CN101773984A - Process design method for sand core print and core print seat for casting - Google Patents
Process design method for sand core print and core print seat for casting Download PDFInfo
- Publication number
- CN101773984A CN101773984A CN 201010134927 CN201010134927A CN101773984A CN 101773984 A CN101773984 A CN 101773984A CN 201010134927 CN201010134927 CN 201010134927 CN 201010134927 A CN201010134927 A CN 201010134927A CN 101773984 A CN101773984 A CN 101773984A
- Authority
- CN
- China
- Prior art keywords
- core
- sand
- sand core
- core print
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
The invention relates to a process design method for a sand core print and a core print seat for casting, belonging to the technical field of casting process. The technical scheme is that a cavity is formed in a sand core, bosses corresponding to the cavity of the sand core are made in a top half mould and a bottom half mould, the sand core is sheathed on the boss of the bottom half mould first, the boss of the top half mould is sheathed with the cavity of the sand core, and the part of the boss extending into the sand core is used as a conventional sand core print; the cavity of the sand core is used as a conventional sand core print seat; and a sand collection groove is designed at the joint of the sand core and the boss of the bottom half mould. The cavity structure of the sand core provides a space for sand core deformation and sand knock, so the deformability of the sand core and the sand knockability are improved. The cavity can reduce the thickness of the sand core, improve the hardening of the mould sand and improve the deformability, the sand knockability and hardening of especially ester hardened sodium silicate sand.
Description
Technical field
The present invention relates to the process design method of a kind of sand core for casting core print, core print seat, belong to the Casting Technology field.
Background technology
Chinese Mechanical Engineering Society's foundry can be cast the vocabulary of terms committee " casting dictionary " core core print definition: " the extension of core termination.It does not form the foundry goods profile, just inserts in the core print seat of casting mold, in order to locate and to support core and discharge the gas that core produces in casting process."; The definition of core print seat: " outside the gas discharge type that produces when pouring into a mould with the fixed core print and with core in order accurately to lay, on casting mold, make with corresponding pit of core core print shape or matching seat.”
In present sand casting field, technology personnel are that the notion according to core core print in " casting dictionary " and core print seat designs, but there are several serious drawbacks adopting the core of designing in such a way for some large and medium-sized special-shaped casts, at first when core is operated down, because the core print part is blocked by core, the operator can't see core core print and core print seat, can only be lowered to feeling, influence is the accuracy of core down; Secondly because core print is the extension of core, the extended height of core core box is unfavorable for that the core designs of the demoulding has increased the overall size of core and core box, is unfavorable for the demoulding again.
Summary of the invention
The technical program proposes the process design method of a kind of sand core for casting core print, core print seat, it is inaccurate and be difficult for the defective of the demoulding that this process design method can be eliminated in the large and medium-sized workpiece of routine casting under the core core, and can fully satisfy the core supporting and prevent that molten steel from piercing and form cavity in the core.
The process design method of a kind of sand core for casting core print, core print seat, the technical program is at the inner cavity that forms of core, make and the corresponding boss of core cavity shape at mo(u)ld top half and mo(u)ld bottom half, core is inserted in the boss of mo(u)ld bottom half earlier, the mo(u)ld top half boss again with the socket of core cavity, the part that boss stretches into core realizes the function of conventional core core print; The cavity of core plays the function of conventional core core print seat; Binding site design at core and mo(u)ld bottom half boss simultaneously has sand catcher.
New core print can and be discharged the gas that core produces in order to location, supporting core in casting process, and can alleviate the weight of core, improves the deformability of core, and knockability is suitable dry, is convenient under the operator core and observes the robot gripping; Outside the gas discharge type that produces when new core print seat can accurately be laid and pour into a mould with the fixed core print and with core.
Beneficial effect: because of the extension of no core termination, can reduce the height of core core box, especially be suitable for the core designs that the coremaking of core machine is wished that the height of core box is low, is beneficial to the demoulding; Can be by directly see the boss core print seat on casting mold at the inner cavity that forms of core, be convenient to the operator accurately under the core to core print seat; Core is when depositing, and is because of the protrusion of the extension of no core termination, more convenient; Because at the inner cavity that forms of core, alleviated the weight of core, cavity is made a concession core the space, shaking out has had the space, so the deformability of core, and knockability improves; Cavity can reduce the thickness of core, has improved the sclerosis of molding sand, especially is suitable for deformability, the knockability of ester hardened sodium silicate sand, the improvement of sclerosis.
Description of drawings
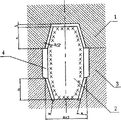
Fig. 1 is the core print core print seat structural representation of common process
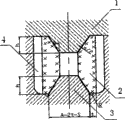
Fig. 2 is the core print core print seat structure of technology of the present invention
Wherein: 1-mo(u)ld top half, 2-core, 3-mo(u)ld bottom half, 4-die cavity
The specific embodiment
The present invention will be further described below in conjunction with accompanying drawing
As shown in Figure 1, the core 2 of common process is the unitary solid structure, the version of the core print up and down of core 2 core print of corresponding formation with mo(u)ld top half 1 and mo(u)ld bottom half 3 sunk parts and core print seat, and core 2 is a die cavity 4 with the cavity that mo(u)ld top half 1 and mo(u)ld bottom half 3 form; H is the core print height among the figure, and s is the clearance, and a is the core print gradient, and A is core 2 overall sizes, and R is the sand catcher radius; Wherein h is 20mm, and S is 1mm, and a is 5 degree, and A is 150mm, and the gap between core print and the core print seat is s/2, i.e. 0.5mm; Core print seat the widest part is of a size of A+S, i.e. 150+1=151mm, and R is 5mm.
As shown in Figure 2, the core 2 of technology of the present invention is a cavity structure, process the boss shape corresponding with core 2 depression positions and cooperate with core 2 on mo(u)ld top half 1 and mo(u)ld bottom half 3, the part that boss stretches into core 2 realizes the function of conventional core 2 core prints, and the cavity of core 2 plays the function of conventional core core print seat; H is the core print height among the figure, and s is the clearance, and a is the core print gradient, and A is core 2 overall sizes, and R is the sand catcher radius, and t is a mold thickness; Wherein h is 20mm, and S is 1mm, and a is 5 degree, and A is 150mm, and the gap between core print and the core print seat is s/2, i.e. 0.5mm, and t is 30mm; The big end of core print endoporus is of a size of A-2t-S, i.e. 150-60-1=89mm, and R is 5mm.
Can draw the thickness that can reduce mo(u)ld top half and mo(u)ld bottom half by cast product of the present invention as calculated, thereby can reduce the height of mo(u)ld top half and mo(u)ld bottom half, reach the purpose of improving knockability and saving cost.
Process design method of the present invention successful Application is changeing the K2 type, is changeing in the Foundry Production of K6 type bogie side frame, core yield rate 97%, and cast article yield rate 98% has obtained good economic benefit.
Claims (2)
1. the process design method of a sand core for casting core print, core print seat, it is characterized in that: the inner cavity that forms of core (2), make and the corresponding boss of core (2) cavity shape at mo(u)ld top half (1) and mo(u)ld bottom half (3), core (2) is inserted in the boss of mo(u)ld bottom half (3), mo(u)ld top half (1) boss again with core (2) cavity socket, the part that boss stretches into core (2) realizes the function of conventional core core print; The cavity of core (2) plays the function of conventional core core print seat.
2. the process design method of a kind of sand core for casting core print as claimed in claim 1, core print seat is characterized in that: core (2) has sand catcher with the binding site design of mo(u)ld bottom half (3) boss.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010134927 CN101773984A (en) | 2010-03-30 | 2010-03-30 | Process design method for sand core print and core print seat for casting |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201010134927 CN101773984A (en) | 2010-03-30 | 2010-03-30 | Process design method for sand core print and core print seat for casting |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN101773984A true CN101773984A (en) | 2010-07-14 |
Family
ID=42510643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201010134927 Pending CN101773984A (en) | 2010-03-30 | 2010-03-30 | Process design method for sand core print and core print seat for casting |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101773984A (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103008540A (en) * | 2012-12-19 | 2013-04-03 | 齐齐哈尔轨道交通装备有限责任公司 | Casting mould and casting mould tool |
| CN105195680A (en) * | 2015-09-23 | 2015-12-30 | 洛阳鹏起实业有限公司 | Graphite mold core for titanium alloy casting, casting mold and casting method |
| CN106563772A (en) * | 2016-11-10 | 2017-04-19 | 安徽龙氏机械制造有限公司 | Complex casting sand mould |
| CN108889902A (en) * | 2018-07-20 | 2018-11-27 | 中国航发哈尔滨东安发动机有限公司 | A method of improving casting sand type deformability |
| CN111375725A (en) * | 2020-06-01 | 2020-07-07 | 西华大学 | Core making process capable of reducing hindered shrinkage |
| CN114918378A (en) * | 2022-06-07 | 2022-08-19 | 山东汇金股份有限公司 | Positioning process for core head of sand core |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101175588A (en) * | 2005-03-30 | 2008-05-07 | 本田技研工业株式会社 | Method for installing sand core for casting in mold and sand core for casting |
| CN101269402A (en) * | 2007-03-22 | 2008-09-24 | 江苏常动机械有限公司 | Engine cavity cooling core |
| CN101400461A (en) * | 2005-11-01 | 2009-04-01 | 山特维克医疗系统有限公司 | Medical prosthesis implant casting process |
| CN201342464Y (en) * | 2008-11-21 | 2009-11-11 | 程金印 | Mould for casting car brake drum |
-
2010
- 2010-03-30 CN CN 201010134927 patent/CN101773984A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101175588A (en) * | 2005-03-30 | 2008-05-07 | 本田技研工业株式会社 | Method for installing sand core for casting in mold and sand core for casting |
| CN101400461A (en) * | 2005-11-01 | 2009-04-01 | 山特维克医疗系统有限公司 | Medical prosthesis implant casting process |
| CN101269402A (en) * | 2007-03-22 | 2008-09-24 | 江苏常动机械有限公司 | Engine cavity cooling core |
| CN201342464Y (en) * | 2008-11-21 | 2009-11-11 | 程金印 | Mould for casting car brake drum |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103008540A (en) * | 2012-12-19 | 2013-04-03 | 齐齐哈尔轨道交通装备有限责任公司 | Casting mould and casting mould tool |
| CN105195680A (en) * | 2015-09-23 | 2015-12-30 | 洛阳鹏起实业有限公司 | Graphite mold core for titanium alloy casting, casting mold and casting method |
| CN106563772A (en) * | 2016-11-10 | 2017-04-19 | 安徽龙氏机械制造有限公司 | Complex casting sand mould |
| CN108889902A (en) * | 2018-07-20 | 2018-11-27 | 中国航发哈尔滨东安发动机有限公司 | A method of improving casting sand type deformability |
| CN111375725A (en) * | 2020-06-01 | 2020-07-07 | 西华大学 | Core making process capable of reducing hindered shrinkage |
| CN114918378A (en) * | 2022-06-07 | 2022-08-19 | 山东汇金股份有限公司 | Positioning process for core head of sand core |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101773984A (en) | Process design method for sand core print and core print seat for casting | |
| CN103273006B (en) | A kind of fitting device of Sand-Faced Metal Mould Casting brake-shoe and production method | |
| CN104722708A (en) | Modeling method and sand mold structure of sector-shaped end cover type casting for large-size mill | |
| CN201921988U (en) | Diesel engine body casting mold | |
| CN201677009U (en) | Middle-layer sand mould with a double-surface inner positioning taper hole | |
| CN203235919U (en) | Accurately positioned sand core structure in deformed inner lining plate casting | |
| CN202555772U (en) | Air inflow tube connection die for motor | |
| CN103658554A (en) | Two-side template stack box casting shaping machine | |
| CN201179546Y (en) | Novel spring pouring head apparatus | |
| CN203197199U (en) | Anode steel claw casting mold and foam plastic gasified pattern thereof | |
| CN101559477A (en) | Method for positioning large core | |
| CN102941316B (en) | Production method for machine tool guide rail casts | |
| CN204603211U (en) | A kind of large-sized grinder sand mould structure of fan-shaped end covers foundry goods | |
| CN201023126Y (en) | Slag tank shape following up mould | |
| CN201179558Y (en) | Aluminum shell mould | |
| CN201333499Y (en) | Diesel engine body casting mold | |
| CN204934530U (en) | A kind of Stripping pattern machine | |
| CN212042549U (en) | Core assembly feeding side pouring system for multiple base parts | |
| CN103042172A (en) | Upward gas discharge method of lower sand core of complicate connected cast | |
| CN206839029U (en) | A kind of resin sand is molded into sand component | |
| CN206305381U (en) | Single rising head sand gear ring casting mould | |
| CN201720403U (en) | Improved medium plate steel ingot mould | |
| CN205551391U (en) | Casting mould structure of sand -lined metal mould casting abrasive disc | |
| CN207494499U (en) | A kind of mold with heat sinking function | |
| CN201342464Y (en) | Mould for casting car brake drum |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Open date: 20100714 |