BR112016003101B1 - Produto de papel tissue enrolado - Google Patents
Produto de papel tissue enrolado Download PDFInfo
- Publication number
- BR112016003101B1 BR112016003101B1 BR112016003101-6A BR112016003101A BR112016003101B1 BR 112016003101 B1 BR112016003101 B1 BR 112016003101B1 BR 112016003101 A BR112016003101 A BR 112016003101A BR 112016003101 B1 BR112016003101 B1 BR 112016003101B1
- Authority
- BR
- Brazil
- Prior art keywords
- tissue paper
- web
- creped
- tissue
- paper web
- Prior art date
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47K—SANITARY EQUIPMENT NOT OTHERWISE PROVIDED FOR; TOILET ACCESSORIES
- A47K10/00—Body-drying implements; Toilet paper; Holders therefor
- A47K10/16—Paper towels; Toilet paper; Holders therefor
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H25/00—After-treatment of paper not provided for in groups D21H17/00 - D21H23/00
- D21H25/005—Mechanical treatment
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/40—Multi-ply at least one of the sheets being non-planar, e.g. crêped
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Paper (AREA)
- Sanitary Thin Papers (AREA)
Abstract
produto de papel tissue enrolado. a presente divulgação se refere às tramas de papel tissue crepado que apresentam baixa aspereza e alto volume da folha. a presente divulgação se refere a uma trama de papel tissue crepado de camada simples com um desvio médio por sonda de fio único de miu (mmd) inferior a cerca de 0,040 e um volume de folha maior do que cerca de 12 cm3/g. a presente divulgação se refere também a uma trama de papel tissue crepado com camadas múltiplas com um desvio médio por sonda de fio único de mui (mmd) inferior a cerca de 0,035 e um volume de folha maior do que cerca de 10 cm3/g.
Description
[1] Métodos de fabricação de folha de papel tissue não crepado, com secagem por fluxo de ar, são capazes de taxas de produção extremamente elevadas quando produzem folhas de papel tissue. A maciez é obtida por meio de uma seleção apropriada das fibras, colocação em camadas, transferência rápida, telas de secagem por fluxo de ar com alta topografia e calandragem intensa para produzir a folha de papel tissue resultante. Muito do volume realizada na máquina de papel tissue se perde durante a calandragem. Por comparação, folhas de papel tissue crepado com secagem por fluxo de ar convencionais são, geralmente, macias, porém deficientes com relação ao volume, aos níveis aceitáveis de fiapos e flexibilidade de processamento associada aos processos de secagem por fluxo de ar não crepado.
[2] Na fabricação de produtos de papel tissue crepado enrolados, como toalhas de papel e papel higiênico, observa-se uma ampla gama de características de produto visando fornecer um produto de papel tissue final com a mistura apropriada de atributos adequados aos propósitos tencionados do produto. A melhora da maciez dos papéis tissue é um objetivo constante na fabricação de papel tissue, especialmente para produtos premium. A maciez, no entanto, é uma propriedade percebida dos papéis tissue que compreende muitos fatores, incluindo espessura e lisura, ou seja, aspereza reduzida da superfície, e flexibilidade. Em geral, percebe-se maior maciez em tramas de gramatura elevada devido a espessura aumentada da folha de papel tissue. Por sua vez, conforme se aumenta a gramatura da folha de papel tissue, torna-se mais difícil obter alto volume de folha, já que muito do volume da estrutura do papel tissue se alcança mediante moldagem da trama de papel tissue embriônica no tecido da tela da máquina de papel e este volume é diminuído aumentando-se a gramatura da folha. Portanto, permanece uma necessidade de folhas de papel tissue crepado com reduzida aspereza de superfície e volume melhorada em gramaturas leves.
[3] Quando a folha de papel tissue crepado é formada em um produto enrolado, a folha de papel tissue tende a perder uma notável quantidade de volume devido às forças compressivas que são exercidas na trama de base durante enrolamento e conversão. Desta forma, existe atualmente a necessidade de um produto de papel tissue enrolado em espiral que possa manter uma quantidade significativa de volume de rolo, volume de folha e maciez de folha, mesmo que o produto se encontre enrolado de modo a produzir um rolo com a firmeza desejada pelo consumidor. Um rolo firme demonstra um produto de melhor qualidade, e o diâmetro grande demonstra que há material suficiente para proporcionar valor ao consumidor. No entanto, do ponto de vista do fabricante do papel tissue, o fornecimento de um rolo firme de grande diâmetro é um desafio. Para fornecer um rolo de grande diâmetro e, ao mesmo tempo, manter um custo de fabricação aceitável, o fabricante do papel tissue deve produzir um rolo de papel tissue acabado com maior volume de rolo. Uma maneira de aumentar o volume do rolo é enrolando o papel de forma frouxa. Rolos enrolados de forma frouxa, no entanto, têm baixa firmeza e se deformam com facilidade, o que os torna pouco atraentes aos consumidores. Portanto, permanece igualmente uma necessidade de produtos de papel tissue crepado, enrolados, que tenham volume de rolo elevada e boa firmeza de rolo.
[4] Os presentes inventores descobriram que, utilizando tecidos de fabricação de papel de alta topografia e técnicas registradas de crepagem, as tramas de papel tissue crepado, assim como os produtos produzidos a partir do mesmo, podem ser produzidas de forma que sejam lisas e tenham volume elevada. Geralmente, a lisura é referida neste documento como desvio médio de MIU (MMD), usando o Teste de Superfície KES, descrito detalhadamente abaixo, enquanto o volume pode se referir ao volume (medida como o inverso da densidade) da trama de papel tissue ou do produto de papel tissue ou do rolo resultante. Os atuais inventores não apenas produziram tramas e produtos de papel tissue crepado com elevada lisura de superfície e volume elevado, como também produtos de papel tissue enrolados com firmeza desejada.
[5] Conforme isto, em uma modalidade, a presente divulgação provê um produto de papel tissue enrolado que compreende uma trama de papel tissue crepado de camada simples enrolada de forma espiral em um rolo. A trama de papel tissue tem desvio médio de MIU (MMD) de sonda de fio único inferior a cerca de 0,040. A trama de papel tissue tem também um volume de folha superior a cerca de 12 cm3/g.
[6] Em outra modalidade, a presente divulgação provê um produto de papel tissue enrolado que compreende uma trama de papel tissue crepado de camadas múltiplas enrolada de forma espiral em um rolo. A trama de papel tissue tem desvio médio de MUI (MMD) de sonda de fio único inferior a cerca de 0,035. A trama de papel tissue tem também um volume de folha superior a cerca de 10 cm3/g.
[7] Em outra modalidade adicional, a presente divulgação provê um produto de papel tissue enrolado que compreende uma trama de papel tissue crepado de camada dupla enrolada de forma espiral em um rolo. A trama de papel tissue tem uma primeira camada de papel tissue crepado e uma segunda camada de papel tissue crepado. A trama de papel tissue tem desvio médio de MUI (MMD) de sonda de fio único inferior a cerca de 0,035 e desvio médio de sonda de fio único de espessura de superfície (SMD) inferior a cerca de 3,5 mícrons. O produto de papel tissue enrolado tem um volume de rolo de cerca de 8 a cerca de 12 cm3/g e uma firmeza de rolo Kershaw a partir de cerca de 3,5 a cerca de 5,0 mm.
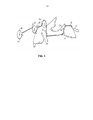
[8] A Figura 1 é um diagrama esquemático de uma modalidade de um processo para formação de um produto de papel tissue crepado de acordo com a presente divulgação.
[9] O termo “produto de papel tissue” se refere neste documento a produtos feitos a partir de folhas à base de papel tissue que compreendem fibras e incluem papel higiênico, lenços faciais, toalhas de papel, toalha de papel para limpeza industrial, toalha de papel para limpeza de áreas de alimentos, guardanapos, absorventes médicos e outros produtos similares.
[10] Os termos “trama de papel tissue” e “folha de papel tissue” se referem a trama de celulose adequada para a fabricação ou uso como lenços faciais, papel higiênico, papel toalha, guardanapos ou produtos semelhantes. Pode ser em camadas ou sem camadas, crepado e pode consistir em uma camada simples ou camadas múltiplas. As tramas de papel tissue mencionadas acima são, de preferência, feitas de fontes de fibras de celulose naturais como folhosas, resinosas e espécies não lenhosas, mas podem conter também uma quantidade significativa de fibras recicladas, fibras dimensionadas ou modificadas quimicamente, ou fibras sintéticas.
[11] “Gramatura" e "BW" se referem, neste documento, à gramatura totalmente seca de uma amostra de trama de papel tissue ou produto, a qual é determinado posicionando-se a amostra em um forno comercial (por exemplo, Fornos Industriais Blue M n° de Série #10089811 da Thermal Product Solutions, ou semelhantes) e mantendo-a a 105, mais ou menos 2 graus centígrados, por 60 minutos mais ou menos 5 antes da pesagem. A gramatura totalmente seca resultante é expressa em gramas por metro quadrado (gsm).
[12] Conforme usado aqui, o termo “calibre” refere-se neste documento à espessura de uma única folha medida em conformidade com os métodos de teste TAPPI T402 “Atmosfera de Teste e Condicionamento Padrão para Papel, Cartolina, Toalhas de mão Celulósicas e Produtos Relacionados” e T411 om-89 “Espessura (calibre) do Papel, Cartolina e Combinados”. O calibre pode ser expresso em mils (0,001 polegadas) ou microns.
[13] "Volume de folha" refere-se neste documento ao quociente do calibre (convertido para centímetros) dividido pela gramatura totalmente seca (convertida para gramas por centímetro quadrado). O volume de folha resultante é expresso em centímetros cúbicos por grama (cm3/g).
[14] "Resistência à tração média geométrica" e "GMT" referem-se neste documento a raiz quadrada do produto da resistência à tração no sentido da máquina e da resistência à tração no sentido transversal à máquina da trama. Como utilizado neste documento, a resistência à tração refere-se à resistência à tração tal como seria aparente a um indivíduo versado na técnica.
[15] "Inclinação” se refere neste documento à inclinação da linha resultante da resistência à tração de plotagem (em gramas) versus estiramento (sem conversão para %), e é um resultado da MTS TestWorks™ no decurso da determinação da resistência à tensão, conforme descrito acima. A inclinação é expressa em quilogramas (kg) e é medida conforme o gradiente da linha de quadrados mínimos ajustada aos pontos de estiramento de carga corrigida se encontram entre uma força gerada pelo espécime de 70 até 157 gramas (0,687 até 1,540 N) por 3 polegadas da largura do espécime.
[16] "Inclinação média geométrica” (Inclinação GM) refere-se neste documento à raiz quadrada da inclinação no sentido de máquina e a inclinação em sentido transversal à maquina da trama, as quais são determinadas tal como descrito acima.
[17] "Índice de rigidez” refere-se neste documento ao quociente da inclinação média geométrica dividida pela resistência à tração média geométrica multiplicado por 1.000.
[18] "Volume de rolo" refere-se ao volume de papel dividido pela sua massa no rolo enrolado. O volume de rolo é calculado multiplicando-se pi (3,142) pela quantidade obtida ao calcular a diferença do diâmetro do rolo ao quadrado (cm2) e o diâmetro do núcleo externo ao quadrado (cm2) dividido por 4, dividido pelo comprimento de folha de quantidade (cm) multiplicado pela contagem de folha multiplicado pela gramatura totalmente seca da folha (gramas por metro quadrado).
[19] As amostras para testes de resistência à tração são preparadas cortando uma tira com comprimento de 3 polegadas (76,2 mm) x 5 polegadas (127 mm) no sentido da máquina (MD) ou no sentido transversal da máquina (CD), usando uma guilhotina de precisão JDC (Thwing-Albert Instrument Company, Filadélfia, PA, modelo n.° JDC 3-10, n.° ou equivalente). O instrumento utilizado para medir resistência à tração é um testador de tração de Taxa Constante de Extensão (CRE) (por exemplo, MTS Sintech 500/S ou equivalente). O software de aquisição de dados é o MTS TestWorks® 4 para Windows, versão 4.08B da MTS Systems Corporation, Eden Prairie, MN 55344-2290. A célula de carregamento é de 50 Newtons da MTS Systems Corporation de tal como que a maioria dos valores de pico de carregamento entre 10-90% do valor de célula de carregamento em larga escala. O comprimento entre as garras é de 2 mais ou menos 0,04 polegadas (50,8 mais ou menos 1 mm). As garras são operadas por meio de um mecanismo pneumático e são revestidas de borracha. A largura mínima da face de aderência é de 3 polegadas (76,2 mm) e a altura aproximada da garra é de 0,5 polegadas (12,7 mm). A velocidade de cruzeta é de 10 mais ou menos 0,4 polegadas/min (254 mais ou menos 1 mm/min) e a sensibilidade à ruptura é determinada a 65%. A pré-carga é inferior a 15 gramas, sendo 25 gramas a pré-carga máxima permissível. A amostra é colocada nas garras do instrumento, centralizada vertical e horizontalmente. O teste é então iniciado e terminado quando o espécime se rompe. O pico de carga é registrado como a "resistência à tração MD" ou a "resistência à tração CD" do espécime, dependendo da direção da amostra sendo testada. Ao menos dez (10) espécimes representativos são testados para cada folha de papel tissue e a média aritmética de todos os testes de espécimes individuais representa a resistência à tração MD ou CD do produto.
[20] Valores de "média geométrica" (GM) para quaisquer medidas que tenham o valor de sentido de máquina e valor de sentido transversal de máquina (como resistência à tração, estiramento e inclinação) são calculadas como raiz quadrada do produto obtido multiplicando-se o valor de sentido de máquina e o valor de sentido transversal de máquina.
[21] A Firmeza de Rolo Kershaw foi medida usando-se o Teste de Kershaw, tal como descrito detalhadamente na Patente U.S. N° 6.077.590, a qual se encontra incorporada a este documento como referência, de maneira consistente com a presente divulgação. O aparelho é disponibilizado pela Kershaw Instrumentation, Inc. (Swedesboro, N.J.) e é conhecido como um Testador de Densidade de Rolo Modelo RDT-2002.
[22] As propriedades da superfície das amostras foram medidas usando um Testador de Superfície KES (Modelo KES-SE, Kato Techo Co., Ltd., 26 Karato-cho, Nisikujo, Minami-ku, Kioto, Japão). As amostras foram testadas ao longo dos sentidos MD e CD e em ambos os lados por 5 repetições com um tamanho de amostra de 10 cm x 10 cm. Observa-se que foram evitadas dobras, enrugamento, tensionamento ou demais formas de manipulação das amostras que as pudessem deformar. As amostras foram testadas usando-se uma sonda de fio de aço inoxidável em formato de U com 0,5 mm de diâmetro e 5 mm na base, e com força de contato de 10 gramas. A velocidade de teste foi fixada em 1 mm/s. "SENS", que é a configuração de sensibilidade, foi estabelecida em "H". “FRIC” foi estabelecido em “GU” para medições concomitantes de fricção e aspereza. Os dados foram adquiridos usando-se o Programa de Medição de Sistema KES-FB KES-FB System Ver 7.09 E para Win98/2000/XP, por Kato tech Co., Ltd. As seleções no programa foram “Testadores” = FB4, “Medição” = “Condição Opcional, “Carga Estática” para “Fricção” = 10 g, para “Aspereza” = 10 g, “Fricção Sens” = 2X5 e “Aspereza Sens” = 2X5. Todas as propriedades nos sentidos MD e CD de cada amostra foram convertidas para suas médias geométricas (SQRT (MD*CD)) para um determinado lado do papel tissue e o resultado médio entre ambos os lados do papel tissue foi relatada como resultado final.
[23] O Testador de Superfície KES determinou o valor médio do coeficiente de fricção (MIU), desvio médio de MIU (MMD), cada um expresso como sem dimensão e aspereza de superfície (SMD) expressa em mícrons.
[24] Os valores de lisura da superfície (MIU), desvio médio de MIU (MMD) e aspereza da superfície (SMD) são definidos por: onde:
onde:  = força de fricção dividida por força de compressão
= força de fricção dividida por força de compressão  = valor médio de
= valor médio de 
 = deslocamento da sonda na superfície do espécime, cm
= deslocamento da sonda na superfície do espécime, cm  = percurso máximo usado no cálculo, 2 cm T = espessura do espécime na posição X , mícron T = valor médio de T, mícron
= percurso máximo usado no cálculo, 2 cm T = espessura do espécime na posição X , mícron T = valor médio de T, mícron
[25] A presente divulgação refere-se a tramas de papel tissue crepados, com camada simples ou camadas múltiplas, enroladas em espiral. Os produtos de papel tissue enrolados em espiral compreende tramas de papel tissue preparadas de acordo com a presente divulgação. No mais dos casos, as tramas de papel tissue e produtos de papel tissue da presente divulgação têm combinações únicas de propriedades que representam várias melhorias em comparação a produtos da técnica prévia. Isto é, os produtos de papel tissue de acordo com a presente divulgação têm lisura e volume melhorados ao mesmo tempo em que mantém a força, o volume de enrolamento e firmeza quando convertidos para produtos de papel tissue enrolados.
[26] Em certas modalidades, os produtos de papel tissue enrolados preparados de acordo com a presente divulgação têm propriedades de superfície melhoradas incluindo, por exemplo, desvio médio de sonda de único fio de MIU (MMD) e desvio médio de espessura de superfície (SMD). O desvio médio de sonda de fio único de MIU (MMD) é uma indicação da variação do coeficiente de fricção de superfície de folha de papel tissue (MIU) e é um, indicador de maciez de superfície de folha de papel tissue. Valores menores de MIU indicam menor arrasto na superfície de amostra; valores mais elevados de MIU indicam maior arrasto na superfície de amostra. Valores menores de MMD indicam menor variação ou maior uniformidade da superfície da amostra; em que maiores valores de MMD indicam maior variação da superfície de amostra. O desvio médio de sonda de fio único de espessura de superfície (SMD) é uma indicação da variação da espessura de superfície de folha de papel tissue, ou seja, profundidade. Os valores de SMD menores indicam menor variação da profundidade de superfície de folha de papel tissue e, portanto, superfície de folha de papel tissue menos áspera e mais lisura. Por outro lado, valores de SMD mais elevados indicam maior variação da profundidade de superfície de folha de papel tissue e, portanto, uma superfície de folha de papel tissue mais áspera.
[27] Desvio médio de sonda de fio único de MIU (MMD) e desvio médio de espessura de superfície (SMD) são particularmente significativos para o consumidor porque valores inferiores destas propriedades são indicativos de produtos de papel tissue, tais como aqueles preparados de acordo com a presente divulgação, que são mais macios e mais lisos que produtos de papel tissue da técnica prévia. Por conseguinte, modalidades das tramas de papel tissue crepados da presente divulgação têm valores MMD inferiores a cerca de 0,040 e, preferencialmente, de cerca de 0,020 a cerca de 0,040. Em modalidades de camada simples da presente divulgação, o valor de MMD é inferior a cerca de 0,040 e preferencialmente de cerca de 0,030 a cerca de 0,050. Em modalidades de múltiplas camadas da presente divulgação têm valores MMD inferiores a cerca de 0,035 e, preferencialmente, de cerca de 0,020 a cerca de 0,035.
[28] Em certas modalidades das tramas de papel tissue crepado da presente divulgação, as folhas de papel tissue tem valores de SMD inferior a cerca de 3,5 mícrons e preferencialmente de cerca de 1,5 a cerca de 3,5 mícrons. Em modalidades de camada simples da presente divulgação, o valor de SMD é inferior a cerca de 3,0 mícrons e preferencialmente de cerca de 2,7 a cerca de 3,0 mícrons. Em modalidades de múltiplas camadas da presente divulgação, o valor de SMD é inferior a cerca de 3,5 mícrons e preferencialmente de cerca de 1,5 a cerca de 3,5 microns.
[29] Em certas modalidades das tramas de papel tissue crepados da presente divulgação, as folhas de papel tissue tem valores de MIU inferiores a cerca de 0,800 e preferencialmente de cerca de 0,400 a cerca de 0,800 mícrons. Em modalidades de camada simples da presente divulgação, o valor de MIU é inferior a cerca de 0,700 e preferencialmente de cerca de 0,550 a cerca de 0,700. Em modalidades de múltiplas camadas da presente divulgação, o valor de MIU é inferior a cerca de 0,800 e preferencialmente de cerca de 0,600 a cerca de 0,800.
[30] Outro fator que afeta a maciez percebida são níveis reduzidos de fiapos. É difícil obter níveis de fiapos que sejam aceitáveis para o consumidor ao mesmo tempo em que se produz uma superfície de papel tissue macio. Em modalidades da presente divulgação, condições de processo foram ajustadas até que uma folha de papel tissue de baixo nível de fiapo foi obtida tal como determinado por inspeção visual.
[31] Em modalidades da presente divulgação, o volume de folha das folhas de papel tissue crepado pode ser maior que 10 centímetros cúbicos por grama (cm3/g). Mais especificamente para modalidades de folhas de papel tissue de camada simples, o volume de folha pode situar-se entre cerca de 12 a cerca de 15 cm3/g. Ademais, para modalidades de folhas de papel tissue de múltiplas camadas, o volume de folha pode situar-se entre cerca de 10 a cerca de 12 cm3/g.
[32] A resistência à tração média geométrica (GMT) irá variar dependendo do acabamento de fibra utilizado na produção da folha de papel tissue, a maneira pela qual a trama de papel tissue é produzida e a gramatura da trama de papel tissue. O GMT de folhas de papel tissue crepado formadas de acordo com a presente divulgação pode ser superior a cerca de 650 gramas por 3 polegadas (g/3 polegadas). Por exemplo, modalidades de folhas de papel tissue de camada simples da presente divulgação podem ter GMT superior a cerca de 650 g/3 polegadas, e mais particularmente de cerca de 650 a cerca de 1000 g/3 polegadas. Modalidades de folhas de papel tissue de múltiplas camadas da presente divulgação podem ter GMT superior a cerca de 700 g/3 polegadas e mais particularmente de cerca de 700 a cerca de 1000 g/3 polegadas.
[33] Embora as tramas de papel tissue crepado da presente divulgação tenham, no mais dos casos, inclinações geométricas menores quando comparadas a tramas da técnica prévia, as tramas mantêm quantidade suficiente de resistência à tração para continuar úteis ao consumidor. Por exemplo, em certos casos, a divulgação provê tramas de papel tissue de camada simples com inclinação geométrica média inferior a cerca de 5,0 kg e GMT inferior a cerca de 1.000 g/3 polegadas. A divulgação fornece tramas de papel tissue com camadas múltiplas, tendo uma inclinação média geométrica menos de cerca de 8,0 kg e um GMT de menos de aproximadamente 1000 g/3 polegadas.
[34] Adicionalmente, um Índice de Rigidez melhorado é particularmente significativo para o consumidor pois produtos de papel tissue, tais como aqueles preparados de acordo com a presente divulgação, deem ter um grau moderado de flexibilidade durante uso. A quantidade de flexibilidade da folha de papel tissue contribui à percepção de maciez do consumidor. Se um produto de papel tissue valor elevado de Índice de Rigidez, a folha de papel tissue pode não se conformar facilmente à mão, rosto ou corpo do usuário; ao passo que um baixo valor de Índice de Rigidez indica uma folha de papel tissue mais flexível. Modalidades de folha de papel tissue de camada simples da presente divulgação têm, preferencialmente, um Índice de Rigidez inferior a cerca 8,0, ainda mais preferencialmente tal como cerca de 6,0 a cerca de 8,0. De maneira conforme, modalidades de múltiplas camadas da presente divulgação têm, preferencialmente, um Índice de Rigidez inferior a cerca de 10,0 e mais preferencialmente tal como a partir de cerca de 7,5 a cerca de 10,0. Como tal, as tramas de papel tissue da presente divulgação não são só macias, mas são também fortes o suficiente para suportar o uso.
[35] Produtos de papel tissue enrolado produzidos de acordo com a presente divulgação podem manifestar as propriedades de folha de papel tissue crepado acima em diversas gramaturas. Por exemplo, modalidades de folha de papel tissue de camada simples da presente divulgação podem tem gramatura totalmente seca inferior a cerca de 40 gramas por metro quadrado (gsm), por exemplo, a partir de cerca de 30 a cerca de 40 gsm e mais especificamente a partir de cerca de 35 a cerca de 38 gsm. Modalidades de folha de papel tissue de múltiplas camadas da presente divulgação podem ter gramatura totalmente seca inferior a cerca de 40 gsm, por exemplo, entre cerca de 35 a cerca de 40 gsm e, mais especificamente, de cerca de 36 a cerca de 39 gsm. A gramatura das folhas de papel tissue crepado de camada simples, ou múltiplas camadas, da presente divulgação tem importância porque os produtos de papel tissue enrolado em espiral têm uma combinação única de propriedades que representam diversas melhorias com relação a produtos da técnica prévia. Por exemplo, produtos de papel tissue enrolado preparados de acordo com a presente divulgação podem ter maciez melhorada e volume ao mesmo tempo em que mantêm ainda resistência usando-se menos material que tramas de papel tissue da técnica prévia.
[36] Em determinadas modalidades, produtos enrolados produzidos de acordo com a presente divulgação podem compreender uma trama de papel tissue de camada simples enrolado em espiral com firmeza de rolo Kershaw inferior a cerca de 7,0 mm e preferencialmente entre cerca de 5,0 e cerca de 7,0 mm. Em outras modalidades, produtos enrolados de acordo com a presente divulgação podem compreender uma trama de papel tissue de múltiplas camadas enrolado em espiral com firmeza de rolo Kershaw inferior a cerca de 10,0 mm e preferencialmente a partir de cerca de 7,5 a cerca de 10,0 mm. Dentro da faixa de firmeza de rolo acima, os rolos feitos de acordo com a presente divulgação não parecem excessivamente macios e “moles”, já que isso pode ser indesejável por alguns consumidores durante algumas aplicações.
[37] Descobriu-se agora que produtos de papel tissue enrolado produzidos de acordo com a presente divulgação podem ser produzidos de modo que tramas de papel tissue crepado possam manter um volume de rolo de pelo menos 8 centímetros cúbicos por grama (cm3/g) mesmo quando enrolados em espiral sob tensão. Por exemplo, modalidades de folhas de papel tissue crepado de camada simples da presente divulgação envolto em um rolo em espiral pode ter volume de rolo superior a cerca de 10 cm3/g, e mais particularmente de cerca de 10 a cerca de 12 cm3/g. Modalidades de folhas de papel tissue de múltiplas camadas da presente divulgação envolto em um rolo em espiral pode ter volume de rolo superior a cerca de 8 cm3/g e mais particularmente a partir de cerca de 8 a cerca de 12 cm3/g.
[38] Em uma modalidade, uma folha de papel tissue crepado de camada simples envolta em um rolo em que a folha de papel tissue tem um desvio médio de sonda de fio único de MIU (MMD) inferior a cerca de 0,040 e um volume de folha superior a cerca de 12 cm3/g. A folha de papel tissue pode também ter GMT superior a cerca de 650 g/3 polegadas, um Índice de Rigidez inferior a cerca de 8,0 e pode ter SMD inferior a cerca de 3,0 mícrons. A gramatura totalmente seca da folha de papel tissue pode ser inferior a cerca de 40 gsm. O produto de papel tissue enrolado pode ter firmeza de rolo Kershaw inferior a cerca de 7,0 mm e pode ter também um volume de rolo superior a cerca de 10 cm3/g.
[39] Em uma modalidade, uma folha de papel tissue crepado de camada múltipla envolta em um rolo em que a folha de papel tissue tem um desvio médio de sonda de fio único de MIU (MMD) inferior a cerca de 0,035 e um volume de folha superior a cerca de 10 cm3/g. A folha de papel tissue pode também ter GMT superior a cerca de 700 g/3 polegadas, um Índice de Rigidez inferior a cerca de 10,0 e pode ter SMD inferior a cerca de 3,5 mícrons. A gramatura totalmente seca da folha de papel tissue pode ser inferior a cerca de 40 gsm. O produto de papel tissue enrolado pode ter firmeza de rolo Kershaw inferior a cerca de 5,0 mm e pode ter também um volume de rolo superior a cerca de 8 cm3/g.
[40] Em mais uma modalidade adicional, uma folha de papel tissue de duas camadas é envolta em espiral em um rolo, em que cada camada das duas camadas da folha de papel tissue é crepada. A folha de papel tissue de duas camadas tem um MMD inferior a cerca de 0,035 e um SMD inferior a cerca de 3,5 mícrons; em que o produto de papel tissue enrolado tem firmeza de rolo Kershaw inferior a cerca de 5,0 mm e também volume de rolo superior a cerca de 8 cm3/g. A folha de papel tissue pode também ter volume de folha superior a cerca de 10 cm3/g, pode também ter GMT superior a cerca de 700 g/3 polegadas, e pode ter Índice de Rigidez inferior a cerca de 10,0. A gramatura totalmente seca da folha de papel tissue pode ser inferior a cerca de 40 gsm.
[41] As tramas úteis na preparação de produtos de papel tissues envoltos em espiral, de acordo com a presente divulgação podem variar, dependendo da aplicação. De maneira geral, as tramas podem ser feitas de qualquer tipo de fibra adequada. Por exemplo, a folha base pode ser produzida a partir de fibras celulósicas, outras fibras naturais, fibras sintéticas e semelhantes. Fibras celulósicas adequadas para uso com relação a esta invenção incluem fibras secundárias (recicladas), fibras para fabricação de papel e fibras virgens para fabricação de papel em todas as proporções. Tais fibras incluem, sem se limitarem a, fibras de coníferas e folhosas, bem como fibras de não lenhosas. Fibras sintéticas não celulósicas podem também ser incluídas como parte do suprimento. Verificou-se que um produto de alta qualidade com equilíbrio único de propriedades pode ser feito usando-se fibras predominantemente secundárias ou fibras secundárias em sua totalidade.
[42] As tramas de papel tissue produzidas de acordo com a presente divulgação podem ser feitas com suprimento de fibras homogêneos ou podem ser formadas a partir de um suprimento de fibras estratificadas produzindo camadas no interior do produto de camada simples ou múltipla. As tramas de papel tissue estratificado podem ser formadas usando equipamento conhecidos na técnica, como uma caixa de entrada de múltiplas camadas. Tanto a resistência como a maciez da trama base podem ser ajustadas conforme desejado através de papéis tissue em camadas, tais como aqueles produzidos a partir de caixas de entrada estratificadas.
[43] Por exemplo, diferentes suprimentos de fibras podem ser usados em cada uma das camadas, de maneira a criar uma camada com as características desejadas. Por exemplo, camadas contendo fibras de folhosas têm maior resistência à tensão do que as camadas contendo fibras de coníferas. As fibras de coníferas, por outro lado, podem aumentar a suavidade da trama.
[44] Ao construir uma trama a partir de um suprimento de fibra estratificada, o peso relativo de cada camada pode variar, dependendo da aplicação. Por exemplo, em uma modalidade, ao construir uma trama contendo três camadas, cada camada pode ter de cerca de 15% a cerca de 40% do peso total da trama, como de cerca de 25% a cerca de 35% do peso total da trama.
[45] Resinas resistentes à umidade podem ser adicionadas ao suprimento conforme desejado para aumentar a resistência à umidade do produto final. Atualmente, as resinas resistentes à umidade utilizadas mais comumente pertencem à classe dos polímeros chamados de resinas de poliamida-poliamina-epicloridrina. Há muitos fornecedores que comercializam esses tipos de resinas, incluindo Hercules, Inc. (Kymene™), Henkel Corp. (Fibrabond™), Borden Chemical (Cascamide™), Georgia- Pacific Corp. e outros. Esses polímeros são caracterizados por terem espinha dorsal de poliamida contendo grupos reticulados reativos distribuídos ao longo da espinha dorsal. Outros agentes úteis de resistência à umidade são os comercializados pela American Cyanamid com o nome comercial de Parez™.
[46] Da mesma forma, resinas resistentes no estado seco podem ser adicionadas ao suprimento conforme desejado, para aumentar a resistência no estado seco do produto final. Tais resinas resistentes no estado seco incluem, mas não se limitam a, carboximetilcelulose (CMC), qualquer tipo de amido, derivados do amido, gomas, resinas de poliacrilamida e outros bem conhecidos. Os fornecedores dessas resinas são os mesmos que fornecem as resinas resistentes à umidade mencionadas acima.
[47] Outro químico de resistência que pode ser adicionado ao suprimento é o Baystrength 3000, comercializado pela Kemira (Atlanta, GA), que é uma poliacrilamida catiônica glioxilada usada para proporcionar resistência à tensão temporária úmida e seca às tramas de papel tissue. Em modalidades específicas, ao construir-se uma trama contendo duas ou mais camadas, apenas a camada que contata o secador Yankee pode ter resistência química ou resina acrescentada ao suprimento daquela camada. A incorporação seletiva de aditivos de força, tais como Baystrength 3000, na camada de contacto Yankee é particularmente benéfica quando empregando técnicas de crepagem divulgadas neste documento.
[48] Produtos de papel tissue da presente divulgação podem ser, no mais dos casos, formados por qualquer um de uma gama de processos de fabricação de papel crepado conhecidos na técnica. De preferência, a trama de papel tissue é formada por secagem por fluxo de ar crepada e, mais preferencialmente, através de secagem por fluxo de ar crepada registrada. Quando da formação de produtos de papel tissue de camadas múltiplas, as camadas separadas podem ser produzidas a partir do mesmo processo ou de diferentes processos, conforme desejado.
[49] Por exemplo, em uma modalidade, tramas de papel tissue podem tramas secas ao ar crepadas formadas usando-se processos conhecidos na técnica. Para formar tais tramas, uma tela formadora infinita em movimento, adequadamente apoiada e conduzida por rolos de orientação, recebe o suprimento de papel para fabricação enviado a partir da caixa de entrada. Uma caixa de vácuo é disposta por baixo da tela formadora e é adaptada para remover água do suprimento de fibra para auxiliar na formação da trama. A partir da tela formadora, uma trama formada é transferida a uma segunda tela. A tela é suportada pelo movimento em torno de um curso contínuo por uma pluralidade de rolos de orientação. Um rolo de coleta, concebido para facilitar a transferência da trama de uma tela para outra tela, pode ser incluído para transferir a trama.
[50] Preferivelmente a trama formada é seca por transferência à superfície de um tambor de secagem aquecido rotativo, como, por exemplo, um secador Yankee. A trama pode ser transferida a uma tela de impressão a qual é utilizado então para transferir a trama ao secador Yankee, transferida ao secador Yankee diretamente a partir da tela de secagem por fluxo de ar. Em uma modalidade, a tela de secagem por fluxo de ar é utilizada para transferir a trama a uma superfície do secador Yankee de maneira tal que o registro da trama com o padrão de tele de secagem por fluxo de ar é mantido e, portanto, maior calibre e volume da trama são mantidos. De acordo com a presente divulgação, a composição de crepagem da presente divulgação pode ser aplicada topicamente na trama de papel tissue enquanto a trama está deslocando-s sobre a tela ou pode ser aplicada à superfície do secador Yankee para transferência a um lado a trama de papel tissue. Deste modo, a composição de crepagem é usada para fazer aderir a trama de papel tissue ao secador Yankee. Nesta modalidade, conforme a trama é deslocada através de uma porção do percurso rotativo da superfície do secador Yankee, calor é proporcionado à trama fazendo com que a maior parte da umidade contida no interior da trama se evapore. A trama é então removida do secador Yankee por uma lâmina de crepagem. A crepagem da trama enquanto a mesma é formada reduz ligações internas no interior da trama e potencializa a maciez. A aplicação da composição de crepagem à trama durante a crepagem, por outro lado, pode aumentar a resistência da trama.
[51] Em outra modalidade, a trama formada é transferida para a superfície do tambor de secagem aquecido rotativo, o qual pode ser um secador Yankee, por um rolo de prensagem. O rolo de pressão pode, em uma modalidade, compreender um rolo de pressão com sucção. A fim de fazer aderir a trama à superfície do tambor de secagem, um adesivo de crepagem pode ser aplicado à superfície do tambor de secagem por um dispositivo de pulverização. O dispositivo de pulverização pode emitir uma composição de crepagem conforme descrita na presente divulgação. A trama é aderida na superfície do tambor de secagem e então crepada a partir do tambor usando a lâmina de crepagem. Se desejado, o tambor de secagem pode ser associado a uma capa. A capa pode ser usada para forçar o ar contra ou através da trama.
[52] Em outras modalidades, uma vez crepada a partir do tambor secador, a trama pode ser aderida a um segundo tambor de secagem. O segundo tambor de secagem pode compreender, por exemplo, um tambor aquecido cercado por uma capa. O tambor pode ser aquecido de cerca de 25 até cerca de 200°C, como por exemplo de cerca de 100 até cerca de 150°C.
[53] De modo a aderir a trama ao segundo tambor de secagem, um segundo dispositivo pulverizador pode emitir um adesivo sobre a superfície do tambor secador. Por exemplo, o segundo dispositivo pulverizador pode emitir uma composição de crepagem conforme descrito acima. A composição de crepagem não apenas auxilia na aderência da trama de papel tissue ao tambor secador, mas também é transferida para a superfície da trama conforme a trama é crepada a partir do tambor secador pela lâmina de crepagem.
[54] Uma vez crepada a partir do segundo tambor de secagem, a trama pode, opcionalmente, ser alimentada em torno de um tambor de bobina de refrigeração e ser refrigerada antes de ser enrolada em uma bobina.
[55] Além da aplicação da composição de crepagem durante a formação da trama fibrosa, a composição de crepagem pode também ser utilizada em processos de pós-formação. Por exemplo, em um aspecto, a composição de crepagem pode ser usada durante um processo de crepagem por impressão. Especificamente, uma vez aplicada topicamente a uma trama fibrosa, a composição de crepagem foi considerada bastante adequada para promover a aderência da trama fibrosa a uma superfície de crepagem, tal como numa operação de crepagem por impressão.
[56] Por exemplo, uma vez que uma trama fibrosa é formada e seca, num aspecto, a composição de crepagem pode ser aplicada a pelo menos um lado da trama e pelo menos um lado da trama pode então ser crepado. Em geral, a composição de crepagem pode ser aplicada apenas em um dos lados da trama e apenas um dos lados da trama pode ser crepado, a composição de crepagem pode ser aplicada a ambos os lados da trama e apenas um lado da trama é crepado, ou a composição de crepagem pode ser aplicada a cada lado da trama e cada lado da trama pode ser crepado.
[57] Uma vez crepada, a trama de papel tissue pode ser puxada por uma estação de secagem. A estação de secagem pode incluir qualquer forma de unidade de aquecimento, como por exemplo, um forno energizado por calor infravermelho, energia de micro-ondas, ar quente ou similar. Uma estação de secagem pode ser necessária em algumas aplicações para secar a trama e/ou curar a composição de crepagem, dependendo da composição de crepagem selecionada. No entanto, em outras aplicações uma estação de secagem pode não ser necessária.
[58] A Fig. 1 ilustra um processo para a preparação de tramas de papel tissue de acordo com a presente divulgação. Uma caixa de entrada de fabricação de papel 2 injeta ou deposita um suprimento de uma suspensão aquosa de fibras de fabricação de papel sobre uma tela de formação 4, formando, portanto, uma trama de papel tissue úmido 6. O processo de formação da presente divulgação pode ser qualquer processo de formação convencional conhecido na indústria da fabricação de papel. Tais processos de formação incluem, mas não se limitam às máquinas Fourdriniers, formadores de cobertura como por exemplo formadores de rolo de sucção e formadores de lacuna como por exemplo formadores de fio duplo e formadores de crescentes.
[59] A trama de papel tissue úmido 6 forma-se na tela de formação 4 conforme a tela de formação 4 revolve-se à volta dos rolos de orientação. A tela de formação 4 serve para apoiar e carregar a trama de papel tissue recém-formada 6 a jusante no processo conforme a trama de papel tissue úmido 6 é parcialmente seca até atingir consistência de cerca de 10 por cento com base no peso seco das fibras. A drenagem adicional das tramas de papel úmido 6 podem ser desempenhadas por técnicas de fabricação de papel conhecidas, tais como caixas de sucção a vácuo, ao mesmo tempo que a tela de formação 4 apoia a trama de papel tissue úmido 6. A trama de papel úmido 6 pode receber mais drenagem até uma consistência de ao menos cerca de 20%, mais especificamente entre cerca de 20% a cerca de 40%, e mais especificamente cerca de 20% a cerca de 30%.
[60] A tela de formação 4 pode, no mais dos casos, ser feita a partir de qualquer material poroso adequado, como, por exemplo, fios de metal ou filamentos poliméricos. Por exemplo, algumas telas adequadas podem incluir, mas não se limitam a, Albany 84M e 94M comercializadas pela Albany International (Albany, NY) Asten 856, 866, 867, 892, 934, 939, 959, ou 937; Asten Synweve Design 274, todas comercializadas pela Asten Forming Fabrics, Inc. (Appleton, WI); e Voith 2164 comercializada pela Voith Fabrics (Appleton, WI). As telas de formação que compreendem camadas base não- tecidas podem também ser úteis, incluindo as da Scapa Corporation feitas com espuma de poliuretano extrusado como a Spectra Series.
[61] A trama de papel tissue úmida 6 é, então, transferida a partir da tela de formação 4 para uma tela de transferência 8 enquanto permanece em uma consistência de sólido de entre cerca de 10 a cerca de 35 por cento, e particularmente entre cerca de 20 a cerca de 30 por cento. Conforme utilizado neste documento, uma "tela de transferência" é uma tela que se encontra posicionada entre a seção de formação e a seção de secagem do processo de fabricação da trama.
[62] A transferência para a tela de transferência 8 pode ser desempenhada com auxílio de pressão positiva e/ou negativa. Por exemplo, em uma modalidade, uma sapata a vácuo 10 pode aplicar pressão negativa de modo que a tela de formação 4 e a tela de transferência 8 a um só tempo convergem e divergem na borda condutora da ranhura de vácuo. Normalmente, a sapata à vácuo 10 fornece pressão em níveis entre cerca de 10" a cerca de 25" de mercúrio. Conforme se afirmou acima, a sapata de transferência a vácuo 10 (pressão negativa) pode ser suplementada ou substituída pelo uso de pressão positiva a partir do lado oposta da trama de modo a assoprar a trama para a próxima tela. Em algumas modalidades, outras sapatas a vácuo podem ser usadas também para ajudar na elaboração da trama fibrosa 6 à superfície da tela de transferência 8.
[63] Normalmente, a tela de transferência 8 desloca-se a uma velocidade inferior à da tela de formação 4 de modo a melhorar o alargamento nos sentidos MD e CD da trama, o que geralmente refere-se ao alargamento de uma trama em seu sentido transversal à máquina (CD) ou sentido de máquina (MD) (expressos como percentual de alongamento no fracasso da amostra). Por exemplo, a diferença de velocidade relativa entre as duas telas pode ser de cerca de 1 até cerca de 30 por cento, em algumas modalidades, de cerca de 5 até cerca de 20 por cento, e em algumas modalidades, de cerca de 10 até cerca de 15 por cento. Isso normalmente é chamado de “transferência rápida”. Durante a “transferência rápida”, acredita-se que muitas das ligações da trama se quebrem, forçando assim a folha a se dobrar, formando depressões na superfície da tela de transferência 8. Tal moldagem aos contornos da superfície da tela de transferência 8 pode aumentar o estiramento MD e CD da trama. A transferência rápida de um material para outro pode seguir os princípios indicados em qualquer uma das seguintes Patentes, as Patentes U.S. n°s 5.667.636, 5.830.321,4.440.597, 4.551.199, 4.849.054, todas as quais são incorporadas a este documento como referência de maneira consistente com a presente divulgação.
[64] A trama de papel tissue úmido 6 é transferida em seguida a partir da tela de transferência 8 para a tela de secagem por fluxo de ar 12. Normalmente, a tela de transferência 8 desloca-se com velocidade aproximadamente idêntica á da tela de secagem por fluxo de ar 12. No entanto, descobriu-se recentemente que uma segunda transferência rápida pode ser desempenhada enquanto a trama é transferida da tela de transferência 8 a uma tela de secagem por fluxo de ar 12. Esta transferência rápida é referida neste documento como ocorrendo a uma segunda posição, e é alcançada operando-se a tela de secagem por fluxo de ar 12 a uma velocidade mais lenta a partir da tela de transferência 8. Ao executar a transferência rápida em dois locais diferentes, ou seja, na primeira e na segunda posições, pode ser produzido um produto de papel tissue com maior estiragem CD.
[65] Além da transferência rápida da trama de papel úmido 6 da tela de transferência 8 a uma tela de secagem por fluxo de ar 12, a trama de papel tissue úmido 6 pode ser rearrumada macroscopicamente de modo a conformar-se à superfície da tela de secagem por fluxo de ar 12, com auxílio de um rolo de transferência de rolou ou uma sapata de transferência a vácuo tal como sapata a vácuo 10. Se desejado, a tela de secagem por fluxo de ar 12 pode ser operada a uma velocidade inferior à velocidade da tela de transferência 8, de modo a melhorar ainda mais o estiramento MD do produto de papel tissue absorvente resultante. A transferência pode ser executada com a ajuda do vácuo, de maneira a garanti a conformação da tela de papel tissue úmido 6 à topografia da tela de secagem por fluxo de ar 12.
[66] Enquanto é suportada pela tela de secagem por fluxo de ar 12, a trama de papel tissue úmido 6 é seca até adquirir uma consistência final de cerca de 94% ou mais, por meio de uma secadora a ar 14. Depois que a trama é seca a ar, a trama é crepada. Com vistas a fazer aderir a trama 6 ao secador Yankee 20, um aplicador de adesivo de crepagem 18 aplica o adesivo de crepagem ao secador Yankee 20. A trama de papel tissue seca 16 é mantida em registro com o padrão da tela de secagem por fluxo de ar 12 conforme a trama de papel tissue seco 16 é transferida ao secador Yankee 20. A trama de papel tissue seco 16 é então crepada a partir do secador Yankee 20 com uma lâmina de crepagem 22. A trama de papel tissue seca 16 passa então pela pinça de bobinamento e é enrolada em um rolo de papel tissue 24 sobre a bobina 26 para a conversão subsequente, tão como retalhamento, corte, dobra e empacotamento.
[67] A trama é transferida para a tela de secagem por fluxo de ar para secagem final, preferencialmente com o auxílio de vácuo para garantir rearranjo macroscópico da trama, de modo a dar volume e aparência desejados. O uso de telas separadas de transferência e secagem por fluxo de ar pode oferecer diversas vantagens, posto que permite que duas telas sejam concebidas especificamente para responder a requerimentos essenciais do produto independentemente. Por exemplo, as telas de transferência são, geralmente, otimizadas de modo a permitir conversão eficiente de elevados níveis de transferência rápida à elevado alargamento MD ao mesmo tempo em que telas de secagem por fluxo de ar são concebidas para proporcionar volume e alargamento CD. É, portanto, útil empregar uma tela de transferência com graus moderados de bruteza e topografia de superfície e telas de secagem por fluxo de ar com elevados graus de bruteza e topografia de superfície. O resultado é que uma folha relativamente lisa deixa a seção de transferência e é então macroscopicamente rearranjado (com auxílio de vácuo) pela tela de secagem por fluxo de ar de alta topografia para render uma trama de elevado volume e alargamento CD.
[68] Devido à sua disponibilidade comercial e praticidade, a secagem por fluxo de ar é bastante conhecida e um meio comumente utilizado para secar não compressivamente a trama para fins desta invenção. Materiais de telas de secagem por fluxo de ar adequados incluem, sem limitação, telas com cristas substancialmente contínuas na direção da máquina por meio das quais as cristas são feitas de múltiplas fibras agrupadas em conjunto, como aquelas divulgadas na Patente U.S. N.° 6.998.024. Outras telas de secagem por fluxo de ar adequadas incluem aquelas divulgadas na Patente U.S. n° 7.611.607, que é incorporada aqui de uma maneira consistente com a presente publicação, particularmente o material indicado como Fred (t1207- 77), Jeston (t1207-6) e Jack (t1207-12). Em determinadas modalidades, a tela de transferência t-807-1 disponível a partir de Telas Voith (Appleton, WI) pode ser utilizada como tela de secagem por fluxo de ar.
[69] Embora telas de secagem por fluxo de ar cruas de alta topografia possam aumentar volume e alongamento CD, podem resultar igualmente em pouca aderência quando a trama é transferida ao secador Yankee. Desta forma, em certas modalidades, pode ser necessário modificar as composições de crepagem tradicionais para acomodar a adesão reduzida. As composições de crepagem particularmente úteis, por exemplo, podem omitir agentes de liberação comuns, como óleos minerais, óleos vegetais, polímeros não oleosos e surfactantes, tais como aqueles vendidos sob o nome comercial Rezosol™ (Ashland, Inc., Covington, KY). Descobriu-se que a omissão de um agente de liberação a partir da composição de crepagem resulta em uma adesão elevada da trama e, portanto, a trama pode ser crepada agressivamente e "descascada" do secador Yankee com tensão de trama elevada. A tensão de trama pode ser mais ou menos o dobro da normalmente utilizada para papel tissue crepado com secagem por fluxo de ar produzido na mesma máquina de papel tissue. Por exemplo, em determinadas modalidades, tensões de trama podem variar de cerca de 0,05 a 0,17 libras por polegada linear (pli). Além de modificar a composição de crepagem, por exemplo, em certas modalidades, uma lâmina de crepagem invertida pode ser utilizada; isto é, a lâmina pode ser voltada 180 graus a partir da configuração normal.
[70] No produto enrolado, é costumeiramente vantajoso enrolar o produto com o lado mais macio voltado para o consumidor e, portanto, o processo de cisalhamento para aumentar a maciez deste lado é preferencial. No entanto, é também possível tratar o lado voltado para o ar da trama em vez do lado da tela, e nestas modalidades, seria possível aumentar a maciez do lado do ar a um nível mais elevado que o do lado de tela. Em outras modalidades, a trama pode ser envolta de modo que a razão de crepagem, isto é, a velocidade do secador Yankee dividida pela velocidade do tambor de bobinamento pode variar de cerca de 1,0 a cerca de 1,2. Além disso, tensão elevada da trama pode ser mantida entre o Yankee e a bobina para impedir enrugamento da folha.
[71] O alvo ou gramatura desejada da folha de papel tissue pode afetar também as condições de processamento necessária. Em modalidades particulares, à medida que aumenta a gramatura, níveis mais altos de transferência rápida e menores razões de crepagem foram incorporadas de modo a produzir folhas de papel tissue e rolos de acordo com a presente divulgação. Em mais outras modalidades, conforme diminui a gramatura, níveis menos elevados de transferência rápida e maiores razões de crepagem foram utilizados para produzir folhas de papel tissue e rolos de acordo com a presente divulgação.
[72] O processo da presente divulgação é bastante adequado à formação de produtos de papel tissue de camadas múltiplas. Os produtos de papel tissue de múltiplas camadas podem conter duas camadas, três camadas ou um número maior de camadas. Em uma modalidade particular, um produto de papel tissue enrolado de duas camadas é formado de acordo coma presente divulgação em que ambas as camadas são fabricadas usando-se o mesmo processo de fabricação de papel, tal como, por exemplo, secas a ar crepadas. No entanto, em demais modalidades, as camadas podem ser formadas por dois processos diferentes. Geralmente, antes de ser envolta em um rolo, a primeira camada e a segunda camada são fixadas entre si. Pode-se utilizar qualquer maneira adequada de laminar conjuntamente as tramas. Por exemplo, o processo pode incluir um dispositivo de frisagem que faz com que as camadas se fixem entre si mecanicamente através de enrolamento de fibras. Em uma modalidade alternativa, no entanto, um adesivo pode ser utilizado de modo a fixar as camadas entre si.
[73] Os exemplos a seguir têm a intenção de ilustrar determinadas aplicações da presente publicação, sem limitar o escopo das reivindicações anexas.
[74] Folhas de base foram produzidas usando-se um processo de fabricação de tela de secagem por fluxo de ar e crepadas (doravante denominado "CTAD"). Folhas de base com diversas gramaturas totalmente secas em gramas por metro quadrado (gsm) foram produzidas. Algumas das folhas de base foram então convertidas para tramas de papel tissue de duas camadas e envoltas de maneira espiral em produtos de papel tissue enrolados; as folhas de base restantes foram tratadas como tramas de papel tissue de camada simples e envoltas de maneira espiral em produtos de papel tissue enrolado.
[75] Em todos os casos, as tramas de base foram produzidas a partir de um suprimento que compreende uma mistura de 50 por cento de kraft folhoso nortista e 50 por cento de eucalipto. No entanto, o produto foi produzido usando-se uma caixa de entrada em camadas alimentada por três baús de material de modo que o produto foi fabricado em três camadas, cada qual uma mistura 50/50 de fibras de folhosa e de eucalipto. A resistência foi controlada por meio da adição de Baystrength 3000 e/ou pelo refinamento do suprimento. Ao refinar-se, apenas a camada central da trama de três camadas foi refinada. Baystrength 3000 é uma resina de poliacrilamida catiônica glioxalada fornecida por Kemira (Atlanta, GA), provendo resistência à tração úmida temporária.
[76] Além disso, as tramas forma formada em uma tela de formação TissueForm V. As tramas de papel tissue para amostras 1 - 3 foram transferidas rapidamente à tela de transferência Voith 2164 e para as amostras 4 - 6, foram transferidas a uma tela de transferência Jetson (t1207- 6). As tramas de papel tissue para todas as amostras foram drenadas a vácuo até atingirem consistência de aproximadamente 25. As tramas de papel tissue para amostras 1 - 3 foram então transferidas a uma tela de secagem por fluxo de ar t-807-1; as tramas de papel tissue para amostrar 4 - 6 foram então transferidas a uma tela de secagem por fluxo de ar Jack (t1207-12). Não se utilizou a transferência rápida na transferência para as telas de secagem por fluxo de ar t-807-1 ou Jack (t1207-12). Após a trama ser transferida para as telas de secagem por fluxo de ar t-807-1 ou Jack (t1207-12), a trama foi seca a uma consistência superioir a 90% e depois transferida para um cilindro Yankee enquanto manteve o registro com a tela de secagem por fluxo de ar. A trama foi, então, crepada no cilindro Yankee.
[77] Uma formulação adesiva de álcool polivinílico e Kymene™ foi usada na crepagem de todas as amostras. A proporção de sólidos de álcool polivinílico para os sólidos de Kymene™ foi de 24:1 para as amostras de camada simples e de 12:1 para as amostras de camadas múltiplas. A composição adesiva e taxas de adição foram típicas para papel tissue crepado com secagem por fluxo de ar. A folha foi seca em um nível muito alto (inferior a cerca de 2 por cento de umidade) sobre o cilindro Yankee para maximizar o volume no processo de crepagem. A pressão de vapor do Yankee foi mantida em uma média de aproximadamente 25 a 35 psi para todas as amostras. A tensão de trama elevada entre o Yankee e o carretel foi mantida para evitar o enrugamento da folha. As tensões da trama variaram de aproximadamente 0,05 a 0,17 libras por polegada linear (pli). A velocidade de linha do Yankee para a velocidade do carretel, ou seja, a razão de crepagem, variou de aproximadamente cerca de 1,0 a cerca de 1,2. A tramas foram crepadas usando uma lâmina de crepagem invertida girada a 180 graus a partir da geometria de crepagem típica.
[78] As tramas após a máquina de papel tissue foram, então, convertidas em diversos rolos de papel higiênico. As amostras 1, 3, 5 e 6 foram convertidas como rolos de papel higiênico de camada simples; as amostras 2 e 4 foram convertidas como rolos de papel higiênico de camada dupla. No processo de conversão para trama de papel tissue de camada dupla, as tramas foram frisadas para fixação das camadas e foi tomado cuidado para não criar qualquer compressão na trama que pudesse reduzir o calibre da trama.
[79] A Tabela 1 mostra as condições de processo para cada uma das amostras preparadas de acordo com a presente divulgação. A quantidade de aditivo de resistência Baystrength 3000 adicionada às respectivas amostras é expressa em quilogramas por tonelada métrica (kg/MT) com base na composição da massa total. Nos casos onde o Baystrength foi adicionado, o Baystrength foi adicionado à primeira, à segunda ou à terceira camada, conforme especificado abaixo. Por exemplo, para o código 1, a adição total foi de 3,5 kg/MT, e todo o produto químico foi adicionado para a camada do centro, tornando a adição com base naquela camada de 3,5 kg/MT Baystrength não foi adicionado às camadas externas para este código, tornando a adição com base nestas três camadas 0, 3,5 e 0 kg/MT, respectivamente. TABELA 1
[80] A Tabela 2, abaixo, apresenta parâmetros de processo adicional para as amostras. TABELA 2

[81] A Tabela 3, abaixo, resume as propriedades físicas das tramas de papel tissue preparadas conforme descrito acima. Observe que as amostras de produto enrolado 2 e 4 compreendem duas camadas de folha base de forma que a amostra de produto enrolado 2 compreenda duas camadas da amostra de folha base 2, conforme especificado acima, e a amostra enrolada 4 compreenda duas camadas da amostra de folha base 4. As amostras de produto enrolado restantes compreendem uma única camada de folha base, que são as amostras enroladas 1, 3, 5 e 6.
[82] Os parâmetros de produto comparáveis para lenços para banho TAD comerciais atuais são apresentados na Tabela 4. Conforme indicado na tabela, esses produtos comerciais apresentam uma ampla gama de propriedades, incluindo amplas gamas de propriedades de gramatura, resistência e flexibilidade. A Tabela 4 mostra os produtos TAD disponibilizados comercialmente pela Procter & Gamble, sob o nome comercial Charmin ®; 4 variantes estão incluídas. TABELA 4
[83] As propriedades da superfície das tramas do papel tissue, preparadas de acordo com a divulgação, conforme descrito acima, também foram avaliadas usando o Testador de Superfície KES (modelo KES-SE), conforme descrito na seção de Métodos de Teste. Os resultados da análise de superfície, juntamente com os valores de volume e de firmeza de rolo Kershaw, estão incluídos na tabela 5, abaixo.TABELA 5
[84] As propriedades da superfície dos lenços para banho TAD comerciais atuais comparáveis também foram avaliadas usando o Testador de Superfície KES (modelo KES-SE), conforme descrito na seção de Métodos de Teste. Os resultados da análise de superfície, juntamente com os valores de volume e de firmeza de rolo Kershaw, estão incluídos na tabela 6, abaixo.
[085] Comparando as amostras de camada simples da presente divulgação com a amostra comercial de camada simples das tabelas 4 e 6, o produto comercial Charmin ® Basic tem um volume de folha de 11,6 cm3/g, um valor MMD de 0,0461 e um valor SMD de 3,57 microns, em que as amostras de camada simples da presente divulgação têm valores de volume de folha superiores a cerca de 12,0 cm3/g, valores MMD inferiores a cerca de 0,0400 e valores SMD inferiores a cerca de 3,00 microns. Comparando as amostras de camada dupla da presente divulgação com as amostras comerciais de camada dupla da tabela 5, o produto comercial Charmin ® Ultra Strong tem o volume de folha mais alta de 13,9 cm3/g, o valor MMD mais baixo obtido foi o do produto Charmin ® Ultra Soft, com 0,0377 e o valor SMD mais baixo obtido foi o do Charmin ® Ultra Sensitive, com 3,50 microns, em que as amostras de camada dupla da presente divulgação têm valores de volume de folha superiores a cerca de 10,0 cm3/g, valores MMD inferiores a cerca de 0,0350 e valores SMD inferiores a cerca de 3,50 microns.
[86] Por razões de brevidade e concisão, quaisquer faixas de valores estabelecidas nesta divulgação contemplam todos os valores dentro do intervalo e devem ser interpretadas como apoio para as reivindicações que recitam quaisquer subintervalos tendo pontos finais que são valores de números inteiros dentro do intervalo em questão especificado. A título de exemplo hipotético, uma divulgação de um intervalo de 1 a 5 é considerada para apoiar as reivindicações a qualquer um dos seguintes intervalos: 1 a 5; 1 a 4; 1 a 3; 1 a 2; 2 a 5; 2 a 4; 2 a 3; 3 a 5; 3 a 4; e 4 a 5.
[87] Embora modalidades específicas tenham sido ilustradas e descritas, seria óbvio para especialistas na técnica que várias outras alterações e modificações podem ser feitas sem se afastar do espírito e do escopo da divulgação. Pretende-se, portanto, abranger nas reivindicações anexas todas essas alterações e modificações que estão dentro do escopo desta divulgação.
Claims (14)
1. Produto de papel tissue enrolado caracterizado pelo fato de que compreende uma trama de papel tissue crepado com camadas múltiplas enrolado espiralmente em um rolo, a trama de papel tissue tendo um desvio médio por sonda de fio único de MUI (MMD) inferior a 0,035, um volume de rolo superior a 10 cm3/g e um volume de folha superior a 10 cm3/g.
2. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que, pelo menos, uma camada da trama de papel tissue crepado com camadas múltiplas é seca através de ar.
3. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que a trama de papel tissue crepado de camadas múltiplas compreende duas camadas.
4. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que o produto de papel tissue enrolado possui uma firmeza de rolo Kershaw de 5,0 a 10,0 mm.
5. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que a trama de papel tissue crepado de camadas múltiplas tem uma tensão média geométrica (GMT) de 5334 a 7620 g/cm (700 a 1.000 g/3").
6. Produto de papel tissue, de acordo com a reivindicação 5, caracterizado pelo fato de que a trama de papel tissue crepado com camadas múltiplas possui um Índice de Rigidez inferior a 10,0.
7. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que a trama de papel tissue crepado com camadas múltiplas tem um desvio médio de sonda de fio único da espessura da superfície (SMD) inferior a 3,5 mícrons.
8. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que a trama de papel tissue crepado com camadas múltiplas tem um desvio médio por sonda de fio único de MUI (MMD) de 0,020 a 0,035, um volume de rolo de 10 a 12 cm3/g e um volume de folha de 10 a 12 cm3/g.
9. Produto de papel tissue, de acordo com a reivindicação 1, caracterizado pelo fato de que compreende uma trama de papel tissue com duas camadas enrolada espiralmente em um rolo, a trama de papel tissue compreendendo uma primeira camada de papel tissue crepado e uma segunda camada de papel tissue crepado, a trama de papel tissue possui um desvio médio por sonda de fio único de MUI (MMD) inferior a 0,035, um desvio médio por sonda de fio único da Espessura da Superfície (SMD) inferior a 3,5 mícrons, em que o produto de papel tissue enrolado tem um volume de rolo de 10 a 12 cm3/g e uma firmeza de rolo Kershaw de 3,5 a 5,0 mm.
10. Produto de papel tissue, de acordo com a reivindicação 9, caracterizado pelo fato de que a trama de papel tissue possui um volume de folha superior a 10 cm3/g.
11. Produto de papel tissue, de acordo com a reivindicação 9, caracterizado pelo fato de que a trama de papel tissue tem uma tensão média geométrica (GMT) superior a 5334 g/cm (700 g/3").
12. Produto de papel tissue, de acordo com a reivindicação 11, caracterizado pelo fato de que a trama de papel tissue possui um Índice de Rigidez inferior a 10,0.
13. Produto de papel tissue, de acordo com a reivindicação 9, caracterizado pelo fato de que a trama de papel tissue é seca através de ar.
14. Produto de papel tissue, de acordo com a reivindicação 13, caracterizado pelo fato de que a trama de papel tissue possui uma gramatura de 35 a 40 gsm.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2013/057091 WO2015030750A1 (en) | 2013-08-28 | 2013-08-28 | Smooth bulky tissue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112016003101A2 BR112016003101A2 (pt) | 2017-08-01 |
| BR112016003101B1 true BR112016003101B1 (pt) | 2022-03-08 |
Family
ID=52587108
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112016003101-6A BR112016003101B1 (pt) | 2013-08-28 | 2013-08-28 | Produto de papel tissue enrolado |
| BR122021023253-9A BR122021023253B1 (pt) | 2013-08-28 | 2013-08-28 | Produto de papel tissue enrolado |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR122021023253-9A BR122021023253B1 (pt) | 2013-08-28 | 2013-08-28 | Produto de papel tissue enrolado |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US9714485B2 (pt) |
| EP (1) | EP3039187B1 (pt) |
| KR (1) | KR102085639B1 (pt) |
| AU (1) | AU2013399189B2 (pt) |
| BR (2) | BR112016003101B1 (pt) |
| CA (1) | CA2921683C (pt) |
| MX (1) | MX2016002110A (pt) |
| WO (1) | WO2015030750A1 (pt) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2015006436A (es) | 2012-11-30 | 2015-08-14 | Kimberly Clark Co | Papel tisu suave y voluminoso. |
| BR112015029001A2 (pt) * | 2013-06-10 | 2017-07-25 | Kimberly Clark Co | papel tissue modificado macio e resistente |
| BR112016003101B1 (pt) * | 2013-08-28 | 2022-03-08 | Kimberly-Clark Worldwide, Inc | Produto de papel tissue enrolado |
| US9512572B2 (en) * | 2013-11-27 | 2016-12-06 | Kimberly-Clark Worldwide, Inc. | Smooth and bulky towel |
| TW201630580A (zh) * | 2015-02-20 | 2016-09-01 | 金百利克拉克國際公司 | 包含南方軟木之柔軟紙巾 |
| BR112017017435B1 (pt) | 2015-03-20 | 2023-05-09 | Kimberly-Clark Worldwide, Inc | Produto de papel tissue crepado |
| WO2016159966A1 (en) | 2015-03-31 | 2016-10-06 | Kimberly-Clark Worldwide, Inc. | Smooth and bulky rolled tissue products |
| EP3362366A4 (en) * | 2015-10-14 | 2019-06-19 | First Quality Tissue, LLC | BUNDLED PRODUCT AND SYSTEM AND METHOD FOR THE PRODUCTION THEREOF |
| USD813480S1 (en) | 2016-02-18 | 2018-03-20 | Kimberly-Clark Worldwide, Inc. | Wiper substrate |
| JP6930069B2 (ja) * | 2016-04-18 | 2021-09-01 | 王子ホールディングス株式会社 | 衛生用紙 |
| US10519607B2 (en) | 2016-05-23 | 2019-12-31 | Gpcp Ip Holdings Llc | Dissolved air de-bonding of a tissue sheet |
| MX2019002619A (es) | 2016-09-29 | 2019-08-01 | Kimberly Clark Co | Papel tisu suave que comprende fibras sinteticas. |
| WO2018081189A1 (en) | 2016-10-25 | 2018-05-03 | The Procter & Gamble Company | Fibrous structures |
| US10745864B2 (en) | 2016-10-25 | 2020-08-18 | The Procter & Gamble Company | Differential pillow height fibrous structures |
| AU2017400676B2 (en) * | 2017-02-22 | 2022-10-13 | Kimberly-Clark Worldwide, Inc. | Soft tissue comprising synthetic fibers |
| MX2019008742A (es) | 2017-02-22 | 2019-10-02 | Kimberly Clark Co | Papel tisu estratificado que comprende fibras no leñosas. |
| JP7133943B2 (ja) * | 2018-02-28 | 2022-09-09 | 大王製紙株式会社 | ティシュペーパー |
| USD897117S1 (en) | 2019-01-14 | 2020-09-29 | Kimberly-Clark Worldwide, Inc. | Absorbent sheet |
| KR102506165B1 (ko) | 2019-01-18 | 2023-03-08 | 킴벌리-클라크 월드와이드, 인크. | 길고 높은 조도의 목재 펄프 섬유를 포함하는 층상 티슈 |
| KR20210144808A (ko) * | 2019-03-29 | 2021-11-30 | 킴벌리-클라크 월드와이드, 인크. | 내구성 및 분산성 있는 크레이핑된 다수 겹 티슈 |
| BR112021018164A2 (pt) | 2019-03-29 | 2021-11-16 | Kimberly Clark Co | Produto de papel tissue enrolado |
| US11905665B2 (en) | 2019-03-29 | 2024-02-20 | Kimberly-Clark Worldwide, Inc. | Durable and dispersible creped single ply tissue |
| BR112021018155A2 (pt) | 2019-03-29 | 2021-11-16 | Kimberly Clark Co | Produtos de papel tissue crepado de múltiplas camadas e de papel tissue enrolado |
| US11066785B2 (en) * | 2019-04-11 | 2021-07-20 | Solenis Technologies, L.P. | Method for improving fabric release in structured sheet making applications |
| US11795626B2 (en) | 2019-06-03 | 2023-10-24 | Kimberly-Clark Worldwide, Inc. | Multi-ply tissue product |
| JP7092179B2 (ja) * | 2020-12-09 | 2022-06-28 | 王子ホールディングス株式会社 | 衛生用品の製造方法および製造装置 |
| JP7092180B2 (ja) * | 2020-12-09 | 2022-06-28 | 王子ホールディングス株式会社 | 衛生用品の製造方法および製造装置 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0033988B1 (en) | 1980-02-04 | 1986-06-11 | THE PROCTER & GAMBLE COMPANY | Method of making a pattern densified fibrous web having spaced, binder impregnated high density zones |
| US4440597A (en) | 1982-03-15 | 1984-04-03 | The Procter & Gamble Company | Wet-microcontracted paper and concomitant process |
| US4551199A (en) | 1982-07-01 | 1985-11-05 | Crown Zellerbach Corporation | Apparatus and process for treating web material |
| US4849054A (en) | 1985-12-04 | 1989-07-18 | James River-Norwalk, Inc. | High bulk, embossed fiber sheet material and apparatus and method of manufacturing the same |
| US5277761A (en) | 1991-06-28 | 1994-01-11 | The Procter & Gamble Company | Cellulosic fibrous structures having at least three regions distinguished by intensive properties |
| US5336373A (en) | 1992-12-29 | 1994-08-09 | Scott Paper Company | Method for making a strong, bulky, absorbent paper sheet using restrained can drying |
| US5667636A (en) | 1993-03-24 | 1997-09-16 | Kimberly-Clark Worldwide, Inc. | Method for making smooth uncreped throughdried sheets |
| US5607551A (en) * | 1993-06-24 | 1997-03-04 | Kimberly-Clark Corporation | Soft tissue |
| US5562805A (en) * | 1994-02-18 | 1996-10-08 | Kimberly-Clark Corporation | Method for making soft high bulk tissue |
| US5830321A (en) | 1997-01-29 | 1998-11-03 | Kimberly-Clark Worldwide, Inc. | Method for improved rush transfer to produce high bulk without macrofolds |
| US5840403A (en) | 1996-06-14 | 1998-11-24 | The Procter & Gamble Company | Multi-elevational tissue paper containing selectively disposed chemical papermaking additive |
| US6077590A (en) | 1998-04-15 | 2000-06-20 | Kimberly-Clark Worldwide, Inc. | High bulk paper towels |
| US6547926B2 (en) * | 2000-05-12 | 2003-04-15 | Kimberly-Clark Worldwide, Inc. | Process for increasing the softness of base webs and products made therefrom |
| US6610173B1 (en) | 2000-11-03 | 2003-08-26 | Kimberly-Clark Worldwide, Inc. | Three-dimensional tissue and methods for making the same |
| US6673202B2 (en) | 2002-02-15 | 2004-01-06 | Kimberly-Clark Worldwide, Inc. | Wide wale tissue sheets and method of making same |
| US6887348B2 (en) * | 2002-11-27 | 2005-05-03 | Kimberly-Clark Worldwide, Inc. | Rolled single ply tissue product having high bulk, softness, and firmness |
| US6896767B2 (en) * | 2003-04-10 | 2005-05-24 | Kimberly-Clark Worldwide, Inc. | Embossed tissue product with improved bulk properties |
| US7396593B2 (en) * | 2003-05-19 | 2008-07-08 | Kimberly-Clark Worldwide, Inc. | Single ply tissue products surface treated with a softening agent |
| US7377995B2 (en) | 2004-05-12 | 2008-05-27 | Kimberly-Clark Worldwide, Inc. | Soft durable tissue |
| US7419569B2 (en) | 2004-11-02 | 2008-09-02 | Kimberly-Clark Worldwide, Inc. | Paper manufacturing process |
| US20070044928A1 (en) * | 2005-08-31 | 2007-03-01 | Kimberly-Clark Worldwide, Inc. | Rolled bath tissue product for children |
| US7820010B2 (en) * | 2005-12-15 | 2010-10-26 | Kimberly-Clark Worldwide, Inc. | Treated tissue products having increased strength |
| US7879189B2 (en) * | 2005-12-15 | 2011-02-01 | Kimberly-Clark Worldwide, Inc. | Additive compositions for treating various base sheets |
| US7879191B2 (en) * | 2005-12-15 | 2011-02-01 | Kimberly-Clark Worldwide, Inc. | Wiping products having enhanced cleaning abilities |
| US7611607B2 (en) | 2006-10-27 | 2009-11-03 | Voith Patent Gmbh | Rippled papermaking fabrics for creped and uncreped tissue manufacturing processes |
| US7563344B2 (en) * | 2006-10-27 | 2009-07-21 | Kimberly-Clark Worldwide, Inc. | Molded wet-pressed tissue |
| US7785443B2 (en) * | 2006-12-07 | 2010-08-31 | Kimberly-Clark Worldwide, Inc. | Process for producing tissue products |
| US20090057169A1 (en) | 2007-08-31 | 2009-03-05 | Benjamin Joseph Kruchoski | Spindle and Spindle Attachments for Coreless and Flexible Core Rolled Tissue Products |
| US8257551B2 (en) * | 2008-03-31 | 2012-09-04 | Kimberly Clark Worldwide, Inc. | Molded wet-pressed tissue |
| EP2635741A1 (en) | 2010-11-01 | 2013-09-11 | Metso Paper, Inc. | Process for producing multilayer fiber web |
| US8481133B2 (en) * | 2011-09-21 | 2013-07-09 | Kimberly-Clark Worldwide, Inc. | High bulk rolled tissue products |
| US8574399B2 (en) * | 2011-09-21 | 2013-11-05 | Kimberly-Clark Worldwide, Inc. | Tissue products having a high degree of cross machine direction stretch |
| US8940376B2 (en) * | 2012-02-07 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | High bulk tissue sheets and products |
| BR112016003101B1 (pt) * | 2013-08-28 | 2022-03-08 | Kimberly-Clark Worldwide, Inc | Produto de papel tissue enrolado |
| US9447546B2 (en) * | 2014-01-24 | 2016-09-20 | Kimberly-Clark Worldwide, Inc. | Two sided multi-ply tissue product |
-
2013
- 2013-08-28 BR BR112016003101-6A patent/BR112016003101B1/pt active IP Right Grant
- 2013-08-28 US US14/903,319 patent/US9714485B2/en active Active
- 2013-08-28 BR BR122021023253-9A patent/BR122021023253B1/pt active IP Right Grant
- 2013-08-28 CA CA2921683A patent/CA2921683C/en active Active
- 2013-08-28 EP EP13892498.0A patent/EP3039187B1/en active Active
- 2013-08-28 WO PCT/US2013/057091 patent/WO2015030750A1/en active Application Filing
- 2013-08-28 MX MX2016002110A patent/MX2016002110A/es unknown
- 2013-08-28 KR KR1020167007367A patent/KR102085639B1/ko active IP Right Grant
- 2013-08-28 AU AU2013399189A patent/AU2013399189B2/en active Active
-
2017
- 2017-06-20 US US15/627,677 patent/US9915033B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CA2921683A1 (en) | 2015-03-05 |
| US20160145809A1 (en) | 2016-05-26 |
| US20170284029A1 (en) | 2017-10-05 |
| CA2921683C (en) | 2020-12-29 |
| BR112016003101A2 (pt) | 2017-08-01 |
| US9915033B2 (en) | 2018-03-13 |
| KR20160050043A (ko) | 2016-05-10 |
| KR102085639B1 (ko) | 2020-03-06 |
| AU2013399189A1 (en) | 2016-03-24 |
| EP3039187A4 (en) | 2017-03-29 |
| WO2015030750A1 (en) | 2015-03-05 |
| EP3039187B1 (en) | 2021-02-24 |
| US9714485B2 (en) | 2017-07-25 |
| MX2016002110A (es) | 2016-06-28 |
| BR122021023253B1 (pt) | 2022-03-15 |
| EP3039187A1 (en) | 2016-07-06 |
| AU2013399189B2 (en) | 2018-03-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112016003101B1 (pt) | Produto de papel tissue enrolado | |
| US8834978B1 (en) | High bulk rolled tissue products | |
| US9580871B2 (en) | Absorbent tissue | |
| US20150101774A1 (en) | High bulk tissue sheets and products | |
| US11548258B2 (en) | Smooth and bulky rolled tissue products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06I | Publication of requirement cancelled [chapter 6.9 patent gazette] |
Free format text: ANULADA A PUBLICACAO CODIGO 6.6.1 NA RPI NO 2462 DE 13/03/2018 POR TER SIDO INDEVIDA. |
|
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B06A | Patent application procedure suspended [chapter 6.1 patent gazette] | ||
| B07A | Application suspended after technical examination (opinion) [chapter 7.1 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 28/08/2013, OBSERVADAS AS CONDICOES LEGAIS. |
|
| B25A | Requested transfer of rights approved |
Owner name: KIMBERLY-CLARK EDE HOLDINGS B.V. (PB) |
|
| B25A | Requested transfer of rights approved |
Owner name: KIMBERLY-CLARK BRASIL INDUSTRIA E COMERCIO DE PRODUTOS DE HIGIENE LTDA. (BR/SP) |
|
| B25A | Requested transfer of rights approved |
Owner name: MMC BRASIL INDUSTRIA E COMERCIO LTDA. (BR/SP) |