BR112014031566B1 - método para a fabricação de uma fonte de calor inflamável com uma barreira - Google Patents
método para a fabricação de uma fonte de calor inflamável com uma barreira Download PDFInfo
- Publication number
- BR112014031566B1 BR112014031566B1 BR112014031566-3A BR112014031566A BR112014031566B1 BR 112014031566 B1 BR112014031566 B1 BR 112014031566B1 BR 112014031566 A BR112014031566 A BR 112014031566A BR 112014031566 B1 BR112014031566 B1 BR 112014031566B1
- Authority
- BR
- Brazil
- Prior art keywords
- heat source
- barrier
- flammable heat
- hollow mold
- flammable
- Prior art date
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
- A24B15/165—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes comprising as heat source a carbon fuel or an oxidized or thermally degraded carbonaceous fuel, e.g. carbohydrates, cellulosic material
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/10—Devices with chemical heating means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/005—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore cutting-off or cutting-out a part of a strip-like or sheet-like material, transferring that part and fixing it to an article
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/22—Cigarettes with integrated combustible heat sources, e.g. with carbonaceous heat sources
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F47/00—Smokers' requisites not otherwise provided for
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/1062—Prior to assembly
- Y10T156/107—Punching and bonding pressure application by punch
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Building Environments (AREA)
- Solid Fuels And Fuel-Associated Substances (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Thermotherapy And Cooling Therapy Devices (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
MÉTODO PARA A FABRICAÇÃO DE UMA FONTE DE CALOR INFLAMÁVEL COM UMA BARREIRA. A presente invenção refere-se a um método para a fabricação de uma fonte de calor inflamável (100) que tem uma barreira (110) fixa a uma face de extremidade (112) da mesma. O método compreende fornecer um molde oco (130) que tem uma primeira abertura e uma segunda abertura oposta; cobrir a primeira abertura do molde oco (130) com um material de barreira laminar (160); perfurar uma barreira (110) do material de barreira laminar (160) mediante a inserção de um primeiro perfurador (140) dentro do molde oco (130) através da primeira abertura; posicionar um ou mais componentes particulados (120) no molde oco (130) através da segunda abertura; comprimir um ou mais componentes particulados (120) para formar uma fonte de calor inflamável (100) e fixar a barreira (110) a uma face de extremidade (112) da fonte de calor inflamável (100) através da inserção de um segundo perfurador (150) dentro do molde oco (130) através da segunda abertura; e ejetar a fonte de calor inflamável (100) que tem a barreira (110) fixa à face de extremidade (112) da mesma a partir do molde oco (130).
Description
[0001] A presente invenção refere-se a um método para a fabrica- ção de uma fonte de calor inflamável que tem uma barreira fixa a uma face de extremidade da mesma.
[0002] Inúmeros artigos de fumo, nos quais o tabaco é aquecido em vez de sofrer combustão, têm sido propostos na técnica. Um dos objetivos de tais artigos de fumo “aquecidos” é reduzir os constituintes nocivos conhecidos do fumo, dos tipos produzidos pela combustão e degradação pirolítica do tabaco em cigarros convencionais.
[0003] Em um tipo conhecido do artigo de fumo aquecido, um ae- rossol é gerado pela transferência de calor a partir de uma fonte de calor inflamável para um substrato de formação de aerossol localizado a jusante da fonte de calor inflamável. Durante o fumo, os compostos voláteis são liberados a partir do substrato de formação de aerossol por meio de transferência de calor da fonte de calor inflamável e en- tram no ar puxado através do artigo de fumo. À medida que os com- postos liberados resfriam, eles condensam para formar um aerossol que é inalado pelo usuário.
[0004] Por exemplo, o documento WO-A2-2009/022232 descreve um artigo de fumo que compreende uma fonte de calor inflamável, um substrato de formação de aerossol a jusante da fonte de calor inflamá- vel, e um elemento de condução de calor em torno e em contato direto com uma parte posterior da fonte de calor inflamável e uma parte ante- rior adjacente do substrato de formação de aerossol.
[0005] As fontes de calor inflamáveis de artigos de fumo aqueci- dos podem compreender um ou mais aditivos para auxiliar na ignição ou na combustão da fonte de calor inflamável ou uma combinação dos mesmos. Para facilitar a formação de aerossol, os substratos de for- mação de aerossol de artigos de fumo aquecidos compreendem tipi- camente um álcool poli-hídrico, tal como glicerina ou outro formador de aerossol.
[0006] A barreira pode ser fornecida entre uma extremidade a ju- sante da fonte de calor inflamável e uma extremidade a montante do substrato de formação de aerossol de um artigo de fumo aquecido.
[0007] A barreira pode prevenir ou inibir a migração do formador de aerossol a partir do substrato de formação de aerossol para a fonte de calor inflamável durante o armazenamento e o uso do artigo de fu- mo aquecido, e assim evitar ou reduzir a decomposição do formador de aerossol durante a utilização do artigo de fumo aquecido. A barrei- ra pode também limitar ou impedir a migração de outros componentes voláteis do substrato de formação de aerossol a partir do substrato de formação de aerossol para a fonte de calor inflamável durante o arma- zenamento e durante o uso de artigos de fumo de acordo com a in- venção.
[0008] De maneira alternativa ou em adição, a barreira pode limi- tar a temperatura à qual o substrato de formação de aerossol fica ex- posto durante a ignição ou a combustão da fonte de calor inflamável, e assim ajudar a evitar ou a reduzir a degradação térmica ou a combus- tão do substrato de formação de aerossol durante a utilização do artigo de fumo aquecido.
[0009] De maneira alternativa ou em adição, a barreira pode pre- venir ou inibir a combustão e a decomposição produtos formados du- rante a ignição e a combustão da fonte de calor inflamável do ar inala- do através do artigo de fumo aquecido de ar durante a utilização do mesmo. Isto é particularmente vantajoso quando a fonte de calor in- flamável compreende um ou mais aditivos para auxiliar na ignição ou na combustão da fonte de calor inflamável ou uma combinação dos mesmos.
[0010] De acordo com a invenção, apresenta-se um método para a fabricação de uma fonte de calor inflamável que tem uma barreira fixa a uma face de extremidade da mesma. O método compreende forne- cer um molde oco que tem uma primeira abertura e uma segunda abertura oposta, cobrir a primeira abertura do molde oco com um ma- terial de barreira laminar, perfurar uma barreira do material de barreira laminar através da inserção de um primeiro perfurador no molde oco através da primeira abertura, posicionar um ou mais componentes par- ticulados no molde oco através da segunda abertura, comprimir um ou mais componentes particulados para formar uma fonte de calor infla- mável e fixar a barreira a uma face de extremidade da fonte de calor inflamável mediante a inserção de um segundo perfurador no molde oco através da segunda abertura, e ejetar a fonte de calor inflamável que tem a barreira fixa à face de extremidade da mesma a partir do molde oco.
[0011] A barreira perfurada do material de barreira laminar impede o contato direto entre o primeiro perfurador inserido no molde oco através da primeira abertura e um ou mais componentes particulados posicionados no molde oco através da segunda abertura. Isso elimina ou reduz de maneira vantajosa o potencial de um ou mais componen- tes particulados de aderir ao primeiro perfurador. Conforme descrito abaixo, isso é particularmente benéfico onde um ou mais componentes particulados compreendem um ligante.
[0012] A redução ou a prevenção da deposição e acúmulo de um ou mais componentes particulados no primeiro perfurador, vantajosa- mente, melhora a qualidade das fontes de calor inflamáveis produzidas pelo método da invenção.
[0013] Tal como aqui utilizado, o termo “componente particulado" é utilizado para descrever qualquer material particulado que pode fluir ou a combinação de materiais particulados, que incluem, mas não limi- tados a, pós e grânulos. Os componentes particulados utilizados nos métodos de acordo com a invenção podem compreender dois ou mais materiais particulados de tipos diferentes. De maneira alternativa ou em adição, os componentes particulados utilizados em métodos de acordo com a invenção podem compreender dois ou mais materiais particulados de composição diferente.
[0014] Tal como aqui utilizado, o termo "composição diferente" é utilizado para se referir aos materiais ou componentes formados a par- tir de compostos diferentes, ou a partir de uma combinação diferente de compostos, ou a partir de uma formulação diferente da mesma combinação de compostos.
[0015] O método da invenção pode ser utilizado para a fabricação de fontes de calor inflamáveis carbonosas que possuem uma barreira fixa a uma face de extremidade da mesma. Em tais modalidades, pelo menos um de um ou mais componentes particulados posicionados no molde oco através da segunda abertura é carbonoso.
[0016] Tal como aqui utilizado, o termo "carbonoso" é utilizado pa- ra descrever as fontes de calor inflamáveis, os componentes particula- dos e os materiais particulados que compreendem carbono.
[0017] O método da invenção pode compreender posicionar um ou mais componentes particulados carbonosos no molde oco através da segunda abertura.
[0018] De maneira alternativa ou em adição, o método da inven- ção pode compreender posicionar um ou mais componentes particula- dos não carbonosos no molde oco através da segunda abertura.
[0019] Os componentes particulados carbonosos para a utilização no método da invenção podem ser formados a partir de um ou mais materiais adequados que contêm carbono.
[0020] O método da invenção pode ser vantajosamente utilizado para a fabricação de fontes de calor inflamáveis que têm barreiras fi- xas à face de extremidade das mesmas, para a utilização na fabrica- ção de artigos de fumo que compreendem uma fonte de calor inflamá- vel, um substrato de formação de aerossol a jusante da fonte de calor inflamável e uma barreira entre a extremidade a jusante da fonte de calor inflamável e a extremidade a montante do substrato de formação de aerossol.
[0021] Tal como aqui utilizado, os termos "a montante" e "anterior" e "a jusante" e "posterior", são utilizados para descrever as posições relativas de porções, componentes ou porções de componentes, de fontes de calor inflamáveis e artigos de fumo, em relação à direção do ar aspirado através das fontes de calor inflamáveis e os artigos de fu- mo durante a utilização dos mesmos.
[0022] Tal como aqui utilizado, o termo "substrato de formação de aerossol" é utilizado para descrever um substrato capaz de liberar por aquecimento os compostos voláteis, que podem formar um aerossol.
[0023] Os artigos de fumo que compreendem as fontes de calor inflamáveis que têm uma barreira fixa a uma face de extremidade da mesma fabricada pelo método da presente invenção compreendem ainda, de preferência, um elemento de condução de calor em torno e em contato com uma parte posterior da fonte de calor inflamável e uma parte anterior adjacente do substrato de formação de aerossol. O elemento de condução de calor é, de preferência, resistente à combus- tão e restrito a oxigênio.
[0024] Os artigos de fumo que compreendem as fontes de calor inflamáveis que têm uma barreira fixa a uma face de extremidade da mesma fabricada pelo método da presente invenção podem ainda compreender um ou ambos de uma câmara de expansão e um bocal a jusante do substrato de formação de aerossol.
[0025] De preferência, o material de barreira laminar é não infla- mável. Tal como aqui utilizado, o termo "não inflamável" é usado para descrever um material de barreira que é substancialmente não infla- mável a temperaturas alcançadas pela fonte de calor inflamável duran- te a combustão ou a ignição da mesma.
[0026] De preferência, o material de barreira laminar é substanci- almente impermeável ao ar. Tal como aqui utilizado, o termo “substan- cialmente impermeável ao ar" é usado para descrever um material de barreira que impede substancialmente que o ar seja puxado através da face de extremidade da fonte de calor inflamável à qual a barreira é fixa.
[0027] O material de barreira laminar pode ter uma baixa conduti- vidade térmica ou uma alta condutividade térmica. Em certas modali- dades, o material de barreira laminar pode ter uma condutividade tér- mica de entre cerca de 0,1 W/m.K e cerca de 200 W/m.K. De prefe- rência, a condutividade térmica do material de barreira laminar é pelo menos cerca de 200 W/m.K
[0028] A espessura do material de barreira laminar pode ser sele- cionada para alcançar um bom desempenho de fumo quando a fonte de calor inflamável que tem a barreira fixa à face de extremidade da mesma é utilizada em um produto de fumo. Em certas modalidades, o material de barreira laminar pode ter uma espessura de entre cerca de 10 micra e cerca de 500 micra. De preferência, a espessura do materi- al de barreira laminar é entre cerca de 10 micra e cerca de 30 micra, com mais preferência, cerca de 20 micra.
[0029] A espessura do material de barreira laminar pode ser me- dida com o uso de um microscópio, um microscópio eletrônico de var- redura (SEM) ou outros métodos de medição adequados conhecidos na técnica.
[0030] O material de barreira laminar pode ser formado a partir de qualquer material adequado ou combinação de materiais que são substancial e termicamente estáveis a temperaturas atingidas pela fon- te de calor inflamável durante a ignição e a combustão e são capazes de ser perfurados para formar uma barreira.
[0031] Os materiais preferidos a partir dos quais o material de bar- reira laminar pode ser formado incluem, mas não estão limitados a: cobre, alumínio, aço inoxidável e ligas. Mais De preferência, o mate- rial de barreira laminar é formado a partir de alumínio. Em uma moda- lidade particularmente preferida, o material de barreira é formado a partir de > 99% de liga de alumínio puro EN AW 1200 ou EN AW 8079.
[0032] De preferência, a barreira se estende a substancialmente por toda a face de extremidade da fonte de calor inflamável.
[0033] Mais de preferência, a barreira se estende substancialmen- te por toda a face de extremidade da fonte de calor inflamável e pelo menos parcialmente ao longo de um lado adjacente da fonte de calor inflamável. Em tais modalidades, a barreira é uma "tampa convexa” que cobre a extremidade da fonte de calor inflamável. Isso aumenta de maneira vantajosa a rigidez estrutural da periferia da face de extremi- dade da fonte de calor inflamável coberta pela "tampa". Também reduz com vantagem o risco de fragmentação da fonte de calor inflamável ao longo da interface entre a barreira e a fonte de calor inflamável.
[0034] Em certas modalidades, a barreira se estende ao longo do lado adjacente da fonte de calor inflamável para uma distância de me- nos de cerca de cinco vezes a espessura do material de barreira lami- nar, com mais preferência, menos do que cerca de três vezes a es- pessura do material de barreira laminar.
[0035] O perfil do primeiro perfurador e do segundo perfurador pode ser o mesmo ou diferente.
[0036] Um ou ambos do primeiro perfurador e do segundo perfu- rador podem ter um perfil côncavo.
[0037] De maneira alternativa, um ou ambos do primeiro perfura- dor e do segundo perfurador podem ter um perfil plano.
[0038] Em certas modalidades preferidas, o primeiro perfurador tem um perfil côncavo. O uso de um primeiro perfurador com um perfil côncavo pode ajudar a formar bordas arredondadas ou truncadas so- bre a periferia da face de extremidade da fonte de calor inflamável à qual a barreira é fixa.
[0039] O uso de um primeiro perfurador com um perfil côncavo pode reduzir de maneira vantajosa o risco de formação de um bloqueio de ar entre a barreira e a face de extremidade da fonte de calor infla- mável à qual a barreira é fixa. O uso de um primeiro perfurador com um perfil côncavo também ajuda de maneira vantajosa a barreira a formar uma tampa convexa que cobre a extremidade da fonte de calor inflamável.
[0040] Em modalidades em que o primeiro perfurador tem um per- fil côncavo, o primeiro perfurador pode ter um perfil côncavo que tem uma profundidade de entre cerca de 0,25 mm e cerca de 1 mm, com mais preferência, de entre cerca de 0,4 mm e cerca de 0,6 mm.
[0041] Em modalidades em que o primeiro perfurador tem um per- fil côncavo, o primeiro perfurador pode ter um perfil côncavo que tem uma borda chanfrada com um ângulo de entre cerca de 30 graus e cerca de 80 graus.
[0042] Em outras modalidades preferidas, o primeiro perfurador tem um perfil plano.
[0043] Em certas modalidades preferidas, o segundo perfurador tem um perfil côncavo. A utilização de um segundo perfurador com um perfil côncavo pode ajudar a formar bordas arredondadas ou truncadas sobre a periferia de uma face de extremidade da fonte de calor inflamá- vel oposta à face da fonte de calor inflamável à qual a barreira é fixa.
[0044] A utilização de uma segundo perfurador com um perfil côn- cavo pode também reduzir de maneira vantajosa o atrito entre o se- gundo perfurador e o molde oco, evitando substancialmente o acúmulo de material em partículas entre o segundo perfurador e o molde oco; com efeito, o segundo perfurador atua como um raspador.
[0045] Em modalidades em que o segundo perfurador tem um perfil côncavo, o segundo perfurador pode ter um perfil côncavo que tem uma profundidade de entre cerca de 0,25 mm e cerca de 1 mm, com mais preferência, de entre cerca de 0,4 mm e cerca de 0,6 mm.
[0046] Em modalidades em que o segundo perfurador tem um perfil côncavo, o segundo perfurador pode ter um perfil côncavo que tem uma borda chanfrada com um ângulo de entre cerca de 30 graus e cerca de 80 graus.
[0047] De preferência, o molde oco, o primeiro perfurador e o se- gundo perfurador são cilíndricos e de seção transversal substancial- mente circular correspondente. De maneira alternativa, o molde oco, o primeiro perfurador e o segundo perfurador podem ser cilíndricos e de seção transversal substancialmente elíptica correspondente.
[0048] De preferência, o primeiro perfurador é um perfurador infe- rior e o segundo perfurador é um perfurador superior. Em tais modali- dades, a barreira é perfurada a partir do material de barreira laminar através da inserção do perfurador inferior para cima dentro do molde oco através da primeira abertura, que está localizada em uma extremi- dade inferior do molde oco. Um ou mais componentes particulados são, em seguida, comprimidos para formar a fonte de calor inflamável e fixar a barreira à face de extremidade da fonte de calor inflamável, mediante a inserção do perfurador superior para baixo dentro do mol- de oco através da segunda abertura, que está localizada em uma ex- tremidade superior do molde oco.
[0049] De preferência, o método compreende a ejetar a fonte de calor inflamável produzida com a barreira fixa à face de extremidade da mesma a partir do molde oco através da segunda abertura.
[0050] Em certas modalidades, o método pode compreender eje- tar a fonte de calor combustível fabricada com a barreira fixa à face de extremidade do molde oco através da segunda abertura, removendo o segundo perfurador do molde oco através da segunda abertura e mo- vimentando o primeiro perfurador dentro molde oco para a segunda abertura.
[0051] Onde o primeiro perfurador é um perfurador inferior e o se- gundo perfurador é um perfurador superior, de preferência, o método compreende ejetar a fonte de calor inflamável fabricada com a barreira fixa à face de extremidade da mesma a partir do molde oco através da segunda abertura localizada na extremidade superior do molde oco mediante a remoção do perfurador superior do molde oco através da segunda abertura e movimentando o perfurador inferior para cima den- tro do molde oco na direção da segunda abertura.
[0052] Em outras modalidades, o método pode compreender eje- tar a fonte de calor combustível fabricada que tem a barreira fixa à fa- ce de extremidade da mesma a partir do molde oco através da segun- da abertura mediante a remoção do segundo perfurador do molde oco através da segunda abertura e movimentando o molde oco na direção do primeiro perfurador.
[0053] De preferência, o método compreende posicionar um ou mais componentes particulados no molde oco através da segunda abertura com o uso de uma tremonha alimentada por gravidade. Em certas modalidades, o método compreende avançar a tremonha atra- vés da segunda abertura, a fim de posicionar um ou mais componen- tes particulados no molde oco através da segunda abertura da mesma e, em seguida, retrair a tremonha a partir da segunda abertura do mol- de oco.
[0054] Em certas modalidades, o método pode compreender a utilização da tremonha para remover uma fonte de calor inflamável previamente fabricada que tem uma barreira fixa à face de extremida- de da mesma tendo sida ejetada do molde oco através da segunda abertura, durante a etapa de avanço da tremonha através da segunda abertura do molde oco.
[0055] Em certas modalidades, a tremonha pode compreender uma saída para distribuir um ou mais componentes particulados que são substancialmente vedados contra o molde oco até que a saída es- teja sobre a segunda abertura.
[0056] Tal como aqui utilizado, o termo “vedado” é utilizado para significar que o material particulado contido na tremonha é impedido de sair da tremonha através da saída.
[0057] De preferência, o método compreende cobrir a primeira abertura com um material de barreira laminar contínua. De preferência, o material de barreira laminar contínua tem uma largura de entre cerca de 1,5 vezes e cerca de 3 vezes a largura do molde oco.
[0058] A fim de cobrir a primeira abertura com o material de bar- reira laminar contínua, o método pode compreender a alimentação do material laminar contínua em uma direção substancialmente paralela à direção em que a tremonha é avançada e retraída.
[0059] No entanto, o método pode compreender a alimentação do material laminar contínua em uma direção substancialmente perpendi- cular à direção em que a tremonha é avançada e retraída.
[0060] De preferência, o método compreende restringir o material de barreira laminar adjacente ao molde oco durante a etapa de perfu- rar o material de barreira laminar. Isso melhora de maneira vantajosa a qualidade da barreira formada mediante a perfuração do material de barreira laminar.
[0061] De preferência, a etapa de restringir o material de barreira laminar compreende a utilização de uma placa, que compreende um furo de passagem para receber o primeiro perfurador, para pressionar o material de barreira laminar contra o molde oco adjacente à segunda abertura da mesma.
[0062] Para permitir a fabricação simultânea de várias fontes de calor inflamáveis que têm barreiras fixas às faces de extremidade das mesmas, o método pode compreender o fornecimento de uma plurali- dade de moldes ocos, cada um dotado de um primeiro perfurador cor- respondente e um segundo perfurador correspondente.
[0063] A pluralidade de moldes ocos pode ser fornecida em uma fileira única ou em múltiplas fileiras.
[0064] De maneira alternativa, o método da invenção pode ser re- alizado com o uso de múltiplas cavidades em rotação de maneira con- tínua ou chamadas de "prensa de torreta”. Em tais modalidades, vários moldes ocos são girados sobre um eixo central e um ou mais compo- nentes particulados são colocados nos moldes ocos através das se- gundas aberturas dos mesmos com o uso de uma tremonha. O mate- rial de barreira laminar é, em seguida, fornecido ao lado do molde oco, para cobrir a primeira abertura, o material de barreira laminar sendo substancialmente alimentado de modo tangencial para a prensa de múltiplas cavidades de rotação. O primeiro perfurador é fornecido de modo vertical abaixo material de barreira laminar, e durante a etapa de perfurar o material de barreira laminar, o primeiro perfurador é angu- larmente estacionário em relação ao molde oco dentro do qual está sendo inserido. A fonte de calor inflamável formada que tem uma bar- reira é, em seguida, ejetada do molde oco.
[0065] Em uma modalidade preferida, o método da invenção com- preende ainda um fornecimento de adesivo entre a barreira e a face de extremidade da fonte de calor inflamável. O fornecimento de um ade- sivo entre a barreira e a face de extremidade da fonte de calor infla- mável contribui de maneira vantajosa para fixar a barreira à face de extremidade da fonte de calor inflamável.
[0066] Em uma modalidade preferida, o adesivo é aplicado ao ma- terial de barreira laminar antes de cobrir a primeira abertura do molde com o material de barreira laminar.
[0067] O adesivo pode ser aplicado ao material de barreira lami- nar com o uso de quaisquer meios adequados, que incluem, mas não limitados a, uma pistola de pulverização, um rolete, uma pistola de ra- nhura ou uma combinação dos mesmos.
[0068] Em uma modalidade particularmente preferida, o método da invenção compreende cobrir a primeira abertura do molde oco com um material de barreira para laminar um adesivo que tenha sido pré- aplicado.
[0069] O adesivo pode ser qualquer adesivo adequado capaz de fixar de forma permanente a barreira à face de extremidade da fonte de calor inflamável. O adesivo é, de preferência, capaz de resistir a temperaturas atingidas pela fonte de calor inflamável durante a com- bustão ou ignição do mesmo.
[0070] De preferência, o adesivo é um adesivo de PVA (acetato de polivinila).
[0071] De um modo preferido, pelo menos, um dos um ou mais componentes particulados compreende um ligante.
[0072] Os componentes de um ou mais de partículas podem com- preender um ou mais aglutinantes orgânicos, um ou mais ligantes inorgânicos ou uma combinação de um ou mais ligantes orgânicos e um ou mais ligantes inorgânicos.
[0073] Os ligantes orgânicos adequados incluem, mas não estão limitados a: gomas, como, por exemplo, goma de guar; celuloses mo- dificadas e derivados de celulose, como, por exemplo, metilcelulose, carboximetilcelulose, hidroxipropilcelulose e hidroxipropilmetilcelulose; farinhas; amidos; açúcares; óleos vegetais; e as combinações dos mesmos.
[0074] Os ligantes inorgânicos apropriados incluem, mas não es- tão limitados a: argilas como, por exemplo, a bentonita, a caulinita; derivados de aluminossilicato, como, por exemplo, cimento; alcaloide ativados de aluminossilicatos; silicatos alcalinos, como, por exemplo, silicatos de sódio e silicatos de potássio; derivados de calcário como, por exemplo, calcário e cal hidratada; compostos alcalino-terrosos e seus derivados, como, por exemplo, cimento de magnésia, sulfato de magnésio, sulfato de cálcio, fosfato de cálcio e fosfato de dicálcio; compostos de alumínio e seus derivados como, por exemplo, sulfato de alumínio e as combinações dos mesmos.
[0075] Em certas modalidades, um ou mais ligantes podem ajudar a fixar a barreira à face de extremidade da fonte de calor inflamável. Em tais modalidades, pode ou não ser fornecido um adesivo entre a barreira e a face de extremidade da fonte de calor inflamável.
[0076] Onde os métodos de acordo com a invenção são utilizados para tornar as fontes de calor inflamáveis carbonosas, em vez de, ou além de, um ou mais ligantes de um ou mais componentes particula- dos podem compreender um ou mais aditivos para melhorar as propri- edades das fontes de calor inflamáveis carbonosas. Os aditivos ade- quados incluem, mas não estão limitados a, aditivos para promover a consolidação da fonte de calor inflamável carbonosa (por exemplo, au- xiliares de sinterização), aditivos para promover a combustão da fonte de calor inflamável carbonosa (por exemplo, oxidantes como cloratos, percloratos, nitratos, peróxidos, permanganatos, zircônio e as combi- nações dos mesmos), aditivos para promover a combustão da fonte de calor inflamável carbonosa (por exemplo, sais, de potássio e de potás- sio, tal como o citrato de potássio) e aditivos para promover a decom- posição de um ou mais gases produzidos pela combustão da fonte de calor inflamável carbonosa (por exemplo, catalisadores, como CuO, Fe2O3 e Al2 O3).
[0077] Onde os métodos de acordo com a invenção são utilizados para tornar as fontes de calor inflamáveis carbonosas, de preferência, pelo menos um dos um ou mais componentes particulados compreen- dem um auxiliar de ignição. Em certas modalidades, pelo menos um dos um ou mais componentes particulados pode compreender carbono e um auxiliar de ignição.
[0078] Tal como aqui utilizado, o termo "auxílio de ignição" é utili- zado para designar um material que libera um ou ambos de oxigênio e energia durante a ignição das fontes de calor inflamáveis carbonosas, onde a taxa de libertação de um ou ambos de oxigênio e energia pelo material não é limitada à difusão do oxigênio ambiente. Em outras pa- lavras, a taxa de liberação de um ou ambos de oxigênio e energia pelo material durante a ignição da fonte de calor inflamável carbonosa é amplamente independente da velocidade na qual o oxigênio ambiente pode atingir o material. Tal como aqui utilizado, o termo "auxílio de ig- nição" também é utilizado para indicar um elemento de metal que libe- ra energia durante a ignição da fonte de calor inflamável carbonosa, em que a temperatura de ignição do elemento de metal é inferior a cerca de 500 °C e o calor de combustão de o elemento de metal é pelo menos cerca de 5 kJ/g.
[0079] Tal como aqui utilizado, o termo "auxílio de ignição” não incluem os sais de metais alcalinos de ácidos carboxílicos (como sais de metais alcalinos de citrato, sais de acetato de metal alcalino e sais de metal alcalino de succinato), sais de halogeneto de metal alcalino (como os sais de cloreto de metal alcalino), sais de carbonato de me- tais alcalinos ou sais de fosfato de metal alcalino, que são conhecidos para modificar a combustão de carbono. Mesmo quando presente em uma quantidade grande em relação ao peso total de uma fonte de ca- lor inflamável carbonosa, tais sais de combustão de metal alcalino não liberam energia suficiente durante a ignição de uma fonte de calor in- flamável carbonosa para produzir um aerossol aceitável durante as primeiras baforadas.
[0080] Os exemplos de auxiliares de ignição adequados incluem, mas não estão limitados a: materiais energéticos que reagem de ma- neira exotérmica com o oxigênio mediante a ignição das fontes de ca- lor inflamáveis carbonosas, como, por exemplo, alumínio, ferro, mag- nésio e zircônio; termite ou compósitos de termite que compreendem um agente de redução, tal como, por exemplo, um metal, e um agente oxidante tal como, por exemplo, um óxido de metal, que reagem entre si para liberar energia mediante a ignição da fonte de calor inflamável carbonosa; os materiais que são submetidos às reações exotérmicas mediante a ignição da fonte de calor inflamável, como, por exemplo, intermetálicos e materiais bimetálicos, carbonetos metálicos e hidretos metálicos; e os agentes oxidantes que se decompõem para liberar oxigênio mediante a ignição das fontes de calor inflamáveis carbono- sas.
[0081] Os exemplos de agentes oxidantes adequados incluem, mas não se limitam a: nitratos como, por exemplo, nitrato de potássio, nitrato de cálcio, nitrato de estrôncio, nitrato de sódio, nitrato de bário, nitrato de lítio, nitrato de alumínio e nitrato de ferro; nitritos; outros compostos de nitrados orgânicos e inorgânicos; cloratos, como, por exemplo, o clorato de sódio e clorato de potássio; percloratos, como, por exemplo, perclorato de sódio; cloretos; bromatos, como, por exemplo, bromato de sódio e bromato de potássio; perbromatos; bromitas; boratos, como, por exemplo, borato de sódio e borato de potássio; ferratos, como, por exemplo, ferrato de bário; ferrita; man- ganatos, como, por exemplo, manganato de potássio; permangana- tos, como, por exemplo, permanganato de potássio; peróxidos orgâni- cos, como, por exemplo, peróxido de benzoila e peróxido de acetona; peróxidos inorgânicos, como, por exemplo, peróxido de hidrogênio, peróxido de estrôncio, peróxido de magnésio, peróxido de cálcio, pe- róxido de bário, o peróxido de zinco e peróxido de lítio; superóxidos, como, por exemplo, superóxido de potássio e superóxido de sódio; iodatos; periodatos; iodetos; sulfatos; sulfitos; outros sulfóxidos; fosfatos; fospinatos; fosfitos; e fosfanitas.
[0082] O método da invenção pode ser utilizado para a fabricação de fontes de calor inflamáveis que são cegas ou não cegas.
[0083] Tal como aqui utilizado, o termo "cego" é usado para des- crever uma fonte de calor inflamável que não compreende quaisquer canais de fluxo de ar que se estendem ao longo do comprimento da fonte de calor inflamável através do qual o ar pode ser extraído.
[0084] Tal como aqui utilizado, o termo “não cego" é usado para descrever uma fonte de calor inflamável que compreende um ou mais canais de fluxo de ar que se estendem ao longo do comprimento da fonte de calor inflamável através do qual o ar pode ser extraído.
[0085] O método da invenção pode ser utilizado para a fabricação de fontes de calor inflamáveis que compreendem uma única camada. De maneira alternativa, o método da invenção pode ser utilizado para fabricar as fontes de calor inflamáveis de múltiplas camadas que com- preendem uma pluralidade de camadas.
[0086] Por exemplo, para a fabricação de uma fonte de calor in- flamável de bicamada, o método da invenção pode compreender o po- sicionamento de um primeiro componente particulado e um segundo componente particulado no molde oco através da segunda abertura do mesmo e comprimir o primeiro componente particulado para formar uma primeira camada da fonte de calor inflamável de bicamada e comprimir a segunda camada para formar uma segunda camada da fonte de calor inflamável de bicamada.
[0087] Tal como aqui utilizado, os termos "camada" e "camadas" são utilizados para se referirem às porções distintas de fontes de calor inflamáveis de múltiplas camadas fabricadas pelo método da invenção que satisfazem um ao outro ao longo de interfaces. O uso dos termos "camada" e "camadas" não está limitado a porções distintas de fontes de calor inflamáveis de múltiplas camadas fabricadas pelo método da invenção que têm quaisquer dimensões absolutas ou relativas particu- lares. Em particular, as camadas de artigos de múltiplas camadas fa- bricadas pelo método da invenção podem ser laminares ou não lami- nares.
[0088] De preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção têm uma densidade aparente compreendida entre cerca de 0,8 g/cm3 e cerca de 1,1 g/cm3.
[0089] De preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção têm uma massa compreendida entre cerca de 300 mg e cerca de 500 mg, com mais preferência, de entre cerca de 400 mg e cerca de 450 mg.
[0090] De preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção são alongadas. Com mais preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção são substancialmente em forma de haste.
[0091] Em modalidades particularmente preferidas, as fontes de calor inflamáveis fabricadas pelo método da invenção são substanci- almente cilíndricas. Por exemplo, o método da invenção pode ser utili- zado para a fabricação de fontes de calor inflamáveis cilíndricas, em seção transversal substancialmente circular ou em seção transversal substancialmente elíptica.
[0092] De preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção têm um comprimento entre cerca de 2 mm e cerca de 20 mm, com mais preferência, de entre cerca de 3 mm e cer- ca de 15 mm, com mais preferência, de entre cerca de 9 mm e cerca de 11 mm.
[0093] Tal como aqui utilizado, o termo "comprimento" indica a dimensão máxima na direção longitudinal de fontes de calor inflamá- veis fabricadas pelo método da invenção.
[0094] De preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção têm um diâmetro de entre cerca de 5 mm e cerca de 10 mm, com mais preferência, de entre cerca de 7 mm e cer- ca de 8 mm, com mais preferência, de cerca de 7,8 mm.
[0095] Tal como aqui utilizado, o termo "diâmetro" indica a dimen- são transversal máxima das fontes de calor inflamáveis fabricadas pe- lo método da invenção.
[0096] De preferência, as fontes de calor inflamáveis fabricadas pelo método da invenção têm um diâmetro substancialmente uniforme. No entanto, o método da invenção pode, de maneira alternativa, ser utilizado para a fabricação de fontes de calor inflamáveis que são apri- sionadas de tal modo que o diâmetro de uma primeira extremidade da fonte de calor inflamável é maior do que o diâmetro de uma segunda extremidade oposta da mesma. Por exemplo, o método da invenção pode ser utilizado para a fabricação de fontes de calor inflamáveis que são aprisionadas de tal modo que o diâmetro da face de extremidade da fonte de calor inflamável à qual a barreira é fixa é maior do que o diâmetro de uma face de extremidade oposta da fonte de calor infla- mável.
[0097] A invenção será ainda descrita, apenas a título de exemplo, com referência aos desenhos anexos, nos quais:
[0098] as figuras 1(a), 1(b) e 1(c) mostram representações esque- máticas para a fabricação de uma fonte de calor inflamável que tem uma barreira fixa a uma face de extremidade da mesma por um méto- do de acordo com a invenção; e
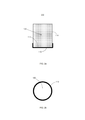
[0099] as Figuras 2(a) e(2b) mostram uma seção transversal longi- tudinal esquemática e uma vista de topo de uma fonte de calor infla- mável que tem uma barreira fixa à face de extremidade da mesma fa- bricada por um método de acordo com a invenção.
[00100] Em breve, uma fonte de calor inflamável cilíndrica 100 em seção transversal substancialmente circular, que tem uma barreira substancialmente impermeável ao ar e não inflamável 110 fixa a uma face de extremidade 112 da mesma é fabricada pela compressão de um componente particulado carbonoso 120 que compreende carbono e um aglutinante, tal como goma, é fabricada com o uso um conjunto de molde que compreende um molde oco 130 que tem as extremida- des inferiores e superiores aberas, um perfurador inferior 140 e um perfurador superior 150.
[00101] A barreira 110 é formada ao perfurar um material de barrei- ra laminar contínua 160 com o perfurador inferior 140. O componente particulado 120 é, em seguida, posicionado dentro do molde oco cilín- drico 130 através da extremidade superior aberta do mesmo e com- pactado com o uso do perfurador superior 150 para formar a fonte de calor inflamável 100 e fixar a barreira 110 à face da extremidade 112 da fonte de calor inflamável 100.
[00102] O conjunto de molde usado para a fabricação da fonte de calor inflamável está disposto como se segue. O perfurador inferior 140 é fornecido de modo vertical abaixo do molde oco 130 e é dispos- to de tal modo que o eixo longitudinal do perfurador inferior 140 e o eixo longitudinal do molde oco 130 estão alinhados. O perfurador su- perior 150 é fornecido de modo vertical acima do molde oco 130 e é disposto de tal modo que o eixo longitudinal do perfurador superior 150 e o eixo longitudinal do molde oco 130 estão alinhados. O perfurador inferior 140 e o perfurador superior 150 são móveis em relação ao molde oco em uma direção paralela aos eixos longitudinais dos mes- mos.
[00103] Uma tremonha 170 que contém uma fonte do componente particulado 120 e que tem uma saída 180 é fornecida de modo vertical por cima da molde oco 130. A tremonha 170 é móvel em relação ao molde oco 130 em uma direção perpendicular ao eixo longitudinal do molde oco 130.
[00104] A figura 1 (a) mostra o perfurador inferior 130, o perfurador superior 150 e a tremonha 170 retraída a partir do molde oco 130. O material de barreira laminar contínua 160 é alimentado a partir de uma bobina (não representada) entre o perfurador inferior 140 e o molde oco 130 para cobrir a extremidade aberta inferior do molde oco 130. Para ajudar a fixar a barreira 110 e a face de extremidade 112 da fonte de calor inflamável 100, um adesivo (não mostrado) é proporcionado sobre a superfície do material de barreira laminar 160 voltada para o molde oco 130.
[00105] Para formar a barreira 110, o perfurador inferior 140 é avançado para cima na direção do molde oco 130 na direção indicada pela seta na figura 1(a). Para garantir que o material de barreira lami- nar contínua 160 está na posição correta de perfurar para formar a barreira 110, ele é retido por uma placa (não mostrada) ligada ao per- furador inferior 140. À medida que o perfurador inferior avança para cima na direção do molde oco, a placa engata o material de barreira laminar 160 e o restringe sobre a extremidade inferior aberta do molde oco 130. Uma vez que engata o material de barreira laminar 160, a placa para de se mover em relação ao molde oco 130, e o perfurador inferior 140 continua a avançar no sentido ascendente, se movimen- tando em relação à placa e ao molde oco 130. À medida que o perfu- rador inferior entra no molde oco 130 através da extremidade inferior aberta do mesmo, ele perfura uma barreira 110 a partir do material de barreira contínua laminar 160. Como mostrado na figura 1(a), o perfu- rador inferior 140, opcionalmente, tem um perfil em seção transversal côncavo. Isso facilita o corte do material de barreira laminar contínua 160 pelo perfurador inferior 140; com efeito, o perfil côncavo fornece uma borda como faca para o perfurador inferior 140 para permitir que o material de barreira laminar contínua 160 seja cortado mais facilmen- te para formar a barreira 110. Durante a formação da barreira 110, a tremonha é avançada no sentido da abertura extremidade superior do molde oco 130 na direção indicada pela seta na figura 1(a).
[00106] A figura 1(b) mostra a tremonha 170 posicionada de tal mo- do que a saída 180 está localizada ao longo da extremidade superior aberta do molde oco 130. Nessa posição, a tremonha distribui uma porção do fornecimento do componente particulado 120 contido nela no molde oco 130. Uma quantidade suficiente do componente particu- lado 120 é posicionada no molde oco 130 através da extremidade su- perior aberta da mesma para formar uma única fonte de calor inflamá- vel 100.
[00107] Uma vez que a tremonha 170 distribuiu uma quantidade su- ficiente do componente particulado 120 dispensado no molde oco 130, ela se afasta do molde oco 130 na direção mostrada pela seta na figu- ra 1(b). À medida que a tremonha 160 afasta-se da extremidade supe- rior aberta do molde oco 130, o perfurador superior 150 avança para baixo no sentido da extremidade superior aberta do molde oco 130 na direção indicada pela seta na figura 1(b).
[00108] À medida que o perfurador superior 150 entra no molde oco 130 através da extremidade aberta superior do mesmo, ele comprime o material em partículas 120 no molde oco de modo a formar a fonte de calor inflamável 100 e fixar a barreira 110 e a face de extremidade 112 da fonte de calor inflamável 110. Como mostrado na figura 1(a), o perfurador superior 150 tem opcionalmente um perfil transversal côn- cavo. Isso move o componente de partículas 120 para longe da inter- face entre o perfurador superior 150 e o molde oco 130 e assim, reduz o atrito entre o perfurador superior 150 e o molde oco 130 à medida que o perfurador superior é inserido dentro do molde oco 130 através da extremidade superior aberta do mesmo; com efeito, o perfil côncavo funciona como um raspador ao longo do interior do molde oco. Uma vez que a etapa de compressão é finalizada, o perfurador se retrai de modo vertical.
[00109] A figura 1(c) mostra o perfurador superior 150 recuando. À medida que o perfurador superior 150 se retrai, o molde oco 130 é re- duzido em relação ao perfurador inferior 140. Dessa forma, a fonte de calor inflamável fabricada 100 que tem a barreira 110 fixa à face de extremidade 112 da mesma é ejetada a partir do molde oco 130. Co- mo o molde oco 130 é reduzido, a tremonha é avançada através da face de topo do molde oco 130. Com o avanço da tremonha, a bordo dianteira da tremonha limpa a fonte de calor inflamável ejetada e fabri- cada 100 que tem a barreira 110 fixa à face de extremidade 112 da mesma da área de trabalho. Desse modo, um processo contínuo é fornecido.
[00110] As Figuras 2(a) e 2(b) mostram a fonte de calor inflamável fabricada 100 que tem a barreira 110 fixa à face de extremidade 112 da mesma. Como pode ser visto, a barreira se estende ao longo de toda a face de extremidade 112 da fonte de calor inflamável 100 e par- cialmente ao longo do lado adjacente 114 da fonte de calor inflamável 100, formando uma "tampa convexa” que cobre a extremidade da fon- te de calor inflamável 100. A forma da tampa convexa corresponde substancialmente à forma do perfil côncavo do perfurador inferior 140. As modalidades e exemplos específicos descritos acima ilustram, mas não limitam a invenção. Deve ser entendido que outras modalidades da invenção podem ser feitas e as modalidades e exemplos específi- cos aqui descritos não são limitativos.
Claims (15)
1. Método para a fabricação de uma fonte de calor inflamá- vel (100) que tem uma barreira (110) fixa a uma face de extremidade (112) da mesma, caracterizado pelo fato de que compreende: fornecer um molde oco (130) que tem uma primeira abertu- ra e uma segunda abertura oposta; cobrir a primeira abertura do molde oco (130) com um ma- terial de barreira laminar (160); perfurar uma barreira do material de barreira laminar medi- ante a inserção de um primeiro perfurador (140) dentro do molde oco (130) através da primeira abertura; posicionar um ou mais componentes particulados (120) no molde oco (130) através da segunda abertura; comprimir um ou mais componentes particulados (120) para formar uma fonte de calor inflamável (100) e fixar a barreira (110) a uma face de extremidade (112) da fonte de calor inflamável (100) me- diante a inserção de um segundo perfurador (150) dentro do molde oco (130) através da segunda abertura; e ejetar a fonte de calor inflamável (100) que tem a barreira (110) fixa à face de extremidade (112) da mesma a partir do molde oco (130).
2. Método, de acordo com a reivindicação 1, caracterizado pelo fato de que compreende ainda fornecer um adesivo entre a bar- reira (110) e a face de extremidade (112) da fonte de calor inflamável (100).
3. Método, de acordo com a reivindicação 2, caracterizado pelo fato de que o adesivo é aplicado ao material de barreira laminar (160) antes de cobrir a primeira abertura do molde com o material de barreira laminar (160).
4. Método, de acordo com a reivindicação 3, caracterizado pelo fato de que compreende aplicar o adesivo ao material de barreira laminar (160) com o uso de pelo menos um dentre uma pistola de pul- verização, um rolete e uma pistola de ranhura.
5. Método, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que pelo menos um dos um ou mais componentes particulados (120) é carbonoso.
6. Método, de acordo com qualquer uma das reivindicações 1 a 4, caracterizado pelo fato de que pelo menos um dos um ou mais componentes particulados (120) compreende um ligante.
7. Método, de acordo com a reivindicação 6, caracterizado pelo fato de que o ligante ajuda a fixar a barreira (110) à face de ex- tremidade (112) da fonte de calor inflamável (100).
8. Método, de acordo com qualquer uma das reivindicações 1 a 7, caracterizado pelo fato de que a barreira (110) se estende substancialmente por toda a face de extremidade (112) da fonte de calor inflamável (100) e pelo menos parcialmente ao longo de um lado adjacente da fonte de calor inflamável.
9. Método, de acordo com qualquer uma das reivindicações 1 a 8, caracterizado pelo fato de que o primeiro perfurador (140) tem um perfil plano ou um perfil côncavo.
10. Método, de acordo com qualquer uma das reivindica- ções 1 a 9, caracterizado pelo fato de que o segundo perfurador (150) tem um perfil plano ou um perfil côncavo.
11. Método, de acordo com qualquer uma das reivindica- ções 1 a 10, caracterizado pelo fato de que o material de barreira la- minar é de condução de calor.
12. Método, de acordo com qualquer uma das reivindica- ções 1 a 10, caracterizado pelo fato de que o material de barreira la- minar (160) é pelo menos cerca de 200 W/m.K.
13. Método, de acordo com qualquer uma das reivindica- ções 1 a 12, caracterizado pelo fato de que o material de barreira la- minar (160) é não inflamável.
14. Método, de acordo com qualquer uma das reivindica- ções 1 a 13, caracterizado pelo fato de que o material de barreira la- minar (160) é substancialmente impermeável ao ar.
15. Método, de acordo com qualquer uma das reivindica- ções 1 a 14, caracterizado pelo fato de que serve para a fabricação de uma fonte de calor inflamável (100) para um artigo de fumo.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12172992.5 | 2012-06-21 | ||
| EP12172992.5A EP2676559A1 (en) | 2012-06-21 | 2012-06-21 | Method of manufacturing a combustible heat source with a barrier |
| PCT/EP2013/062290 WO2013189836A1 (en) | 2012-06-21 | 2013-06-13 | Method of manufacturing a combustible heat source with a barrier |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| BR112014031566A2 BR112014031566A2 (pt) | 2017-06-27 |
| BR112014031566B1 true BR112014031566B1 (pt) | 2020-12-22 |
Family
ID=48782282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| BR112014031566-3A BR112014031566B1 (pt) | 2012-06-21 | 2013-06-13 | método para a fabricação de uma fonte de calor inflamável com uma barreira |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US9532591B2 (pt) |
| EP (2) | EP2676559A1 (pt) |
| JP (1) | JP6143854B2 (pt) |
| KR (1) | KR102149730B1 (pt) |
| CN (1) | CN104486957B (pt) |
| AR (1) | AR091510A1 (pt) |
| BR (1) | BR112014031566B1 (pt) |
| ES (1) | ES2638607T3 (pt) |
| HU (1) | HUE036227T2 (pt) |
| PL (1) | PL2863764T3 (pt) |
| RU (1) | RU2632280C2 (pt) |
| TW (1) | TWI622357B (pt) |
| WO (1) | WO2013189836A1 (pt) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2670539C2 (ru) * | 2014-02-27 | 2018-10-23 | Филип Моррис Продактс С.А. | Горючий источник тепла, имеющий закрепленный на нем барьер, и способ изготовления горючего источника тепла |
| RS57702B1 (sr) | 2014-06-27 | 2018-12-31 | Philip Morris Products Sa | Proizvod za pušenje koji sadrži zapaljivi izvor toplote i držač i postupak za njegovu proizvodnju |
| RU2719910C2 (ru) * | 2015-09-11 | 2020-04-23 | Филип Моррис Продактс С.А. | Способ изготовления источника теплоты |
| US11744296B2 (en) | 2015-12-10 | 2023-09-05 | R. J. Reynolds Tobacco Company | Smoking article |
| US10314334B2 (en) | 2015-12-10 | 2019-06-11 | R.J. Reynolds Tobacco Company | Smoking article |
| CN107149167A (zh) * | 2017-04-28 | 2017-09-12 | 南京理工大学 | 卷烟用中低温含能热源及其制备方法 |
| US10798969B2 (en) | 2018-03-16 | 2020-10-13 | R. J. Reynolds Tobacco Company | Smoking article with heat transfer component |
| US11723399B2 (en) | 2018-07-13 | 2023-08-15 | R.J. Reynolds Tobacco Company | Smoking article with detachable cartridge |
| US11395510B2 (en) | 2019-07-19 | 2022-07-26 | R.J. Reynolds Tobacco Company | Aerosol delivery device with rotatable enclosure for cartridge |
| US11330838B2 (en) | 2019-07-19 | 2022-05-17 | R. J. Reynolds Tobacco Company | Holder for aerosol delivery device with detachable cartridge |
| CN114845578B (zh) * | 2019-12-17 | 2023-10-27 | 菲利普莫里斯生产公司 | 包含点燃助剂和粘结试剂的可燃热源 |
| KR102487082B1 (ko) * | 2020-02-17 | 2023-01-10 | 주식회사 케이티앤지 | 복합 열원을 포함하는 에어로졸 발생 물품 및 시스템 |
| US11589616B2 (en) | 2020-04-29 | 2023-02-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding and axially rotating locking mechanism |
| US11439185B2 (en) | 2020-04-29 | 2022-09-13 | R. J. Reynolds Tobacco Company | Aerosol delivery device with sliding and transversely rotating locking mechanism |
| US11825872B2 (en) | 2021-04-02 | 2023-11-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with protective sleeve |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IE65679B1 (en) | 1984-09-14 | 1995-11-15 | Reynolds Tobacco Co R | Cigarette type smoking article |
| CN1018607B (zh) | 1984-12-21 | 1992-10-14 | 美国耳·杰·瑞诺兹烟草公司 | 吸烟制品 |
| US4786342A (en) * | 1986-11-10 | 1988-11-22 | Coors Porcelain Company | Method for producing cast tape finish on a dry-pressed substrate |
| US4819665A (en) * | 1987-01-23 | 1989-04-11 | R. J. Reynolds Tobacco Company | Aerosol delivery article |
| US5129409A (en) * | 1989-06-29 | 1992-07-14 | R. J. Reynolds Tobacco Company | Extruded cigarette |
| CA2466075C (en) * | 1992-03-25 | 2007-05-01 | Japan Tobacco, Inc. | Components for smoking articles and process for making same |
| US5345955A (en) | 1992-09-17 | 1994-09-13 | R. J. Reynolds Tobacco Company | Composite fuel element for smoking articles |
| JP4244365B2 (ja) | 2001-05-10 | 2009-03-25 | 日本化薬株式会社 | 着火薬組成物、及びその着火薬組成物を用いた点火具 |
| US6598607B2 (en) | 2001-10-24 | 2003-07-29 | Brown & Williamson Tobacco Corporation | Non-combustible smoking device and fuel element |
| UA80784C2 (en) | 2003-11-13 | 2007-10-25 | Japan Tobacco Inc | Device for producing carbonic heating element |
| US8608196B2 (en) | 2004-06-29 | 2013-12-17 | Tk Holdings Inc. | Gas generating system |
| RU2345686C1 (ru) | 2004-10-25 | 2009-02-10 | Джапан Тобакко Инк. | Машина для изготовления нагревательного стержня и способ его изготовления |
| NZ582761A (en) | 2007-08-10 | 2013-01-25 | Philip Morris Prod | Smoking article with a metallic heat honducting element which contacts, surrounds and links a combustible heat source and an aerosol generating substrate |
| EP2113177A1 (en) * | 2008-04-30 | 2009-11-04 | Philip Morris Products S.A. | Apparatus and method for manufacturing smoking articles |
| US8469035B2 (en) * | 2008-09-18 | 2013-06-25 | R. J. Reynolds Tobacco Company | Method for preparing fuel element for smoking article |
| JP6008971B2 (ja) * | 2011-09-20 | 2016-10-19 | アール・ジエイ・レイノルズ・タバコ・カンパニー | 基材空洞を備えたセグメント化された喫煙製品 |
| JP5869178B2 (ja) * | 2012-04-02 | 2016-02-24 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 可燃性熱源の製造方法 |
-
2012
- 2012-06-21 EP EP12172992.5A patent/EP2676559A1/en not_active Withdrawn
-
2013
- 2013-06-13 KR KR1020147034529A patent/KR102149730B1/ko active IP Right Grant
- 2013-06-13 JP JP2015517694A patent/JP6143854B2/ja active Active
- 2013-06-13 RU RU2015101715A patent/RU2632280C2/ru active
- 2013-06-13 WO PCT/EP2013/062290 patent/WO2013189836A1/en active Application Filing
- 2013-06-13 HU HUE13735217A patent/HUE036227T2/hu unknown
- 2013-06-13 US US14/407,166 patent/US9532591B2/en active Active
- 2013-06-13 PL PL13735217T patent/PL2863764T3/pl unknown
- 2013-06-13 BR BR112014031566-3A patent/BR112014031566B1/pt active IP Right Grant
- 2013-06-13 EP EP13735217.5A patent/EP2863764B1/en active Active
- 2013-06-13 ES ES13735217.5T patent/ES2638607T3/es active Active
- 2013-06-13 CN CN201380038772.8A patent/CN104486957B/zh active Active
- 2013-06-18 TW TW102121516A patent/TWI622357B/zh not_active IP Right Cessation
- 2013-06-19 AR ARP130102178 patent/AR091510A1/es active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| US9532591B2 (en) | 2017-01-03 |
| EP2863764B1 (en) | 2017-08-23 |
| JP6143854B2 (ja) | 2017-06-07 |
| TWI622357B (zh) | 2018-05-01 |
| AR091510A1 (es) | 2015-02-11 |
| CN104486957B (zh) | 2017-04-05 |
| KR102149730B1 (ko) | 2020-09-01 |
| EP2863764A1 (en) | 2015-04-29 |
| ES2638607T3 (es) | 2017-10-23 |
| WO2013189836A1 (en) | 2013-12-27 |
| RU2632280C2 (ru) | 2017-10-03 |
| US20150157051A1 (en) | 2015-06-11 |
| EP2676559A1 (en) | 2013-12-25 |
| RU2015101715A (ru) | 2016-08-10 |
| JP2015519912A (ja) | 2015-07-16 |
| BR112014031566A2 (pt) | 2017-06-27 |
| TW201408228A (zh) | 2014-03-01 |
| HUE036227T2 (hu) | 2018-06-28 |
| KR20150027748A (ko) | 2015-03-12 |
| CN104486957A (zh) | 2015-04-01 |
| PL2863764T3 (pl) | 2017-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BR112014031566B1 (pt) | método para a fabricação de uma fonte de calor inflamável com uma barreira | |
| CN105979802B (zh) | 具有与其贴附的屏障的可燃热源及其制造方法 | |
| RU2614613C2 (ru) | Способ изготовления горючего источника тепла | |
| BR112016028523B1 (pt) | Artigo para fumar, conjunto de fonte de calor combustível e método de fabricação do mesmo | |
| BR112014020679B1 (pt) | Fonte de calor combustível de camadas múltiplas e artigo para fumar | |
| US20150021806A1 (en) | Method of making a multilayer article | |
| BR112016016589B1 (pt) | Fonte de calor combustível, artigo para fumar, e método de fabricação de uma fonte de calor combustível | |
| BR112014020654B1 (pt) | Método para fabricação de um artigo de múltiplas camadas |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| B06F | Objections, documents and/or translations needed after an examination request according [chapter 6.6 patent gazette] | ||
| B06U | Preliminary requirement: requests with searches performed by other patent offices: procedure suspended [chapter 6.21 patent gazette] | ||
| B09A | Decision: intention to grant [chapter 9.1 patent gazette] | ||
| B16A | Patent or certificate of addition of invention granted [chapter 16.1 patent gazette] |
Free format text: PRAZO DE VALIDADE: 20 (VINTE) ANOS CONTADOS A PARTIR DE 13/06/2013, OBSERVADAS AS CONDICOES LEGAIS. |