CN101704188B - Assembly fixture for middle sliding door hinge of automobile - Google Patents
Assembly fixture for middle sliding door hinge of automobile Download PDFInfo
- Publication number
- CN101704188B CN101704188B CN2009101912992A CN200910191299A CN101704188B CN 101704188 B CN101704188 B CN 101704188B CN 2009101912992 A CN2009101912992 A CN 2009101912992A CN 200910191299 A CN200910191299 A CN 200910191299A CN 101704188 B CN101704188 B CN 101704188B
- Authority
- CN
- China
- Prior art keywords
- sliding door
- door hinge
- open slot
- automobile
- pin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Hinges (AREA)
Abstract
The invention provides an assembly fixture for a middle sliding door hinge of an automobile. The fixture consists of a body and a clamping groove connected to the body, wherein the body has a thin plate structure; an upper part and a lower part on one side of the body are respectively provided with an upper pin and a lower pin which respectively correspond to two water via holes close to a position where the hinge on a middle sliding door of the automobile is arranged; the other side of the body is provided with an open slot corresponding to the position where the hinge on the middle sliding door of the automobile is arranged; the shape of the clamping groove is consistent with that of the open slot, and the clamping groove is welded in the open slot; and the clamping groove and the open slot are matched with the shape and size of the section of the middle sliding door hinge, and clamp the middle sliding door hinge. The assembly fixture has the advantages of simple operation, accurate positioning, and reliable assembly.
Description
Technical field
The present invention relates to the assembly tooling of arrangements for automotive doors, be specifically related to a kind of middle sliding door hinge assembly tooling of minibus.
Background technology
At present, the assembly tooling that automobile manufacturing enterprise is adopted sliding door hinge assembling in the minibus, aerofoil machine normally, by the assembling bolt of adopting the aerofoil machine to tighten sliding door hinge in the minibus, the position of hinge assemblies on middle slide then determined by range estimation.Like this, there is following technical problem, adopt the aerofoil machine to be difficult to control the hinge assemblies precision, range estimation can not be measured the hinge assemblies error, assembly precision and rigging error vary with each individual, change along with operator's experience and technical ability, the assembly quality instability of sliding door hinge in causing, and then influence the result of use of the assembly quality and the middle slide of car load.
Summary of the invention
The technical problem to be solved in the present invention provides sliding door hinge assembly tooling in a kind of simple in structure, easy to use, automobile of ensuring the quality of products.
For solving the problems of the technologies described above, the present invention takes following technical scheme:
Sliding door hinge assembly tooling in a kind of automobile, this frock is made up of body and the draw-in groove that is connected on this body; Described body is a thin-slab structure, is respectively equipped with pin and following pin in body upper and lower on one side, last pin and following pin respectively with automobile on the slide near two water hole positions the installation hinge position corresponding; Another side at body is provided with an open slot, and the position that hinge is installed on the slide in the position of described open slot and the automobile is corresponding, and draw-in groove is consistent with the open slot shape, is welded in the open slot; The cross sectional shape size of draw-in groove and open slot and middle sliding door hinge is suitable, blocks middle sliding door hinge.
Compared with prior art, the sliding door hinge assembly tooling has following advantage in the automobile of the present invention:
1, simple to operate, accurate positioning: earlier the body of middle sliding door hinge assembling is put into the hinge installation site on the slide, with near the water hole the slide upper hinge installation site is locating hole, to go up pin and following pin inserts in the corresponding water hole, then middle hinge is snapped in the draw-in groove, in the i.e. installation site on the car door of hinge, with nut hinge and Zhong Men are linked together again, promptly finish whole assembly work;
2, assembling is reliable, can satisfy the matching requirements of sliding door hinge in the minibus fully, guarantees rigging position and the quality of hinge on middle slide, avoids adopting the unstability that is caused and the inaccuracy of blower fan assembling and range estimation location.
Description of drawings
Sliding door hinge assembly tooling front view in Fig. 1 minibus of the present invention
Fig. 2 is the part explosive view of sliding door hinge assembly tooling in the minibus of the present invention
Fig. 3 is a sliding door hinge assembly tooling vertical view in the minibus of the present invention
Fig. 4 is the schematic diagram of sliding door hinge in the minibus
Fig. 5 is the schematic diagram of sliding door hinge mounting portion in the minibus
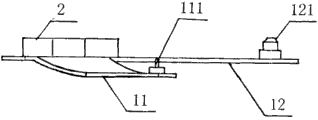
Among the figure: body 1, draw-in groove 2, last pin 111, following pin 121, top 11, bottom 12, open slot 13, the chamfering of stepping down 122, hinge 3, middle slide 4
The specific embodiment
The invention will be further described below in conjunction with drawings and embodiments:
Referring to Fig. 1, Fig. 2, Fig. 3, Fig. 4, the sliding door hinge assembly tooling is made up of body 1 and the draw-in groove 2 that is connected in this body 1 left part in this minibus.
Bottom at the another side of body 1 is provided with an open slot 131, is used to connect draw-in groove 2, the opening of this open slot 131 down, all approximate cat head shape of open slot 131 and draw-in groove 2, and with the suitable (see figure 4) of geomery B of middle sliding door hinge 3.Be provided with the chamfering 122 of stepping down at the openend near open slot 131, this chamfering 122 is 45 °, and its effect is to be convenient to draw-in groove 2 to block middle hinge 3.
During use, earlier frock body 1 is put into the hinge installation site 413 on the slide 4, door is gone up in the corresponding water hole 411 and 412 in simultaneously upper and lower pin 111 and 121 being inserted, and then middle hinge 3 is put into the draw-in groove 2 of frock, with bolt hinge 3 and middle slide 4 is linked together again.
Claims (5)
1. sliding door hinge assembly tooling in the automobile is characterized in that, this frock is made up of body (1) and the draw-in groove (2) that is connected on this body (1); Described body (1) is a thin-slab structure, be respectively equipped with pin (111) and following pin (121) in body top (11) and bottom (12) on one side, last pin (111) and following pin (121) respectively with automobile on the slide near two water hole positions the installation hinge position corresponding; Another side at body is provided with an open slot (131), and the position that hinge is installed on the slide in the position of described open slot (131) and the automobile is corresponding, and draw-in groove (2) is consistent with open slot (131) shape, is welded in the open slot (131); Draw-in groove (2) and open slot (131) are suitable with the cross sectional shape size of middle sliding door hinge, block middle sliding door hinge.
2. sliding door hinge assembly tooling in the automobile according to claim 1 is characterized in that, described upward pin (111) and following pin (121) are the step cylinder.
3. sliding door hinge assembly tooling in the automobile according to claim 1 is characterized in that, is provided with the chamfering of stepping down (122) at the entrance point of described open slot (131).
4. sliding door hinge assembly tooling in the automobile according to claim 1 is characterized in that, between described top (11) and bottom (12) the loss of weight breach is arranged.
5. sliding door hinge assembly tooling in the automobile according to claim 1 is characterized in that, described open slot (131) opening down.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009101912992A CN101704188B (en) | 2009-10-30 | 2009-10-30 | Assembly fixture for middle sliding door hinge of automobile |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009101912992A CN101704188B (en) | 2009-10-30 | 2009-10-30 | Assembly fixture for middle sliding door hinge of automobile |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN101704188A CN101704188A (en) | 2010-05-12 |
| CN101704188B true CN101704188B (en) | 2011-08-10 |
Family
ID=42374475
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009101912992A Expired - Fee Related CN101704188B (en) | 2009-10-30 | 2009-10-30 | Assembly fixture for middle sliding door hinge of automobile |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN101704188B (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102248499B (en) * | 2011-06-28 | 2013-06-05 | 合肥兴科石化设备技术有限责任公司 | Automobile door hinge clamp |
| CN104608095A (en) * | 2014-12-12 | 2015-05-13 | 重庆长安汽车股份有限公司 | Middle door hinge auxiliary assembling tool and method |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN85204408U (en) * | 1985-10-15 | 1987-09-12 | 刘雄飞 | Graduate locating hinge with adjustable turning tightness |
| CN2218233Y (en) * | 1995-03-15 | 1996-01-24 | 崔传怀 | Shaft sleeve type car door hinge |
| CN2284309Y (en) * | 1996-05-24 | 1998-06-17 | 成都天驹汽车研究所 | Stereo ball-shape hinge used for mounting door of automobile |
| CN2813826Y (en) * | 2005-09-11 | 2006-09-06 | 重庆长安汽车股份有限公司 | Vehicle sliding door middle hinge assembly |
| CN201206379Y (en) * | 2008-04-24 | 2009-03-11 | 奇瑞汽车股份有限公司 | Limiting assistant tools for vehicle door hinge |
-
2009
- 2009-10-30 CN CN2009101912992A patent/CN101704188B/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN85204408U (en) * | 1985-10-15 | 1987-09-12 | 刘雄飞 | Graduate locating hinge with adjustable turning tightness |
| CN2218233Y (en) * | 1995-03-15 | 1996-01-24 | 崔传怀 | Shaft sleeve type car door hinge |
| CN2284309Y (en) * | 1996-05-24 | 1998-06-17 | 成都天驹汽车研究所 | Stereo ball-shape hinge used for mounting door of automobile |
| CN2813826Y (en) * | 2005-09-11 | 2006-09-06 | 重庆长安汽车股份有限公司 | Vehicle sliding door middle hinge assembly |
| CN201206379Y (en) * | 2008-04-24 | 2009-03-11 | 奇瑞汽车股份有限公司 | Limiting assistant tools for vehicle door hinge |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101704188A (en) | 2010-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105855941B (en) | A kind of Rapid Combination flexible fixture for large scale flat-type work pieces process | |
| CN103604337B (en) | Automobile hemming assembly cubing and detection method that many positioning datums system is compound | |
| CN206297653U (en) | A kind of body hinge harness | |
| CN106741309B (en) | Automotive door hinge integration harness | |
| CN106112481A (en) | A kind of assembly machine for sliding rail of automobile seat | |
| CN101659043B (en) | Installing and positioning frock of front doors of automobile | |
| CN101704188B (en) | Assembly fixture for middle sliding door hinge of automobile | |
| CN103940316B (en) | A kind of modular construction cubing for being exclusively used in detecting underbody side girder assembly | |
| CN112013254A (en) | Anti-corrosion robot fastener | |
| CN201455849U (en) | Positioning tool part arranged on automobile front door | |
| CN110561145A (en) | Back-reverse clamp of aluminum piston blank machining process reference | |
| CN211205103U (en) | Door hinge detects frock | |
| CN205613898U (en) | Vehicle vent -pipe lifting hook support cuts off mould | |
| CN202037211U (en) | Auxiliary positioning device of bender for coach | |
| CN201988631U (en) | Hoisting wedge upper slide plate type guide plate mechanism | |
| CN207344019U (en) | A kind of sled activity orientation mechanism | |
| CN202368075U (en) | Car body marking machine | |
| CN208179379U (en) | A kind of automobile tail gate adjustment fixture | |
| CN213439338U (en) | Car door mounting and positioning device | |
| CN214189865U (en) | Swift current back of body formula lifts back of body door location frock | |
| CN101475033B (en) | Wrapping apparatus for vehicle door | |
| CN2863327Y (en) | Composite type boring positioning mould for compartment bulb | |
| CN205589349U (en) | Front and back door assembly fixture | |
| CN106595434B (en) | Coupler clearance measuring instrument | |
| CN210178136U (en) | Mounting structure of door handle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110810 Termination date: 20171030 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |