BR112016009614B1 - PROCESS FOR THE PRODUCTION OF A SHORT WINDING HEAD AND ROTOR FOR AN ELECTRICAL MACHINE FOR THE EXECUTION OF THE PROCESS - Google Patents
PROCESS FOR THE PRODUCTION OF A SHORT WINDING HEAD AND ROTOR FOR AN ELECTRICAL MACHINE FOR THE EXECUTION OF THE PROCESS Download PDFInfo
- Publication number
- BR112016009614B1 BR112016009614B1 BR112016009614-2A BR112016009614A BR112016009614B1 BR 112016009614 B1 BR112016009614 B1 BR 112016009614B1 BR 112016009614 A BR112016009614 A BR 112016009614A BR 112016009614 B1 BR112016009614 B1 BR 112016009614B1
- Authority
- BR
- Brazil
- Prior art keywords
- rotor
- conductor
- bending
- base body
- conductor segments
- Prior art date
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R39/00—Rotary current collectors, distributors or interrupters
- H01R39/02—Details for dynamo electric machines
- H01R39/32—Connections of conductor to commutator segment
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K13/00—Structural associations of current collectors with motors or generators, e.g. brush mounting plates or connections to windings; Disposition of current collectors in motors or generators; Arrangements for improving commutation
- H02K13/04—Connections between commutator segments and windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/50—Fastening of winding heads, equalising connectors, or connections thereto
- H02K3/51—Fastening of winding heads, equalising connectors, or connections thereto applicable to rotors only
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R2201/00—Connectors or connections adapted for particular applications
- H01R2201/10—Connectors or connections adapted for particular applications for dynamoelectric machines
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Motor Or Generator Current Collectors (AREA)
Abstract
PROCESSO PARA A PRODUÇÃO DE UM CABEÇOTE DE ENROLAMENTO CURTO E ROTOR PARA UMA MÁQUINA ELÉTRICA PARA A EXECUÇÃO DO PROCESSO. A presente invenção refere-se a um processo e um rotor para a produção de um cabeçote de enrolamento (6) curto, onde segmentos de condutor (5) de um enrolamento do rotor que saem no lado frontal do corpo de base (2) de um rotor (1) são dobrados em direção de um comutador (7), onde as extremidades dos condutores (14, 15) alinhados paralelamente ao eixo dos segmentos de condutor (51, 52) são transferidas de uma primeira posição radial, originariamente externa, para uma segunda posição radial interna, onde segmentos de condutor (51) que conduzem até a extremidade do condutor (14) são dobrados sobre uma borda de dobra (11) de um anel de dobra (10) disposto no lado frontal no corpo de base (2), e são alinhados pelo menos mais ou menos paralelamente com o lado frontal (4) do corpo de base (2).PROCESS FOR PRODUCTION OF A SHORT WINDING HEAD AND ROTOR FOR AN ELECTRICAL MACHINE FOR THE EXECUTION OF THE PROCESS. The present invention relates to a process and a rotor for producing a short winding head (6), where conductor segments (5) of a rotor winding exit on the front side of the base body (2) of a rotor (1) are bent towards a commutator (7), where the ends of the conductors (14, 15) aligned parallel to the axis of the conductor segments (51, 52) are transferred from a first radial position, originally external, to a second inner radial position, where conductor segments (51) leading to the end of the conductor (14) are folded over a bend edge (11) of a bend ring (10) disposed on the front side of the base body (2), and are aligned at least more or less parallel with the front side (4) of the base body (2).
Description
[001] A presente invenção refere-se a um processo para a produção de um cabeçote de enrolamento curto, de acordo com o preâmbulo da invenção, e a um rotor para a execução do processo com as características da invenção.[001] The present invention relates to a process for producing a short winding head, according to the preamble of the invention, and to a rotor for carrying out the process with the characteristics of the invention.
[002] A fim de poder realizar o comprimento de construção de máquinas elétricas que possuem um rotor com um comutador com o menor comprimento de construção possível, almeja-se configurar os cabeçotes de enrolamento entre o pacote de lâminas que constitui o corpo de base do rotor e o comutador o mais chato possível. Os condutores do enrolamento do rotor que saem do corpo de base no lado frontal, são soldados com o comutador que também é denominado de inversor da corrente, nas extremidades das linhas.[002] In order to be able to carry out the construction length of electrical machines that have a rotor with a commutator with the shortest possible construction length, the aim is to configure the winding heads between the blade pack that constitutes the base body of the rotor and commutator as flat as possible. The rotor winding conductors that come out of the base body on the front side are soldered with the commutator, which is also called current inverter, at the ends of the lines.
[003] A fim de poder estabelecer uma interligação desejada com um enrolamento, os condutores precisam ser ligados ao comutador de um determinado modo. As extremidades dos diversos condutores que se projetam para fora do corpo de base do rotor precisam ser colocadas, através de travação e dobra, na posição correspondente onde podem ser ligadas com as diversas superfícies de contato do comutador, de modo conduzindo eletricidade. Neste processo, os condutores da parte inferior e da parte superior são ao mesmo tempo travados e dobrados.[003] In order to be able to establish a desired interconnection with a winding, the conductors need to be connected to the switch in a certain way. The ends of the various conductors that project out of the base body of the rotor need to be placed, through locking and bending, in the corresponding position where they can be connected with the various contact surfaces of the commutator, so as to conduct electricity. In this process, the lower and upper conductors are both locked and bent at the same time.
[004] A travação constitui um limite para a altura do cabeçote de enrolamento. Depois deste passo do processamento, os condutores da parte inferior e da parte superior encontram-se um sobre o outro, uma outra travação dos condutores para a obtenção de um cabeçote de enrolamento menor não é mais possível.[004] Braking constitutes a limit to the height of the winding head. After this processing step, the lower and upper conductors lie on top of each other, further locking of the conductors to obtain a smaller winding head is no longer possible.
[005] Aqueles com este processo de dobra convencional, onde os condutores que se projetam para fora do corpo de base do rotor são respectivamente dobradas na direção do comutador, apresentam a desvantagem de que, em virtude dos limites geométricos mencionados na travação, os condutores não podem ser alinhados paralelamente ou quase que paralelamente à lâmina final do pacote de lâminas. Antes pelo contrário, somente pode ser produzido um cabeçote de enrolamento cônico por meio de processos de dobra convencionais.[005] Those with this conventional bending process, where the conductors projecting out of the base body of the rotor are respectively bent towards the commutator, present the disadvantage that, by virtue of the geometric limits mentioned in the braking, the conductors cannot be aligned parallel or nearly parallel to the end blade of the blade pack. On the contrary, a conical winding head can only be produced using conventional bending processes.
[006] Para a obtenção de um cabeçote de enrolamento chato para o rotor de uma máquina elétrica, os condutores que constituem o enrolamento do rotor, podem ser produzidos antes da montagem no rotor com segmentos de linha dobrados em ângulo reto. Do documento DE 199 56 347 A1 é conhecido um rotor com elementos de condutor pré-fabricados. A pré-fabricação de elementos de condutor dobrados em ângulo reto e a posterior inserção em ranhuras do rotor exigem passos de montagem dispendiosos.[006] To obtain a flat winding head for the rotor of an electrical machine, the conductors that constitute the rotor winding can be produced before mounting on the rotor with line segments bent at right angles. A rotor with prefabricated conductor elements is known from DE 199 56 347 A1. Pre-fabrication of right-angled bent conductor elements and subsequent insertion into rotor slots require expensive assembly steps.
[007] O processo de acordo com a presente invenção para a fabricação de um cabeçote de enrolamento curto em um rotor de uma máquina elétrica com as características da invenção tem a vantagem de que os segmentos de condutores dobrados sobre uma borda de dobra de um anel de dobra disposto no lado frontal no corpo de base do rotor, ou diretamente sobre o lâmina final do pacote de lâminas, podem ser colocados em um alinhamento pelo menos aproximadamente paralelo à face frontal do corpo de base. Com isso pode ser obtido um comprimento de construção curto para o cabeçote de enrolamento entre o corpo de base e o comutador, sem que os condutores, que constituem o enrolamento do rotor precisam ser pré- dobrados em um processo de travação específico, conectado a montante. Dessa forma resulta para a máquina elétrica, que, de preferência, serve de máquina de partida para um motor de combustão interna, um comprimento de construção respectivamente curto, o que justamente na construção de veículos significa uma vantagem especialmente grande. Devido ao comprimento de construção mais curto, a máquina elétrica também obtém um peso mais leve.[007] The process according to the present invention for manufacturing a short winding head on a rotor of an electrical machine with the features of the invention has the advantage that the segments of conductors bent over a bending edge of a ring of bending arranged on the front side of the rotor base body, or directly on the end blade of the blade pack, can be placed in an alignment at least approximately parallel to the front face of the base body. With this, a short construction length for the winding head between the base body and the commutator can be obtained, without the conductors constituting the rotor winding having to be pre-bent in a specific braking process, connected upstream. . This results in a correspondingly short construction length for the electrical machine, which preferably serves as a starting machine for an internal combustion engine, which in vehicle construction is particularly advantageous. Due to the shorter construction length, the electric machine also achieves a lighter weight.
[008] Ao dobrar os segmentos de linhas, estes preferencialmente são dobrados para além de um ângulo de 90°, de modo que ocorre um excesso de dobra. Com isso consegue-se que, também em caso de uma resiliência elástica pequena, depois do passo de dobra, o segmento dobrado vai paralelamente ao lado frontal do corpo de base do rotor, e com isto é alcançado um encurtamento ótimo do comprimento de construção na área do cabeçote de enrolamento. O processo de dobra consiste preferencialmente de movimentos sobrepostos do rotor e da respectiva extremidade de linha de um segmento de condutor a ser dobrado. No movimento sobreposto, o rotor é girado ao redor de uma posição angular correspondente e ao mesmo tempo executa um movimento de curso em direção axial. O processo de dobra pode ser executado alternativamente com o rotor parado e a ferramenta respectivamente movimentada. A distância da extremidade do condutor do lado frontal do corpo de base é reduzida dessa forma e a posição angular de extremidade do condutor é alterada de tal modo que esta posteriormente pode ser soldada ou ligada de outro modo conduzindo eletricidade com a respectiva superfície de contato do comutador. Além disso, a respectiva extremidade de condutor é deslocada em direção de eixo de rotação do rotor.[008] When bending the line segments, they are preferably bent beyond a 90° angle, so that excess bending occurs. This means that, even in the case of a small elastic resilience, after the bending step, the bent segment runs parallel to the front side of the rotor base body, thus achieving an optimal shortening of the construction length in the winding head area. The bending process preferably consists of overlapping movements of the rotor and the respective line end of a conductor segment to be bent. In the superimposed movement, the rotor is rotated around a corresponding angular position and at the same time performs a stroke movement in the axial direction. The bending process can be carried out alternatively with the rotor stationary and the tool respectively moving. The distance of the end of the conductor from the front side of the base body is thereby reduced and the angular position of the end of the conductor is changed in such a way that it can later be welded or otherwise connected by conducting electricity with the respective contact surface of the conductor. switch. In addition, the respective conductor end is displaced in the direction of the rotor axis of rotation.
[009] Em virtude do movimento de rotação e levantamento combinado com um movimento de deslocamento sobreposto resulta uma duração do processo muito curta para a dobra em essência em ângulo reto dos segmentos de condutor. O passo de processo de travação pode assim ser dispensado.[009] Due to the rotation and lifting movement combined with a superimposed displacement movement, a very short process duration results for the essentially right-angled bending of the conductor segments. The braking process step can thus be dispensed with.
[0010] O processo de dobra pode ser executado usando-se uma ferramenta de posicionamento que ataca na extremidade do condutor do respectivo segmento do condutor a ser dobrado. Nisso, a ferramenta de posicionamento mantém a extremidade do condutor preferencialmente em um alinhamento paralelo ao eixo, deslocando este para uma distância radial menor do eixo de rotação do rotor e para uma outra posição angular. Os movimentos do rotor e da ferramenta de posicionamento podem ser combinados para a execução do processo de dobra, se isto parece adequado ou vantajoso do ponto de vista do processo. Dependendo da exigência à execução do processo de dobra, por meio de uma combinação ou seleção correspondente de movimentos de posicionamento e de elevação, o processo de dobra pode ser adaptado a condições gerais existentes.[0010] The bending process can be performed using a positioning tool that strikes at the wire end of the respective wire segment to be bent. In this, the positioning tool maintains the end of the conductor preferably in an alignment parallel to the axis, displacing it to a smaller radial distance from the rotor rotation axis and to another angular position. The movements of the rotor and the positioning tool can be combined to carry out the bending process, if this seems suitable or advantageous from a process point of view. Depending on the requirement for carrying out the bending process, through a combination or corresponding selection of positioning and lifting movements, the bending process can be adapted to existing general conditions.
[0011] No caso de um rotor com condutores internos e externos dispostos com uma distância radial pequena entre si distribuídos em dois raios de círculo diferentes que constituem o enrolamento do rotor, primeiro podem ser dobrados os condutores internos através do anel de dobra, e depois, os condutores externos sobre o condutor interno já dobrado. Também nisso há a possibilidade de que os condutores externos, através de um excesso de dobra acima de um ângulo de 90°, podem ser colocados em um alinhamento paralelo com o lado frontal do corpo de base. Dessa forma, então, o processo de dobra para os condutores externos ocorre com os mesmos passos do processo como é o caso dos condutores internos que são diretamente adjacentes ao anel de dobra. Para a execução do processo de dobra, no caso, podem ser executados os mesmos movimentos de rotação e de elevação ou movimentos de posicionamento como já foram descritos acima.[0011] In the case of a rotor with inner and outer conductors arranged with a small radial distance from each other distributed in two different circle radii that constitute the rotor winding, first the inner conductors can be bent through the bending ring, and then , the outer conductors over the already bent inner conductor. Here too there is the possibility that the outer conductors, through an excess bending above a 90° angle, can be placed in a parallel alignment with the front side of the base body. Thus, then, the bending process for the outer conductors takes place with the same process steps as is the case for the inner conductors that are directly adjacent to the bending ring. For the execution of the bending process, in this case, the same rotation and lifting movements or positioning movements as described above can be carried out.
[0012] No lugar de ferramentas de posicionamento individuais para os diversos segmentos de condutores e suas extremidades de condutores, também podem ser usadas ferramentas de abaixamento e deslocamento que dobram simultaneamente todos os condutores que se projetam para fora do corpo de base do rotor para uma posição final desejada, de modo que suas extremidades de condutor podem ser ligadas conduzindo eletricidade com as superfícies de contato do comutador. A dobra simultânea de todos os condutores tem a vantagem de um encurtamento do processo de produção, porém, isto também exige uma ferramenta de manuseio respectivamente complexa. Os condutores ou segmentos de condutores que se projetam para fora do corpo de base do rotor, de preferência, são segmentos de condutor em forma de U que com suas duas abas da forma em U estão dispostas em ranhuras diferentes no corpo de base do rotor.[0012] In place of individual positioning tools for the various conductor segments and their conductor ends, lowering and shifting tools can also be used that simultaneously bend all conductors projecting out of the rotor base body into a desired final position, so that its conductor ends can be connected by conducting electricity with the contact surfaces of the commutator. The simultaneous bending of all conductors has the advantage of shortening the production process, but this also requires a correspondingly complex handling tool. The conductors or segments of conductors projecting out of the rotor base body are preferably U-shaped conductor segments which with their two U-shaped tabs are arranged in different grooves in the rotor base body.
[0013] O rotor de acordo com a presente invenção com as características da invenção tem a vantagem de que um anel de dobra que preferencialmente é executado como um anel de isolamento de um material eletricamente isolante possibilita uma dobra ótima dos segmentos de condutor que saem do corpo de base do rotor no lado frontal. Para esta finalidade, o anel de dobra apresenta uma borda de dobra com um raio de dobra que garante que os segmentos de condutor dobrados nele não sejam danificados e podem ser colocados em uma direção que vai paralelamente ao lado frontal do corpo de base com um raio de dobra definido a partir da orientação paralela ao eixo. Para este fim, o raio interno do anel de dobra, de preferência, é maior do que o raio circunferencial do comutador. Com isso é possível que as extremidades dos condutores que precisam ser colocadas em uma posição que possibilita uma conexão elétrica com o comutador, durante o processo de dobra em sentido axial, podem ser pressionadas para dentro do especo de anel interno, com o que ocorre um excesso de dobra dos segmentos de condutor a serem dobrados sobre um ângulo de 90°. Este excesso de dobra, como já foi descrito acima, resulta em uma forma de construção especialmente curta para o cabeçote de enrolamento voltado para o comutador.[0013] The rotor according to the present invention with the characteristics of the invention has the advantage that a bending ring which is preferably executed as an insulating ring of an electrically insulating material enables an optimal bending of the conductor segments leaving the rotor base body on the front side. For this purpose, the bend ring features a bend edge with a bend radius that ensures that the wire segments bent into it are not damaged and can be placed in a direction that runs parallel to the front side of the base body with a radius bend defined from axis-parallel orientation. For this purpose, the internal radius of the bending ring is preferably greater than the circumferential radius of the switch. With this it is possible that the ends of the conductors that need to be placed in a position that allows an electrical connection with the commutator, during the bending process in the axial direction, can be pressed into the inner ring spec, with which a excess bending of the conductor segments to be bent over a 90° angle. This excess bending, as already described above, results in an especially short construction form for the winding head facing the tap changer.
[0014] Uma dobra dos condutores para a posição desejada, em principio, também pode ser executada sem o anel de dobra, diretamente sobre as bordas das lâminas.[0014] A bending of the conductors to the desired position, in principle, can also be performed without the bending ring, directly on the edges of the blades.
[0015] A seguir, a presente invenção será descrita mais detalhadamente com a ajuda de um exemplo de execução mostrado no desenho. As figuras mostram:[0015] Next, the present invention will be described in more detail with the help of an execution example shown in the drawing. The figures show:
[0016] A figura 1 mostra um rotor de uma máquina elétrica, em representação simplificada.[0016] Figure 1 shows a rotor of an electrical machine, in simplified representation.
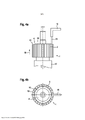
[0017] A figura 2 mostra um detalhe V1 ampliado do rotor da figura 1, parcialmente em corte.[0017] Figure 2 shows an enlarged detail V1 of the rotor of figure 1, partially in section.
[0018] A figura 3 mostra o corpo de base do rotor da figura 1 com segmentos de condutor dobrados no lado frontal.[0018] Figure 3 shows the base body of the rotor of figure 1 with conductor segments bent on the front side.
[0019] As figuras 4a até 7a mostram respectivamente uma vista lateral do rotor para ilustrar os diversos passos do processo de dobra de segmentos de condutor.[0019] Figures 4a to 7a respectively show a side view of the rotor to illustrate the various steps of the process of bending conductor segments.
[0020] As figuras 4b até 7b mostram respectivamente uma vista do lado frontal sobre o corpo de base do rotor, para ilustrar os passos do processo na dobra de segmentos de condutor.[0020] Figures 4b to 7b respectively show a view from the front side on the base body of the rotor, to illustrate the process steps in the bending of conductor segments.
[0021] A figura 1 mostra a construção básica de um rotor que também pode ser denominado de induzido, de uma máquina elétrica que pode ser usada, por exemplo, como motor de partida para um motor de combustão interna.[0021] Figure 1 shows the basic construction of a rotor that can also be called induced, of an electrical machine that can be used, for example, as a starter for an internal combustion engine.
[0022] O rotor 1 possui um corpo de base 2 que consiste de um grande número de lâminas ranhuradas, de modo que resultam ranhuras longitudinais 3 para receber condutores elétricos que constituem o enrolamento do rotor 1. No lado frontal 4, na figura o direito, do corpo de base 2 existe um cabeçote de enrolamento 6 formado por vários segmentos de condutor 5 cujas extremidades de condutor, aqui não visíveis, são inseridas em um comutador 7 que, como o corpo de base 2, é fixado em um eixo 8 comum do rotor 1. As extremidades dos condutores dos segmentos de condutor 5 são conectadas de modo conduzindo eletricidade com superfícies de contato 9 do comutador 7.[0022] The rotor 1 has a
[0023] A figura 2 mostra um detalhe ampliado da figura 1 que lá é marcado com V1. A representação ampliada mostra, no interesse de uma visibilidade melhor, apenas dois segmentos de condutor 51, 52 que são alinhados paralelamente com o lado frontal 4 do corpo de base 2.[0023] Figure 2 shows an enlarged detail of figure 1 which is marked there with V1. The enlarged representation shows, in the interest of better visibility, only two
[0024] Diretamente adjacente ao segmento de condutor 51 interno, um anel de dobra 10 é disposto no lado frontal 4 que aqui é mostrado em corte longitudinal. O anel de dobra 10 é produzido de um material eletricamente isolante e possui na borda voltada para o segmento de condutor 51 uma borda de dobra 11 com um raio de dobra que corresponde a mais ou menos o diâmetro dos segmentos de condutor 51, 52.[0024] Directly adjacent to the
[0025] Antes de os segmentos de condutor 51, 52 serem colocados na orientação mostrada na figura 2, estes segmentos de condutor projetam-se em essência paralelamente ao eixo a partir do lado frontal 4 do corpo de base 2. Depois, primeiro os segmentos de condutor internos, como o segmento de condutor 51 interno aqui mostrado, são colocados ao redor da borda de dobra 11 do anel de dobra 10 na orientação mostrada. Tão logo todos os segmentos de condutor internos, que se distribuem uniformemente em um círculo interno no lado frontal 4, terem sido respectivamente dobrados, os segmentos de condutor externos, como o segmento de condutor 52 externo aqui mostrado, são colocados através dos segmentos de condutor internos na orientação mostrada. Nisso, os segmentos de condutor 51, 52 são sobrepostos ou dobrados em excesso, isto significa, eles são dobrados para além do ângulo de 90° aqui mostrado, sendo que as áreas 12 dos segmentos de condutor 51, 52 que levam ao comutador 7 são pressionadas pelo menos levemente para dentro da abertura anelar 13 do anel de dobra 10. O excesso de dobra dos segmentos de condutor 51, 52, no caso, ocorre em tal grau que estes, em virtude da força de reposicionamento ainda remanescente chegam ao alinhamento mostrado.[0025] Before the
[0026] As extremidades dos condutores 14, 15 dos segmentos de condutor 51, 52 aqui são mostradas com linhas interrompidas dentro do comutador 7. As extremidades dos condutores 14, 15 são alinhadas paralelamente ao eixo do rotor 1, e preferencialmente são fixadas nas superfícies de contato 9 do comutador 7 por meio de soldadura ou soldadura fina.[0026] The ends of the
[0027] A representação em perspectiva da figura 3 mostra o corpo de base 2 do rotor 1 da figura 1, porém, sem comutador 7 e sem eixo 8 da figura 1. A figura 3 mostra a orientação cruzada dos segmentos de condutor 5 ou segmentos de condutor 51, 52 que, dessa forma, oferecem um cabeçote de enrolamento 6 muito chato. As extremidades dos condutores 14, 15, como mostra a figura 2, são deslocadas para dentro em raios de círculo menores.[0027] The perspective representation of figure 3 shows the
[0028] Na vista lateral da figura 4a é mostrado um rotor 1 com um segmento de condutor 51 que se projeta paralelamente ao eixo no lado frontal 4 do corpo de base 2. A extremidade do condutor do segmento de condutor 51 é recebida por uma ferramenta de posicionamento 16. O rotor 1 é disposto em uma unidade rotativa elevadora 17 que pode levantar o rotor 1 em sentido axial e girá-lo em torno de um ângulo desejado.[0028] In the side view of figure 4a is shown a rotor 1 with a
[0029] O anel de dobra 10 é concentricamente fixado no lado frontal 4 e sua borda de dobra 11 (figura 2) segue diretamente o segmento de condutor 51. O anel de dobra 10 apresenta um raio de dobra na sua borda de dobra 11, como é mostrado na figura 2, de modo que o segmento de condutor 51, através desta borda de dobra 11, pode ser dobrado para uma posição com o respectivo raio de dobra, como mostra a figura 5a.[0029] The
[0030] A figura 4b mostra a vista do lado frontal da disposição mostrada na figura 4a. O anel de dobra 10 disposto no lado frontal 4 apresenta uma superfície frontal 19 relativamente estreita aqui visível sobre a qual é dobrada, em um próximo passo do processo, o segmento de condutor 51, para assumir a orientação mostrada na figura 5a.[0030] Figure 4b shows the front side view of the arrangement shown in figure 4a. The bending
[0031] Nas figuras 4a até 5b é mostrado respectivamente apenas um único segmento de condutor 51, a fim de poder ilustrar melhor o processo de dobra. A dobra de todos os segmentos de condutor acontece do mesmo modo como a do segmento de condutor 51 mostrado, a fim de obter no conjunto um cabeçote de enrolamento chato, tal como é visível nas figuras 7a e 7b.[0031] In figures 4a to 5b, respectively, only a single segment of
[0032] Para colocar o segmento de condutor 51 em uma posição essencialmente dobrada em ângulo reto, como é mostrada na figura 5a, o rotor 1 é elevado em direção da seta 18 em relação à posição da figura 4a, e ao mesmo tempo é girado em um ângulo α em direção da seta 20, como mostra a vista do lado frontal da figura 5b. Sobreposto a este movimento elevador e rotativo que a unidade rotativa elevadora 17 executa, a ferramenta de posicionamento 16 é movida em direção da seta 21 em direção ao eixo de rotação 22, de modo que a ferramenta de posicionamento 16 alcança a posição mostrada na figura 5a e figura 5b.[0032] To place the
[0033] As figuras 6a e 6b mostram agora todos os segmentos de condutor dobrados sobre o anel de dobra 10 cujas extremidades dos condutores 14 projetam-se paralelamente com o eixo em relação ao eixo de rotação 22. As figuras 6a e 6b mostram os segmentos de condutor dispostos internamente que seguem diretamente o anel de dobra.[0033] Figures 6a and 6b now show all the wire segments bent over the bending
[0034] Nas figuras 7a e 7b é visível como os segmentos de condutor externos são cruzados sobre os segmentos de condutor internos, formando no conjunto um cabeçote de enrolamento 6 chato. Nisso, os segmentos de condutor externos, dos quais na figura 2 é mostrado um segmento de condutor 52, uma chamada camada superior do cabeçote de enrolamento 6, ao passo que os segmentos de condutor visíveis na figura 6a constituem uma chamada camada inferior do cabeçote de enrolamento 6. Todas as extremidades dos condutores 14, 15 que se projetam para cima são conectadas a superfícies de contato de um comutador não mostrado aqui.[0034] In figures 7a and 7b it is visible how the outer conductor segments are crossed over the inner conductor segments, together forming a flat winding head 6. Herein, the outer conductor segments, of which in figure 2 a
Claims (12)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201310222572 DE102013222572A1 (en) | 2013-11-06 | 2013-11-06 | Method and rotor for producing a short winding head |
| DE102013222572.5 | 2013-11-06 | ||
| PCT/EP2014/073860 WO2015067678A2 (en) | 2013-11-06 | 2014-11-06 | Method and rotor for producing a short winding head |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| BR112016009614A2 BR112016009614A2 (en) | 2017-08-01 |
| BR112016009614A8 BR112016009614A8 (en) | 2018-08-14 |
| BR112016009614B1 true BR112016009614B1 (en) | 2022-03-15 |
Family
ID=51903879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016009614-2A BR112016009614B1 (en) | 2013-11-06 | 2014-11-06 | PROCESS FOR THE PRODUCTION OF A SHORT WINDING HEAD AND ROTOR FOR AN ELECTRICAL MACHINE FOR THE EXECUTION OF THE PROCESS |
Country Status (4)
| Country | Link |
|---|---|
| CN (1) | CN105706343B (en) |
| BR (1) | BR112016009614B1 (en) |
| DE (1) | DE102013222572A1 (en) |
| WO (1) | WO2015067678A2 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106849451B (en) * | 2016-12-25 | 2023-03-24 | 中船重工电机科技股份有限公司 | Star-shaped contact ring structure of rotor winding of doubly-fed asynchronous wind generator |
| AT520312B1 (en) * | 2017-10-30 | 2019-03-15 | Miba Ag | Device and method for forming a conductor package |
| EP3718199A1 (en) * | 2017-11-28 | 2020-10-07 | Miba Automation Systems Ges.M.B.H. | Method for producing a semi-finished product of a stator, and device for producing a semi-finished product of a stator |
| DE102018124011B3 (en) | 2018-09-28 | 2019-09-05 | Voith Patent Gmbh | Rotor for an electric machine |
| DE102019130535A1 (en) * | 2019-11-12 | 2021-05-12 | Gehring E-Tech Gmbh | Method for reshaping a conductor section arranged in a stator core, as well as corresponding device and its use |
| CN112372256B (en) * | 2020-12-01 | 2023-09-01 | 陕西航天时代导航设备有限公司 | Commutator processing technology |
| CN112737184B (en) * | 2020-12-10 | 2022-04-08 | 宜兴华永电机有限公司 | Rotor outgoing line assembly for super-large rotor current and outgoing line installation method thereof |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ZA775055B (en) * | 1976-09-04 | 1978-07-26 | Lucas Industries Ltd | Method of manufacturing an armature assembly for a dynamo electric machine |
| JPS55147952A (en) * | 1979-05-04 | 1980-11-18 | Mitsubishi Electric Corp | Connecting method of armature coil |
| JPS5671457A (en) * | 1979-11-14 | 1981-06-15 | Hitachi Ltd | Device for winding armature |
| US4437230A (en) * | 1982-07-19 | 1984-03-20 | Allied Corporation | Motor having insulationless armature connections |
| DE4209532C1 (en) * | 1992-03-24 | 1993-06-24 | Ruoss G Spezialmaschinen Elektroind | Directly winding armature of electrical machine - using peripheral open grooves and commutator with solder crown and applying robot-controlled wire nozzle |
| JP3156498B2 (en) * | 1994-05-10 | 2001-04-16 | 株式会社デンソー | Armature of commutator type rotating electric machine |
| FR2753849B1 (en) * | 1996-09-26 | 1998-10-23 | Valeo Equip Electr Moteur | ROTATING ELECTRIC MACHINE ARMATURE AND MOTOR VEHICLE STARTER COMPRISING SUCH AN ARMATURE |
| DE19956347A1 (en) | 1999-11-24 | 2001-06-13 | Bosch Gmbh Robert | Rotor for an electrical machine |
| CN202034865U (en) * | 2011-03-28 | 2011-11-09 | 浙江博宇实业有限公司 | Connecting structure for armature winding and reverser |
| DE102011079332A1 (en) * | 2011-07-18 | 2013-01-24 | Robert Bosch Gmbh | Ring element for a rotor of an electric motor |
-
2013
- 2013-11-06 DE DE201310222572 patent/DE102013222572A1/en active Pending
-
2014
- 2014-11-06 CN CN201480060399.0A patent/CN105706343B/en active Active
- 2014-11-06 BR BR112016009614-2A patent/BR112016009614B1/en active IP Right Grant
- 2014-11-06 WO PCT/EP2014/073860 patent/WO2015067678A2/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015067678A2 (en) | 2015-05-14 |
| WO2015067678A3 (en) | 2015-08-13 |
| BR112016009614A2 (en) | 2017-08-01 |
| CN105706343B (en) | 2018-06-29 |
| BR112016009614A8 (en) | 2018-08-14 |
| CN105706343A (en) | 2016-06-22 |
| DE102013222572A1 (en) | 2015-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016009614B1 (en) | PROCESS FOR THE PRODUCTION OF A SHORT WINDING HEAD AND ROTOR FOR AN ELECTRICAL MACHINE FOR THE EXECUTION OF THE PROCESS | |
| JP5773057B2 (en) | Concentrated power distribution member for concentrated winding motor | |
| BR102013004972B1 (en) | ELECTRIC ROTATING MACHINE, AND, METHOD OF MANUFACTURING ELECTRIC CONDUCTOR SEGMENTS | |
| JP5850878B2 (en) | Segment conductor type stator of rotating electric machine and method of manufacturing the same | |
| JP6106517B2 (en) | Round terminal fixing structure | |
| JP2011229248A5 (en) | ||
| JP2013135527A (en) | Method for manufacturing stator, apparatus for manufacturing stator and stator | |
| JP5989496B2 (en) | Bus ring for stator of rotating electrical machine | |
| JP2017079573A (en) | Stator of dynamo-electric machine | |
| US10396607B2 (en) | Bus ring unit | |
| JP2013005541A (en) | Molding method of bus bar, and bus bar | |
| CN104426271A (en) | Stator for rotational electrical machine | |
| KR20140115266A (en) | Coil, rotary electric machine and method of manufacturing rotary electric machine | |
| JPWO2013179476A1 (en) | Rotating electric machine, rotating electric stator and vehicle | |
| US9705374B2 (en) | Rotary electric machine and a manufacturing method thereof | |
| JP5681250B1 (en) | Conductor piece set molding method and conductor piece set molding apparatus | |
| JP6362271B2 (en) | Bus ring unit | |
| CN113196621A (en) | Electric machine | |
| KR20140121928A (en) | stator and a electrical rotating device including the same | |
| US20180331605A1 (en) | Coil forming device and coil forming method | |
| JP6428565B2 (en) | End processing equipment | |
| JP5282153B1 (en) | Resolver stator and method of manufacturing stator assembly | |
| EP3079233A1 (en) | Electric power collection/distribution ring and electric motor | |
| CN109983656A (en) | Internal combustion engine rotating electric machine and its stator | |
| US10763719B2 (en) | Stator |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B25A | Requested transfer of rights approved |
Owner name: SEG AUTOMOTIVE GERMANY GMBH (DE) |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 06/11/2014, OBSERVADAS AS CONDICOES LEGAIS. |