BRPI0910031B1 - METHOD OF PRODUCTION OF A SEAMLESS TUBE - Google Patents
METHOD OF PRODUCTION OF A SEAMLESS TUBE Download PDFInfo
- Publication number
- BRPI0910031B1 BRPI0910031B1 BRPI0910031-8A BRPI0910031A BRPI0910031B1 BR PI0910031 B1 BRPI0910031 B1 BR PI0910031B1 BR PI0910031 A BRPI0910031 A BR PI0910031A BR PI0910031 B1 BRPI0910031 B1 BR PI0910031B1
- Authority
- BR
- Brazil
- Prior art keywords
- plug
- pair
- rollers
- passage line
- diameter
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 15
- 238000000034 method Methods 0.000 title abstract description 11
- 238000003475 lamination Methods 0.000 claims description 10
- 230000004323 axial length Effects 0.000 claims 4
- 230000007547 defect Effects 0.000 abstract description 16
- 238000005553 drilling Methods 0.000 abstract description 14
- 229910000831 Steel Inorganic materials 0.000 description 11
- 239000010959 steel Substances 0.000 description 11
- 238000005096 rolling process Methods 0.000 description 9
- 230000003746 surface roughness Effects 0.000 description 8
- 230000002787 reinforcement Effects 0.000 description 5
- 239000007787 solid Substances 0.000 description 4
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000010409 ironing Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 241000209094 Oryza Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- 235000013339 cereals Nutrition 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B19/00—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work
- B21B19/02—Tube-rolling by rollers arranged outside the work and having their axes not perpendicular to the axis of the work the axes of the rollers being arranged essentially diagonally to the axis of the work, e.g. "cross" tube-rolling ; Diescher mills, Stiefel disc piercers or Stiefel rotary piercers
- B21B19/04—Rolling basic material of solid, i.e. non-hollow, structure; Piercing, e.g. rotary piercing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B25/00—Mandrels for metal tube rolling mills, e.g. mandrels of the types used in the methods covered by group B21B17/00; Accessories or auxiliary means therefor ; Construction of, or alloys for, mandrels or plugs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B27/00—Rolls, roll alloys or roll fabrication; Lubricating, cooling or heating rolls while in use
- B21B27/02—Shape or construction of rolls
- B21B27/024—Rolls for bars, rods, rounds, tubes, wire or the like
- B21B27/025—Skew rolls
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Reduction Rolling/Reduction Stand/Operation Of Reduction Machine (AREA)
Abstract
método de produção de um tubo sem costura trata-se de um método para produzir um tubo sem costura mediante a utilização de um laminador perfurador que perfura e lamina um tarugo redondo aquecido a 1300°c ou menos, sendo que o laminador perfurador é composto por um par de roletes oblíquos disposto voltado um para o outro ao redor de uma linha de passagem, um par de dispositivos guia disposto voltado um para o outro ao redor da linha de passagem e um plugue disposto ao longo da linha de passagem entre o par dos roletes oblíquos e também entre o par dos dispositivos guia, sendo que a laminação-perfuração é realizada sob as condições que satisfazem as fórmulas 1 a 3 a seguir para evitar os defeitos do tubo sem costura: -1,0< delta teta (1) delta teta = teta p - teta r (2) -0,37 x delta teta + 1,47 menor igual a rn menor igual a 0,37 x delta teta+ 2,67 (3) em que os significados dos símbolos individuais nas fórmulas descritas acima são como segue: teta r: o meio ângulo (°) entre a linha de passagem e a face do rolete principal com a condição do ângulo de alimentação dos roletes principais ser zero; teta p: o meio ângulo (°) entre a linha de passagem e a seção de rolamento do plugue; rn: o número de vezes do rolamento do plugue.method of producing a seamless tube is a method of producing a seamless tube using a perforator laminator that pierces and laminates a round billet heated to 1300 ° c or less, the perforator laminator being composed of a pair of oblique rollers arranged facing each other around a crossing line, a pair of guide devices arranged facing each other around the crossing line and a plug arranged along the crossing line between the pair of oblique rollers and also between the pair of guiding devices, the lamination-drilling is carried out under the conditions that satisfy the formulas 1 to 3 below to avoid defects in the seamless tube: -1,0 <delta theta (1) delta theta = theta p - theta r (2) -0.37 x delta theta + 1.47 less than rn less than 0.37 x delta theta + 2.67 (3) where the meanings of the individual symbols in the formulas described above are as follows: theta r: the half angle (°) between the passage and the face of the main roller with the condition that the feed angle of the main rollers is zero; theta p: the half angle (°) between the passage line and the bearing section of the plug; rn: the number of times the plug is rolled.
Description
A presente invenção se refere a um método para produzir um tubo sem costura.The present invention relates to a method for producing a seamless tube.
Como um método para produzir um tubo sem costura, o processo Mannesmann é conhecido no qual um tubo sem costura é obtido mediante a sujeição de um tarugo redondo aquecido a uma laminação-perfuração com um laminador perfurador, em seguida à laminação de alongamento com um laminador de mandril, uma laminação automática ou similares e adicionalmente à engomagem com uma laminador calibrador para render o tubo sem costura.As a method of producing a seamless tube, the Mannesmann process is known in which a seamless tube is obtained by subjecting a heated round billet to a perforation laminate with a perforating laminator, then to the elongation laminate with a laminator. mandrel, automatic lamination or similar and in addition to ironing with a calibrator laminator to render the tube seamless.
Em geral, o laminador perfurador é uma máquina de perfuração que tem roletes de laminação que consistem em um par de roletes principais em formato de cilindro ou em formato de cônico (também chamado de roletes oblíquos), dispositivos guia, tal como uma sapata guia, roletes de disco, um guia tipo laminador ou similares e uma ferramenta de regulação da superfície interna chamada de plugue.In general, the punch laminator is a punching machine that has laminating rollers that consist of a pair of cylinder-shaped or conical-shaped main rollers (also called oblique rollers), guide devices, such as a guide shoe, disc rollers, a laminator-type guide or similar and an internal surface adjustment tool called a plug.
A figura 1 é uma vista esquemática que ilustra um exemplo de um laminador perfurador obliquo que utiliza os roletes oblíquos em formato de cônico; e a figura 2 é uma vista esquemática compreendida em direção de A-A na figura 1. A figura 3 é uma vista que ilustra de maneira esquemática o formato do plugue.Figure 1 is a schematic view illustrating an example of an oblique perforator laminator that uses the conical-shaped oblique rollers; and figure 2 is a schematic view understood in the direction of A-A in figure 1. Figure 3 is a view that schematically illustrates the shape of the plug.
Como mostrado na figura 1, em um laminador perfurador, por exemplo, um par de roletes principais 1 é disposto voltado um para o outro assim como para cada uma das linhas centrais axiais do rolete para formar um ângulo transversal de g em relação à linha de passagem X-X do tarugo redondo B como uma peça de trabalho. Adicionalmente, como mostrado na figura 2, um dos roletes principais 1 é disposto de modo a formar um ângulo de alimentação b em relação à linha de passagem X-X. O outro rolete principal 1 não mostrado na figura 2 é disposto voltado para um dos roletes principais 1 com a linha de passagem X-X disposta entre os mesmos no ângulo de alimentação b em relação à linha de passagem X-X. Os roletes principais 1 são diretamente conectados aos dispositivos de direcionamento 4, respectivamente, para exercerem o movimento espiral ao tarugo redondo B de modo a girarem ao redor das linhas centrais axiais dos roletes como linhas centrais rotativas.As shown in figure 1, in a perforating laminator, for example, a pair of
Além disso, como mostrado na figura 2, um par de roletes de disco 2 é disposto voltado um para o outro ao redor da linha de passagem com um deslocamento de fase de 90° a partir do par de roletes principais 1. O par de roletes de disco 2 é acionado de maneira rotacional na mesma direção que a direção de movimento da peça de trabalho em uma velocidade predeterminada para ter uma importante função ao fazer com que a peça de trabalho seja redonda em formato mediante a supressão do aumento do comprimento circunferencial da peça de trabalho durante o processamento de espessura de parede.In addition, as shown in figure 2, a pair of disc rollers 2 is arranged facing each other around the passing line with a 90 ° phase shift from the pair of
Um plugue 3 tem um formato tipo granada cuja extremidade da base é sustentada pela extremidade frontal de uma barra de mandril M; o plugue e a barra de mandril M são dispostos sobre a linha de passagem X-X. Como o material para o plugue 3, os aços fracamente ligados de Cr-Ni são geralmente utilizados, e uma camada de óxido é formada no plugue pelo pré-tratamento térmico de modo a acentuar a durabilidade.A
Por exemplo, como mostrado na figura 3, o plugue 3 é composto, principalmente, de uma seção de laminação 31, uma seção de rolamento 32 e uma seção de reforço 33 e tem o diâmetro máximo de Pd no contorno entre a seção de rolamento 32 e a seção de reforço 33. A seção de laminação 31 desempenha principalmente uma função de perfurar o tarugo sólido e a seção de rolamento 32 desempenha uma função de equalizar a espessura da parede do invólucro oco e ao mesmo tempo desempenha uma função de regularizar a superfície interna do invólucro oco. A seção de rolamento 32 tem um meio ângulo 6p em relação ao centro axial do plugue, ou seja, a linha de passagem do tarugo redondo (vide a figura 5).For example, as shown in figure 3,
Em um laminador perfurador constituído como descrito acima, o tarugo redondo aquecido B é alimentado à direita na linha de passagem X-X na figura e laminado enquanto o tarugo redondo está sendo sujeitado ao processamento de espessura de parede com os roletes principais 1 e o plugue 3 durante a passagem do tarugo redondo através do vão entre os roletes oblíquos. Nesse caso, o tarugo redondo B se move em espiral sobre a linha de passagem X- X e a parte central axial do tarugo redondo é perfurada com o plugue 3 a ser convertido em um invólucro oco.In a perforating laminator constituted as described above, the heated round billet B is fed to the right in the passage line XX in the figure and laminated while the round billet is being subjected to wall thickness processing with the
Durante a laminação-perfuração com o laminador perfurador, as asperezas formadas sobre a superfície interna do invólucro oco são alisadas pelas ferramentas de regulação da superfície interna no processo inferior tal como o plugue do prolongador, a barra do laminador de mandril e o plugue de uma laminação automática, e então as asperezas se tornam defeitos de vincos (defeito de erupção). Em outras palavras, a ocorrência dos defeitos dos sólidos finos na superfície interna em produtos finais é atribuída às propriedades e às condições (aspereza) da superfície interna do invólucro oco após a perfuração com um laminador perfurador.During lamination-drilling with the perforator laminator, the roughness formed on the inner surface of the hollow casing is smoothed out by the internal surface adjustment tools in the lower process such as the extension plug, the mandrel laminator bar and the plug of a automatic lamination, and then the roughness becomes creasing defects (eruption defect). In other words, the occurrence of defects of fine solids on the inner surface in final products is attributed to the properties and conditions (roughness) of the inner surface of the hollow shell after drilling with a perforating laminator.
Em particular, nos tubos de aço sem costura que são submetidos a altas pressões sobre as superfícies internas dos mesmos, tais como um tubo de injeção de combustível, a ocorrência de defeitos tipo grão de arroz nos sólidos finos poderia levar a um acidente sério através do esguicho inesperado do tubo admitido por tais defeitos. Quando o diâmetro interno do tubo é grande, é possível remover de maneira mecânica os defeitos de superfície interna com um triturador ou similares, entretanto, quando o diâmetro interno do tubo é pequeno, torna-se difícil remover completamente os defeitos de superfície interna. Mesmo se a remoção dos defeitos de superfície interna de um tubo que tem um diâmetro pequeno for possível, o número de etapas de trabalho aumenta de maneira natural e os problemas a partir do ponto de vista de um produto podem não ser resolvidos de maneira que a espessura da parede da parte com o defeito removido fica fina.In particular, in seamless steel tubes that are subjected to high pressures on their internal surfaces, such as a fuel injection tube, the occurrence of rice grain defects in fine solids could lead to a serious accident through unexpected tube squirt admitted for such defects. When the inner diameter of the tube is large, it is possible to mechanically remove the inner surface defects with a shredder or similar, however, when the inner diameter of the tube is small, it becomes difficult to completely remove the inner surface defects. Even if the removal of internal surface defects from a tube with a small diameter is possible, the number of work steps naturally increases and problems from the point of view of a product may not be solved in such a way that the wall thickness of the part with the defect removed becomes thin.
Com o propósito de resolver tais problemas como descritos acima, o presente inventor descreveu no Documento de Patente 1 um método para produzir um tubo de aço sem costura mediante a utilização de um plugue onde a camada revestida por carepa da seção de rolamento é tornada mais fina que aquela da seção de laminação.In order to solve such problems as described above, the present inventor described in Patent Document 1 a method for producing a seamless steel tube using a plug where the scale-coated layer of the bearing section is made thinner than that of the laminating section.
Documento de Patente 1: JP10-249412APatent Document 1: JP10-249412A
Descrição da InvençãoDescription of the Invention
Problemas a serem resolvidos pela InvençãoProblems to be solved by the Invention
De acordo com a invenção descrita no Documento de Patente 1, a ocorrência de erupção com formato de grão de arroz pode ser evitada. Entretanto, exige-se que a quantidade de remoção da camada revestida por carepa seja estritamente regulamentada e quando o controle da espessura da camada revestida não é realizado de maneira adequada tornando a espessura da camada revestida muito fina, os problemas, tais como arranhões da seção de rolamento e redução da vida útil da ferramenta do plugue, podem aumentar.According to the invention described in
A presente invenção tem como objetivo prover um método para produzir um tubo sem costura capaz de aperfeiçoar as propriedades e as condições da superfície interna de um invólucro oco após a laminação-perfuração e suprimir os defeitos de vinco de um tubo sem costura.The present invention aims to provide a method for producing a seamless tube capable of improving the properties and conditions of the inner surface of a hollow shell after rolling-perforation and to eliminate the crease defects of a seamless tube.
O presente inventor fez um estudo diligente de modo a solucionar tais problemas como descritos acima e consequentemente fez as revelações a seguir: A figura 4 é uma vista esquemática que ilustra um exemplo do processo de laminação-perfuração na seção transversal perpendicular à linha de passagem. Como mostrado na figura 4, na laminação-perfuração, por exemplo, uma peça de trabalho 5 é pressionada no espaço formado pelo par de roletes principais 1 e o plugue 3 e assim, a peça de trabalho 5 é sujeitada ao processamento de espessura de parede. Consequentemente, o aumento do diâmetro externo é suprimido em uma posição meio virada pelos roletes de disco 2 e o processamento de espessura de parede é conduzido novamente pelo par de roletes principais 1 e o plugue 3. Mediante a repetição de tais operações, um orifício é perfurado na peça de trabalho 5 e ao mesmo tempo a espessura de parede da peça de trabalho 5 é controlada.The present inventor made a diligent study in order to solve such problems as described above and consequently made the following disclosures: Figure 4 is a schematic view that illustrates an example of the rolling-perforation process in the cross section perpendicular to the crossing line. As shown in figure 4, in the rolling-perforation, for example, a
Aqui, a superfície interna da peça de trabalho 5 que alcançou a região indicada por "a" na figura 4 é submetida à ação de uma força de contração na direção circunferencial e assim, os vincos podem ocorrer. Subsequentemente, quando a peça de trabalho 5 se move em espiral para alcançar a região indicada por "b" na figura 4, a superfície externa da peça de trabalho é induzida para entrar em contato com os roletes principais 1. Nesse momento, a peça de trabalho 5 é submetida ao processamento de diâmetro externo e, portanto, os vincos de superfície interna formados na região "a" são aprofundados. Subsequentemente, quando a peça de trabalho 5 alcança a região indicada por "c" na figura 4, a superfície interna da peça de trabalho 5 é induzida para entrar em contato com o plugue 3. Nesse momento, os vincos são estendidos na direção circunferencial para se desenvolverem em defeitos de sólidos finos.Here, the internal surface of the
O presente inventor investigou os fatores que degradam as propriedades e as condições da superfície interna das peças de trabalho e, consequentemente, fez as revelações a seguir com relação à ocorrência de problemas quanto à perfuração, tais como a rugosidade da superfície interna de um tubo e obstrução da terminação da peça de trabalho (ou seja, a condição na qual no término da laminação-perfuração a peça de trabalho ainda não se desprendeu dos roletes principais ou o plugue permanece na parte de fundo da peça de trabalho).The present inventor investigated the factors that degrade the properties and conditions of the internal surface of workpieces and, consequently, made the following disclosures regarding the occurrence of problems regarding drilling, such as the roughness of the inner surface of a pipe and obstruction of the workpiece termination (that is, the condition in which at the end of the rolling-perforation the workpiece has not yet come off the main rollers or the plug remains at the bottom of the workpiece).
(a) Com o aumento do número de vezes Rn do rolamento do plugue, a força de acionamento na direção do movimento adiante da peça de trabalho é diminuída. Consequentemente, a velocidade da peça de trabalho no término da laminação-perfuração é diminuída e os problemas quanto à perfuração, tais como obstrução da terminação, tendem a ocorrer. Entretanto, com o aumento de AO (= 0p - 0r, em que 0r: o meio ângulo entre a linha de passagem e a face do rolete principal na condição em que o ângulo de alimentação dos roletes principais é zero, Ôp: o meio ângulo entre a linha de passagem e a seção de rolamento do plugue), a redução de laminação no lado de saída da fenda é aumentada e a pressão interfacial é aumentada para minimizar os problemas quanto à perfuração. Consequentemente, o grau de liberdade (principalmente o grau de liberdade do limite superior) do número de vezes Rn do rolamento do plugue é aumentado.(a) With the increase in the number of times Rn of the plug bearing, the driving force in the direction of movement ahead of the workpiece is decreased. Consequently, the speed of the workpiece at the end of the rolling-perforation is decreased and problems with perforation, such as termination obstruction, tend to occur. However, with the increase in AO (= 0p - 0r, where 0r: the half angle between the passing line and the face of the main roller in the condition where the feed angle of the main rollers is zero, Ôp: the half angle between the passage line and the bearing section of the plug), the reduction of lamination on the outlet side of the slot is increased and the interfacial pressure is increased to minimize problems with perforation. Consequently, the degree of freedom (mainly the degree of freedom of the upper limit) of the number of times Rn of the plug bearing is increased.
(b) Com o aumento do número de vezes Rn do rolamento do plugue, o número de vezes da laminação aplicada à peça de trabalho é aumentado e, portanto, a aspereza da superfície interna do invólucro perfurado tende a ser reduzida. Tal efeito de redução de aspereza é acentuado com o aumento de A0 (= 0P - 0r). Consequentemente, o grau de liberdade (principalmente o grau de liberdade do limite inferior) do número de vezes Rn do rolamento do plugue é aumentado.(b) With the increase in the number of times Rn of the plug bearing, the number of times of the lamination applied to the workpiece is increased and, therefore, the roughness of the internal surface of the perforated shell tends to be reduced. Such a roughness reduction effect is accentuated with the increase in A0 (= 0P - 0r). Consequently, the degree of freedom (mainly the degree of freedom of the lower limit) of the number of times Rn of the plug bearing is increased.
(c) Com o aumento de D2/D1, a velocidade circunferencial do rolete no lado de saída da fenda é aumentada e, portanto, a expansão do diâmetro externo na região indicada por "b" na figura 4 pode ser suprimida. Consequentemente, mesmo quando o número de vezes Rn do rolamento do plugue é diminuído, também é possível evitar a ocorrência de vincos e o grau de liberdade (principalmente o grau de liberdade do limite inferior) do número de vezes Rn do rolamento do plugue é aumentado.(c) With the increase of D2 / D1, the circumferential speed of the roller on the exit side of the slot is increased and, therefore, the expansion of the outside diameter in the region indicated by "b" in figure 4 can be suppressed. Consequently, even when the number of times Rn of the plug bearing is decreased, it is also possible to prevent the occurrence of creases and the degree of freedom (mainly the degree of freedom of the lower limit) of the number of times Rn of the plug bearing is increased. .
O descrito acima qr significa o meio ângulo (vide "0r" na figura 5) entre a linha de passagem e a face de rolete principal na condição onde o ângulo de alimentação do rolete principal é zero; e o descrito acima 0P significa o meio ângulo (vide "0P" na figura 5) entre a linha de passagem e a seção de rolamento do plugue. Deve ser observado que o número de vezes Rn do rolamento do plugue é obtido através da fórmula a seguir: Rn = Lp/(π x d x tanβ/2) Nesta fórmula, Lp significa o comprimento (mm) da seção de rolamento, d significa o valor obtido a partir de da fórmula a seguir e b significa o ângulo de alimentação (°) dos roletes principais: d = (d1 + d2)/2 em que, di é o diâmetro externo (mm) do tarugo redondo e d2 é o diâmetro externo do invólucro oco.The above described qr means the half angle (see "0r" in figure 5) between the passage line and the main roller face in the condition where the main roller feed angle is zero; and the one described above 0P means the half angle (see "0P" in figure 5) between the passage line and the bearing section of the plug. It should be noted that the number of times Rn of the plug bearing is obtained using the following formula: Rn = Lp / (π xdx tanβ / 2) In this formula, Lp means the length (mm) of the bearing section, d means the value obtained from the following formula and b means the feed angle (°) of the main rollers: d = (d1 + d2) / 2 where, di is the outer diameter (mm) of the round billet and d2 is the diameter hollow casing.
A presente invenção foi alcançada com base em tais revelações como descrito acima e envolve um método para produzir um tubo sem costura mostrado nos números 1 a 4 a seguir: Um método para produzir um tubo sem costura mediante a utilização de um laminador perfurador que perfura e lamina um tarugo redondo aquecido a 1300°C ou menos, sendo que o laminador perfurador é composto de: um par de roletes oblíquos disposto voltado um para o outro ao redor de uma linha de passagem; um par de dispositivos guia disposto voltado um para o outro ao redor de uma linha de passagem; e um plugue disposto ao longo da linha de passagem entre o par dos roletes oblíquos e também entre o par dos dispositivos guia, em que a laminação-perfuração é realizada mediante as condições que satisfazem as fórmulas 1 a 3 a seguir: -1,0 < Δθ (1) Δθ = θp - θr (2) 0,37 x Δθ + 1,47 < Rn< 0,37 x Δθ + 2,67 (3)The present invention has been achieved on the basis of such disclosures as described above and involves a method for producing a seamless tube shown in
em que os significados dos símbolos individuais nas fórmulas descritas acima são como segue: Gr: o meio ângulo (°) entre a linha de passagem e a face do rolete principal com a condição do ângulo de alimentação dos roletes principais ser zero Gp: o meio ângulo (°) entre a linha de passagem e a seção de rolamento do plugue Rn: o número de vezes do rolamento do plugue Um método para produzir um tubo sem costura mediante a utilização de um laminador perfurador que perfura e lamina um tarugo redondo aquecido a 1300°C ou menos, sendo que o laminador perfurador é composto de: um par de roletes oblíquos disposto voltado um para o outro ao redor de uma linha de passagem; um par de dispositivos guia disposto voltado um para o outro ao redor de uma linha de passagem; e um plugue disposto ao longo da linha de passagem entre o par dos roletes oblíquos e também entre o par dos dispositivos guia, em que a laminação-perfuração é realizada mediante as condições que satisfazem as fórmulas 1, 2 e 4 a seguir: -1,0 <Δθ (1) Δθ = θp-θr (2) 1. -0,24 x Δθ + 1,73 < Rn< 0,37 x Δθ + 2,67 (4)where the meanings of the individual symbols in the formulas described above are as follows: Gr: the half angle (°) between the passing line and the face of the main roller with the condition that the main rollers feed angle is zero Gp: the medium angle (°) between the passing line and the plug bearing section Rn: the number of times the plug bearing A method for producing a seamless tube using a perforator laminator that pierces and laminates a round billet heated to 1300 ° C or less, the perforator laminator being composed of: a pair of oblique rollers arranged facing each other around a passage line; a pair of guiding devices arranged facing each other around a passage line; and a plug arranged along the passage line between the pair of oblique rollers and also between the pair of guide devices, in which the lamination-perforation is carried out under the conditions that satisfy the following
em que os significados dos símbolos individuais nas fórmulas descritas acima são como segue: : o meio ângulo (°) entre a linha de passagem e a face do rolete com a condição do ângulo de alimentação dos roletes principais ser zero : o meio ângulo (°) entre a linha de passagem e a seção de rolamento do plugue Rn: o número de vezes do rolamento do plugue Método para produzir um tubo sem costura de acordo com 1 ou 2, em que a laminação-perfuração é realizada mediante as condições adicionais que satisfazem a fórmula 5 a seguir: -1,37 x D2/D-I + 2,74 < Rn (5) em que os significados dos símbolos individuais na fórmula descrita acima são como segue: Dv o diâmetro do rolete (mm) na parte de fenda dos roletes principais D2: O diâmetro externo do rolete principal (mm) na posição da parte de diâmetro máximo do plugue Rn: o número de vezes do rolamento do pluguewhere the meanings of the individual symbols in the formulas described above are as follows:: the half angle (°) between the passing line and the roller face with the condition that the main rollers feed angle is zero: the half angle (° ) between the passage line and the rolling section of the plug Rn: the number of times the plug rolling Method to produce a seamless tube according to 1 or 2, in which the lamination-drilling is carried out under the additional conditions that satisfy the following formula 5: -1.37 x D2 / DI + 2.74 <Rn (5) where the meanings of the individual symbols in the formula described above are as follows: Dv the diameter of the roller (mm) in the slot of the main rollers D2: The outside diameter of the main roller (mm) at the position of the maximum diameter part of the plug Rn: the number of times the plug bearing
(A) Método para produzir um tubo sem costura de acordo com 1 ou 2, em que a laminação-perfuração é realizada mediante as condições adicionais que satisfazem a fórmula 6 a seguir: -1,25x D2/DI + 2,88 < Rn (6) em que os significados dos símbolos individuais na fórmula descrita acima são como segue: Di: o diâmetro do rolete (mm) na parte de fenda dos roletes principais Da’, O diâmetro externo do rolete principal (mm) na posição da parte de diâmetro máximo do plugue Rn: o número de vezes do rolamento do plugue Na presente invenção, a seção de rolamento significa a parte que satisfaz qualquer uma das condições a seguir: A parte na qual o coeficiente de trabalho da espessura de parede obtido a partir de a fórmula a seguir é 5% ou menos: o coeficiente de trabalho da espessura de parede = (Gi - G2)/Gi x 100(%) em que os significados dos símbolos individuais na fórmula são como segue: G-i: a distância (mm) entre o plugue e o rolete na posição de início na parte correspondente do plugue G2: a distância (mm) entre o plugue e o rolete na posição de térmico na parte correspondente do plugue A parte, na proximidade do lado de entrada, da parte de diâmetro máximo do plugue A parte na qual a diferença de ângulo frontal obtida a partir da fórmula a seguir é 2o ou menos quando a seção que corresponde à seção de rolamento não apresentar curvatura: Diferença de ângulo frontal (°) = ângulo frontal da parte relacionada do plugue - ângulo frontal do lado de saída dos roletes: em que, "a posição de início na parte correspondente do plugue" significa, por exemplo, a posição limítrofe entre as seções indicadas por números de referência 31 e 32 na figura 3 e "a posição de término na parte correspondente do plugue" significa, por exemplo, a posição limítrofe entre as seções indicadas por números de referência 32 e 33 na figura 3.(A) Method to produce a seamless tube according to 1 or 2, in which the lamination-perforation is carried out under the additional conditions that satisfy the following formula 6: -1.25x D2 / DI + 2.88 <Rn (6) where the meanings of the individual symbols in the formula described above are as follows: Di: the diameter of the roller (mm) in the slot part of the main rollers Da ', The outside diameter of the main roller (mm) in the position of the part maximum plug diameter Rn: the number of times the plug bearing In the present invention, the bearing section means the part that satisfies any of the following conditions: The part in which the working coefficient of the wall thickness obtained from the following formula is 5% or less: the wall thickness working coefficient = (Gi - G2) / Gi x 100 (%) where the meanings of the individual symbols in the formula are as follows: Gi: the distance ( mm) between the plug and the roller in the start position on the corresponding part of the G2 plug: the stance (mm) between the plug and the roller in the thermal position on the corresponding part of the plug The part, in the vicinity of the inlet side, of the maximum diameter part of the plug The part in which the difference in front angle obtained from the formula the following is 2nd or less when the section corresponding to the bearing section has no curvature: Difference of frontal angle (°) = frontal angle of the related part of the plug - frontal angle of the roller outlet side: where, "the position start at the corresponding part of the plug "means, for example, the border position between the sections indicated by
De acordo com a presente invenção, as propriedades e as condições da superfície interna de um invólucro oco após a laminação-perfuração podem ser aprimoradas e os defeitos de vinco podem ser evitados em um tubo sem costura que é obtido mediante a realização de laminação de alongamento e engomagem após a laminação-perfuração.According to the present invention, the properties and conditions of the inner surface of a hollow casing after lamination-drilling can be improved and crease defects can be avoided in a seamless tube that is obtained by carrying out elongation lamination. and ironing after rolling-punching.
A figura 1 é uma vista esquemática que ilustra um exemplo de um laminador perfurador oblíquo que utiliza os roletes oblíquos em formato cônico; a figura 2 é uma vista esquemática que ilustra uma vista na direção de A-A na figura 1; a figura 3 é uma vista esquemática que ilustra o formato de um plugue; a figura 4 é uma vista esquemática que ilustra um exemplo de um processo de laminação-perfuração em uma seção transversal perpendicular a uma linha de passagem; a figura 5 é uma vista esquemática que ilustra os roletes principais e o plugue sob as condições de que o ângulo de alimentação b é zero; a figura 6 é um gráfico que mostra a relação entre A0 e Rn; e a figura 7 é um gráfico que mostra a relação entre D2/D1 e Rn. Descrição de Símbolos Rolete principal Rolete de disco Plugue Seção de laminação Seção de rolamento Seção de reforço Dispositivo de direcionamento Peça de trabalho B Tarugo redondo Melhor Maneira de Executar a Invenção Os laminadores perfuradores existentes podem ser empregados no método para produzir os tubos de aço sem costura de acordo com a presente invenção. Em outras palavras, um laminador perfurador pode ser utilizado no qual um plugue é disposto ao longo de uma linha de passagem entre um par de roletes oblíquos e também entre um par de dispositivos guia, os membros em cada um desses pares sendo dispostos voltados uns para os outros ao redor da linha de passagem e que tem os dispositivos guia comuns, tais como as sapatas guia, os roletes de disco ou os guias tipo cilindro. O formato do plugue também não é particularmente limitado. Por exemplo, pode ser utilizado um plugue que tem uma estrutura que consiste na seção de laminação 31, na seção de rolamento 32 e na seção de reforço 33 como mostrado na figura 3 e que tem um diâmetro máximo no contorno entre a seção de rolamento 32 e a seção de reforço 33.Figure 1 is a schematic view illustrating an example of an oblique perforator laminator using the conical shaped oblique rollers; figure 2 is a schematic view showing a view in the direction of A-A in figure 1; figure 3 is a schematic view showing the shape of a plug; figure 4 is a schematic view showing an example of a rolling-perforation process in a cross section perpendicular to a passage line; Figure 5 is a schematic view showing the main rollers and the plug under the conditions that the feed angle b is zero; figure 6 is a graph showing the relationship between A0 and Rn; and figure 7 is a graph showing the relationship between D2 / D1 and Rn. Symbol Description Main roller Disc roller Plug Rolling section Rolling section Reinforcement section Guiding device Workpiece B Round billet Best Way to Carry out the Invention Existing drill rollers can be employed in the method to produce seamless steel tubes according to the present invention. In other words, a perforating laminator can be used in which a plug is arranged along a passage line between a pair of oblique rollers and also between a pair of guide devices, the members in each of these pairs being arranged facing each other. the others around the passage line and which have common guide devices, such as guide shoes, disc rollers or cylinder guides. The shape of the plug is also not particularly limited. For example, a plug can be used that has a structure consisting of the rolling
Prefere-se utilizar os roletes de disco como o dispositivo guia, pois os roletes de disco podem aumentar a velocidade do material na direção axial. É preferível também utilizar os roletes em formato cônico como os roletes principais.It is preferred to use the disc rollers as the guide device, as the disc rollers can increase the speed of the material in the axial direction. It is also preferable to use the tapered rollers as the main rollers.
O tarugo redondo a ser sujeitado à laminação-perfuração é exigido ser aquecido a 1300°C ou menos. Quando a temperatura do tarugo redondo excede 1300°C, os defeitos de superfície interna ocorrem devido à fusão da superfície interna do tarugo redondo para degradar as propriedades e as condições da superfície interna do tubo. Por outro lado, a resistência quanto à deformação do tarugo redondo se torna maior com o aumento considerável da temperatura para tornar possível a realização de laminação-perfuração ou reduz de forma considerável a vida operacional do plugue e de outras instalações de produção. Portanto, prefere-se ajustar a temperatura do tarugo redondo a 1150°C ou mais alta.The round billet to be subjected to lamination-drilling is required to be heated to 1300 ° C or less. When the temperature of the round billet exceeds 1300 ° C, defects in the inner surface occur due to the melting of the inner surface of the round billet to degrade the properties and conditions of the inner surface of the tube. On the other hand, the resistance to deformation of the round billet becomes greater with the considerable increase in temperature to make it possible to perform lamination-drilling or considerably reduces the operational life of the plug and other production facilities. Therefore, it is preferred to adjust the temperature of the round billet to 1150 ° C or higher.
Aqui, Δθ definido pela fórmula (a) a seguir é exigido ser ajustado a - 1,0 ou mais: Δθ = θP - θr (a) em que os significados dos símbolos individuais na fórmula descrita acima são como segue: θr: o meio ângulo (°) entre a linha de passagem e a face do rolete principal com a condição do ângulo de alimentação dos roletes principais ser zero θP: o meio ângulo (°) entre a linha de passagem e a seção de rolamento do plugue Especificamente, a superfície interna do invólucro oco após a laminação-perfuração é regularizada mediante o aumento do número de vezes Rn do rolamento do plugue; entretanto, dependendo do valor do ângulo frontal do plugue 0P com relação àquele do ângulo frontal do lado de saída 0r dos roletes principais, alguns problemas podem ocorrer, incluindo a regularização insuficiente e as falhas, tais como a obstrução da terminação e a irregularidade da espessura de parede. Esta tendência é acentuada com a diminuição do Δθ descrito acima e quando Δθ é menor que -1,0, mesmo o aumento do número de vezes Rn do rolamento do plugue fracassa na regularização da superfície interna do invólucro oco após a laminação-perfuração. Portanto, Δθ é ajustado a -1,0 ou mais.Here, Δθ defined by formula (a) below is required to be adjusted to - 1.0 or more: Δθ = θP - θr (a) where the meanings of the individual symbols in the formula described above are as follows: θr: the medium angle (°) between the passing line and the face of the main roller with the condition that the feeding angle of the main rollers is zero θP: the half angle (°) between the passing line and the bearing section of the plug Specifically, the internal surface of the hollow shell after lamination-drilling is regulated by increasing the number of times Rn of the plug bearing; however, depending on the value of the front angle of the 0P plug in relation to that of the front angle of the 0r outlet side of the main rollers, some problems may occur, including insufficient smoothing and failures, such as termination obstruction and thickness irregularity of Wall. This tendency is accentuated with the decrease of Δθ described above and when Δθ is less than -1.0, even the increase in the number of times Rn of the plug bearing fails to smooth the internal surface of the hollow shell after lamination-drilling. Therefore, Δθ is adjusted to -1.0 or more.
Quando o número de vezes Rn do rolamento do plugue é muito pequeno, a aspereza de superfície da superfície interna do invólucro oco após a laminação-perfuração é alta; e quando o número de vezes Rn do rolamento do plugue é muito alto, o problema da obstrução da terminação tende a ocorrer. Entretanto, com o aumento de Δθ, todos esses problemas dificilmente ocorrem. Isto porque o aumento de Δθ aumenta a redução de laminação no lado de saída da fenda e assim, a pressão interfacial é aumentada para minimizar o problema quanto à perfuração. Em outras palavras, o processamento com a seção de rolamento pode ser concentrado na segunda metade da operação e assim, mesmo com o mesmo número de vezes do rolamento do plugue, um invólucro oco satisfatório quanto às propriedades e condições da superfície interna pode ser obtido. Consequentemente, o número de vezes Rn do rolamento do plugue é exigido para satisfazer a relação representada pela fórmula (b) a seguir em termos de Δθ. Mais preferível é o caso onde a fórmula (b1) a seguir é satisfeita: -0,37 x Δθ + 1,47 < Rn< 0,37 x Δθ + 2,67 (b) -0,24 x Δθ + 1,73 < Rn< 0,37 x Δθ + 2,67 (b1) O número de vezes Rn do rolamento do plugue de preferência ainda satisfaz a fórmula (c) a seguir. Mais preferível é o caso onde a fórmula (d) a seguir é satisfeita: -1,37 x D2/D1 + 2,74 < Rn (c) -1,25 x D2/D-I + 2,88 < Rn (d) em que os significados dos símbolos individuais nas fórmulas descritas acima são como segue: Di: o diâmetro do rolete (mm) na parte de fenda dos roletes principais D2: O diâmetro externo do rolete principal (mm) na posição da parte de diâmetro máximo do plugue A aspereza da superfície interna do invólucro oco após a laminação- perfuração tende a ser afetada pelo diâmetro do rolete na posição no lado de saída dos roletes principais. Quando o diâmetro externo do rolete principal D2 na posição do diâmetro máximo do plugue é estabelecido para ser maior que o diâmetro da parte da fenda Di dos rolos principais, o alongamento compressivo na direção circunferencial que atua sobre a superfície interna da peça de trabalho tende a ser relaxado e, consequentemente, a supressão dos vincos na superfície interna do tudo é facilitada. Como descrito acima, o valor pequeno de A0 torna difícil regularizar a superfície interna do tubo, entretanto, mediante o ajuste da relação entre D2/DI e Rn de modo a satisfazer as condições representadas pela fórmula (c) descrita acima, a aspereza de superfície da superfície interna do tubo pode ser aperfeiçoada. A aspereza de superfície da superfície interna do tubo é adicionalmente aperfeiçoada mediante o ajuste da relação entre D2/DI e Rn de modo a satisfazer a fórmula (c) descrita acima.When the number of times Rn of the plug bearing is very small, the surface roughness of the inner surface of the hollow shell after lamination-drilling is high; and when the number of times Rn of the plug bearing is too high, the problem of termination obstruction tends to occur. However, with the increase of Δθ, all these problems hardly occur. This is because the increase in Δθ increases the reduction of lamination on the exit side of the slot and thus, the interfacial pressure is increased to minimize the problem regarding perforation. In other words, processing with the bearing section can be concentrated in the second half of the operation and thus, even with the same number of times as the plug bearing, a satisfactory hollow housing as far as the properties and conditions of the inner surface can be obtained. Consequently, the number of times Rn of the plug bearing is required to satisfy the ratio represented by formula (b) below in terms of Δθ. More preferable is the case where the following formula (b1) is satisfied: -0.37 x Δθ + 1.47 <Rn <0.37 x Δθ + 2.67 (b) -0.24
O método para produzir um tubo sem costura de acordo com a presente invenção pode ser aplicada a quaisquer tubos, tais como tubos metálicos, tubos de aço comum, tubos de aço fracamente ligados e tubos de aço altamente ligados e é particularmente adequado para tubos de aço com superfícies regularizadas que são utilizadas para componentes automotivos.The method for producing a seamless tube according to the present invention can be applied to any tubes, such as metal tubes, common steel tubes, loosely bonded steel tubes and highly bonded steel tubes and is particularly suitable for steel tubes with regularized surfaces that are used for automotive components.
Uma placa produzida por fundição continua de um aço tendo a composição química mostrada na Tabela 1 foi submetida a laminação e acabada em tarugos redondos de 225 mm no diâmetro externo, e da porção central do lingote redondo, um lingote redondo de 70 mm no diâmetro externo foi maquinado para preparar um material de amostra. Como o dispositivo guia, os roletes de disco foram utilizados; o formato do rolete principal e o formato do plugue são variados e 5 assim, a laminação-perfuração foi realizada mediante a condições de produção mostradas na Tabela 2 ou 3; e a aspereza da superfície interna (a altura máxima Rz definida por JIS-0601) de cada um dos invólucros ocos obtidos foi medida. Tabela 1 Tabela 2 Tabela 3
A figura 6 mostra as propriedades e as condições da superfície interna do invólucro oco produzido mediante as condições mostradas na Tabela 2 com relação a Δθ e Rn e a figura 7 mostra as propriedades e as condições da superfície interna do invólucro oco produzido mediante as condições mostradas na 15 Tabela 3 com relação a D2/D1 e Rn.Figure 6 shows the properties and conditions of the inner surface of the hollow shell produced under the conditions shown in Table 2 with respect to Δθ and Rn and figure 7 shows the properties and conditions of the inner surface of the hollow shell produced under the conditions shown. Table 15 with respect to D2 / D1 and Rn.
Nas figuras 6 e 7, À, A e O significam que a aspereza da superfície interna do invólucro oco é tal que Rz >150 pm, 100 pm < Rz < 150 pm, e Rz < 100 pm, respectivamente. Na figura 6, x significa que ocorreram os problemas quanto à perfuração, tais como obstrução da terminação.In figures 6 and 7, À, A and O mean that the roughness of the inner surface of the hollow shell is such that Rz> 150 pm, 100 pm <Rz <150 pm, and Rz <100 pm, respectively. In figure 6, x means that problems with perforation have occurred, such as obstruction of the termination.
Como mostrado na Figura 6, na região onde AO foi menos que -1.0, a aspereza da superfície interna Rz do invólucro oco excedeu 150 pm ou ocorreu problema de penetração. Embora Δθ foi -1,0, na região onde Rn excedeu "0,37 x Δθ + 2,67", o problema quanto à perfuração ocorreu e na região onde Rn foi menos que "-0,37” x Δθ 1,47", a aspereza de superfície Rz aumentou. Quando as condições de produção foram reguladas de maneira que Rn ficaram na região igual a ou maior que "-0, 24 x Δθ + 1,73", a aspereza de superfície Rz foi capaz de ser diminuída.As shown in Figure 6, in the region where AO was less than -1.0, the roughness of the inner surface Rz of the hollow casing exceeded 150 pm or a penetration problem occurred. Although Δθ was -1.0, in the region where Rn exceeded "0.37 x Δθ + 2.67", the problem regarding perforation occurred and in the region where Rn was less than "-0.37" x Δθ 1.47 ", the surface roughness Rz has increased. When the production conditions were regulated so that Rn was in the region equal to or greater than "-0, 24 x Δθ + 1.73", the surface roughness Rz was able to be reduced.
Como mostrado na figura 7, na região onde Rn foi menos que "-1,37 x D2/D1 + 2,74", a aspereza de superfície aumentou e na região onde Rn foi igual a ou maior que "-1,37 x D2/DI + 2,74", a aspereza de superfície ficou dentro de uma faixa satisfatória. Na região onde Rn foi igual a ou maior que "-1,25 x D2/DI + 2,88", a aspereza de superfície foi capaz de ser ainda mais diminuída.As shown in figure 7, in the region where Rn was less than "-1.37 x D2 / D1 + 2.74", the surface roughness increased and in the region where Rn was equal to or greater than "-1.37 x D2 / DI + 2.74 ", the surface roughness was within a satisfactory range. In the region where Rn was equal to or greater than "-1.25 x D2 / DI + 2.88", the surface roughness was able to be further reduced.
Uma fundição continua de material tendo a composição química mostrada na Tabela 1 foi convertida em tarugos redondos de 191 mm no diâmetro externo por laminação, então cada um dos tarugos redondos que foram submetidos á perfuração por laminação sob as condições na Tabela 4 e a partir de cada um dos lingotes redondos, 100 tubos de aço sem costura de 73 mm no diâmetro externo e 5,51 mm na espessura de parede foram produzidos, e as propriedades e condições da superfície interna dos tubos de aço sem costura obtidos foram investigadas. Os resultados assim obtidos são mostrados na Tabela 5. Tabela 4 Tabela 5

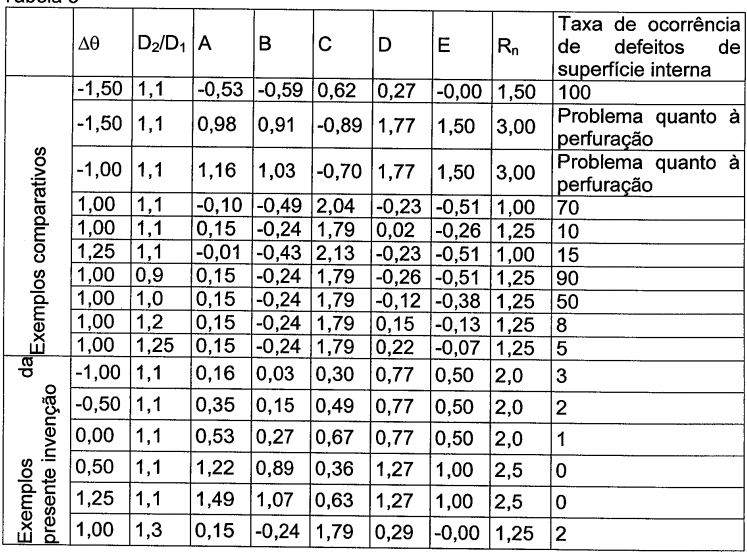
Nota-se que os significados de A a E na tabela descrita acima são como segue: valor calculado de "Rn - (-0,37 x Δθ + 1,47)" valor calculado de "Rn - (-0,24 x Δθ + 1,73)" valor calculado de "0,37 x Δθ + 2,67 - Rn" 5 D: valor calculado de "Rn - (-1,37 x D2/D-I + 2,74)" E: valor calculado de "Rn - (-1,25 x D2/D1 + 2,88)" Como mostrado na Tabela 5, as taxas de ocorrência dos defeitos de superfície interna foram capazes de serem reduzidas de maneira considerável nos exemplos da presente invenção comparadas àquelas nos Exemplos Comparativos.Note that the meanings from A to E in the table described above are as follows: calculated value of "Rn - (-0.37 x Δθ + 1.47)" calculated value of "Rn - (-0.24 x Δθ + 1.73) "calculated value of" 0.37 x Δθ + 2.67 - Rn "5 D: calculated value of" Rn - (-1.37 x D2 / DI + 2.74) "E: calculated value of "Rn - (-1.25 x D2 / D1 + 2.88)" As shown in Table 5, the occurrence rates of internal surface defects were able to be reduced considerably in the examples of the present invention compared to those in Comparative Examples.
Aplicabilidade Industrial De acordo com a presente invenção, as propriedades e as condições da superfície interna de um invólucro oco após a laminação-perfuração podem ser aperfeiçoadas e os defeitos de vinco em um tubo sem costura, que são obtidos mediante a realização de laminação de alongamento e engomagem após a laminação-perfuração, podem ser evitados.Industrial Applicability According to the present invention, the properties and conditions of the inner surface of a hollow casing after lamination-perforation can be improved and crease defects in a seamless tube, which are obtained by carrying out elongation lamination. and ironing after lamination-drilling can be avoided.
Claims (4)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-082734 | 2008-03-27 | ||
| JP2008082734 | 2008-03-27 | ||
| PCT/JP2009/053652 WO2009119245A1 (en) | 2008-03-27 | 2009-02-27 | Method for producing seamless pipe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BRPI0910031A2 BRPI0910031A2 (en) | 2018-09-11 |
| BRPI0910031B1 true BRPI0910031B1 (en) | 2020-07-14 |
Family
ID=41113451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BRPI0910031-8A BRPI0910031B1 (en) | 2008-03-27 | 2009-02-27 | METHOD OF PRODUCTION OF A SEAMLESS TUBE |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20110023569A1 (en) |
| EP (1) | EP2281641A4 (en) |
| JP (1) | JP4471134B2 (en) |
| CN (1) | CN101980802A (en) |
| BR (1) | BRPI0910031B1 (en) |
| MX (1) | MX2010010439A (en) |
| WO (1) | WO2009119245A1 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106238635B (en) * | 2015-06-10 | 2019-08-20 | 上海泛华紧固系统有限公司 | Pipe external screw thread rolling and processing method, module and equipment and pipe external screw thread production line |
| AU2017376521A1 (en) * | 2016-12-13 | 2019-07-18 | Shanghai Pan-China Fastening Systems Co., Ltd. | Rolled pipe thread processing method, rolling head, apparatus, module, production line, and product thereof |
| CN111589869B (en) * | 2020-01-09 | 2023-08-18 | 安徽汉正轴承科技有限公司 | High-strength and high-toughness two-roller oblique rolling perforation method for 2219 aluminum alloy pipe |
| JP7549212B2 (en) | 2020-04-07 | 2024-09-11 | 日本製鉄株式会社 | Manufacturing method of seamless metal pipe |
| CN115156307B (en) * | 2022-07-29 | 2024-06-25 | 无锡华贝钢管制造有限公司 | Data processing method and system suitable for seamless steel tube |
| CN116393515B (en) * | 2023-06-09 | 2023-08-04 | 太原理工大学 | Continuous rolling equipment and method for thermal controllable interface of seamless metal composite pipe |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3228169B2 (en) | 1997-03-07 | 2001-11-12 | 住友金属工業株式会社 | Plug for piercing and rolling of seamless metal pipe and method of manufacturing seamless metal pipe using this plug |
| JP3823762B2 (en) * | 2001-06-13 | 2006-09-20 | 住友金属工業株式会社 | Seamless metal pipe manufacturing method |
| DE60326086D1 (en) * | 2002-12-12 | 2009-03-19 | Sumitomo Metal Ind |
-
2009
- 2009-02-27 WO PCT/JP2009/053652 patent/WO2009119245A1/en active Application Filing
- 2009-02-27 EP EP09723678.0A patent/EP2281641A4/en not_active Withdrawn
- 2009-02-27 BR BRPI0910031-8A patent/BRPI0910031B1/en active IP Right Grant
- 2009-02-27 MX MX2010010439A patent/MX2010010439A/en not_active Application Discontinuation
- 2009-02-27 JP JP2009509805A patent/JP4471134B2/en active Active
- 2009-02-27 CN CN2009801107802A patent/CN101980802A/en active Pending
-
2010
- 2010-09-17 US US12/884,983 patent/US20110023569A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| US20110023569A1 (en) | 2011-02-03 |
| JPWO2009119245A1 (en) | 2011-07-21 |
| EP2281641A1 (en) | 2011-02-09 |
| MX2010010439A (en) | 2011-03-21 |
| WO2009119245A1 (en) | 2009-10-01 |
| BRPI0910031A2 (en) | 2018-09-11 |
| JP4471134B2 (en) | 2010-06-02 |
| EP2281641A4 (en) | 2013-10-02 |
| CN101980802A (en) | 2011-02-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BRPI0910031B1 (en) | METHOD OF PRODUCTION OF A SEAMLESS TUBE | |
| Romantsev et al. | Development of multipass skew rolling technology for stainless steel and alloy pipes’ production | |
| CA2953819A1 (en) | Flowforming corrosion resistant alloy tubes and tube manufactured thereby | |
| CN105252067B (en) | Overlength inner hole key slot groove broacher | |
| CN103921065A (en) | Manufacturing method of vehicle seamless steel tubes | |
| BR112016003146B1 (en) | METHOD FOR HOT FORGING HOLLOW BODIES WITHOUT SEAM | |
| BRPI0720912A2 (en) | METHOD FOR MANUFACTURING A SEWLESS STEEL PIPE FROM A ALLOY HIGH CR AND NI CONTENT JOB. | |
| BR112018015731B1 (en) | METHOD FOR PRODUCTION OF NICKEL-BASED ALLOY PIPES | |
| CN101403450A (en) | Method of manufacturing lined tubing | |
| CN101576197B (en) | Semicircular plate used for oil drilling platform leg and manufacture process thereof | |
| BRPI0718636A2 (en) | METHOD FOR MANUFACTURING TUBES WITHOUT SEWING. | |
| CN100408905C (en) | Manufacturing method of seamless steel pipe for pressure pipeline | |
| JP2007130669A (en) | Method of highly efficiently manufacturing seam welded tube having excellent weld zone characteristic | |
| JP2010234473A (en) | Method and apparatus for cutting steel product | |
| JP5334325B2 (en) | Deep hole forming apparatus and method for hollow parts | |
| BR112014020702B1 (en) | ROUND BILL FOR SEAMLESS METAL TUBE AND METHOD FOR PRODUCTION OF SEAMLESS METAL TUBE | |
| BRPI0822466B1 (en) | method for producing a seamless high-alloy steel pipe | |
| ITMI20091545A1 (en) | PLANT FOR TUBE ROLLING. | |
| BRPI0718208A2 (en) | LAMINATOR CHAIN AND PROCESS OF PRODUCTION OF A SEWING PIPE | |
| CN102699101A (en) | Manufacturing method for HA177-2 brass alloy tube | |
| US2264455A (en) | Method of producing a thick-walled seamless metallic tube | |
| JP6819782B2 (en) | Manufacturing method of seamless metal tube | |
| BR112018015734B1 (en) | MANUFACTURING METHOD OF STAINLESS STEEL PIPES | |
| CN106064183A (en) | A kind of slow cooling method containing Cr, Mo alloy large-size extruding heavy wall steps of manufacturing blanks | |
| JP2007000906A (en) | High dimensional precision pipe manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25A | Requested transfer of rights approved |
Owner name: NIPPON STEEL AND SUMITOMO METAL CORPORATION (JP) |
|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06T | Formal requirements before examination [chapter 6.20 patent gazette] | ||
| B25D | Requested change of name of applicant approved |
Owner name: NIPPON STEEL CORPORATION (JP) |
|
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 10 (DEZ) ANOS CONTADOS A PARTIR DE 14/07/2020, OBSERVADAS AS CONDICOES LEGAIS. |