JP2016203432A - Decorative sheet and decorative laminate - Google Patents
Decorative sheet and decorative laminate Download PDFInfo
- Publication number
- JP2016203432A JP2016203432A JP2015085128A JP2015085128A JP2016203432A JP 2016203432 A JP2016203432 A JP 2016203432A JP 2015085128 A JP2015085128 A JP 2015085128A JP 2015085128 A JP2015085128 A JP 2015085128A JP 2016203432 A JP2016203432 A JP 2016203432A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- decorative sheet
- decorative
- layer
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
Description
本発明は、化粧シート及び化粧板に関する。 The present invention relates to a decorative sheet and a decorative board.
従来、様々な物品の表面には、意匠性を付与するために、化粧シートが積層されている。例えば、建築物の壁面に用いられる壁装材や、床面に用いられる床用化粧材、家具等の表面には、化粧シートが積層されて用いられている。 Conventionally, decorative sheets have been laminated on the surfaces of various articles in order to impart design properties. For example, decorative sheets are laminated and used on the surfaces of wall covering materials used for the wall surfaces of buildings, floor decorative materials used for floor surfaces, furniture, and the like.
上述のような物品の表面に積層される化粧シートには、立体的な意匠性や、優れた触感を示すことが要求される。このような立体的な意匠性や、触感を示す化粧シートとして、基材上に絵柄印刷層、透明樹脂層、及び厚盛り印刷による凸部が設けられ、凸部が絵柄印刷層に同調している化粧材が提案されている(例えば、特許文献1及び2参照)。 The decorative sheet laminated on the surface of the article as described above is required to exhibit a three-dimensional design and an excellent touch feeling. As a decorative sheet showing such a three-dimensional design and touch, a pattern printing layer, a transparent resin layer, and a convex portion by emboss printing are provided on the substrate, and the convex portion is synchronized with the pattern printing layer. A decorative material has been proposed (see, for example, Patent Documents 1 and 2).
厚盛り印刷により凸部を形成する場合、凸部を形成するインキにシリカ、炭酸カルシウム、水酸化アルミニウム等に代表される無機粒子を添加し、インキにチキソトロピック性を付与することで、インキの転移性を上げるとともに、転移後のインキの変形を抑制し、再現性よく繊細な形状の凸部を形成することが一般的に行われている。しかしながら、従来の化粧シートの場合、チキソトロピック性を付与するために添加された無機粒子の影響により、凸部が白化して透明性を失い、意匠感が損なわれるという問題があった。特に凸部が絵柄模様層と同調した構成の化粧材の場合、白化した凸部によって下部に位置する絵柄が濁って見えてしまい、絵柄模様層が本来有する意匠を大きく損なうという問題があった。 When forming convex portions by thick printing, inorganic particles represented by silica, calcium carbonate, aluminum hydroxide, etc. are added to the ink that forms the convex portions, and thixotropic properties are imparted to the ink. In general, the transferability is improved, the deformation of the ink after transfer is suppressed, and a convex portion having a delicate shape is formed with good reproducibility. However, in the case of the conventional decorative sheet, there is a problem that the convex portion is whitened due to the influence of the inorganic particles added to impart thixotropic properties, the transparency is lost, and the design feeling is impaired. In particular, in the case of a decorative material having a configuration in which the convex portions are in synchronization with the pattern pattern layer, there is a problem in that the design located under the white pattern appears cloudy due to the whitened convex portions, and the design inherent in the pattern pattern layer is greatly impaired.
また、化粧シートを家具や床等の装飾に用いる場合、木質材をはじめとする各種の被着材上に接着剤を介して化粧シートを積層後、加圧によって貼着し、化粧板に加工することが一般的に行われている。しかしながら、化粧板への加工時に凸部を有する化粧シートが加圧を受ける結果、凸部が変形し、化粧シートの状態で有していた触感が化粧板の状態では低下してしまうという問題があった。 When decorative sheets are used for decorations such as furniture and floors, a decorative sheet is laminated on various adherends such as wooden materials via an adhesive, and then pasted by pressure and processed into a decorative board. It is generally done. However, as a result of the pressure applied to the decorative sheet having a convex portion during processing into the decorative plate, the convex portion is deformed, and the tactile sensation that the decorative sheet has in the state of the decorative sheet is reduced in the state of the decorative plate. there were.
本発明は、凸部の白化が抑制され、且つ、化粧板への加工後も優れた触感を示す化粧シート、及び、当該化粧シートを被着材に貼着してなる化粧板を提供することを目的とする。 The present invention provides a decorative sheet that suppresses whitening of convex portions and exhibits excellent tactile sensation even after being processed into a decorative plate, and a decorative plate formed by sticking the decorative sheet to an adherend. With the goal.
本発明者は、鋭意研究を重ねた結果、基材シート上に、樹脂を含む凸部が少なくとも形成されている化粧シートにおいて、凸部が所定の平均粒子径を有する有機粒子を所定量含有する構成とすることにより上記目的を達成できることを見出し、本発明を完成するに至った。 As a result of intensive research, the inventor has a predetermined amount of organic particles having a predetermined average particle diameter in a decorative sheet in which at least convex portions including a resin are formed on a base sheet. The present inventors have found that the above object can be achieved by adopting a configuration, and have completed the present invention.
即ち、本発明は、下記の化粧シート及び化粧板に関する。
1.基材シート上に、樹脂を含む凸部が少なくとも形成されている化粧シートであって、前記凸部は、平均粒子径が12〜45μmの有機粒子を15〜75質量%含有することを特徴とする化粧シート。
2.前記樹脂を含む凸部の高さが10μm以上である、項1に記載の化粧シート。
3.前記有機粒子が樹脂ビーズである、項1又は2に記載の化粧シート。
4.前記樹脂ビーズが、アクリルビーズ、ウレタンビーズ、ナイロンビーズ、及びスチレンビーズからなる群から選ばれる少なくとも1種である、項3に記載の化粧シート。
5.さらに絵柄模様層を有する、項1〜4のいずれかに記載の化粧シート。
6.さらに透明性樹脂層を有し、基材シート上に前記絵柄模様層及び前記透明性樹脂層がこの順に積層されており、前記透明性樹脂層上に、前記樹脂を含む凸部が形成されている、項5に記載の化粧シート。
7.前記絵柄模様層と、前記樹脂を含む凸部とが同調している、項5又は6に記載の化粧シート。
8.項1〜7のいずれかに記載の化粧シートを被着材に貼着してなる化粧板。
That is, the present invention relates to the following decorative sheet and decorative plate.
1. A decorative sheet in which at least convex portions including a resin are formed on a base sheet, wherein the convex portions contain 15 to 75% by mass of organic particles having an average particle diameter of 12 to 45 μm. Makeup sheet.
2. Item 2. The decorative sheet according to Item 1, wherein the height of the convex portion containing the resin is 10 µm or more.
3.
4).
5.
6). Furthermore, it has a transparent resin layer, the said pattern pattern layer and the said transparent resin layer are laminated | stacked in this order on the base material sheet, and the convex part containing the said resin is formed on the said transparent resin layer.
7). Item 7. The decorative sheet according to
8). Item 10. A decorative board obtained by attaching the decorative sheet according to any one of Items 1 to 7 to an adherend.
本発明の化粧シートは、樹脂を含む凸部が少なくとも形成されており、凸部が所定の平均粒子径を有する有機粒子を所定量含有する構成とすることにより、凸部の白化が抑制され、且つ、化粧板への加工後も優れた触感を示すことができる。 The decorative sheet of the present invention is formed with at least a convex portion containing a resin, and the convex portion contains a predetermined amount of organic particles having a predetermined average particle diameter, thereby suppressing whitening of the convex portion, In addition, excellent tactile sensation can be exhibited even after processing into a decorative board.
以下、本発明の化粧シート及び化粧板について詳細に説明する。 Hereinafter, the decorative sheet and the decorative plate of the present invention will be described in detail.
1.化粧シート
本発明の化粧シートは、基材シート上に、樹脂を含む凸部が少なくとも形成されており、前記凸部が、平均粒子径が12〜45μmの有機粒子を15〜75質量%含有することを特徴とする。
1. The decorative sheet of the present invention has at least a convex part containing a resin on a base sheet, and the convex part contains 15 to 75% by mass of organic particles having an average particle diameter of 12 to 45 μm. It is characterized by that.
上記特徴を有する本発明の化粧シートは、凸部が特定の平均粒子径の有機粒子を特定の範囲の含有量で含有するので、凸部の白化が抑制されており、且つ、化粧板への加工後も優れた触感を維持することができる。 In the decorative sheet of the present invention having the above-described features, since the convex portion contains organic particles having a specific average particle diameter in a specific range of content, whitening of the convex portion is suppressed, and Excellent tactile sensation can be maintained after processing.
以下、化粧シートを構成する各層について説明する。なお、本明細書では、基材シートから見て凸部が形成されている方向を「上」又は「おもて面」と称し、基材シートから見て凸部が形成されている方向とは逆側を「下」又は「裏面」と称する。 Hereinafter, each layer which comprises a decorative sheet is demonstrated. In the present specification, the direction in which the convex portion is formed as viewed from the base sheet is referred to as “upper” or “front surface”, and the direction in which the convex portion is formed as viewed from the base sheet. Refers to the opposite side as “bottom” or “back”.
基材シート
基材シートとしては限定されず、繊維質シート、プラスチック基材、金属基材、木質系基材等を用いることができる。
The base sheet is not limited, and a fibrous sheet, a plastic base, a metal base, a wood base, and the like can be used.
繊維質シートとしては、薄紙、紙間強化紙、含浸紙、チタン紙、コート紙、段ボール紙、リンター紙、クラフト紙、上質紙等の公知の繊維質シートなどが利用できる。具体的には、壁紙用一般紙(パルプ主体のシートを既知のサイズ剤でサイズ処理したもの);難燃紙(パルプ主体のシートをスルファミン酸グアニジン、リン酸グアジニン等の難燃剤で処理したもの);水酸化アルミニウム、水酸化マグネシウム等の無機添加剤を含む無機質紙;上質紙;薄用紙;繊維混抄紙(パルプと合成繊維とを混合して抄紙したもの)などが挙げられる。なお、本発明に使用される繊維質シートには、分類上、不織布に該当しているものも包含される。 As the fibrous sheet, known fibrous sheets such as thin paper, inter-paper reinforcing paper, impregnated paper, titanium paper, coated paper, corrugated paper, linter paper, craft paper, and high-quality paper can be used. Specifically, wallpaper general paper (pulp-based sheet sized with a known sizing agent); flame-retardant paper (pulp-based sheet treated with a flame retardant such as guanidine sulfamate or guanidine phosphate) ); Inorganic paper containing inorganic additives such as aluminum hydroxide and magnesium hydroxide; fine paper; thin paper; fiber mixed paper (paper made by mixing pulp and synthetic fiber). In addition, what corresponds to a nonwoven fabric is included in the fibrous sheet used for this invention on classification.
プラスチック基材としては、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、アクリロニトリルブタジエンスチレン、ポリ塩化ビニル等の各種のプラスチックシート、フィルム等が使用できる。プラスチック基材は、着色してある事が望ましい。金属基材としては、鋼板、アルミニウム、ステンレス等の上に、着色剤のアンダーコートを行ったものを基材として製品化する事ができる。木質系基材としては、合板、パーティクルボード、中密度ファイバーボード等が挙げられる。 As the plastic substrate, various plastic sheets and films such as polyethylene, polypropylene, polyethylene terephthalate, polybutylene terephthalate, acrylonitrile butadiene styrene, and polyvinyl chloride can be used. The plastic substrate is preferably colored. As a metal base material, what made the undercoat of a coloring agent on a steel plate, aluminum, stainless steel etc. can be commercialized as a base material. Examples of the wood-based substrate include plywood, particle board, medium density fiber board, and the like.
基材シートの坪量は限定的ではないが、20〜300g/m2程度が好ましく、50〜300g/m2程度がより好ましく、50〜130g/m2程度が更に好ましい。 Although the basis weight of the base sheet is not critical, preferably about 20 to 300 g / m 2, more preferably about 50 to 300 g / m 2, about 50~130g / m 2 is more preferable.
凸部
本発明の化粧シートは、基材シート上に樹脂を含む凸部が少なくとも形成されている。本発明における凸部は、いわゆる盛上げ印刷層として、所望の意匠を表現するように盛上げ印刷によって形成されることが好ましい。なお、本発明において、凸部とは、図1及び2に示すような断面模式図において凸形状で示される形態であり、例えば、化粧シート表面において円錐形や円柱形の突起が形成されている形態だけでなく、導管模様のような、突起が線状に伸びて形成されている形態も含む。
Convex part As for the decorative sheet of this invention, the convex part containing resin is formed at least on the base material sheet. It is preferable that the convex part in this invention is formed by raising printing as a so-called raising printing layer so that a desired design may be expressed. In addition, in this invention, a convex part is a form shown by convex shape in a cross-sectional schematic diagram as shown in FIG.1 and 2, for example, the cone-shaped or cylindrical protrusion is formed in the decorative sheet surface. It includes not only a form but also a form in which protrusions are formed to extend linearly, such as a conduit pattern.
本発明の化粧シートの凸部の高さは、化粧板への加工後にも優れた触感を発現させる観点から、好ましくは10μm以上、より好ましくは15μm以上である。また、凸部の高さの好ましい上限は50μmであり、より好ましい上限は40μmである。凸部の高さの上限を上記範囲とすることにより、本発明の化粧シートが優れた触感を示し、且つ、より優れた耐擦傷性を示すことができる。なお、本明細書において、凸部の高さは、化粧シートの断面を走査型電子顕微鏡(SEM)で観察し、5点の測定値の平均値として算出した値である。 The height of the convex portion of the decorative sheet of the present invention is preferably 10 μm or more, more preferably 15 μm or more, from the viewpoint of expressing excellent tactile sensation even after processing into a decorative board. Moreover, the upper limit with the preferable height of a convex part is 50 micrometers, and a more preferable upper limit is 40 micrometers. By making the upper limit of the height of a convex part into the said range, the decorative sheet of this invention can show the outstanding tactile sense, and can show the more outstanding abrasion resistance. In addition, in this specification, the height of a convex part is the value computed by observing the cross section of a decorative sheet with a scanning electron microscope (SEM), and calculating the average value of 5 points | pieces.
凸部を構成する樹脂は、凸部の変形を抑制し、所望の形状とする観点から、熱硬化型樹脂、電離放射線硬化型樹脂(例えば、電子線硬化型樹脂)等の硬化型樹脂が好ましい。特に電離放射線硬化型樹脂は、高い表面硬度、生産性等の観点から好ましい。 The resin constituting the convex portion is preferably a curable resin such as a thermosetting resin or an ionizing radiation curable resin (for example, an electron beam curable resin) from the viewpoint of suppressing the deformation of the convex portion and obtaining a desired shape. . In particular, ionizing radiation curable resins are preferable from the viewpoint of high surface hardness, productivity, and the like.
熱硬化型樹脂としては、例えば、不飽和ポリエステル樹脂、ポリウレタン樹脂(2液硬化型ポリウレタンも含む)、エポキシ樹脂、アミノアルキッド樹脂、フェノール樹脂、尿素樹脂、ジアリルフタレート樹脂、メラミン樹脂、グアナミン樹脂、メラミン−尿素共縮合樹脂、珪素樹脂、ポリシロキサン樹脂等が挙げられる。 Examples of thermosetting resins include unsaturated polyester resins, polyurethane resins (including two-component curable polyurethanes), epoxy resins, amino alkyd resins, phenol resins, urea resins, diallyl phthalate resins, melamine resins, guanamine resins, and melamines. -Urea co-condensation resin, silicon resin, polysiloxane resin and the like.
上記樹脂には、架橋剤、重合開始剤等の硬化剤、重合促進剤を添加することができる。例えば、硬化剤としてはイソシアネート、有機スルホン酸塩等が不飽和ポリエステル樹脂やポリウレタン樹脂等に添加でき、有機アミン等がエポキシ樹脂に添加でき、メチルエチルケトンパーオキサイド等の過酸化物、アゾイソブチルニトリル等のラジカル開始剤が不飽和ポリエステル樹脂に添加できる。 A curing agent such as a crosslinking agent and a polymerization initiator, and a polymerization accelerator can be added to the resin. For example, as curing agents, isocyanates, organic sulfonates, etc. can be added to unsaturated polyester resins, polyurethane resins, etc., organic amines, etc. can be added to epoxy resins, peroxides such as methyl ethyl ketone peroxide, azoisobutyl nitrile, etc. A radical initiator can be added to the unsaturated polyester resin.
熱硬化型樹脂で凸部を形成する方法は、例えば、熱硬化型樹脂の溶液をロールコート法、グラビアコート法、グラビア印刷法、シルクスクリーン印刷法等の塗布法で塗布し、乾燥・硬化させる方法が挙げられる。 The method of forming the convex portion with the thermosetting resin includes, for example, applying a solution of the thermosetting resin by a coating method such as a roll coating method, a gravure coating method, a gravure printing method, a silk screen printing method, and drying and curing. A method is mentioned.
電離放射線硬化型樹脂は、電離放射線の照射により架橋重合反応を生じ、3次元の高分子構造に変化する樹脂であれば限定されない。例えば、電離放射線の照射により架橋可能な重合性不飽和結合又はエポキシ基を分子中に有するプレポリマー、オリゴマー及びモノマーの1種以上が使用できる。例えば、ウレタンアクリレート、ポリエステルアクリレート、エポキシアクリレート等のアクリレート樹脂;シロキサン等のケイ素樹脂;ポリエステル樹脂;エポキシ樹脂などが挙げられる。 The ionizing radiation curable resin is not limited as long as it is a resin that undergoes a crosslinking polymerization reaction upon irradiation with ionizing radiation and changes to a three-dimensional polymer structure. For example, one or more prepolymers, oligomers and monomers having a polymerizable unsaturated bond or epoxy group that can be crosslinked by irradiation with ionizing radiation in the molecule can be used. Examples thereof include acrylate resins such as urethane acrylate, polyester acrylate, and epoxy acrylate; silicon resins such as siloxane; polyester resins; epoxy resins and the like.
電離放射線としては、可視光線、紫外線(近紫外線、真空紫外線等)、X線、電子線、イオン線等があるが、この中でも、紫外線及び/又は電子線が望ましい。 Examples of the ionizing radiation include visible light, ultraviolet light (near ultraviolet light, vacuum ultraviolet light, etc.), X-rays, electron beams, ion beams, etc. Among them, ultraviolet light and / or electron beams are desirable.
紫外線源としては、超高圧水銀灯、高圧水銀灯、低圧水銀灯、カーボンアーク灯、ブラックライト蛍光灯、メタルハライドランプ灯の光源が使用できる。紫外線の波長としては、190〜380nm程度である。 As the ultraviolet light source, a light source such as an ultra-high pressure mercury lamp, a high pressure mercury lamp, a low pressure mercury lamp, a carbon arc lamp, a black light fluorescent lamp, or a metal halide lamp can be used. The wavelength of ultraviolet light is about 190 to 380 nm.
電子線源としては、例えば、コッククロフトワルト型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器が使用できる。電子線のエネルギーとしては、100〜1000keV程度が好ましく、100〜300keV程度がより好ましい。電子線の照射量は、1〜15Mrad程度が好ましく、1〜10Mrad程度がより好ましく、3〜5Mrad程度が更に好ましい。 As the electron beam source, various electron beam accelerators such as a cockcroft-wald type, a bandegraft type, a resonant transformer type, an insulating core transformer type, a linear type, a dynamitron type, and a high frequency type can be used. The energy of the electron beam is preferably about 100 to 1000 keV, more preferably about 100 to 300 keV. The irradiation amount of the electron beam is preferably about 1 to 15 Mrad, more preferably about 1 to 10 Mrad, and further preferably about 3 to 5 Mrad.
電離放射線硬化型樹脂は電子線を照射すれば十分に硬化するが、紫外線を照射して硬化させる場合には、光重合開始剤(増感剤)を添加することが好ましい。 The ionizing radiation curable resin is sufficiently cured when irradiated with an electron beam, but it is preferable to add a photopolymerization initiator (sensitizer) when it is cured by irradiation with ultraviolet rays.
ラジカル重合性不飽和基を有する樹脂系の場合の光重合開始剤は、例えば、アセトフェノン類、ベンゾフェノン類、チオキサントン類、ベンゾイン、ベンゾインメチルエーテル、ミヒラーベンゾイルベンゾエート、ミヒラーケトン、ジフェニルサルファイド、ジベンジルジサルファイド、ジエチルオキサイト、トリフェニルビイミダゾール、イソプロピル−N,N−ジメチルアミノベンゾエート等の少なくとも1種が使用できる。また、カチオン重合性官能基を有する樹脂系の場合は、例えば、芳香族ジアゾニウム塩、芳香族スルホニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル、フリールオキシスルホキソニウムジアリルヨードシル塩等の少なくとも1種が使用できる。 Photopolymerization initiators in the case of resin systems having radically polymerizable unsaturated groups include, for example, acetophenones, benzophenones, thioxanthones, benzoin, benzoin methyl ether, Michler benzoylbenzoate, Michler ketone, diphenyl sulfide, dibenzyl disulfide , Diethyl oxide, triphenylbiimidazole, isopropyl-N, N-dimethylaminobenzoate and the like can be used. In the case of a resin system having a cationic polymerizable functional group, for example, at least one kind such as an aromatic diazonium salt, an aromatic sulfonium salt, a metallocene compound, a benzoin sulfonic acid ester, and a freeloxysulfoxonium diallyl iodosyl salt. Can be used.
光重合開始剤の添加量は特に限定されないが、一般に電離放射線硬化型樹脂100質量部に対して0.1〜10質量部程度である。 Although the addition amount of a photoinitiator is not specifically limited, Generally it is about 0.1-10 mass parts with respect to 100 mass parts of ionizing radiation curable resins.
電離放射線硬化型樹脂で凸部を形成する方法としては、例えば、電離放射線硬化型樹脂の溶液をグラビアコート法、ロールコート法、グラビア印刷法、シルクスクリーン印刷法等の塗布法で塗布し、必要により乾燥させた後、電離放射線の照射により硬化させればよい。 As a method for forming a convex portion with an ionizing radiation curable resin, for example, a solution of an ionizing radiation curable resin is applied by a coating method such as a gravure coating method, a roll coating method, a gravure printing method, a silk screen printing method, or the like. After drying by ionizing radiation.
凸部は、平均粒子径が12〜45μmの有機粒子を、凸部を形成する固形分中15〜75質量%含有する。上記有機粒子の含有量が15質量%未満であると触感が不十分となる他、凸部を形成する樹脂組成物のチキソトロピック性が不十分となり、厚盛り印刷による凸部の形成が難しくなる。また、上記有機粒子の含有量が75質量%を超えると、凸部が白化し、意匠感を損なう。上記有機粒子の含有量は、30〜60質量%が好ましい。 A convex part contains 15-75 mass% of organic particles whose average particle diameter is 12-45 micrometers in solid content which forms a convex part. When the content of the organic particles is less than 15% by mass, the tactile sensation becomes insufficient, and the thixotropic property of the resin composition forming the convex portion becomes insufficient, so that it is difficult to form the convex portion by thick printing. . Moreover, when content of the said organic particle exceeds 75 mass%, a convex part will be whitened and a design feeling will be impaired. The content of the organic particles is preferably 30 to 60% by mass.
有機粒子としては特に限定されないが、通常樹脂ビーズが用いられる。樹脂ビーズとしては、例えば、アクリルビーズ、ウレタンビーズ、ナイロンビーズ、スチレンビーズ等が挙げられる。これらの中でも、凸部の白化の抑制、優れた触感の付与の他、凸部の耐傷性を高める観点からは、アクリルビーズ又はウレタンビーズを用いることが好ましく、アクリルビーズを用いることが特に好ましい。また、優れた触感の付与や、凸部の耐傷性を高める観点からは、架橋型の樹脂ビーズを用いることが好ましい。架橋型の樹脂ビーズとしては、具体的には架橋型アクリルビーズ、架橋型ウレタンビーズ等が挙げられる。 Although it does not specifically limit as an organic particle, Usually, a resin bead is used. Examples of the resin beads include acrylic beads, urethane beads, nylon beads, and styrene beads. Among these, it is preferable to use acrylic beads or urethane beads, and it is particularly preferable to use acrylic beads from the viewpoint of enhancing the scratch resistance of the convex portions in addition to suppressing the whitening of the convex portions and imparting excellent tactile sensation. Moreover, it is preferable to use a cross-linked resin bead from the viewpoint of imparting excellent tactile sensation and enhancing the scratch resistance of the convex portion. Specific examples of the crosslinked resin beads include crosslinked acrylic beads and crosslinked urethane beads.
凸部が含有する上記有機粒子は、平均粒子径が12〜45μmである。上記有機粒子の平均粒子径は、15〜30μmが好ましい。有機粒子の平均粒子径が12μm未満であると、優れた触感が得られない。また、有機粒子の平均粒子径が45μmを超えると、生産安定性が低下し、再現性よく所望の形状の凸部を形成することが難しくなる。また、盛上げ印刷によって凸部を形成する場合、インキの転移安定性の観点から、上記有機粒子の平均粒子径は版深の1/2以下とすることが好ましい。なお、本明細書において、平均粒子径は、レーザー回折・散乱法により測定される値である。 The organic particles contained in the protrusions have an average particle diameter of 12 to 45 μm. The average particle diameter of the organic particles is preferably 15 to 30 μm. If the average particle size of the organic particles is less than 12 μm, excellent tactile sensation cannot be obtained. On the other hand, when the average particle diameter of the organic particles exceeds 45 μm, the production stability is lowered, and it becomes difficult to form convex portions having a desired shape with good reproducibility. Moreover, when forming a convex part by heightening printing, it is preferable that the average particle diameter of the said organic particle shall be 1/2 or less of plate depth from a viewpoint of the transfer stability of an ink. In the present specification, the average particle diameter is a value measured by a laser diffraction / scattering method.
凸部は、平均粒子径が12〜45μmの有機粒子以外の微粒子を、本発明の効果を損なわない範囲で含有していてもよい。平均粒子径が12〜45μmの有機粒子以外の微粒子としては、無機粒子や、平均粒子径が上記範囲以外の有機粒子が挙げられる。平均粒子径が12〜45μmの有機粒子以外の微粒子の含有量は、凸部を形成する固形分中5質量%以下とすることが好ましい。また、凸部は平均粒子径が12〜45μmの有機粒子以外の微粒子を実質的に含有しないことが特に好ましい。 The convex portion may contain fine particles other than organic particles having an average particle diameter of 12 to 45 μm within a range not impairing the effects of the present invention. Examples of the fine particles other than the organic particles having an average particle size of 12 to 45 μm include inorganic particles and organic particles having an average particle size other than the above range. The content of fine particles other than organic particles having an average particle size of 12 to 45 μm is preferably 5% by mass or less in the solid content forming the convex portion. Further, it is particularly preferable that the convex portion does not substantially contain fine particles other than organic particles having an average particle diameter of 12 to 45 μm.
(化粧シートの層構成)
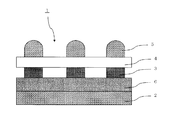
本発明の化粧シートは、基材シート上に、樹脂を含む凸部が少なくとも形成されていれば、その具体的構成(層構成)については限定されない。例えば、基材シート上に、少なくとも絵柄模様層及び透明性樹脂層が積層されており、透明性樹脂層上に、樹脂を含む凸部が形成されている化粧シートが挙げられる。図1に本発明の化粧シートの層構成の上記一例を示す。図1において、本発明の化粧シート1は、基材シート2上に、絵柄模様層3、透明性樹脂層4がこの順に積層されており透明性樹脂層4上に樹脂を含む凸部5が形成されている。また、本発明の化粧シートは、図2のように、基材シート2と絵柄模様層3との間に、更に着色隠蔽層6が形成されていてもよい。
(Layer structure of decorative sheet)
As long as the convex part containing resin is formed at least on the base material sheet, the specific structure (layer structure) of the decorative sheet of the present invention is not limited. For example, a decorative sheet in which at least a pattern layer and a transparent resin layer are laminated on a base sheet, and a convex portion containing a resin is formed on the transparent resin layer can be mentioned. FIG. 1 shows the above example of the layer structure of the decorative sheet of the present invention. In FIG. 1, the decorative sheet 1 of the present invention has a
以下、かかる層構成のシートを代表例として、各層について具体的に説明する。 Hereinafter, each layer will be specifically described by using a sheet having such a layer structure as a representative example.
絵柄模様層
本発明の化粧シートは、必要に応じて絵柄模様層を形成してもよい。絵柄模様層は通常、基材シートのおもて面側に設けられるが、透明性を有する基材シートを用いる場合は基材シートの裏面側に設けてもよい。なお、本発明の化粧シートにおいては、絵柄模様層と、上記凸部とが同調している構成とすることにより、より意匠性に優れた化粧シートとなる。具体的には、図1及び図2に示されるように、絵柄模様層の絵柄が形成された部分に凸部が同調した構成であってもよいし、逆に絵柄模様層の絵柄が形成されていない部分に凸部が同調した構成であってもよい。
Pattern Pattern Layer The decorative sheet of the present invention may form a pattern pattern layer as necessary. The pattern layer is usually provided on the front side of the base sheet, but may be provided on the back side of the base sheet when a transparent base sheet is used. In addition, in the decorative sheet of this invention, it becomes a decorative sheet excellent in the designability by setting it as the structure which the pattern pattern layer and the said convex part synchronize. Specifically, as shown in FIG. 1 and FIG. 2, a configuration in which convex portions are synchronized with a portion where the pattern of the pattern layer is formed, or conversely, a pattern of the pattern layer is formed. The convex part may synchronize with the part which is not.
絵柄模様層は、化粧シートに意匠性を付与する。絵柄模様としては、例えば木目模様、石目模様、砂目模様、タイル貼模様、煉瓦積模様、布目模様、皮絞模様、幾何学図形、文字、記号、抽象模様、草花模様等が挙げられ、目的に応じて選択できる。 The design pattern layer imparts design properties to the decorative sheet. Examples of the design pattern include a grain pattern, a stone pattern, a grain pattern, a tiled pattern, a brickwork pattern, a cloth pattern, a leather pattern, a geometric figure, a character, a symbol, an abstract pattern, a flower pattern, etc. You can choose according to your purpose.
絵柄模様層は、例えば、絵柄模様を印刷することで形成できる。印刷手法としては、グラビア印刷、フレキソ印刷、シルクスクリーン印刷、オフセット印刷等が挙げられる。印刷インキとしては、着色剤、結着材樹脂、溶剤を含む印刷インキが使用できる。これらのインキは公知又は市販のものを使用してもよい。 The pattern pattern layer can be formed, for example, by printing a pattern pattern. Examples of printing methods include gravure printing, flexographic printing, silk screen printing, offset printing, and the like. As the printing ink, a printing ink containing a colorant, a binder resin, and a solvent can be used. These inks may be known or commercially available.
着色剤としては特に限定されず、公知の無機顔料又は有機顔料を用いることができる。無機顔料としては、例えば、酸化チタン、亜鉛華、カーボンブラック、黒色酸化鉄、黄色酸化鉄、黄鉛、モリブデートオレンジ、カドミウムイエロー、ニッケルチタンイエロー、クロムチタンイエロー、酸化鉄(弁柄)、カドミウムレッド、群青、紺青、コバルトブルー、酸化クロム、コバルトグリーン、アルミニウム粉、ブロンズ粉、雲母チタン、硫化亜鉛等が挙げられる。また、有機顔料としては、例えば、アニリンブラック、ペリレンブラック、アゾ系(アゾレーキ、不溶性アゾ、縮合アゾ)、多環式(イソインドリノン、イソインドリン、キノフタロン、ペリノン、フラバントロン、アントラピリミジン、アントラキノン、キナクリドン、ペリレン、ジケトピロロピロール、ジブロムアンザントロン、ジオキサジン、チオインジゴ、フタロシアニン、インダントロン、ハロゲン化フタロシアニン)等が挙げられる。顔料の含有量は、樹脂成分100質量部に対して10〜100質量部程度が好ましく、15〜50質量部程度がより好ましい。 It does not specifically limit as a coloring agent, A well-known inorganic pigment or organic pigment can be used. Inorganic pigments include, for example, titanium oxide, zinc white, carbon black, black iron oxide, yellow iron oxide, yellow lead, molybdate orange, cadmium yellow, nickel titanium yellow, chrome titanium yellow, iron oxide (valve), and cadmium. Examples thereof include red, ultramarine blue, bitumen, cobalt blue, chromium oxide, cobalt green, aluminum powder, bronze powder, titanium mica, and zinc sulfide. Examples of the organic pigment include aniline black, perylene black, azo (azo lake, insoluble azo, condensed azo), polycyclic (isoindolinone, isoindoline, quinophthalone, perinone, flavantron, anthrapyrimidine, anthraquinone, Quinacridone, perylene, diketopyrrolopyrrole, dibromoanthanthrone, dioxazine, thioindigo, phthalocyanine, indanthrone, halogenated phthalocyanine). About 10-100 mass parts is preferable with respect to 100 mass parts of resin components, and, as for content of a pigment, about 15-50 mass parts is more preferable.
結着材樹脂は、基材シートの種類に応じて設定できる。例えば、アクリル系樹脂、スチレン系樹脂、ポリエステル系樹脂、ウレタン系樹脂、塩素化ポリオレフィン系樹脂、塩化ビニル−酢酸ビニル共重合体系樹脂、ポリビニルブチラール樹脂、アルキド系樹脂、石油系樹脂、ケトン樹脂、エポキシ系樹脂、メラミン系樹脂、フッ素系樹脂、シリコーン系樹脂、繊維素誘導体、ゴム系樹脂等が挙げられる。 The binder resin can be set according to the type of the base sheet. For example, acrylic resin, styrene resin, polyester resin, urethane resin, chlorinated polyolefin resin, vinyl chloride-vinyl acetate copolymer resin, polyvinyl butyral resin, alkyd resin, petroleum resin, ketone resin, epoxy Resin, melamine resin, fluorine resin, silicone resin, fiber derivative, rubber resin and the like.
溶剤(又は分散媒)としては、例えば、ヘキサン、ヘプタン、オクタン、トルエン、キシレン、エチルベンゼン、シクロヘキサン、メチルシクロヘキサン等の石油系有機溶剤;酢酸エチル、酢酸ブチル、酢酸−2−メトキシエチル、酢酸−2−エトキシエチル等のエステル系有機溶剤;メチルアルコール、エチルアルコール、ノルマルプロピルアルコール、イソプロピルアルコール、イソブチルアルコール、エチレングリコール、プロピレングリコール等のアルコール系有機溶剤;アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系有機溶剤;ジエチルエーテル、ジオキサン、テトラヒドロフラン等のエーテル系有機溶剤、;ジクロロメタン、四塩化炭素、トリクロロエチレン、テトラクロロエチレン等の塩素系有機溶剤;水などが挙げられる。これらの溶剤(又は分散媒)は、単独又は混合物の状態で使用できる。 Examples of the solvent (or dispersion medium) include petroleum organic solvents such as hexane, heptane, octane, toluene, xylene, ethylbenzene, cyclohexane, and methylcyclohexane; ethyl acetate, butyl acetate, 2-methoxyethyl acetate, and acetic acid-2 -Ester-based organic solvents such as ethoxyethyl; alcohol-based organic solvents such as methyl alcohol, ethyl alcohol, normal propyl alcohol, isopropyl alcohol, isobutyl alcohol, ethylene glycol, propylene glycol; ketones such as acetone, methyl ethyl ketone, methyl isobutyl ketone, and cyclohexanone Organic solvents; ether organic solvents such as diethyl ether, dioxane, tetrahydrofuran; dichloromethane, carbon tetrachloride, trichloroethylene, tetrachloroethylene Chlorinated organic solvents; and water. These solvents (or dispersion media) can be used alone or in the form of a mixture.
絵柄模様層の厚みは、絵柄模様の種類より異なるが、一般には0.1〜20μm程度とすることが好ましい。 The thickness of the design pattern layer is different from the type of design pattern, but is generally preferably about 0.1 to 20 μm.
透明性樹脂層
本発明の化粧シートは、絵柄模様層上に艶調整等を目的として、透明性樹脂層を形成してもよい。透明性樹脂層は、透明性のものであれば特に限定されず、無色透明、着色透明、半透明等のいずれも含む。前記透明性樹脂層を構成する樹脂としては、例えば、フェノール樹脂、尿素樹脂、ジアリルフタレート、メラミン樹脂、グアナミン樹脂、不飽和ポリエステル樹脂、ポリウレタン樹脂、エポキシ樹脂、アミノアルキッド樹脂、メラミン−尿素共縮合体、珪素樹脂、ポリシロキサン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリエチレン、ポリプロピレン、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、エチレン・アクリル酸エステル共重合体、アイオノマー、ポリメチルペンテン、アクリル酸エステル、メタアクリル酸エステル、ポリカーボネート、セルローストリアセテート等を挙げることができる。また、上述の電離放射線硬化型樹脂を用いてもよい。これら樹脂は単独で又は2種以上を組み合わせて用いることができる。
Transparent resin layer In the decorative sheet of the present invention, a transparent resin layer may be formed on the pattern layer for the purpose of adjusting gloss. The transparent resin layer is not particularly limited as long as it is transparent, and includes any of colorless and transparent, colored and transparent, and translucent. Examples of the resin constituting the transparent resin layer include phenol resin, urea resin, diallyl phthalate, melamine resin, guanamine resin, unsaturated polyester resin, polyurethane resin, epoxy resin, aminoalkyd resin, and melamine-urea cocondensate. , Silicon resin, polysiloxane, polyethylene terephthalate, polybutylene terephthalate, polyamide, polyethylene, polypropylene, ethylene / vinyl acetate copolymer, ethylene / acrylic acid copolymer, ethylene / acrylic acid ester copolymer, ionomer, polymethylpentene , Acrylic acid ester, methacrylic acid ester, polycarbonate, cellulose triacetate and the like. Moreover, you may use the above-mentioned ionizing radiation curable resin. These resins can be used alone or in combination of two or more.
透明性樹脂層には、艶調整の為に、シリカ、アルミナ、カオリン等の微粒子、ウレタンビーズ、アクリルビーズ等のビーズを添加してもよい。 To adjust the gloss, the transparent resin layer may contain fine particles such as silica, alumina and kaolin, and beads such as urethane beads and acrylic beads.
なお、透明性樹脂層は、透明性を有する限り着色されていても良いが、特に着色剤を配合しない方が望ましい。 The transparent resin layer may be colored as long as it has transparency, but it is particularly desirable not to add a colorant.
透明性樹脂層の厚みは、通常は5〜50μm程度であるが、化粧シートの用途等に応じて上記範囲を超えてもよい。 The thickness of the transparent resin layer is usually about 5 to 50 μm, but may exceed the above range depending on the use of the decorative sheet.
着色隠蔽層
基材シート上には、必要に応じて着色隠蔽層を形成してもよい。着色隠蔽層は、基材シート上に全面ベタ印刷層として形成される。着色隠蔽層は、例えば、顔料及び結着材樹脂を含む層とすることができる。この着色隠蔽層は、例えば、着色材、結着材樹脂、溶剤を含む印刷インキを使用し、グラビア印刷、フレキソ印刷、シルクスクリーン印刷、オフセット印刷等の既知の印刷法により形成できる。これらのインキは公知又は市販のものを使用してもよい。
A colored concealment layer may be formed on the colored concealment layer base sheet as necessary. The colored concealing layer is formed as a whole surface solid printing layer on the base material sheet. The colored hiding layer can be, for example, a layer containing a pigment and a binder resin. This colored hiding layer can be formed by a known printing method such as gravure printing, flexographic printing, silk screen printing, or offset printing using, for example, a printing ink containing a coloring material, a binder resin, and a solvent. These inks may be known or commercially available.
着色材、結着剤樹脂及び溶剤は、上述の絵柄模様層に用いられるものを用いることができる。また、着色隠蔽層の厚みは、1〜10μm程度が好ましい。 As the colorant, the binder resin, and the solvent, those used in the above-described pattern layer can be used. The thickness of the colored concealing layer is preferably about 1 to 10 μm.
プライマー層
基材シート、着色隠蔽性、絵柄模様層又は透明性樹脂層の上には、凸部との密着性を向上させること等を目的として、必要に応じてプライマー層を形成してもよい。
A primer layer may be formed as necessary on the primer layer substrate sheet, the color concealing property, the pattern layer or the transparent resin layer for the purpose of improving the adhesion to the convex portion, etc. .
プライマー層に含有される樹脂としては、例えば、アクリル、塩化ビニル−酢酸ビニル共重合体、ポリエステル、ポリウレタン、塩素化ポリプロピレン、塩素化ポリエチレン等を使用することができるが、特にアクリル、塩素化ポリプロピレン等が望ましい。 As the resin contained in the primer layer, for example, acrylic, vinyl chloride-vinyl acetate copolymer, polyester, polyurethane, chlorinated polypropylene, chlorinated polyethylene, and the like can be used. Particularly, acrylic, chlorinated polypropylene, etc. Is desirable.
アクリルとしては、例えば、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸プロピル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル−(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸エチル−(メタ)アクリル酸ブチル共重合体、エチレン−(メタ)アクリル酸メチル共重合体、スチレン−(メタ)アクリル酸メチル共重合体等の(メタ)アクリル酸エステルを含む単独又は共重合体からなるアクリル樹脂が挙げられる。 Examples of the acrylic include, for example, poly (meth) methyl acrylate, poly (meth) ethyl acrylate, poly (meth) acrylate propyl, poly (meth) acrylate butyl, and (meth) acrylate methyl- (meth) acrylic acid. (Meth) such as butyl copolymer, (meth) ethyl acrylate- (meth) butyl acrylate copolymer, ethylene- (meth) methyl acrylate copolymer, styrene- (meth) methyl acrylate copolymer An acrylic resin made of a homopolymer or a copolymer containing an acrylate ester may be mentioned.
ポリウレタンとはポリオール(多価アルコール)を主剤とし、イソシアネートを架橋剤(硬化剤)とする組成物である。 Polyurethane is a composition having a polyol (polyhydric alcohol) as a main component and an isocyanate as a crosslinking agent (curing agent).
ポリオールとしては、分子中に2個以上の水酸基を有するもので、例えば、ポリエチレングリコール、ポリプロピレングリコール、アクリルポリオール、ポリエステルポリオール、ポリエーテルポリオール等が用いられる。 As the polyol, one having two or more hydroxyl groups in the molecule, for example, polyethylene glycol, polypropylene glycol, acrylic polyol, polyester polyol, polyether polyol and the like are used.
また、イソシアネートとしては、分子中に2個以上のイソシアネート基を有する多価イソシアネートが用いられる。例えば、2−4トリレンジイソシアネート、キシレンジイソシアネート、4−4ジフェニルメタンジイソシアネート等の芳香族イソシアネート、或いはヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート等の脂肪族(又は脂環族)イソシアネートが用いられる。 As the isocyanate, a polyvalent isocyanate having two or more isocyanate groups in the molecule is used. For example, aromatic isocyanate such as 2-4 tolylene diisocyanate, xylene diisocyanate, 4-4 diphenylmethane diisocyanate, or aliphatic (or alicyclic) such as hexamethylene diisocyanate, isophorone diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate ) Isocyanates are used.
プライマー層の厚さは限定的ではないが、0.1〜10μm程度が好ましく、0.1〜5μm程度がより好ましい。 Although the thickness of a primer layer is not limited, about 0.1-10 micrometers is preferable and about 0.1-5 micrometers is more preferable.
裏面プライマー層
基材シートの裏面(凸部が形成される面とは反対側の面)には、必要に応じて、裏面プライマー層を設けてもよい。裏面プライマー層は、本発明の化粧シートと被着材とを積層して化粧板を作製する際に効果的である。
You may provide a back surface primer layer in the back surface (surface on the opposite side to the surface in which a convex part is formed) of a back surface primer layer base material sheet as needed. The back primer layer is effective when a decorative sheet is produced by laminating the decorative sheet of the present invention and the adherend.
裏面プライマー層は、公知のプライマー剤を基材シートに塗布することにより形成できる。プライマー剤としては、例えば、アクリル変性ウレタン樹脂(アクリルウレタン系樹脂)等からなるウレタン樹脂系プライマー剤、ウレタン−セルロース系樹脂(例えば、ウレタンと硝化綿の混合物にヘキサメチレンジイソシアネートを添加してなる樹脂)からなるプライマー剤、アクリルとウレタンのブロック共重合体からなる樹脂系プライマー剤等が挙げられる。プライマー剤には、必要に応じて、添加剤を配合してもよい。添加剤としては、例えば、炭酸カルシウム、クレー等の充填剤、水酸化マグネシウム等の難燃剤、酸化防止剤、滑剤、発泡剤、紫外線吸収剤、光安定剤などが挙げられる。添加剤の配合量は、製品特性に応じて適宜設定できる。 A back surface primer layer can be formed by apply | coating a well-known primer agent to a base material sheet. Examples of the primer agent include a urethane resin-based primer agent made of an acrylic-modified urethane resin (acrylic urethane-based resin), a urethane-cellulose resin (for example, a resin obtained by adding hexamethylene diisocyanate to a mixture of urethane and nitrified cotton) ), A resinous primer agent made of a block copolymer of acrylic and urethane, and the like. You may mix | blend an additive with a primer agent as needed. Examples of the additive include fillers such as calcium carbonate and clay, flame retardants such as magnesium hydroxide, antioxidants, lubricants, foaming agents, ultraviolet absorbers, and light stabilizers. The blending amount of the additive can be appropriately set according to the product characteristics.
プライマー剤の塗布量は特に限定されないが、通常0.1〜100g/m2程度、好ましくは0.1〜50g/m2程度である。また、裏面プライマー層の厚みは特に限定されないが、通常0.01〜10μm程度、好ましくは0.1〜1μm程度である。 The application amount of the primer agent is not particularly limited, but is usually about 0.1 to 100 g / m 2 , preferably about 0.1 to 50 g / m 2 . The thickness of the back primer layer is not particularly limited, but is usually about 0.01 to 10 μm, preferably about 0.1 to 1 μm.
2.化粧板
上記化粧シートを被着材上に貼着することにより、化粧板とすることができる。被着材は、限定的でなく、公知の化粧板に用いられるものと同様のものを用いることができる。上記被着材としては、例えば、木質材、金属、セラミックス、プラスチックス、ガラス等が挙げられる。特に、上記化粧シートは、木質材に好適に使用することができる。木質材としては、具体的には、杉、檜、欅、松、ラワン、チーク、メラピー等の各種素材から作られた突板、木材単板、木材合板、パーティクルボード、中密度繊維板(MDF)、チップボード、又はチップボードが積層された複合基材等が挙げられる。上記木質材としては、木材合板、パーティクルボード、中密度繊維板(MDF)を用いることが好ましい。
2. Decorative plate By adhering the decorative sheet to an adherend, a decorative plate can be obtained. The adherend is not limited, and the same materials as those used for known decorative panels can be used. Examples of the adherend include wood materials, metals, ceramics, plastics, and glass. In particular, the decorative sheet can be suitably used for a wood material. Specific examples of wood materials include veneer, wood veneer, wood plywood, particle board, medium density fiberboard (MDF) made from various materials such as cedar, firewood, firewood, pine, lawan, teak, and melapie. , Chip boards, or composite substrates on which chip boards are laminated. As the wood material, wood plywood, particle board, medium density fiber board (MDF) is preferably used.
化粧シートを被着材上に貼着する方法は限定的でないが、被着材上に接着剤を介して化粧シートを積層後、加圧する方法等が通常採用される。接着剤は、被着材の種類等に応じて公知の接着剤から適宜選択すればよい。例えば、ポリ酢酸ビニル、ポリ塩化ビニル、塩化ビニル−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、アイオノマー等のほか、ブタジエン−アクリロニトリルゴム、ネオプレンゴム、天然ゴム等が挙げられる。これら接着剤は、単独で又は2種以上を組み合わせて用いる。 Although the method for sticking the decorative sheet on the adherend is not limited, a method of applying a pressure after laminating the decorative sheet on the adherend via an adhesive is usually employed. What is necessary is just to select an adhesive agent suitably from well-known adhesive agents according to the kind etc. of to-be-adhered material. Examples include polyvinyl acetate, polyvinyl chloride, vinyl chloride-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ionomer, butadiene-acrylonitrile rubber, neoprene rubber, natural rubber, and the like. These adhesives are used alone or in combination of two or more.
このようにして製造された化粧板は、例えば、壁、天井、床等の建築物の内装材;バルコニー、ベランダ等の外装材;窓枠、扉、手すり等の建具の表面化粧板や家具;又は弱電、OA機器等のキャビネットの表面化粧板等に用いることができる。 The decorative board manufactured in this way includes, for example, interior materials for buildings such as walls, ceilings, and floors; exterior materials such as balconies and verandas; surface decorative boards and furniture for furniture such as window frames, doors, and handrails; Alternatively, it can be used for a surface decorative plate of a cabinet such as a light electric or OA device.
3.化粧シートの製造方法
化粧シートの製造方法としては、例えば、基材シートの上に少なくとも樹脂を含む凸部を形成する製造方法が挙げられる。
3. Manufacturing method of decorative sheet As a manufacturing method of a decorative sheet, for example, a manufacturing method of forming a convex part including at least a resin on a base sheet can be mentioned.
熱硬化型樹脂で凸部を形成する方法は、例えば、熱硬化型樹脂の溶液をロールコート法、グラビアコート法等の塗布法で塗布し、乾燥・硬化させる方法が挙げられる。また、電離放射線硬化型樹脂で凸部を形成する方法としては、例えば、電離放射線硬化型樹脂の溶液をグラビアコート法、ロールコート法等の塗布法で塗布し、電離放射線を照射する方法が挙げられる。 Examples of the method for forming the convex portion with the thermosetting resin include a method in which a solution of the thermosetting resin is applied by a coating method such as a roll coating method or a gravure coating method, followed by drying and curing. Moreover, as a method of forming a convex part with ionizing radiation curable resin, the method of apply | coating the solution of ionizing radiation curable resin by application methods, such as a gravure coat method and a roll coat method, and irradiating ionizing radiation is mentioned, for example. It is done.
本発明の化粧シートが着色隠蔽層、絵柄模様層、プライマー層及び透明性樹脂層を有する場合には、これらの層を形成するための樹脂組成物を、グラビア印刷、フレキソ印刷、シルクスクリーン印刷、オフセット印刷等の既知の印刷法により塗布して形成した後、最表面層上に凸部を形成すればよい。 When the decorative sheet of the present invention has a colored concealing layer, a pattern layer, a primer layer, and a transparent resin layer, the resin composition for forming these layers is gravure printing, flexographic printing, silk screen printing, What is necessary is just to form a convex part on an outermost surface layer, after apply | coating and forming by known printing methods, such as offset printing.
以下に実施例及び比較例を示して本発明を具体的に説明する。但し、本発明は実施例に限定されない。 The present invention will be specifically described below with reference to examples and comparative examples. However, the present invention is not limited to the examples.
実施例1〜6、及び比較例1、2
(化粧シートの作製)
基材シートとして、米秤量30g/m2の建材用一般紙を用意し、その片面にアクリル樹脂をバインダーとし、チタン白、弁柄、黄鉛を着色剤とするインキを用いて全面ベタ層をグラビア印刷にて施して着色隠蔽層とした。その上にニトロセルロース樹脂とアルキド樹脂をバインダーとし、弁柄を主成分とする着色剤を含有するインキを用いて、木目模様の絵柄模様層をグラビア印刷にて形成した。着色隠蔽層、及び絵柄模様層の厚みはそれぞれ7μm、4μmとした。
Examples 1 to 6 and Comparative Examples 1 and 2
(Production of decorative sheet)
As a base material sheet, a general paper for building materials with a rice weighing of 30 g / m 2 is prepared, and a solid layer is formed on the entire surface using ink containing acrylic resin as a binder, titanium white, petal, and chrome lead as colorants. It was applied by gravure printing to give a colored hiding layer. A woodgrain pattern pattern layer was formed by gravure printing using an ink containing a nitrocellulose resin and an alkyd resin as a binder and a colorant mainly composed of a dial. The thicknesses of the colored masking layer and the pattern layer were 7 μm and 4 μm, respectively.
次いで、主剤としてアクリルポリオール樹脂、硬化剤としてトリレンジイシシアネート及びヘキサメチレンジイソシアネート、艶消し剤としてシリカ粒子を含有した2液硬化型アクリルウレタン樹脂組成物を調製し、全面にグラビア印刷して透明性樹脂層を形成した。透明性樹脂層の厚みは10μmとした。 Next, a two-part curable acrylic urethane resin composition containing an acrylic polyol resin as a main agent, tolylene diisocyanate and hexamethylene diisocyanate as a curing agent, and silica particles as a matting agent is prepared, and is transparent by gravure printing on the entire surface A resin layer was formed. The thickness of the transparent resin layer was 10 μm.
次いで、主剤としてアクリルポリオール樹脂、硬化剤としてヘキサメチレンジイソシアネート、及び表1に示す微粒子を含有した2液硬化型アクリルウレタン樹脂組成物を調製し、絵柄模様層の木目模様の導管部分に同調するパターンを有する版深90μmのグラビア版を用いた盛上げ印刷により塗工して凸部を形成した。 Next, a two-component curable acrylic urethane resin composition containing an acrylic polyol resin as a main agent, hexamethylene diisocyanate as a curing agent, and the fine particles shown in Table 1 is prepared, and a pattern synchronized with the wood grain pattern conduit portion of the pattern layer A convex portion was formed by coating by build-up printing using a gravure plate having a plate depth of 90 μm.
最後に、70℃で24時間の養生を行い、化粧シートを得た。
(化粧板の作製)
厚さ2.5mmの中密度繊維板(MDF)の一方の面に酢酸ビニル系の接着剤(中央理化工業(株)製:リカボンドBA−10L(100重量部)に対してBA−11B(2.5重量部)を添加した接着剤)をロールコート法にて乾燥後に55g/m2となるように塗工し、上記化粧シートの基材シート側の面が接着剤の塗工面と対向するように積層した。次いで、40℃、1470kPaの条件で30秒間のプレス加工を行い、MDF上に化粧シートを貼着した。最後に室温で24時間の養生を行い、化粧板を得た。
Finally, curing was performed at 70 ° C. for 24 hours to obtain a decorative sheet.
(Production of decorative board)
A vinyl acetate adhesive (manufactured by Chuo Rika Kogyo Co., Ltd .: Rikabond BA-10L (100 parts by weight) on one side of a medium density fiberboard (MDF) with a thickness of 2.5 mm, BA-11B (2 .5 parts by weight) of the adhesive) is applied by a roll coating method so that the amount is 55 g / m 2 after drying, and the surface of the decorative sheet on the base sheet side is opposite to the surface of the adhesive. The layers were laminated as follows. Next, press working was performed for 30 seconds under the conditions of 40 ° C. and 1470 kPa, and a decorative sheet was stuck on the MDF. Finally, curing was performed at room temperature for 24 hours to obtain a decorative board.
上記実施例及び比較例の化粧シート及び化粧板について、下記評価を行った。 The following evaluation was performed about the decorative sheet and decorative board of the said Example and comparative example.
凸部の高さ
化粧シートの断面を走査型電子顕微鏡(SEM)で観察して凸部の高さを測定し、5点の平均値を算出した。結果を以下の基準に従い、表1に示す。
3:15μm以上
2:10μm以上15μm未満
1:10μm未満
触感
化粧シート及び化粧板の表面を手で触って触感を判定し、下記評価基準に従って評価した。結果を表1に示す。
3:立体感をはっきりと感じられ、質感の高い触感が得られた。
2:立体感が感じられた。
1:立体感が乏しく、触感が平面的であった。
Height of convex part The cross section of the decorative sheet was observed with a scanning electron microscope (SEM), the height of the convex part was measured, and an average value of five points was calculated. The results are shown in Table 1 according to the following criteria.
3: 15 μm or more 2: 10 μm or more and less than 15 μm 1: less than 10 μm
The tactile sensation sheet and the surface of the decorative board were touched by hand to determine the tactile sensation, and evaluated according to the following evaluation criteria. The results are shown in Table 1.
3: A three-dimensional feeling was clearly felt, and a tactile sensation with a high texture was obtained.
2: A three-dimensional feeling was felt.
1: The stereoscopic effect was poor and the tactile sensation was flat.
白濁感
蛍光灯(パナソニック(株)製 演色AA昼光色、D6500K)の光源下にて、化粧板の凸部を目視で確認し、下記評価基準に従って評価した。結果を表1に示す。
3:白濁感が無く、意匠感が良好であった。
2:白濁感が軽微で、意匠感をあまり損なわなかった。
1:白濁感が大きく、意匠感を損ねるものであった。
The convex part of the decorative board was visually confirmed under a light source of a white turbid fluorescent lamp (color rendering AA daylight color, D6500K, manufactured by Panasonic Corporation), and evaluated according to the following evaluation criteria. The results are shown in Table 1.
3: There was no cloudiness and the design feeling was good.
2: The cloudiness was slight and the design feeling was not significantly impaired.
1: A feeling of cloudiness was large, and the design feeling was impaired.

1.化粧シート
2.基材シート
3.絵柄模様層
4.透明性樹脂層
5.樹脂を含む凸部
6.着色隠蔽層
1. Cosmetic sheet 2. 2. base material
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015085128A JP6627249B2 (en) | 2015-04-17 | 2015-04-17 | Decorative sheet and veneer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015085128A JP6627249B2 (en) | 2015-04-17 | 2015-04-17 | Decorative sheet and veneer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016203432A true JP2016203432A (en) | 2016-12-08 |
| JP6627249B2 JP6627249B2 (en) | 2020-01-08 |
Family
ID=57486483
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015085128A Active JP6627249B2 (en) | 2015-04-17 | 2015-04-17 | Decorative sheet and veneer |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6627249B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018167435A (en) * | 2017-03-29 | 2018-11-01 | 大日本印刷株式会社 | Decorative sheet |
| JP2018199240A (en) * | 2017-05-26 | 2018-12-20 | 凸版印刷株式会社 | Decorative sheet |
| JP2019177524A (en) * | 2018-03-30 | 2019-10-17 | 大日本印刷株式会社 | Decorative material |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0732568A (en) * | 1993-07-20 | 1995-02-03 | Dainippon Printing Co Ltd | Tuning uneven pattern decorative sheet |
| JP2007062293A (en) * | 2005-09-02 | 2007-03-15 | Toto Ltd | Composite material, coating solution and manufacturing method of composite material |
| JP2008087269A (en) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2008238601A (en) * | 2007-03-27 | 2008-10-09 | Dainippon Printing Co Ltd | Decorative sheet |
| WO2008129667A1 (en) * | 2007-04-17 | 2008-10-30 | Sakae Gravure Printing Co., Ltd. | Decorative sheet |
| JP2009029089A (en) * | 2007-07-30 | 2009-02-12 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2013067038A (en) * | 2011-09-21 | 2013-04-18 | Dainippon Printing Co Ltd | Decorative sheet for floor and method for manufacturing the same |
-
2015
- 2015-04-17 JP JP2015085128A patent/JP6627249B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0732568A (en) * | 1993-07-20 | 1995-02-03 | Dainippon Printing Co Ltd | Tuning uneven pattern decorative sheet |
| JP2007062293A (en) * | 2005-09-02 | 2007-03-15 | Toto Ltd | Composite material, coating solution and manufacturing method of composite material |
| JP2008087269A (en) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2008238601A (en) * | 2007-03-27 | 2008-10-09 | Dainippon Printing Co Ltd | Decorative sheet |
| WO2008129667A1 (en) * | 2007-04-17 | 2008-10-30 | Sakae Gravure Printing Co., Ltd. | Decorative sheet |
| JP2009029089A (en) * | 2007-07-30 | 2009-02-12 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2013067038A (en) * | 2011-09-21 | 2013-04-18 | Dainippon Printing Co Ltd | Decorative sheet for floor and method for manufacturing the same |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018167435A (en) * | 2017-03-29 | 2018-11-01 | 大日本印刷株式会社 | Decorative sheet |
| JP2018199240A (en) * | 2017-05-26 | 2018-12-20 | 凸版印刷株式会社 | Decorative sheet |
| JP6992282B2 (en) | 2017-05-26 | 2022-01-13 | 凸版印刷株式会社 | Cosmetic sheet |
| JP2019177524A (en) * | 2018-03-30 | 2019-10-17 | 大日本印刷株式会社 | Decorative material |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6627249B2 (en) | 2020-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7180743B2 (en) | Decorative sheets, decorative boards and decorative resin moldings | |
| KR101733369B1 (en) | Decorative sheet, and decorative member in which same is used | |
| JP7103224B2 (en) | Decorative sheet and decorative board | |
| JP6540029B2 (en) | Decorative sheet and decorative board using the same | |
| WO2016151899A1 (en) | Sheet | |
| JP5151107B2 (en) | Decorative sheet | |
| JP5533937B2 (en) | Decorative sheet | |
| JP6627249B2 (en) | Decorative sheet and veneer | |
| JP6307792B2 (en) | Decorative sheet and method for producing the same | |
| JP6935163B2 (en) | Sheet and veneer | |
| JP5120309B2 (en) | Decorative sheet and decorative board using the same | |
| JP4725067B2 (en) | Cosmetic material | |
| JP6679834B2 (en) | Decorative sheet and veneer | |
| JP6221288B2 (en) | Decorative sheet and decorative board using the same | |
| KR101456731B1 (en) | Decorative sheet and decorative plate using the decorative sheet | |
| JP6617424B2 (en) | Decorative sheet and decorative board | |
| JP6582497B2 (en) | Decorative sheet | |
| JP7225635B2 (en) | decorative material | |
| JP6786821B2 (en) | How to make a veneer | |
| JP5344077B2 (en) | Decorative sheet and decorative board using the same | |
| KR20210124264A (en) | cremation material | |
| JP6716877B2 (en) | Veneer | |
| JP5348307B2 (en) | Decorative sheet and decorative board using the same | |
| JP2022099749A (en) | Decorative material | |
| JP5120308B2 (en) | Decorative sheet and decorative board using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181227 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190809 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20190820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6627249 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |