CN101798657A - Micro-alloy chemical die steel and thermal treatment method thereof - Google Patents
Micro-alloy chemical die steel and thermal treatment method thereof Download PDFInfo
- Publication number
- CN101798657A CN101798657A CN 201010138834 CN201010138834A CN101798657A CN 101798657 A CN101798657 A CN 101798657A CN 201010138834 CN201010138834 CN 201010138834 CN 201010138834 A CN201010138834 A CN 201010138834A CN 101798657 A CN101798657 A CN 101798657A
- Authority
- CN
- China
- Prior art keywords
- steel
- die steel
- thermal treatment
- micro
- quenching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
The invention discloses a micro-alloy chemical die steel and a thermal treatment method thereof. The chemical die steel comprises the following chemical components in percent by weight: 0.7 to 0.9 percent of C, 0.15 to 0.25 percent of V or Nb, 1.0 to 2.0 percent of Cr, Mn, Si and Mo, common steel with more than or equal to 50ppm of O, N, S and P, and less than 50ppm clean steel. The thermal treatment method for the steel comprises the following steps: heating the steel to between 1,050 and 1,150 DEG C after hot rolling to perform solution treatment, quickly cooling the steel to 600 DEG C, transferring the steel to a 400 to 700 DEG C furnace to perform isothermal transformation, heating the steel to between 900 and 950 DEG C after machining, quenching the steel by oil, and finally tempering the steel at the temperature of between 150 and 200 DEG C. The invention discloses the high-quality chemical die steel with low alloy element content, advantages of saving sources and reducing carbon emission and wide application prospect in die and bearing industries.
Description
Technical field
The present invention relates to a kind of novel mould steel and heat treating method thereof.
Background technology
Mould shared status in production is more and more important, produces not only with mould and can increase substantially production efficiency, and can guarantee the consistence of quality product.The output value of mold manufacturing industry has surpassed machine-tool industry at present, this shows the critical role of mould in production.
Most moulds are all done with steel, therefore will improve the quality of mould, at first will improve the quality of die steel, and will economize on resources and reduce the quality that improves die steel under the prerequisite of carbon emission.China has been that die steel is produced the world's strongest nation at present, but also is not die steel production power.All ask an exorbitant fare every year from external a large amount of import high-quality die steel.Its price is more than three times of die steel price of homemade same grade of steel.According to different sorting techniques, die steel can be divided into cold-work die steel, hot-work die steel and plastic die steel, and is wherein important with cold-work die steel.Cold-work die steel can be divided into low-alloy cold-forming die steel, interalloy cold-work die steel and cold work die steel in high alloy through again.Alloying element content is high more, and price is expensive more.In order to economize on resources, need the few high-quality die steel of development alloying element content, in order to reduce carbon emission, need to simplify the production technique of die steel.
Because the working conditions of low-alloy cold-forming die steel and Low Alloy Tool Steel and bearing steel is basic identical, this three classes steel can be general mutually, so can be referred to as mould steel.Be to list the chemical ingredients of China's this three classes steel commonly used and the performance after the thermal treatment in below.
Chemical ingredients % quenches, tempering temperature hardenability hardening capacity flexural strength impact toughness
W/V ℃ of HRC mm of grade of steel C Si Mn Cr MPa J/CM
2
9SiCr 0.90 1.40 0.45 1.08 840x200 62 26 2250
CrWMn 0.98 0.40 0.95 1.05 1.40/ 815x200 62
9CrWMn 0.90 0.40 1.05 0.65 0.65/ 815x200 62
CrMn 1.40 0.40 0.56 1.45 815x200 61 1950
MnSi 1.00 0.80 0.75 810x200 61 17
8MnSi 0.80 0.45 0.95 810x200 60
9Mn2 0.90 0.40 1.85 770x200 62
CrW5 1.40 0.40 0.40 0.55 5.00/ 810x200 65
Cr2 1.02 0.40 0.40 1.50 845x200 62 30
9Cr2 0.87 0.40 0.40 1.50 835x200 62
V 1.00 0.40 0.40 /0.30 800x200 62
W 1.15 0.40 0.40 0.20 1.00/ 815x200 62
GCr15 1.00 0.25 0.30 1.50 840x160 63/64 20 20
GCr15SiMn?1.00 0.53 1.05 1.50 840x160 63/64 40
9Mn2V 0.90 0.40 1.85 /0.18 795x200 62 36 1700 55
MnCrWV 1.00 0.40 1.15 0.55 0.55/0.23 810x200 62
Annotate: core rigidities can reach the garden rod diameter (mm) of 60HRC when hardening capacity referred to oil quenching
By above-listed data as seen, the carbon content of this three classes steel is all about 1.0%, and minimum is 0.89% as 9Cr2, indivedual the highest be 1.40% as CrW5, be hypereutectoid steel.Alloying element content all more than 2%, is up to 5% except that indivedual; All need after the hot rolling through normalizing and distribution and the form of Spheroidizing Annealing to improve carbide, slack quenching and low-temperaturetempering are all adopted in final thermal treatment.Quenching temperature is Ac1+30-50 ℃, and tempering temperature is organized as tempered martensite and a small amount of undissolved carbide between 150-200 ℃; Quench hardness after the tempering about 61HRC, and minority can reach 64HRC.Because quenching temperature is not high, so hardening capacity is low, be example with GCr15, through hardening diameter 20mm only during oil quenching, also 40mm only behind increase Si, the Mn.Quench, the flexural strength of Annealed Strip about 2000MPa, impelling strength is at 20J/CM
2About.
In sum, as can be seen, the common feature of this three classes steel is that slack quenching is all adopted in final thermal treatment.Reason is in order to keep a part of carbide when quenching heating, to grow up with the prevention austenite crystal, thereby can guarantee to quench, the obdurability after the tempering.For making the undissolved carbide uniform distribution, and round and tiny, after hot rolling, before the heating of quenching, need to carry out normalizing and Spheroidizing Annealing, this class steel is the hypereutectoid steel of carbon content about 1.0%.For carrying out oil quenching, also need to add the alloying element about 2%.Because quenching temperature is not high, although added about 2% alloying element, hardening capacity is still limited, and oil quenching through hardening diameter is only about 30mm.In the end be though that 9Mn2V and MnCrWV have added the trace V that stops austenite crystal to be grown up in two steel grades, but owing to still adopt slack quenching, so do not give full play to the effect of V.
Summary of the invention
The objective of the invention is to, designed a kind of micro-alloy chemical die steel and heat treating method thereof.
Technical solution of the present invention is achieved in that
A kind of micro-alloy chemical die steel, its chemical ingredients is: C 0.7-0.9%; V or Nb 0.15-0.25%; The total amount 1.0-2.0% of Cr, Mn, Si and Mo; O, N, S, P total amount 〉=50ppm are ordinary steel; Its content is Clean Steel less than 50ppm's.
The heat treating method of micro-alloy chemical die steel as claimed in claim 1, it is characterized in that: the thermal treatment process of this mould steel is: the hot rolling post-heating carries out solution treatment to 1050-1150 ℃ and is as cold as 600 ℃ soon and changes in the 400-700 ℃ of stove and make it isothermal transformation, the machining post-heating is to 900-950 ℃ of oil quenching, at last 150-200 ℃ of tempering.
Advantage of the present invention compared with prior art mainly shows:
1, hot rolling and 1050-1150 ℃ solution treatment can be carried out simultaneously, only needs after the hot rolling that promptly the steel temperature is returned to 1050-1150 ℃ and can spray water and be chilled to 600 ℃ soon, carries out isothermal processes then.Need not normalizing and Spheroidizing Annealing after the isothermal processes and can carry out machining, simplified thermal treatment process, reduced carbon emission;
2. what, obtain after solid solution and the isothermal processes is vanadium carbide or niobium carbide and the equally distributed tiny carbide that disperse distributes, vanadium carbide that disperse distributes or niobium carbide can stop austenite crystal to be grown up when quenching heating, equally distributed tiny carbide is easy to dissolve in austenite when quenching heating, the content of C and Cr in the raising austenite;
3, stop task that austenite crystal grows up by disperse distribute be difficult to the dissolved vanadium carbide or niobium carbide is born, so slack quenching can be changed into 900-950 ℃ quenching fully, because the raising of quenching temperature, fully dissolving in of carbide, though the carbon and the alloying element content of steel have descended, hardening capacity can be enhanced about more than once;
4, since when quenching heating except that fine vanadium carbide and niobium carbide do not dissolve, other carbide are fully dissolving, and what separate out during 150-200 ℃ of low-temperaturetempering is the nano level carbonization thing that disperse distributes, so obdurability is good, flexural strength is more than 2500MPa, and impact toughness is at 30J/CM
2More than, quench, tempered-hardness is more than 61HRC.
Description of drawings
Drawings attached 3 width of cloth of the present invention, wherein:
Fig. 1 is a GCr15 Heat Treatment Of Steel process curve synoptic diagram;
Fig. 2 is a CrMnMoV Heat Treatment Of Steel process curve synoptic diagram;
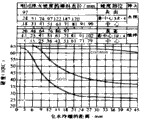
Fig. 3 is the end quenching curve synoptic diagram of GCr15 and CrMnMoV.
Embodiment
As Fig. 1~shown in Figure 3.A kind of micro-alloy chemical die steel and heat treating method thereof.The chemical ingredients characteristics of this class steel are: the V or the Nb of adding 0.2% carry out microalloying; Carbon content is reduced to eutectoid composition from hypereutectoid, promptly is reduced to 0.7-0.9%; Alloying element content is reduced to about 1.5%, and harmful element content such as O, N, S, P can be divided into two classes, and a class is an ordinary steel, and content is same with existing standard, and another kind of is Clean Steel, and the total content of O, N, S, P etc. should be below 50ppm.The specific thermal treatment process of this class steel is as follows: the hot rolling post-heating can fully dissolve in austenitic temperature 1050-1150 ℃ to vanadium carbide and niobium carbide to carry out solution treatment and makes carbon and all alloying element all dissolve in the austenite, be chilled to 600 ℃ soon, changing over to and making it isothermal transformation in 400-700 ℃ the stove is nodular troostite or bainite, isothermal temperature is adjusted in the requirement of hardness or after isothermal processes, carried out a tempering according to machining to adjust hardness, the machining post-heating carries out low-temperaturetempering at 150-200 ℃ at last to 900-950 ℃ of oil quenching.Be that example compares with bearing steel GCr15 and microalloyed ultra-fine cold-work die steel CrMnMoV below.
(wt%) is as follows for the chemical ingredients of these two kinds of steel:
Grade of steel C Si Mn S P Cr Mo V
GCr15 0.95-1.05 0.15-0.35 0.2-0.4 ≤0.02 ≤0.03 1.30-1.65
CrMnMoV 0.65-0.75 0.15-0.35 0.5-0.8 ≤0.04 ≤0.04 0.90-1.20?0.3-0.4 0.15-0.35
The thermal treatment process of GCr15 is: accompanying drawing 1 is seen in hot rolling → normalizing → Spheroidizing Annealing → 840 ℃ oil quenching → 150 ℃ of tempering; The thermal treatment process of CrMnMoV is: hot rolling attitude rod iron is seen accompanying drawing 2 through 1050 ℃ of solution treatment → be chilled to 600 ℃ → 300 ℃ isothermal processes → 900 ℃ oil quenchings → 200 ℃ of tempering soon.
For illustrate that CrMnMoV quenches, temper number and hardening capacity, replace oil quenching with end quenching, isothermal treatment temperatures before the end quenching is 300 ℃, and gained end quenching curve is seen accompanying drawing 3, and the end quenching curve of GCr15 is taken from " the 3rd edition 4 fascicle Figure 11-319 of thermal treatment handbook " by comparison.By accompanying drawing 3 as seen, though the C content of CrMnMoV and Cr content all are lower than GCr15, just increased a small amount of Mo and V, its hardenability and GCr15 are equally matched, and hardening capacity then is higher than GCr15 far away.The highest only 25mm of through hardening diameter during the GCr15 oil quenching, and the through hardening diameter of CrMnMoV oil quenching is higher than GCr15 far away up to 100mm.Metallographicobservation shows, though the CrMnMoV quenching temperature has been brought up to 900 ℃, because the vanadium carbide particle can stop austenite crystal to be grown up, so austenite crystal is not good at greatly, still is fine grain structure.
Claims (2)
1. micro-alloy chemical die steel, its chemical ingredients is: C 0.7-0.9%; V or Nb 0.15-0.25; The total amount 1.0-2.0% of Cr, Mn, Si and Mo; O, N, S, P total amount 〉=50ppm are ordinary steel; Its content is Clean Steel less than 50ppm's.
2. the heat treating method of micro-alloy chemical die steel as claimed in claim 1, it is characterized in that: the thermal treatment process of this mould steel is: the hot rolling post-heating carries out solution treatment to 1050-1150 ℃, being as cold as 600 ℃ soon changes in the 400-700 ℃ of stove and makes it isothermal transformation, the machining post-heating is to 900-950 ℃ of oil quenching, at last 150-200 ℃ of tempering.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010138834 CN101798657A (en) | 2010-04-01 | 2010-04-01 | Micro-alloy chemical die steel and thermal treatment method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010138834 CN101798657A (en) | 2010-04-01 | 2010-04-01 | Micro-alloy chemical die steel and thermal treatment method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101798657A true CN101798657A (en) | 2010-08-11 |
Family
ID=42594500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010138834 Pending CN101798657A (en) | 2010-04-01 | 2010-04-01 | Micro-alloy chemical die steel and thermal treatment method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101798657A (en) |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103114193A (en) * | 2013-03-20 | 2013-05-22 | 沈阳飞机工业(集团)有限公司 | Thermal treatment process for 9SiCr pin reamer |
| CN103122438A (en) * | 2013-02-02 | 2013-05-29 | 大连经济技术开发区圣洁真空技术开发有限公司 | Microalloyed steel and heat treatment method thereof |
| CN103464611A (en) * | 2013-09-30 | 2013-12-25 | 大连益联金属成型有限公司 | Thermal insulation cover forming die |
| CN103464615A (en) * | 2013-09-30 | 2013-12-25 | 大连益联金属成型有限公司 | Junction box stretching die |
| CN103464612A (en) * | 2013-09-30 | 2013-12-25 | 大连益联金属成型有限公司 | Junction box upper-surface burring die |
| CN103480725A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Fan guard upper surface punching die |
| CN103480742A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Pipe clamp blanking-punching compound die |
| CN103480743A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Thermal shroud beading die |
| CN103480741A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Coned workpiece trimming and punching composite die |
| CN103480718A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Cooling fin profiling die |
| CN103480719A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Junction box blanking die |
| CN103484619A (en) * | 2013-09-26 | 2014-01-01 | 无锡阳工机械制造有限公司 | Heat treatment method of GCr15 bearing steel |
| CN103480745A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Hole punching device for side surface of terminal box |
| CN103480724A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Thermal shroud shutter punching die |
| CN103480723A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Hole punching device for side surface of terminal box |
| CN103480744A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Pipe clamp post forming die |
| CN103480717A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Coned workpiece discharging die |
| CN103480746A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Coned workpiece stretching mold |
| CN103495645A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Junction box upper surface punching mold |
| CN103495659A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Pipe clamp stretching mold |
| CN103495657A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Thermally-insulated shroud end cover stretching die |
| CN103495661A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Conic workpiece mold |
| CN103495641A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Edge-cutting mold of junction box |
| CN103495656A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Pipe clamp one-time forming die |
| CN103495642A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Blanking mould for fan cover |
| CN103495646A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Fan cover side surface punching die |
| CN103495658A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Thermally-insulated shroud blanking punching composite die |
| CN103567294A (en) * | 2013-09-30 | 2014-02-12 | 大连益联金属成型有限公司 | Fan housing stretching and trimming composite die |
| CN104611645A (en) * | 2014-12-29 | 2015-05-13 | 芜湖金龙模具锻造有限责任公司 | High-temperature-resistant alloy die steel |
| CN106893947A (en) * | 2017-03-28 | 2017-06-27 | 北京科技大学 | It is a kind of to be resistant to 400 degree of preparation methods of the bearing steel of high temperature |
| CN107937668A (en) * | 2017-11-28 | 2018-04-20 | 湖北工程职业学院 | A kind of heat treatment quenching process of cold work tool steel precision component |
| CN110144520A (en) * | 2019-05-21 | 2019-08-20 | 安徽协同创新设计研究院有限公司 | A kind of high-performance, the production method of high-strength hot forging mould |
| CN111014704A (en) * | 2020-01-03 | 2020-04-17 | 东南大学 | Preparation method of powder metallurgy tool and die steel |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5505798A (en) * | 1994-06-22 | 1996-04-09 | Jerry L. Nelson | Method of producing a tool or die steel |
| CN1122840A (en) * | 1994-11-05 | 1996-05-22 | 云南工业大学 | Micro-alloying and high toughness cold working die steel |
| CN1904122A (en) * | 2006-08-07 | 2007-01-31 | 易正伦 | High performance hot work mould steel |
| CN101381843A (en) * | 2008-10-17 | 2009-03-11 | 山西太钢不锈钢股份有限公司 | 5Cr5MoWSiV cold roller and heat treatment method thereof |
-
2010
- 2010-04-01 CN CN 201010138834 patent/CN101798657A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5505798A (en) * | 1994-06-22 | 1996-04-09 | Jerry L. Nelson | Method of producing a tool or die steel |
| CN1122840A (en) * | 1994-11-05 | 1996-05-22 | 云南工业大学 | Micro-alloying and high toughness cold working die steel |
| CN1904122A (en) * | 2006-08-07 | 2007-01-31 | 易正伦 | High performance hot work mould steel |
| CN101381843A (en) * | 2008-10-17 | 2009-03-11 | 山西太钢不锈钢股份有限公司 | 5Cr5MoWSiV cold roller and heat treatment method thereof |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103122438A (en) * | 2013-02-02 | 2013-05-29 | 大连经济技术开发区圣洁真空技术开发有限公司 | Microalloyed steel and heat treatment method thereof |
| CN103114193B (en) * | 2013-03-20 | 2015-03-11 | 沈阳飞机工业(集团)有限公司 | Thermal treatment process for 9SiCr pin reamer |
| CN103114193A (en) * | 2013-03-20 | 2013-05-22 | 沈阳飞机工业(集团)有限公司 | Thermal treatment process for 9SiCr pin reamer |
| CN103484619A (en) * | 2013-09-26 | 2014-01-01 | 无锡阳工机械制造有限公司 | Heat treatment method of GCr15 bearing steel |
| CN103495645A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Junction box upper surface punching mold |
| CN103495661A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Conic workpiece mold |
| CN103480742A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Pipe clamp blanking-punching compound die |
| CN103480743A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Thermal shroud beading die |
| CN103480741A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Coned workpiece trimming and punching composite die |
| CN103480718A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Cooling fin profiling die |
| CN103480719A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Junction box blanking die |
| CN103464612A (en) * | 2013-09-30 | 2013-12-25 | 大连益联金属成型有限公司 | Junction box upper-surface burring die |
| CN103480745A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Hole punching device for side surface of terminal box |
| CN103480724A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Thermal shroud shutter punching die |
| CN103480723A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Hole punching device for side surface of terminal box |
| CN103480744A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Pipe clamp post forming die |
| CN103480717A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Coned workpiece discharging die |
| CN103480746A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Coned workpiece stretching mold |
| CN103464615A (en) * | 2013-09-30 | 2013-12-25 | 大连益联金属成型有限公司 | Junction box stretching die |
| CN103495659A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Pipe clamp stretching mold |
| CN103495657A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Thermally-insulated shroud end cover stretching die |
| CN103480725A (en) * | 2013-09-30 | 2014-01-01 | 大连益联金属成型有限公司 | Fan guard upper surface punching die |
| CN103495641A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Edge-cutting mold of junction box |
| CN103495656A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Pipe clamp one-time forming die |
| CN103495642A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Blanking mould for fan cover |
| CN103495646A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Fan cover side surface punching die |
| CN103495658A (en) * | 2013-09-30 | 2014-01-08 | 大连益联金属成型有限公司 | Thermally-insulated shroud blanking punching composite die |
| CN103567294A (en) * | 2013-09-30 | 2014-02-12 | 大连益联金属成型有限公司 | Fan housing stretching and trimming composite die |
| CN103464611A (en) * | 2013-09-30 | 2013-12-25 | 大连益联金属成型有限公司 | Thermal insulation cover forming die |
| CN103495657B (en) * | 2013-09-30 | 2015-11-04 | 大连益联金属成型有限公司 | A kind of heat shield end cap drawing die |
| CN103464612B (en) * | 2013-09-30 | 2015-07-29 | 大连益联金属成型有限公司 | A kind of terminal box upper surface hole flanging mold |
| CN104611645A (en) * | 2014-12-29 | 2015-05-13 | 芜湖金龙模具锻造有限责任公司 | High-temperature-resistant alloy die steel |
| CN106893947A (en) * | 2017-03-28 | 2017-06-27 | 北京科技大学 | It is a kind of to be resistant to 400 degree of preparation methods of the bearing steel of high temperature |
| CN106893947B (en) * | 2017-03-28 | 2018-07-27 | 北京科技大学 | A kind of preparation method for the bearing steel being resistant to 400 degree of high temperature |
| CN107937668A (en) * | 2017-11-28 | 2018-04-20 | 湖北工程职业学院 | A kind of heat treatment quenching process of cold work tool steel precision component |
| CN110144520A (en) * | 2019-05-21 | 2019-08-20 | 安徽协同创新设计研究院有限公司 | A kind of high-performance, the production method of high-strength hot forging mould |
| CN111014704A (en) * | 2020-01-03 | 2020-04-17 | 东南大学 | Preparation method of powder metallurgy tool and die steel |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101798657A (en) | Micro-alloy chemical die steel and thermal treatment method thereof | |
| CN104032221B (en) | A kind of Nb-microalloying high-carbon-chromium bearing steel and hot rolling production method thereof | |
| CN103361547B (en) | A kind of production method of cold formability ultrahigh-strength steel plates and steel plate | |
| CN102985569B (en) | Mechanical part be made up of the steel of high characteristic and preparation method thereof | |
| CN101613831B (en) | Non-hardened and non-tempered high-hardness hot rolled steel, manufacturing method thereof and application thereof | |
| CN101555574B (en) | Wear-resistant steel with high resistance to tempering and manufacturing method thereof | |
| CN102277581B (en) | Heat treatment process of low-carbon alloy material | |
| CN111511936B (en) | Wire rod for cold heading, worked product using the same, and method for manufacturing the same | |
| CN101871078B (en) | Super-high strength cold rolled steel and manufacturing method thereof | |
| CN102534134A (en) | Bainite isothermal quenching thermal treatment process method for medium-carbon bearing steel | |
| CN101624683B (en) | Ultra-high strength bainite rail steel and manufacturing method thereof | |
| CN101514434A (en) | Thick steel plate for pressure vessel, method for manufacturing the same, use of the same | |
| CN105112774A (en) | Air cooling hardened spring steel with high obdurability, low-medium-carbon and microalloy and forming and heat treatment process thereof | |
| CN102686750A (en) | Ultra-high-strength steel wire having excellent resistance to delayed fracture and manufacturing method thereof | |
| CN105088081B (en) | The manufacturing process of stabiliser bar | |
| CN105463307B (en) | A kind of Q&P steel with gradient structure and preparation method thereof | |
| CN105506249A (en) | Heat treatment method for high-nitrogen corrosion resistant plastic die steel | |
| CN102505067A (en) | Bainite quenching method at variable temperatures of high-carbon-chromium bearing steel | |
| CN109161667A (en) | A kind of bearing components and preparation method thereof | |
| CN106521338A (en) | High-strength high-hardness steel plate and flexibility production method | |
| CN101849028B (en) | High tensile steel for deep drawing and manufacturing method thereof | |
| CN101864546A (en) | High heat-resistance abrasion-resistance alloy roller | |
| CN104911466A (en) | Ultra-high-strength multiphase-structure gray cast iron cylinder jacket and preparation method thereof | |
| CN103205643A (en) | High-hardness wear-resistant steel plate and manufacturing method thereof | |
| CN104164548B (en) | A kind of thermal treatment process of thick and large section low-carbon low-alloy steel forge piece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20100811 |