CN100575503C - 高炉冷却壁接缝的密封方法及其所用密封件 - Google Patents
高炉冷却壁接缝的密封方法及其所用密封件 Download PDFInfo
- Publication number
- CN100575503C CN100575503C CN200510028261A CN200510028261A CN100575503C CN 100575503 C CN100575503 C CN 100575503C CN 200510028261 A CN200510028261 A CN 200510028261A CN 200510028261 A CN200510028261 A CN 200510028261A CN 100575503 C CN100575503 C CN 100575503C
- Authority
- CN
- China
- Prior art keywords
- stave
- blast furnace
- sealing
- steel
- seal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Blast Furnaces (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
Abstract
一种高炉冷却璧接缝的密封方法及其所用密封件,方法包括如下步骤:首先提供一种具有一定柔性的密封件,其宽度和长度与高炉冷却璧接缝的尺寸相适应;通过不锈钢钢丝将两根钢条具有一定间隔地绑扎在上述密封件上,该钢条的长度等同于密封件长度:将冷却壁与冷却壁对接,利用焊条,将密封件上的两根钢条与冷却壁本体通过点焊连接;将焊接在新冷却壁上的密封件随同新冷却壁一起,由施工人员通过炉外操作,安装到高炉破损冷却壁更换部位;待新冷却壁全部安装完毕,通过遥控喷涂方式对炉内侧的接缝加以充填密实。采用密封件事先安装在冷却壁上的方式,解决了炉外对冷却壁接缝进行密封的难题。
Description
技术领域
本发明属高炉冷却壁安装技术领域,更具体的是涉及一种高炉冷却壁接缝的密封方法及其所用密封件。
背景技术
通常,冷却壁式高炉在冷却壁安装后,由于其冷却壁安装工艺的需要,一般在冷却壁之间都存在间隙,如宝钢三高炉基建冷却壁间接缝宽度为50mm。同时冷却壁与炉壳间也存在空隙,需压入高导热性耐火料以保证冷却壁良好的冷却效果,并防止高炉煤气窜至炉壳,引起铁壳温度升高。为保证耐火料压入作业的正常进行,对冷却壁间的接缝必须加以封堵,否则在冷却壁背部压入耐火料将难以实施。
现有的高炉基建时常用的密封方法是:在每块冷却壁安装结束后,施工人员在炉内利用扁铁和圆钢把冷却壁间接缝(靠炉壳处)压住,然后再将扁铁和圆钢焊接在高炉炉壳上。待全部冷却壁安装结束,还是由施工作业人员在高炉内用不定形耐火材料手工把缝隙填充密实。
基建的冷却壁接缝密封作业都是在高炉内进行的,一旦高炉利用定修时间(常规休风时间24小时,实施破损冷却壁热态更换则控制在100小时以内)实施破损冷却壁热态更换,由于炉内温度一般在200℃以上,且煤气浓度在1000ppm以上,存在很大的安全隐患,根本没有时间也没有条件在炉内搭设施工平台让施工人员进入炉内作业,因此常规基建所采用的技术无法实施。同时,由于冷却壁是局部更换,周围还留有旧的冷却壁,如果事先在新冷却壁上焊接扁钢(钢和铸铁焊接还有很大的难度),则会影响新冷却壁的就位。
因此,迫切需要有一种装置和方法能够解决上述问题,即:在不影响冷却壁安装的前提下,施工人员不需进入高炉内即可完成冷却壁间接缝的密封,从而保证冷却壁背部空隙压入,防止高炉煤气窜至炉壳。
发明内容
本发明的目的在于提供一种密封方法及其所用密封件:在施工人员不进到炉内的情况下,能有效地密封相邻冷却壁间的接缝,防止冷却壁背部压入的耐火料冲出并造成压浆作业失败;同时能减少喷涂深度,缩短喷涂时间,并保证喷涂料快速填充和结构密实。
为实现上述目的,本发明提供一种高炉冷却壁接缝的密封方法,该密封方法基本思路是:设计一种密封件,此密封件可事先安装在每块新冷却壁上,然后随新冷却壁一起在高炉内就位,新设计的密封件能有效地密封相邻冷却壁间的接缝。该方法包括如下步骤:
(1)首先提供一种具有一定柔性的密封件,其宽度和长度与高炉冷却壁接缝的尺寸相适应;
(2)通过不锈钢钢丝将两根钢条具有一定间隔地绑扎在上述密封件上,该钢条的长度等同于密封件长度;
(3)将冷却壁与冷却壁对接,利用焊条,将密封件上的两根钢条与冷却壁本体通过点焊连接;
(4)将焊接在新冷却壁上的密封件随同新冷却壁一起,由施工人员通过炉外操作,安装到高炉破损冷却壁更换部位;
(5)待新冷却壁全部安装完毕,通过遥控喷涂方式对炉内侧的接缝加以充填密实。
根据本发明的一个技术方案,上述步骤(1)还包括如下步骤:a)在直径约为Φ50mm的芯棒外缠绕一层陶瓷纤维布XF-B;b)在陶瓷纤维布外包扎一层耐热不锈钢钢丝网;c)将芯棒抽除,同时用耐热不锈钢钢丝将陶瓷纤维布和不锈钢钢丝网绑在一起。
根据本发明的另一个技术方案,上述步骤(2)中的两根钢条采用Φ8mm的冷拔钢筋,该两根钢条的径向夹角约为30°。
根据本发明的又一个技术方案,在上述步骤(3)中,每根钢条与冷却壁采用分段焊接方式,焊点间距200mm,焊缝长50mm。
为实现上述目的,本发明还提供一种密封件,该密封件为中空圆柱形,具有内外两层式结构,内层为陶瓷纤维布,外层为不锈钢钢丝网.
优选的,该密封件中的陶瓷纤维布为XF-B材质;不锈钢钢丝网为1Cr18Ni9Ti。
本发明的具有如下优点:密封件两层设计,不锈钢钢丝网挡住喷涂料,陶瓷纤维布挡住压入料,同时又带有一定的柔性,便于冷却壁炉内就位。密封件采用焊接方式连接在冷却壁上,相比绑扎方式,具有牢固、不易脱落的特点。
附图说明
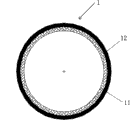
图1为密封件示意图;
图2为密封件上绑扎钢条示意图;
图3为密封件焊接示意图。
具体实施方式
图1-图3为本发明的优选实施例,为达到本发明的上述目的,本发明的设计构思是:首先,密封件安装在冷却壁上后,能有效的封堵冷却壁间的接缝,故密封件的直径应等同于接逢宽度;其次,由于新更换的冷却壁是通过施工人员炉外操作,使之炉内就位,为保证其顺利安装就位,此密封件不能妨碍新冷却壁的安装,故必须设计成刚中带有一定的柔性;最后,此密封件需同时封堵喷涂料和压入料,炉内喷涂料需粘附在密封件上,而冷却壁背部的压入料则不能穿透密封件。
参见图1,该密封件1为中空圆条结构件,直径Φ50mm,长度550~1000mm。内层11结构为进口陶瓷纤维布XF-B,外层12结构为耐热不锈钢钢丝网(304#,1Cr18Ni9Ti),同时用耐热不锈钢钢丝将陶瓷纤维布和不锈钢钢丝缝绑在一起。具体制作步骤为:①在直径Φ50mm的芯棒外缠绕一层进口陶瓷纤维布XF-B;②在进口陶瓷纤维布外包扎一层耐热不锈钢钢丝网;③将芯棒抽除,同时用耐热不锈钢钢丝将陶瓷纤维布和不锈钢钢丝缝绑在一起。
对于密封件1的安装,也曾考虑过把密封件用钢丝直接绑扎在冷却壁2上,但通过冷却壁安装模拟试验,发现密封件在冷却壁安装过程中易脱落,因此此方法不可行,最后决定采用焊接形式把密封件安装在冷却壁上。但需要先绑扎钢条3,为保证密封件安装牢固,预先在每根密封条上用耐热不锈钢钢丝(Φ0.5mm)绑扎两根钢条,如图2所示,考虑到焊接工艺需要,钢条采用Φ8mm的冷拔钢筋,两根钢条夹角约30°,绑扎的钢条长度等同于密封件长度。
在绑轧钢条3之后,开始焊接步骤,密封件1安装采用焊接形式,通过绑扎在密封件上的两根钢条和冷却壁铸铁本体点焊连接。由于冷却壁2本体材质为铸铁,故焊条也采用铸铁焊条。另冷却壁与冷却壁对接安装,故每块冷却壁三个面焊接密封件。
上述焊接方法为手工电弧焊。焊接极性:直流反接。焊条牌号:铸308,Φ2.5mm,焊前150℃烘烤1小时,焊条烘干后,应放在120~150℃的保温箱内,随用随取。焊接电流:65~90A。每根钢条3与冷却壁2采用分段焊接方式,焊点间距200mm,焊缝长50mm。
在焊接之后,要对焊接质量进行检查,即对每个焊点进行着色检查,确保焊接无缺陷。然后,开始耐材充填的工序:焊接在新冷却壁上的密封件随新冷却壁一起,由施工人员通过炉外操作,安装到高炉破损冷却壁更换部位。待新冷却壁全部安装完毕,通过遥控喷涂方式对炉内侧约250mm深的接缝加以充填密实。
利用炉顶50T行车及三根钢链将喷注机器进入炉内,并使其位于高炉中心线上。压缩空气水雾吹扫,要求喷注表面无浮灰及松动的耐材、料矿。喷涂量每小时3.5吨。喷涂走行控制要求连续稳定。水平:喷补料束以水平缝圆周中心线为基准,需控制在±200mm以内。垂直:喷补料束以垂直缝中心线为基准,需控制在±200mm以内。喷完一条缝后,通过操纵控制系统对准另一条缝。
采用密封件事先安装在冷却壁上的方式,解决了不进人对冷却壁接缝进行密封的难题。通过在冷却壁上安装密封件,将冷却壁间接缝喷涂深度从700mm降至250mm,减少喷涂料43吨,缩短喷涂时间约12小时,且由于喷涂深度减少,喷涂密实度增强,起到了有效的密封效果;同时由于在冷却壁上加装了密封件,冷却壁背部压入料也有了双层密封保障,压入料无炉内冒浆现象。本发明自实施以来,效果明显,达到冷却壁间接缝密封要求。
Claims (3)
1.一种高炉冷却壁接缝的密封方法,包括如下步骤:
(1)首先提供一种具有一定柔性的密封件,其宽度和长度与高炉冷却壁接缝的尺寸相适应,该密封件的制作步骤包括:a)在直径为Φ50mm的芯棒外缠绕一层陶瓷纤维布XF-B;b)在陶瓷纤维布外包扎一层耐热不锈钢钢丝网;c)将芯棒抽除,同时用耐热不锈钢钢丝将陶瓷纤维布和不锈钢钢丝网绑在一起;
(2)通过不锈钢钢丝将两根钢条具有一定间隔地绑扎在上述密封件上,该钢条的长度等同于密封件长度;
(3)将冷却壁与冷却壁对接,利用焊条,将密封件上的两根钢条与冷却壁本体通过点焊连接;
(4)将焊接在新冷却壁上的密封件随同新冷却壁一起,由施工人员通过炉外操作,安装到高炉破损冷却壁更换部位;
(5)待新冷却壁全部安装完毕,通过遥控喷涂方式对炉内侧的接缝加以充填密实。
2.根据权利要求1所述的方法,其特征在于,所述步骤(2)中的两根钢条采用Φ8mm的冷拔钢筋,该两根钢条的径向夹角为30°。
3.根据权利要求1所述的方法,其特征在于,所述步骤(3)中,每根钢条与冷却壁采用分段焊接方式,焊点间距200mm,焊缝长50mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200510028261A CN100575503C (zh) | 2005-07-28 | 2005-07-28 | 高炉冷却壁接缝的密封方法及其所用密封件 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN200510028261A CN100575503C (zh) | 2005-07-28 | 2005-07-28 | 高炉冷却壁接缝的密封方法及其所用密封件 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1904081A CN1904081A (zh) | 2007-01-31 |
| CN100575503C true CN100575503C (zh) | 2009-12-30 |
Family
ID=37673444
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN200510028261A Expired - Fee Related CN100575503C (zh) | 2005-07-28 | 2005-07-28 | 高炉冷却壁接缝的密封方法及其所用密封件 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN100575503C (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105368998B (zh) * | 2014-08-27 | 2017-08-25 | 宝山钢铁股份有限公司 | 一种冷却壁膨胀缝捣打方法 |
| CN104789723B (zh) * | 2015-04-14 | 2016-11-23 | 江阴兴澄特种钢铁有限公司 | 一种高炉炉体结构及其灌浆造衬方法 |
| CN105318842B (zh) * | 2015-11-17 | 2018-05-25 | 大连大学 | 压力管道焊缝破损监测传感器系统 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS602878A (ja) | 1983-06-20 | 1985-01-09 | 新日本製鐵株式会社 | 水冷却型プレキヤストパネル |
| CN1049922C (zh) * | 1996-03-30 | 2000-03-01 | 安阳钢铁集团有限责任公司 | 一种增设高炉炉底水冷却的方法 |
-
2005
- 2005-07-28 CN CN200510028261A patent/CN100575503C/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS602878A (ja) | 1983-06-20 | 1985-01-09 | 新日本製鐵株式会社 | 水冷却型プレキヤストパネル |
| CN1049922C (zh) * | 1996-03-30 | 2000-03-01 | 安阳钢铁集团有限责任公司 | 一种增设高炉炉底水冷却的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1904081A (zh) | 2007-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101774063B (zh) | 不锈钢复合板覆层缺陷补焊工艺 | |
| CN102423826B (zh) | 一种真空容器大接管的焊接工艺 | |
| CN103343592A (zh) | 一种大型日字型厚板组合箱形柱及其制作方法 | |
| CN107858480A (zh) | 一种转炉出钢口修复方法 | |
| CN100575503C (zh) | 高炉冷却壁接缝的密封方法及其所用密封件 | |
| CN104249239B (zh) | 套筒石灰窑内套筒的制作方法 | |
| CN105420432A (zh) | 一种高炉冷却壁的更换方法 | |
| CN103962808A (zh) | 用于高炉炉壳的制作安装方法 | |
| CN101829838A (zh) | 一种焊接方法 | |
| CN103481008A (zh) | 一种深孔焊补工艺 | |
| CN212537891U (zh) | 碳钢烟道/烟囱内衬不锈钢板结构 | |
| CN206163899U (zh) | 一种耐腐蚀的避雷针 | |
| CN106350081B (zh) | 焦炉炭化室热修隔热方法 | |
| CN101619373B (zh) | 一种转炉出钢口外口封堵方法 | |
| CN105586457B (zh) | 一种适用于高炉炉役后期局部炉皮冷却壁破损修复的方法 | |
| CN109483103B (zh) | 钢烟囱焊口处衬里免进入处理方法 | |
| CN107326142A (zh) | 一种转炉底吹护砖及其砌筑方法和冶炼方法 | |
| CN112680555B (zh) | 一种高炉放残铁结构、高炉及高炉放残铁的方法 | |
| CN108977603B (zh) | 炼铁高炉铁口框烧穿的修复方法 | |
| CN110408735B (zh) | 一种高炉送风系统热风围管下的鹅颈部位的修复方法 | |
| CN204923876U (zh) | 水泥回转窑使用的耐热钢锚固件 | |
| CN207686229U (zh) | 简易的墙面抹灰糙化装置 | |
| CN203286884U (zh) | 石灰回转窑窑尾密封结构 | |
| CN201729842U (zh) | 防渗铁烧损的铁口框 | |
| CN219121050U (zh) | 一种黄磷电炉炉体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20091230 Termination date: 20160728 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |