JP6544700B2 - Control device and work management system using the same - Google Patents
Control device and work management system using the same Download PDFInfo
- Publication number
- JP6544700B2 JP6544700B2 JP2018126628A JP2018126628A JP6544700B2 JP 6544700 B2 JP6544700 B2 JP 6544700B2 JP 2018126628 A JP2018126628 A JP 2018126628A JP 2018126628 A JP2018126628 A JP 2018126628A JP 6544700 B2 JP6544700 B2 JP 6544700B2
- Authority
- JP
- Japan
- Prior art keywords
- work
- control device
- management system
- torque
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Details Of Spanners, Wrenches, And Screw Drivers And Accessories (AREA)
- General Factory Administration (AREA)
Description
本発明は、一般に制御装置、作業管理システム、より詳細には工具を用いた作業の管理を行う制御装置及びそれを用いた作業管理システムに関する。 The present invention generally relates to a control device, a work management system, and more particularly to a control device that manages work using a tool and a work management system using the same.
従来、ボルト等の締結部品を対象物の予め決められた位置に締め付ける作業において、締め忘れを防ぐための機器や機構を備えた締付工具や締付管理システムが知られており、例えば特許文献1に開示されている。特許文献1に記載の締付管理システムは、締付工具であるトルクレンチと、締付位置情報を管理する管理装置とを備えている。
Conventionally, in an operation of tightening a fastening part such as a bolt at a predetermined position of an object, a tightening tool and a tightening management system provided with a device and a mechanism for preventing forgetting tightening are known. 1 is disclosed. The tightening management system described in
トルクレンチは、締結部品を締め付けた締付トルクを無線通信により管理装置に出力する。また、トルクレンチは、トルクレンチを移動させた場合に、加速度センサ、ジャイロセンサ、地磁気センサから出力される信号に基づいて締付位置を特定し、その締付位置を示す締付位置情報を無線などの通信媒体により管理装置に出力する。管理装置は、トルクレンチから出力された締付位置情報と、締付トルクとを通信媒体により取得し、取得した締付位置情報及び締付トルクを管理する。 The torque wrench outputs the tightening torque for tightening the fastening parts to the management device by wireless communication. Also, when the torque wrench is moved, the tightening position is specified based on the signals output from the acceleration sensor, the gyro sensor, and the geomagnetic sensor, and the tightening position information indicating the tightening position is wirelessly transmitted. Output to the management device using a communication medium such as The management device acquires the tightening position information output from the torque wrench and the tightening torque by the communication medium, and manages the acquired tightening position information and the tightening torque.
しかしながら、上記従来例では、作業者が工具を用いて締結部品を締め付けた(すなわち、作業者が工具を用いて作業を行った)位置を知ることはできるが、工具を用いた作業の状態を把握することができないという問題があった。例えば、作業者が締結部品を締め付けたと思っていても、実際には締結部品が正しく締め付けられていない場合がある。このような場合、上記従来例では、締結部品が正しく締め付けられているか否かの状態(すなわち、工具を用いた作業の状態)を把握することができない。 However, in the above-described conventional example, although it is possible to know the position at which the operator tightens the fastening part using the tool (that is, the operator performs the operation using the tool), the state of the operation using the tool There was a problem that it was impossible to grasp. For example, even if the operator thinks that the fastening part is tightened, the fastening part may not actually be correctly tightened. In such a case, in the above-mentioned conventional example, it is not possible to grasp the state (i.e., the state of work using a tool) as to whether or not the fastening part is properly tightened.
本発明は、上記の点に鑑みて為されており、工具を用いた作業の状態を把握することのできる制御装置及びそれを用いた作業管理システムを提供することを目的とする。 The present invention is made in view of the above-mentioned point, and an object of the present invention is to provide a control device which can grasp a state of work using a tool and a work management system using the same.
本発明の制御装置は、締結部品を締め付ける作業の際に用いられる工具との間、及び前記作業が行われる作業箇所を撮像する撮像装置との間でそれぞれ通信を行う通信部と、前記工具により前記締結部品に与えられる締付トルクと、前記撮像装置により撮像された撮像画像とに基づいて、前記締結部品が正しく締め付けられているか否かを判定する判定処理を実行する処理部とを備え、前記処理部は、前記判定処理において、前記作業で要求される目標トルクと前記締付トルクとの比較結果と、前記作業箇所において前記締結部品が正常に締め付けられた状態を示す目標画像と前記撮像画像との比較結果とに基づいて、前記締結部品が正しく締め付けられているか否かを判定することを特徴とする。 The control device according to the present invention includes a communication unit for performing communication with a tool used in an operation of tightening a fastening part and an imaging device for imaging an operation place where the operation is performed, and the tool A processing unit configured to execute a determination process of determining whether or not the fastening component is properly tightened based on a tightening torque given to the fastening component and a captured image captured by the imaging device; In the determination process, the processing unit compares the target torque required in the operation with the tightening torque, and the target image and the image showing a state in which the fastening component is normally tightened at the work location. It is characterized by judging whether the above-mentioned fastening part is correctly tightened based on a comparison result with a picture.
本発明の作業管理システムは、上記の制御装置と、前記締付トルクのデータを前記制御装置に向けて送信する通信部を有する前記工具と、前記撮像装置及び前記撮像画像のデータを前記制御装置に向けて送信する通信装置を有するウェアラブル端末とを備えることを特徴とする。 The work management system according to the present invention includes the tool described above, and the tool having a communication unit for transmitting data of the tightening torque to the control device, the image pickup device, and data of the captured image as the control device. And a wearable terminal having a communication device for transmitting toward the terminal.
本発明は、工具を用いた作業の状態を把握することができる。 The present invention can grasp the state of work using a tool.
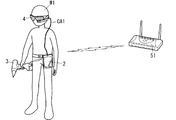
本発明の実施形態に係る制御装置2は、図1,図2に示すように、通信部23と、処理部24とを備えている。通信部23は、締結部品(例えば、ねじ10)を締め付ける作業の際に用いられる工具3との間、及び作業が行われる作業箇所を撮像する撮像装置41との間でそれぞれ通信を行う。処理部24は、工具3により締結部品に与えられる締付トルクと、撮像装置41により撮像された撮像画像とに基づいて、作業が正常に行われているか否かを判定する判定処理を実行する。
The
また、本発明の実施形態に係る作業管理システム1は、図1,図2に示すように、本実施形態の制御装置2と、工具3と、ウェアラブル端末(wearable device)4とを備えている。工具3は、締付トルクのデータを制御装置2に向けて送信する通信部32を有する。ウェアラブル端末4は、撮像装置41及び撮像画像のデータを制御装置2に向けて送信する通信装置43を有する。
The
以下、本実施形態の制御装置2及び作業管理システム1について詳細に説明する。但し、以下に説明する構成は、本発明の一例に過ぎず、本発明は下記の実施形態に限定されることはなく、この実施形態以外であっても、本発明に係る技術的思想を逸脱しない範囲であれば、設計等に応じて種々の変更が可能である。
Hereinafter, the
本実施形態の作業管理システム1は、図1に示すように、制御装置2と、工具3と、ウェアラブル端末4とを備えている。また、本実施形態の作業管理システム1は、制御装置2との間で通信を行う上位装置5を備えている。
The
制御装置2は、表示部21と、記憶部22と、通信部23と、処理部24とを備えている。表示部21は、例えば液晶ディスプレイや有機EL(Electro-Luminescence)ディスプレイ等で構成されており、作業者W1に対する指示内容などの各種情報を文字及び画像の少なくとも一方を用いて表示する。本実施形態の制御装置2では、表示部21は、タッチパネル型の液晶ディスプレイで構成されている。
The
記憶部22は、例えばEEPROM(Electrically Erasable Programmable Read-Only Memory)やフラッシュメモリで構成されており、処理部24で起動するアプリケーション等の各種情報を記憶する。また、記憶部22は、工具3から送信される締付トルクのデータと、ウェアラブル端末4で撮像された撮像画像のデータとを作業箇所毎に記憶する。その他、記憶部22は、締結部品を締め付ける際に要求されるトルク(目標トルク)と、作業者W1が作業を行うべき作業箇所を示す画像(指示画像)のデータと、締結部品が正常に締め付けられた状態を示す画像(目標画像)とを作業箇所毎に記憶する。なお、締結部品とは、例えばねじ10(図6A参照)やボルト等の部材である。
The
記憶部22で記憶するデータの一例を表1に示す。表1は、作業者W1が締結部品としてねじ10を締め付ける作業を行う場合のデータを表している。表1において、「番号」は、それぞれ作業者W1が作業を行う作業箇所毎に付された番号である。また、「規格」は、作業箇所毎に要求される締結部品の規格(例えば、‘M8’,‘M10’等)である。
An example of data stored in the

通信部23は、有線通信の規格及び無線通信の規格(例えば、Bluetooth(登録商標)やWiFi(登録商標))に対応した通信モジュールで構成されている。本実施形態の制御装置2では、通信部23は、工具3との間、及び上位装置5との間ではそれぞれ無線通信を行い、ウェアラブル端末4との間ではケーブルCA1(図2参照)を介して有線通信を行っている。勿論、通信部23は、ウェアラブル端末4との間でも無線通信を行ってもよいし、工具3との間、及び上位装置5との間でそれぞれケーブル(図示せず)を介して有線通信を行ってもよい。
The
処理部24は、例えばCPU(Central Processing Unit)で構成されており、記憶部22に記憶されているアプリケーションを起動することで各種処理を実現する。具体的には、処理部24は、記憶部22から指示内容のデータを読み出してウェアラブル端末4に向けて指示信号を送信する処理を実行する。また、処理部24は、工具3により締結部品に与えられる締付トルクと、ウェアラブル端末4で撮像された撮像画像とに基づいて、作業者W1による作業が正常に行われているか否かを判定する判定処理を実行する。判定処理の詳細については後述する。
The
本実施形態の制御装置2は、図2に示すように、タブレット型の携帯端末で構成されている。したがって、本実施形態の制御装置2は、作業者W1が携帯しながら作業を行うことが可能であり、利便性に優れている。勿論、制御装置2をタブレット型の携帯端末に限定する趣旨ではない。例えば、制御装置2は、スマートフォンで構成されていてもよい。また、制御装置2は、携帯端末の他にも、PLC(Programmable Logic Controller:プログラマブルロジックコントローラ)や、PC(Personal Computer:パーソナルコンピュータ)等で構成されていてもよい。更に、制御装置2は、少なくとも通信部23と処理部24とを備えていればよく、表示部21及び記憶部22を備えるか否かは任意である。例えば、制御装置2は、表示部21を備えずに、作業者W1に対する作業の指示内容を音声で出力する音声出力部(図示せず)を備えていてもよい。勿論、制御装置2は、音声出力部と表示部21との両方を備えていてもよい。
As shown in FIG. 2, the
工具3は、締結部品に所定のトルクを与えることで、締結部品をワーク11(図6A参照)に締め付けるように構成されている。なお、ワーク11は、例えば木板や鉄板のように、作業(ここでは、締結部品を締め付ける作業)の対象となる部材を表す。工具3は、図1に示すように、締結部品に与えられる締付トルクを測定する測定部31と、制御装置2との間で通信を行う通信部32とを備えている。
The
工具3としては、例えばトルクレンチや、電動式のインパクトドライバ等が挙げられる。その他、工具3としては、電動式のインパクトレンチなどが挙げられる。なお、インパクトドライバやインパクトレンチは、電動式でなくてもよく、例えば圧縮空気を動力源とした工具であってもよい。更に、工具3は、手動式のスクリュードライバであってもよい。何れの工具3でも、通信部32を有している。なお、工具3は測定部31を有している必要はない。工具3が測定部31を有さない場合は、例えばトルクリミッタ(後述する)で設定された設定トルクを締付トルクとして制御装置2に送信してもよい。
Examples of the
以下、工具3の例として、トルクレンチ300及びインパクトドライバ310について図面を用いて簡単に説明する。
Hereinafter, a
トルクレンチ300は、図3に示すように、ヘッド301と、腕部303と、把持部304と、ケース308とを備えている。また、腕部303の内部には、磁歪式のロードセル(検出部)305が設けられている。また、ケース308の内部には、CPU(トルク演算部)306と、通信I/F(インタフェース)307とが収納されている。
As shown in FIG. 3, the
ヘッド301は、作業者W1による締め付け作業の際に、回転中心となる部位である。ヘッド301には、ソケット302Aが取り付けられる差込角302が設けられている。ソケット302Aは、例えばボルト等の締結部品に嵌める部材である。このソケット302Aを差込角302に取り付けた状態でソケット302Aを締結部品に嵌め、ヘッド301を回転させることにより締結部品に所定のトルクを与えることが可能となる。言い換えれば、ヘッド301は、締結部品の規格に応じたソケット302Aが装着され、回転によりソケット302Aを介して締結部品にトルクを与える。なお、差込角302には、締結部品の規格に応じたソケット302Aを適宜取り付けることができる。
The
把持部304は、締結部品を締め付ける際に作業者W1が握る部材であり、作業者W1が握り易い形状に形成されている。腕部303は、把持部304に加えられた力を、ヘッド301を介して締結部品に伝達する棒状の部材である。腕部303の内部には、トルクリミッタ(図示せず)が設けられている。
The
トルクリミッタは、締結部品に加えられるトルクが予め設定されている設定トルクに達すると作動し、過大なトルクが締結部品に加えられないように制限する機構である。なお、トルクリミッタは従来周知の機構であるので、ここでは詳細な説明を省略する。また、トルクリミッタが作動する設定トルクは、例えば調整摘み(図示せず)により設定することが可能である。このような調整摘みも従来周知であるので、ここでは詳細な説明を省略する。 The torque limiter is a mechanism that operates when the torque applied to the fastening component reaches a preset set torque, and limits so that an excessive torque is not applied to the fastening component. In addition, since a torque limiter is a conventionally well-known mechanism, detailed description is abbreviate | omitted here. Further, the set torque at which the torque limiter operates can be set, for example, by an adjustment knob (not shown). Such adjustment control is also well known in the prior art, and thus the detailed description is omitted here.
ロードセル305は、歪ゲージ(図示せず)を備えている。ロードセル305は、締結部品を締め付ける際に加えられるトルクに応じて僅かに変形する。そして、ロードセル305は、変形することで生じる歪みを歪ゲージにて検出し、この歪みに比例した電気信号をCPU306に出力する。つまり、ロードセル305は、締結部品に加えられるトルクに応じた電気信号を出力する。CPU306は、ロードセル305の出力する電気信号に基づいて、締付トルクを演算する。つまり、トルクレンチ300において、ロードセル305及びCPU306が測定部31に相当する。
The
通信I/F307は、無線通信の規格(例えば、Bluetooth(登録商標))に対応した通信モジュールで構成されている。ここでは、通信I/F307は、アンテナ(図示せず)を用いた無線通信により、CPU306で算出した締付トルクのデータを含む信号を制御装置2に向けて送信するように構成されている。つまり、トルクレンチ300において、通信I/F307が通信部32に相当する。なお、通信I/F307は、ケーブル(図示せず)を介した有線通信により、CPU306で算出した締付トルクのデータを含む信号を制御装置2に向けて送信するように構成されていてもよい。
The communication I /
なお、トルクレンチ300は、締付トルク等の情報を表示する液晶ディスプレイ(図示せず)を、ケース308の一面から露出する形で備えていてもよい。この構成では、作業者W1が締付トルクを直ぐに確認することができるので、好ましい。
The
インパクトドライバ310は、図4に示すように、インパクト機構311と、モータ312と、出力軸314と、磁歪式のトルクセンサ316(第1検出部)と、加速度センサ315(第2検出部)と、制御回路317(トルク演算部)とを備えている。また、インパクトドライバ310は、筒形状の胴部318と、胴部318の周面から出力軸314の軸方向と交差する向き(図4における下向き)に突出する握り部319とを備えている。
As shown in FIG. 4, the
握り部319の一端(図4における下端)には、樹脂製のケース内に充電池321を収納した電池パック320が着脱自在に取り付けられる。インパクトドライバ310は、この充電池321から供給される電力により動作する。具体的には、モータ312及び制御回路317の各々に充電池321から電線323,324を介して電力が供給されることで、インパクトドライバ310が動作する。
At one end (the lower end in FIG. 4) of the
また、握り部319には、作業者W1が押し込み可能な操作レバー325が設けられている。操作レバー325には、スイッチ回路(図示せず)が機械的に接続されている。スイッチ回路は、作業者W1による操作レバー325の押し込み操作に応じて、操作信号を制御回路317に出力するように構成されている。
Further, the
インパクト機構311は、モータ312の軸313と連結されており、軸313の回転に応じてパルス状の衝撃力を発生させ、発生させた衝撃力を出力軸314に印加するように構成されている。つまり、インパクト機構311は、パルス状の衝撃力を発生させる。モータ312は、例えばブラシ付きのDC(Direct Current)モータ、またはブラシレスのDCモータで構成される。モータ312は、軸313が胴部318の軸線と一致するように、胴部318の内部に収納されている。モータ312には、制御回路317から電線324を介して駆動電流が供給される。また、モータ312の軸313の回転数や回転速度は、制御回路317により制御される。
The
出力軸314は、胴部318の軸線と一致するように、胴部318の一端(図4における左端)に回転自在に取り付けられている。出力軸314は、インパクト機構311から印加される衝撃力により回転するように構成されている。出力軸314の先端には、例えばねじ10やボルト等の締結部品の規格に応じたビット314Aが装着される。このビット314Aを出力軸314に取り付けた状態でビット314Aを締結部品に嵌めることで、インパクトドライバ310を用いて締結部品に所定のトルクを与えることが可能となる。つまり、出力軸314は、締結部品の規格に応じたビット314Aが装着されてインパクト機構311から印加される衝撃力により回転する。
The
トルクセンサ316は、締結部品を締め付ける際に、出力軸314にトルクが加わることで出力軸314に発生する歪みを非接触で検出する。そして、トルクセンサ316は、この歪みに比例した電気信号を、電線322を介して制御回路317に出力する。つまり、トルクセンサ316は、出力軸314に加わるトルクを検出する。
The
加速度センサ315は、例えば出力軸314の一部にDカット加工を施すことにより形成された溝(図示せず)に貼り付ける形で設けられている。加速度センサ315は、出力軸314の円周方向の加速度及び出力軸314の角速度の少なくとも一方を検出する。なお、加速度センサ315は、出力軸314の円周方向の加速度に加えて、出力軸314の径方向の加速度を検出するように構成されていてもよい。
The
また、加速度センサ315に電力を供給し、且つ加速度センサ315の検出値を制御回路317に送信するために、出力軸314には、一対の通信コイル(図示せず)が設けられている。一方の通信コイル(第1通信コイル)は出力軸314の円周面に固定されている。他方の通信コイル(第2通信コイル)は、円筒状に形成されており、その中心に出力軸314が通され、且つ第1通信コイルと対向するように配置されている。
The
制御回路317が第2通信コイルに交流電流を流すと、相互誘導によって第1通信コイルに交流電流が流れる。加速度センサ315は、第1通信コイルに流れる交流電流を直流に変換した後に、例えばコンデンサ(図示せず)に電荷を蓄えておくことで、動作電力を確保する。また、加速度センサ315は、制御回路317から入力される交流電流とは周波数が異なるパルス信号を第1通信コイルに流すことで、第2通信コイル及び電線322を介して制御回路317に検出値を送信する。
When the
制御回路317は、マイコン(マイクロコントローラ)と、無線通信の規格(例えば、Bluetooth(登録商標))に対応した通信モジュールとで構成されている。制御回路317は、操作レバー325の押し込み操作に応じてスイッチ回路から出力される操作信号に基づいて、モータ312の軸313の回転を制御する機能を備えている。
The
このインパクトドライバ310では、制御回路317は、トルクセンサ316の検出値と、加速度センサ315の検出値から求めた出力軸314及びビット314Aの慣性トルクとに基づいて、締付トルクを演算する。つまり、インパクトドライバ310において、トルクセンサ316及び加速度センサ315、並びに制御回路317が測定部31に相当する。また、制御回路317は、算出した締付トルクが予め設定された設定トルクに達するとモータ312の動作を停止させる機能を備えている。
In the
更に、制御回路317は、アンテナ(図示せず)を用いた無線通信により、算出した締付トルクのデータを含む信号を制御装置2に向けて送信する機能を備えている。つまり、インパクトドライバ310において、制御回路317が通信部32に相当する。なお、制御回路317は、ケーブル(図示せず)を介した有線通信により、算出した締付トルクのデータを含む信号を制御装置2に向けて送信するように構成されていてもよい。
Further, the
ウェアラブル端末4は、例えば眼鏡やゴーグル、ヘルメットといった作業者W1の頭部に装着する機器に撮像装置41及び表示装置42を取り付けて構成されている。本実施形態の作業管理システム1では、ウェアラブル端末4は、図2に示すように眼鏡型の端末で構成されており、撮像装置41と、表示装置42と、通信装置43と、処理装置44とが一体に設けられている。
The
撮像装置41は、例えばCCD(Charge Coupled Device)イメージセンサや、CMOS(Complementary Metal Oxide Semiconductor)イメージセンサを用いて構成されている。撮像装置41は、その撮像する範囲が表示装置42の表示範囲とほぼ一致しており、且つウェアラブル端末4を装着する作業者W1の視界とほぼ一致するように設けられている。したがって、撮像装置41は、作業者W1の視界に近い範囲を撮像することができる。なお、撮像装置41で撮像する範囲は、厳密には作業者W1の視界とは一致しないため、撮像画像に補正処理を施すことで、撮像した範囲と作業者W1の視界とを一致させるのが好ましい。また、撮像装置41は、図6Aに示すように、撮像画像がワーク11(作業箇所)を施工面に直交する方向(同図における紙面に直交する方向)から見た画像となるように撮像する。なお、「直交」は、厳密な意味で「直交」でなくてもよい。
The
表示装置42は、例えばヘッドマウントディスプレイ(Head Mounted Display:HMD)等で構成されており、作業者W1に対する各種情報を文字及び画像の少なくとも一方を用いて表示する。ヘッドマウントディスプレイは、ハーフミラー等を利用して虚像を形成することで映像を観察可能とする投影方式であってもよいし、目の水晶体を利用して網膜に直接結像させる投影方式であってもよい。
The
通信装置43は、有線通信の規格に対応したモジュールで構成されており、ケーブルCA1を介して制御装置2との間で通信を行う。なお、通信装置43は、無線通信の規格(例えば、Bluetooth(登録商標))に対応したモジュールで構成されていてもよい。この場合、制御装置2とウェアラブル端末4との間で無線通信を行うことが可能である。
The
処理装置44は、例えばCPUで構成されており、プログラムを実行することで各種処理を実現する。具体的には、処理装置44は、制御装置2から送信される指示信号に基づいて、撮像装置41に作業箇所を撮像させる処理を実行する。また、処理装置44は、制御装置2から送信される指示信号に含まれるデータに基づいて、作業者W1に対する指示内容を表示装置42に表示させる処理を実行する。その他、処理装置44は、撮像装置41で撮像した撮像画像のデータを制御装置2に向けて送信する処理を実行する。
The
上位装置5は、例えばPLCや、PC、サーバ等で構成されている。上位装置5は、制御装置2との間で通信を行う機能を有している。本実施形態の作業管理システム1では、制御装置2は、上位装置5が備える無線アクセスポイント51(図2参照)を介して上位装置5との間で無線通信を行う。また、上位装置5は、制御装置2から送信されるデータを一括して管理する機能を有している。具体的には、上位装置5は、制御装置2から送信される締付トルクのデータ及び撮像画像のデータを作業毎に記憶することで、作業者W1により行われた作業の履歴を管理する。
The
なお、制御装置2が上位装置5に向けてデータを送信するタイミングは任意である。例えば、制御装置2は、定期的に上位装置5に向けてデータを送信してもよいし、全ての作業が終了した時点で上位装置5に向けてデータを送信してもよい。その他、制御装置2は、上位装置5からデータの送信を要求された時点で、上位装置5に向けてデータを送信してもよい。
Note that the timing at which the
以下、本実施形態の作業管理システム1の動作について図5を用いて説明する。先ず、作業者W1が作業を開始すべく制御装置2を操作すると、制御装置2の処理部24は、作業内容のデータを含む指示信号をウェアラブル端末4に向けて送信する処理を実行する(S1)。なお、制御装置2の処理部24は、作業者W1による工具3及びウェアラブル端末4の何れかの操作をトリガとして‘S1’のフローを実行するように構成されていてもよい。
Hereinafter, the operation of the
ウェアラブル端末4の処理装置44は、指示信号を受信すると、指示信号に含まれる作業箇所を表す指示画像のデータ、及び作業に必要な指示データ(例えば、ねじ10の規格や規定の締付トルク)を表示装置42に投影(表示)させる処理を実行する(S2)。作業者W1は、表示装置42に投影された指示画像を見ることで、作業箇所を特定する。また、作業者W1は、指示データを見ることで、工具3を用いた作業に必要な準備を行う(S3)。例えば、工具3がインパクトドライバ310であれば、作業者W1は、ねじ10の規格に応じたビット314Aを出力軸314に取り付けたり、設定トルクを設定したりする。
When the
次に、作業者W1は、ウェアラブル端末4の撮像装置41を操作する。この操作により、処理装置44は、作業箇所及び作業箇所の周辺を撮像装置41に撮像させる撮像処理を実行する(S4)。このとき、作業者W1は、撮像の前に、作業箇所が視界の中央に位置するように、頭部を動かす等して撮像装置41の位置を調整するのが好ましい。また、表示装置42に撮像範囲の指標となる枠を表示する場合は、作業者W1は、当該枠内に作業箇所が収まるように、頭部を動かす等して撮像装置41の位置を調整する。そして、処理装置44は、撮像した撮像画像のデータを制御装置2に向けて送信する処理を実行する。
Next, the
制御装置2の処理部24は、撮像画像のデータを受信すると、予め記憶してある作業箇所の指示画像と撮像画像とを比較し、作業者W1が正しい作業箇所で作業を行おうとしているか否かを確認する確認処理を実行する(S5)。この確認処理では、例えば撮像画像のデータと、指示画像のデータとを比較して類似度を求める。そして、この確認処理では、求めた類似度が予め設定されている閾値以上であれば正常(作業者W1が正しい作業箇所で作業を行おうとしている)と判定し、閾値未満であれば異常(作業者W1が誤った作業箇所で作業を行おうとしている)と判定する。正常と判定した場合、処理部24は、作業者W1に作業を開始するように指示する開始信号をウェアラブル端末4に向けて送信する処理を実行する(S6)。
When the data of the captured image is received, the
ここで、「類似度」は、撮像画像のデータと指示画像のデータとがどれだけ似ているかを数値化したパラメータであればよい。例えば、撮像画像と指示画像との差分画像を求め、差分画像において濃淡値が所定値よりも小さい画素数を類似度として求めてもよい。また、例えば、撮像画像と指示画像との差分画像を求め、更に差分画像を2値化して2値画像を求め、当該2値画像をラベリングし、ラベリングされた領域の面積を類似度として求めてもよい。 Here, the “degree of similarity” may be a parameter that numerically represents how similar the data of the captured image and the data of the instruction image are. For example, a difference image between the captured image and the instruction image may be obtained, and the number of pixels whose gray value is smaller than a predetermined value in the difference image may be obtained as the similarity. Further, for example, a difference image between the captured image and the instruction image is obtained, and the difference image is binarized to obtain a binary image, the binary image is labeled, and the area of the labeled region is obtained as the similarity. It is also good.
なお、異常と判定した場合は、処理部24は、作業者W1に作業箇所を再度撮像するように指示する信号をウェアラブル端末4に向けて送信する処理を実行する。そして、作業者W1が正しい作業箇所で作業を行おうとしていることを確認できるまで、上述の‘S1’,‘S2’,‘S4’,‘S5’のフローを繰り返す。
In addition, when it determines with it being abnormal, the
ウェアラブル端末4の処理装置44は、開始信号を受信すると、作業者W1に作業の開始を促す画像やメッセージを表示装置42に投影させる処理を実行する(S7)。作業者W1は、表示装置42に投影された画像又はメッセージを見ることで、工具3を用いた作業を開始する(S8)。ここでは、作業者W1は、工具3を用いてねじ10をワーク11に締め付ける作業を行う。このとき、工具3の測定部31は、ねじ10を締め付ける際に、ねじ10に与えられる締付トルクを測定する。作業が終了すると、工具3の通信部32は、測定部31で測定された締付トルクのデータを制御装置2に向けて送信する処理を実行する(S9)。
When the
締付トルクのデータを受信すると、制御装置2の処理部24は、作業者W1による作業が終了したと判定し、作業者W1に作業後の作業箇所を撮像するように指示する信号をウェアラブル端末4に向けて送信する処理を実行する(S10)。当該信号を受信すると、ウェアラブル端末4の処理装置44は、作業者W1に作業箇所を撮像するように促す画像やメッセージを表示装置42に投影させる処理を実行する。
When the data of the tightening torque is received, the
作業者W1は、表示装置42に表示された画像又はメッセージを見ることで、撮像装置41を操作する。この操作により、処理装置44は、作業箇所及び作業箇所の周辺を撮像装置41に撮像させる撮像処理を実行する(S11)。このとき、作業者W1は、‘S4’のフローと同様に、撮像の前に頭部を動かす等して撮像装置41の位置を調整するのが好ましい。そして、処理装置44は、撮像した撮像画像のデータを制御装置2に向けて送信する処理を実行する。
The operator W1 operates the
なお、上述の‘S4’,‘S11’のフローでは、作業者W1が撮像装置41を操作することで作業箇所及び作業箇所の周辺を撮像しているが、撮像装置41が自動的に撮像する構成であってもよい。例えば、表示装置42に表示されている枠内に作業箇所が収まった時点で撮像装置41が自動的に撮像する構成であってもよい。
In the above-described flow of 'S4' and 'S11', the operator W1 picks up an image of the work area and the area around the work area by operating the
撮像画像のデータを受信すると、制御装置2の処理部24は、既に取得してある締付トルクと撮像画像のデータとに基づいて、作業が正常に行われたか否かを判定する判定処理を実行する(S12)。正常と判定した場合(S13:YES)、処理部24は、現在の作業箇所での作業が終了したと判定し、次の作業箇所に関する指示信号をウェアラブル端末4に向けて送信する処理を実行する。異常と判定した場合(S13:NO)、処理部24は、作業を正しく行うように指示する信号をウェアラブル端末4に向けて送信する処理を実行する。そして、作業者W1が作業を正常に行ったと判定するまで、上述の‘S6’〜‘S13’のフローを繰り返す。そして、全ての作業箇所について作業が終了するまで、上記の‘S1’〜‘S13’のフローを繰り返す。
When the data of the captured image is received, the
なお、ここでは、‘S13’のフローにおいて異常と判定した場合、制御装置2の処理部24は、同じ作業を再度行うように作業者W1に指示しているが、この指示を行うか否かは任意である。また、制御装置2の処理部24は、全ての作業箇所について作業を終えた後に、異常と判定された作業の各々について、同じ作業を再度行うように作業者W1に指示するように構成されていてもよい。
Here, when it is determined that the process is abnormal in the flow of 'S13', the
以下、‘S12’のフローにおける判定処理について詳細に説明する。先ず、制御装置2の処理部24は、工具3から送信された締付トルクと目標トルクとを比較する処理を実行する。例えば、表1の番号‘1’に対応する作業であれば、工具3で測定された締付トルクが19.8(N・m)であり、目標トルクである20±10%(N・m)の範囲に収まっている。したがって、この場合、処理部24は、ねじ10が十分に締め付けられていると判定する。なお、締付トルクが目標トルクの範囲内に収まっていない場合は、処理部24は、異常(作業が正常に行われていない)と判定する。
Hereinafter, the determination process in the flow of 'S12' will be described in detail. First, the
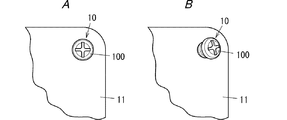
ここで、締結部品(ここでは、ねじ10)が十分に締め付けられている場合でも、作業が正常に行われているとは限らない。例えば、図6Aに示すように、ワーク11(作業箇所)を施工面に直交する方向(同図における紙面に直交する方向)から見て、ねじ10が傾いていない場合、ねじ10は正しく締め付けられている(つまり、作業が正常に行われている)。一方、図6Bに示すように、ワーク11を施工面に直交する方向から見て、ねじ10が傾いている場合、ねじ10は正しく締め付けられていない(つまり、作業が正常に行われていない)。なお、「直交」は、厳密な意味で「直交」でなくてもよい。
Here, even when the fastening part (here, the screw 10) is sufficiently tightened, the work is not always performed normally. For example, as shown in FIG. 6A, when the
そこで、締結部品が十分に締め付けられていると判定した場合、次に処理部24は、撮像画像のデータと目標画像のデータとを比較する処理を実行する。この処理では、例えば‘S5’のフローと同様に、撮像画像のデータと、目標画像のデータとを比較して類似度を求める。そして、この処理では、求めた類似度が予め設定されている閾値以上であれば正常(作業が正常に行われている)と判定し、閾値未満であれば異常(作業が正常に行われていない)と判定する。例えば、表1の番号‘1’に対応する作業であれば、処理部24は、目標画像のデータB(1)と撮像画像のデータC(1)とを比較して求めた類似度が閾値以上であれば、正常(ねじ10がワーク11に正しく締め付けられている)と判定する。一方、処理部24は、求めた類似度が閾値未満であれば、異常(ねじ10がワーク11に対して正しく締め付けられていない)と判定する。
Therefore, when it is determined that the fastening component is sufficiently tightened, the
なお、判定処理において、処理部24は、撮像画像のデータと目標画像のデータとを比較することで、ねじ10の頭部100の径が規格(例えば、‘M8’や‘M10’等)と一致しているか否かを判定してもよい。例えば、‘M10’の規格のねじを締め付けなければならない作業箇所で、誤って‘M8’の規格のねじを締め付けた場合、処理部24は、異常と判定する。この場合、処理部24は、作業箇所に応じた適切な規格のねじ10を締め付けているか否かを判定することができる。
In the determination process, the
また、判定処理において、締付トルクが目標トルクを大幅に上回る等、異常な値を示す場合に、処理部24は、工具3の測定部31に異常があると判定してもよい。この場合、工具3の測定部31に異常がある旨を工具3又はウェアラブル端末4を通じて作業者W1に通知することで、工具3の修理や交換を促すことができる。その他、判定処理において、処理部24は、作業を開始してから終了するまでの間(作業期間)、締付トルクを定期的に工具3から取得し、その時系列のデータに基づいて締め付けが正常に行われているか否かを判定してもよい。例えば、作業期間中、締付トルクがほぼ一定であれば、処理部24は、正常に締め付けられていると判定することができる。一方、作業期間中、締付トルクが不連続に変化すれば、処理部24は、正常に締め付けられていないと判定することができる。
In addition, in the determination processing, when the tightening torque indicates an abnormal value such as exceeding the target torque significantly, the
上述のように、本実施形態の制御装置2及び作業管理システム1では、工具3により締結部品に与えられる締付トルクと、撮像装置41により撮像された作業箇所の撮像画像とに基づいて、作業者W1による作業が正常に行われているか否かを判定する。したがって、本実施形態の制御装置2及び作業管理システム1は、締結部品が正しく締め付けられているか否かの状態(すなわち、工具3を用いた作業の状態)を把握することができる。このため、本実施形態の制御装置2及び作業管理システム1では、作業の状態に応じて適切な指示を作業者W1に与えることで、作業効率を向上することができる。更に、本実施形態の制御装置2及び作業管理システム1では、作業の状態を把握することにより、作業者W1によるミスを低減することができるので、作業による作製される製品の品質の向上を図ることができるという利点もある。
As described above, in the
特に、本実施形態の制御装置2では、処理部24は、判定処理において、作業箇所において締結部品が正常に締め付けられた状態を示す目標画像と撮像画像とを比較して類似度を求めている。且つ、処理部24は、作業で要求される目標トルクと締付トルクとの比較結果と、類似度と予め設定されている閾値との比較結果とに基づいて、作業が正常に行われているか否かを判定している。この構成では、締結部品が正しく締め付けられているか否かの状態をより的確に把握することができる。なお、当該構成を採用するか否かは任意である。
In particular, in the
また、本実施形態の制御装置2では、締付トルクのデータを受信すると、処理部24は、作業者W1による作業が終了したと判定し、作業者W1に作業後の作業箇所を撮像するように指示する信号をウェアラブル端末4に向けて送信する処理を実行してもよい。そして、ウェアラブル端末4の撮像装置41は、当該信号を受信すると、作業箇所を自動的に撮像してもよい。つまり、本実施形態の制御装置2では、工具3からの信号をトリガとして撮像装置41による撮像のタイミングを決定してもよい。この構成では、作業者W1が工具3を用いて作業を終える際に撮像装置41による撮像が行われるので、作業者W1の手を煩わせずに作業箇所を撮像できるという利点がある。なお、当該構成を採用するか否かは任意である。
Further, in the
また、本実施形態の制御装置2は、作業者W1に対する作業の指示内容を、文字及び画像の少なくとも一方を用いて表示する表示部21を備えている。この構成では、作業者W1に指示内容を視覚により伝えることができる。なお、当該構成を採用するか否かは任意である。
In addition, the
また、本実施形態の制御装置2では、撮像画像は、作業箇所を施工面に直交する方向から見た画像である。このため、本実施形態の制御装置2は、締結部品が施工面に直交する方向に締め付けられているか否かを判定することができるので、締結部品が施工面に正しく締め付けられているか否かを容易に判定することができる。なお、当該構成を採用するか否かは任意である。
Moreover, in the
また、本実施形態の作業管理システム1では、ウェアラブル端末4は、制御装置2から送信される作業者W1に対する作業の指示内容を文字及び画像の少なくとも一方を用いて表示する表示装置42を備えている。このため、本実施形態の作業管理システム1では、作業者W1は、身に着けている表示装置42に目を移すだけで、作業の指示内容を容易に確認することができる。なお、当該構成を採用するか否かは任意である。
Further, in the
また、本実施形態の作業管理システム1では、工具3は、ヘッド301と、ロードセル(検出部)305と、CPU(トルク演算部)306とを備えるトルクレンチ300であるのが好ましい。この構成では、工具3が実際に締結部品に与えたトルクを測定して締付トルクを得ることができるので、作業が正常に行われたか否かの判定を精度良く行うことができる。なお、工具3を上記のトルクレンチ300とするか否かは任意である。
Further, in the
また、工具3は、インパクト機構311と、出力軸314と、磁歪式のトルクセンサ316(第1検出部)と、加速度センサ315(第2検出部)と、制御回路317(トルク演算部)とを備えるインパクトドライバ310であってもよい。この構成でも、工具3が実際に締結部品に与えたトルクを測定して締付トルクを得ることができるので、作業が正常に行われたか否かの判定を精度良く行うことができる。なお、工具3を上記のインパクトドライバ310とするか否かは任意である。
Further, the
また、本実施形態の作業管理システム1では、ウェアラブル端末4は、例えば防護用メガネやゴーグル、ヘルメットといった作業者W1の頭部に装着する機器である。この構成では、作業者W1の視界が撮像装置41の撮像範囲と殆ど同じになるため、作業箇所を撮像し易いという利点がある。更に、この構成では、作業者W1が意識せずとも作業者W1の視界にある表示装置42に作業の指示内容などの情報が映し出されるため、作業者W1が作業し易く、また、作業者W1が作業の指示内容を見落としがたいという利点もある。なお、当該構成を採用するか否かは任意である。
Further, in the
また、本実施形態の作業管理システム1では、ウェアラブル端末4及び制御装置2の少なくとも一方は、作業者W1に対する作業の指示内容を音声で出力する機能を備えるのが好ましい。この構成では、聴覚を利用して作業の指示内容を作業者W1に伝えることができるので、作業者W1が作業を中断する必要が無く、作業し易いという利点がある。なお、当該構成を採用するか否かは任意である。
Further, in the
また、本実施形態の作業管理システム1では、上位装置5を備えている。そして、上位装置5は、制御装置2から送信される締付トルクのデータ及び撮像画像のデータを作業毎に記憶している。この構成では、上位装置5を用いて作業者W1により行われた作業の履歴を管理することができるので、作業管理と品質管理とを併せて容易に行うことができるという利点がある。
Further, the
更に、本実施形態の作業管理システム1では、上位装置5は、制御装置2に電気的に接続される機器(例えば、工具3やウェアラブル端末4)の情報を記憶するのが好ましい。機器の情報としては、例えば機器の各種パラメータの校正情報や、機器の位置情報、機器を取り扱う作業者W1の情報、機器を用いて作業を行った時刻情報などが挙げられる。この構成では、作業毎の締付トルクの管理だけではなく、制御装置2に接続される機器や、当該機器を取り扱う作業者W1についても管理することができ、よりきめ細やかな作業管理を行うことが可能である。例えば、この構成では、機器を取り扱う作業者W1の作業精度や、作業時間の履歴を参照することで、より精度の良い作業が行われるように作業計画を変更することが可能である。また、この構成では、作業精度の低い作業者W1に対して、作業マニュアルを閲覧させる等の個別指導を行うことも可能である。
Furthermore, in the
なお、本実施形態の作業管理システム1が上位装置5を備えるか否かは任意である。本実施形態の作業管理システム1が上位装置5を備えない場合は、制御装置2の記憶部22に、締付トルクのデータ及び撮像画像のデータや機器の情報を作業毎に記憶させればよい。このように構成すれば、制御装置2に上位装置5と同様の機能を持たせることができる。
In addition, it is arbitrary whether the
ところで、本実施形態の作業管理システム1は、図7A,図7Bに示すような部品管理システム6と連携することも可能である。部品管理システム6は、所定の生産計画に従って、複数の部品箱71から順番に部品P1を取り出し、取り出した部品P1を組み立てる所謂セル生産方式で用いられるシステムである。この部品管理システム6は、図7A,図7Bに示すように、複数の部品箱71で構成される部品棚7と、複数の部品箱71に1対1で取り付けられる複数の表示器8と、作業者W1が作業を行う作業台9とを備えている。複数の部品箱71には、それぞれ部品P1が配置されている。部品P1は、部品箱71毎に異なる種類であってもよく、また、幾つかの部品箱71において、同じ種類の部品P1が配置されていてもよい。この部品管理システム6では、本実施形態の制御装置2が複数の表示器8を制御している。
By the way, the
表示器8は、ケーブル(図示せず)により制御装置2に電気的に接続されている。表示器8は、制御装置2から送信される信号に応じて点灯するように構成されている。制御装置2は、所定の生産計画に応じて複数の表示器8の何れかを点灯させることにより、当該表示器8に対応する部品箱71から部品P1を取り出すように作業者W1を促すように構成されている。また、表示器8は、作業者W1が操作可能なスイッチ(またはレバー)81を備えている。表示器8が点灯している状態において、このスイッチ81を作業者W1が操作することで、表示器8が消灯する。
The
以下、部品管理システム6における制御装置2の動作について説明する。制御装置2の処理部24は、スイッチ81の操作により表示器8から出力される信号に基づいて、当該表示器8に対応する部品箱71から部品P1が取り出されたと判定する。また、処理部24は、部品P1が取り出されたと判定すると、作業者W1に取り出した部品P1を撮像するように指示する信号をウェアラブル端末4に向けて送信する処理を実行する。ウェアラブル端末4の処理装置44は、当該信号を受信すると、作業者W1に取り出した部品P1を撮像するように促す画像やメッセージを表示装置42に投影させる処理を実行する。
Hereinafter, the operation of the
作業者W1は、表示装置42に表示された画像又はメッセージを見ることで、撮像装置41を操作する。この操作により、処理装置44は、取り出した部品P1を撮像装置41に撮像させる撮像処理を実行する。なお、処理装置44は、制御装置2からの信号を受信すると撮像装置41に自動的に撮像させる処理を実行してもよい。そして、処理装置44は、撮像した撮像画像のデータを制御装置2に向けて送信する処理を実行する。
The operator W1 operates the
制御装置2の処理部24は、撮像画像のデータを受信すると、予め記憶してある部品P1の画像と撮像画像とを比較し、作業者W1が正しい部品を取り出したか否かを確認する処理を実行する。言い換えれば、処理部24は、取り出した部品P1を撮像装置41で撮像した画像と、予め記憶してある部品P1の画像とを比較することで、正しい部品P1が複数の部品箱71の何れかから取り出されているか否かを判定する処理を実行する。この処理では、例えば撮像画像のデータと、部品P1の画像のデータとを比較して類似度を求める。そして、この処理では、求めた類似度が予め設定されている閾値以上であれば正常(作業者W1が正しい部品P1を取り出した)と判定し、閾値未満であれば異常(作業者W1が誤った部品P1を取り出した)と判定する。
When the data of the captured image is received, the
正常と判定した場合、処理部24は、次に取り出すべき部品P1が収納されている部品箱71に対応した表示器8を点灯させる処理を実行する。異常と判定した場合、処理部24は、例えば正しい部品P1が収納されている部品箱71に対応する表示器8を点滅させる処理や、正しい部品P1を取り出すように指示する信号をウェアラブル端末4に向けて送信する処理を実行する。
If it is determined that the operation is normal, the
この構成では、制御装置2は、取り出した部品P1を組み立てる作業(ここでは、締結部品を締め付ける作業)と、その前段階である部品P1を取り出す作業とを一括して管理することができるという利点がある。更に、この構成では、上記の判定処理により作業者W1が誤った部品P1を取り出したと判定すれば、制御装置2から作業者W1に通知することで、正しい部品P1を取り出すように作業者W1に促すことが可能となる。
In this configuration, the
なお、本実施形態の制御装置2及び作業管理システム1では、締結部品を締め付ける作業について判定処理を実行しているが、他の作業について判定処理を実行してもよい。例えば、ワーク11に穴をあける作業であれば、工具3は、穴をあける際にワーク11に与えるトルクのデータを制御装置2に向けて送信する。また、撮像装置41は、作業後の穴のあいた作業箇所を撮像する。そして、制御装置2の処理部24は、工具3から送信されるトルクが目標トルクを超えていれば、ワーク11に十分な大きさの穴があけられていると判定する処理を実行する。また、処理部24は、目標画像のデータと撮像画像のデータとを比較して類似度を求め、類似度と予め設定されている閾値とを比較することで、ワーク11に正しく穴があけられているか否かを判定する処理を実行する。
In addition, in the
また、本実施形態の作業管理システム1では、ウェアラブル端末4に撮像装置41を設けているが、撮像装置41は、例えば工具3に設けていてもよい。この場合、工具3は、制御装置2から送信される指示信号に基づいて撮像装置41に作業箇所を撮像させる処理と、撮像装置41で撮像した撮像画像のデータを制御装置2に向けて送信する処理とを実行する機能を有していればよい。
Moreover, although the
また、本実施形態の作業管理システム1では、制御装置2と上位装置5との間は、Bluetooth(登録商標)を用いた無線通信を行っているが、例えば、WiFi(登録商標)やZigBee(登録商標)等の無線規格を用いた無線通信を行ってもよい。また、制御装置2と上位装置5との間の無線通信には、LTE(Long Term Evolution)などの携帯電話の通信規格を用いてもよい。携帯電話の通信規格を用いて無線通信を行う場合は、例えば制御装置2が屋外に設置されており、作業者W1が屋外で作業を行う場合に特に有効である。
Further, in the
特に、携帯電話の通信規格を用いて無線通信を行う場合は、GPS(Global Positioning System)を用いた位置特定サービスや気象予報などの、携帯電話の回線を利用した既存のサービスを用いることができ、好ましい。つまり、この場合には、GPSにより制御装置2の位置を特定することができるので、上位装置5は、制御装置2や作業者W1の位置を管理することが可能となる。また、この場合には、気象予報により制御装置2が位置する場所での環境(例えば、高温多湿の気候など)を把握することができる。このため、上位装置5は、制御装置2の使用環境に応じた機器(工具3やウェアラブル端末4を含む)の寿命を推定して管理することが可能となる。
In particular, when performing wireless communication using a mobile phone communication standard, it is possible to use an existing service using a mobile phone line such as a location specifying service using a GPS (Global Positioning System) or a weather forecast. ,preferable. That is, in this case, since the position of the
また、本実施形態の作業管理システム1では、工具3は、インパクトドライバ310のように、充電池(二次電池)321を用いた電池駆動式であってもよい。この構成では、工具3と電源との間、又は工具3と圧縮空気源(エアコンプレッサ)との間を繋ぐケーブルが不要となるため、作業者W1がケーブルを気にせずに工具3を容易に取り扱うことができるという利点がある。
Further, in the
また、本実施形態の作業管理システム1では、制御装置2は、1つの工具3及び1つのウェアラブル端末4を制御するように構成されているが、他の構成であってもよい。例えば、制御装置2は、工具3及びウェアラブル端末4を1組として、複数の組の各々を制御するように構成されていてもよい。また、本実施形態の作業管理システム1では、上位装置5は、1つの制御装置2との間で通信を行っているが、複数の制御装置2の各々との間で通信を行うように構成されていてもよい。
Moreover, although the
1 作業管理システム
10 ねじ(締結部品)
2 制御装置
23 通信部
24 処理部
3 工具
32 通信部
300 トルクレンチ
301 ヘッド
302A ソケット
305 ロードセル(検出部)
306 CPU(トルク演算部)
310 インパクトドライバ
311 インパクト機構
314 出力軸
314A ビット
316 トルクセンサ(第1検出部)
315 加速度センサ(第2検出部)
317 制御回路(トルク演算部)
4 ウェアラブル端末
41 撮像装置
42 表示装置
43 通信装置
5 上位装置
6 部品管理システム
71 部品箱
8 表示器
P1 部品
W1 作業者
1
306 CPU (torque calculation unit)
310
315 Acceleration sensor (second detector)
317 Control circuit (torque calculation unit)
DESCRIPTION OF
Claims (10)
前記工具により前記締結部品に与えられる締付トルクと、前記撮像装置により撮像された撮像画像とに基づいて、前記締結部品が正しく締め付けられているか否かを判定する判定処理を実行する処理部とを備え、
前記処理部は、前記判定処理において、前記作業で要求される目標トルクと前記締付トルクとの比較結果と、前記作業箇所において前記締結部品が正常に締め付けられた状態を示す目標画像と前記撮像画像との比較結果とに基づいて、前記締結部品が正しく締め付けられているか否かを判定することを特徴とする制御装置。 A communication unit for performing communication between a tool used in the operation of tightening the fastening part and an imaging device for imaging the work place where the operation is performed;
A processing unit that executes a determination process of determining whether or not the fastening component is properly tightened based on a tightening torque applied to the fastening component by the tool and a captured image captured by the imaging device; Equipped with
In the determination process, the processing unit compares the target torque required in the operation with the tightening torque, and the target image and the image showing a state in which the fastening component is normally tightened at the work location. A control device characterized by judging whether said fastening parts are correctly tightened based on a comparison result with a picture.
前記締結部品の規格に応じたソケットが装着され、回転により前記ソケットを介して前記締結部品にトルクを与えるヘッドと、
前記締結部品に加えられるトルクに応じた電気信号を出力する検出部と、
前記電気信号に基づいて前記締付トルクを演算するトルク演算部とを備えるトルクレンチであることを特徴とする請求項2又は3記載の作業管理システム。 The tool is
A socket according to a standard of the fastening part is mounted, and a head which gives torque to the fastening part through the socket by rotation;
A detection unit that outputs an electrical signal according to the torque applied to the fastening component;
The work management system according to claim 2 or 3, wherein the work management system is a torque wrench including a torque calculation unit that calculates the tightening torque based on the electric signal.
パルス状の衝撃力を発生させるインパクト機構と、
前記締結部品の規格に応じたビットが装着されて前記インパクト機構から印加される衝撃力により回転する出力軸と、
前記出力軸に加わるトルクを検出する第1検出部と、
前記出力軸の円周方向の加速度及び前記出力軸の角速度の少なくとも一方を検出する第2検出部と、
前記第1検出部の検出値と、前記第2検出部の検出値から求めた慣性トルクとに基づいて前記締付トルクを演算するトルク演算部とを備えるインパクトドライバであることを特徴とする請求項2又は3記載の作業管理システム。 The tool is
An impact mechanism that generates a pulsed impact force,
An output shaft mounted with a bit according to the specification of the fastening part and rotated by an impact force applied from the impact mechanism;
A first detection unit that detects a torque applied to the output shaft;
A second detection unit configured to detect at least one of circumferential acceleration of the output shaft and angular velocity of the output shaft;
The impact driver includes: a torque calculation unit that calculates the tightening torque based on the detection value of the first detection unit and the inertia torque obtained from the detection value of the second detection unit. The work management system according to Item 2 or 3.
前記上位装置は、前記制御装置から送信される前記締付トルク及び前記撮像画像を前記作業毎に記憶することを特徴とする請求項2乃至7の何れか1項に記載の作業管理システム。 And a host device that communicates with the control device;
The work management system according to any one of claims 2 to 7, wherein the host device stores the tightening torque and the captured image transmitted from the control device for each work.
前記処理部は、取り出した前記部品を前記撮像装置で撮像した画像と、予め記憶してある前記部品の画像とを比較することで、正しい前記部品が前記部品箱から取り出されているか否かを判定する処理を実行することを特徴とする請求項2乃至9の何れか1項に記載の作業管理システム。 In the component management system, the control device includes a plurality of component boxes in which components are arranged and a plurality of indicators attached to the plurality of component boxes in a one-to-one manner. In response, by lighting any one of the plurality of indicators, the operator is urged to take out the component from the component box corresponding to the indicator.
The processing unit compares the image of the taken out part with the imaging device with the image of the part stored in advance to determine whether the correct part is taken out from the part box. The work management system according to any one of claims 2 to 9, wherein the process of determining is executed.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126628A JP6544700B2 (en) | 2018-07-03 | 2018-07-03 | Control device and work management system using the same |
| JP2019106956A JP6895630B2 (en) | 2018-07-03 | 2019-06-07 | Control device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018126628A JP6544700B2 (en) | 2018-07-03 | 2018-07-03 | Control device and work management system using the same |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014116052A Division JP6399437B2 (en) | 2014-06-04 | 2014-06-04 | Control device and work management system using the same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019106956A Division JP6895630B2 (en) | 2018-07-03 | 2019-06-07 | Control device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018149677A JP2018149677A (en) | 2018-09-27 |
| JP6544700B2 true JP6544700B2 (en) | 2019-07-17 |
Family
ID=63679341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018126628A Active JP6544700B2 (en) | 2018-07-03 | 2018-07-03 | Control device and work management system using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6544700B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019066365A (en) * | 2017-10-03 | 2019-04-25 | パナソニックIpマネジメント株式会社 | Torque detection device and rotary tool with torque detection device |
| JP2019188599A (en) * | 2018-07-03 | 2019-10-31 | パナソニックIpマネジメント株式会社 | Control device and work management system using the same |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7300617B2 (en) * | 2018-12-27 | 2023-06-30 | パナソニックIpマネジメント株式会社 | WORK SUPPORT DEVICE, WORK SUPPORT METHOD, AND PROGRAM |
| KR102335356B1 (en) | 2019-10-07 | 2021-12-03 | 현대자동차 주식회사 | Fastening tool system and control method thereof |
| WO2021177245A1 (en) * | 2020-03-05 | 2021-09-10 | ファナック株式会社 | Image processing device, work instruction creating system, and work instruction creating method |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000047705A (en) * | 1998-07-28 | 2000-02-18 | Hitachi Ltd | Operation instruction device |
| JP4784752B2 (en) * | 2006-06-30 | 2011-10-05 | サクサ株式会社 | Image processing device |
| JP5214511B2 (en) * | 2009-03-23 | 2013-06-19 | 株式会社ダイヘン | Work process management system |
| JP2012048510A (en) * | 2010-08-27 | 2012-03-08 | Okamura Corp | Operation inspection system |
| JP2013016020A (en) * | 2011-07-04 | 2013-01-24 | Nec Corp | Work support system, apparatus, method, and program |
-
2018
- 2018-07-03 JP JP2018126628A patent/JP6544700B2/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019066365A (en) * | 2017-10-03 | 2019-04-25 | パナソニックIpマネジメント株式会社 | Torque detection device and rotary tool with torque detection device |
| JP2019188599A (en) * | 2018-07-03 | 2019-10-31 | パナソニックIpマネジメント株式会社 | Control device and work management system using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018149677A (en) | 2018-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6399437B2 (en) | Control device and work management system using the same | |
| JP6544700B2 (en) | Control device and work management system using the same | |
| JP6895630B2 (en) | Control device | |
| JP6395081B2 (en) | Work management device, work management system, and program | |
| US9776309B2 (en) | Portable battery-operated tool with an electrical buffer element and method for replacing the rechargeable battery | |
| JP7021075B2 (en) | Tool system with power wrench and external controls | |
| US9914192B2 (en) | Tooling system with visual identification of attached component | |
| JP2021175593A (en) | Tool system | |
| EP3954934A1 (en) | Method and device for controlling cradle head, and cradle head | |
| JP2018122429A (en) | Tool and tool system | |
| US20230121849A1 (en) | Tool system, tool management method, and program | |
| JP7462279B2 (en) | Work Management System | |
| US20230177753A1 (en) | Tool system, tool, method for generating reference image, and program | |
| EP4056319A1 (en) | Tool system, tool management method, and program | |
| JP2019126874A (en) | Screw fastening device | |
| JP2018120611A (en) | Tool system and program | |
| JP2019038068A (en) | Driver unit | |
| WO2024009639A1 (en) | Electric tool system | |
| JP2021185525A (en) | Tool system and program | |
| US10953511B2 (en) | System and method for detecting position loss in an object under a mechanical influence | |
| JP2023180159A (en) | Electric tool system | |
| JP2021194765A (en) | Fastening control device and fastening control method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180703 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190508 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190607 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6544700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |