CN100509359C - 制造塑料模制品的方法和装置 - Google Patents
制造塑料模制品的方法和装置 Download PDFInfo
- Publication number
- CN100509359C CN100509359C CNB2005100709273A CN200510070927A CN100509359C CN 100509359 C CN100509359 C CN 100509359C CN B2005100709273 A CNB2005100709273 A CN B2005100709273A CN 200510070927 A CN200510070927 A CN 200510070927A CN 100509359 C CN100509359 C CN 100509359C
- Authority
- CN
- China
- Prior art keywords
- component fluids
- electric field
- electrode
- curable resin
- fluids
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/12—Dielectric heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C59/025—Fibrous surfaces with piles or similar fibres substantially perpendicular to the surface
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/46—Dielectric heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0006—Dielectric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Electromagnetism (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Micromachines (AREA)
Abstract
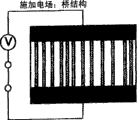
本发明公开了一种制造塑料模制品的方法。在该方法中,在两个电极之间供给包括两种不互溶且具有不同介电常数的组分液体的复合液体,并且在电极之间施加电场。该组分液体的至少一种是未固化的可固化树脂液体。在施加电场时,较高介电常数组分液体沿着电场方向延伸,从而形成连接电极的桥结构。当形成桥结构后固化可固化树脂时,得到塑料模制品。
Description
技术领域
本发明涉及一种适用于制造微米至纳米数量级的微型或小型结构的塑料模制品的制造技术。
背景技术
在所属技术领域,以下用于制造塑料模制品(合成树脂产品)的方法是公知的。
(1)注射成型法
具体是将模具填充熔融的树脂之后,冷却熔融的树脂得到塑料模制品。例如,可以参考日本公开的专利申请No.5-185464。
(2)光刻法
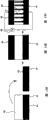
图21A-图21C是说明通过光刻法制造塑料模制品的方法的横截面示意图。
如图21A-图21C所示,用位于用作光掩模的薄膜上方的光致抗蚀剂通过光除去基板表面上合成树脂形成的薄膜部分,得到具有与该掩模对应的二维形状的薄膜产品,如图21C所示。
(3)LIGA法
图22A-图22G是说明通过LIGA法制造塑料模制品的方法的横截面示意图。
如图22A-图22G所示,通过使用高定向性的同步辐射进行平版印刷,得到高纵横比的具有凹凸的模制品。在将该具有凹凸的模制品电镀并脱模之后,得到模具。然后,当加热该模具时,将该模具压在热塑性树脂上(热模压),制得塑料模制品,其具有与具有凹凸的模制品对应的形状,如图22G所示。
(4)快速原型法(rapid prototyping Process)
图23A-图23D是说明通过快速原型法制造塑料模制品的方法的横截面示意图。
首先,将要制造的产品的三维CAD数据分割成薄的截面,以将三维CAD数据转化成等高线数据。然后,如图23A-图23D所示,基于该等高线数据,通过激光束照射未固化的可光固化树脂以逐步固化可光固化的树脂,在每一步骤中可光固化的树脂薄层被照射并固化。然后,在该薄层的固化部分堆积之后将未固化的可光固化树脂除去,从而得到固体塑料模制品,如图23D所示。
然而,对于上述方法(1)即注射原型法而言,尽管该方法的生产率优良,但该方法并不适用于试验性生产;因此,难以将该方法用于形成微小的形状。
对于上述方法(2)即光刻法而言,该方法需要昂贵的生产设备,同时仅仅能够制造不超过几十微米厚的模制品。另外,该方法需要伴随显影处理的废物处理。
对于上述方法(3)即LIGA法而言,同步辐射设备十分昂贵,尽管自外界的供应商处定购模具,但成本仍然十分高。
对于上述方法(4)即快速原型法而言,用于制造复杂的三维微小形状时,该方法是十分有效的,但该方法即使在制造单一物品时也十分耗费时间;尤其,当制造单一形状和大面积的物品时,该方法的生产性十分差。
发明内容
因此本发明的总目的是解决现有技术的一个或多个问题。
本发明的具体目的是提供一种能够容易地制造具有微小形状的塑料模制品的方法和装置,及其塑料模制品。
根据本发明的第一方面,提供一种制造塑料模制品的方法,包括以下步骤:使电场施加元件填充复合液体,所述电场施加元件具有相向对置的电极,所述复合液体包括至少两种不互溶且介电常数相互不同的组分液体,该组分液体的至少一种是未固化的可固化树脂液体;在电极之间施加电场以使复合液体中的其中一种组分液体沿着电场的方向聚集并且延伸,以形成连接电极的桥结构,所述的其中一种组分液体是具有高于其他组分液体的介电常数的高介电常数组分液体;和在形成桥结构之后固化可固化的树脂得到塑料模制品。
根据本发明,由于如下所述,通过采用电流变效应(ER)获得的桥结构被可固化树脂固定,因此可以容易地制造微米至纳米数量级的微小结构。
在相关技术中,例如参照图21A-图21C,其示意性地说明了一种通过光刻法具体是负性抗蚀剂的图案形成法制造塑料模制品的方法。当欲用负性抗蚀剂制造高垂直性的结构时,由于紫外线必须通过具有形成图案的形状的光掩模照射样品,因样品与光掩模之间的接触影响,因此紫外线的定向或入射角非常重要,另外,需要昂贵的设备。
相反,在本发明中由于电流变效应,高介电常数组分液体沿着电场的方向聚集并自动延伸,这足以通过可固化的树脂精确固定桥结构;因此不需考虑例如紫外线的定向或入射角的条件,并且可以精确并十分容易地低成本制造塑料模制品。
作为一个实施方案,组分液体是通过以分开的步骤将组分液体分散而制备的分散液。
或者,作为一个实施方案,将组分液体不经过分散而供给电场施加元件。
根据本发明,将组分液体不经过分散而供给电场施加元件,当施加电场形成桥结构时,可以完全构成桥结构而没有高介电常数组分液体的残余液滴留在复合液体中。换句话说,可以通过使高介电常数组分液体在限制区域中制造塑料模制品。
由此制造的塑料模制品可以用于光波导、衍射光栅光学元件、波片(waveplates)、垫片(spacer)、微小元件等。
在该实施方案中,将组分液体堆积成层状结构。或者,在该实施方案中,高介电常数组分液体在其中一个电极的表面上形成液滴形式。
根据本发明,可以选择性地朝着存在液滴的位置形成桥结构。
作为一个实施方案,使电场施加元件填充具有层状结构的复合液体的步骤包括以下步骤:在电场施加元件的第一电极上形成其中一种组分液体层;在电场施加元件的第二电极上形成另一种组分液体层;和将在其上形成有一种组分液体层的第一电极与在其上形成有另一种组分液体层的第二电极粘结。
作为一个实施方案,使电场施加元件填充具有层状结构的复合液体的步骤包括:在电场施加元件的第一电极上形成其中一种组分液体层;在该一种组分液体层上形成另一种组分液体层;和将电场施加元件的第二电极粘结在该另一种组分液体层上。
作为一个实施方案,将高介电常数组分液体注射到其中一个电极的表面上以形成液滴。
作为一个实施方案,通过下述步骤在其中一个电极表面上得到高介电常数组分液体的液滴:由排斥高介电常数组分液体的材料在其中一个电极的表面上形成具有预定图案的第一膜的步骤,和在该第一膜上形成高介电常数组分液体膜的步骤。
作为一个实施方案,使电场施加元件填充复合液体的步骤包括:在电场施加元件的第一电极的表面上形成高介电常数组分液体的液滴;在电场施加元件的第二电极上形成除了该高介电常数组分液体之外的另一种组分液体层;和将在其上形成有高介电常数组分液体的液滴的第一电极与在其上形成有另一种组分液体层的第二电极粘结。
作为一个实施方案,使电场施加元件填充复合液体的步骤包括:在电场施加元件的第一电极的表面上形成高介电常数组分液体的液滴;在该高介电常数组分液体的液滴上形成除了该高介电常数组分液体之外的另一种组分液体层;和将电场施加元件的第二电极粘结在另一种组分液体层上。
作为一个实施方案,可固化树脂当照射活化能射线时固化。
作为一个实施方案,可固化树脂是可紫外线固化的树脂,当照射紫外线时固化。
作为一个实施方案,可固化树脂是可热固化的树脂,当加热时固化。
作为一个实施方案,复合液体包括不互溶且介电常数相互不同的两种组分液体。
作为一个实施方案,该两种组分液体的高介电常数组分液体是未固化的可固化树脂;并且在该可固化树脂固化后除去该两种组分液体中的具有较低介电常数的一种组分液体。
根据本发明,由于高介电常数组分液体是可固化的树脂,并且在该可固化树脂固化后除去另一种组分液体,因此可以制造高精度的柱形的可固化树脂模制品。
作为一个实施方案,该两种组分液体中的具有较低介电常数的一种组分液体是未固化的可固化树脂;并且在该可固化树脂固化后除去高介电常数组分液体。
根据本发明,由于低介电常数组分液体是可固化的树脂并且在该可固化树脂固化后除去另一种组分液体,因此可以制造具有高精度的开孔结构的可固化树脂模制品。
作为一个实施方案,该两种组分液体中的高介电常数组分液体是第一未固化的可固化树脂;该两种组分液体中的具有较低介电常数的一种组分液体是第二未固化的可固化树脂;并且在第一可固化树脂固化后固化第二可固化树脂。
作为一个实施方案,该两种组分液体中的高介电常数组分液体是未固化的可固化树脂;该两种组分液体中的具有较低介电常数的一种组分液体是当加热时熔融的热熔融材料的熔融体;并且在该可固化树脂固化后固化该热熔融材料的熔融体。
作为一个实施方案,该两种组分液体中的高介电常数组分液体是未固化的可固化树脂;该两种组分液体中的具有较低介电常数的一种组分液体是当加热时熔融的热熔融材料的熔融体;并且在该热熔融材料的熔融体固化后固化该可固化树脂。
作为一个实施方案,该两种组分液体中的具有较低介电常数的一种组分液体是未固化的可固化树脂;该两种组分液体中的高介电常数组分液体是当加热时熔融的热熔融材料的熔融体;并且在该可固化树脂固化后固化热熔融材料的熔融体。
作为一个实施方案,该两种组分液体中的具有较低介电常数的一种组分液体是未固化的可固化树脂;该两种组分液体中的高介电常数组分液体是当加热时熔融的热熔融材料的熔融体;并且在该热熔融材料的熔融体固化后固化该可固化树脂。
根据本发明,由于复合液体包括两种可固化的树脂,或者包括可固化的树脂和热熔融材料,其中一种组分构成了柱形部分,另一种组分构成了该柱形部分的边缘,因此,可以制造在柱形部分和柱形部分的边缘具有各向异性的塑料模制品。
作为一个实施方案,电极之间的电场通过交流电产生。
作为一个实施方案,电极之间的电场通过直流电产生。
根据本发明的第二方面,提供一种用于制造塑料模制品的装置,其包括:具有相向对置的两个电极的电场施加元件,所述电场施加元件填充包括多种组分液体的复合液体,所述组分液体不互溶且介电常数相互不同,该组分液体的至少一种是未固化的可固化树脂液体;和配置的以在两个电极之间施加电场的电场施加组件,其中电场施加组件在具有放置在电极之间的复合液体的电极之间施加电场,以引起复合液体中的其中一种组分液体沿着电场的方向聚集并延伸以便形成连接电极的桥结构,所述的其中一种组分液体是具有高于其他组分液体的介电常数的高介电常数组分液体,在形成桥结构之后固化可固化树脂。
根据本发明的第三方面,提供一种用于制造塑料模制品的装置,其包括:具有相向对置的第一电极和第二电极的电场施加元件,所述电场施加元件填充包括多种组分液体的复合液体,所述组分液体不互溶且介电常数相互不同,所述组分液体的至少一种是未固化的可固化树脂液体,在所述组分液体中的高介电常数组分液体在所述第一电极的表面上形成液滴的形式,形成另一种所述组分液体层以覆盖所述液滴,所述高介电常数组分液体具有比其他组分液体的介电常数高的介电常数;和配置的以在两个电极之间施加电场的电场施加组件,其中电场施加组件在具有放置在两个电极之间的复合液体的电极之间施加电场,以引起复合液体中的高介电常数组分液体沿着电场的方向聚集并延伸以便形成连接两个电极的桥结构,在形成桥结构之后固化可固化树脂。
根据本发明的第四方面,提供一种通过包括以下步骤的方法制造的塑料模制品:使电场施加元件填充复合液体,所述电场施加元件具有相向对置的电极,所述复合液体包括至少两种不互溶且介电常数相互不同的组分液体,至少一种组分液体是未固化的可固化树脂液体;和在电极之间施加电场以使复合液体中的其中一种组分液体沿着电场的方向聚集并延伸,以形成连接电极的桥结构,所述的其中一种组分液体是介电常数比其他组分液体的介电常数高的高介电常数组分液体;以及在形成桥结构之后固化可固化的树脂以得到塑料模制品。
根据本发明,可以容易地制造具有微小形状的塑料模制品。
本发明的这些目的及其他目的、特征和优点通过以下参照附图给出的对优选实施方案的详细描述更易理解。
附图说明
图1是说明根据本发明的实施方案制造塑料模制品的流程示意图;
图2A-图2C示意说明ER效应;
图3A和图3B示意说明当复合液体的组分液体具有层状结构时的ER效应;
图4A和图4B示意说明当在电极上形成高介电常数组分液体的液滴时的ER效应;
图5是说明本发明的实施方案的电场施加元件1的透视图;
图6A-图6D是说明根据实施例1制造塑料模制品的方法的示意图;
图7是在施加电场15秒后桥10的图;
图8是在该实施例中获得的桥结构11的图;
图9是在实施例5中获得的塑料模制品15的透视图;
图10A和图10B是说明电场施加元件18的透视图;
图11是说明电场施加元件29的透视图;
图12A和图12B是在实施例10中获得的桥结构37的透视图;
图13A-图13C是说明根据实施例11制造塑料模制品的方法的示意图,其中在电场施加元件中构成复合液体的层状结构;
图14A-图14C是说明根据实施例11制造塑料模制品的另一种方法的示意图,其中在电场施加元件中构成复合液体的层状结构;
图15A-图15D是说明根据实施例12制造塑料模制品的方法的示意图,其中在一个电极上依次形成两种液体膜;
图16A-图16D是说明根据实施例12制造塑料模制品的另一种方法的示意图,其中在一个电极上依次形成两种液体膜;
图17A-图17D是说明根据实施例13制造塑料模制品的方法的示意图,其中高介电常数液体在一个电极上呈液滴形式,低介电常数液体在另一个电极上呈膜形式;
图18A-图18C是说明根据实施例13制造塑料模制品的其他方法的示意图,其中高介电常数液体在一个电极上呈液滴形式,低介电常数液体在另一个电极上呈膜形式;
图19A-图19D是说明根据实施例13通过使用具有排斥高介电常数组分液体性能的表面处理剂制造塑料模制品的步骤的示意图;
继图19D之后,图20A-图20F是说明根据实施例13制造塑料模制品的步骤的示意图;
图21A-图21C是说明通过光刻法制造塑料模制品的方法的横截面示意图;
图22A-图22G是说明通过LIGA法制造塑料模制品的方法的横截面示意图;
图23A-图23D是说明通过快速原型法制造塑料模制品的方法的横截面示意图。
具体实施方式
下面参照附图解释本发明的优选实施方案。
图1是说明根据本发明的实施方案制造塑料模制品的流程示意图。
如图1所示,在步骤S1中通过混合至少两种组分液体制备分散的复合液体。该组分液体不互溶、介电常数相互不同,该组分液体的至少一种是未固化的可固化树脂。或者,复合液体的组分液体在其中一个电极的表面上堆积形成层状结构,或者在电极表面上形成组分液体的液滴,或者在另一层或在液滴上形成组分液体层;由此,组分液体放置于适当位置处。
在步骤S2中,将复合液体放置在用于对复合液体施加电场的装置的电极之间,例如,该装置被称作“电场施加元件”。
在步骤S3中,通过电场施加元件的电极对复合液体施加电场以形成桥结构。
在步骤S4中,在该条件下固化可固化的树脂,得到塑料模制品。
这里,所谓的“桥结构”是其中一种具有高介电常数的组分液体的状态,其中该高介电常数组分液体在电场方向上聚集并延伸以连接两个电极。这种桥结构可通过采用电流变效应(ER)得到。
图2A-图2C示意性说明ER效应。
如图2A所示,在ER效应中,将介电常数比分散溶剂高的粒子分散于分散溶剂中。这是所谓的“固-液相”,例如可以参考E.N.da Andrade et al.,Nature,143,pp 3610,1939。或者通过搅拌将介电常数比分散溶剂高的液体分散成微小的液滴。这是所谓的“液-液相”,例如可以参考K.Tajiri et al.,J.Rheol.,41(2),p.335,1997。
如图2B和图2C所示,将以V/μm为单位的电场E施加于分散的溶液上,因此,高介电常数的粒子或液滴聚集,或者液滴沿着电场E的方向变形而聚集,由此形成连接电极的桥结构,因此导致分散溶液的粘度增加。
或者,可以将构成复合液体的组分液体——具有高介电常数的分散溶质和具有低介电常数的分散溶剂分开制成层状结构。
图3A和图3B示意性说明当复合液体的组分液体制成层状结构时的ER效应。
在该方法中,为了制得组分液体的层状结构,在一个电极基板上形成具有低介电常数的组分液体层,并在另一个电极基板上形成具有高介电常数的组分液体层。在形成这些层之后,当液体层互相接近的时候两个电极相互粘结。以这种方式,具有高介电常数的组分液体不分散而均匀形成其膜。随着电场E施加于具有高介电常数的组分液体上,由于高介电常数组分液体不分散于低介电常数液体中的ER效应而形成桥结构。
或者,可以在其中一个电极上形成高介电常数组分液体——分散溶质的液滴。
图4A和图4B示意性说明当在电极上形成高介电常数组分液体的液滴时的ER效应。
在该方法中,在电极上形成仅有高介电常数组分液体的液滴。随着电场E施加于高介电常数组分液体上,由于ER效应,因此液滴在平行于电场的方向上延伸,形成桥结构。
到目前为止已经进行了显示ER效应的ER流体研究(在固-液相或液-液相中)。在相关技术中,ER效应用来使由伴随施加电场形成桥结构引起的粘度增加,或者用于粘度的可逆变化,认为ER效应仅适用于改变液体或流体的性能。
在本发明的实施方案中,考虑到微小或小结构的塑料模制品的制造和具有与该结构对应的功能的制成塑料模制品的装置的制造,通过利用ER效应尝试稳定固态的塑料模制品的结构。
换句话说,在本发明的实施方案中,在液-液相的ER溶液(分散溶液)的两种或更多种组分液体中,其中至少一种组分液体是可固化的树脂的前驱体,在电场施加于ER溶液上并因ER效应而形成桥结构之后,可固化树脂固化以固定桥结构。以这种方式可以容易地制造微米至纳米数量级的具有规则图案结构的塑料模制品。
下面参照附图解释本实施方案的具体实施例。
实施例1
[氟基油-可紫外线固化树脂]
在该实施例中,将以重量(或质量)计2%的可紫外线固化树脂加入氟基油中,并且通过长轴为17mm的旋转叶轮型搅拌器(rotational blade typestirrer)以600rpm搅拌6分钟。
此处,可紫外线固化树脂充当分散溶质,其是在分散溶液中的低介电常数液体或高介电常数液体。氟基油充当分散溶剂,其是在分散溶液中的高介电常数液体或低介电常数液体。
在该实施例中,使用由Henkel Japan Ltd.制造的可紫外线固化树脂(产品名:Loctite 3311),使用由Daikin Industries Ltd.制造的氟基油(产品名:S-65)。
结果,可紫外线固化树脂分散成直径约10μm的液滴而获得分散溶液(液体混合物)。
将该分散溶液供给用于施加电场的电场施加元件。
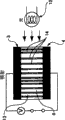
图5是说明用于该实施例的电场施加元件1的透视图。
图5所示的电场施加元件1包括玻璃基板2和1mm厚的直角柱形铜电极3、4。铜电极3、4放置在玻璃基板2的表面上,同时彼此平行地相隔1.5mm的距离。通过电源5在铜电极3、4之间施加预定的电压。
图6A-图6D是说明根据实施例1制造塑料模制品的方法的示意图。
在图6A-图6D中,附图标记7、8和9分别表示如上所述的分散溶液、分散溶剂和液滴。
如图6A所示,将分散溶液7加到铜电极3、4之间的间隙6中。撇除从间隙6的侧面溢出的分散溶液7。分散溶液7中的液滴的分散状态随着时间是稳定的。
接下来,如图6B所示,将1.33V/μm的交流电场(50Hz和2kV的交流电压)施加于铜电极3、4之间;由此,可紫外线固化树脂的液滴9沿着电场方向变形并延伸,邻近的液滴9聚集,液滴9的聚集形成多个桥10,桥10的结构(由附图标记11表示)连接铜电极3和4。
图7是在施加电场15秒后桥10的图。此处,每一桥10的直径约10μm。
接下来,如图6C所示,随着施加电场,将来自光源12如汞弧光灯的10mW/cm2的紫外线照射到桥结构11上3分钟。当停止施加电场时,可固化树脂固化,桥结构11固定。
在图6C中,可固化树脂固化后的桥结构由附图标记13表示,以将其与可固化树脂固化前的桥结构11相区别,桥结构13中的桥由附图标记14表示。
仅仅为了比较,对于目前使用的材料,如果不照射紫外线而停止施加电场,则因未固化的可固化树脂而导致桥10在10秒内断开,可固化树脂变成直径为几百μm的大液滴并重新分散于分散溶剂8中。
接下来,如图6D所示,将其中形成有桥结构13的电场施加元件1浸渍于氟基溶剂例如氟烃中,并除去氟油,从而得到微小的柱形物体即电极3与4之间的多个桥14作为塑料模制品。
为了比较,如果微小的柱形物体比如桥14通过注射成型制造,则需要:制造具有贯通孔的模具、通过注射将孔填充熔融树脂并分离模具。问题是:当贯通孔的直径为mm或更小的数量级时,难以从两端注射树脂而充分填充孔;另外,当制造一排模制品时,注射的熔融树脂的到达点波动大。因此,即使注射成功,也难以在熔融树脂固化后将制品脱模而不损坏形状;因此,难以实际应用。
另一方面,在根据本实施例制造塑料模制品的方法中,由于电流变效应(ER),因此高介电常数组分液体沿着电场的方向聚集并自动延伸,并当可固化树脂固化时固定;因此,可以精确并且十分容易地低成本制造塑料模制品。
实施例2
[氟基油-可紫外线固化树脂]
除了在本实施例中施加1.0V/μm的直流电场外,本实施例的过程基本与实施例1相同。得到实质上与实施例1相同的塑料模制品。
实施例3
[硅油-可紫外线固化树脂]
在该实施例中,使用由Sin-Etsu Chemical Co.Ltd.制造的硅油(产品名:Sin-Etsu硅酮KF-96-500CS),在铜电极3、4之间施加1.0V/μm的交流电场(50Hz和1.5kV的交流电压)。本实施例中的其他过程与实施例1相同,得到示于图8的桥结构11。
图8是在本实施例中得到的桥结构11的图。
在该实施例中,在施加电场时,由于可紫外线固化树脂的液滴的极化,由库仑引力引起这些液滴聚集,因此,每一桥10的直径为约300μm,远远大于实施例1中的桥直径。
在紫外线照射到桥结构11上并固化可固化树脂后,桥结构11固定,其包括用作塑料模制品的相对大的桥10。然后,将电场施加元件1依次浸渍于具有与分散溶剂类似的材料性能并具有低粘度的硅油和乙醇溶液中。从而除去用作分散溶剂的硅油。
实施例4
[硅油-可紫外线固化树脂]
除了在本实施例中施加1.0V/μm和1kHz的直流脉冲电场外,本实施例中的过程基本与实施例3相同。得到实质上与实施例3相同的塑料模制品。
实施例5
[可紫外线固化树脂-可紫外线固化树脂]
在该实施例中,将以重量(或质量)计2%的用作分散溶剂的可紫外线固化树脂(产品名:NOLAND NOA 60)加入到用作分散溶质的液晶系(liquidcrystal-group)可紫外线固化树脂(由DAINIPPON Ink AND CHEMICALS,INC.,产品名:UCL-011)中,通过实施例1中的旋转叶轮型搅拌器以600rpm搅拌10分钟。
结果,液晶系可紫外线固化树脂分散成直径约10μm的液滴,从而得到分散溶液(液体混合物)。将该分散溶液供给电场施加元件1。撇除从间隙6的侧面溢出的分散溶液。分散溶液中的液滴的分散状态随着时间是稳定的。
接下来,与图6B所示的那样相同,将1.5V/μm的交流电场(50Hz和2.25kV的交流电压)施加于铜电极3、4之间;由此,液晶可紫外线固化树脂的液滴沿着电场方向延伸,邻近的液滴聚集,液滴的聚集形成如图6B所示的桥结构。
接下来,随着施加电场,将来光源12的10mW/cm2的紫外线照射到桥结构11上3分钟。当停止施加电场时,用作分散溶剂和分散溶质的可固化树脂固化,得到如图9所示的塑料模制品15。
图9是实施例5得到的塑料模制品15的透视图。
在图9中,当分散溶质固化时形成微小的桥部分16,并且当分散溶剂固化时形成基体部分17。
例如,如果桥部分16透明而基板部分17不透明,则塑料模制品15可以用作光波导部件。
当用于固化作为分散溶剂的可紫外线固化树脂的紫外线的中心固化波长不同于用于固化作为分散溶质的可紫外线固化树脂的紫外线的中心固化波长时,可以使用发出包括以上两种波长的光的光源同时固化该两种可紫外线固化树脂;或者,可以使用发出不同波长的光的两种光源分别照射样品以将分散溶剂和分散溶质分别固化。
实施例6
[热熔融树脂-可紫外线固化树脂]
在该实施例中,通过使用粉碎机将聚丙烯球(由Idemitsu Kosan Co.制造,产品名:IDEMITSU PP J-2021GR)粉碎成粉末,并在170℃下加热、熔融该粉末而制备用作分散溶剂的熔融材料。在搅拌的同时,将以重量(或质量)计2%的该熔融材料加入到可紫外线固化树脂(由DAINIPPON Ink ANDCHEMICALS,INC.制造,产品名:UCL-011)中,并继续搅拌直到可紫外线固化树脂分散成直径约10μm的液滴,从而得到可紫外线固化树脂的液滴分散于熔融树脂中的分散溶液(液体混合物)。该分散溶液与前述实施例中的分散溶液相同,即使在停止搅拌后,该分散溶液中的液滴的分散状态随着时间也是稳定的。
接下来,将电场施加元件1放置在热板上加热到170℃,将制备的分散溶液加到电场施加元件1中的铜电极3与4之间的空隙6中。
接下来,在铜电极3、4之间施加1.0V/μm的直流电场;因此,可紫外线固化树脂的液滴沿着电场方向延伸,邻近的液滴聚集,从而得到如图6B所示的桥结构。
接下来,随着施加电场,将来自光源12的100mW/cm2的紫外线照射到桥结构11上3分钟。当停止施加电场时,可紫外线固化树脂固化,桥结构固定。
另外,当热板停止加热电场施加元件1时,熔融的丙烯酸树脂冷却并固化;从而得到如图9所示的塑料模制品,其具有桥部分和基体部分。
在该实施例中,没有观察到因丙烯酸树脂中紫外线的吸收而妨碍可紫外线固化树脂的固化。
在该实施例中,丙烯酸树脂可以首先在通过照射紫外线固化可紫外线固化树脂之前冷却并固化。
实施例7
[硅油-可热固化树脂]
在本实施例中,使用可热固化树脂(产品名:NOLAND NOA 83H)作为分散溶剂,并且通过进行与实施例3相同的电场施加操作得到如图6B所示的桥结构。
接下来,随着施加电场,电场施加元件1加热10分钟至130℃。当停止施加电场时,可热固化树脂固化,桥结构保留,从而得到如图6D所示的塑料模制品。
在可热固化树脂固化后,将电场施加元件1依次浸渍于具有与分散溶剂类似的材料性能并具有低粘度的硅油和乙醇溶液中;从而除去用作分散溶剂的硅油。
实施例8
[可紫外线固化树脂-可热固化树脂]
在本实施例中,使用可热固化树脂(产品名:NOLAND NOA 83H)作为分散溶剂,使用可紫外线固化树脂(由DAINIPPON Ink AND CHEMICALS,INC.制造,产品名:UCL-011)作为分散溶质。通过进行与实施例7相同的电场施加操作得到如图6B所示的桥结构。
接下来,随着施加电场将电场施加元件1加热10分钟至130℃。当停止施加电场时,可热固化树脂固化,桥结构保留,得到如图6D所示的塑料模制品。
另外,通过照射紫外线固化可紫外线固化树脂得到如图9所示的塑料模制品,其具有桥部分和基体部分。
在该实施例中,可以在通过加热固化可热固化树脂之前通过照射紫外线首先固化可紫外线固化树脂。
实施例9
[电场施加元件的改变]
在该实施例中,将如实施例1所述的分散溶液供给如图10A和图10B所示的电场施加元件。
图10A和图10B是说明电场施加元件18的透视图。
电场施加元件18包括相向对置的玻璃基板19和20,和电源21。
在玻璃基板19的底部通过ITO(铟锡氧化物)蒸镀形成具有规定图案的电极22,在玻璃基板20的顶部通过ITO(铟锡氧化物)蒸镀形成具有规定图形的电极23。将直角柱形玻璃隔板24、25、26和绝缘隔板27放置在电极23上形成正方形,如图10A所示,绝缘隔板27与玻璃隔板24、26紧密接触。从而,形成被玻璃隔板24、25、26和绝缘隔板27包围的正方形电场室28。
使用通过热而熔融的粘合剂—白蜡将玻璃隔板24、25、26固定在玻璃基板20上。将绝缘隔板27可拆卸地放置在玻璃基板20上。玻璃隔板24、25、26和绝缘隔板27各自的高度为1.0mm。
在图10A中,其说明了分别在玻璃基板19、20的部分底部和顶部上蒸镀ITO(铟锡氧化物),或者,还可以分别在玻璃基板19、20的所有底部和顶部上蒸镀ITO(铟锡氧化物)。
将分散溶液加到玻璃基板20上的室28中,并将玻璃基板19放置在玻璃隔板24、25、26和绝缘隔板27上以便覆盖室28中的分散溶液。撇除从腔室28的侧面溢出的分散溶液。
通过玻璃隔板24、25、26和绝缘隔板27将玻璃基板19、20,即电极22与23之间的距离保持到预定值。在该实施例中,该距离为1.0mm。
接下来,通过电源21在电极22、23之间施加1V/μm的交流电场(50Hz和1kV的交流电压),从而可紫外线固化树脂的液滴沿着电场方向变形并延伸,邻近的液滴9聚集,在电极22、23之间形成包括多个桥的桥结构。此处,每个桥的直径约10μm。
接下来,随着施加电场使紫外线通过电极22、23或玻璃隔板24、25、26照射到室28的内侧。然后,当停止施加电场时,可固化树脂固化,桥结构固定。
当通过玻璃基板19、20和电极22与23观察时,桥的两端呈点状。当停止施加电场时,观察到桥的光点图案也没发生一点变化。
然后移去绝缘隔板27,使用不溶解可紫外线固化的树脂的乙醇溶液洗去粘着到固化的桥上的油;得到作为塑料模制品的,无规排列于施加了电场的表面上的柱状物。
实施例10
[具有开孔的塑料模制品的制造]
在该实施例中,将具有高介电常数的甘油(由KANTOU KAGAKU制造,试剂)加入到具有低介电常数的可紫外线固化树脂(产品名:NOLAND NOA60)中,搅拌直到该油分散成直径约10μm的液滴;由此制备分散溶液(液体混合物)。
将该分散溶液供给如图11所示的电场施加元件29。
图11是说明电场施加元件29的透视图。
电场施加元件29包括玻璃基板30和直角柱形铜电极31、32,它们各自为1mm厚和10mm长。将铜电极31、32放置在玻璃基板30的表面上,同时彼此相互平行间隔2.0mm的距离。将绝缘隔板33、34放置在玻璃基板30上与铜电极31、32垂直并与铜电极31、32的末端紧密接触。从而在玻璃基板30上形成被铜电极31、32和绝缘隔板33、34包围的正方形电场室35。
通过电源36在铜电极31、32之间施加预定的电压。
将腔35填充所制备的分散溶液,并且通过电源36施加1.5V/μm的交流电场(50Hz和3kV的交流电压)施加于室35上即铜电极31、32之间;由此,甘油溶液的液滴沿着电场方向变形并延伸,邻近的液滴聚集,形成如图6B所示的桥结构。
接下来,随着施加电场对到腔室35的内侧照射紫外线,然后,当停止施加电场时,可固化树脂固化,得到如图12A和图12B所示的桥结构37。
图12A和图12B是在实施例10中得到的桥结构37的透视图。
在图12A中,桥部分38由油形成,基体部分39由可紫外线固化树脂形成,而且,当基体部分39固化时,支撑形成桥部分38的液体油成柱形。
然后,通过未图未示的划片机以玻璃基板30为单元切割桥结构37,并通过使用超声波在乙醇溶液中将由此获得的桥结构37与玻璃基板30一起清洗;从而溶解并除去甘油溶液,得到具有象蜂窝的孔40的塑料模制品41,如图12B所示。该塑料模制品41具有在单个方向上延伸的微孔40。在现有技术中,很难制造这种模制品。
实施例11
[粘结各自具有液体膜的电极]
在该实施例中,分别在两个电极上形成复合液体的两种组分液体膜,其中一种具有低介电常数,另一种具有高介电常数。
图13A-图13C是说明根据实施例11制造塑料模制品的方法的示意图,其中在电场施加元件中构成复合液体的层状结构。
在图13A-图13C中,通过在各个电极基板上放置由导电材料例如Al、Ni、Cu、ITO形成的膜而制造电极42、44。
如图13A所示,在电极42上形成高介电常数液体,具体是由Henkel JapanLtd.制造的可紫外线固化树脂(产品名:Loctite 3311)的膜43,在电极44上形成低介电常数液体,具体是由Sin-Etsu Chemical Co.Ltd.制造的硅油(产品名:Sin-Etsu硅酮KF-65-1000CS)的膜45。
如图13A所示,分别在其上形成有高介电常数液体膜43和低介电常数液体膜45的两个电极42、44互相粘结以致液体层43和45互相靠拢。以这种方式,在电极42和44之间构成具有层状结构的复合液体,从而形成电场施加元件,如图13B所示。
接下来,如图13C所示,通过电源46将1.0V/μm的直流电场施加于电极42、44之间,即具有层状结构的复合液体上,因该电场的存在使高介电常数液体43的特定部分沿着电场方向延伸,从而得到连接电极42和44的包括多个桥47的桥结构48。
图14A-图14C是说明根据实施例11制造塑料模制品的另一种方法的示意图,其中在电场施加元件中构成复合液体的层状结构。
在图14A中,首先在电极42和44上形成两种高介电常数液体膜43,进一步在电极44上形成低介电常数液体膜45。然后,在其上形成有高介电常数液体膜43的电极42与在其上形成有高介电常数液体膜43和低介电常数液体膜45的电极44互相粘结,以致电极42上的液体层43和电极44上的液体层45互相靠拢,如图14B所示。
在该实施例中,由于组分液体分别在两个电极42和44上形成层,因此高介电常数组分液体在液体混合物中不分散成液滴。
实施例12
[粘结具有液体薄膜的电极与另一个电极]
在该实施例中,依次在一个电极上形成复合液体的两种组分液体膜,其中一种具有低介电常数,另一种具有高介电常数。
图15A-图15D是说明根据实施例12制造塑料模制品的方法的示意图,其中在一个电极上依次形成两种液体膜。
在图15A-图15D中,通过在各个电极基板上放置由导电材料例如Al、Ni、Cu、ITO形成的膜而制造电极42、44。
如图15A所示,首先在电极42上形成高介电常数液体具体是由HenkelJapan Ltd.制造的可紫外线固化树脂(产品名:Loctite 3311)的膜43。
然后,如图15B所示,在膜43上形成低介电常数液体具体是由Sin-EtsuChemical Co.Ltd.制造的硅油(产品名:Sin-Etsu硅酮KF-65-1000CS)的膜45。
进而,在低介电常数液体膜45上放置电极44;由此,在电极42和44之间构成具有层状结构的复合液体,从而形成电场施加元件,如图15C所示。
接下来,如图15D所示,通过电源46将1.0V/μm的直流电场施加于电极42、44之间,即具有层状结构的复合液体上,与实施例11相同,高介电常数液体43的特定部分沿着电场方向延伸,从而得到连接电极42和44的包括多个桥47的桥结构48。
图16A-图16D是说明根据实施例12制造塑料模制品的另一种方法的示意图,其中在一个电极上依次形成两种液体膜。
如图16A所示,首先,在电极42上形成高介电常数液体膜43。然后,如图16B所示,在膜43上形成低介电常数液体膜45。进一步,在低介电常数液体膜45上形成另一种高介电常数液体膜43。然后,将电极44放置在第二种高介电常数液体膜43上。
实施例13
[在电极上形成液滴]
在该实施例中,将形成复合液体的两种组分液体的高介电常数液体以液滴的形式放置于一个电极上,并在另一个电极上形成低介电常数液体的膜。
图17A-图17D是说明根据实施例13制造塑料模制品的方法的示意图,其中高介电常数液体在一个电极上呈液滴形式,低介电常数液体在另一个电极上呈膜形式。
在图17A-图17D中,在各个电极基板上通过放置将由导电材料例如Al、Ni、Cu、ITO形成的膜而制造电极49、53。
如图17A所示,在电极49上通过由Musashi Engineering制造的注射机51(产品名:SMP-III)注射高介电常数液体具体是由Henkel Japan Ltd.制造的可紫外线固化树脂(产品名:Loctite 3311)的液滴50。液滴50的直径约50μm。
也可以使用喷墨打印机的喷墨头代替注射机51。
在其上形成有高介电常数液体的液滴50的电极49上形成低介电常数液体膜52。进而,将电极53放置在低介电常数液体膜52上。
以这种方式,将复合液体加到电极49和53之间,形成电场施加元件,如图17C所示。
接下来,如图17D所示,通过电源54在电极49、53之间,即在复合液体上施加1.0V/μm的直流电场。因该电场的存在使高介电常数液体的液滴50沿着电场方向延伸;从而得到连接电极49和53的包括多个桥55的桥结构56。
在该实施例中,由于在电极49上形成高介电常数液体的液滴50而在它们之间没有其他液体,因此没有由液体混合物中的高介电常数液体中分散并逸出电极表面的液滴。另外,在液滴50的位置处形成桥55,因此可以将桥结构56制成所需的图形。
图18A-图18C是说明根据实施例13制造塑料模制品的其他方法的示意图,其中高介电常数液体在一个电极上呈液滴形式,低介电常数液体在另一个电极上呈膜形式。
在图18A中,在电极49上形成高介电常数液体的液滴50,在电极53上形成低介电常数液体膜52,然后电极49、53互相粘结,由此将复合液体加到在电极49和53之间。
在图18B中,在两个电极49上形成高介电常数液体的液滴50,并在两个电极49之间形成低介电常数液体膜52。
在图18C中,不直接在电极55上形成高介电常数液体的液滴57,而是在电极55上放置中间层56例如塑料片,然后在中间层56上形成高介电常数液体的液滴57。在电极49、53之间形成低介电常数液体膜58。此处,中间层56和电极55可以互相紧密接触,或者仅仅疏松接触。
实施例14
[通过表面处理在电极上形成液滴]
在该实施例中,通过使用具有排斥高介电常数组分液体的性能的表面处理剂得到高介电常数组分液体的液滴。
图19A-图19D是说明根据实施例13通过使用具有排斥高介电常数组分液体的性能的表面处理剂制造塑料模制品的步骤的示意图。
继图19D后,图20A-图20F是说明根据实施例13制造塑料模制品的步骤的示意图。
在图19A-图19D中和在图20A-图20F中,通过在电极基板上放置由导电材料例如Al、Ni、Cu、ITO形成的膜而制造电极60。
在图19A中,通过旋涂法将光致抗蚀剂61(由Tokyo Ohka Kogyo Co.Ltd.制造,产品名:TSMR-8900)涂覆到电极60上。
在图19B中,通过光刻法将光致抗蚀剂61形成正方形图案,其每一侧面约50μm长。
在图19C中,在光致抗蚀剂61的正方形图案上形成表面处理剂62(例如脱模剂,Gelest Aquaphobe CF)的膜。
在图19D中,通过使用丙酮除去残余的光致抗蚀剂61,在表面处理剂62中形成正方形开孔63的图案。
然后,如图20A所示,由注射机65将高介电常数液体具体是由HenkelJapan Ltd.制造的可紫外线固化树脂(产品名:Loctite 3311)的液滴64注入到表面处理剂62中的开孔63中。
如图20C所示,将高介电常数液体的液滴64局限在表面处理剂62中的开孔63中。
或者,如图20B所示,可以在其上带有正方形开孔63的电极60上形成高介电常数液体膜。然后类似地,如图20C所示,将高介电常数液体膜局限在表面处理剂62中的开孔63中,形成液滴64。
液滴64的直径约100μm。
在形成液滴64之后,可以进行如实施例13中所述的方法。
在图20D中,在其上形成有液滴64的电极60与电极66之间形成高介电常数液体膜67和低介电常数液体膜65。
在图20E中,在其上形成有液滴64的电极60与电极66之间形成低介电常数液体膜65。
在图20F中,存在其上各自有液滴64的两个电极60,并且在两个电极60之间形成低介电常数液体膜65。
尽管参照为了说明目的而选择的具体实施方案描述了本发明,但显然,本发明并不限于这些实施方案,而可以由本领域技术人员在不偏离本发明的基本概念和范围的情况下,在该基础上作出许多改进。
例如,在上文中假定复合液体包括两种组分液体,当然,该复合液体还可以包括三种组分液体。
另外,该组分液体可以是两种可热固化树脂的组合,或者可以是可热固化树脂和可UV固化树脂的组合。
此外,还可以使用电子束代替紫外线。当使用电子束时,可以使用可电子束固化的树脂。
本专利申请基于2004年5月18日提交的日本优先权专利申请No.2004-147264,在此加以引用,将该申请的整个内容并入本申请。
Claims (27)
1.一种制造塑料模制品的方法,其包括以下步骤:
使电场施加元件填充复合液体,所述电场施加元件具有相向对置的电极,所述复合液体包括至少两种不互溶且介电常数相互不同的组分液体,该组分液体的至少一种是未固化的可固化树脂液体;
在电极之间施加电场,以使复合液体中的其中一种组分液体沿着电场的方向聚集并延伸,以形成连接电极的桥结构,所述其中一种组分液体是具有高于其他组分液体的介电常数的高介电常数组分液体;和
在形成桥结构之后固化可固化的树脂得到塑料模制品。
2.如权利要求1所述的方法,其中,组分液体是通过以分开的步骤将组分液体分散而制备的分散液。
3.如权利要求1所述的方法,其中,将组分液体不经过分散而供给电场施加元件。
4.如权利要求3所述的方法,其中,将组分液体堆积成层状结构。
5.如权利要求3所述的方法,其中高介电常数组分液体在电极的至少一个表面上形成液滴的形式。
6.如权利要求4所述的方法,其中,使电场施加元件填充具有层状结构的复合液体的步骤包括:
在电场施加元件的第一电极上形成其中一种组分液体层;
在电场施加元件的第二电极上形成另一种组分液体层;和
将在其上形成有一种组分液体层的第一电极与在其上形成有另一种组分液体层第二电极粘结。
7.如权利要求4所述的方法,其中,使电场施加元件填充具有层状结构的复合液体的步骤包括:
在电场施加元件的第一电极上形成其中一种组分液体层;
在该一种组分液体层上形成另一种组分液体层;和
将电场施加元件的第二电极粘结在该另一种组分液体层上。
8.如权利要求5所述的方法,其中,将高介电常数组分液体注射到其中一个电极的表面上以形成液滴。
9.如权利要求5所述的方法,其中,在其中一个电极表面上的高介电常数组分液体的液滴通过下述步骤得到:由排斥高介电常数组分液体的材料在其中一个电极的表面上形成具有预定图案的第一膜的步骤,和在该第一薄膜上形成高介电常数组分液体膜的步骤。
10.如权利要求5所述的方法,其中,使电场施加元件填充复合液体的步骤包括:
在电场施加元件的第一电极的表面上形成高介电常数组分液体的液滴;
在电场施加元件的第二电极上形成高介电常数组分液体之外的另一种组分液体层;和
将在其上形成有高介电常数组分液体的液滴的第一电极与在其上形成有另一种组分液体层的第二电极粘结。
11.如权利要求5所述的方法,其中,使电场施加元件填充复合液体的步骤包括:
在电场施加元件的第一电极的表面上形成高介电常数组分液体的液滴;
在该高介电常数组分液体的液滴上形成高介电常数组分液体之外的另一种组分液体层;和
将电场施加元件的第二电极粘结在另一种组分液体层上。
12.如权利要求1所述的方法,其中,当照射活化能射线时,可固化树脂被固化。
13.如权利要求12所述的方法,其中,可固化树脂是可紫外线固化的树脂,当照射紫外线时被固化。
14.如权利要求1所述的方法,其中,可固化树脂是可热固化的树脂,当加热时被固化。
15.如权利要求1所述的方法,其中,复合液体包括两种不互溶且介电常数相互不同的组分液体。
16.如权利要求15所述的方法,其中,
该两种组分液体的高介电常数组分液体是未固化的可固化树脂;并且
在该可固化树脂固化后除去该两种组分液体中的具有较低介电常数的一种组分液体。
17.如权利要求15所述的方法,其中,
该两种组分液体中的具有较低介电常数的一种组分液体是未固化的可固化树脂;并且
在该可固化树脂固化后除去该高介电常数组分液体。
18.如权利要求15所述的方法,其中,
该两种组分液体中的高介电常数组分液体是第一未固化的可固化树脂;
该两种组分液体中的具有较低介电常数的一种组分液体是第二未固化的可固化树脂;并且
在形成桥结构之后固化第二可固化树脂和第一可固化树脂。
19.如权利要求15所述的方法,其中,
该两种组分液体中的高介电常数组分液体是未固化的可固化树脂;
该两种组分液体中的具有较低介电常数的一种组分液体是当加热时熔融的热熔融材料的熔融体;并且
在该可固化树脂固化后固化该热熔融材料的熔融体。
20.如权利要求15所述的方法,其中,
该两种组分液体中的高介电常数组分液体是未固化的可固化树脂;
该两种组分液体中的具有较低介电常数的一种组分液体是当加热时熔融的热熔融材料的熔融体;并且
在该热熔融材料的熔融体固化后固化该可固化树脂。
21.如权利要求15所述的方法,其中,
该两种组分液体中的具有较低介电常数的一种组分液体是未固化的可固化树脂;
该两种组分液体中的高介电常数组分液体是当加热时熔融的热熔融材料的熔融体;并且
在该可固化树脂固化后固化该热熔融材料的熔融体。
22.如权利要求15所述的方法,其中,
该两种组分液体中的具有较低介电常数的一种组分液体是未固化的可固化树脂;
该两种组分液体中的高介电常数组分液体是当加热时熔融的热熔融材料的熔融体;并且
在该热熔融材料的熔融体固化后固化该可固化树脂。
23.如权利要求1所述的方法,其中,电极之间的电场通过交流电产生。
24.如权利要求1所述的方法,其中,电极之间的电场通过直流电产生。
25.一种用于制造塑料模制品的装置,其包括:
具有相向对置的两个电极的电场施加元件,所述电场施加元件填充包括多种组分液体的复合液体,所述组分液体不互溶且介电常数相互不同,该组分液体的至少一种是未固化的可固化树脂液体;和
以在两个电极之间施加电场而配置的电场施加组件;
其中,电场施加组件在具有放置在电极之间的复合液体的电极之间施加电场,以引起该复合液体中的其中一种组分液体沿着电场的方向聚集并延伸,以形成连接电极的桥结构,所述的其中一种组分液体是具有高于其他组分液体的介电常数的高介电常数组分液体,在形成桥结构之后固化可固化树脂。
26.一种用于制造塑料模制品的装置,其包括:
具有相向对置的第一电极和第二电极的电场施加元件,所述电场施加元件填充包括多种组分液体的复合液体,所述组分液体不互溶且介电常数相互不同,所述组分液体的至少一种是未固化的可固化树脂液体,所述组分液体中的高介电常数组分液体在所述第一电极的表面上形成液滴的形式,形成所述组分液体的另一种组分液体层覆盖所述液滴,所述高介电常数组分液体的介电常数具有高于其他组分液体的介电常数;和
以在两个电极之间施加电场而配置的电场施加组件;
其中,电场施加组件在具有放置在两个电极之间的复合液体的电极之间施加电场,以引起该复合液体中的高介电常数组分液体沿着电场的方向聚集并延伸,以形成连接两个电极的桥结构,在形成桥结构之后固化可固化树脂。
27.一种通过包括以下步骤的方法制造的塑料模制品:
使电场施加元件填充复合液体,所述电场施加元件具有相向对置的电极,所述复合液体包括至少两种不互溶且介电常数相互不同的组分液体,该组分液体的至少一种是未固化的可固化树脂液体;和
在电极之间施加电场以使复合液体中的其中一种组分液体沿着电场的方向聚集并延伸,以形成连接电极的桥结构,所述的其中一种组分液体是具有高于其他组分液体的介电常数的高介电常数组分液体;以及
在形成桥结构之后固化可固化的树脂得到塑料模制品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004147264A JP4545484B2 (ja) | 2003-11-26 | 2004-05-18 | プラスチック成形品の製造方法 |
| JP2004147264 | 2004-05-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1864985A CN1864985A (zh) | 2006-11-22 |
| CN100509359C true CN100509359C (zh) | 2009-07-08 |
Family
ID=35374451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2005100709273A Expired - Fee Related CN100509359C (zh) | 2004-05-18 | 2005-05-17 | 制造塑料模制品的方法和装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7611656B2 (zh) |
| CN (1) | CN100509359C (zh) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITRM20130079A1 (it) * | 2013-02-12 | 2014-08-13 | Consiglio Nazionale Ricerche | Metodo per la produzione di una schiera di micro-aghi |
| DE112016002201T5 (de) * | 2015-05-15 | 2018-01-25 | Sony Corporation | Optisch geformter gegenstand, produkt und verfahren zur fertigung eines produkts |
| TWI566917B (zh) * | 2015-06-15 | 2017-01-21 | 國立臺灣科技大學 | 光固化立體造型裝置及方法 |
| NO20170513A1 (en) | 2017-03-29 | 2018-06-04 | Condalign As | A method for forming av body comprising at least one through-going passage |
| CN111791530B (zh) * | 2020-07-20 | 2021-12-28 | 温岭耀力机电有限公司 | 一种模腔可变的冲压模具 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05185464A (ja) | 1992-01-13 | 1993-07-27 | Canon Inc | プラスチック成形方法およびその装置 |
| US5929960A (en) * | 1997-10-17 | 1999-07-27 | Kent State University | Method for forming liquid crystal display cell walls using a patterned electric field |
-
2005
- 2005-05-17 US US11/130,166 patent/US7611656B2/en not_active Expired - Fee Related
- 2005-05-17 CN CNB2005100709273A patent/CN100509359C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US7611656B2 (en) | 2009-11-03 |
| US20050258573A1 (en) | 2005-11-24 |
| CN1864985A (zh) | 2006-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100509359C (zh) | 制造塑料模制品的方法和装置 | |
| Baik et al. | A wet-tolerant adhesive patch inspired by protuberances in suction cups of octopi | |
| Florian et al. | Direct laser printing of tailored polymeric microlenses | |
| Wu et al. | Fabrication of complex three-dimensional microchannel systems in PDMS | |
| Grzybowski et al. | Modeling of menisci and capillary forces from the millimeter to the micrometer size range | |
| CN1203353C (zh) | 制造电泳显示器的方法 | |
| KR20080072788A (ko) | 삼차원 구조물의 제조 방법 및 제조 장치 | |
| CN112136205A (zh) | 使用差分润湿引发液滴的运动 | |
| Magdassi et al. | Ring stain effect at room temperature in silver nanoparticles yields high electrical conductivity | |
| Choi et al. | Fast, high-throughput creation of size-tunable micro/nanoparticle clusters via evaporative self-assembly in picoliter-scale droplets of particle suspension | |
| Khare et al. | Switching liquid morphologies on linear grooves | |
| JP2011129958A (ja) | パターン形成方法 | |
| KR20140140741A (ko) | 2 개의 유리창 사이에 비정형 금속미세발열선을 형성시킨 발열유리창과 그 제조방법 | |
| Zhang et al. | Manufacturing with light-micro-assembly of opto-electronic microstructures | |
| WO2005109535A2 (en) | A method of manufacturing a thermoelectric device | |
| FR2930457A1 (fr) | Procede de fabrication de microcanaux reconfigurables | |
| Hwang et al. | Droplet-Mediated Deterministic Microtransfer Printing: Water as a Temporary Adhesive | |
| Olivieri et al. | Fabrication of polymer lenses and microlens array for lab-on-a-chip devices | |
| Im et al. | Drop-on-demand electrohydrodynamic jet printing of microlens array on flexible substrates | |
| Pauliac-Vaujour et al. | Meniscus-mediated organization of colloidal nanoparticles | |
| Hamidi et al. | 3D printing PLA and silicone elastomer structures with sugar solution support material | |
| Wang et al. | Sandwiched polyethylene shrink film masking with tunable resolution and shape for liquid alloy patterning | |
| Miller et al. | Templated self-assembly of glass microspheres into ordered two-dimensional arrays under dry conditions | |
| Coppola et al. | Direct fabrication of polymer micro-lens array | |
| JP4545484B2 (ja) | プラスチック成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090708 Termination date: 20120517 |