps the plating pond after the washing, and steel wire is coated with spreads plating assistant agent.
Hot dip process: smear after the plating assistant agent, steel wire is immersed in the zinc liquid pool, and at the uniform velocity passes through in zinc liquid, and zinc liquid is plated to Steel Wire Surface.
Take-up: the later steel wire of pot galvanize is vertically drawn, and after naturally cooling one segment distance, is tightened up automatically by wire spool in air.
Beneficial effect
1. present method is owing to adopting unwrapping wire, mechanical stress elimination, the compound cleaning of ultrasonic wave, washing, help plating, hot dip process and take-up synchronous same-speed online to wire galvanization continuously, all process steps in the production process all carries out continuously, a lot of middle operations have been saved, its method is simple, the efficient height saves time, the saving of labor, and required equipment is little, the cycle is short, cost is low, problem such as avoided getting rusty again.
2. stress eliminating device can make steel wire more straight when eliminating the steel wire unrelieved stress.Simple in structure, equipment is easy for installation, and can arbitrarily increase device quantity, is convenient to increase and decrease produce the steel wire radical that allows, and has reduced production cost greatly, improves product competitiveness.
3. adopt ultrasonic wave and compound scavenging solution to clean, consume energy extremely low and the minimizing wasting of resources, improved washing speed greatly, realized the on-line continuous Rapid Cleaning of steel wire; Because be to utilize hyperacoustic machinery concussion, dirt is removed in just surperficial machinery concussion to Steel Wire Surface, can not influence the structural performance of steel wire own, has guaranteed the integrity of steel wire, and used separately with respect to ultrasonic wave that the steel wire decontamination function is better, energy consumption is lower.Compound scavenging solution is no acid mist volatilization in cleaning process, can not cause damage to operator, can not corrode surrounding devices and mill construction, and compound scavenging solution is only had an effect with the dirt of Steel Wire Surface, do not react with the steel wire mother metal, steel wire there is good preservative activity, has guaranteed the integrity of steel wire effectively.
4. compound cleaning and ultrasonic generator adopt modular design, the equal independent control of the working order of every vibration plate, and convenient combination, changing does not influence other unit in normal use, and easy to operate, adaptability is strong.
5. after the compound cleaning, steel wire is washed through 2~5 washing pools: steel wire is successively by different washing pools, adopt a plurality of ponds repeatedly to wash, washing pool in front washes most of dirt, of reduced contamination to water in the washing pool of back, when guaranteeing to clean steel wire, reduce and change the waterside number, reduce water consumption, water saving; And the software wiping arrangement is housed in the washing pool, and steel wire is under the acting in conjunction of software wiping arrangement and water, and the cleaning performance of steel wire is obvious, and can reduce the use of water, reduces production costs effectively, increases the market competitiveness of steel wire.
Description of drawings
The present invention is further detailed explanation below in conjunction with accompanying drawing.
Fig. 1 is the schematic flow sheet of galvanized steel wire production line of the present invention.
Fig. 2 is a stress eliminating device support three-dimensional arrangement decomposing schematic representation.
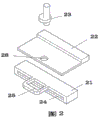
Fig. 3 is a stress eliminating device support three-dimensional arrangement combination synoptic diagram.
Fig. 4 has installed the structural representation of fabric wheel additional for the stress eliminating device support.
Specific embodiment
As shown in Figure 1, steel wire is eliminated 1, the compound cleaning 2 of ultrasonic wave, washing 3, is helped plating 4, pot galvanize 5, take-up technology by unwrapping wire, mechanical stress successively, finally finishes the pot galvanize to steel wire.Steel wire after coil unit and come out, earlier by two prescriptions to mutually perpendicular stress eliminating device, steel wire is corrugated after walking around fabric wheel, eliminates steel wire stress by the alternating bending distortion.Stress relieving adopt two prescriptions to mutually perpendicular as Fig. 2, Fig. 3, the stress eliminating device that contains support shown in Figure 4, support comprises permanent seat 21, portable plate 22 and excentric shaft 23, the hole 24 that the horizontal cross that is provided with permanent seat 21 runs through, the side of 24 tops, hole are provided with the rectangular opening 25 that is used for excentric shaft 23 rotations; One group of opposite side of rectangular opening 25 is parallel with portable plate 22 slip directions, and another group opposite side is vertical with portable plate 22 slip directions, and the width between the vertical one group of opposite side of rectangular opening 25 and portable plate 22 slip directions is slightly larger than the diameter of the wheel of excentric shaft 23; The last plane of portable plate 22 1 end projectioies and bossing and the last plane of permanent seat 21 are on same horizontal plane, and portable plate 22 not bossing is through in the hole 24 of permanent seat 21, can horizontal slip in hole 24; Portable plate 22 is through the edge center position setting-up eccentricity axle 23 of an end that stretches out in the hole 24, and excentric shaft 23 passes in the open holes 28 that is movably arranged on behind the rectangular opening 25 that permanent seat 21 is provided with on the portable plate 22, and excentric shaft 23 can pivot.
Stress eliminating device the contour axle center that 26, four fabric wheels of four fabric wheels are installed on the plane on the permanent seat 21 same straight line and axial line perpendicular to permanent seat 21 on the plane, spacing equates between adjacent two fabric wheels 26; The bossing of portable plate 22 is equipped with the axial line of four fabric wheels of axis parallel on permanent seat 21 of 26, three fabric wheels of three fabric wheels, and staggers mutually with the fabric wheel position on the permanent seat 21.
Claims (4)
1. the production method of a galvanized steel wire comprises unwrapping wire, mechanical stress elimination, the compound cleaning of ultrasonic wave successively, washes, helps plating, hot dip process and take-up technology;
It is to adopt two prescriptions to the mutually perpendicular stress eliminating device that contains support that mechanical stress is eliminated, support comprises permanent seat (21), portable plate (22) and excentric shaft (23), the hole (24) that the horizontal cross that is provided with permanent seat (21) runs through, the side of hole (24) top is provided with the rectangular opening (25) that is used for the excentric shaft rotation; The last plane of portable plate (22) one end projectioies and bossing and the last plane of permanent seat (21) are on same horizontal plane, and portable plate (22) not bossing is through in the hole (24) of permanent seat (21), can horizontal slip in hole (24); Portable plate (22) is through the edge center position setting-up eccentricity axle (23) of an end that stretches out in the hole (24), and excentric shaft (23) passes the rectangular opening (25) that permanent seat (21) is provided with;
Stress eliminating device is contour four fabric wheels (26) that are equipped with on the last plane of permanent seat (21), the axle center of four fabric wheels is on same straight line and the axial line last plane perpendicular to permanent seat (21), and spacing equates between adjacent two fabric wheels (26); The bossing of portable plate (22) is equipped with three fabric wheels (26), the axial line of the axis parallel of three fabric wheels four fabric wheels on last permanent seat, and stagger mutually with the fabric wheel position on the permanent seat (21).
2. the production method of galvanized steel wire according to claim 1 is characterized in that, described washing is for to wash successively with 2~5 washing pools.
3. the production method of galvanized steel wire according to claim 2 is characterized in that, the washing pool of described washing is provided with the software wiping arrangement of wiping steel wire.
4. the production method of galvanized steel wire according to claim 3 is characterized in that, described software wiping arrangement is any one or two kinds of above combinations in sponge, cloth, silk, hair, fiber crops, palm fibre and the foam.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010206217XA CN101892448B (en) | 2010-06-17 | 2010-06-17 | Production method of galvanized steel wire |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201010206217XA CN101892448B (en) | 2010-06-17 | 2010-06-17 | Production method of galvanized steel wire |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101892448A CN101892448A (en) | 2010-11-24 |
| CN101892448B true CN101892448B (en) | 2011-11-30 |
Family
ID=43101791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201010206217XA Expired - Fee Related CN101892448B (en) | 2010-06-17 | 2010-06-17 | Production method of galvanized steel wire |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101892448B (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105132849B (en) * | 2015-08-05 | 2018-03-09 | 安徽省力通稀土钢缆有限公司 | A kind of compound rare-earth allumen steel wire processing technology |
| CN109487189B (en) * | 2018-12-28 | 2023-08-18 | 巩义市恒星金属制品有限公司 | Steel wire galvanized surface pretreatment system and process |
| CN112695363A (en) * | 2020-12-31 | 2021-04-23 | 江苏泰源钢缆有限公司 | Environment-friendly phosphating treatment method for galvanized steel strand front wire rod |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1161383A (en) * | 1996-12-10 | 1997-10-08 | 马鞍山市鼎泰金属制品公司 | Rare-earth, zinc and aluminium alloy coating material, and art for hot-dip plating |
-
2010
- 2010-06-17 CN CN201010206217XA patent/CN101892448B/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1161383A (en) * | 1996-12-10 | 1997-10-08 | 马鞍山市鼎泰金属制品公司 | Rare-earth, zinc and aluminium alloy coating material, and art for hot-dip plating |
Non-Patent Citations (4)
| Title |
|---|
| R等.高速低碳钢丝的冷轧技术.《2006年线材制品国际技术研讨会会议论文集》.2006,31-32. |
| 冯彬等.线材连续热镀锌及Galfan 生产线关键设备和技术展望.《天津冶金》.2007,(第1期),13-15. * |
| 詹姆士• |
| 詹姆士•R等.高速低碳钢丝的冷轧技术.《2006年线材制品国际技术研讨会会议论文集》.2006,31-32. * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101892448A (en) | 2010-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102479880B (en) | Copper base belt surface treatment device of solar photovoltaic welding belt and processing method thereof | |
| CN204234411U (en) | A kind of welding wire continuous ultrasonic cleaning equipment | |
| CN101892448B (en) | Production method of galvanized steel wire | |
| CN211921705U (en) | Stainless steel wire rope acid dip pickle | |
| CN108372373B (en) | Welding wire high-speed copper plating production process and production line | |
| CN207862446U (en) | A kind of Production for Steel Wire pickling processes device | |
| CN104128384A (en) | Brass wire drawing technology | |
| CN204866743U (en) | Brush steel pipe belt cleaning device of running roller | |
| CN209194071U (en) | A kind of zinc-plated process apparatus of coil of strip has the degreasing plant of sewage treatment function | |
| CN203429264U (en) | Hot-rolled strip acid-pickled surface watermark control device | |
| CN109487189B (en) | Steel wire galvanized surface pretreatment system and process | |
| CN208322482U (en) | A kind of welding wire high speed copper plating production line | |
| CN206033897U (en) | Hot galvanizing pickling tank device | |
| CN209292454U (en) | Wire galvanization surface preparation system | |
| CN211199440U (en) | Electroplating device for steel wire | |
| CN102873044B (en) | Cast ingot cleaning equipment | |
| CN202530162U (en) | Chemical copper plating production line of solder wire | |
| CN202011915U (en) | Electroplating device | |
| CN210667920U (en) | Novel surface pretreatment device | |
| CN101839576B (en) | Process for producing solar heat collection strip anode coating film | |
| CN207914193U (en) | A kind of cleaning device for overhead steel rolling equipment | |
| CN215101107U (en) | Production line of phosphating steel wire for phosphating steel wire | |
| CN211471568U (en) | Copper line descaling bath convenient to maintain | |
| CN210497429U (en) | Acid pickling device for processing craft glass | |
| CN209352966U (en) | Wire galvanization pretreatment tank |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20111130 Termination date: 20170617 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |