CN100584222C - 压紧烟草、梗的设备和方法 - Google Patents
压紧烟草、梗的设备和方法 Download PDFInfo
- Publication number
- CN100584222C CN100584222C CN200410095021A CN200410095021A CN100584222C CN 100584222 C CN100584222 C CN 100584222C CN 200410095021 A CN200410095021 A CN 200410095021A CN 200410095021 A CN200410095021 A CN 200410095021A CN 100584222 C CN100584222 C CN 100584222C
- Authority
- CN
- China
- Prior art keywords
- clamping element
- equipment
- tobacco
- movable
- bellmouth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B7/00—Cutting tobacco
- A24B7/14—Feeding or control devices for tobacco-cutting apparatus
Landscapes
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Manufacture Of Tobacco Products (AREA)
Abstract
本发明涉及一种压紧烟草、梗或类似物的设备,该设备基本包括布置在支承元件上的第一压紧元件和第二压紧元件,以及与第一压紧元件相关的第一承口和与第二压紧元件相关的第二承口。另外,本发明涉及一种压紧烟草、梗或类似物的方法,该方法基本包括如下步骤:在和相应的承口一起安装在支承元件上的两个压紧元件之间引入烟草、使得至少一个压紧元件朝着另一个压紧元件运动、结果是烟草被压紧,并同时在承口的方向上输送压紧的烟草。
Description
技术领域
本发明涉及一种压紧烟草、梗或类似物的设备,该设备基本包括布置在支承元件上的第一压紧元件和第二压紧元件,以及与第一压紧元件相关的第一承口和与第二压紧元件相关的第二承口。另外,本发明涉及一种压紧烟草、梗或类似物的方法,该方法基本包括如下步骤:在和相应的承口一起安装在支承元件上的两个压紧元件之间引入烟草、使得至少一个压紧元件朝着另一个压紧元件运动、结果是烟草被压紧,并同时在承口的方向上输送压紧的烟草。
背景技术
这种压紧装置和压紧方法特别用于烟草加工工业的领域中,即例如在香烟制造中。在这种情况下,通常并主要包括烟草和/或梗并具有空气和水份而且松散进行输送的烟草在压紧装置中加压。加压指的是压紧,并用来形成随后划分以便进一步处理的所谓的烟草块。公知的设备具有构造成具有结构化的顶部链条和底部链条的两个压紧元件。底部链条在相对端部处静止地安装在横向固定的支承元件上。与底部链条相关的承口刚性地连接到后者上。顶部链条以如下方式可运动地安装,使得顶部链条布置在横向固定的支承元件上,以便围绕支承点枢转。在烟草输送的方向上,顶部链条围绕输入侧上的安装件枢转。输出侧上的安装件在细槽内引导,以便进行引导的枢转运动。与顶部链条相关的承口和顶部链条一起围绕输入侧上的安装件以及围绕输出侧上的安装件枢转。
为了压紧烟草,顶部链条通过气缸朝着底部链条向下推动。为此,顶部链条围绕输入侧上的安装件枢转。顶部链条的枢转用来补偿变化的烟草进入高度,使得压紧烟草的压力恒定。在顶部链条枢转期间,当上承口同样围绕输入侧上的安装件枢转时(还称为呼吸),从承口到随后烟草切断装置的切断圆或切断平面的距离变化。称为间隙尺寸的所述距离应该很小。通过上承口围绕输出侧上的安装件的枢转,间隙尺寸实际上可以减小。但是,由于顶部链条和承口围绕输入侧上的安装件的总体运动,承口在圆形路径上进行运动,使得即使补偿承口围绕输出侧上的安装件的枢转,间隙尺寸的变化也将大于10mm。
但是,这首先具有所谓击打率很高的缺陷。这意味着由于间隙尺寸大,烟草(特别是梗)被随后的切断装置拽出烟草块。这些拽出的烟草必须与混合物分开,并且在没有另外的粉碎过程的情况下不能进一步处理。由此在切断过程中烟草产量降低。其次,必须选择非常大的承口高度(即上和下承口之间的距离大),以便补偿间隙尺寸小。但是这同样意味着烟草输送量必须补偿相对恒定,这需要额外成本。另一缺陷在于枢转顶部链条所需的支承元件内的细槽造成密封问题。
发明内容
因此,本发明的目的在于提供一种最佳地处理烟草以便随后进一步加工的简单、紧凑和便于操作的设备。另外,本发明目的在于提供一种确保最佳地处理烟草以便随后进一步加工并便于操作的方法。
该目的首先通过以上所述类型的设备来实现,这是由于至少一个压紧元件和相应的承口可一起线性运动。由于本发明的这种结构,在顶部链条暂停期间可防止上承口和下承口之间的偏差,这对于切断质量来说具有正面影响。另外,承口和烟草切断装置的随后切断圆之间的距离(即间隙尺寸)保持恒定。由于间隙尺寸与上压紧元件的运动无关,变化的烟草输送量不造成击打率增加。
在本发明的优选实施例中,上压紧元件永久地布置在形成支承元件的可运动侧壁上,而下压紧元件永久地布置在形成支承元件的固定侧壁上。由于此实施例,上压紧元件和上承口可以一起相对于下压紧元件进行特别简单的线性运动。
有利的是,可运动侧壁形成在由固定侧壁形成的U形框架上引导的可运动框架,其中可运动框架最好布置在固定框架内。采用此结构和配置,形成特别紧凑和稳定的设备。
另一有利的特征在于在可运动框架上布置施加压紧烟草的压力的元件,其中压紧元件是在功能上连接到上压紧元件或可运动框架上以便引导力的施加(特别是没有反射地)的膜盒气缸。采用此配置,提供一种力的自给系统,这确保以相对低的成本特别有效地进行压紧。
最好是,压紧元件构造成辊子组件。因此,可以防止使用链条时由于多边形效应造成的从链条到承口的距离变化,使得压紧的烟草块理想地输送到承口。此外,辊子组件便于进行维护和清理。
另一实施例表示一种设备,其中辊子组件的辊子按照半壳原理构造。因此,例如可以方便和灵活地适应表面要求的变化或材料的磨损。由于半壳结构,确保设备进行简单组装和拆卸以及便于清理,使得特别是设备停机时间减小。
有利的是,可运动侧壁区域内的开口在下压紧元件的轴/杆通过的点处被覆盖,其中为此偏心盘布置在轴/杆上或布置在开口区域的可运动侧壁上。这使得可靠地密封可运动侧壁的所有位置内的开口。偏心盘组件使得上压紧元件和支承压紧元件的侧壁一起运动,而烟草不从设备泄漏到外侧。
其次,该目的通过一种方法来实现,该方法包括以上所述的步骤,其中压紧烟草的至少一个压紧元件朝着和离开另一压紧元件进行线性运动。由于线性运动,一方面防止上和下承口之间的输送方向上的偏差。其次,即使在一个压紧元件上下运动期间,承口和随后烟草切断装置的切断圆或切断平面之间的距离也保持恒定。
附图说明
另外的优点和优选特征和实施例从从属权利要求和说明中得以明白。在附图的帮助下更加详细地描述特别优选的实施例和方法。附图表示:
图1是以截面表示具有作为压紧元件的上链条和下链条的设备的侧视图;
图2是图1所示设备的前视图;
图3是以截面表示具有作为压紧元件的辊子组件的设备的侧视图;
图4是图3所示设备的前视图;
图5是设备部件的示意前视图,即包括可运动框架和固定框架的架子,可运动框架位于上位置;
图6是图5所示架子的前视图,可运动框架位于下位置;
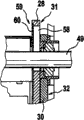
图7是通过偏心盘在可运动和固定侧壁之间进行引导以便密封可运动侧壁内的开口的详细视图;
图8是偏心盘的侧视图;
图9a-c是图6的偏心盘在不同位置上的前视图;以及
图10是以截面表示作为压紧元件的辊子组件的辊子的侧视图。
具体实施方式
所示的设备是在香烟和类似物的制造中压紧烟草的压紧装置。
图1表示压紧烟草和类似物的设备10的第一实施例,即所谓的主压紧装置。设备10通常连接到输入侧上的预压紧装置(未示出)上,即在箭头11所示的烟草输送方向上在设备10的前部。在输出侧上(即在箭头11所示的输送方向上设备10的后部)通常布置烟草切断设备(未示出)。设备10包括一方面设计成从入口14到出口15输送烟草并且另一方面压紧烟草的两个压紧元件12和13。在图1和2所示的实施例中,压紧元件12和13设计成各自围绕驱动轴18、19(或驱动辊子)以及围绕偏转轴20、21(偏转辊子)引导的链条16、17。链条16、17叠置布置,使得上链条16称为顶部链条,并且下链条17称为底部链条。
链条16、17布置成大致以漏斗形状从入口14运行到出口15。两个链条16、17具有结构化的表面。在出口15,承口22和23对应于顶部链条和底部链条。承口22永久地布置在顶部链条上,而承口23永久地布置在底部链条上。换言之,承口22、23刚性地布置在压紧元件22、23上。通过其端部24、25在输送方向(箭头11)上指向,两个承口22、23限定垂直于输送方向(箭头11)延伸的平面26。
两个链条16、17或其驱动或偏转轴18-21安装在横向支承元件27、28、29、30上。所有的支承元件27-30构造成侧壁。两个支承元件27、28(即可运动侧壁)形成内框架31。上链条16布置成其驱动和偏转轴18、20永久地布置在可运动侧壁上。内框架31作为一个单元布置和引导,该单元最好在外框架32内引导,外框架32通过支承元件29、30(即固定侧壁)形成。换言之,下压紧元件13和下承口23一起永久地布置和固定(即刚性)在框架32上。另一方面上压紧元件12和上承口一起布置在可运动框架31上,并与后者一起在垂直方向上下运动。
压紧元件12通过可运动框架31线性运动。线性运动可只由于包括压紧元件12和可运动框架31的可运动系统的重力实现。换言之,可运动系统在下面烟草块的方向上以其重量下压,使得可运动系统静置(如原来那样)在烟草块上。为了在直线取向上在烟草块的方向上施加另外的向下压力,设置施加压力压紧烟草的元件33。在所示实施例中,元件33是构造成加压膜盒缸的膜盒气缸34。还可以使用施加压力的其他常用元件。膜盒气缸34布置在支承元件27-30之间,即位于内框架31内,并在功能上连接到上压紧元件12上。准确地说,膜盒气缸34固定在固定框架32的横向连接板63的面向上的侧面62上。以其面向下的侧面64,膜盒气缸34布置在可运动框架31的横向连接板65上,使得膜盒气缸34的致动造成上压紧元件12从图5的上位置向下在箭头35所示并平行于26的方向上线性运动到图6所示的下位置。因此形成膜盒气缸34和上压紧元件12之间的功能连接。
膜盒气缸34上布置另一膜盒气缸36。膜盒气缸36构造成提升膜盒气缸,并同样在功能上连接到上压紧元件12或可运动框架31上,即可运动系统上。膜盒气缸36通过其面向上的侧面66连接到可运动框架31的横向连接板67上,并以其面向膜盒气缸34的向下侧面68连接到静止横向连接板63上。当膜盒气缸36致动时,上压紧元件12可在箭头37所示并平行于平面26的方向上向上线性运动。压紧元件12的线性向上运动特别用来清理或维护,或用来调整入口和出口高度。
膜盒气缸36位于包括压紧元件12和可运动框架31的整个可运动系统的重心和压紧力中心的下面,并且膜盒气缸34布置在可运动系统(见上面)和包括下压紧元件13和固定框架32的固定系统之间的力中心处,并且两个膜盒气缸34、36用来没有偏转地直接施加力。自然地,膜盒气缸34、36还可通过其他常用元件来代替,以便致动上压紧元件12。
作为链条16、17的替代,辊子组件38、39还可用作压紧元件12、13(见图3和4)。辊子组件38、39各自包括多个(在所示实施例中是两个)辊子40、41或42、43,其中辊子40、41形成上压紧元件12,并且辊子42、43形成下压紧元件13。具有辊子组件38、39的设备10的基本结构以及操作原理大致与详细描述的具有链条16、17的设备10的结构和操作原理相对应,可以省略图3和4的详细说明。
辊子40-43按照半壳原理构造(特别见图10)以便在维护、组装等期间内改进操作。借助于一个辊子40详细说明该原理,但可以适用于所有辊子40-43。辊子40的圆柱形周边表面44包括通过应变垫片47、48布置和安装在轴49上的两个半壳45、46。应变垫片47、48为此最好通过螺栓52可松开地连接到辊子40的面板50、51上。为了传递(夹紧力),在应变垫片47、48和面板50、51之间设置锥形连接。面板50、51具有与其转动轴线53同心延伸的锥形表面54。与此相对应,应变垫片47、48设置锥形凹口55。锥形表面54和锥形凹口55的角度可以变化并主要取决于所需的夹紧力。但是优选的是5°和15°之间。为了将轴49的转动传递到辊子40上,键和键槽(未明确示出)设置在轴49和辊子40之间。
半壳45、46由完整的圆柱形制成,并且直到完全加工之后才分开,使其具有高度准确的旋转精度,并且在半壳45、46之间具有最小间隙。通过紧固螺栓52,力F1施加在箭头56的方向上,该方向与转动轴线53平行。该夹紧力F1通过锥形连接划分成两个力分量,即在箭头57的方向上在垂直于转动轴线53延伸的力F2以及平行于力F1但比后者小的力F1’。但是只有夹紧力F2与辊子40和轴49之间的连接程度相关。
为了支承元件27、28(即可运动框架31的侧壁)的运动,细槽58形成在可运动侧壁(特别见图7)上。在轴49或可运动侧壁(支承元件28)上布置用于细槽58的密封元件59以便密封细槽。密封元件60可以在随后的图9a-c看到。偏心盘60可转动地布置在可运动侧壁或可运动框架31上,并具有引导布置在固定侧壁或固定框架32上的轴49的开口61。偏心盘60构造成与形成在可运动侧壁的内侧上的相应凹口平齐安装。图9a-c表示偏心盘60的不同位置。在图9a中,框架31表示在其下位置。图9b表示框架31在其中央位置。图9c表示框架31的上位置。通过组装未示出的元件,开口61被闭合或与外部密封,可以防止烟草泄漏。
在未示出的另一实施例中,下压紧元件13还造成可以运动,而上压紧元件12静止。两个压紧元件12。13都运动也是可以的。在所有实施例中线性运动的基本原理与详细描述的实施例相对应。同样压紧元件12、13可相互靠近布置,使得支承元件27-30构造成顶壁和底壁。
下面,在图1和2的设备10的帮助下详细描述压紧烟草的方法。
烟草或类似物输送到作为烟草切断装置一部分的设备10。通过从动链条16、17或辊子40-43,烟草通过压紧元件12、13之间。由于压紧元件12、13朝着出口15倾斜,烟草被压缩,这也称为压紧。在该过程中,特别是空气和水份被挤压出烟草。随着烟草进一步压紧,由于下压紧元件13静止,施加在上压紧元件12上的提升力增加。基本上,上压紧元件12因此提升。但是为了防止上压紧元件12弯曲,施加提升力的反作用力。为此形成膜盒气缸34,该气缸产生抵消提升力的压力。膜盒气缸34内的压力成比例调整,使得抵消提升力的压力是恒定的。换言之,通过膜盒气缸34并结合可运动系统的固有重量施加的压力构成无限弹簧。因此,作用在烟草上的(压紧)力与所输送的烟草数量无关,该力包括膜盒气缸34的压力和可运动系统的固有重量施加的力。在线性方向上,可运动系统进行补偿运动直到烟草产生或施加的提升力与压紧力相对应为止。
Claims (20)
1.一种用于压紧烟草、梗的设备,该设备基本上包括布置在支承元件(27、28、29、30)上的第一压紧元件(12)和第二压紧元件(13)以及与第一压紧元件(12)相对应的第一承口(22)和与第二压紧元件(13)相对应的第二承口(23),其特征在于至少一个压紧元件(12、13)和相应的承口(22、23)被设计成一起相对于其它的压紧元件(13、12)和相应的承口(23、22)相互朝向或背向线性运动。
2.如权利要求1所述的设备,其特征在于,压紧元件(12、13)叠置布置,其中作为上压紧元件的第一压紧元件(12)可相对于作为下压紧元件的第二压紧元件(13)以如下方式运动,使得上压紧元件朝着并离开下压紧元件(13)线性运动。
3.如权利要求2所述的设备,其特征在于,上压紧元件永久地布置在形成支承元件(27、28)的可运动侧壁上,而下压紧元件(13)永久地布置在形成支承元件(29、30)的固定侧壁上。
4.如权利要求1所述的设备,其特征在于,承口(22、23)各自刚性地连接到相应压紧元件(12、13)上。
5.如权利要求3所述的设备,其特征在于,可运动侧壁形成在由固定侧壁形成的固定U形框架(32)上引导的可运动框架(31),其中可运动框架(31)布置在固定框架(32)内。
6.如权利要求5所述的设备,其特征在于,用于施加压力以便压紧烟草的元件(33)布置在可运动框架(31)和固定框架(32)上。
7.如权利要求6所述的设备,其特征在于,用于压紧的元件(33)是第一膜盒气缸(34),该第一膜盒气缸(34)与压紧元件(12)或可运动框架(31)相关,以便没有偏转地直接施加力。
8.如权利要求7所述的设备,其特征在于,第一膜盒气缸(34)在设备(10)的压紧力中心处位于可运动和固定侧壁之间。
9.如权利要求7或8所述的设备,其特征在于,用于提升包括作为上压紧元件的第一压紧元件(12)和可运动框架(31)的可运动系统的第二膜盒气缸(36)布置在可运动框架(31)和固定框架(32)上,其中第一膜盒气缸(34)之上的第二膜盒气缸(36)也布置在设备(10)的压紧力中心上。
10.如权利要求9所述的设备,其特征在于,用于提升上压紧元件的第二膜盒气缸(36)与上压紧元件或可运动框架(31)相关,以便没有偏转地直接施加力。
11.如权利要求1所述的设备,其特征在于,压紧元件(12、13)构造成环形转动链条(16、17)。
12.如权利要求1所述的设备,其特征在于,压紧元件(12、13)构造成辊子组件(38、39)。
13.如权利要求12所述的设备,其特征在于,辊子组件(38、39)的辊子(40、41、42、43)以半壳形式构造。
14.如权利要求13所述的设备,其特征在于,辊子(40-43)的圆柱形周边表面(44)包括两个半壳(45、46),其通过一对应变垫片(47、48)连接到驱动或支承辊子(40-43)的轴/杆(49)上。
15.如权利要求3所述的设备,其特征在于,可运动侧壁区域内的开口在下压紧元件的轴/杆(49)通过的点处被覆盖。
16.如权利要求15所述的设备,其特征在于,在开口(58)的区域内,偏心盘(60)布置在轴/杆(49)或可运动侧壁上。
17.如权利要求16所述的设备,其特征在于,偏心盘(60)可运动地布置在可运动框架(31)上。
18.一种压紧烟草、梗的方法,包括如下步骤:
在与相应的承口(22、23)一起安装在支承元件(27、28、29、30)上的两个压紧元件(12、13)之间引入烟草;
相对运动至少一个压紧元件(12、13),造成烟草被压紧;以及
在承口(22、23)的方向上同时输送被压紧的烟草;
其特征在于至少一个用于压紧烟草的压紧元件(12、13)朝着并离开另一个压紧元件(12、13)进行线性运动。
19.如权利要求18所述的方法,其特征在于,布置有作为上压紧元件的第一压紧元件(12)的可运动框架(31)朝着作为下压紧元件的第二压紧元件(13)向下线性运动以便压紧。
20.如权利要求19所述的方法,其特征在于,上压紧元件和相应的承口(22)以及支承元件(27、28)一起运动。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10355524A DE10355524A1 (de) | 2003-11-22 | 2003-11-22 | Vorrichtung und Verfahren zum Verdichten von Tabak, Rippen oder dergleichen |
| DE10355524.2 | 2003-11-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1618346A CN1618346A (zh) | 2005-05-25 |
| CN100584222C true CN100584222C (zh) | 2010-01-27 |
Family
ID=34428901
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200410095021A Expired - Fee Related CN100584222C (zh) | 2003-11-22 | 2004-11-22 | 压紧烟草、梗的设备和方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1532872B1 (zh) |
| JP (1) | JP2005151991A (zh) |
| CN (1) | CN100584222C (zh) |
| AT (1) | ATE393578T1 (zh) |
| DE (2) | DE10355524A1 (zh) |
| PL (1) | PL1532872T3 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010008149B4 (de) | 2010-02-13 | 2011-09-22 | Hauni Maschinenbau Ag | Kettenglied, Förderelement sowie Vorrichtung zum Verdichten von Tabak und/oder dessen Rippen mit einem solchen Förderelement |
| DE102010045437A1 (de) | 2010-09-15 | 2012-03-15 | Forschungszentrum Jülich GmbH | Linearantrieb |
| CN103358581B (zh) * | 2013-07-22 | 2016-05-04 | 智思控股集团有限公司 | 挤干机 |
| DE102015000346A1 (de) * | 2015-01-19 | 2016-07-21 | Hauni Maschinenbau Ag | Fördereirichtung zum Zuführen eines verdichteten Tabakkuchens zu einer Tabakschneidevorrichtung |
| CN105167158B (zh) * | 2015-07-30 | 2016-08-24 | 湖南中烟工业有限责任公司 | 基于低次烟草原料制备再造烟草薄片丝的方法 |
| PL3243368T5 (pl) | 2016-05-10 | 2022-10-31 | Claas Tractor S.A.S. | Połączenie urządzeń-ciągnika z systemem wspomagania kierowcy |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1508209A (en) * | 1975-12-19 | 1978-04-19 | Imp Group Ltd | Apparatus for making pressed cake of fibrous material |
| US4254781A (en) * | 1978-03-28 | 1981-03-10 | Hauni-Werke Korber & Co. Kg | Method and apparatus for delivering particles of tobacco to shredding machines |
| US4456018A (en) * | 1979-12-12 | 1984-06-26 | Rothmans Of Pall Mall Canada Limited | Feeding tobacco cutting machines |
| US5193556A (en) * | 1990-07-28 | 1993-03-16 | Korber Ag | Method of and apparatus for breaking up bales of condensed tobacco |
| WO2003099044A1 (en) * | 2002-05-08 | 2003-12-04 | International Tobacco Machinery Poland Ltd. | Cutting machine for organic plant materials, especially for tobacco |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3511122A (en) * | 1967-07-12 | 1970-05-12 | Reynolds Tobacco Co R | Leaves and apparatus for cutting stacked tobacco leaves |
| US4069911A (en) * | 1975-04-17 | 1978-01-24 | Amf Incorporated | Band conveyor |
| DE2557313C2 (de) * | 1975-12-19 | 1983-12-08 | Hauni-Werke Körber & Co KG, 2050 Hamburg | Tabakschneider |
-
2003
- 2003-11-22 DE DE10355524A patent/DE10355524A1/de not_active Withdrawn
-
2004
- 2004-11-19 JP JP2004335207A patent/JP2005151991A/ja not_active Withdrawn
- 2004-11-20 PL PL04090453T patent/PL1532872T3/pl unknown
- 2004-11-20 AT AT04090453T patent/ATE393578T1/de not_active IP Right Cessation
- 2004-11-20 EP EP04090453A patent/EP1532872B1/de not_active Not-in-force
- 2004-11-20 DE DE502004006989T patent/DE502004006989D1/de active Active
- 2004-11-22 CN CN200410095021A patent/CN100584222C/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1508209A (en) * | 1975-12-19 | 1978-04-19 | Imp Group Ltd | Apparatus for making pressed cake of fibrous material |
| US4254781A (en) * | 1978-03-28 | 1981-03-10 | Hauni-Werke Korber & Co. Kg | Method and apparatus for delivering particles of tobacco to shredding machines |
| US4456018A (en) * | 1979-12-12 | 1984-06-26 | Rothmans Of Pall Mall Canada Limited | Feeding tobacco cutting machines |
| US5193556A (en) * | 1990-07-28 | 1993-03-16 | Korber Ag | Method of and apparatus for breaking up bales of condensed tobacco |
| WO2003099044A1 (en) * | 2002-05-08 | 2003-12-04 | International Tobacco Machinery Poland Ltd. | Cutting machine for organic plant materials, especially for tobacco |
Non-Patent Citations (4)
| Title |
|---|
| GB 1508 209 1976.01.26 |
| US 4,254,781 1981.03.10 |
| US 4,456,018 1984.06.26 |
| US 5,193,556 1993.03.16 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005151991A (ja) | 2005-06-16 |
| DE10355524A8 (de) | 2005-09-22 |
| DE10355524A1 (de) | 2005-06-02 |
| PL1532872T3 (pl) | 2008-10-31 |
| EP1532872B1 (de) | 2008-04-30 |
| EP1532872A1 (de) | 2005-05-25 |
| CN1618346A (zh) | 2005-05-25 |
| DE502004006989D1 (de) | 2008-06-12 |
| ATE393578T1 (de) | 2008-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100584222C (zh) | 压紧烟草、梗的设备和方法 | |
| CN201644910U (zh) | 一种圆盘剪用带钢辅助压紧装置 | |
| CN111634042A (zh) | 一种全自动口罩机 | |
| US5317893A (en) | Single shaft punch press | |
| US3852012A (en) | Continuously operating panel press | |
| CN1821485A (zh) | 棉杆破碎机 | |
| CN1198712C (zh) | 用于制造裹压货物的装置 | |
| CN217918806U (zh) | 一种套袋烟梗箱自动倒料去袋装置 | |
| CN217856511U (zh) | 一种球磨机钢锻筛分装置 | |
| US4355573A (en) | Continuous press for dehydrating pulps | |
| CN109516270A (zh) | 一种造纸机械的压平式除尘装置 | |
| CN113636177B (zh) | 一种包装袋拆包装置 | |
| CN203290180U (zh) | 一种称量式单筒茶叶揉捻机 | |
| KR102186304B1 (ko) | 공압보상 실린더를 구비한 회전식 정제 압축성형장치 | |
| JPH0569576B2 (zh) | ||
| CN107972078A (zh) | 一种自动切纸压纸机构 | |
| CN114435653B (zh) | 型材钢垛打包线的压紧装置 | |
| US9216553B2 (en) | Pressing device for a press and a rotary press | |
| CN2876146Y (zh) | 棉杆破碎机 | |
| CN112080862A (zh) | 通用型针刺机的针刺强度自调节装置 | |
| CN213766072U (zh) | 一种裁床的导向机构 | |
| CN213996376U (zh) | 自动压紧机 | |
| CN216505361U (zh) | 一种数控高速裁断往复式切药机 | |
| CN213563226U (zh) | 多级调整的木板压紧装置 | |
| CN108639419B (zh) | 一种多功能高台的中枢防磨机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100127 Termination date: 20201122 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |