BR112016010960B1 - Pneu autovedante para rodas de veículo, e, compósito de múltiplas camadas tipo tira - Google Patents
Pneu autovedante para rodas de veículo, e, compósito de múltiplas camadas tipo tira Download PDFInfo
- Publication number
- BR112016010960B1 BR112016010960B1 BR112016010960-0A BR112016010960A BR112016010960B1 BR 112016010960 B1 BR112016010960 B1 BR 112016010960B1 BR 112016010960 A BR112016010960 A BR 112016010960A BR 112016010960 B1 BR112016010960 B1 BR 112016010960B1
- Authority
- BR
- Brazil
- Prior art keywords
- tire
- self
- sealing
- film
- elastomeric
- Prior art date
Links
- 238000007789 sealing Methods 0.000 title claims abstract description 137
- 239000002131 composite material Substances 0.000 title claims abstract description 27
- 239000003566 sealing material Substances 0.000 claims abstract description 80
- 239000004814 polyurethane Substances 0.000 claims abstract description 38
- 229920002635 polyurethane Polymers 0.000 claims abstract description 38
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 26
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 25
- 230000001681 protective effect Effects 0.000 claims description 36
- 239000000203 mixture Substances 0.000 claims description 29
- 229920002647 polyamide Polymers 0.000 claims description 26
- 239000004952 Polyamide Substances 0.000 claims description 24
- 238000012360 testing method Methods 0.000 claims description 20
- 239000000463 material Substances 0.000 claims description 17
- 229920000728 polyester Polymers 0.000 claims description 15
- 239000013536 elastomeric material Substances 0.000 claims description 14
- 238000006116 polymerization reaction Methods 0.000 claims description 11
- 239000012948 isocyanate Substances 0.000 claims description 9
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 claims description 7
- 125000003118 aryl group Chemical group 0.000 claims description 3
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 3
- 229920000515 polycarbonate Polymers 0.000 claims description 2
- 239000004417 polycarbonate Substances 0.000 claims description 2
- ZVYYUKLUEISLHI-UHFFFAOYSA-N CC1=CC=CC=C1.CC1=CC=CC=C1.N=C=O Chemical compound CC1=CC=CC=C1.CC1=CC=CC=C1.N=C=O ZVYYUKLUEISLHI-UHFFFAOYSA-N 0.000 claims 2
- WWEXBGFSEVKZNE-UHFFFAOYSA-N N=C=O.N=C=O.C1=CC=CC2=CC=CC=C21 Chemical compound N=C=O.N=C=O.C1=CC=CC2=CC=CC=C21 WWEXBGFSEVKZNE-UHFFFAOYSA-N 0.000 claims 1
- 229920000098 polyolefin Polymers 0.000 claims 1
- 229920005989 resin Polymers 0.000 description 33
- 239000011347 resin Substances 0.000 description 33
- 239000011265 semifinished product Substances 0.000 description 29
- 150000001875 compounds Chemical class 0.000 description 25
- 238000004073 vulcanization Methods 0.000 description 23
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 19
- 229920000642 polymer Polymers 0.000 description 16
- 229920000570 polyether Polymers 0.000 description 13
- 238000010276 construction Methods 0.000 description 12
- 239000004721 Polyphenylene oxide Substances 0.000 description 11
- 229920001577 copolymer Polymers 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 9
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- 150000002978 peroxides Chemical class 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 238000007493 shaping process Methods 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 8
- 238000000926 separation method Methods 0.000 description 8
- 239000003431 cross linking reagent Substances 0.000 description 7
- 230000008569 process Effects 0.000 description 7
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 6
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 6
- 239000006229 carbon black Substances 0.000 description 6
- 229920002725 thermoplastic elastomer Polymers 0.000 description 6
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 5
- -1 aromatic isocyanates Chemical class 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 230000000052 comparative effect Effects 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229920003052 natural elastomer Polymers 0.000 description 5
- 229920001194 natural rubber Polymers 0.000 description 5
- 239000011593 sulfur Substances 0.000 description 5
- 229910052717 sulfur Inorganic materials 0.000 description 5
- 238000011282 treatment Methods 0.000 description 5
- 238000011179 visual inspection Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- 239000002174 Styrene-butadiene Substances 0.000 description 4
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 150000002513 isocyanates Chemical class 0.000 description 4
- 239000012528 membrane Substances 0.000 description 4
- 229920005862 polyol Polymers 0.000 description 4
- 150000003077 polyols Chemical class 0.000 description 4
- 239000002243 precursor Substances 0.000 description 4
- 238000004064 recycling Methods 0.000 description 4
- 239000012763 reinforcing filler Substances 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 229920003048 styrene butadiene rubber Polymers 0.000 description 4
- 150000003440 styrenes Chemical class 0.000 description 4
- 229920003051 synthetic elastomer Polymers 0.000 description 4
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 3
- 229920013645 Europrene Polymers 0.000 description 3
- 239000013032 Hydrocarbon resin Substances 0.000 description 3
- 239000004677 Nylon Substances 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 3
- 239000011324 bead Substances 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 229920001400 block copolymer Polymers 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 239000012634 fragment Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920006270 hydrocarbon resin Polymers 0.000 description 3
- 230000000670 limiting effect Effects 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 239000000377 silicon dioxide Substances 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 239000011115 styrene butadiene Substances 0.000 description 3
- 150000003505 terpenes Chemical class 0.000 description 3
- 235000007586 terpenes Nutrition 0.000 description 3
- 239000004753 textile Substances 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- ZXHZWRZAWJVPIC-UHFFFAOYSA-N 1,2-diisocyanatonaphthalene Chemical compound C1=CC=CC2=C(N=C=O)C(N=C=O)=CC=C21 ZXHZWRZAWJVPIC-UHFFFAOYSA-N 0.000 description 2
- KPAPHODVWOVUJL-UHFFFAOYSA-N 1-benzofuran;1h-indene Chemical compound C1=CC=C2CC=CC2=C1.C1=CC=C2OC=CC2=C1 KPAPHODVWOVUJL-UHFFFAOYSA-N 0.000 description 2
- SDJHPPZKZZWAKF-UHFFFAOYSA-N 2,3-dimethylbuta-1,3-diene Chemical compound CC(=C)C(C)=C SDJHPPZKZZWAKF-UHFFFAOYSA-N 0.000 description 2
- XMNIXWIUMCBBBL-UHFFFAOYSA-N 2-(2-phenylpropan-2-ylperoxy)propan-2-ylbenzene Chemical compound C=1C=CC=CC=1C(C)(C)OOC(C)(C)C1=CC=CC=C1 XMNIXWIUMCBBBL-UHFFFAOYSA-N 0.000 description 2
- ZZMVLMVFYMGSMY-UHFFFAOYSA-N 4-n-(4-methylpentan-2-yl)-1-n-phenylbenzene-1,4-diamine Chemical compound C1=CC(NC(C)CC(C)C)=CC=C1NC1=CC=CC=C1 ZZMVLMVFYMGSMY-UHFFFAOYSA-N 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004215 Carbon black (E152) Substances 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 2
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 2
- 229920002633 Kraton (polymer) Polymers 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 229920002614 Polyether block amide Polymers 0.000 description 2
- 229920002367 Polyisobutene Polymers 0.000 description 2
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 229920006272 aromatic hydrocarbon resin Polymers 0.000 description 2
- 239000002199 base oil Substances 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- CSNJTIWCTNEOSW-UHFFFAOYSA-N carbamothioylsulfanyl carbamodithioate Chemical compound NC(=S)SSC(N)=S CSNJTIWCTNEOSW-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229920003211 cis-1,4-polyisoprene Polymers 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- AFZSMODLJJCVPP-UHFFFAOYSA-N dibenzothiazol-2-yl disulfide Chemical compound C1=CC=C2SC(SSC=3SC4=CC=CC=C4N=3)=NC2=C1 AFZSMODLJJCVPP-UHFFFAOYSA-N 0.000 description 2
- 229920003244 diene elastomer Polymers 0.000 description 2
- 150000001993 dienes Chemical class 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 229920001198 elastomeric copolymer Polymers 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000010348 incorporation Methods 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000011707 mineral Substances 0.000 description 2
- IUJLOAKJZQBENM-UHFFFAOYSA-N n-(1,3-benzothiazol-2-ylsulfanyl)-2-methylpropan-2-amine Chemical compound C1=CC=C2SC(SNC(C)(C)C)=NC2=C1 IUJLOAKJZQBENM-UHFFFAOYSA-N 0.000 description 2
- 239000000025 natural resin Substances 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 2
- 239000010734 process oil Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 230000008439 repair process Effects 0.000 description 2
- 239000012453 solvate Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- 239000005061 synthetic rubber Substances 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- WRXCBRHBHGNNQA-UHFFFAOYSA-N (2,4-dichlorobenzoyl) 2,4-dichlorobenzenecarboperoxoate Chemical compound ClC1=CC(Cl)=CC=C1C(=O)OOC(=O)C1=CC=C(Cl)C=C1Cl WRXCBRHBHGNNQA-UHFFFAOYSA-N 0.000 description 1
- AHAREKHAZNPPMI-AATRIKPKSA-N (3e)-hexa-1,3-diene Chemical compound CC\C=C\C=C AHAREKHAZNPPMI-AATRIKPKSA-N 0.000 description 1
- PMJHHCWVYXUKFD-SNAWJCMRSA-N (E)-1,3-pentadiene Chemical compound C\C=C\C=C PMJHHCWVYXUKFD-SNAWJCMRSA-N 0.000 description 1
- UIFVCPMLQXKEEU-UHFFFAOYSA-N 2,3-dimethylbenzaldehyde Chemical compound CC1=CC=CC(C=O)=C1C UIFVCPMLQXKEEU-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- XUGNJOCQALIQFG-UHFFFAOYSA-N 2-ethenylquinoline Chemical compound C1=CC=CC2=NC(C=C)=CC=C21 XUGNJOCQALIQFG-UHFFFAOYSA-N 0.000 description 1
- KGIGUEBEKRSTEW-UHFFFAOYSA-N 2-vinylpyridine Chemical compound C=CC1=CC=CC=N1 KGIGUEBEKRSTEW-UHFFFAOYSA-N 0.000 description 1
- UGWOAPBVIGCNOV-UHFFFAOYSA-N 5-ethenyldec-5-ene Chemical compound CCCCC=C(C=C)CCCC UGWOAPBVIGCNOV-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- 241000842962 Apoda limacodes Species 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- 229920006347 Elastollan Polymers 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical class OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 1
- RYECOJGRJDOGPP-UHFFFAOYSA-N Ethylurea Chemical compound CCNC(N)=O RYECOJGRJDOGPP-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 239000004735 Petcoal® Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 229910000323 aluminium silicate Inorganic materials 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 230000000181 anti-adherent effect Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- IMJGQTCMUZMLRZ-UHFFFAOYSA-N buta-1,3-dien-2-ylbenzene Chemical compound C=CC(=C)C1=CC=CC=C1 IMJGQTCMUZMLRZ-UHFFFAOYSA-N 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 238000010382 chemical cross-linking Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000002361 compost Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 230000001143 conditioned effect Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- 150000002009 diols Chemical class 0.000 description 1
- 239000012990 dithiocarbamate Substances 0.000 description 1
- 150000004659 dithiocarbamates Chemical class 0.000 description 1
- 238000007720 emulsion polymerization reaction Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 1
- 238000012685 gas phase polymerization Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N iso-butene Natural products CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000010550 living polymerization reaction Methods 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002825 nitriles Chemical class 0.000 description 1
- 150000001451 organic peroxides Chemical class 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- PMJHHCWVYXUKFD-UHFFFAOYSA-N piperylene Natural products CC=CC=C PMJHHCWVYXUKFD-UHFFFAOYSA-N 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001228 polyisocyanate Polymers 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920006264 polyurethane film Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000002829 reductive effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000004826 seaming Methods 0.000 description 1
- 230000001932 seasonal effect Effects 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 150000003557 thiazoles Chemical class 0.000 description 1
- 238000012345 traction test Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- ZNCAMSISVWKWHL-UHFFFAOYSA-L zinc;butoxy-butylsulfanyl-oxido-sulfanylidene-$l^{5}-phosphane Chemical compound [Zn+2].CCCCOP([O-])(=S)SCCCC.CCCCOP([O-])(=S)SCCCC ZNCAMSISVWKWHL-UHFFFAOYSA-L 0.000 description 1
- DUBNHZYBDBBJHD-UHFFFAOYSA-L ziram Chemical compound [Zn+2].CN(C)C([S-])=S.CN(C)C([S-])=S DUBNHZYBDBBJHD-UHFFFAOYSA-L 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
- B29D30/0685—Incorporating auto-repairing or self-sealing arrangements or agents on or into tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C73/00—Repairing of articles made from plastics or substances in a plastic state, e.g. of articles shaped or produced by using techniques covered by this subclass or subclass B29D
- B29C73/16—Auto-repairing or self-sealing arrangements or agents
- B29C73/22—Auto-repairing or self-sealing arrangements or agents the article containing elements including a sealing composition, e.g. powder being liberated when the article is damaged
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C19/00—Tyre parts or constructions not otherwise provided for
- B60C19/12—Puncture preventing arrangements
- B60C19/122—Puncture preventing arrangements disposed inside of the inner liner
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/12—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim
- B60C5/14—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre
- B60C5/142—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre provided partially, i.e. not covering the whole inner wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
- B29D30/0685—Incorporating auto-repairing or self-sealing arrangements or agents on or into tyres
- B29D2030/0686—Incorporating sealants on or into tyres not otherwise provided for; auxiliary operations therefore, e.g. preparation of the tyre
- B29D2030/069—Incorporating sealants on or into tyres not otherwise provided for; auxiliary operations therefore, e.g. preparation of the tyre through the use of a cylindrical support, e.g. a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0681—Parts of pneumatic tyres; accessories, auxiliary operations
- B29D30/0685—Incorporating auto-repairing or self-sealing arrangements or agents on or into tyres
- B29D2030/0686—Incorporating sealants on or into tyres not otherwise provided for; auxiliary operations therefore, e.g. preparation of the tyre
- B29D2030/0695—Incorporating sealants on or into tyres not otherwise provided for; auxiliary operations therefore, e.g. preparation of the tyre the sealant being in the form of one wide strip, e.g. a patch
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C5/00—Inflatable pneumatic tyres or inner tubes
- B60C5/12—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim
- B60C5/14—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre
- B60C2005/145—Inflatable pneumatic tyres or inner tubes without separate inflatable inserts, e.g. tubeless tyres with transverse section open to the rim with impervious liner or coating on the inner wall of the tyre made of laminated layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C9/14—Carcasses built-up with sheets, webs, or films of homogeneous material, e.g. synthetics, sheet metal, rubber
- B60C2009/145—Carcasses built-up with sheets, webs, or films of homogeneous material, e.g. synthetics, sheet metal, rubber at the inner side of the carcass structure
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tires In General (AREA)
Abstract
pneu autovedante para rodas de veículo, e, compósito de múltiplas camadas tipo tira a presente invenção refere-se a um pneu autovedante para rodas de veículos compreendendo pelo menos uma lona de carcaça (3), uma banda de rodagem (7) em uma zona da coroa do pneu, pelo menos um revestimento interno (9) aplicado em posição radialmente interna com relação à referida lona da carcaça, um conjunto de vedação (12) aplicado em posição radialmente interna em relação ao revestimento interno e axialmente estendido pelo menos em uma parte da porção de coroa; em que a referida conjunto de vedação (12) compreende uma filme elastomérico autossustentável (11) compreendendo pelo menos 50% em peso em relação ao peso do filme de um poliuretano elastomérico termoplástico (tpu), e uma camada de material de vedação (10) associada com e suportada pelo referido filme elastomérico autossustentável (11); em que o filme elastomérico autossustentável (11) é radialmente interno com relação à camada de material de vedação (10) e a referida camada de material de vedação está em contato com o revestimento interno (9).
Description
[001] A presente invenção é relativa a um pneu autovedante para rodas de veículo.
[002] Os pneus autovedantes para rodas de veículos são capazes de retardar ou impedir a perda de ar e o consequente esvaziamento devido a uma perfuração provocada por um objeto pontudo afiado, tal como um prego.
[003] Um pneu autovedante compreende pelo menos uma camada de material de vedação polímero que pode aderir ao objeto pontudo afiado que perfura o pneu. O material polímero de vedação é obtido em uma maneira de modo a ser movido dentro do furo quando o objeto pontudo afiado é expelido ou removido, em uma maneira que veda o próprio furo e impede o de ar escoamento para fora a partir do pneu. O material de vedação dentro do pneu acabado (moldado e vulcanizado) enquanto tendo uma certa elasticidade, é deformável e pegajoso.
[004] No processo de fabricar um pneu autovedante o material de vedação pode ser depositado sobre a parede radialmente mais interna do pneu já vulcanizado como descrito, por exemplo, na US 4.418.093, ou pode ser aplicado durante a montagem do pneu verde e vulcanizado junto com os outros componentes tal como, por exemplo, na WO2011064698 em nome do Requerente.
[005] No último caso, contudo, devido à natureza pegajosa e pouca rigidez do material de vedação, existem dificuldades de manipulação e transporte.
[006] Para superar estas desvantagens, filmes de proteção e suporte foram introduzidos, sobre os quais o material de vedação é depositado em uma camada uniforme. Tais filmes, quando são dispostos como uma camada radialmente mais interna no pneu verde, facilitam a fabricação do pneu, impedindo qualquer contato indesejado do material com si mesmo, com o operador, com os aparelhos de transporte e montagem, e com os outros componentes do pneu. Em adição, os filmes também realizam uma função importante de suporte para o material de vedação que, por sua natureza não é muito rígido, permitindo seu transporte e manipulação nas plantas. Portanto, ditos filmes são também definidos como filmes autossuportantes.
[007] O filme protetor autossuportante pode ser temporário e ser removido depois de vulcanização como descrito, por exemplo, na U2009/0084482, ou permanente, uma vez que ele pode permanecer na estrutura final do pneu contribuindo até certa medida para a vedação dos furos como ocorre, por exemplo, na WO 2011064698, em nome do Requerente.
[008] Os filmes protetores usados no campo para tal finalidade têm natureza e espessura variadas.
[009] A US2009/0084482 descreve um filme protetor removível feito de náilon ou misturas de náilon e borracha. O filme é geralmente removido depois de vulcanização e com isto não está mais presente no pneu acabado.
[0010] O documento EP1435301 descreve um pneu autovedante obtido dispondo uma composição elastomérica que compreende poli- isobutileno e peróxidos em uma superfície interna de um pneu não vulcanizado. Em uma modalidade, um filme protetor feito de resina termoplástica, composto principalmente de náilon 11, é disposto sobre um lado radialmente interno da camada de vedação. A espessura do filme é 0,1 mm. A composição elastomérica é aquecida durante a vulcanização do pneu, determinando uma reação de decomposição do poliisobutileno e a obtenção de uma camada elastomérica de vedação.
[0011] O documento US2012/0180923 é relativo a pneus autovedantes nos quais a camada de material de vedação é protegida por um filme termoplástico removível constituído por um bloco polímero compreendendo blocos rígidos de poliamidas e blocos macios de poliéteres ou copolímeros de poliéteres/poliésteres (Pebax®). O filme protetor impede a camada de vedação colar ao tambor durante montagem e em seguida à membrana de vocalização.
[0012] O documento US2012/234449 descreve um pneu autovedante no qual o filme protetor permanente tem uma base de polímero termoplástico clorado (PVC, PVDC) e agentes de plastificação com alto peso molecular.
[0013] O documento WO2011064698 descreve pneus autovedantes que permitem uma vedação seletiva dos furos com diâmetro inferior aum valor predeterminado obtida devido a um conjunto de vedação particular. Dito conjunto compreende um filme e protetor permanente feito de poliamida ou poliéster disposto pelo menos na sua zona de coroa em uma maneira de modo a ser radialmente mais interno no pneu - e uma camada de material de vedação disposta diretamente sobre o filme protetor em uma maneira de modo a estar em uma posição radialmente mais externa do pneu em relação ao filme protetor.
[0014] Este conjunto de vedação tem desempenhos otimizados ao mesmo tempo na fase de vedação inicial no momento da perfuração, e quando o objeto pontudo afiado é expelido, devido à cooperação entre o filme protetor fino e o material de vedação. O conjunto de vedação particular permite a vedação das perfurações em condições de segurança máxima, isto é, a vedação seletiva apenas dos furos que sendo menores do que um tamanho predeterminado, impede danificar a estrutura do pneu.
[0015] Os pneus autovedantes dotados de conjunto de vedação compreendendo um filme protetor feito de poliamidas ou poliéster, de acordo com a WO2011064698 estão obtendo considerável sucesso comercial, uma vez que eles desempenham de maneira otimizada a função de vedação seletiva, assegurando condução segura para o usuário.
[0016] Durante produção, o Requerente observou, contudo, diversos aspectos críticos devido à própria natureza do filme protetor.
[0017] Em alguns casos, uma instabilidade do pneu verde foi observada devido à tendência do filme protetor esticado retornar para o tamanho original com separação parcial do material de vedação e/ou possível abertura da junta do produto semiacabado, em particular, quando o pneu não é vulcanizado rapidamente depois de sua montagem. Tal situação envolve um aumento indesejado do refugo de produção e requer dispositivo dispor a vulcanização logo depois da conformação do pneu verde. Para impedir a abertura da junta do produto semiacabado foi julgado necessário reforçá-lo com a fixação de mais do que um sistema de fixação com a complicação, retardo e aumento de custos do processo uma vez que a vulcanização deve ainda ter lugar sem retardo. O Requerente também observou que os filmes protetores com base de poliamida ou poliéster tornam mais difícil reciclar o produto semiacabado compreendendo o composto de vedação, uma vez que no processo de composição do mesmo tais filmes que não são previamente e removíveis do próprio produto semiacabado formam fragmentos macroscópicos que poluem o composto e são difíceis de remover; por exemplo, eles obstruem rapidamente possíveis filtros.
[0018] O Requerente, portanto, realizou outros estudos visados não somente para superar as desvantagens de produção acima mencionadas destes pneus autovedantes, mas também para melhorar a segurança de seu uso até uma medida bem maior.
[0019] Com base nos testes conduzidos, o Requerente de fato observou que o reparo das perfurações dos pneus autovedantes atuais em geral, e o conjunto de vedação descrito na WO2011064698 em particular, é muito efetivo, tal que é muito difícil perceber uma perfuração.
[0020] O requerente, à luz da atenção aumentada para o tema de segurança, admitiu que seria vantajoso ser capaz de estabelecer rapidamente por meio de inspeção visual do pneu autovedante uma vez desmontado do aro, se perfurações vedadas estão presentes e decidir com base no número, diâmetro e posição dos furos autovedados presentes, se é recomendável prosseguir com um reparo ao final ou, no caso de dano substancial da estrutura, com a substituição do pneu.
[0021] Por exemplo, a integridade dos pneus autovedantes de carros poderia ser verificada em cada mudança sazonal de pneu.
[0022] O Requerente, contudo, observou que os pneus autovedantes compreendendo um filme protetor permanente com base de poliamida, poliéster, PEBAX® ou polímeros colorados descritos nos documentos acima mencionados, não permite verificar fácilmente devido a inspeção visual simples das superfícies do pneu, se e como diversas perfurações autorreparadas estão realmente presentes na estrutura. Aliás, as perfurações vedadas são geralmente quase invisíveis a olho nu quando inspecionando ambas, a superfície externa onde o desenho da banda de rodagem mascara os furos, e a superfície interna onde o filme protetor em uso, e especialmente com base poliamida escondem os furos da vista.
[0023] O Requerente descreveu o problema de permitir a detecção das perfurações em pneus autovedantes ao mesmo tempo mantendo ou, melhor ainda, aumentando os desempenhos do conjunto de vedação.
[0024] O pneu autovedante que se deseja obter, em adição a destacar a presença de possíveis perfurações reparadas, deve oferecer uma capacidade de vedação que seja pelo menos comparável, se não melhorada, em relação aos sistemas existentes. Em adição, na fabricação do pneu verde o conjunto de vedação deve ser suficientemente autossuportante para permitir um desenrolamento facilitado do carretel e um transporte fácil da tira, ele deve poder ser unido em uma maneira simples e estável. Ele deve ser suficientemente deformável de modo a não rasgar durante a etapa de expansão no tambor e, para tal finalidade, ele deve não retornar de maneira elástica com uma força tal a provocar instabilidade do pneu verde com separação do material de vedação do filme protetor ou do revestimento e, finalmente, ele deve também ter uma resistência térmica tal a não ser danificado durante vulcanização e moldagem.
[0025] É desejável que tal pneu autovedante deva também permitir uma reciclagem facilitada dos produtos semiacabados.
[0026] Não obstante as inumeráveis restrições estabelecidas pelos problemas encontrados e a ausência de ensinamento no estado da arte, o Requerente verificou que é possível obter pneus autovedantes com conjuntos de vedação compreendendo filmes autossuportantes permanentes que permitem identificar facilmente as perfurações possíveis autorreparadas provocadas pela perfuração por objetos pontudos afiados. Estes conjuntos mostram de maneira inesperada uma capacidade de vedação melhorada que se traduz na possibilidade de limitar as quantidades e espessuras de materiais de vedação usados no pneu, dados os mesmos desempenhos de vedação, com economias consideráveis.
[0027] Em adição, os novos pneus autovedantes permitem superar os problemas de produção apresentados pelos sistemas precedentes compreendendo filmes autossuportantes, em particular com base de poliamida, tais como a instabilidade do produto verde semiacabado, a fraqueza da junta, a separação de material de vedação, a reciclagem difícil do produto semiacabado, com melhoramentos consideráveis no nível de processo. ]
[0028] O presente pneu autovedante compreende um conjunto de vedação que compreende uma camada de material de vedação em associação com um filme elastomérico autossuportante.
[0029] O filme elastomérico apresenta boas características estruturais de suporte para o material de vedação com resistência surpreendente para as temperaturas típicas de vulcanização, e de viscoelasticidade que permitem ao conjunto ser adequadamente deformado durante conformação sem retorno elasticamente posterior com uma força tal a provocar a separação da junta do produto semiacabado e/ou do material de vedação associado (desmontagem do pneu verde).
[0030] Mais especificamente, de acordo com um primeiro aspecto, a presente invenção é relativa a um pneu autovedante para rodas de veículo, que compreende: pelo menos uma lona de carcaça, uma banda de rodagem aplicada em posição radialmente externa em relação à dita lona de carcaça em uma região de coroa, pelo menos um revestimento aplicado em posição radialmente interna em relação à dita lona de carcaça, um conjunto de vedação aplicado em posição radialmente interna em relação ao revestimento e estendida axialmente pelo menos em uma parte da porção da coroa; no qual dito conjunto de vedação compreende um filme elastomérico autossuportante que compreende pelo menos 50% em peso com relação ao peso do próprio filme de um poliuretano elastomérico termoplástico (TPU) e uma camada de material de vedação associada com e suportada por dito filme elastomérico autossuportante; no qual o filme elastomérico autossuportante é radialmente interno em relação à camada de material de vedação e dita camada de material de vedação é disposta substancialmente em contato com o revestimento.
[0031] Dito conjunto é disposto em posição radialmente mais interna do pneu para cobrir toda sua extensão circunferencial, por uma extensão axial (ou transversal) de pelo menos 60% da porção da coroa do pneu.
[0032] Preferivelmente o conjunto de vedação é estendido de maneira simétrica a de ambos os lados do plano equatorial do pneu.
[0033] Preferivelmente tal conjunto é axialmente estendido pelo menos para toda a porção da coroa do pneu.
[0034] Alternativamente, o conjunto de vedação é estendido além da porção da coroa, preferivelmente para o interior da borda e zona de parede lateral, até que as estruturas de talão sejam alcançadas. Por porção de coroa de um pneu é projetada a porção da estrutura do pneu correspondente à região onde a banda de rodagem está presente. À guisa de exemplo, a extensão do comprimento axial da porção da coroa pode ser identificada pela distância que se situa entre os dois segmentos perpendicular à banda de rodagem começando das arestas da própria banda de rodagem.
[0035] As características de tensão e espessura do filme elastomérico autossuportante juntamente com as características viscoelásticas e de pegajosidade do material de vedação e sua espessura, são dispostas em uma maneira tal que o conjunto reage ao escoamento para fora do elemento perfurante com uma ação de vedação efetiva em relação ao tamanho do pneu e sua destinação de uso
[0036] Em adição, o filme elastomérico autossuportante permite depois de vulcanização a detecção visual fácil de possíveis perfurações, mesmo a olho nu.
[0037] De acordo com um segundo aspecto, a presente invenção é relativa a um compósito multicamada como tira, que compreende um conjunto de vedação e um filme protetor removível, no qual dito conjunto de vedação compreende um filme elastomérico autossuportante que compreendendo pelo menos 50% em peso com relação ao peso do próprio filme de um poliuretano elastomérico termoplástico e uma camada de material vedando tendo uma primeira e uma segunda superfícies principais opostas uma à outra, dita camada de material de vedação associada com e suportada por dito filme elastomérico autossuportante no nível da primeira superfície, e no qual dito filme protetor removível é disposto em contato com a segunda superfície de dito material de vedação.
[0038] A presente invenção, em pelo menos um dos aspectos anteriormente mencionados, pode ter uma ou mais das características preferidas que são descritas aqui abaixo.
[0039] O filme elastomérico autossuportante do conjunto de vedação de acordo com a invenção compreende, pelo menos 50% em peso de pelo menos um poliuretano elastomérico termoplástico, preferivelmente pelo menos 70%, 80%, 90%, 95% em peso, mais preferivelmente ele consiste essencialmente de pelo menos um poliuretano elastomérico termoplástico ou de misturas de dois ou mais poliuretanos elastoméricos termoplásticos.
[0040] Com o termo poliuretano elastomérico termoplástico é projetado ao mesmo tempo os poliuretanos elastoméricos poliéter e os poliuretanos elastoméricos poliéster. Geralmente, por poliuretanos são projetados os produtos de polimerização de pelo menos um poliálcool (poliol) tendo dois ou mais grupos hidroxílicos por molécula com pelo menos um isocianato tendo dois ou mais grupos isocianatos por molécula (poliisocianato). Dependendo da natureza do poliol, os poliuretanos são ainda divididos em dois grupos principais poliéteres e poliésteres.
[0041] Os isocianatos usados na preparação da um dos presentes poliuretanos elastoméricos podem ter natureza alifática preferivelmente selecionados dentre de diisocianatos tais como hexametileno diisocianato, isoforona diisocianato, ou diciclohexil-4,4'diisocianato ou natureza aromática preferivelmente selecionados dentre diisocianatos tais como naftaleno diisocianato, parafenildiisocianato, tolueno diisocianato (TDI) ou metileno difenil diisocianato (MDI), mais preferivelmente metileno difenil diisocianato.
[0042] Poliuretanos elastoméricos termoplásticos preferidos são aqueles obtidos através da polimerização de isocianatos aromáticos mais preferivelmente através da polímerização de diisocianatos aromáticos selecionados dentre naftaleno diisocianato, parafenildiisocianato, toluenodiisocianato (TDI) e metileno difenildiisocianato (MDI).
[0043] Diois de cadeia curta, tal como 1,4-butanodiol, podem ser usados como “prolongadores de cadeia” da fase rígida.
[0044] Poliuretanos poliéter preferidos são aqueles obtidos através da polimerização de isocianatos, os preferivelmente isocianatos aromáticos com polióis principalmente derivados da polimerização do tetrahidrofuran (poli- THF) a partir da polimerização de óxido de propileno ou a partir da polimerização de óxido de etileno ou a partir de misturas de óxido de propileno e óxido de etileno.
[0045] Poliuretanos poliéster preferidos são aqueles obtidos através da polimerização de isocianatos, preferivelmente de isocianatos aromáticos com poliois preferivelmente derivados da polímerização de ácidos dicarboxílicos alifáticos tal como ácido adípico com glicóis, preferívelmente etileno glicóis ou a partir da polímerização de caprolactona.
[0046] Poliuretanos elastoméricos adequados como principais, preferivelmente isolados, componentes do filme elastomérico de acordo com a presente invenção, são comumente vendidos com o nome de Argotec, Epurex(Serie Bayer Platulon®U), Desmopan, Texin, Pearlthane, Estane, Pellethane, Elastollan, Adilithe ou Eladur.
[0047] São particularmente preferidos os poliuretanos elastoméricos termoplásticos vendidos com o nome de Argotec 19205 (poliéter), Argotec 19103(poliéter)Epurex U073 (poliéter) Epurex 4201AU (poliéter) e Epurex 4100D (poliéster).
[0048] O Requerente de forma surpreendente verificou que os poliuretanos elastoméricos que compõem o presente filme elastomérico não são afetados de maneira negativa pelas condições de vulcanização, não comprometem os desempenhos de vedação nem destroem a membrana de vulcanização mesmo se eles têm uma temperatura de amolecimento que, por exemplo, para os filmes Epurex (Platilon®U) varia desde 145 até 175°C (método Koefler de faca de bancada), isto é, temperaturas geralmente bem abaixo daquelas previstas no estado da arte.
[0049] Para tal finalidade no pedido de patente U2012/0180923 no parágrafo 0042 está indicado que os materiais adequados como componentes dos filmes devem ter uma temperatura de operação superior a170° C, preferivelmente entre 180°C e 260°C.
[0050] Aliás, eles devem ter temperaturas de amolecimento suficientemente elevadas para resistir às condições de aquecimento empregadas na etapa de vulcanização e moldagem, condições que geralmente proporcionam temperaturas até a 200°C, preferivelmente entre 165 e 180° C.
[0051] Temperaturas de amolecimento do material filme correspondentes a, ou mais baixas do que as temperaturas acima, poderiam conduzir ao derretimento parcial de tal material com alterações conseqüentes do conjunto de vedação e de sua funcionalidade, e à contaminação e dano da membrana de vulcanização.
[0052] A partir do destas suposições a pessoa versada na arte poderia ser conduzida a não usar um os presentes poliuretanos elastoméricos termoplásticos uma vez que eles são geralmente caracterizados por temperaturas de amolecimento decididamente baixas, aparentemente pouco compatíveis com as condições normais de vulcanização e moldagem.
[0053] Surpreendentemente os presentes filmes elastoméricos autossuportantes com base de poliuretano elastomérico termoplástico como previamente definido não são afetados negativamente pelas condições de aquecimento bastante fortes aplicadas no processo de produção.
[0054] Preferivelmente, os poliuretanos elastoméricos que constituem o filme elastomérico autossuportante do presente conjunto de vedação são ainda caracterizados por uma dureza (Shore A de acordo com o padrão ASTM D2240 a 23°C) superior a 70, preferivelmente superior a 80, mais preferivelmente superior s 85.
[0055] Preferivelmente, os poliuretanos elastoméricos que constituem o filme elastomérico autossuportante do presente conjunto de vedação são ainda caracterizados por uma carga para um alongamento de 100% (Ca1) inferior a 15 MPa, preferivelmente entre 4 e 10 MPa.
[0056] O filme elastomérico autossuportante do presente conjunto de vedação é ainda caracterizado por um ou mais dos seguintes parâmetros: 1) Alongamento na ruptura superior a 150%, mais preferivelmente superior a 200%, ainda mais preferivelmente igual ou superior a 250%, avaliado de acordo com o padrão ASTM D882 em teste de 12,57 mm de largura deformado na velocidade de 500 mm/min a 23°C. 2) Teste mecânico obtido em um espécime recortado com 20 mm de largura e 200 mm de comprimento, com a espessura nominal compreendida entre 10 e 100μm, precarregado até 0,4 N e tracionado a 500 mm/min até 35% de deformação, e então mantido no estado deformado por 5 minutos. i) Força para um alongamento de 10% por centímetro linear de largura preferivelmente superior a 0,4 N/cm, mais preferivelmente superior a 0,6 N/cm, ainda mais preferivelmente compreendida entre 1 e 4 N/cm. ii) Força residual por centímetro linear de largura do filme depois de aproximadamente 5 minutos do atingimento da deformação de 35%, preferívelmente inferior a 3,0 N/cm, mais preferivelmente inferior a 2,0 N/cm.
[0057] De acordo com as experiências do Requerente, depois da conformação o filme termoplástico permanece em um estado deformado estabelecido pela nova geometria. A reação do filme para esta deformação estabelecida é do tipo viscoelástica, isto é, uma força é produzida a qual é oposta à deformação, e a qual depois de uma diminuição inicial permanece substancialmente constante com o tempo.
[0058] O Requerente verificou que para o filme de poliuretano elastomérico existe um valor limiar abaixo do qual a tensão elástica residual não opera mais no sentido de deformar o pneu verde ou provocar a separação das camadas radialmente internas. É surpreendente e inesperado que, com uma diminuição limitada da força residual do filme que é verificada quando passando do náilon 6 da técnica precedente, caracterizada por uma força residual de aproximadamente 4,0 N/cm (por centímetro de largura da amostra) depois de aproximadamente 5 minutos da deformação de 35%, para o TPU de acordo com a invenção, tendo no mesmo teste uma força residual por exemplo até 3,0 N/cm, existe um aumento considerável correspondente da estabilidade do pneu verde.
[0059] O Requerente de fato verificou que com o filme elastomérico com base em TPU da presente invenção, uma estabilidade do pneu verde foi alcançada a qual é mais prolongada com o tempo com relação a estabilidade do filme baseado em poliamida.
[0060] De maneira vantajosa, isto permite maior flexibilidade nos tempos de gerenciamento do pneu verde entre a conformação e a vulcanização e/ou uma necessidade reduzida por fixação difícil e complexa da junta do filme.
[0061] Preferivelmente, o filme elastomérico autossuportante tem uma tensão elástica residual por centímetro de largura inferior a 3,0 N/cm, preferivelmente inferior a 2,5 N/cm, mais preferivelmente inferior a 2,0 N/cm, medida tracionando um espécime cortado longitudinalmente do próprio filme com 20 mm de largura e 200 mm de comprimento a 23° C depois de ter sido pré-carregado até 0,4 N na velocidade de 500 mm/min até um alongamento estabelecido predeterminado da ordem de 20% a 50%, e então mantendo o estado deformado por 5 minutos.
[0062] Preferivelmente dito filme elastomérico autossuportante antes da conformação tem uma espessura compreendida entre aproximadamente 10 μm e aproximadamente 100 μm, preferivelmente entre 20 e 80 μm, mais preferivelmente entre 25 e 70 μm, ainda mais preferivelmente entre 25 e 50 μm.
[0063] Os filmes autossuportantes feitos de poliuretano elastomérico termoplástico de acordo com a presente invenção geralmente têm espessura superior àquelas de poliamida da técnica precedente. Mesmo embora fosse originalmente imaginado que esta espessura maior poderia ter impedido a cooperação do filme na ação de vedação foi, ao invés disto, verificado que ela dá origem a desempenhos de vedação surpreendentemente melhorados.
[0064] Durante a construção da carcaça do pneu, o conjunto de vedação é primeiro aplicado sobre o tambor de construção de acordo com uma forma anular obtida por meio de uma junção obtida nas extremidades do conjunto de vedação. A conformação toroidal subsequente da estrutura de carcaça e do conjunto de vedação situado radialmente interno com relação a ela, envolve uma dilatação radial ao mesmo tempo da camada de material de vedação e do filme elastomérico autossuportante. O tamanho acima mencionado e características de material relativas ao filme elastomérico autossuportante são tais a permitir a deformação elástica ou plástica sem quebra do filme ou junção durante a conformação do pneu. O conjunto de vedação deve, portanto, ser capaz de acompanhar tal conformação em extensão e forma.
[0065] As características acima mencionadas do filme são tais a manter a integridade dele não somente com relação à expansão (conformação) do pneu, mas também durante o aquecimento, vulcanização e moldagem: o presente filme é autossuportante mesmo se as temperaturas de amolecimento dos poliuretanos são mais baixas do que aquelas dos outros materiais empregados na técnica precedente para filmes análogos, surpreendentemente não é danificada e não contamina a câmara de vulcanização (bexiga).
[0066] As características acima mencionadas do filme são tais a permitir a ele suportar seu próprio peso e aquele da camada de vedação arranjada sobre ele, sem ser deformado de maneira excessiva ao mesmo tempo, durante o transporte e manipulação do conjunto de vedação, por exemplo, na direção do tambor de construção sobre o qual ele deve ser aplicado.
[0067] A camada de material de vedação de fato tende a ser deformada sob seu peso se ela não for suportada por algum suporte.
[0068] Para tal finalidade o Requerente observou que em alguns tipos de planta compreendendo máquinas operando em diferentes velocidades, em particular compreendendo aparelhos de desenrolamento - que desenrolam o carretel de compósito e movem e reenrolam o filme protetor - e os dispositivos de corte, onde o conjunto de vedação é cortado para a dimensão, é vantajoso no desenrolamento do compósito como tira, criar um festão (acumulador) para amortecer as variações de velocidade de movimento do conjunto de vedação.
[0069] Neste caso é particularmente importante que o filme elastomérico autossuportante tenha um módulo suficientemente elevado de modo a evitar deformações subsequentes e esticamento superior a 1% o que poderia alterar de forma excessiva o tamanho realmente produzindo um produtos semiacabado que não é mais adequado para aplicação sobre o tambor e sobre a junta. Com relação à produção, tolerâncias de comprimento dos produtos semiacabados são aceitáveis, as quais são geralmente da ordem de aproximadamente ±2,5 mm, igual a aproximadamente ±0,15%.
[0070] Em adição, se o filme não estava adequadamente estável com relação a tamanho depois de ter sido significativamente esticado e cortado, ele deveria contrair trazendo o material de vedação em contato com os dispositivos transportadores do conjunto de vedação, sujando-os e danificando o próprio material.
[0071] Preferivelmente, dita camada de material de vedação do conjunto de vedação antes da conformação, tem uma espessura inferior a aproximadamente 7 mm, preferivelmente inferior a 6 mm, mais preferivelmente inferior a 5 mm.
[0072] Preferivelmente, dita camada de material de vedação antes da conformação tem uma espessura superior a aproximadamente 2 mm, preferivelmente superior a 2,5 mm, mais preferivelmente entre 3 e 4,5 mm.
[0073] Devido à maior eficiência em vedação com relação ao conjunto de vedação com filmes de poliamida descritos na WO2011064698, no presente conjunto de vedação é possível reduzir de maneira vantajosa a espessura de material de vedação enquanto mantendo a mesma eficiência de vedação.
[0074] Para a finalidade da presente invenção a composição do material de vedação não é particularmente limitante: as composições descritas no documento WO2009143895 ou no documento WO2013093608 em nome do Requerente podem ser usadas.
[0075] À guisa de exemplo, o material de vedação pode compreender: a) pelo menos um elastômero termoplástico estireno não saturado; b) possivelmente pelo menos um elastômero dieno; c) pelo menos um agente de reticulação; d) pelo menos uma resina de ligação.
[0076] A composição e espessura da camada de material de vedação são selecionadas preferivelmente no escopo das características acima mencionadas em relação ao tipo de pneu a ser produzido, em uma maneira de modo a fornecer viscoelasticidade otimizada e características de pegajosidade para cada condição de uso do próprio pneu. O Requerente de fato cuidou de aplicar a invenção a pneus para veículos de quatro rodas, para uso em estrada, tais pneus adequados para equipar o carro de energização média e alta para transportar pessoas (medições de corda se situando desde 195 mm até 245 mm) porém sem qualquer prejuízo, a invenção é também adaptada para pneus para veículos utilitários pequenos ou pneus de alto desempenho (desempenhos de HP elevado - desempenhos de UHP ultra elevados) com medições de corda se situando, por exemplo, desde 145 mm até 355 mm. Com devidas adaptações, a presente invenção pode ser aplicada a pneus para diferentes veículos, tal como motocicletas ou veículos de carga pesados para transportar pessoas ou coisas.
[0077] Preferivelmente, no pneu acabado dito filme elastomérico autossuportande tem uma espessura inferior a aproximadamente 50 μm.
[0078] Preferivelmente, no pneu acabado dito filme elastomérico autossuportante tem uma espessura superior a aproximadamente 5 μm.
[0079] Preferivelmente, no pneu acabado dita camada de material de vedação tem uma espessura superior a aproximadamente 2 mm e/ou inferior a 4 mm.
[0080] Preferivelmente o pneu compreende dois elementos alongados feitos de material elastomérico, cada um aplicado em uma respectiva borda circunferencial do conjunto de vedação. Cada elemento alongado feito de material elastomérico tem uma porção axialmente interna, ou radialmente interna com relação ao conjunto de vedação e arranjada em contato com dito conjunto de vedação e uma porção radialmente externa disposta em contato com o revestimento.
[0081] Preferivelmente a camada de material de vedação tem uma extensão axial superior à extensão axial do filme elastomérico autossuportante, na qual cada elemento alongado feito de material elastomérico não está em contato com dita camada de material de vedação e com dito filme elastomérico autossuportante em uma maneira de modo a envolver e reter lateralmente o material de vedação.
[0082] Os elementos alongados asseguram a adesão lateral do conjunto de vedação ao revestimento. As bordas axialmente opostas do filme elastomérico autossuportante são mantidas aderentes ao material de vedação por meio da superposição de cada elemento alongado que adere à respectiva extremidade lateral do próprio material de vedação.
[0083] Os elementos alongados laterais feitos de composto elastomérico contém o material durante a conformação do pneu e a vulcanização quando a pressão dentro do molde comprime a carcaça contra as paredes interiores do próprio molde.
[0084] Os mesmos elementos alongados também impedem durante a conformação do pneu o filme elastomérico autossuportante de separar do material de vedação nas suas bordas opostas circunferencialmente e axialmente.
[0085] O compósito compreende um conjunto de vedação como descrito anteriormente, preferivelmente o compósito também compreende um segundo filme protetor removível que cobre a superfície do material de vedação que é oposta à superfície que adere ao primeiro filme elastomérico autossuportante. Este segundo filme protetor preserva a integridade do material de vedação e impede a adesão do conjunto de vedação a si mesmo quando enrolado no carretel, ou a partes da máquina durante desenrolamento. Este segundo filme protetor é então removido, geralmente antes da etapa de corte, sem danificar a integridade do material de vedação.
[0086] Geralmente o segundo filme protetor tem uma espessura inferior a 100 μm, preferivelmente inferior a 50 μm.
[0087] Preferivelmente, o segundo filme protetor tem largura superior àquela do filme elastomérico e também superior àquela do material de vedação, mais preferivelmente ele também tem largura superior à largura total do produto semiacabado e também preferivelmente compreende os elementos alongados elastoméricos.
[0088] Preferivelmente o segundo filme compreende, mais preferivelmente ele é constituído por materiais polímeros tal como poliéster, poliamidas, policarbonatos, cloretos de polivinila, geralmente tornados antiadesivos com uma camada de silicone ou polímero fluorinado, ou é feito de politetrafluoroetileno que não requer tratamentos antiadesivos. Preferivelmente, o filme protetor é feito de poliéster, mais preferivelmente poliéster siliconizado, isto é, poliéster feito antiadesivo com um tratamento de silicone.
[0089] Preferivelmente, dito compósito multicamada como tira pode também compreender dois elementos alongados feitos de material elastomérico, cada um aplicado em uma respectiva borda do conjunto de vedação.
[0090] Alternativamente, ditos dois elementos alongados podem ser aplicados em uma etapa subsequente no aparelho de construção e no momento de cortar, ou durante o transporte das cintas ou na primeira etapa de construção do tambor.
[0091] Outras características e vantagens serão mais claras a partir da descrição detalhada de uma modalidade preferida, porém não exclusiva, de um pneu autovedante para rodas de veículo, e um compósito que compreende um conjunto de vedação de acordo com a presente invenção.
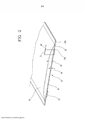
[0092] Tal descrição será apresentada aqui abaixo com referência aos desenhos anexos, fornecidos apenas para finalidades indicativas e daí não limitativas, nos quais: A figura 1 mostra de maneira esquemática, em meia seção radial, um pneu autovedante para rodas de veículo; A figura 2 mostra uma seção de um conjunto de vedação associado com dois elementos alongados feitos de material elastomérico e projetados para fazer parte do pneu autovedante da figura 1; A figura 3 representa uma seção de um compósito multicamadas compreendendo o conjunto de vedação da figura 2 e um segundo filme protetor removível; A figura 4 é a representação gráfica comparativa do relaxamento da tensão de dois filmes autossuportantes baseados em poliamida (exemplo de comparação da técnica precedente) e baseados em poliuretano (de acordo com a invenção, exemplo ); A figura 5 é uma fotografia que mostra as corrugações do filme autossuportante, a deformação e a separação da junta de um produto semiacabado verde, compreendendo o conjunto de vedação com filme de poliamidas de acordo com a WO2011064698; Indicado com o numeral de referência 1 na figura 1, está um pneu autovedante para rodas de veículo, que geralmente compreende uma estrutura de carcaça 2 compreendendo pelo menos uma lona de carcaça 3 tendo o respectivamente abas extremas opostas engatadas com respectivas estruturas anelares de ancoragem 4, possivelmente associadas com enchimentos elastoméricos 4a, integradas em zonas 5 normalmente identificadas com o nome “talões”. A pelo menos uma lona de carcaça 3 compreende uma pluralidade de cordões de reforço têxteis ou metálicos dispostos paralelos um ao outro e, pelo menos parcialmente cobertos com uma camada de material elastomérico.
[0093] A estrutura de carcaça 2 está associada com uma estrutura de cinta 6 que compreende uma ou mais camadas de cinta situadas em superposição radial uma em relação à outra e com relação à lona de carcaça 3, tipicamente tendo cordões de reforço metálicos. Tais cordões de reforço podem ter orientação cruzada em relação à direção de extensão circunferencial do pneu 1.
[0094] Em posição radialmente externa em relação à estrutura de cinta 6, uma banda de rodagem 7 é aplicada, a qual é feita de composto elastomérico como outros produtos semiacabados que constituem o pneu 1.
[0095] Paredes laterais respectivas 8 feitas de composto elastomérico são também aplicadas em posição axialmente externa sobre as superfícies laterais da estrutura de carcaça 2, cada uma estendida a partir de uma das bordas laterais da banda de rodagem 7 até a respectiva estrutura anular de ancoragem aos talões 5.
[0096] Uma superfície radialmente interna do pneu 1 é também preferivelmente coberta internamente com uma camada substancialmente impermeável a ar, de material elastomérico, assim chamado revestimento 9.
[0097] Na modalidade ilustrada na figura 1 o pneu 1 é do tipo para automóveis.
[0098] Tipicamente neste caso, a estrutura de cinta 6 ainda compreende pelo menos uma camada radialmente externa que compreende cordões têxteis ou metálicos ou cordões têxteis/metálicos em combinação, dispostos de acordo com um ângulo substancialmente nulo em relação à direção de extensão circunferencial do pneu.
[0099] De acordo com modalidades alternativas da presente invenção, o pneu 1 é do tipo projetado para uso de veículos pesados. Com a expressão ‘veículo pesado” é geralmente projetado indicar um veículo que pertence às categorias M2-M3, N1-N3 e O2-O4 definidas na “Consolidated Resolutionof the Construction of Vehicles (R.E.3) (1997)” Annexo 7, páginas 52-59, “Cassification and efinition of power-driven vehicles and trailers” tais como caminhões e tratores, ônibus, vans ou outros veículos deste tipo.
[00100] De acordo com outras modalidades da presente invenção, o pneu 1 é para veículos motorizados. O perfil da seção direita do pneu para veículos motorizados (não ilustrado) tem uma curvatura transversal elevada, uma vez que ele deve segurar uma impressão suficiente em todas as condições inclinadas do veículo motorizado. A curvatura transversal é definida pelo valor da relação entre a distância f do topo da banda de rodagem a partir da linha que passa através das extremidades lateralmente opostas da própria banda de rodagem medida sobre o plano equatorial do pneu, e a largura C definida pela distância entre as extremidades lateralmente opostas da própria banda de rodagem. Por pneu com curvatura transversal elevada um pneu é indicado, cuja relação de curvatura transversal (f/C) é pelo menos 0,20. Preferivelmente (f/C) é respectivamente compreendida entre 0,20 e 0,5 para um pneu traseiro e entre 0,35 e 0,6 para um pneu frontal.
[00101] O pneu autovedante 1 de acordo com a invenção também compreende uma camada de material de vedação polímero 10 disposta em uma zona de coroa do pneu 1 e em posição radialmente interna com relação ao revestimento 9. A camada de material de vedação polímero 10 é estendida para toda a extensão circunferencial do pneu 1. A camada de material de vedação 10 preferivelmente tem uma espessura máxima “t1” substancialmente no plano equatorial “X” do pneu acabado 1, isto é, moldado e vulcanizado e é afinada no sentido das extremidades axiais da zona de coroa (figura 1). Peferivelmente, dita espessura máxima t1 é compreendida entre aproximadamente 2 mm e aproximadamente 6 mm, ainda mais preferivelmente entre aproximadamente 2,5 mm e 4 mm.
[00102] Na presente descrição, com o termo phr (acrônimo de “partes por centena de borrachas”), é projetado indicar partes em peso por 100 partes em peso de base elastomérica total. Para o cálculo de 100 partes de base elastomérica total, possíveis aditivos não são considerados (como possíveis resinas elastoméricas ou óleos de extensão).
[00103] O material polímero elastomérico compreende, por exemplo, desde 20 phr até 100 phr de pelo menos um elastômero termoplástico estireno não saturado, desde 0 até 80 phr de pelo menos um elastômero dieno sintético ou natural, desde 20 até 200 phr, preferivelmente desde 30 phr até 150 phr de pelo menos uma resina ligante e desde 0,1 até 6 phr de pelo menos um agente de reticulação, desde 10 phr até 200 phr, preferivelmente desde 20 phr até 60 phr de agente plastificante (óleo ou polímero líquido) e preferivelmente desde 1 até 40 phr, preferivelmente desde 5 até 30 phr de pelo menos um enchimento de reforço. de acordo com uma modalidade preferida o material de vedação pode também compreender desde aproximadamente 1 phr até aproximadament e 20 phr de pelo menos um agente de homogeneização. Em outra modalidade, o material de vedação pode também compreender desde 0,5 phr até 5 phr de pelo menos um agente de peptização.
[00104] De acordo com uma modalidade preferida, o elastômero termoplástico estireno não saturado é um copolímero de estireno selecionado dentre estireno/butadieno/estireno (SBS), estireno/isopreno/estireno (SIS), e estireno/butadieno/isopreno/estireno (SBIS), bloco copolímero e mistura deles, também opcionalmente compreendendo os blocos elastômeros termoplásticos correspondentes tal como estireno-butadieno (SB) e estireno- isopreno (SI). São particularmente preferidos os blocos de copolímeros estireno/isopreno/estireno ou mistura de um ou mais elastômeros termoplásticos estireno não saturados, contendo pelo menos 50% de copolímero de bloco estireno/isopreno/estireno. Preferivelmente, o bloco copolímero tem um teor de estireno desde aproximadamente 10% até aproximadamente 30%, mais preferivelmente desde aproximadamente 12% até aproximadamente 18%.
[00105] Preferivelmente o bloco copolímero tem uma percentagem de “dibloco” inferior a 70%, ainda mais preferivelmente inferior a 60%.
[00106] Preferivelmente a percentagem de “dibloco” é compreendida entre 15% e 55%.
[00107] Com porcentagem de dibloco é projetada a porcentagem de bloco polímero constituído por apenas dois segmentos, um segmento poliestireno e um segmento elastomérico.
[00108] Mesmo que tais “diblocos” estejam presentes nos blocos polímeros principalmente constituídos por três segmentos estireno/elastômero/estireno, eles são considerados serem uma impureza devido à eficiência imperfeita de “polímerização viva”, o Requerente julga que a presença de diblocos pode ser modulada de maneira vantajosa para a finalidade de melhorar as qualidades do material de vedação.
[00109] É julgado que uma porcentagem maior de diblocos corresponde a uma pegajosidade maior, porém módulo menor e coesão menor do material de vedação.
[00110] São particularmente preferidos blocos copolímeros estireno/isopreno/estireno com um teor de estireno igual a ou inferior a 20%, mais preferivelmente compreendido entre 14% e 20%.
[00111] Tais copolímero são por exemplo vendidos com nome de Europrene® SOL T190, T9133, por Polimeri Europa, Vector® 4113, 4114 por Dexco Polymers Kraton® D1111, D1112, e D1107J por Kraton.
[00112] De acordo com uma modalidade preferida, o elastômero sintético ou natural incluído no material de vedação pode ser selecionado dentre aqueles comumente usados entre os materiais elastoméricos reticuláveis com enxofre ou peróxidos, que são particularmente adequados para produção de pneu, isto é, a partir dos polímeros elastoméricos ou copolímeros com uma cadeia não saturada tendo temperatura de transição vítrea (Tg) geralmente abaixo de 20°C preferivelmente na faixa desde 0°C até -110°C. Estes polímeros ou copolímeros podem ser de origem natural ou podem ser obtidos por meio de polímerização em solução, polimerização em emulsão ou polímerização em fase gasosa de uma ou mais diolefinas conjugadas, opcionalmente misturadas com pelo menos um comonômero selecionado dentre comonômeros polares e/ou monovinilarenos em uma quantidade não superior a 60% em peso. As diolefinas conjugadas geralmente contém desde 4 até 12, preferivelmente desde 4 até 8 átomos de carbono e podem ser selecionadas, por exemplo, dentre o grupo que compreende 1,3- butadieno, isopreno, 2,3-dimetil-1,3butadieno, 1,3-pentadieno, 1,3-hexadieno, 3-butil-1,3-octadieno, 2-fenil-1,3butadieno ou misturas deles. 1,3-butadieno ou isopreno são particularmente preferidos.
[00113] Os comonômeros polares que podem ser usados podem ser selecionados dentre, por exemplo, vinilpiridina, vinilquinolina, ácido acrílico e ésteres ácidos alquilacrílicos, nitrilas ou misturas deles, tais como metilacrilato, etilacrilato, metil metacrilato, etilmetacrilato, acrilonitrila ou misturas deles.
[00114] Preferivelmente, o elastômero sintético ou natural incluído no material de vedação pode ser selecionado, por exemplo, dentre cis-1,4 poliiso'reno (borracha natural ou sintética, preferivelmente borracha natural) 3,4-poliisopreno, polibutadieno (em particular polibutadieno com um teor 1,4- cis elevado), possivelmente copolímeros halogenados isopreno/isobuteno, copolímeros 1,3-butadieno/acrilonitrila, copolímeros de estireno/1,3- butadieno, copolímeros de estireno/isopreno/1,3 butadieno, copolímeros de estireno/1,3-butadieno, acrilonitrila ou misturas deles.
[00115] Os agentes de ligação, de maneira vantajosa, usados na presente invenção, podem ser selecionados dentre o grupo de resinas de hidrocarbonetos que têm um peso molecular médio compreendido entre diversas centenas e diversos milhares e que fornecem pegajosidade quando a resina é misturada com borracha natural ou sintética.
[00116] Como resinas, diversos tipos de resinas sintéticas podem ser usados. O peso molecular médio anteriormente mencionado (Mn) pode ser medido de acordo com técnicas conhecidas no campo tal como, por meio de cromatografia de permeação com gel (GPC), em particular, como agentes de ligação os seguintes podem ser usados: resinas de hidrocarboneto, resinas com base em fenol, resinas com base em carbono, resinas com base em xileno, e resinas naturais tais como resinas com base em breu ou resinas com base em terpeno.
[00117] Exemplos de produtos comerciais de resinas de hidrocarboneto compreendem resinas aromáticas com base em gasolina tal como PETCOAL produzida por Tosoh Co., Ltd; resinas baseadas em hidrocarbonetos C5/C9 tal como PETROTACK produzida por Tosoh Co., e resinas com base em hidrocarbonetos C5 tal como Escorez® 1102 (produzida por Exxon Mobil).
[00118] Exemplos de resinas com base em fenol compreendem resinas com base em alquilfenolformaldeido e resinas derivadas modificadas com breu, resinas com base em alquilfenolacetileno, resinas modificadas de alquilfenol e terpenofenol. Exemplos específicos indicados por marca comercial compreendem produtos comerciais tal como RESIN SP-1068 (produzida por SI Group Inc.) que é uma resina de octilfenolformaldeido, e KORESIN (produzida por BASF Company) que é uma resina de p-t-butil- fenol-acetileno.
[00119] Exemplos de resinas com base em carbono incluem resinas de indeno-cumarona. Exemplos específicos compreendem produtos comerciais mencionados por marca comercial, tal como resinas NOVARES C (produzidas por RUTGERS CHEMICAL GmbH) que são resinas sintéticas de indeno-cumarona (tal como NOVARES C10, C30 e C70).
[00120] Exemplos de resinas naturais são as resinas de breu as resinas de terpeno que podem ser usadas como elas são ou modificadas, exemplos dessas classes são resinas de terpeno DERCOLYTE produzidas por DRT, as resinas derivadas de ácidos de breu DERTOLINE. GRANOLITE e HYDROGRAL produzidas por DRT.
[00121] Exemplos de resinas com base em xileno compreendem as resinas de xileno formaldeído.
[00122] Os agentes de ligação anteriormente mencionados podem ser usados por si mesmos ou misturados juntos.
[00123] Agentes de reticulação adequados são enxofre ou moléculas contendo enxofre na presença de compostos contendo zinco e ácidos graxos ou peróxidos.
[00124] Exemplos específicos de moléculas contendo enxofre utilizáveis como agente de reticulação nos materiais de vedação para obtenção de pneus autovedantes são enxofre elementar, tiurames, tal como tetraisobutil tiurame dissulfeto ou tetrabenzil tiurame dissulfeto, ou ditiofosfatos tal como zinco dibutilditiofosfato ou ditiocarbamatos, tal como zinco dimetil ditiocarbamato, junto com ZnO ou compostos contendo zinco, ácidos graxos e sulfenamidas tal como N-tert-butil-2-benzotiazil sulfenamida (TBBS) ou N- ciclo-hexil-2-benzotiazil sulfenamida (CBS) ou tiazoles, tal como 2,2'- ditiobis-(benzotiazola) (MBTS).
[00125] Exemplos específicos de peróxidos utilizáveis como agentes de reticulação nos materiais de vedação para obtenção de pneus autovedantes são peróxidos orgânicos tal como dicumil peróxido (DCP), 2,5-dimetil- 2,5di(tert-butil-peroxi)hexano(DBPH),bis-(2,4-diclorobenzoil) peróxido (DCPB), di-tert-butil-peróxido.
[00126] Preferivelmente um peróxido, ainda mais preferivelmente 2,5- dimetil-2,5-di(tert-butil-peroxi)hexano (DBPH) é usado como agente de reticulação.
[00127] Um exemplo específico de DBPH utilizável é uma mistura de 45% de DBPH com carbonato de cálcio e sílica, vendido com o nome Luperox 101 XL45 por Arkema.
[00128] A quantidade de peróxido é preferivelmente compreendida entre aproximadamente 0,1 phr e aproximadamente 6 phr.
[00129] A presença de peróxido ou enxofre, ou outro agente de reticulação permite a reticulação química parcial da composição de vedação durante a vulcanização do pneu, em uma maneira de modo a melhorar as características dinâmicas de vedação da camada de material de vedação.
[00130] Pelo menos um enchimento de reforço pode ser adicionado de maneira vantajosa à composição elastomérica reticulável acima mencionada, em uma quantidade geralmente desde 0 phr até 120 phr, preferivelmente desde 10 phr até 50 phr. O enchimento de reforço pode ser selecionado dentre aqueles comumente usados para produtos reticulados, em particular, para pneus tal como negro de fumo, sílica, alumínio, aluminossilicatos, carbonato de cálcio, caulim, ou misturas deles. Negro de fumo, sílica e misturas deles, são particularmente preferidos.
[00131] De acordo com modalidade preferida, dito enchimento de reforço de negro de fumo pode ser selecionado dentre aqueles que têm uma área de superfície não inferior a 20 m2/g (determinado por STSA - espessura estatística da área de superfície - de acordo com ISO 18852:2005).
[00132] Em posição radialmente interna em relação à camada de material polímero de vedação 10 em contato com dita camada de material polímero de vedação 10, um filme elastomérico autossuportante 11 é arranjado, o qual é feito de poliuretano elastomérico. O filme elastomérico autossuportante 11 é estendido como a camada de material polímero de vedação 10 sobre toda a extensão circunferencial do pneu 1 e tem uma largura, isto é, uma extensão axial, ligeiramente inferior à extensão axial de dita camada 10.
[00133] Preferivelmente dito filme elastomérico autossuportante 11 é feito de um poliuretano elastomérico selecionado dentre aqueles vendidos com nome de Argotec 19205 (poliéter), Argotec 19103 (poliéter), Epurex U073 (poliéter) Epurex 4201AU(poliéter) e Epurex 4100D Poliéster), eles mesmos ou em combinação. Preferivelmente, o filme elastomérico autossuportante 11 tem alongamento na ruptura superior a 100%, mais preferivelmente superior a 200%, ainda mais preferivelmente igual a ou superior a 250%.
[00134] Preferivelmente, no pneu acabado dito filme elastomérico autossuportante 11 tem uma espessura “t2” compreendida entre aproximadamente 5 μm e aproximadamente 40 μm.
[00135] A camada de material polímero de vedação 10 e o filme elastomérico autossuportante 11 formam um conjunto de vedação 12. O conjunto de vedação 12 quando um elemento pontudo afiado tal como um prego penetra no pneu e atravessa a camada de material polímero de vedação 10 e o filme autossuportante 11, é capaz de aderir ao objeto inserido aí e pode também escoar dentro do furo quando tal objeto é removido, de tal modo vedando o próprio furo é impedindo o escoamento para fora de ar a partir do pneu. O conjunto de vedação 12 pode ser facilmente perfurado pelo elemento pontudo afiado, enquanto mantendo uma deformabilidade e uma pegajosidade de modo a contribuir para a transferência do composto de vedação durante a expulsão do elemento pontudo afiado. As perfurações assim vedadas são claramente visíveis sobre a superfície do conjunto de vedação através do filme autossuportante elastomérico 11.
[00136] O pneu 1 também compreende preferivelmente dois elementos alongados feitos de material elastomérico 13, cada um arranjado em uma borda circunferencial do conjunto de vedação 12. Uma porção axialmente interna 13a de cada elemento alongado feito de material elastomérico 13 é preferivelmente superposta sobre o conjunto de vedação 12 e é disposta em posição radialmente interna em relação a dito conjunto de vedação 12. Uma porção axialmente externa 13b de cada elemento alongado feito de material elastomérico 13 se situa em contato direto com o revestimento 9. Por meio da porção axialmente interna 13a é projetada uma porção mais próxima a um plano equatorial 10 do pneu 1 com relação à porção axialmente externa 13b.
[00137] Em mais detalhe, a porção axialmente interna 13a por sua vez tem uma zona axialmente interna aplicada diretamente sobre o filme elastomérico autossuportante 11 e uma zona axialmente externa aplicada diretamente sobre uma superfície da camada de material polímero de vedação 10. Aliás, a camada de material polímeros de vedação 10 tem uma extensão axial superior à extensão axial do filme elastomérico autossuportante 11. Segue-se que cada elemento alongado feito de material elastomérico 13 está em contato direto com ambas, a camada de material polímero de vedação 10 e com o filme elastomérico autossuportante 11.
[00138] A construção de um precursor verde de um pneu 1 como descrito acima, que compreende o conjunto de vedação 12 é preferivelmente autuada por meio de montagem de respectivos produtos semiacabados sobre um ou mais suportes de conformação, não ilustrado.
[00139] A estrutura de carcaça e a estrutura de cinta são geralmente feitas separadamente uma da outra, em respectivas estações de trabalho, para serem montadas reciprocamente em um momento posterior.
[00140] Mais particularmente, a obtenção da estrutura de carcaça primeiro proporciona a formação do conjunto de vedação 12 como uma tira contínua compreendendo a camada de material de vedação 10 disposta sobre e suportada pelo filme elastomérico autossuportante 11 unido aos elementos alongados feitos de material elastomérico 13 associados com bordas longitudinais opostas do conjunto de vedação acima mencionado 12 (figura 2). Preferivelmente, antes da incorporação do conjunto de vedação 12 no precursor do pneu 1 e a sua conformação, cada elemento alongado 13 está em contato com o filme elastomérico autossuportante 11 por uma primeira largura “L1” e com a camada de material de vedação 10 por uma segunda largura “L2”. Ditas larguras são preferivelmente substancialmente iguais uma à outra.
[00141] A camada de vedação 10 antes da incorporação do conjunto de vedação 12 no precursor do pneu 1 e a sua conformação, tem uma espessura “t3” compreendida entre aproximadamente 3 mm e aproximadamente 7 mm.
[00142] O filme elastomérico autossuportante 11 antes da incorporação do conjunto de vedação 12 no precursor do pneu 1 e a sua conformação, tem uma espessura “t4” inferior a 100 μm e preferivelmente compreendida entre aproximadamente 10 e 60 μm.
[00143] O conjunto de vedação 12 fornecido com os elementos alongados respectivos feitos de material elastomérico 13 é cortado para a dimensão preferivelmente com corte angulado (chanfrado) e enrolado ao redor de uma superfície radialmente externa de um tambor de construção, mantendo o filme termoplástico 11 em posição radialmente mais interna. Abas extremas opostas do conjunto de vedação 12 são reciprocamente unidas devido a adesividade do composto de vedação; preferivelmente a junta é coberta para impedir o escoamento para fora de material de vedação durante vulcanização, e consolidada por meio de uma fita adesiva (junta), por exemplo.
[00144] O revestimento 9 e a lona, ou lonas, de carcaça 3 são aplicadas sobre o conjunto de vedação 12 para formar uma assim chamada “luva de carcaça” tipicamente substancialmente cilíndrica. As estruturas anulares de ancoragem 4 para os talões 5 são dispostas formadas sobre as abas extremas opostas da lona, ou lonas, de carcaça 3 que são em seguida viradas para cima ao redor das próprias estruturas anulares 4, de modo a envolvê-las em um tipo de nariz.
[00145] Sobre um segundo tambor ou tambor auxiliar, uma assim chamada “luva externa” é obtida compreendendo as camadas de cinta 6 aplicadas em superposição radial recíproca e possivelmente a banda de rodagem 7 aplicada em posição radialmente externa em relação às camadas de cinta 6. A luva externa é então apanhada pelo tambor auxiliar para ser acoplada à luva de carcaça. Para tal finalidade a luva externa é disposta de maneira coaxial ao redor da luva de carcaça, depois do que a lona, ou lonas, de carcaça 3 são conformadas de acordo com uma configuração toroidal por meio de aproximação axial recíproca dos talões 5 e inserção simultânea de fluido pressurizado dentro da luva de carcaça, em uma maneira de modo a determinar uma expansão radial das lonas de carcaça 3, até que elas sejam feitas aderir contra a superfície interna da luva externa.
[00146] Em seguida à conformação, o filme elastomérico apresenta um relaxamento de tensão, tal que a tensão elástica residual não provoca uma deformação do pneu verde ou provoca a separação das camadas radialmente internas. A força elástica residual do filme aproximadamente 5 minutos depois de alcançar uma deformação entre 20% e 50% usando uma velocidade de deformação de 500 mm/min sobre um espécime retilíneo de 200 mm x 20 mm precarregado até 0,4 N deve ser inferior a 3 N/cm (Nilton por centímetro linear de largura do filme) preferivelmente inferior a 2,5 N/cm, mais preferivelmente inferior a 2 N/cm. O conjunto da luva de carcaça com a luva externa pode ser atuado sobre o mesmo tambor usado para obter a luva de carcaça, caso em que este é denominado um “processo de construção de etapa única” ou “processo de um estágio”. Também é conhecido o processo de construção do assim chamado tipo de “duas etapas”, no qual o um assim chamado tambor de primeira etapa é empregado para obter a luva de carcaça enquanto a montagem entre a estrutura de carcaça e a luva externa é atuada sobre um tambor de segunda etapa ou tambor de conformação, sobre o qual a luva de carcaça apanhada do primeiro do tambor de primeira etapa é transferida e em seguida, sobre o qual a luva externa apanhada do tambor auxiliar é transferida.
[00147] Em seguida à construção do pneu verde 1, um tratamento de moldagem e vulcanização é executado, previsto para provocar a estabilização estrutural do pneu 1 por meio de reticulação dos compostos elastoméricos, bem como impressão sobre a banda de rodagem 7 de um desenho de banda desejado, e para imprimir nas paredes laterais 8 possíveis marcações gráficas distintivas. Durante vulcanização, entre as macromoléculas do elastômero, uma treliça de ligações covalentes é desenvolvida, a qual, dependendo de sua intensidade, impede o seu deslizamento, tornando o material crescentemente insolúvel, infundível e elástico. Depois da vulcanização a camada de material de vedação 10 alcança características ótimas de deformabilidade, coesão e pegajosidade.
[00148] Durante vulcanização, não obstante as altas temperaturas empregadas, o filme elastomérico autossuportante 11 e o material de vedação 10 permanecem integrais, eles não danificam a membrana de vulcanização e eles alcançam desempenhos de vedação ótimos.
[00149] Na figura 3 o conjunto de vedação 10 da figura 2 é coberto com um segundo filme protetor removível 14 para dar origem ao compósito multicamada 15. O compósito multicamada 15 pode ser preparado, por exemplo, por meio de extrusão do material de vedação 10 sobre o segundo filme protetor 14 e acoplamento mecânico com o filme elastomérico autossuportante 11 e os elementos alongados laterais 13 para dar origem ao compósito como tira que é resfriado e geralmente preservado enrolado em um carretel.
[00150] Para caracterizar o filme autossuportante, um teste de tração foi executado em dois espécimes de Platilon U4201AU com espessura nominal de 50 μm, de acordo com o padrão ASTM D882, nas seguintes condições de teste: - Temperatura de teste: 23°C - Umidade relativa: 46% - Velocidade do teste igual a 500 mm/min - Largura do espécime: 12,57 mm.
[00151] Os resultados do teste estão relatados na Tabela 1 a seguir: TABELA 1
[00152] Um teste foi também executado para comparar a força residencial sobre duas amostras do filme (200 mm x 20 mm, cortado em direção longitudinal com relação à extensão do carretel do filme e pré- carregado até 0,4 N), o primeiro de acordo com invenção de TPU Platilon U4201AU com a espessura nominal de 50 μm e o segundo de poliamida Filmon CXS18 com espessura nominal de 18 μm. O espécime foi condicionado por 24 horas a 23°C e 45% de umidade relativa.
[00153] O teste foi executado por meio de dinamômetro Zwic modelo 1445, os valores de força encontrados no teste que envolveu um alongamento de até 30% na velocidade de 500 mm/s e a manutenção subsequente de tal deformação por 5 minutos globais, estão relatados na figura 4.
[00154] Com a amostra feita de TPU de acordo com a invenção (exemplo 1) a força residual exercida na etapa de manter a deformação depois de tração é sempre mais baixa do que aquela da amostra feita de poliamida (exemplo comparativo) e permanece em valores abaixo de 5 N (isto é, 2,5 N/cm de largura) e com relação a valores para a amostra de poliamida de aproximadamente 8N (isto é, 4 N/cm de largura do espécime). É surpreendente que para uma redução pequena da força residual no filme feito de TPU em relação àquele feito de poliamida, tal melhoramento considerável seja observado da estabilidade com o tempo do pneu verde, em particular da junta do produto semiacabado, que passa de algumas horas (depois de 16 horas os produtos semiacabados com Náilon tiveram destacamentos estendidos na junta e elementos alongados) até acima de 48 horas (com TPU aberturas significativas da junta não são observadas, nem quaisquer destacamentos dos elementos alongados vistos por pelo menos 2-3 dias.
[00155] A composição de vedação da Tabela 2 a seguir foi usada na preparação da camada de vedação. TABELA 2
[00156] Na Tabela 2 precedente: IR é um elastômero cis-1,4-poliisopreno produzido por Nizhnekamskneftechim Export, Rússia; SBR é um copolímero elastomérico estireno-butadieno produzido por Internacional Specialty Products (ISP); SIS é um bloco copolímero estireno-isopreno-estireno produzido por Polimen Europa, com o nome de Europrene® SOL T190 Luperox 101 XL45 é um peróxido produzido por Arkema Óleo de processo (MES - solvatos de extração suave) é um óleo de base mineral altamente refinado através de solvente e/ou através de tratamento com a água (Catenex SNR produzido por Shell); Escorez®1102 é uma resina de ligação alifática produzida por ExxonMobil; 6-PPD é N-(1,3-dimetilbutil)-N'-fenil-p-fenilenediamina, antioxidante e antiozonante produzido por Eastman; Struktol® 40MS é uma mistura de resinas de hidrocarbonetos aromáticos alifática-naftênica (Struktol Corporation); N326 é negro de fumo.
[00157] A camada de material de vedação antes da construção do pneu tinha uma espessura de aproximadamente 4,0 mm e o conjunto de vedação foi arranjado em posição radialmente interna com relação ao revestimento, como ilustrado na figura 1.
[00158] Os pneus moldados e vulcanizadas foram montados sobre um aro padrão é enchidos até uma pressão de 240 kPa (2,4 bar).
[00159] No escopo do teste acima mencionado também medimos a força para um alongamento de 10% por centímetro de largura das diversas amostras de filme - comparativo e de acordo com a invenção - como indicador da estabilidade mecânica do produto semiacabado. Com o termo produto semiacabado, é projetado o conjunto de vedação que compreende o filme autossuportante, o material de vedação e, preferivelmente, os dois elementos alongados.
[00160] Os tipos de filme testados e os respectivos intervalos de força medidos estão compilados na Tabela 3 a seguir. TABELA 3
[00161] Como poliamida, amostras de Filmon CXS18 foram usadas como amostras TPU de Argotec 19205, Epurex 4201AU e Epurex 4100DK foram usadas.
[00162] Uma fotografia está mostrada na figura 5 do produto semiacabado verde, compreendendo o conjunto de vedação de um pneu de dimensão 235/40 R18 de acordo com a WO 2011064698 com um filme de poliamida unido com fita adesiva e fixado com elementos alongados laterais 16 horas depois de conformação, que envolve um esticamento de aproximadamente 20% do conjunto de vedação e do filme autossuportante. A partir da fotografia a instabilidade do produto semiacabado está clara, e isto está evidente com a separação da junta e a deformação nos elementos alongados laterais.
[00163] Na experiência do Requerente, foi tecnicamente difícil e complexo reciclar o produto semiacabado como tira compreendendo o composto de vedação e o filme autossuportante e preferivelmente os elementos alongados laterais (daí faltando o segundo filme protetor removível), quando o filme suporte tem base de poliamida. Aliás, foi verificado que pedaços de filme de tamanho entre diversos mm2 e alguns cm2 poluem o composto resultante, não permitindo sua extrusão correta. Remover estes fragmentos de poliamida por meio de filtragem é bastante difícil e não muito efetivo.
[00164] O presente filme feito de poliuretano elastomérico mesmo se muito mais polar do que os componentes do composto de vedação, e daí não muito compatíveis com ele do ponto de vista químico - análogo às poliamidas - surpreendentemente permite uma reciclagem fácil do produto semiacabados.
[00165] Foi observado que introduzindo na formulação do composto de vedação uma parte de produto semiacabado (compreendendo o composto de vedação, o filme autossuportante e os elementos alongados, porém faltando o segundo filme protetor removível) igual a aproximadamente 10 a 20% em peso da formulação original, obtém-se um composto que não é poluído pelos fragmentos macroscópicos de filme - submetendo-o a filtração através de duas redes de aço com densidade de malha 18 (0,88 mm2 de abertura) montadas a 45°, nenhum material é retido e ele tem desempenhos comparáveis com aqueles do composto original.
[00166] O produto semiacabado a ser reciclado, constituído pelo filme elastomérico feito de TPU Platilon U4201AU com 50 μm de espessura nominal, material de vedação (com composição como no Exemplo 2 espessura de 4 mm) e elementos laterais alongados de 25 x 1 mm, feitos de borracha, foi adicionado em um Banbury em uma quantidade de 25 phr (aproximadamente 10% do composto acabado) ao composto Mestre constituído pelos polímeros, pelo negro de fumo CB, pelo 6-PPD e pelo Struktol 40MS; a mistura padrão resultante foi então usada para preparar um composto de acordo com a fórmula relatada na Tabela 4 a seguir. TABELA 4
 Chave IR é um elastômero cis-1,4-poliisopreno produzido por Nizhnekamskneftechim Export, Rússia; SBR é um copolímero elastomérico estireno-butadieno produzido por Internacional Specialty Products (ISP); SIS é um bloco copolímero estireno-isopreno-estireno produzido por Polimen Europa, com o nome de Europrene® SOL T190 Luperox 101 XL45 é um peróxido produzido por Arkema N326 é negro de fumo, ] 6-PPD é N-(1,3-dimetilbutil)-N'-fenil-p-fenilenediamina, antioxidante e antiozonante produzido por Eastman; Struktol® 40MS é uma mistura de resinas de hidrocarbonetos aromáticos alifática-naftênica (Struktol Corporation); Óleo de processo (MES - solvatos de extração suave) é um óleo de base mineral altamente refinado através de solvente e/ou através de tratamento com a água (Catenex SNR produzido por Shell); Escorez®1102 é uma resina de ligação alifática produzida por ExxonMobil.
Chave IR é um elastômero cis-1,4-poliisopreno produzido por Nizhnekamskneftechim Export, Rússia; SBR é um copolímero elastomérico estireno-butadieno produzido por Internacional Specialty Products (ISP); SIS é um bloco copolímero estireno-isopreno-estireno produzido por Polimen Europa, com o nome de Europrene® SOL T190 Luperox 101 XL45 é um peróxido produzido por Arkema N326 é negro de fumo, ] 6-PPD é N-(1,3-dimetilbutil)-N'-fenil-p-fenilenediamina, antioxidante e antiozonante produzido por Eastman; Struktol® 40MS é uma mistura de resinas de hidrocarbonetos aromáticos alifática-naftênica (Struktol Corporation); Óleo de processo (MES - solvatos de extração suave) é um óleo de base mineral altamente refinado através de solvente e/ou através de tratamento com a água (Catenex SNR produzido por Shell); Escorez®1102 é uma resina de ligação alifática produzida por ExxonMobil.
[00167] Os dois compostos foram usados para preparar dois produtos como tira semiacabados de acordo com a invenção, com 4 mm de espessura, compreendendo um filme autossuportante feito de TPU Platilon U4201AU com espessura nominal de 50 μm e elementos laterais alongados feitos de borracha. A preparação dos dois produtos semiacabados teve lugar por meio de extrusão de cada composto através de um cabeçote de extrusão precedido por um filtro constituído por duas redes de aço com densidade de malha 18 (0,88 mm2 deabertura) e montado a 45°; a pressão do composto à montante do filtro permaneceu constante pelo tempo de preparação de ambos os produtos semiacabados (1 hora) e o filtro não teve contaminantes em ambos os casos. A geometria do produto semi acabado resultou análoga para os dois compostos.
[00168] Os dois produtos semiacabados foram usados para preparação de pneus autovedantes com dimensão 2350 R18, que mostraram ambos os desempenhos de vedação, estático e dinâmico, que são inteiramente análogos. Teste de vedação estática.
[00169] Pneus autovedantes de dimensão 2350 R18 foram preparados compreendendo um conjunto de vedação com espessura de aproximadamente 3 mm, compreendendo uma composição de vedação juntamente com um filme elastômero termoplástico autossuportante de TPU Platilon U4201AU com um espessura nominal de 50 μm (invenção) e pneus autovedantes foram preparados compreendendo um conjunto de vedação com espessura de aproximadamente 3 mm, compreendendo um filme autossuportante feito de poliamida com espessura nominal de 18 μm de acordo com o pedido de patente WO2011064698.
[00170] Pregos de diâmetro de 5 a 10 mm tendo 40 mm de comprimento foram inseridos radialmente através da banda de rodagem dos pneus autovedantes cheios até uma pressão de 240 kPa.
[00171] A zona da banda de rodagem a ser perfurada correspondeu às cintas. O arranjo dos pregos compreendeu orelhas e ranhuras e foi circunferencialmente ao acaso. Os pregos inseridos foram extraídos e o possível escoamento de ar para fora foi controlado com uma solução de água com sabão.
[00172] Como o filme de acordo com a presente invenção, para as espessuras de material de vedação empregado igual a aproximadamente 3 mm no pneu vulcanizado, uma falta de vedação dos furos com 10 mm de diâmetro foi observada, assegurando maior segurança para o usuário em passeio em estrada. Portanto, com ambos os conjuntos é possível que modular e fazer seletivo o desempenho de vedação como uma função do diâmetro do elemento perfurante pontudo afiado. TABELA 5 - Vedação estática Testes dinâmicos 1. Pregos com 3, 4, 5 mm de diâmetro tendo comprimento de 40 mm foram inseridos através da banda de rodagem de um pneu autovedante de acordo com a invenção (filme feito de TPU Platilon U4201AU com espessura nominal de 50 μm e aproximadamente 3 mm de composto de vedação) e de um pneu de acordo com a WO2011064698 (filme feito de poliamida, espessura nominal de 18 μm e aproximadamente 3 mm de composto de vedação) cheio até uma pressão de 240 kPa.
Testes dinâmicos 1. Pregos com 3, 4, 5 mm de diâmetro tendo comprimento de 40 mm foram inseridos através da banda de rodagem de um pneu autovedante de acordo com a invenção (filme feito de TPU Platilon U4201AU com espessura nominal de 50 μm e aproximadamente 3 mm de composto de vedação) e de um pneu de acordo com a WO2011064698 (filme feito de poliamida, espessura nominal de 18 μm e aproximadamente 3 mm de composto de vedação) cheio até uma pressão de 240 kPa.
[00173] A zona da banda de rodagem a ser perfurada correspondeu às cintas. O arranjo dos pregos compreendeu orelhas e ranhuras e foi circunferencialmente ao acaso. Os pneus rolaram com os pregos inseridos sobre uma assim chamada “estrada de roda”, um disco com diâmetro de 2,8 m na velocidade de 120 km/h com uma carga de 550 kg. 2. 500 km foram percorridos com os dois pneus alternando períodos de 10 minutos com nenhum ângulo de deslizamento e períodos de 10 minutos com um ângulo de deslizamento oscilando de -6° até +6°. A velocidade de deslizamento foi 1°/s para cada ciclo de deslizamento. 25 oscilações foram completadas. Os pneus não perderam ar através de todo o período de teste. 3. Os pregos inseridos foram extraídos e 10 km foram percorridos com carga de 550 kg e ângulo de deslizamento oscilando desde - 2° até +2°. A perda de ar dos furos foi controlada com uma solução de água com sabão.
[00174] Os resultados obtidos estão resumidos na Tabela 6 a seguir contendo ambos, o número de pregos para cada diâmetro e o número de vedações obtidas como número global e como porcentagem. TABELA 6
[00175] A partir dos dados relatados na Tabela 6 está claro que um pneu de acordo com a presente invenção, dada a mesma composição e espessura do composto de vedação do conjunto de vedação, tem uma capacidade de vedação superior a um pneu como descrito na WO 2011064698.
[00176] Os pneus do teste dinâmico precedente de acordo com a invenção (filme feito de TPU) e de acordo com a WO 2011064698 (filme feito de poliamida) cada um com 36 perfurações, foram submetidos à observação na superfície radialmente a mais interna para verificar se e como diversas perfurações poderiam ser facilmente identificadas por meio de inspeção visual.
[00177] Em um teste visual, três observadores forneceram as seguintes avaliações: TABELA 7 - Furos detectados dos 38 furos presentes
[00178] O pneu da invenção foi dotado de um conjunto de vedação de acordo com aquele descrito acima, o pneu comparativo foi obtido de acordo com a WO2011064698.
[00179] Os dados coletados permitem concluir que um pneu de acordo com a presente invenção permite detectar as perfurações presentes por simples inspeção visual, em uma maneira muito mais efetiva em relação a tal inspeção visual de pneus conhecidos.
Claims (19)
1. Pneu autovedante para rodas de veículo, caracterizadopelo fato de compreender: pelo menos uma lona de carcaça (3), uma banda de rodagem (7) aplicada numa posição radialmente externa em relação à referida lona de carcaça em uma região da coroa, pelo menos um revestimento interno (9) aplicado em posição radialmente interna com relação à referida lona de carcaça, um conjunto de vedação (12) aplicado em posição radialmente interna em relação ao revestimento interno e axialmente estendido pelo menos em uma parte da porção de coroa do pneu; em que o referido conjunto de vedação (12) compreende um filme elastomérico autossustentável (11) compreendendo pelo menos 50% em peso em relação ao peso do próprio filme de um poliuretano elastomérico termoplástico (TPU), e uma camada de material de vedação (10) associada a e suportada pelo referido filme elastomérico autossustentável (11); em que o filme elastomérico autossustentável (11) é radialmente interno com relação à camada de material de vedação (10) e a referida camada de material de vedação é arranjada em contato com o revestimento interno (9).
2. Pneu de acordo com a reivindicação 1, caracterizadopelo fato de que referido conjunto de vedação (12) é axialmente estendido por pelo menos 60% da porção da coroa do pneu.
3. Pneu de acordo com a reivindicação de acordo com a reivindicação 1 ou 2, caracterizadopelo fato de que o referido conjunto de vedação (12) se estende axialmente pelo menos por toda a porção da coroa do pneu.
4. Pneu de acordo com a reivindicação de acordo com qualquer uma das reivindicações 1 a 3, caracterizadopelo fato de que o referido filme elastomérico autossustentável (11) tem uma espessura inferior a 50 μm.
5. Pneu de acordo com a reivindicação 4, caracterizado pelo fato de que o referido filme elastomérico autossustentável (11) tem uma espessura inferior a 50 μm e superior a 5 μm.
6. Pneu de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que a referida camada de material de vedação (10) tem uma espessura superior a 2,0 mm e inferior a 4 mm.
7. Compósito de múltiplas camadas tipo tira, caracterizado pelo fato de compreender um conjunto de vedação (12) e um filme protetor removível (14) em que referido conjunto de vedação compreende um filme elastomérico autossustentável (11) compreendendo pelo menos 50% em peso em relação ao peso do próprio filme de um poliuretano elastomérico termoplástico, e uma camada de material de vedação (10) tendo uma primeira e uma segunda superfícies principais opostas uma à outra, referida camada de material de vedação (10) sendo associada a e suportada pelo referido filme elastomérico autossustentável (11), no nível da primeira superfície, e em que o referido filme protetor removível é arranjado em contato com a segunda superfície do referido material de vedação.
8. Compósito de acordo com a reivindicação 7, caracterizado pelo fato de que o referido filme protetor removível (14) tem uma espessura inferior a 100 μm.
9. Compósito de acordo com a reivindicação 7 ou 8, caracterizado pelo fato de que o referido filme protetor removível (14) compreende um material polimérico selecionado dentre poliésteres, poliamidas, policarbonatos, cloretos de polivinila e poliolefinas fluoradas.
10. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizado pelo fato de que o referido filme elastomérico autossustentável (11) compreende pelo menos 50% em peso de pelo menos um poliuretano elastomérico termoplástico ou misturas de dois ou mais poliuretanos elastoméricos termoplásticos.
11. Pneu ou compósito de acordo com a reivindicação 10, caracterizado pelo fato de que o referido filme elastomérico autossustentável (11) compreende pelo menos 90% em peso de pelo menos um poliuretano elastomérico termoplástico ou misturas de dois ou mais poliuretanos elastoméricos termoplásticos.
12. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizado pelo fato de que o referido poliuretano elastomérico termoplástico é obtido através da polimerização de di-isocianatos aromáticos.
13. Pneu ou compósito de acordo com a reivindicação 12, caracterizado pelo fato de que o referido poliuretano elastomérico termoplástico é obtido através da polimerização de di-isocianatos aromáticos selecionados dentre di-isocianato de naftaleno, di-isocianato de para-fenila, di-isocianato de tolueno (TDI) e metileno difenil di-isocianato (MDI).
14. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizado pelo fato de que o referido poliuretano elastomérico termoplástico é distinguido por uma dureza (Shore A de acordo com a norma ASTM D-2240 a 23°C) superior a 70.
15. Pneu ou compósito de acordo com a reivindicação 14, caracterizado pelo fato de que o referido poliuretano elastomérico termoplástico é distinguido por uma dureza (Shore A de acordo com a norma ASTM D-2240 a 23°C) superior a 85.
16. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizado pelo fato de que o referido filme elastomérico autossustentável (11) é ainda distinguido por um ou mais dos seguintes parâmetros: - alongamento na ruptura superior a 150%, avaliado de acordo com a norma ASTM D882 em teste de largura 12,57 mm deformado na velocidade de 500 mm/min a 23°C; - força para um alongamento de 10% por centímetro linear da largura superior a 0,4 N/cm; - força residual por centímetro linear da largura do filme após 5 minutos para atingir a deformação de 35% inferior a 3,0 N/cm, referidas forças sendo avaliadas em um espécime cortado com largura de 20 mm e comprimento de 200 mm, com espessura nominal compreendida entre 10 e 100 μm, pré-carregado a 0,4 N e tracionado a 500 mm/min até 35% de deformação e, em seguida, mantido no estado deformado por 5 minutos.
17. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizadopelo fato de que o referido filme elastomérico autossustentável (11), antes da conformação, tem uma espessura compreendida entre 10 μm e 100 μm.
18. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizadopelo fato de que referida camada de material de vedação (10), antes da conformação, tem uma espessura inferior a 7 mm.
19. Pneu ou compósito de acordo com qualquer uma das reivindicações anteriores, caracterizadopelo fato de que compreende ainda dois elementos alongados feitos de material elastomérico (13), cada um aplicado a uma respectiva borda circunferencial ou longitudinal do referido conjunto de vedação (12).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI20132002 | 2013-11-29 | ||
| ITMI2013A002002 | 2013-11-29 | ||
| PCT/IB2014/066329 WO2015079384A1 (en) | 2013-11-29 | 2014-11-25 | Self-sealing tyre for motor vehicle wheels and self-sealing tyre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016010960A2 BR112016010960A2 (pt) | 2017-08-08 |
| BR112016010960B1 true BR112016010960B1 (pt) | 2021-09-21 |
Family
ID=50033626
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016010960-0A BR112016010960B1 (pt) | 2013-11-29 | 2014-11-25 | Pneu autovedante para rodas de veículo, e, compósito de múltiplas camadas tipo tira |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3074212B1 (pt) |
| CN (1) | CN105764677B (pt) |
| BR (1) | BR112016010960B1 (pt) |
| WO (1) | WO2015079384A1 (pt) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016211112A1 (de) * | 2016-06-22 | 2017-12-28 | Continental Reifen Deutschland Gmbh | Selbstdichtender Fahrzeugluftreifen und Verfahren zu dessen Herstellung |
| DE102016211111A1 (de) * | 2016-06-22 | 2017-12-28 | Continental Reifen Deutschland Gmbh | Selbstdichtender Fahrzeugluftreifen und Verfahren zu dessen Herstellung |
| EP3354481A1 (en) * | 2017-01-26 | 2018-08-01 | ARLANXEO Deutschland GmbH | Foamed sealing compounds |
| WO2019123225A1 (en) * | 2017-12-21 | 2019-06-27 | Pirelli Tyre S.P.A. | Process for producing self-sealing tyres |
| DE102019219082A1 (de) * | 2019-12-06 | 2021-06-10 | Continental Reifen Deutschland Gmbh | Verfahren zum Recycling von Fahrzeugluftreifen mit Dichtmittellage |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4418093A (en) | 1982-03-26 | 1983-11-29 | Synair Corporation | Method for distributing material inside a tire casing |
| US4919183A (en) * | 1983-09-28 | 1990-04-24 | The Goodyear Tire & Rubber Company | Self sealing pneumatic tire |
| WO2003026906A1 (fr) | 2001-09-14 | 2003-04-03 | The Yokohama Rubber Co., Ltd. | Pneumatique, procede de fabrication associe et composition de caoutchouc destinee a un materiau de scellement |
| US7332047B2 (en) * | 2002-12-03 | 2008-02-19 | The Goodyear Tire & Rubber Company | Adherent, removable barrier film for tire carcass |
| WO2008013183A1 (fr) * | 2006-07-24 | 2008-01-31 | Bridgestone Corporation | Revêtement interne pour pneu, son procédé de fabrication et pneu |
| US20090084482A1 (en) | 2007-09-28 | 2009-04-02 | Ramendra Nath Majumdar | Pneumatic tire having built-In sealant layer and preparation thereof |
| JP5592616B2 (ja) * | 2008-03-31 | 2014-09-17 | 株式会社ブリヂストン | フィルム、タイヤ用インナーライナー及びそれを用いたタイヤ |
| EP2296918B1 (en) | 2008-05-30 | 2013-01-23 | Pirelli Tyre S.P.A. | Tyre comprising a sealing material comprising a partially cross-linked styrene-butadiene rubber |
| JP5657660B2 (ja) | 2009-07-31 | 2015-01-21 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | はめ込みセルフシーリングプライを有する空気式タイヤ |
| FR2949998B1 (fr) | 2009-09-15 | 2011-10-07 | Michelin Soc Tech | Bandage pneumatique avec couche auto-obturante integree |
| IT1396617B1 (it) | 2009-11-25 | 2012-12-14 | Pirelli | Metodo per controllare selettivamente la capacita' auto-sigillante di un pneumatico e pneumatico auto-sigillante per ruote di veicoli |
| JP5611233B2 (ja) * | 2009-12-01 | 2014-10-22 | 株式会社クラレ | 空気入りタイヤ用インナーライナー及びその製造方法 |
| US8387672B2 (en) * | 2010-03-18 | 2013-03-05 | The Goodyear Tire & Rubber Company | Pneumatic tire with built-in sealant layer composite |
| ITMI20112360A1 (it) | 2011-12-22 | 2013-06-23 | Pirelli | Pneumatico auto-sigillante per ruote di veicoli |
-
2014
- 2014-11-25 CN CN201480064525.XA patent/CN105764677B/zh active Active
- 2014-11-25 EP EP14828290.8A patent/EP3074212B1/en active Active
- 2014-11-25 BR BR112016010960-0A patent/BR112016010960B1/pt active IP Right Grant
- 2014-11-25 WO PCT/IB2014/066329 patent/WO2015079384A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015079384A1 (en) | 2015-06-04 |
| CN105764677B (zh) | 2018-10-16 |
| CN105764677A (zh) | 2016-07-13 |
| EP3074212A1 (en) | 2016-10-05 |
| EP3074212B1 (en) | 2019-07-03 |
| BR112016010960A2 (pt) | 2017-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2794244B1 (en) | Self-sealing tyre for vehicle wheels | |
| BR112016010960B1 (pt) | Pneu autovedante para rodas de veículo, e, compósito de múltiplas camadas tipo tira | |
| US10259270B2 (en) | Method of selectively controlling the self-sealing ability of a tyre and self-sealing tyre for vehicle wheels | |
| US8360122B2 (en) | Sealant material composition, self-sealing pneumatic tire, and preparation thereof | |
| BRPI1102947A2 (pt) | processo para fabricação de pneu pneumático com abafador de ruìdo de espuma | |
| CN108463336B (zh) | 用于车辆车轮的自密封轮胎 | |
| CN104582979A (zh) | 具备内衬层的充气轮胎 | |
| JP3826081B2 (ja) | 空気入りタイヤ及びその製造方法 | |
| JP2005219565A (ja) | 空気入りタイヤ | |
| WO2004076207A1 (ja) | 空気入りタイヤ及びその製造方法 | |
| CN104507706A (zh) | 具备内衬层的充气轮胎 | |
| EP4330058A1 (en) | Self-sealing tyre for vehicle wheels | |
| CN107108965B (zh) | 用于车轮的轮胎 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 25/11/2014, OBSERVADAS AS CONDICOES LEGAIS. |