WO2024075840A1 - Surface-treated steel sheet - Google Patents
Surface-treated steel sheet Download PDFInfo
- Publication number
- WO2024075840A1 WO2024075840A1 PCT/JP2023/036561 JP2023036561W WO2024075840A1 WO 2024075840 A1 WO2024075840 A1 WO 2024075840A1 JP 2023036561 W JP2023036561 W JP 2023036561W WO 2024075840 A1 WO2024075840 A1 WO 2024075840A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- coating
- mass
- concentration
- interface
- less
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 134
- 239000010959 steel Substances 0.000 title claims abstract description 134
- 238000000576 coating method Methods 0.000 claims abstract description 199
- 239000011248 coating agent Substances 0.000 claims abstract description 198
- 238000007747 plating Methods 0.000 claims abstract description 122
- 229910052725 zinc Inorganic materials 0.000 claims description 22
- 229910052749 magnesium Inorganic materials 0.000 claims description 15
- 238000004458 analytical method Methods 0.000 claims description 14
- 229910052719 titanium Inorganic materials 0.000 claims description 13
- 229910052720 vanadium Inorganic materials 0.000 claims description 13
- 229910052726 zirconium Inorganic materials 0.000 claims description 12
- 229910052782 aluminium Inorganic materials 0.000 claims description 11
- 229910052731 fluorine Inorganic materials 0.000 claims description 8
- 229910052760 oxygen Inorganic materials 0.000 claims description 8
- 229910052710 silicon Inorganic materials 0.000 claims description 8
- 229910052799 carbon Inorganic materials 0.000 claims description 7
- 229910052698 phosphorus Inorganic materials 0.000 claims description 6
- 238000012937 correction Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 7
- 238000005260 corrosion Methods 0.000 description 58
- 230000007797 corrosion Effects 0.000 description 58
- 239000011701 zinc Substances 0.000 description 57
- 239000011777 magnesium Substances 0.000 description 54
- 239000000126 substance Substances 0.000 description 46
- 238000006243 chemical reaction Methods 0.000 description 28
- 239000000243 solution Substances 0.000 description 23
- 238000010438 heat treatment Methods 0.000 description 22
- 238000012360 testing method Methods 0.000 description 17
- 239000010936 titanium Substances 0.000 description 17
- 238000000034 method Methods 0.000 description 16
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 15
- 239000007788 liquid Substances 0.000 description 14
- 229910052751 metal Inorganic materials 0.000 description 14
- 239000000203 mixture Substances 0.000 description 14
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 13
- 241001163841 Albugo ipomoeae-panduratae Species 0.000 description 12
- 229910001297 Zn alloy Inorganic materials 0.000 description 12
- 230000004888 barrier function Effects 0.000 description 12
- 239000002184 metal Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 11
- 238000007739 conversion coating Methods 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 150000001875 compounds Chemical class 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 6
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 6
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 229910017604 nitric acid Inorganic materials 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- 239000007921 spray Substances 0.000 description 5
- 239000002253 acid Substances 0.000 description 4
- 239000010960 cold rolled steel Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- GNTDGMZSJNCJKK-UHFFFAOYSA-N divanadium pentaoxide Chemical compound O=[V](=O)O[V](=O)=O GNTDGMZSJNCJKK-UHFFFAOYSA-N 0.000 description 4
- 239000012535 impurity Substances 0.000 description 4
- 239000003112 inhibitor Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 3
- 239000007864 aqueous solution Substances 0.000 description 3
- 239000008119 colloidal silica Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 3
- 238000010406 interfacial reaction Methods 0.000 description 3
- -1 oxides Chemical class 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 239000012756 surface treatment agent Substances 0.000 description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 3
- HNUKTDKISXPDPA-UHFFFAOYSA-N 2-oxopropyl Chemical compound [CH2]C(C)=O HNUKTDKISXPDPA-UHFFFAOYSA-N 0.000 description 2
- 229910018085 Al-F Inorganic materials 0.000 description 2
- 229910018179 Al—F Inorganic materials 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- 229910021551 Vanadium(III) chloride Inorganic materials 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000002131 composite material Chemical class 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004453 electron probe microanalysis Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 238000000921 elemental analysis Methods 0.000 description 2
- 150000002222 fluorine compounds Chemical class 0.000 description 2
- 150000004679 hydroxides Chemical class 0.000 description 2
- 238000010884 ion-beam technique Methods 0.000 description 2
- ORUIBWPALBXDOA-UHFFFAOYSA-L magnesium fluoride Chemical class [F-].[F-].[Mg+2] ORUIBWPALBXDOA-UHFFFAOYSA-L 0.000 description 2
- 229910001635 magnesium fluoride Inorganic materials 0.000 description 2
- YIXJRHPUWRPCBB-UHFFFAOYSA-N magnesium nitrate Chemical compound [Mg+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O YIXJRHPUWRPCBB-UHFFFAOYSA-N 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 235000021317 phosphate Nutrition 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- QDZRBIRIPNZRSG-UHFFFAOYSA-N titanium nitrate Chemical compound [O-][N+](=O)O[Ti](O[N+]([O-])=O)(O[N+]([O-])=O)O[N+]([O-])=O QDZRBIRIPNZRSG-UHFFFAOYSA-N 0.000 description 2
- 150000003682 vanadium compounds Chemical class 0.000 description 2
- GRUMUEUJTSXQOI-UHFFFAOYSA-N vanadium dioxide Chemical compound O=[V]=O GRUMUEUJTSXQOI-UHFFFAOYSA-N 0.000 description 2
- HQYCOEXWFMFWLR-UHFFFAOYSA-K vanadium(iii) chloride Chemical compound [Cl-].[Cl-].[Cl-].[V+3] HQYCOEXWFMFWLR-UHFFFAOYSA-K 0.000 description 2
- UUUGYDOQQLOJQA-UHFFFAOYSA-L vanadyl sulfate Chemical compound [V+2]=O.[O-]S([O-])(=O)=O UUUGYDOQQLOJQA-UHFFFAOYSA-L 0.000 description 2
- MFWFDRBPQDXFRC-LNTINUHCSA-N (z)-4-hydroxypent-3-en-2-one;vanadium Chemical compound [V].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O MFWFDRBPQDXFRC-LNTINUHCSA-N 0.000 description 1
- RILZRCJGXSFXNE-UHFFFAOYSA-N 2-[4-(trifluoromethoxy)phenyl]ethanol Chemical compound OCCC1=CC=C(OC(F)(F)F)C=C1 RILZRCJGXSFXNE-UHFFFAOYSA-N 0.000 description 1
- WRAGBEWQGHCDDU-UHFFFAOYSA-M C([O-])([O-])=O.[NH4+].[Zr+] Chemical compound C([O-])([O-])=O.[NH4+].[Zr+] WRAGBEWQGHCDDU-UHFFFAOYSA-M 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910003638 H2SiF6 Inorganic materials 0.000 description 1
- 229910003708 H2TiF6 Inorganic materials 0.000 description 1
- 229910003899 H2ZrF6 Inorganic materials 0.000 description 1
- 229910017706 MgZn Inorganic materials 0.000 description 1
- KVLZAMQCOBBPAW-UHFFFAOYSA-J N.[F-].[F-].[F-].[F-].F.F.[Zr+4] Chemical compound N.[F-].[F-].[F-].[F-].F.F.[Zr+4] KVLZAMQCOBBPAW-UHFFFAOYSA-J 0.000 description 1
- 229910017855 NH 4 F Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- 229910021542 Vanadium(IV) oxide Inorganic materials 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- QUEDYRXQWSDKKG-UHFFFAOYSA-M [O-2].[O-2].[V+5].[OH-] Chemical compound [O-2].[O-2].[V+5].[OH-] QUEDYRXQWSDKKG-UHFFFAOYSA-M 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 238000010420 art technique Methods 0.000 description 1
- 238000001636 atomic emission spectroscopy Methods 0.000 description 1
- UNTBPXHCXVWYOI-UHFFFAOYSA-O azanium;oxido(dioxo)vanadium Chemical compound [NH4+].[O-][V](=O)=O UNTBPXHCXVWYOI-UHFFFAOYSA-O 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- ICSSIKVYVJQJND-UHFFFAOYSA-N calcium nitrate tetrahydrate Chemical compound O.O.O.O.[Ca+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O ICSSIKVYVJQJND-UHFFFAOYSA-N 0.000 description 1
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical class [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- NMGYKLMMQCTUGI-UHFFFAOYSA-J diazanium;titanium(4+);hexafluoride Chemical compound [NH4+].[NH4+].[F-].[F-].[F-].[F-].[F-].[F-].[Ti+4] NMGYKLMMQCTUGI-UHFFFAOYSA-J 0.000 description 1
- CMMUKUYEPRGBFB-UHFFFAOYSA-L dichromic acid Chemical compound O[Cr](=O)(=O)O[Cr](O)(=O)=O CMMUKUYEPRGBFB-UHFFFAOYSA-L 0.000 description 1
- LRCFXGAMWKDGLA-UHFFFAOYSA-N dioxosilane;hydrate Chemical compound O.O=[Si]=O LRCFXGAMWKDGLA-UHFFFAOYSA-N 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- UEGPKNKPLBYCNK-UHFFFAOYSA-L magnesium acetate Chemical compound [Mg+2].CC([O-])=O.CC([O-])=O UEGPKNKPLBYCNK-UHFFFAOYSA-L 0.000 description 1
- 239000011654 magnesium acetate Substances 0.000 description 1
- 235000011285 magnesium acetate Nutrition 0.000 description 1
- 229940069446 magnesium acetate Drugs 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- 235000011147 magnesium chloride Nutrition 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical class [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Chemical class 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- ALTWGIIQPLQAAM-UHFFFAOYSA-N metavanadate Chemical compound [O-][V](=O)=O ALTWGIIQPLQAAM-UHFFFAOYSA-N 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 150000002823 nitrates Chemical class 0.000 description 1
- 150000002894 organic compounds Chemical class 0.000 description 1
- 150000002926 oxygen Chemical class 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- ABLZXFCXXLZCGV-UHFFFAOYSA-N phosphonic acid group Chemical group P(O)(O)=O ABLZXFCXXLZCGV-UHFFFAOYSA-N 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- CMZUMMUJMWNLFH-UHFFFAOYSA-N sodium metavanadate Chemical compound [Na+].[O-][V](=O)=O CMZUMMUJMWNLFH-UHFFFAOYSA-N 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 1
- 125000001302 tertiary amino group Chemical group 0.000 description 1
- ZEFWRWWINDLIIV-UHFFFAOYSA-N tetrafluorosilane;dihydrofluoride Chemical compound F.F.F[Si](F)(F)F ZEFWRWWINDLIIV-UHFFFAOYSA-N 0.000 description 1
- DXIGZHYPWYIZLM-UHFFFAOYSA-J tetrafluorozirconium;dihydrofluoride Chemical compound F.F.F[Zr](F)(F)F DXIGZHYPWYIZLM-UHFFFAOYSA-J 0.000 description 1
- LLZRNZOLAXHGLL-UHFFFAOYSA-J titanic acid Chemical compound O[Ti](O)(O)O LLZRNZOLAXHGLL-UHFFFAOYSA-J 0.000 description 1
- BFDQRLXGNLZULX-UHFFFAOYSA-N titanium hydrofluoride Chemical compound F.[Ti] BFDQRLXGNLZULX-UHFFFAOYSA-N 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- JBIQAPKSNFTACH-UHFFFAOYSA-K vanadium oxytrichloride Chemical compound Cl[V](Cl)(Cl)=O JBIQAPKSNFTACH-UHFFFAOYSA-K 0.000 description 1
- 229910000352 vanadyl sulfate Inorganic materials 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
Definitions
- the present invention relates to a surface-treated steel sheet.
- This application claims priority based on Japanese Patent Application No. 2022-161691 filed in Japan on October 6, 2022, and Japanese Patent Application No. 2022-161692 filed in Japan on October 6, 2022, the contents of which are incorporated herein by reference.
- plated steel sheets in which a plating layer mainly made of zinc is formed on the surface of a steel sheet, have been used in a wide range of applications, such as automobiles, building materials, and home appliances.
- methods such as a chromate treatment using a treatment solution containing chromic acid, dichromic acid or a salt thereof as a main component, a treatment using a metal surface treatment agent that does not contain chromium, a phosphate treatment, a treatment using a silane coupling agent alone, and an organic resin coating treatment are generally known and in practical use.
- Patent Document 1 discloses a chromate-free chemically treated steel sheet having a substrate of zinc-plated steel sheet or zinc alloy-plated steel sheet, on the surface of which is formed a chemical conversion coating film containing both an oxide or hydroxide of a valve metal, the oxide of which exhibits high insulation resistance, and a fluoride.
- Patent Document 2 discloses a hot-dip zinc alloy plated steel sheet having excellent corrosion resistance, in which a chemical conversion coating containing one or more of hydroxides, oxides, oxygen acids, oxygen acid salts and fluorides of valve metals as main components is formed on an Mg-containing zinc alloy plated layer through an interfacial reaction layer containing one or more of magnesium fluoride, magnesium phosphate and composite compounds of magnesium and valve metal oxygen acid salts.
- a zinc alloy plated layer containing Mg is used as a base, and an interfacial reaction layer containing Mg is formed to exhibit high white rust resistance (corrosion resistance).
- Patent Document 3 discloses a hot-dip zinc alloy plated steel sheet having excellent corrosion resistance, in which a composite chemical conversion coating of Ti and V is formed on a Zn-Al alloy plated layer via an Al-F interfacial reaction layer.
- a zinc alloy plated layer containing Al is used as a base, and an Al-F reaction layer is formed to achieve high white rust resistance.
- Patent Documents 1 to 3 are excellent techniques that have been put to practical use as surface-treated steel sheets that have been subjected to a chromate-free surface treatment with excellent corrosion resistance.
- techniques for forming a reaction layer that contains the metal elements contained in the plating layer have been used, as described in Patent Documents 2 and 3.
- Patent Documents 2 and 3 due to the increasing sophistication of customer needs in recent years, it has become clear that these prior art techniques may be insufficient in terms of corrosion resistance.
- the time from application of a chemical conversion treatment solution to the surface of the zinc-based plated steel sheet to formation of the chemical conversion coating by drying is very short, within 5 seconds, and therefore the amount of Mg and Al contained in the Zn phase of the zinc alloy plating is very small, so that there is a problem that the reaction layer is difficult to form on the Zn phase of the plating, and the corrosion resistance is insufficient.
- the surface-treated steel sheet preferably has excellent lubricity.
- the present invention aims to provide a surface-treated steel sheet with excellent corrosion resistance and lubricity, based on a surface-treated steel sheet having a chromate-free coating on the surface of a zinc-based plated steel material having a plating layer containing zinc or a zinc alloy on the surface of the steel material.
- the corrosion resistance of surface-treated steel materials with a coating improves as the barrier properties of the coating (the property of not allowing the penetration of corrosive factors such as moisture and chloride ions) improve. Also, in areas where the coating is damaged due to scratches, etc., the greater the inhibitor effect, which prevents corrosion of the plating layer by dissolving substances (mainly metal elements) in the coating when moisture adheres, the better the corrosion resistance, including white rust resistance, will be.
- the chemical conversion coatings disclosed in Patent Documents 1 to 3 are coatings that have both barrier properties and inhibitor effects.
- the present inventors have investigated methods for improving the barrier properties and inhibitor effect of the coating. As a result, they found that when a coating is formed on the surface of a zinc-plated layer or zinc alloy-plated layer in a short period of time, by forming multiple locations where specific elements are concentrated in addition to controlling the concentration of each element from near the interface between the Zn phase of the zinc-plated layer or zinc alloy-plated layer and the coating to the surface of the coating, the barrier properties of the coating can be improved and the corrosion resistance can be dramatically increased.
- the surface-treated steel sheet according to one embodiment of the present invention is A base steel plate; A plating layer formed on a surface of the base steel sheet; A first coating formed on a surface of the plating layer; a second coating formed on the surface of the first coating and having a thickness of 0.6 ⁇ m or more; A surface-treated steel sheet having The Zn concentration of the plating layer is 40 mass% or more and 100 mass% or less, and the Mg concentration is 0 mass% or more and less than 4.0 mass%, When the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr were continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the coated steel sheet, a position where the Zn concentration first becomes 35.0 mass% or less is defined as a first interface, which is an interface between the plating layer and the first coating; a boundary region is a region including the first
- Dt i ⁇ 5.0 (1) Dzr ⁇ 5.0 (2) Dv ⁇ 5.0 (3) Dti + Dzr + Dv ⁇ 25.0 (4) B1c ⁇ 10.0 (5) B2c ⁇ 40.0 (6) 5.0/M ⁇ Amg ⁇ 25.0 (7) 0.5 ⁇ B1mg ⁇ 5.0 (8) 15.0/M ⁇ Af ⁇ 40.0 (9) 0.5 ⁇ B1f ⁇ 15.0 (10) Amg/B1mg ⁇ 2.0 (11) Af/B1f ⁇ 2.0 (12) B1si ⁇ 5.0 (13) B1zn ⁇ 0.5 (14) B2zn ⁇ 3.0 (15)
- Dti is a maximum Ti concentration in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating
- Dzr is a maximum concentration of Zr in mass % from the first interface to a center between the first interface and the second interface in the thickness direction of the first coating
- Dv is a maximum concentration of V in mass % from the first interface to a center in the thickness direction between the first
- the surface-treated steel sheet according to [1] may further satisfy the following formula (16). 0 ⁇ Cmg ⁇ 5.0 (16)
- Cmg is the Mg concentration in mass % at a position 10 nm away from the first interface toward the plating layer in the thickness direction of the plating layer.
- the surface-treated steel sheet according to [1] or [2] may further satisfy the following formulas (17) to (19). 5.0 ⁇ Aal ⁇ 20.0 (17) 0.2 ⁇ B1al ⁇ 5.0 (18) Aal/B1al ⁇ 5.0 (19) where Aal is the maximum concentration of Al in wt.% in the boundary region, The B1al is the average concentration of Al in mass % in the central portion of the first coating.
- the surface-treated steel sheet according to any one of [1] to [3] may further satisfy the following formulas (20) to (21). 10.0 ⁇ Ap ⁇ 25.0 (20) 0.5 ⁇ B1p ⁇ 8.0 (21) where Ap is the maximum concentration of P in the boundary region, The B1p is the average concentration of P in mass % in the central portion of the first coating. [5]
- the surface-treated steel sheet according to any one of [1] to [4] may further satisfy the following formula (22). 1.0 ⁇ B1zn ⁇ 30.0 (22)
- [6] The surface-treated steel sheet according to any one of [1] to [5] may further satisfy the following formula (23).
- X2si/Y2si ⁇ 1.1 X2si is the maximum concentration, in mass%, of Si in a region extending from the surface of the second coating to a region extending 100 nm toward the second interface
- the Y2si is the average concentration of Si in mass % in a region of the second coating from the surface toward the second interface, the region being 300 to 310 nm in length.
- the surface-treated steel sheet according to any one of [1] to [6] may further satisfy the following formula (24). Af/B1f ⁇ 2.5 (24)
- the above aspect of the present invention makes it possible to provide a surface-treated steel sheet with excellent corrosion resistance and lubricity.
- FIG. 2 is a schematic diagram showing an example of a cross section of a surface-treated steel sheet according to the present embodiment.
- FIG. 1 is a diagram showing an example of an elemental analysis result in the thickness direction obtained using an FE-TEM equipped with an energy dispersive X-ray analyzer.
- a surface-treated steel sheet according to one embodiment of the present invention (surface-treated steel sheet according to this embodiment) will be described.
- the numerical ranges enclosed by “to” include both the lower and upper limits of the range.
- the numerical values indicated as “more than” or “less than” are not included in the numerical range.
- the units of ratios (for example, Amg/B1mg, which is the ratio between Amg and B1mg described later) are all dimensionless. As shown in FIG.
- the surface-treated steel sheet 1 has a base steel sheet 10, a plating layer 20 formed on the surface of the base steel sheet 10, a first coating 30 formed on the surface of the plating layer 20, and a second coating 40 formed on the surface of the first coating 30.
- the plating layer 20 is a zinc plating layer or a zinc alloy plating layer having Mg of 0 mass% or more and less than 4.0 mass% (the Mg concentration is 0 mass% or more and less than 4.0 mass%).
- the concentrations (concentration distributions) of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr are continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the surface-treated steel sheet, the position where the Zn concentration first becomes 35.0 mass% or less is defined as the first interface 25, which is the interface between the plating layer and the first coating 30. Further, a region including the first interface 25, between a range of 10 nm from the first interface 25 on the plating layer 20 side in the thickness direction and a range of 15 nm on the first coating 30 side in the thickness direction, is defined as a boundary region A.
- the boundary region A is a 25 nm region in the thickness direction that spans both the plating layer 20 and the first coating 30 across the interface.
- the position where the Zn concentration first becomes 3.0 mass % or less is determined as the second interface 35 , which is the interface between the first coating 30 and the second coating 40 .
- the plating layer 20, the first coating 30, and the second coating 40 may be formed on one side or both sides of the base steel sheet 10.
- the first coating 30 and the second coating 40 are, for example, chemical conversion coatings.
- the line analysis is carried out using a Field Emission-Transmission Electron Microscope (FE-TEM) equipped with an energy dispersive X-ray analyzer, for example, under the following conditions.
- FE-TEM Field Emission-Transmission Electron Microscope
- a test piece is cut out from the surface-treated steel sheet on which the coating is formed by a cryo-FIB (Focused Ion Beam) method, and the cross-sectional structure of the cut out test piece is observed with a transmission electron microscope (TEM) at a magnification (100,000 to 1,000,000 times) such that the entire coating and a part of the Zn phase of the plating layer are visible in the observation field.
- TEM transmission electron microscope
- an elemental analysis of the entire field in the thickness direction is performed by line analysis using TEM-EDS (Energy Dispersive X-ray Spectroscopy), and the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn, and Zr are continuously measured at each position from the plating layer to the surface of the surface-treated steel sheet.
- the accelerating voltage during observation and EDS analysis is 200 kV. Since the plating layer is clearly different from the coating when observed with an FE-TEM, it is possible to determine the plating layer at a position that is clearly different from the coating when observed with an FE-TEM.
- the start point of the line analysis may be, for example, any position of the plating layer observed with an FE-TEM. Even if the plating layer cannot be sufficiently identified by observation with an FE-TEM, if, for example, the Zn concentration is 85 mass% or more and both the Mg concentration and the Al concentration are 1.0 mass% or less at the start point of the line analysis by EDS, the start point is definitely the plating layer, so there is no need to perform the observation by FE-TEM or the line analysis by EDS again.
- the end point of the line analysis is the surface of the coating (the surface of the surface-treated steel sheet).
- Line analysis is also possible with EPMA, but because EPMA does not allow observation at a high magnification compared to TEM, it may not be possible to analyze with high precision the concentration distribution of each element in the coating of the surface-treated steel sheet according to this embodiment, so in this embodiment, line analysis is performed using an FE-TEM equipped with an energy dispersive X-ray analyzer.
- the base steel sheet 10, plating layer 20, first coating 30, and second coating 40 will each be described below.
- the surface-treated steel sheet according to this embodiment has excellent corrosion resistance due to the plating layer and coating. Therefore, the base steel sheet is not particularly limited.
- the base steel sheet may be determined according to the product to which it is applied and the required strength and thickness, and may be, for example, hot-rolled mild steel sheets and steel strips described in JIS G 3131:2018 or JIS G 3113:2018, or hot-rolled steel sheets and steel strips for automotive structures (collectively referred to as hot-rolled steel sheets), or cold-rolled steel sheets and steel strips described in JIS G 3141:2021 or JIS G 3135:2018, or automotive workable cold-rolled high-tensile steel sheets and steel strips (collectively referred to as cold-rolled steel sheets) may be used.
- the plating layer of the surface-treated steel sheet according to the present embodiment has a chemical composition in which the zinc (Zn) concentration (content) is 40 mass% or more and 100 mass% or less, and the Mg concentration (content) is 0 mass% or more and less than 4.0 mass%.
- the plating layer is a zinc plating layer or a zinc alloy plating layer.
- the elements other than Zn and Mg are not limited, but for example, in mass %, Al: 0% or more and less than 25.0%; Sn: 0% or more and 20% or less, Bi: 0% or more and less than 5.0% In: 0% or more and less than 2.0%; Ca: 0% or more, 3.0% or less, Y: 0% or more and 0.5% or less, La: 0% or more and less than 0.5%, Ce: 0% or more and less than 0.5% Si: 0% or more and less than 2.5% Cr: 0% or more and less than 0.25% Ti: 0% or more and less than 0.25% Ni: 0% or more and less than 0.25% Co: 0% or more and less than 0.25% V: 0% or more and less than 0.25% Nb: 0% or more and less than 0.25% Cu: 0% or more and less than 0.25% Mn: 0% or more and less than 0.25%; Fe: 0% or more, 5.0% or less, Sr: 0% or more and less than 0.5% Sb
- the Mg concentration may be 0.1% or more, 0.5% or more, or 1.0% or more, and the Mg concentration may be 3.5% or less, 3.0% or less, or 2.5% or less.
- the Al concentration may be 0.1% or more, 0.2% or more, 1.0% or more, or 4.0% or more, and the Al concentration may be 21.0% or less, 17.0% or less, or 12.0% or less.
- the Zn concentration may be 50% or more, 60% or more, 70% or more, 80% or more, or 85% or more, and the Zn concentration may be less than 100%, less than 99%, less than 97%, or less than 95%.
- the total concentration of impurities is preferably less than 1.0%.
- the chemical composition of the plating layer can be determined by dissolving the plating layer in, for example, a 10% HCl aqueous solution containing an inhibitor (e.g., IBIT manufactured by Asahi Chemical Industry Co., Ltd.) that suppresses corrosion of the base steel (base steel sheet), and then performing composition analysis using ICP atomic emission spectrometry.
- an inhibitor e.g., IBIT manufactured by Asahi Chemical Industry Co., Ltd.
- the coating weight of the plating layer is not limited, but in order to improve corrosion resistance, it is preferable that the coating weight is 10 g/ m2 or more per side. On the other hand, if the coating weight per side exceeds 200 g/ m2 , the corrosion resistance will saturate and it will be economically disadvantageous. Therefore, it is preferable that the coating weight is 200 g/ m2 or less.
- the type of plating layer is not limited.
- it may be a hot-dip plating layer or an electroplating layer.
- the first coating is present on the plating layer (the surface opposite to the base steel sheet), i.e., between the plating layer and the second coating.
- the first coating is also called a base treatment coating or an underlayer coating.
- the range in the thickness direction starting from the center position between the interface between the plating layer and the first coating (first interface) and the interface between the first coating and the second coating (second interface) and ending at a position 10 nm toward the second interface is referred to as the central portion B1 of the first coating.
- the first coating is a coating formed by applying a chemical conversion treatment liquid obtained by adding phosphoric acid and nitric acid to an aqueous solution containing any one of Ti, Zr, or V, Mg, and F, as described below, and drying the solution, and contains any one of Ti, Zr, or V, Mg, and F, and may also contain P and Si.
- the maximum concentration in mass% of Ti is Dti (unit: mass%)
- the maximum concentration in mass% of Zr is Dzr (unit: mass%)
- the maximum concentration in mass% of V is Dv (unit: mass%)
- one or more selected from Dti, Dzr, and Dv are 5.0% or more and the total of one or more is 25.0% or less between the first interface and the center between the first interface and the second interface.
- the barrier property of the coating is improved. As each value becomes high, the coating becomes brittle and the barrier properties deteriorate, so the total of Dti, Dzr and Dv is preferably 20.0% or less.
- the surface-treated steel sheet according to this embodiment satisfies one or more of formulas (1) to (3) and also formula (4).
- the average concentration B1c (unit: mass %) of C in the central portion B1 of the first coating described above is less than 10.0%. If B1c is 10.0% or more, the barrier property of the coating is reduced and the corrosion resistance is deteriorated.
- the first coating does not substantially contain organic resin (1 mass % or less). There is no simple measurement method that can confirm that the organic resin is 1 mass % or less by analyzing the first coating. However, when the amount of organic resin in the surface treatment liquid increases, the C concentration in the coating increases. For this reason, in this embodiment, B1c is set to be less than 10.0% as an indicator that the organic resin is 1 mass % or less.
- the surface-treated steel sheet according to this embodiment satisfies the following formula (5).
- B1c ⁇ 10.0 (5) In order to obtain excellent corrosion resistance, B1c is preferably 6.0% or less, 4.5% or less, or 3.0% or less. Since there is no lower limit for B1c, the lower limit for Bc is 0%. If necessary, B1c may be 0.5% or more, 1.0% or more, or 1.5% or more.
- the maximum Mg concentration Amg (unit: mass%) in the boundary region A is 2.5 to 25.0%
- the average Mg concentration B1mg (unit: mass%) in the central portion B1 of the first coating is 0.5 to 5.0%
- the ratio of Amg to B1mg, Amg/B1mg is 2.0 or more. That is, Mg is concentrated near the first interface.
- the barrier properties of the coating are improved, and the corrosion resistance is also improved. If Amg is less than 2.5%, B1mg is less than 0.5%, or Amg/B1mg is less than 2.0, the effect of improving corrosion resistance cannot be obtained sufficiently.
- the surface-treated steel sheet according to this embodiment satisfies the following formulas (7), (8), and (11).
- Amg may be set to 20.0% or less, 15.0% or less, 12.0% or less, 10.0% or less, or 8.0% or less.
- the upper limit of Amg may be restricted, for example, Amg may be set to 12.0% or less, 10.0% or less, 8.0% or less, or 6.0% or less.
- B1mg may be set to 4.0% or less, 3.0% or less, or 2.0% or less, as necessary.
- a mg/B mg may be 20.0 or less, 15.0 or less, or 10.0 or less. If necessary, A mg/B mg may be 2.5 or more, 3.5 or more, or 4.5 or more.
- F is also an element that enhances the barrier properties of the coating, and like Mg, it is contained in a predetermined amount in the first coating and concentrated in the vicinity of the first interface.
- the maximum F concentration Af (unit: mass %) in the boundary region A is 7.5 to 40.0%
- the average F concentration B1f (unit: mass %) in the central portion B1 of the first coating is 0.5 to 15.0%
- the ratio of Af to B1f, Af/B1f is 2.0 or more.
- Af/B1f is 2.5 or more. If Af is less than 7.5%, B1f is less than 0.5%, or Af/B1f is less than 2.0, the effect of improving corrosion resistance cannot be sufficiently obtained.
- the surface-treated steel sheet according to this embodiment satisfies the following formulas (9), (10), and (12). 15.0/M ⁇ Af ⁇ 40.0 (9) 0.5 ⁇ B1f ⁇ 15.0 (10) Af/B1f ⁇ 2.0 (12)
- Af may be set to 38.0% or less, 35.0% or less, 30.0% or less, 25.0% or less, or 20.0% or less.
- the upper limit of Af may be restricted, for example, Af may be set to 25.0% or less, 20.0% or less, 16.0% or less, or 12.0% or less.
- B1f may be set to 12.0% or less, 10.0% or less, or 7.5% or less, as necessary.
- Af/B1f may be 50.0 or less, 30.0 or less, 20.0 or less, or 10.0 or less. If necessary, Af/B1f may be 3.0 or more, 3.5 or more, or 4.5 or more.
- the average concentration of Si in the central portion B1 of the coating is less than 5.0%. If B1si is 5.0% or more, a coating with barrier properties is not formed and corrosion resistance is reduced. From the viewpoint of improving corrosion resistance, B1si is more preferably 2.0% or less. That is, in the first coating according to this embodiment, when the average concentration of Si in the central portion B1 of the first coating is defined as Bsi (unit: mass %), the following formula (13) is satisfied. B1si ⁇ 5.0 (13) If necessary, B1si may be set to 1.5% or less, 1.0% or less, or 0.5% or less. Although the lower limit of B1si is 0%, B1si may be set to 0.1% or more.
- the first coating contains Zn, which improves corrosion resistance.
- B1zn (unit: mass%), which is the average concentration of Zn in the central portion B1 of the first coating, is less than 0.5%, the effect of improving corrosion resistance due to Zn is not sufficiently obtained. Therefore, in the first coating according to this embodiment, B1zn is 0.5% or more. That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (14). B1zn ⁇ 0.5 (14) B1Zn is preferably 1.0% or more. On the other hand, if B1Zn exceeds 30.0%, the corrosion resistance is slightly decreased, so B1Zn is preferably set to 30.0% or less. If necessary, B1Zn may be set to 25.0% or less, 21.0% or less, or 18.0% or less, or B1Zn may be set to 1.0% or more, 2.0% or more, 3.5% or more, or 5.0% or more.
- the maximum Al concentration in mass% in the boundary region A, Aal (unit: mass%), is 5.0 to 20.0%
- the average Al concentration in mass% in the central portion B1 of the first coating, B1al (unit: mass%) is 0.2 to 5.0%
- the ratio of Aal to B1al, Aal/B1al is 5.0 or more. That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formulas (17) to (19). 5.0 ⁇ Aal ⁇ 20.0 (17) 0.2 ⁇ B1al ⁇ 5.0 (18) Aal/B1al ⁇ 5.0 (19) In this case, the corrosion resistance (white rust resistance) is improved.
- Aal may be set to 20.0% or less or 15.0% or less.
- Aal may be set to 0.5% or more, 1.0% or more, 3.0% or more, 7.0% or more, or 10.0% or more.
- B1al may be set to 3.0% or less, 2.0% or less, or 1.0% or less, and B1al may be set to 0.1% or more, or 0.3% or more.
- Aal/B1al may be 80.0 or less, 60.0 or less, or 30.0 or less. If necessary, Aal/B1al may be 7.0 or more, 10.0 or more, or 15.0 or more.
- the maximum concentration Ap (unit: mass %) of P in the boundary region A is 10.0 to 25.0%
- the average concentration B1p (unit: mass %) of P in the central portion B1 of the first coating is 0.5 to 8.0%. That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formulas (20) and (21). 10.0 ⁇ Ap ⁇ 25.0 (20) 0.5 ⁇ B1p ⁇ 8.0 (21) In this case, the corrosion resistance is improved.
- the coating weight of the first coating is preferably 150 to 800 mg/ m2 . If the coating weight is less than 150 mg/ m2 , the corrosion resistance may decrease. On the other hand, if the coating weight exceeds 800 mg/ m2 , the coating becomes too thick and the corrosion resistance of the processed part may decrease.
- the concentration of Mg in mass %, Cmg, at the position of boundary region A closest to the plating layer (a position 10 nm from the first interface toward the plating layer in the thickness direction) is 0% or more and less than 5.0%. That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formula (16). 0 ⁇ Cmg ⁇ 5.0 (16) In this case, cracks in the plating caused by machining are reduced, improving the corrosion resistance of the machined portion.
- the second coating provided in the surface-treated steel sheet according to this embodiment is present on the surface of the first coating (the surface opposite to the plating layer).
- the second coating may also be called a resin coating, an organic resin coating, a coating, or the like.
- the second coating may also be called an upper layer coating.
- the region of the second coating between positions 400 nm and 410 nm away from the second interface in the thickness direction is referred to as a central portion B2 of the second coating.
- the average concentration B2c (unit: mass %) of C in the central portion B2 of the second coating is 40.0% or more.
- the surface-treated steel sheet according to this embodiment satisfies the following formula (6).
- B2c ⁇ 40.0 (6) If B2c is less than 40.0%, corrosion resistance and lubricity cannot be obtained. If necessary, B2c may be 45.0% or more, 50.0% or more, or 55.0% or more. There is no upper limit for B2c, but in terms of lubricity, B2c may be 90.0% or less, 85.0% or less, 80.0% or less, or 75.0% or less.
- the amount of Zn diffused from the plating layer is small, and the average Zn concentration B2zn (unit: mass %) in the central portion B2 of the second coating is less than 3.0%. That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (15). B2zn ⁇ 3.0 (15)
- the ratio of X2si to Y2si, X2si/Y2si is 1.1 or more.
- the thickness (film thickness) of the second coating is 0.6 ⁇ m or more. If the film thickness is less than 0.6 ⁇ m, the target corrosion resistance and lubricity will not be met. It is preferably 0.7 ⁇ m or more or 0.8 ⁇ m or more, and more preferably 1.0 ⁇ m or more. There is no upper limit, but if it exceeds 5.0 ⁇ m, costs will increase, so it is not preferred. For this reason, the thickness of the second coating may be 5.0 ⁇ m or less, or, if necessary, 4.0 ⁇ m or less, 3.0 ⁇ m or less, or 2.0 ⁇ m or less.
- B1c, B2c, Amg, B1mg, Af, B1f, B1si, Cmg, Aal, B1al, Ap, B1p, B1zn, B2zn, X2si, Y2si, Dti, Dzr, Dv, etc. are determined from the results of measurement by line analysis using the above-mentioned FE-TEM equipped with an energy dispersive X-ray analyzer.
- the surface-treated steel sheet according to this embodiment can obtain its effects as long as it has the above-mentioned characteristics regardless of the manufacturing method, but the manufacturing method described below is preferable because it can be stably manufactured.
- the surface-treated steel sheet according to this embodiment can be produced by a production method including the following steps.
- a plating step of forming a plating layer containing zinc or a zinc alloy on a surface of a steel sheet
- a first coating formation step of applying a chemical conversion treatment solution to a steel sheet having a plating layer, and heating and drying the solution to form a first coating
- a second coating formation step of applying a chemical conversion treatment liquid to the surface of the steel sheet having the plating layer and the first coating, and then heating and drying the liquid to form a second coating.
- a steel material such as a steel sheet is immersed in a plating bath containing Zn or a Zn alloy, or is electroplated to form a plating layer on the surface.
- the method for forming the plating layer is not particularly limited. A normal method may be used so that sufficient plating adhesion is obtained.
- the steel sheet to be subjected to the plating process and its manufacturing method are not limited.
- the steel sheet to be immersed in the plating bath for example, hot-rolled mild steel sheet and steel strip described in JIS G 3131:2018 or JIS G 3113:2018, or hot-rolled steel sheet and steel strip for automobile structure, or cold-rolled steel sheet and steel strip described in JIS G 3141:2021 or JIS G 3135:2018, or workable cold-rolled high-tensile steel sheet and steel strip for automobiles can be used.
- the composition of the plating bath may be adjusted according to the chemical composition of the plating layer to be obtained. After the steel material is removed from the plating bath, the coating weight of the plating layer can be adjusted by wiping, if necessary.
- the Mg concentration in the plating layer is preferably set to 0% by mass or more and 3.0% by mass or less.
- the Al concentration in the plating layer is preferably set to 0.1 mass % or more.
- a treatment liquid (chemical conversion treatment liquid) is applied to a steel sheet having a plating layer, and then heated and dried to form a first coating.
- the chemical conversion treatment liquid is an aqueous solution containing any one of Ti, Zr, or V, Mg, and F, and optionally containing Si, to which phosphoric acid and nitric acid are further added.
- the concentrations of phosphoric acid and nitric acid do not include the concentrations of phosphates, nitrates, etc.
- the dissolution of the plating proceeds and specific substances are concentrated at the interface between the coating and the plating, greatly improving the effect of improving adhesion.
- One or more of Ti, V, and Zr 5.0 to 20.0 g/L Mg: 0.7 to 7.0 g/L F: 14.4-46.1 g/L P: 6.8-32.9 g/L Si: 0.0 to 0.4 g/L Phosphoric acid: 10.0 to 80.0 g/L Nitric acid: 5.0 to 40.0 g/L
- the P concentration in the chemical conversion treatment solution is 10.0 g/L or more.
- the Zn concentration in the treatment solution is 0.5-5.0 g/L by mass by controlling the contact time between the treatment solution and the plated steel sheet when applying the chemical conversion treatment solution with a roll coater.
- the Zn concentration can be adjusted by immersing the plated steel sheet in the treatment solution or by adding Zn powder.
- Zn powder or Zn compounds may be added to the chemical conversion treatment solution to increase B1zn. Even if Zn powder or Zn compounds are not added to the chemical conversion treatment solution, Zn diffuses from the plating layer, so B1zn often does not reach 0%.
- magnesium fluoride examples include magnesium fluoride, magnesium nitrate, magnesium sulfate, magnesium chloride, and magnesium acetate.
- F contained in the chemical conversion treatment solution examples include fluorine compounds such as hydrofluoric acid HF, fluoroboric acid BF4H, hydrosilicic acid H2SiF6, fluorozirconic acid H2ZrF6 , and hydrofluoric titanic acid H2TiF6 .
- the compounds may be one type or a combination of two or more types. Among these, hydrofluoric acid is more preferable. When hydrofluoric acid is used, better corrosion resistance and paintability can be obtained.
- examples of Zr compounds include ammonium zirconium carbonate, hexafluorozirconic acid, and ammonium zirconium hexafluoride.
- Ti compounds include ammonium hexafluorotitanate, titanium hydrofluoric acid, and titanium nitrate.
- the method for applying the chemical conversion treatment solution can be applied using a roll coater, bar coater, spray, etc.
- the chemical conversion treatment liquid After the chemical conversion treatment liquid is applied, it is heated to the maximum heating temperature (maximum reached temperature (PMT)) within 5 seconds after application and dried.
- the average heating rate until it reaches (PMT-10°C) is preferably 5 to 50°C/s.
- Aal/B1al is set to 5.0 or more, it is preferable to perform two-stage heating and set the heating rate in the latter half faster than the heating rate in the first half.
- the average heating rate V2 in the latter half from the start of heating to 0.5t to 1.0t is 1.25 times or more the average heating rate V1 in the first half from the start of heating to 0.5t, that is, V2/V1 ⁇ 1.25.
- the heating rate V1 in the first half is 5°C/s or more.
- Af/B1f can be made 2.5 or more.
- a chemical conversion treatment liquid is further applied to the surface of the steel sheet on which the first coating has been formed, and the surface is heated and dried to form a second coating.
- a treatment liquid containing 70.0% or more of an organic resin is used so that B2c is 40.0% or more.
- the organic resin is, for example, a urethane resin.
- 2.0 to 10.0% of colloidal silica is added to improve lubricity.
- wax may be contained in an amount of 0.1 to 2.0%.
- the method for applying the chemical conversion treatment solution can be applied using a roll coater, bar coater, spray, etc.
- the treatment liquid After the treatment liquid is applied, it is heated and dried.
- the PMT is set to 100 to 250°C.
- the colloidal silica contained in the treatment liquid is concentrated at the outermost surface of the coating, and the Si concentration at the outermost surface increases.
- Metal sheets (plated steel sheets) having a plating with the plating layer composition shown in Table 1 were prepared.
- the coating weight of the plating layer was 70 g/ m2 .
- Metal sheet No. 1 was prepared by electroplating, Nos. 2 to 8 by hot-dip plating, and No. 4 by heat treatment (alloying treatment) after hot-dip plating.
- 99.6% Zn-0.2% Al indicates a composition containing 99.6% Zn and 0.2% Al, and the same is true for the others.
- the remainder of the plating layer composition is impurities.
- As the substrate of the plated steel sheet a cold-rolled steel sheet satisfying JIS G3141:2021 was used.
- a chemical conversion treatment solution having the composition shown in Table 4-1, Table 4-2, and Table 5 was applied.
- the chemical conversion treatment solution contained 1.1% by weight of polyurethane resin as the organic resin component.
- the element concentrations in the chemical conversion treatment solution were adjusted as necessary by mixing (NH 4 ) 2 TiF 6 , (NH 4 ) 2 ZrF 6 , V 2 O 5 , MgHPO 4.3H 2 O, H 3 PO 4 , NH 4 F, HNO 3 , Ca(NO 3 ) 2.4H 2 O, and C 5 H 12 O 3 Si (vinyltrimethoxysilane), as shown in Tables 2-1, 2-2 , and 3.
- the chemical conversion treatment solution was applied using a roll coater. Within 5 seconds after applying the chemical conversion treatment liquid, hot air was blown onto the steel plate through a punched metal (a steel plate having a plurality of through holes) to heat the steel plate to the dry plate temperature (PMT) in Tables 4-1, 4-2, and 5 under the conditions in Tables 4-1, 4-2, and 5, and then the steel plate was cooled to 20°C by air-cooling by blowing air through a punched metal or by water-cooling, to form a first coating (chemical conversion treatment coating).
- the coating weight of the first coating was 600 mg/m 2 for No. 41, 800 mg/m 2 for No. 42, and 400 mg/m 2 for the others.
- a treatment liquid containing 600 g/L of water-dispersed urethane resin (ADEKA BONTITOR HUX-830), 100 g/L of colloidal silica, and 10 g/L of polyethylene wax emulsion (HI-TEC E manufactured by Toho Chemical Industry Co., Ltd.) was applied onto the first coating using a roll coater, and heated to 160°C (drying temperature) at an average heating rate of 16°C/sec. After heating, the steel sheets were air-cooled to obtain surface-treated steel sheets Nos. 1 to 51 and 101 to 120 having a second coating containing a urethane resin. On the other hand, for No. 52 and No. 53, the above treatment was not carried out and the second coating was not formed.
- Test specimens were cut out from the produced chemical conversion treated steel sheets by a cooling function-equipped Focused Ion Beam (FIB) processing method, and the cross-sectional structures of the test specimens cut out were observed with a field emission-type transmission electron microscope (FE-TEM) equipped with an energy dispersive X-ray analyzer at a magnification such that the entire first chemical conversion coating and the plating layer were included in the observation field.
- FIB Focused Ion Beam
- ⁇ Lubricity> Using HEIDON-14 (manufactured by Shinto Scientific Co., Ltd.), a stainless steel ball with a diameter of 10 mm was used as a slider and slid on the surface of the flat test piece at a load of 1.0 N and a sliding speed of 150 mm/min, and the dynamic friction coefficient ⁇ was calculated from the resulting stress to evaluate the lubricity.
- the lubricity evaluation criteria are as follows. S and AA were judged to have sufficient lubricity. (Lubricity Evaluation Criteria) S: 0.1 or less AA: More than 0.1%, 0.2% or less A: More than 0.2%, 0.5% or less B: More than 0.5%
- the present invention provides a surface-treated steel sheet with excellent corrosion resistance and lubricity, and has high industrial applicability.
Landscapes
- Chemical & Material Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Coating With Molten Metal (AREA)
Abstract
This surface-treated steel sheet has a base material steel sheet, a plating layer, a first coating, and a second coating. The plating layer has a Zn concentration of 40%-100% and a Mg concentration of 0% or more and less than 4.0%. The following items satisfy a predetermined relationship: the maximum concentration of Ti, the maximum concentration of Zr, and the maximum concentration of V in the interval from a first interface to the center of the the first coating film in the thickness direction of the first interface and a second interface; the average concentration of C in the central section of the first coating; the average concentration of C in the central section of the second coating; the maximum concentration of Mg in a border area of the first coating; the average concentration of Mg in the central section of the first coating; the maximum concentration of F in the border area of the first coating; the average concentration of F in the central section of the first coating; the average concentration of Si in the central section of the first coating; the average concentration of Zn in the central section of the first coating; and the average concentration of Zn in the central section of the second coating.
Description
本発明は表面処理鋼板に関する。
本願は、2022年10月06日に、日本に出願された特願2022-161691号、および、2022年10月06日に、日本に出願された特願2022-161692号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a surface-treated steel sheet.
This application claims priority based on Japanese Patent Application No. 2022-161691 filed in Japan on October 6, 2022, and Japanese Patent Application No. 2022-161692 filed in Japan on October 6, 2022, the contents of which are incorporated herein by reference.
本願は、2022年10月06日に、日本に出願された特願2022-161691号、および、2022年10月06日に、日本に出願された特願2022-161692号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a surface-treated steel sheet.
This application claims priority based on Japanese Patent Application No. 2022-161691 filed in Japan on October 6, 2022, and Japanese Patent Application No. 2022-161692 filed in Japan on October 6, 2022, the contents of which are incorporated herein by reference.
従来、鋼板の表面に亜鉛を主体とするめっき層が形成されためっき鋼板(亜鉛系めっき鋼板)が、自動車や建材、家電製品などの幅広い用途で使用されている。
また、このような亜鉛系めっき鋼板の表面に、耐食性や塗装密着性などを付与する目的で、クロム酸、重クロム酸又はそれらの塩を主成分として含有する処理液によりクロメート処理を施す方法、クロムを含まない金属表面処理剤を用いて処理を行う方法、リン酸塩処理を施す方法、シランカップリング剤単体による処理を施す方法、有機樹脂被膜処理を施す方法、などが一般的に知られており、実用に供されている。 Conventionally, plated steel sheets (zinc-based plated steel sheets), in which a plating layer mainly made of zinc is formed on the surface of a steel sheet, have been used in a wide range of applications, such as automobiles, building materials, and home appliances.
Furthermore, for the purpose of imparting corrosion resistance, paint adhesion, and the like to the surface of such zinc-based plated steel sheet, methods such as a chromate treatment using a treatment solution containing chromic acid, dichromic acid or a salt thereof as a main component, a treatment using a metal surface treatment agent that does not contain chromium, a phosphate treatment, a treatment using a silane coupling agent alone, and an organic resin coating treatment are generally known and in practical use.
また、このような亜鉛系めっき鋼板の表面に、耐食性や塗装密着性などを付与する目的で、クロム酸、重クロム酸又はそれらの塩を主成分として含有する処理液によりクロメート処理を施す方法、クロムを含まない金属表面処理剤を用いて処理を行う方法、リン酸塩処理を施す方法、シランカップリング剤単体による処理を施す方法、有機樹脂被膜処理を施す方法、などが一般的に知られており、実用に供されている。 Conventionally, plated steel sheets (zinc-based plated steel sheets), in which a plating layer mainly made of zinc is formed on the surface of a steel sheet, have been used in a wide range of applications, such as automobiles, building materials, and home appliances.
Furthermore, for the purpose of imparting corrosion resistance, paint adhesion, and the like to the surface of such zinc-based plated steel sheet, methods such as a chromate treatment using a treatment solution containing chromic acid, dichromic acid or a salt thereof as a main component, a treatment using a metal surface treatment agent that does not contain chromium, a phosphate treatment, a treatment using a silane coupling agent alone, and an organic resin coating treatment are generally known and in practical use.
特に、近年、環境や人体に悪影響を及ぼす可能性のある6価クロム化合物に対する各種法規制を受け、クロムを含まない金属表面処理剤の開発が進められている。クロムを含まない金属表面処理剤としては、TiやZrなどの4族金属の酸化物や水酸化物を使用する技術がある。
例えば、特許文献1には、亜鉛めっき鋼板又は亜鉛合金めっき鋼板を基材とし、この基材の表面に、酸化物が高い絶縁抵抗を示すバルブメタルの酸化物または水酸化物およびフッ化物を共存が共存する化成処理皮膜が形成されたクロメートフリー化成処理鋼板が開示されている。
また、特許文献2には、Mg含有亜鉛合金めっき層の上に、フッ化マグネシウム、リン酸マグネシウム、マグネシウムとバルブメタル酸素酸塩との複合化合物から選ばれた一種又は二種以上を含む界面反応層を介し、バルブメタルの水酸化物、酸化物、酸素酸、酸素酸塩、フッ化物の一種又は二種以上を主成分とする化成皮膜が形成された、耐食性に優れた溶融亜鉛合金めっき鋼板が開示されている。特許文献2では、Mgを含んだ亜鉛合金めっき層を下地にすることにより、Mgを含む界面反応層を形成して高い耐白錆性(耐食性)を発現させている。
また、特許文献3には、Zn-Al合金めっき層の上に、Al-Fの界面反応層を介し、Ti,Vの複合化成皮膜が形成された耐食性に優れた溶融亜鉛合金めっき鋼板が開示されている。特許文献3では、Alを含んだ亜鉛合金めっき層を下地にすることにより、Al-Fの反応層を形成して高い耐白錆性を発現させている。 In particular, in recent years, various legal restrictions have been imposed on hexavalent chromium compounds that may have adverse effects on the environment and human body, and development of chromium-free metal surface treatment agents has been promoted. As a chromium-free metal surface treatment agent, there is a technology that uses oxides or hydroxides of Group 4 metals such as Ti and Zr.
For example, Patent Document 1 discloses a chromate-free chemically treated steel sheet having a substrate of zinc-plated steel sheet or zinc alloy-plated steel sheet, on the surface of which is formed a chemical conversion coating film containing both an oxide or hydroxide of a valve metal, the oxide of which exhibits high insulation resistance, and a fluoride.
Also, Patent Document 2 discloses a hot-dip zinc alloy plated steel sheet having excellent corrosion resistance, in which a chemical conversion coating containing one or more of hydroxides, oxides, oxygen acids, oxygen acid salts and fluorides of valve metals as main components is formed on an Mg-containing zinc alloy plated layer through an interfacial reaction layer containing one or more of magnesium fluoride, magnesium phosphate and composite compounds of magnesium and valve metal oxygen acid salts. In Patent Document 2, a zinc alloy plated layer containing Mg is used as a base, and an interfacial reaction layer containing Mg is formed to exhibit high white rust resistance (corrosion resistance).
Also, Patent Document 3 discloses a hot-dip zinc alloy plated steel sheet having excellent corrosion resistance, in which a composite chemical conversion coating of Ti and V is formed on a Zn-Al alloy plated layer via an Al-F interfacial reaction layer. In Patent Document 3, a zinc alloy plated layer containing Al is used as a base, and an Al-F reaction layer is formed to achieve high white rust resistance.
例えば、特許文献1には、亜鉛めっき鋼板又は亜鉛合金めっき鋼板を基材とし、この基材の表面に、酸化物が高い絶縁抵抗を示すバルブメタルの酸化物または水酸化物およびフッ化物を共存が共存する化成処理皮膜が形成されたクロメートフリー化成処理鋼板が開示されている。
また、特許文献2には、Mg含有亜鉛合金めっき層の上に、フッ化マグネシウム、リン酸マグネシウム、マグネシウムとバルブメタル酸素酸塩との複合化合物から選ばれた一種又は二種以上を含む界面反応層を介し、バルブメタルの水酸化物、酸化物、酸素酸、酸素酸塩、フッ化物の一種又は二種以上を主成分とする化成皮膜が形成された、耐食性に優れた溶融亜鉛合金めっき鋼板が開示されている。特許文献2では、Mgを含んだ亜鉛合金めっき層を下地にすることにより、Mgを含む界面反応層を形成して高い耐白錆性(耐食性)を発現させている。
また、特許文献3には、Zn-Al合金めっき層の上に、Al-Fの界面反応層を介し、Ti,Vの複合化成皮膜が形成された耐食性に優れた溶融亜鉛合金めっき鋼板が開示されている。特許文献3では、Alを含んだ亜鉛合金めっき層を下地にすることにより、Al-Fの反応層を形成して高い耐白錆性を発現させている。 In particular, in recent years, various legal restrictions have been imposed on hexavalent chromium compounds that may have adverse effects on the environment and human body, and development of chromium-free metal surface treatment agents has been promoted. As a chromium-free metal surface treatment agent, there is a technology that uses oxides or hydroxides of Group 4 metals such as Ti and Zr.
For example, Patent Document 1 discloses a chromate-free chemically treated steel sheet having a substrate of zinc-plated steel sheet or zinc alloy-plated steel sheet, on the surface of which is formed a chemical conversion coating film containing both an oxide or hydroxide of a valve metal, the oxide of which exhibits high insulation resistance, and a fluoride.
Also, Patent Document 2 discloses a hot-dip zinc alloy plated steel sheet having excellent corrosion resistance, in which a chemical conversion coating containing one or more of hydroxides, oxides, oxygen acids, oxygen acid salts and fluorides of valve metals as main components is formed on an Mg-containing zinc alloy plated layer through an interfacial reaction layer containing one or more of magnesium fluoride, magnesium phosphate and composite compounds of magnesium and valve metal oxygen acid salts. In Patent Document 2, a zinc alloy plated layer containing Mg is used as a base, and an interfacial reaction layer containing Mg is formed to exhibit high white rust resistance (corrosion resistance).
Also, Patent Document 3 discloses a hot-dip zinc alloy plated steel sheet having excellent corrosion resistance, in which a composite chemical conversion coating of Ti and V is formed on a Zn-Al alloy plated layer via an Al-F interfacial reaction layer. In Patent Document 3, a zinc alloy plated layer containing Al is used as a base, and an Al-F reaction layer is formed to achieve high white rust resistance.
特許文献1~3に開示された技術は、耐食性に優れたクロメートフリー表面処理を施した表面処理鋼板として実用化されている優れた技術である。クロメートフリー処理の耐食性を向上させるためには、特許文献2および3に記載のように、めっき層に含まれる金属元素を含む反応層を形成する技術が利用されてきた。しかしながら、近年の顧客ニーズの高度化により、これらの先行技術では耐食性が不足するケースがあることがわかってきた。
例えば、MgやAlを含まないめっきを用いた亜鉛めっき鋼板では、特許文献2または3に記載のような前記反応層の形成が困難であり、平坦部(平面部)および加工部の耐食性が不足するという課題があった。また、めっき層中にMgやAlを含むめっきを用いた亜鉛めっき鋼板の場合においても、連続溶融めっき鋼板製造ラインにおいて化成処理被膜(皮膜)を形成する場合、生産性の観点から化成処理液を亜鉛系めっき鋼板の表面に塗布してから乾燥による化成処理被膜の形成までの時間が5秒以内と非常に短いために、亜鉛合金めっきのZn相に含まれるMgやAlは極僅かであることから、当該めっきのZn相上には前記反応層を形成しにくく、耐食性が不足するという課題があった。
このようなことから、加工部及び平面部のいずれにおいても耐食性(耐白錆性)に優れる表面処理鋼板が求められている。
また、表面処理鋼板を複雑な形状に加工しやすくするために表面処理鋼板は、潤滑性に優れることが好ましい。 The techniques disclosed in Patent Documents 1 to 3 are excellent techniques that have been put to practical use as surface-treated steel sheets that have been subjected to a chromate-free surface treatment with excellent corrosion resistance. In order to improve the corrosion resistance of the chromate-free treatment, techniques for forming a reaction layer that contains the metal elements contained in the plating layer have been used, as described in Patent Documents 2 and 3. However, due to the increasing sophistication of customer needs in recent years, it has become clear that these prior art techniques may be insufficient in terms of corrosion resistance.
For example, in the case of a zinc-plated steel sheet using a plating that does not contain Mg or Al, it is difficult to form the reaction layer as described in Patent Document 2 or 3, and there is a problem that the corrosion resistance of the flat portion (flat surface portion) and the processed portion is insufficient. Also, in the case of a zinc-plated steel sheet using a plating that contains Mg or Al in the plating layer, when a chemical conversion coating (film) is formed in a continuous hot-dip plated steel sheet production line, from the viewpoint of productivity, the time from application of a chemical conversion treatment solution to the surface of the zinc-based plated steel sheet to formation of the chemical conversion coating by drying is very short, within 5 seconds, and therefore the amount of Mg and Al contained in the Zn phase of the zinc alloy plating is very small, so that there is a problem that the reaction layer is difficult to form on the Zn phase of the plating, and the corrosion resistance is insufficient.
For these reasons, there is a demand for surface-treated steel sheets that are excellent in corrosion resistance (white rust resistance) in both processed portions and flat portions.
In order to facilitate processing of the surface-treated steel sheet into a complex shape, the surface-treated steel sheet preferably has excellent lubricity.
例えば、MgやAlを含まないめっきを用いた亜鉛めっき鋼板では、特許文献2または3に記載のような前記反応層の形成が困難であり、平坦部(平面部)および加工部の耐食性が不足するという課題があった。また、めっき層中にMgやAlを含むめっきを用いた亜鉛めっき鋼板の場合においても、連続溶融めっき鋼板製造ラインにおいて化成処理被膜(皮膜)を形成する場合、生産性の観点から化成処理液を亜鉛系めっき鋼板の表面に塗布してから乾燥による化成処理被膜の形成までの時間が5秒以内と非常に短いために、亜鉛合金めっきのZn相に含まれるMgやAlは極僅かであることから、当該めっきのZn相上には前記反応層を形成しにくく、耐食性が不足するという課題があった。
このようなことから、加工部及び平面部のいずれにおいても耐食性(耐白錆性)に優れる表面処理鋼板が求められている。
また、表面処理鋼板を複雑な形状に加工しやすくするために表面処理鋼板は、潤滑性に優れることが好ましい。 The techniques disclosed in Patent Documents 1 to 3 are excellent techniques that have been put to practical use as surface-treated steel sheets that have been subjected to a chromate-free surface treatment with excellent corrosion resistance. In order to improve the corrosion resistance of the chromate-free treatment, techniques for forming a reaction layer that contains the metal elements contained in the plating layer have been used, as described in Patent Documents 2 and 3. However, due to the increasing sophistication of customer needs in recent years, it has become clear that these prior art techniques may be insufficient in terms of corrosion resistance.
For example, in the case of a zinc-plated steel sheet using a plating that does not contain Mg or Al, it is difficult to form the reaction layer as described in Patent Document 2 or 3, and there is a problem that the corrosion resistance of the flat portion (flat surface portion) and the processed portion is insufficient. Also, in the case of a zinc-plated steel sheet using a plating that contains Mg or Al in the plating layer, when a chemical conversion coating (film) is formed in a continuous hot-dip plated steel sheet production line, from the viewpoint of productivity, the time from application of a chemical conversion treatment solution to the surface of the zinc-based plated steel sheet to formation of the chemical conversion coating by drying is very short, within 5 seconds, and therefore the amount of Mg and Al contained in the Zn phase of the zinc alloy plating is very small, so that there is a problem that the reaction layer is difficult to form on the Zn phase of the plating, and the corrosion resistance is insufficient.
For these reasons, there is a demand for surface-treated steel sheets that are excellent in corrosion resistance (white rust resistance) in both processed portions and flat portions.
In order to facilitate processing of the surface-treated steel sheet into a complex shape, the surface-treated steel sheet preferably has excellent lubricity.
本発明は、鋼材の表面に亜鉛または亜鉛合金を含むめっき層を有する亜鉛系めっき鋼材の表面にクロメートフリーの被膜を有する表面処理鋼板を前提として、耐食性及び潤滑性に優れる表面処理鋼板を提供することを課題とする。
The present invention aims to provide a surface-treated steel sheet with excellent corrosion resistance and lubricity, based on a surface-treated steel sheet having a chromate-free coating on the surface of a zinc-based plated steel material having a plating layer containing zinc or a zinc alloy on the surface of the steel material.
被膜を有する表面処理鋼材の耐食性は、被膜のバリア性(水分や塩化物イオンなどの腐食因子を透過させない性質)が高いほど向上する。また、疵などにより被膜が損傷した部分においては、水分が付着した際に被膜中の物質(主に金属元素)が溶け出してめっき層の腐食を防止する効果(インヒビター効果)が高いほど、耐白錆性等の耐食性が向上する。
上述の通り、特許文献1~3に示される化成処理被膜は、バリア性およびインヒビター効果の両方を備えている被膜ではあるが、従来よりも高い耐白錆性が要求される環境では、それぞれの性質が十分とは言えず、めっき層を腐食させてしまい早期に白錆が発生することが懸念される。
このような事情に鑑み、本発明者らは、被膜のバリア性及びインヒビター効果を高める方法について検討を行った。
その結果、亜鉛めっき層または亜鉛合金めっき層の表面に短時間で被膜を形成する場合において、亜鉛めっき層または亜鉛合金めっき層のZn相と被膜との界面の近傍から被膜の表面までの間において各元素の濃度の制御に加えて、特定の元素が濃化した箇所を複数形成させることで、被膜のバリア性が向上し、耐食性を飛躍的に高めることが出来ることを見出した。 The corrosion resistance of surface-treated steel materials with a coating improves as the barrier properties of the coating (the property of not allowing the penetration of corrosive factors such as moisture and chloride ions) improve. Also, in areas where the coating is damaged due to scratches, etc., the greater the inhibitor effect, which prevents corrosion of the plating layer by dissolving substances (mainly metal elements) in the coating when moisture adheres, the better the corrosion resistance, including white rust resistance, will be.
As described above, the chemical conversion coatings disclosed in Patent Documents 1 to 3 are coatings that have both barrier properties and inhibitor effects. However, in environments where higher white rust resistance than conventional ones is required, it cannot be said that each of these properties is sufficient, and there is a concern that the plating layer will corrode, causing early white rust formation.
In view of these circumstances, the present inventors have investigated methods for improving the barrier properties and inhibitor effect of the coating.
As a result, they found that when a coating is formed on the surface of a zinc-plated layer or zinc alloy-plated layer in a short period of time, by forming multiple locations where specific elements are concentrated in addition to controlling the concentration of each element from near the interface between the Zn phase of the zinc-plated layer or zinc alloy-plated layer and the coating to the surface of the coating, the barrier properties of the coating can be improved and the corrosion resistance can be dramatically increased.
上述の通り、特許文献1~3に示される化成処理被膜は、バリア性およびインヒビター効果の両方を備えている被膜ではあるが、従来よりも高い耐白錆性が要求される環境では、それぞれの性質が十分とは言えず、めっき層を腐食させてしまい早期に白錆が発生することが懸念される。
このような事情に鑑み、本発明者らは、被膜のバリア性及びインヒビター効果を高める方法について検討を行った。
その結果、亜鉛めっき層または亜鉛合金めっき層の表面に短時間で被膜を形成する場合において、亜鉛めっき層または亜鉛合金めっき層のZn相と被膜との界面の近傍から被膜の表面までの間において各元素の濃度の制御に加えて、特定の元素が濃化した箇所を複数形成させることで、被膜のバリア性が向上し、耐食性を飛躍的に高めることが出来ることを見出した。 The corrosion resistance of surface-treated steel materials with a coating improves as the barrier properties of the coating (the property of not allowing the penetration of corrosive factors such as moisture and chloride ions) improve. Also, in areas where the coating is damaged due to scratches, etc., the greater the inhibitor effect, which prevents corrosion of the plating layer by dissolving substances (mainly metal elements) in the coating when moisture adheres, the better the corrosion resistance, including white rust resistance, will be.
As described above, the chemical conversion coatings disclosed in Patent Documents 1 to 3 are coatings that have both barrier properties and inhibitor effects. However, in environments where higher white rust resistance than conventional ones is required, it cannot be said that each of these properties is sufficient, and there is a concern that the plating layer will corrode, causing early white rust formation.
In view of these circumstances, the present inventors have investigated methods for improving the barrier properties and inhibitor effect of the coating.
As a result, they found that when a coating is formed on the surface of a zinc-plated layer or zinc alloy-plated layer in a short period of time, by forming multiple locations where specific elements are concentrated in addition to controlling the concentration of each element from near the interface between the Zn phase of the zinc-plated layer or zinc alloy-plated layer and the coating to the surface of the coating, the barrier properties of the coating can be improved and the corrosion resistance can be dramatically increased.
[規則91に基づく訂正 19.01.2024]
本発明は上記の知見に鑑みてなされた。本発明の要旨は以下の通りである。
[1]本発明の一態様に係る表面処理鋼板は、
母材鋼板と、
前記母材鋼板の表面に形成されためっき層と、
前記めっき層の表面に形成された第一被膜と、
前記第一被膜の表面に形成された厚みが0.6μm以上である第二被膜と、
を有する表面処理鋼板であって、
前記めっき層のZn濃度が40質量%以上、100質量%以下であり、Mg濃度が0質量%以上、4.0質量%未満であり、
前記めっき層から前記表面処理鋼板の表面に向けて厚み方向に線分析によって連続的にC、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度を測定した際に、
Znの濃度が初めて35.0質量%以下となる位置を、前記めっき層と前記第一被膜の界面である第一界面とし、
前記第一界面を含み、前記厚み方向に前記第一界面から前記めっき層の側に10nmの範囲と前記第一被膜の側に15nmの範囲との間の領域を境界領域とし、
Znの濃度が初めて3.0質量%以下となる位置を前記第一被膜と前記第二被膜の界面である第二界面とした際に、前記厚み方向の前記第一界面と前記第二界面との中央から前記第二界面側に10nmの範囲を前記第一被膜の中央部とし、
前記第二被膜の、前記第二界面から前記厚み方向に400nmの位置と410nmの位置との間の領域を、前記第二被膜の中央部としたとき、
下記式(1)~(3)の1つ以上、かつ、式(4)~(15)を満たす。
Dti≧5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti+Dzr+Dv≦25.0 (4)
B1c<10.0 (5)
B2c≧40.0 (6)
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Amg/B1mg≧2.0 (11)
Af/B1f≧2.0 (12)
B1si<5.0 (13)
B1zn≧0.5 (14)
B2zn<3.0 (15)
ここで、前記Dtiは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのTiの最大濃度であり、
前記Dzrは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのZrの最大濃度であり、
前記Dvは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのVの最大濃度であり、
前記B1cは、前記第一被膜の前記中央部におけるCの質量%での平均濃度であり、
前記B2cは、前記第二被膜の前記中央部におけるCの質量%での平均濃度であり、
前記Amgは、前記第一被膜の前記境界領域におけるMgの質量%での最大濃度であり、
前記B1mgは、前記第一被膜の前記中央部におけるMgの質量%での平均濃度であり、
前記Afは、前記第一被膜の前記境界領域におけるFの質量%での最大濃度であり、
前記B1fは、前記第一被膜の前記中央部におけるFの質量%での平均濃度であり、
前記B1siは、前記第一被膜の前記中央部におけるSiの質量%での平均濃度であり、
前記B1znは、前記第一被膜の前記中央部における、Znの質量%での平均濃度であり、
前記B2znは、前記第二被膜の前記中央部における、Znの質量%での平均濃度であり、
前記Mは、前記めっき層の前記Mg濃度が0質量%以上1.0質量%未満の場合には1、1.0質量%以上4.0質量%未満の場合には2となる定数である。
[2][1]に記載の表面処理鋼板は、さらに、下記式(16)を満たしてもよい。
0≦Cmg<5.0 (16)
ここで、前記Cmgは、前記めっき層の厚み方向において、前記第一界面から前記めっき層の側に10nmの位置における質量%でのMgの濃度である。
[3][1]または[2]に記載の表面処理鋼板は、さらに、下記式(17)~(19)を満たしてもよい。
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
ここで、前記Aalは、前記境界領域におけるAlの質量%での最大濃度であり、
前記B1alは、前記第一被膜の前記中央部におけるAlの質量%での平均濃度である。
[4][1]~[3]のいずれかに記載の表面処理鋼板は、さらに、下記式(20)~(21)を満たしてもよい。
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
ここで、前記Apは、前記境界領域におけるPの最大濃度であり、
前記B1pは、前記第一被膜の前記中央部におけるPの質量%での平均濃度である。
[5][1]~[4]のいずれかに記載の表面処理鋼板は、さらに、下記式(22)を満たしてもよい。
1.0≦B1zn≦30.0 (22)
[6][1]~[5]のいずれかに記載の表面処理鋼板は、さらに、下記式(23)を満たしてもよい。
X2si/Y2si≧1.1 (23)
ここで、前記X2siは、前記第二被膜の表面から前記第二界面に向けて100nmまでの領域のSiにおける質量%での最大濃度であり、
前記Y2siは、前記第二被膜の前記表面から前記第二界面に向けて300~310nmの間の領域におけるSiの質量%での平均濃度である。
[7][1]~[6]のいずれかに記載の表面処理鋼板は、さらに、下記式(24)を満たしてもよい。
Af/B1f≧2.5 (24)[Correction under Rule 91 19.01.2024]
The present invention has been made in view of the above findings.
[1] The surface-treated steel sheet according to one embodiment of the present invention is
A base steel plate;
A plating layer formed on a surface of the base steel sheet;
A first coating formed on a surface of the plating layer;
a second coating formed on the surface of the first coating and having a thickness of 0.6 μm or more;
A surface-treated steel sheet having
The Zn concentration of the plating layer is 40 mass% or more and 100 mass% or less, and the Mg concentration is 0 mass% or more and less than 4.0 mass%,
When the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr were continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the coated steel sheet,
a position where the Zn concentration first becomes 35.0 mass% or less is defined as a first interface, which is an interface between the plating layer and the first coating;
a boundary region is a region including the first interface, the boundary region being located between a range of 10 nm from the first interface on the plating layer side and a range of 15 nm on the first coating side in the thickness direction,
a second interface between the first coating and the second coating is defined as a position where the Zn concentration becomes 3.0 mass % or less for the first time, and a range of 10 nm from a center between the first interface and the second interface in the thickness direction toward the second interface is defined as a central part of the first coating,
When a region of the second coating between aposition 400 nm and a position 410 nm away from the second interface in the thickness direction is defined as a central portion of the second coating,
One or more of the following formulas (1) to (3) and formulas (4) to (15) are satisfied.
Dt i ≧ 5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti + Dzr + Dv ≦ 25.0 (4)
B1c<10.0 (5)
B2c≧40.0 (6)
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Amg/B1mg≧2.0 (11)
Af/B1f≧2.0 (12)
B1si<5.0 (13)
B1zn≧0.5 (14)
B2zn<3.0 (15)
Here, Dti is a maximum Ti concentration in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating,
Dzr is a maximum concentration of Zr in mass % from the first interface to a center between the first interface and the second interface in the thickness direction of the first coating,
Dv is a maximum concentration of V in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating,
B1c is an average concentration of C in mass% in the central portion of the first coating,
B2c is an average concentration in mass% of C in the central portion of the second coating,
A mg is the maximum concentration in mass % of Mg in the boundary region of the first coating;
B1mg is an average concentration of Mg in mass% in the central portion of the first coating,
Af is the maximum concentration of F in mass % in the boundary region of the first coating;
B1f is an average concentration of F in mass% in the central portion of the first coating,
B1si is an average concentration of Si in mass% in the central portion of the first coating,
B1zn is an average concentration of Zn in the central portion of the first coating, in mass %,
B2zn is an average concentration of Zn in mass% in the central portion of the second coating,
The M is a constant that is 1 when the Mg concentration of the plating layer is 0 mass % or more and less than 1.0 mass %, and is 2 when the Mg concentration of the plating layer is 1.0 mass % or more and less than 4.0 mass %.
[2] The surface-treated steel sheet according to [1] may further satisfy the following formula (16).
0≦Cmg<5.0 (16)
Here, Cmg is the Mg concentration in mass % at aposition 10 nm away from the first interface toward the plating layer in the thickness direction of the plating layer.
[3] The surface-treated steel sheet according to [1] or [2] may further satisfy the following formulas (17) to (19).
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
where Aal is the maximum concentration of Al in wt.% in the boundary region,
The B1al is the average concentration of Al in mass % in the central portion of the first coating.
[4] The surface-treated steel sheet according to any one of [1] to [3] may further satisfy the following formulas (20) to (21).
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
where Ap is the maximum concentration of P in the boundary region,
The B1p is the average concentration of P in mass % in the central portion of the first coating.
[5] The surface-treated steel sheet according to any one of [1] to [4] may further satisfy the following formula (22).
1.0≦B1zn≦30.0 (22)
[6] The surface-treated steel sheet according to any one of [1] to [5] may further satisfy the following formula (23).
X2si/Y2si≧1.1 (23)
Here, X2si is the maximum concentration, in mass%, of Si in a region extending from the surface of the second coating to a region extending 100 nm toward the second interface,
The Y2si is the average concentration of Si in mass % in a region of the second coating from the surface toward the second interface, the region being 300 to 310 nm in length.
[7] The surface-treated steel sheet according to any one of [1] to [6] may further satisfy the following formula (24).
Af/B1f≧2.5 (24)
本発明は上記の知見に鑑みてなされた。本発明の要旨は以下の通りである。
[1]本発明の一態様に係る表面処理鋼板は、
母材鋼板と、
前記母材鋼板の表面に形成されためっき層と、
前記めっき層の表面に形成された第一被膜と、
前記第一被膜の表面に形成された厚みが0.6μm以上である第二被膜と、
を有する表面処理鋼板であって、
前記めっき層のZn濃度が40質量%以上、100質量%以下であり、Mg濃度が0質量%以上、4.0質量%未満であり、
前記めっき層から前記表面処理鋼板の表面に向けて厚み方向に線分析によって連続的にC、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度を測定した際に、
Znの濃度が初めて35.0質量%以下となる位置を、前記めっき層と前記第一被膜の界面である第一界面とし、
前記第一界面を含み、前記厚み方向に前記第一界面から前記めっき層の側に10nmの範囲と前記第一被膜の側に15nmの範囲との間の領域を境界領域とし、
Znの濃度が初めて3.0質量%以下となる位置を前記第一被膜と前記第二被膜の界面である第二界面とした際に、前記厚み方向の前記第一界面と前記第二界面との中央から前記第二界面側に10nmの範囲を前記第一被膜の中央部とし、
前記第二被膜の、前記第二界面から前記厚み方向に400nmの位置と410nmの位置との間の領域を、前記第二被膜の中央部としたとき、
下記式(1)~(3)の1つ以上、かつ、式(4)~(15)を満たす。
Dti≧5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti+Dzr+Dv≦25.0 (4)
B1c<10.0 (5)
B2c≧40.0 (6)
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Amg/B1mg≧2.0 (11)
Af/B1f≧2.0 (12)
B1si<5.0 (13)
B1zn≧0.5 (14)
B2zn<3.0 (15)
ここで、前記Dtiは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのTiの最大濃度であり、
前記Dzrは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのZrの最大濃度であり、
前記Dvは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのVの最大濃度であり、
前記B1cは、前記第一被膜の前記中央部におけるCの質量%での平均濃度であり、
前記B2cは、前記第二被膜の前記中央部におけるCの質量%での平均濃度であり、
前記Amgは、前記第一被膜の前記境界領域におけるMgの質量%での最大濃度であり、
前記B1mgは、前記第一被膜の前記中央部におけるMgの質量%での平均濃度であり、
前記Afは、前記第一被膜の前記境界領域におけるFの質量%での最大濃度であり、
前記B1fは、前記第一被膜の前記中央部におけるFの質量%での平均濃度であり、
前記B1siは、前記第一被膜の前記中央部におけるSiの質量%での平均濃度であり、
前記B1znは、前記第一被膜の前記中央部における、Znの質量%での平均濃度であり、
前記B2znは、前記第二被膜の前記中央部における、Znの質量%での平均濃度であり、
前記Mは、前記めっき層の前記Mg濃度が0質量%以上1.0質量%未満の場合には1、1.0質量%以上4.0質量%未満の場合には2となる定数である。
[2][1]に記載の表面処理鋼板は、さらに、下記式(16)を満たしてもよい。
0≦Cmg<5.0 (16)
ここで、前記Cmgは、前記めっき層の厚み方向において、前記第一界面から前記めっき層の側に10nmの位置における質量%でのMgの濃度である。
[3][1]または[2]に記載の表面処理鋼板は、さらに、下記式(17)~(19)を満たしてもよい。
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
ここで、前記Aalは、前記境界領域におけるAlの質量%での最大濃度であり、
前記B1alは、前記第一被膜の前記中央部におけるAlの質量%での平均濃度である。
[4][1]~[3]のいずれかに記載の表面処理鋼板は、さらに、下記式(20)~(21)を満たしてもよい。
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
ここで、前記Apは、前記境界領域におけるPの最大濃度であり、
前記B1pは、前記第一被膜の前記中央部におけるPの質量%での平均濃度である。
[5][1]~[4]のいずれかに記載の表面処理鋼板は、さらに、下記式(22)を満たしてもよい。
1.0≦B1zn≦30.0 (22)
[6][1]~[5]のいずれかに記載の表面処理鋼板は、さらに、下記式(23)を満たしてもよい。
X2si/Y2si≧1.1 (23)
ここで、前記X2siは、前記第二被膜の表面から前記第二界面に向けて100nmまでの領域のSiにおける質量%での最大濃度であり、
前記Y2siは、前記第二被膜の前記表面から前記第二界面に向けて300~310nmの間の領域におけるSiの質量%での平均濃度である。
[7][1]~[6]のいずれかに記載の表面処理鋼板は、さらに、下記式(24)を満たしてもよい。
Af/B1f≧2.5 (24)[Correction under Rule 91 19.01.2024]
The present invention has been made in view of the above findings.
[1] The surface-treated steel sheet according to one embodiment of the present invention is
A base steel plate;
A plating layer formed on a surface of the base steel sheet;
A first coating formed on a surface of the plating layer;
a second coating formed on the surface of the first coating and having a thickness of 0.6 μm or more;
A surface-treated steel sheet having
The Zn concentration of the plating layer is 40 mass% or more and 100 mass% or less, and the Mg concentration is 0 mass% or more and less than 4.0 mass%,
When the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr were continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the coated steel sheet,
a position where the Zn concentration first becomes 35.0 mass% or less is defined as a first interface, which is an interface between the plating layer and the first coating;
a boundary region is a region including the first interface, the boundary region being located between a range of 10 nm from the first interface on the plating layer side and a range of 15 nm on the first coating side in the thickness direction,
a second interface between the first coating and the second coating is defined as a position where the Zn concentration becomes 3.0 mass % or less for the first time, and a range of 10 nm from a center between the first interface and the second interface in the thickness direction toward the second interface is defined as a central part of the first coating,
When a region of the second coating between a
One or more of the following formulas (1) to (3) and formulas (4) to (15) are satisfied.
Dt i ≧ 5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti + Dzr + Dv ≦ 25.0 (4)
B1c<10.0 (5)
B2c≧40.0 (6)
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Amg/B1mg≧2.0 (11)
Af/B1f≧2.0 (12)
B1si<5.0 (13)
B1zn≧0.5 (14)
B2zn<3.0 (15)
Here, Dti is a maximum Ti concentration in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating,
Dzr is a maximum concentration of Zr in mass % from the first interface to a center between the first interface and the second interface in the thickness direction of the first coating,
Dv is a maximum concentration of V in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating,
B1c is an average concentration of C in mass% in the central portion of the first coating,
B2c is an average concentration in mass% of C in the central portion of the second coating,
A mg is the maximum concentration in mass % of Mg in the boundary region of the first coating;
B1mg is an average concentration of Mg in mass% in the central portion of the first coating,
Af is the maximum concentration of F in mass % in the boundary region of the first coating;
B1f is an average concentration of F in mass% in the central portion of the first coating,
B1si is an average concentration of Si in mass% in the central portion of the first coating,
B1zn is an average concentration of Zn in the central portion of the first coating, in mass %,
B2zn is an average concentration of Zn in mass% in the central portion of the second coating,
The M is a constant that is 1 when the Mg concentration of the plating layer is 0 mass % or more and less than 1.0 mass %, and is 2 when the Mg concentration of the plating layer is 1.0 mass % or more and less than 4.0 mass %.
[2] The surface-treated steel sheet according to [1] may further satisfy the following formula (16).
0≦Cmg<5.0 (16)
Here, Cmg is the Mg concentration in mass % at a
[3] The surface-treated steel sheet according to [1] or [2] may further satisfy the following formulas (17) to (19).
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
where Aal is the maximum concentration of Al in wt.% in the boundary region,
The B1al is the average concentration of Al in mass % in the central portion of the first coating.
[4] The surface-treated steel sheet according to any one of [1] to [3] may further satisfy the following formulas (20) to (21).
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
where Ap is the maximum concentration of P in the boundary region,
The B1p is the average concentration of P in mass % in the central portion of the first coating.
[5] The surface-treated steel sheet according to any one of [1] to [4] may further satisfy the following formula (22).
1.0≦B1zn≦30.0 (22)
[6] The surface-treated steel sheet according to any one of [1] to [5] may further satisfy the following formula (23).
X2si/Y2si≧1.1 (23)
Here, X2si is the maximum concentration, in mass%, of Si in a region extending from the surface of the second coating to a region extending 100 nm toward the second interface,
The Y2si is the average concentration of Si in mass % in a region of the second coating from the surface toward the second interface, the region being 300 to 310 nm in length.
[7] The surface-treated steel sheet according to any one of [1] to [6] may further satisfy the following formula (24).
Af/B1f≧2.5 (24)
本発明の上記態様によれば、耐食性及び潤滑性に優れる表面処理鋼板を提供することができる。
The above aspect of the present invention makes it possible to provide a surface-treated steel sheet with excellent corrosion resistance and lubricity.
本発明の一実施形態に係る表面処理鋼板(本実施形態に係る表面処理鋼板)について説明する。以下に記載する「~」で挟まれる数値限定範囲には、両端の値が、下限値及び上限値としてその範囲に含まれる。一方、「超」または「未満」と示す数値は、その値が数値範囲に含まれない。また、比(例えば、後述のAmgとB1mgとの比であるAmg/B1mg)の単位は、すべて無次元である。
図1に示すように、本実施形態に係る表面処理鋼板1は、母材鋼板10と、前記母材鋼板10の表面に形成されためっき層20と、めっき層20の表面に形成された第一被膜30と、第一被膜30の表面に形成された第二被膜40とを有する。
本実施形態に係る表面処理鋼板1において、前記めっき層20は、0質量%以上、4.0質量%未満のMgを有する(Mg濃度が0質量%以上4.0質量%未満である)、亜鉛めっき層または亜鉛合金めっき層である。
また、本実施形態では、以下において、めっき層から表面処理鋼板の表面に向けて、厚み方向に線分析によって連続的にC、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度(濃度分布)を測定した際に、Znの濃度が初めて35.0質量%以下となる位置を、めっき層と20前記第一被膜30の界面である第一界面25とする。
また、第一界面25を含み、厚み方向に第一界面25から前記めっき層20の側に10nmの範囲と前記第一被膜30の側に15nmの範囲との間の領域を境界領域Aと定義する。言い換えれば、境界領域Aは、界面を挟んでめっき層20と第一被膜30との両者に跨る厚み方向に25nmの領域である。
また、上記線分析の結果、Znの濃度が初めて3.0質量%以下となる位置を第一被膜30と第二被膜40の界面である第二界面35とする。
めっき層20、第一被膜30、第二被膜40は、母材鋼板10の片面に形成されていてもよいし、両面に形成されていてもよい。第一被膜30、第二被膜40は例えば化成処理被膜である。 A surface-treated steel sheet according to one embodiment of the present invention (surface-treated steel sheet according to this embodiment) will be described. In the following, the numerical ranges enclosed by "to" include both the lower and upper limits of the range. On the other hand, the numerical values indicated as "more than" or "less than" are not included in the numerical range. In addition, the units of ratios (for example, Amg/B1mg, which is the ratio between Amg and B1mg described later) are all dimensionless.
As shown in FIG. 1 , the surface-treated steel sheet 1 according to this embodiment has abase steel sheet 10, a plating layer 20 formed on the surface of the base steel sheet 10, a first coating 30 formed on the surface of the plating layer 20, and a second coating 40 formed on the surface of the first coating 30.
In the surface-treated steel sheet 1 according to this embodiment, theplating layer 20 is a zinc plating layer or a zinc alloy plating layer having Mg of 0 mass% or more and less than 4.0 mass% (the Mg concentration is 0 mass% or more and less than 4.0 mass%).
In addition, in the present embodiment, when the concentrations (concentration distributions) of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr are continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the surface-treated steel sheet, the position where the Zn concentration first becomes 35.0 mass% or less is defined as thefirst interface 25, which is the interface between the plating layer and the first coating 30.
Further, a region including thefirst interface 25, between a range of 10 nm from the first interface 25 on the plating layer 20 side in the thickness direction and a range of 15 nm on the first coating 30 side in the thickness direction, is defined as a boundary region A. In other words, the boundary region A is a 25 nm region in the thickness direction that spans both the plating layer 20 and the first coating 30 across the interface.
As a result of the line analysis, the position where the Zn concentration first becomes 3.0 mass % or less is determined as thesecond interface 35 , which is the interface between the first coating 30 and the second coating 40 .
Theplating layer 20, the first coating 30, and the second coating 40 may be formed on one side or both sides of the base steel sheet 10. The first coating 30 and the second coating 40 are, for example, chemical conversion coatings.
図1に示すように、本実施形態に係る表面処理鋼板1は、母材鋼板10と、前記母材鋼板10の表面に形成されためっき層20と、めっき層20の表面に形成された第一被膜30と、第一被膜30の表面に形成された第二被膜40とを有する。
本実施形態に係る表面処理鋼板1において、前記めっき層20は、0質量%以上、4.0質量%未満のMgを有する(Mg濃度が0質量%以上4.0質量%未満である)、亜鉛めっき層または亜鉛合金めっき層である。
また、本実施形態では、以下において、めっき層から表面処理鋼板の表面に向けて、厚み方向に線分析によって連続的にC、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度(濃度分布)を測定した際に、Znの濃度が初めて35.0質量%以下となる位置を、めっき層と20前記第一被膜30の界面である第一界面25とする。
また、第一界面25を含み、厚み方向に第一界面25から前記めっき層20の側に10nmの範囲と前記第一被膜30の側に15nmの範囲との間の領域を境界領域Aと定義する。言い換えれば、境界領域Aは、界面を挟んでめっき層20と第一被膜30との両者に跨る厚み方向に25nmの領域である。
また、上記線分析の結果、Znの濃度が初めて3.0質量%以下となる位置を第一被膜30と第二被膜40の界面である第二界面35とする。
めっき層20、第一被膜30、第二被膜40は、母材鋼板10の片面に形成されていてもよいし、両面に形成されていてもよい。第一被膜30、第二被膜40は例えば化成処理被膜である。 A surface-treated steel sheet according to one embodiment of the present invention (surface-treated steel sheet according to this embodiment) will be described. In the following, the numerical ranges enclosed by "to" include both the lower and upper limits of the range. On the other hand, the numerical values indicated as "more than" or "less than" are not included in the numerical range. In addition, the units of ratios (for example, Amg/B1mg, which is the ratio between Amg and B1mg described later) are all dimensionless.
As shown in FIG. 1 , the surface-treated steel sheet 1 according to this embodiment has a
In the surface-treated steel sheet 1 according to this embodiment, the
In addition, in the present embodiment, when the concentrations (concentration distributions) of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr are continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the surface-treated steel sheet, the position where the Zn concentration first becomes 35.0 mass% or less is defined as the
Further, a region including the
As a result of the line analysis, the position where the Zn concentration first becomes 3.0 mass % or less is determined as the
The
線分析はエネルギー分散型X線分析装置付きFE-TEM(Field Emission-Tranmisson Electron Microscope)を用いて、例えば以下の条件で行う。
被膜を形成した表面処理鋼板から試験片をクライオFIB(Focused Ion Beam)法にて切り出し、切り出した試験片の断面構造を、透過電子顕微鏡(TEM:Transmission Electoron Microscope)で、観察視野中に被膜の全体とめっき層のZn相の一部が視野に入る倍率(10万~100万倍)にて、観察する。各層の構成元素を特定するために、TEM-EDS(Energy Dispersive X-ray Spectroscopy)を用いて、線分析によって、厚み方向における視野全体の元素分析を行い、めっき層から表面処理鋼板の表面までの各位置におけるC、O、F、Mg、Al、Si、P、Ti、V、Zn、Zrの濃度を連続的に測定する。観察およびEDS分析時の加速電圧は200kVとする。
めっき層は、FE-TEMで観察した際に、被膜とは違いが明確であるので、FE-TEMで観察し、被膜とは明らかに異なる位置をめっき層であると判断しできる。線分析の始点は、例えば、FE-TEMで観察されためっき層の任意の位置としてよい。また、FE-TEMによる観察でめっき層が十分に識別できなかったとしても、EDSによる線分析の始点において、例えば、Zn濃度が85質量%以上かつMg濃度とAl濃度との両方が1.0質量%以下であれば、その始点は確実にめっき層であるため、FE-TEMによる観察やEDSによる線分析を再度行う必要はない。線分析の終点は、被膜の表面(表面処理鋼板の表面)とする。 The line analysis is carried out using a Field Emission-Transmission Electron Microscope (FE-TEM) equipped with an energy dispersive X-ray analyzer, for example, under the following conditions.
A test piece is cut out from the surface-treated steel sheet on which the coating is formed by a cryo-FIB (Focused Ion Beam) method, and the cross-sectional structure of the cut out test piece is observed with a transmission electron microscope (TEM) at a magnification (100,000 to 1,000,000 times) such that the entire coating and a part of the Zn phase of the plating layer are visible in the observation field. In order to identify the constituent elements of each layer, an elemental analysis of the entire field in the thickness direction is performed by line analysis using TEM-EDS (Energy Dispersive X-ray Spectroscopy), and the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn, and Zr are continuously measured at each position from the plating layer to the surface of the surface-treated steel sheet. The accelerating voltage during observation and EDS analysis is 200 kV.
Since the plating layer is clearly different from the coating when observed with an FE-TEM, it is possible to determine the plating layer at a position that is clearly different from the coating when observed with an FE-TEM. The start point of the line analysis may be, for example, any position of the plating layer observed with an FE-TEM. Even if the plating layer cannot be sufficiently identified by observation with an FE-TEM, if, for example, the Zn concentration is 85 mass% or more and both the Mg concentration and the Al concentration are 1.0 mass% or less at the start point of the line analysis by EDS, the start point is definitely the plating layer, so there is no need to perform the observation by FE-TEM or the line analysis by EDS again. The end point of the line analysis is the surface of the coating (the surface of the surface-treated steel sheet).
被膜を形成した表面処理鋼板から試験片をクライオFIB(Focused Ion Beam)法にて切り出し、切り出した試験片の断面構造を、透過電子顕微鏡(TEM:Transmission Electoron Microscope)で、観察視野中に被膜の全体とめっき層のZn相の一部が視野に入る倍率(10万~100万倍)にて、観察する。各層の構成元素を特定するために、TEM-EDS(Energy Dispersive X-ray Spectroscopy)を用いて、線分析によって、厚み方向における視野全体の元素分析を行い、めっき層から表面処理鋼板の表面までの各位置におけるC、O、F、Mg、Al、Si、P、Ti、V、Zn、Zrの濃度を連続的に測定する。観察およびEDS分析時の加速電圧は200kVとする。
めっき層は、FE-TEMで観察した際に、被膜とは違いが明確であるので、FE-TEMで観察し、被膜とは明らかに異なる位置をめっき層であると判断しできる。線分析の始点は、例えば、FE-TEMで観察されためっき層の任意の位置としてよい。また、FE-TEMによる観察でめっき層が十分に識別できなかったとしても、EDSによる線分析の始点において、例えば、Zn濃度が85質量%以上かつMg濃度とAl濃度との両方が1.0質量%以下であれば、その始点は確実にめっき層であるため、FE-TEMによる観察やEDSによる線分析を再度行う必要はない。線分析の終点は、被膜の表面(表面処理鋼板の表面)とする。 The line analysis is carried out using a Field Emission-Transmission Electron Microscope (FE-TEM) equipped with an energy dispersive X-ray analyzer, for example, under the following conditions.
A test piece is cut out from the surface-treated steel sheet on which the coating is formed by a cryo-FIB (Focused Ion Beam) method, and the cross-sectional structure of the cut out test piece is observed with a transmission electron microscope (TEM) at a magnification (100,000 to 1,000,000 times) such that the entire coating and a part of the Zn phase of the plating layer are visible in the observation field. In order to identify the constituent elements of each layer, an elemental analysis of the entire field in the thickness direction is performed by line analysis using TEM-EDS (Energy Dispersive X-ray Spectroscopy), and the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn, and Zr are continuously measured at each position from the plating layer to the surface of the surface-treated steel sheet. The accelerating voltage during observation and EDS analysis is 200 kV.
Since the plating layer is clearly different from the coating when observed with an FE-TEM, it is possible to determine the plating layer at a position that is clearly different from the coating when observed with an FE-TEM. The start point of the line analysis may be, for example, any position of the plating layer observed with an FE-TEM. Even if the plating layer cannot be sufficiently identified by observation with an FE-TEM, if, for example, the Zn concentration is 85 mass% or more and both the Mg concentration and the Al concentration are 1.0 mass% or less at the start point of the line analysis by EDS, the start point is definitely the plating layer, so there is no need to perform the observation by FE-TEM or the line analysis by EDS again. The end point of the line analysis is the surface of the coating (the surface of the surface-treated steel sheet).
EPMAでも線分析は可能であるが、EPMAではTEMに比べて高倍率の観察ができないため、本実施形態に係る表面処理鋼板の被膜中の各元素の濃度分布を高精度に分析できない可能性があるので、本実施形態では、線分析はエネルギー分散型X線分析装置付きFE-TEMを用いて行う。
Line analysis is also possible with EPMA, but because EPMA does not allow observation at a high magnification compared to TEM, it may not be possible to analyze with high precision the concentration distribution of each element in the coating of the surface-treated steel sheet according to this embodiment, so in this embodiment, line analysis is performed using an FE-TEM equipped with an energy dispersive X-ray analyzer.
以下、母材鋼板10、めっき層20、第一被膜30、第二被膜40のそれぞれについて説明する。
The base steel sheet 10, plating layer 20, first coating 30, and second coating 40 will each be described below.
<母材鋼板>
本実施形態に係る表面処理鋼板は、めっき層及び被膜によって、優れた耐食性が得られる。そのため、母材鋼板については、特に限定されない。母材鋼板は、適用される製品や要求される強度や板厚等によって決定すればよく、例えば、JIS G 3131:2018、または、JIS G 3113:2018に記載された熱間圧延軟鋼板及び鋼帯、または、自動車構造用熱間圧延鋼板及び鋼帯(総じて熱間圧延鋼板という場合がある)や、JIS G 3141:2021、または、JIS G 3135:2018に記載された冷間圧延鋼板及び鋼帯、または、自動車用加工性冷間圧延高張力鋼板及び鋼帯(総じて冷間圧延鋼板という場合がある)を用いることができる。 <Base steel plate>
The surface-treated steel sheet according to this embodiment has excellent corrosion resistance due to the plating layer and coating. Therefore, the base steel sheet is not particularly limited. The base steel sheet may be determined according to the product to which it is applied and the required strength and thickness, and may be, for example, hot-rolled mild steel sheets and steel strips described in JIS G 3131:2018 or JIS G 3113:2018, or hot-rolled steel sheets and steel strips for automotive structures (collectively referred to as hot-rolled steel sheets), or cold-rolled steel sheets and steel strips described in JIS G 3141:2021 or JIS G 3135:2018, or automotive workable cold-rolled high-tensile steel sheets and steel strips (collectively referred to as cold-rolled steel sheets) may be used.
本実施形態に係る表面処理鋼板は、めっき層及び被膜によって、優れた耐食性が得られる。そのため、母材鋼板については、特に限定されない。母材鋼板は、適用される製品や要求される強度や板厚等によって決定すればよく、例えば、JIS G 3131:2018、または、JIS G 3113:2018に記載された熱間圧延軟鋼板及び鋼帯、または、自動車構造用熱間圧延鋼板及び鋼帯(総じて熱間圧延鋼板という場合がある)や、JIS G 3141:2021、または、JIS G 3135:2018に記載された冷間圧延鋼板及び鋼帯、または、自動車用加工性冷間圧延高張力鋼板及び鋼帯(総じて冷間圧延鋼板という場合がある)を用いることができる。 <Base steel plate>
The surface-treated steel sheet according to this embodiment has excellent corrosion resistance due to the plating layer and coating. Therefore, the base steel sheet is not particularly limited. The base steel sheet may be determined according to the product to which it is applied and the required strength and thickness, and may be, for example, hot-rolled mild steel sheets and steel strips described in JIS G 3131:2018 or JIS G 3113:2018, or hot-rolled steel sheets and steel strips for automotive structures (collectively referred to as hot-rolled steel sheets), or cold-rolled steel sheets and steel strips described in JIS G 3141:2021 or JIS G 3135:2018, or automotive workable cold-rolled high-tensile steel sheets and steel strips (collectively referred to as cold-rolled steel sheets) may be used.
<めっき層>
本実施形態に係る表面処理鋼板が備えるめっき層の化学組成の、亜鉛(Zn)濃度(含有量)は40質量%以上100質量%以下、Mg濃度(含有量)は0質量%以上4.0質量%未満である。めっき層は、亜鉛めっき層または亜鉛合金めっき層である。
Zn、Mg以外の元素については限定されないが、例えば、質量%で、
Al:0%以上、25.0%未満、
Sn:0%以上、20%以下、
Bi:0%以上、5.0%未満、
In:0%以上、2.0%未満、
Ca:0%以上、3.0%以下、
Y:0%以上、0.5%以下、
La:0%以上、0.5%未満、
Ce:0%以上、0.5%未満、
Si:0%以上、2.5%未満、
Cr:0%以上、0.25%未満、
Ti:0%以上、0.25%未満、
Ni:0%以上、0.25%未満、
Co:0%以上、0.25%未満、
V:0%以上、0.25%未満、
Nb:0%以上、0.25%未満、
Cu:0%以上、0.25%未満、
Mn:0%以上、0.25%未満、
Fe:0%以上、5.0%以下、
Sr:0%以上、0.5%未満、
Sb:0%以上、0.5%未満、
Pb:0%以上、0.5%未満、
B:0%以上、0.5%未満、及び
残部:不純物
であってもよい。
Zn以外の元素は、MgおよびAlも含め、すべて任意元素であり、それらの下限は0%である。つまり、めっき層の化学組成は、Znと不純物のみであってもよい。必要に応じて、Mg濃度を0.1%以上、0.5%以上又は1.0%以上としてもよく、Mg濃度を3.5%以下、3.0%以下又は2.5%以下としてもよい。必要に応じて、Al濃度を0.1%以上、0.2%以上、1.0%以上又は4.0%以上としてもよく、Al濃度を21.0%以下、17.0%以下又は12.0%以下としてもよい。必要に応じて、Zn濃度を50%以上、60%以上、70%以上、80%以上又は85%以上としてもよく、Zn濃度を100%未満、99%未満、97%未満又は95%未満としてもよい。
不純物はその合計の濃度が、1.0%未満であることが好ましい。 <Plating layer>
The plating layer of the surface-treated steel sheet according to the present embodiment has a chemical composition in which the zinc (Zn) concentration (content) is 40 mass% or more and 100 mass% or less, and the Mg concentration (content) is 0 mass% or more and less than 4.0 mass%. The plating layer is a zinc plating layer or a zinc alloy plating layer.
The elements other than Zn and Mg are not limited, but for example, in mass %,
Al: 0% or more and less than 25.0%;
Sn: 0% or more and 20% or less,
Bi: 0% or more and less than 5.0%
In: 0% or more and less than 2.0%;
Ca: 0% or more, 3.0% or less,
Y: 0% or more and 0.5% or less,
La: 0% or more and less than 0.5%,
Ce: 0% or more and less than 0.5%
Si: 0% or more and less than 2.5%
Cr: 0% or more and less than 0.25%
Ti: 0% or more and less than 0.25%
Ni: 0% or more and less than 0.25%
Co: 0% or more and less than 0.25%
V: 0% or more and less than 0.25%
Nb: 0% or more and less than 0.25%
Cu: 0% or more and less than 0.25%
Mn: 0% or more and less than 0.25%;
Fe: 0% or more, 5.0% or less,
Sr: 0% or more and less than 0.5%
Sb: 0% or more and less than 0.5%
Pb: 0% or more and less than 0.5%
B: 0% or more and less than 0.5%, and the balance: may be impurities.
All elements other than Zn, including Mg and Al, are optional elements, and the lower limit of each is 0%. That is, the chemical composition of the plating layer may be only Zn and impurities. If necessary, the Mg concentration may be 0.1% or more, 0.5% or more, or 1.0% or more, and the Mg concentration may be 3.5% or less, 3.0% or less, or 2.5% or less. If necessary, the Al concentration may be 0.1% or more, 0.2% or more, 1.0% or more, or 4.0% or more, and the Al concentration may be 21.0% or less, 17.0% or less, or 12.0% or less. If necessary, the Zn concentration may be 50% or more, 60% or more, 70% or more, 80% or more, or 85% or more, and the Zn concentration may be less than 100%, less than 99%, less than 97%, or less than 95%.
The total concentration of impurities is preferably less than 1.0%.
本実施形態に係る表面処理鋼板が備えるめっき層の化学組成の、亜鉛(Zn)濃度(含有量)は40質量%以上100質量%以下、Mg濃度(含有量)は0質量%以上4.0質量%未満である。めっき層は、亜鉛めっき層または亜鉛合金めっき層である。
Zn、Mg以外の元素については限定されないが、例えば、質量%で、
Al:0%以上、25.0%未満、
Sn:0%以上、20%以下、
Bi:0%以上、5.0%未満、
In:0%以上、2.0%未満、
Ca:0%以上、3.0%以下、
Y:0%以上、0.5%以下、
La:0%以上、0.5%未満、
Ce:0%以上、0.5%未満、
Si:0%以上、2.5%未満、
Cr:0%以上、0.25%未満、
Ti:0%以上、0.25%未満、
Ni:0%以上、0.25%未満、
Co:0%以上、0.25%未満、
V:0%以上、0.25%未満、
Nb:0%以上、0.25%未満、
Cu:0%以上、0.25%未満、
Mn:0%以上、0.25%未満、
Fe:0%以上、5.0%以下、
Sr:0%以上、0.5%未満、
Sb:0%以上、0.5%未満、
Pb:0%以上、0.5%未満、
B:0%以上、0.5%未満、及び
残部:不純物
であってもよい。
Zn以外の元素は、MgおよびAlも含め、すべて任意元素であり、それらの下限は0%である。つまり、めっき層の化学組成は、Znと不純物のみであってもよい。必要に応じて、Mg濃度を0.1%以上、0.5%以上又は1.0%以上としてもよく、Mg濃度を3.5%以下、3.0%以下又は2.5%以下としてもよい。必要に応じて、Al濃度を0.1%以上、0.2%以上、1.0%以上又は4.0%以上としてもよく、Al濃度を21.0%以下、17.0%以下又は12.0%以下としてもよい。必要に応じて、Zn濃度を50%以上、60%以上、70%以上、80%以上又は85%以上としてもよく、Zn濃度を100%未満、99%未満、97%未満又は95%未満としてもよい。
不純物はその合計の濃度が、1.0%未満であることが好ましい。 <Plating layer>
The plating layer of the surface-treated steel sheet according to the present embodiment has a chemical composition in which the zinc (Zn) concentration (content) is 40 mass% or more and 100 mass% or less, and the Mg concentration (content) is 0 mass% or more and less than 4.0 mass%. The plating layer is a zinc plating layer or a zinc alloy plating layer.
The elements other than Zn and Mg are not limited, but for example, in mass %,
Al: 0% or more and less than 25.0%;
Sn: 0% or more and 20% or less,
Bi: 0% or more and less than 5.0%
In: 0% or more and less than 2.0%;
Ca: 0% or more, 3.0% or less,
Y: 0% or more and 0.5% or less,
La: 0% or more and less than 0.5%,
Ce: 0% or more and less than 0.5%
Si: 0% or more and less than 2.5%
Cr: 0% or more and less than 0.25%
Ti: 0% or more and less than 0.25%
Ni: 0% or more and less than 0.25%
Co: 0% or more and less than 0.25%
V: 0% or more and less than 0.25%
Nb: 0% or more and less than 0.25%
Cu: 0% or more and less than 0.25%
Mn: 0% or more and less than 0.25%;
Fe: 0% or more, 5.0% or less,
Sr: 0% or more and less than 0.5%
Sb: 0% or more and less than 0.5%
Pb: 0% or more and less than 0.5%
B: 0% or more and less than 0.5%, and the balance: may be impurities.
All elements other than Zn, including Mg and Al, are optional elements, and the lower limit of each is 0%. That is, the chemical composition of the plating layer may be only Zn and impurities. If necessary, the Mg concentration may be 0.1% or more, 0.5% or more, or 1.0% or more, and the Mg concentration may be 3.5% or less, 3.0% or less, or 2.5% or less. If necessary, the Al concentration may be 0.1% or more, 0.2% or more, 1.0% or more, or 4.0% or more, and the Al concentration may be 21.0% or less, 17.0% or less, or 12.0% or less. If necessary, the Zn concentration may be 50% or more, 60% or more, 70% or more, 80% or more, or 85% or more, and the Zn concentration may be less than 100%, less than 99%, less than 97%, or less than 95%.
The total concentration of impurities is preferably less than 1.0%.
めっき層の化学組成は、めっき層を、例えば、地鉄(母材鋼板)の腐食を抑制するインヒビター(例えば、朝日化学工業株式会社製イビット)を含有した10%HCl水溶液などで溶解し、ICP発光分光分析法により組成分析を行って求めることができる。
The chemical composition of the plating layer can be determined by dissolving the plating layer in, for example, a 10% HCl aqueous solution containing an inhibitor (e.g., IBIT manufactured by Asahi Chemical Industry Co., Ltd.) that suppresses corrosion of the base steel (base steel sheet), and then performing composition analysis using ICP atomic emission spectrometry.
めっき層の付着量は限定されないが、耐食性向上のため、片面当たり、10g/m2以上であることが好ましい。一方、片面当たりの付着量が200g/m2を超えても耐食性が飽和する上、経済的に不利になる。そのため、付着量は200g/m2以下であることが好ましい。
The coating weight of the plating layer is not limited, but in order to improve corrosion resistance, it is preferable that the coating weight is 10 g/ m2 or more per side. On the other hand, if the coating weight per side exceeds 200 g/ m2 , the corrosion resistance will saturate and it will be economically disadvantageous. Therefore, it is preferable that the coating weight is 200 g/ m2 or less.
また、めっき層の種類も限定されない。例えば、溶融めっき層であってもよいし、電気めっき層であってもよい。
Furthermore, the type of plating layer is not limited. For example, it may be a hot-dip plating layer or an electroplating layer.
<第一被膜>
第一被膜は、本実施形態に係る表面処理鋼板において、めっき層の上(母材鋼板とは反対側の面)、すなわち、めっき層と第二被膜との間に存在する。第一被膜は、下地処理被膜又は下層被膜などと呼ばれることもある。
本実施形態では、厚み方向の、めっき層と第一被膜との界面(第一界面)と第一被膜と第二被膜との界面(第二界面)との中央の位置を起点として、第二界面側に10nmの位置を終点とする範囲を、第一被膜の中央部B1という。
第一被膜は、後述するようにTi、Zr、Vのいずれかと、MgとFとを含む水溶液に、さらにりん酸と硝酸とを添加した化成処理液を塗布して、乾燥させることで形成される被膜であり、Ti、Zr、Vのいずれかと、MgとFとを含み、PとSiとを含んでもよい。 <First Coating>
In the surface-treated steel sheet according to this embodiment, the first coating is present on the plating layer (the surface opposite to the base steel sheet), i.e., between the plating layer and the second coating. The first coating is also called a base treatment coating or an underlayer coating.
In this embodiment, the range in the thickness direction starting from the center position between the interface between the plating layer and the first coating (first interface) and the interface between the first coating and the second coating (second interface) and ending at aposition 10 nm toward the second interface is referred to as the central portion B1 of the first coating.
The first coating is a coating formed by applying a chemical conversion treatment liquid obtained by adding phosphoric acid and nitric acid to an aqueous solution containing any one of Ti, Zr, or V, Mg, and F, as described below, and drying the solution, and contains any one of Ti, Zr, or V, Mg, and F, and may also contain P and Si.
第一被膜は、本実施形態に係る表面処理鋼板において、めっき層の上(母材鋼板とは反対側の面)、すなわち、めっき層と第二被膜との間に存在する。第一被膜は、下地処理被膜又は下層被膜などと呼ばれることもある。
本実施形態では、厚み方向の、めっき層と第一被膜との界面(第一界面)と第一被膜と第二被膜との界面(第二界面)との中央の位置を起点として、第二界面側に10nmの位置を終点とする範囲を、第一被膜の中央部B1という。
第一被膜は、後述するようにTi、Zr、Vのいずれかと、MgとFとを含む水溶液に、さらにりん酸と硝酸とを添加した化成処理液を塗布して、乾燥させることで形成される被膜であり、Ti、Zr、Vのいずれかと、MgとFとを含み、PとSiとを含んでもよい。 <First Coating>
In the surface-treated steel sheet according to this embodiment, the first coating is present on the plating layer (the surface opposite to the base steel sheet), i.e., between the plating layer and the second coating. The first coating is also called a base treatment coating or an underlayer coating.
In this embodiment, the range in the thickness direction starting from the center position between the interface between the plating layer and the first coating (first interface) and the interface between the first coating and the second coating (second interface) and ending at a
The first coating is a coating formed by applying a chemical conversion treatment liquid obtained by adding phosphoric acid and nitric acid to an aqueous solution containing any one of Ti, Zr, or V, Mg, and F, as described below, and drying the solution, and contains any one of Ti, Zr, or V, Mg, and F, and may also contain P and Si.
本実施形態に係る表面処理鋼板が備える第一被膜(本実施形態に係る第一被膜)では、第一界面から第一界面と第二界面との中央までの間において、Tiの質量%での最大濃度をDti(単位:質量%)、Zrの質量%での最大濃度をDzr(単位:質量%)、Vの質量%での最大濃度をDv(単位:質量%)としたとき、Dti、Dzr、Dvから選ばれる1つまたは2つ以上が5.0%以上であり、1つまたは2つ以上の合計が25.0%以下である。この場合、被膜のバリア性が高まる。
それぞれの値が高くなると被膜が脆くなりバリア性が低下するため、好ましくは、Dti、Dzr、Dvの合計は20.0%以下である。
すなわち、本実施形態に係る表面処理鋼板は、式(1)~(3)の1つ以上、かつ、式(4)を満たす。
Dti≧5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti+Dzr+Dv≦25.0 (4) In the first coating provided on the surface-treated steel sheet according to this embodiment (first coating according to this embodiment), when the maximum concentration in mass% of Ti is Dti (unit: mass%), the maximum concentration in mass% of Zr is Dzr (unit: mass%), and the maximum concentration in mass% of V is Dv (unit: mass%), one or more selected from Dti, Dzr, and Dv are 5.0% or more and the total of one or more is 25.0% or less between the first interface and the center between the first interface and the second interface. In this case, the barrier property of the coating is improved.
As each value becomes high, the coating becomes brittle and the barrier properties deteriorate, so the total of Dti, Dzr and Dv is preferably 20.0% or less.
That is, the surface-treated steel sheet according to this embodiment satisfies one or more of formulas (1) to (3) and also formula (4).
Dt i ≧ 5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti + Dzr + Dv ≦ 25.0 (4)
それぞれの値が高くなると被膜が脆くなりバリア性が低下するため、好ましくは、Dti、Dzr、Dvの合計は20.0%以下である。
すなわち、本実施形態に係る表面処理鋼板は、式(1)~(3)の1つ以上、かつ、式(4)を満たす。
Dti≧5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti+Dzr+Dv≦25.0 (4) In the first coating provided on the surface-treated steel sheet according to this embodiment (first coating according to this embodiment), when the maximum concentration in mass% of Ti is Dti (unit: mass%), the maximum concentration in mass% of Zr is Dzr (unit: mass%), and the maximum concentration in mass% of V is Dv (unit: mass%), one or more selected from Dti, Dzr, and Dv are 5.0% or more and the total of one or more is 25.0% or less between the first interface and the center between the first interface and the second interface. In this case, the barrier property of the coating is improved.
As each value becomes high, the coating becomes brittle and the barrier properties deteriorate, so the total of Dti, Dzr and Dv is preferably 20.0% or less.
That is, the surface-treated steel sheet according to this embodiment satisfies one or more of formulas (1) to (3) and also formula (4).
Dt i ≧ 5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti + Dzr + Dv ≦ 25.0 (4)
本実施形態に係る第一被膜は、上述した第一被膜の中央部B1でのCの平均濃度B1c(単位:質量%)が、10.0%未満である。B1cが10.0%以上であると、被膜のバリア性が低下して耐食性が劣化する。また、第一被膜は有機樹脂を実質的に含まない(1質量%以下である)。第一被膜の分析により、有機樹脂が1質量%以下であることを確認できる簡便な測定方法はない。しかしながら、表面処理液中の有機樹脂の調合量が増加すると、被膜中のC濃度が増加する。このため、本実施形態では、有機樹脂が1質量%以下であることを示す指標としても、B1cは10.0%未満とする。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(5)を満足する。
B1c<10.0 (5)
優れた耐食性を得るためにB1cは6.0%以下、4.5%以下、若しくは、3.0%以下であることがより好ましい。B1cの下限は限定されないため、Bcの下限は0%である。必要に応じて、B1cを0.5%以上、1.0%以上または1.5%以上としてもよい。 In the first coating according to this embodiment, the average concentration B1c (unit: mass %) of C in the central portion B1 of the first coating described above is less than 10.0%. If B1c is 10.0% or more, the barrier property of the coating is reduced and the corrosion resistance is deteriorated. In addition, the first coating does not substantially contain organic resin (1 mass % or less). There is no simple measurement method that can confirm that the organic resin is 1 mass % or less by analyzing the first coating. However, when the amount of organic resin in the surface treatment liquid increases, the C concentration in the coating increases. For this reason, in this embodiment, B1c is set to be less than 10.0% as an indicator that the organic resin is 1 mass % or less.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (5).
B1c<10.0 (5)
In order to obtain excellent corrosion resistance, B1c is preferably 6.0% or less, 4.5% or less, or 3.0% or less. Since there is no lower limit for B1c, the lower limit for Bc is 0%. If necessary, B1c may be 0.5% or more, 1.0% or more, or 1.5% or more.
すなわち、本実施形態に係る表面処理鋼板は、以下の式(5)を満足する。
B1c<10.0 (5)
優れた耐食性を得るためにB1cは6.0%以下、4.5%以下、若しくは、3.0%以下であることがより好ましい。B1cの下限は限定されないため、Bcの下限は0%である。必要に応じて、B1cを0.5%以上、1.0%以上または1.5%以上としてもよい。 In the first coating according to this embodiment, the average concentration B1c (unit: mass %) of C in the central portion B1 of the first coating described above is less than 10.0%. If B1c is 10.0% or more, the barrier property of the coating is reduced and the corrosion resistance is deteriorated. In addition, the first coating does not substantially contain organic resin (1 mass % or less). There is no simple measurement method that can confirm that the organic resin is 1 mass % or less by analyzing the first coating. However, when the amount of organic resin in the surface treatment liquid increases, the C concentration in the coating increases. For this reason, in this embodiment, B1c is set to be less than 10.0% as an indicator that the organic resin is 1 mass % or less.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (5).
B1c<10.0 (5)
In order to obtain excellent corrosion resistance, B1c is preferably 6.0% or less, 4.5% or less, or 3.0% or less. Since there is no lower limit for B1c, the lower limit for Bc is 0%. If necessary, B1c may be 0.5% or more, 1.0% or more, or 1.5% or more.
また、本実施形態に係る第一被膜では、境界領域AでのMgの最大濃度であるAmg(単位:質量%)が2.5~25.0%であり、第一被膜の中央部B1のMgの平均濃度であるB1mg(単位:質量%)が0.5~5.0%であり、B1mgに対するAmgの比であるAmg/B1mgが2.0以上である。すなわち、Mgが第一界面付近に濃化している。所定の量のMgを含有した上で、Mgが第一界面付近に濃化していることで、被膜のバリア性が向上し、耐食性が向上する。
Amgが2.5%未満、B1mgが0.5%未満、または、Amg/B1mgが2.0未満であると、耐食性の向上効果が十分に得られない。
ただし、めっき層のMg濃度が1.0質量%未満である場合は、Amgが5.0%未満では効果が得られない。これは、めっき組織に占めるZnの体積割合が大きいため、白錆の発生を抑えるには、Mgをより多く含有しているめっき層よりも強固なMgの濃化層を形成する必要があるためと考えられる。そのため、めっき層のMg濃度が0質量%以上1.0質量%未満であるときは、Amgは5.0~25.0%である。
一方、Amgが25.0%超であると、めっき層と第一被膜との密着性が低下し耐食性が低下する。B1mgが5.0%超であると、Mgの濃化している部分が形成されなくなり耐食性が低下する。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(7)、式(8)、および式(11)を満足する。
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
Amg/B1mg≧2.0 (11)
ここで、Mは、めっき層の化学組成におけるMg濃度が質量%で0%以上1.0%未満の場合には1(つまり、M=1)となり、1.0%以上4.0%未満の場合には2(つまり、M=2)となる定数である。
必要に応じて、Amgを20.0%以下、15.0%以下、12.0%以下、10.0%以下又は8.0%以下としてもよい。特に、めっき層の前記化学組成におけるMg濃度が1.0質量%以上4.0質量%未満の場合にのみ、Amgの上限を制限してもよく、例えば、Amgを12.0%以下、10.0%以下、8.0%以下又は6.0%以下としてもよい。
また、必要に応じて、B1mgを4.0%以下、3.0%以下又は2.0%以下としてもよい。
Amg/B1mgの上限を特に定める必要はないが、Amg/B1mgを、20.0以下、15.0以下又は10.0以下としてもよい。必要に応じて、Amg/B1mgを、2.5以上、3.5以上又は4.5以上としてもよい Furthermore, in the first coating according to this embodiment, the maximum Mg concentration Amg (unit: mass%) in the boundary region A is 2.5 to 25.0%, the average Mg concentration B1mg (unit: mass%) in the central portion B1 of the first coating is 0.5 to 5.0%, and the ratio of Amg to B1mg, Amg/B1mg, is 2.0 or more. That is, Mg is concentrated near the first interface. By containing a predetermined amount of Mg and having Mg concentrated near the first interface, the barrier properties of the coating are improved, and the corrosion resistance is also improved.
If Amg is less than 2.5%, B1mg is less than 0.5%, or Amg/B1mg is less than 2.0, the effect of improving corrosion resistance cannot be obtained sufficiently.
However, when the Mg concentration of the plating layer is less than 1.0 mass%, no effect can be obtained if Amg is less than 5.0%. This is thought to be because, since the volume ratio of Zn in the plating structure is large, in order to suppress the occurrence of white rust, it is necessary to form a Mg-enriched layer that is stronger than a plating layer containing more Mg. Therefore, when the Mg concentration of the plating layer is 0 mass% or more and less than 1.0 mass%, Amg is 5.0 to 25.0%.
On the other hand, if Amg exceeds 25.0%, the adhesion between the plating layer and the first coating is reduced, resulting in a decrease in corrosion resistance, whereas if B1mg exceeds 5.0%, the Mg-enriched portion is not formed, resulting in a decrease in corrosion resistance.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formulas (7), (8), and (11).
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
Amg/B1mg≧2.0 (11)
Here, M is a constant that is 1 (i.e., M=1) when the Mg concentration in the chemical composition of the plating layer is equal to or greater than 0% and less than 1.0%, by mass%, and is 2 (i.e., M=2) when the Mg concentration is equal to or greater than 1.0% and less than 4.0%.
If necessary, Amg may be set to 20.0% or less, 15.0% or less, 12.0% or less, 10.0% or less, or 8.0% or less. In particular, only when the Mg concentration in the chemical composition of the plating layer is 1.0 mass% or more and less than 4.0 mass%, the upper limit of Amg may be restricted, for example, Amg may be set to 12.0% or less, 10.0% or less, 8.0% or less, or 6.0% or less.
Furthermore, B1mg may be set to 4.0% or less, 3.0% or less, or 2.0% or less, as necessary.
There is no particular need to set an upper limit for A mg/B mg, but A mg/B mg may be 20.0 or less, 15.0 or less, or 10.0 or less. If necessary, A mg/B mg may be 2.5 or more, 3.5 or more, or 4.5 or more.
Amgが2.5%未満、B1mgが0.5%未満、または、Amg/B1mgが2.0未満であると、耐食性の向上効果が十分に得られない。
ただし、めっき層のMg濃度が1.0質量%未満である場合は、Amgが5.0%未満では効果が得られない。これは、めっき組織に占めるZnの体積割合が大きいため、白錆の発生を抑えるには、Mgをより多く含有しているめっき層よりも強固なMgの濃化層を形成する必要があるためと考えられる。そのため、めっき層のMg濃度が0質量%以上1.0質量%未満であるときは、Amgは5.0~25.0%である。
一方、Amgが25.0%超であると、めっき層と第一被膜との密着性が低下し耐食性が低下する。B1mgが5.0%超であると、Mgの濃化している部分が形成されなくなり耐食性が低下する。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(7)、式(8)、および式(11)を満足する。
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
Amg/B1mg≧2.0 (11)
ここで、Mは、めっき層の化学組成におけるMg濃度が質量%で0%以上1.0%未満の場合には1(つまり、M=1)となり、1.0%以上4.0%未満の場合には2(つまり、M=2)となる定数である。
必要に応じて、Amgを20.0%以下、15.0%以下、12.0%以下、10.0%以下又は8.0%以下としてもよい。特に、めっき層の前記化学組成におけるMg濃度が1.0質量%以上4.0質量%未満の場合にのみ、Amgの上限を制限してもよく、例えば、Amgを12.0%以下、10.0%以下、8.0%以下又は6.0%以下としてもよい。
また、必要に応じて、B1mgを4.0%以下、3.0%以下又は2.0%以下としてもよい。
Amg/B1mgの上限を特に定める必要はないが、Amg/B1mgを、20.0以下、15.0以下又は10.0以下としてもよい。必要に応じて、Amg/B1mgを、2.5以上、3.5以上又は4.5以上としてもよい Furthermore, in the first coating according to this embodiment, the maximum Mg concentration Amg (unit: mass%) in the boundary region A is 2.5 to 25.0%, the average Mg concentration B1mg (unit: mass%) in the central portion B1 of the first coating is 0.5 to 5.0%, and the ratio of Amg to B1mg, Amg/B1mg, is 2.0 or more. That is, Mg is concentrated near the first interface. By containing a predetermined amount of Mg and having Mg concentrated near the first interface, the barrier properties of the coating are improved, and the corrosion resistance is also improved.
If Amg is less than 2.5%, B1mg is less than 0.5%, or Amg/B1mg is less than 2.0, the effect of improving corrosion resistance cannot be obtained sufficiently.
However, when the Mg concentration of the plating layer is less than 1.0 mass%, no effect can be obtained if Amg is less than 5.0%. This is thought to be because, since the volume ratio of Zn in the plating structure is large, in order to suppress the occurrence of white rust, it is necessary to form a Mg-enriched layer that is stronger than a plating layer containing more Mg. Therefore, when the Mg concentration of the plating layer is 0 mass% or more and less than 1.0 mass%, Amg is 5.0 to 25.0%.
On the other hand, if Amg exceeds 25.0%, the adhesion between the plating layer and the first coating is reduced, resulting in a decrease in corrosion resistance, whereas if B1mg exceeds 5.0%, the Mg-enriched portion is not formed, resulting in a decrease in corrosion resistance.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formulas (7), (8), and (11).
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
Amg/B1mg≧2.0 (11)
Here, M is a constant that is 1 (i.e., M=1) when the Mg concentration in the chemical composition of the plating layer is equal to or greater than 0% and less than 1.0%, by mass%, and is 2 (i.e., M=2) when the Mg concentration is equal to or greater than 1.0% and less than 4.0%.
If necessary, Amg may be set to 20.0% or less, 15.0% or less, 12.0% or less, 10.0% or less, or 8.0% or less. In particular, only when the Mg concentration in the chemical composition of the plating layer is 1.0 mass% or more and less than 4.0 mass%, the upper limit of Amg may be restricted, for example, Amg may be set to 12.0% or less, 10.0% or less, 8.0% or less, or 6.0% or less.
Furthermore, B1mg may be set to 4.0% or less, 3.0% or less, or 2.0% or less, as necessary.
There is no particular need to set an upper limit for A mg/B mg, but A mg/B mg may be 20.0 or less, 15.0 or less, or 10.0 or less. If necessary, A mg/B mg may be 2.5 or more, 3.5 or more, or 4.5 or more.
また、Fも被膜のバリア性を高める元素であり、Mgと同様に、第一被膜に所定量含有した上で、第一界面付近に濃化させる。
具体的には、第一被膜において、境界領域AにおけるFの最大濃度であるAf(単位:質量%)が7.5~40.0%であり、第一被膜の中央部B1のFの平均濃度であるB1f(単位:質量%)が0.5~15.0%であり、前記B1fに対する前記Afの比であるAf/B1fが2.0以上である。好ましくは、Af/B1fが2.5以上である。
Afが7.5%未満、B1fが0.5%未満、またはAf/B1fが2.0未満では、耐食性の向上効果が十分に得られない。
ただし、めっき層のMg濃度が1.0質量%未満である場合は、Afが15.0%未満では効果が得られない。これは、めっき組織に占めるZnの体積割合が大きいため、白錆の発生を抑えるには、Mgをより含有しているめっき層よりも強固なFの濃化層を形成する必要があるためと考えられる。そのため、めっき層のMg濃度が0質量%以上1.0質量%未満であるときは、Afは15.0~40.0%である。
一方、Afが40.0%超であると、過剰なFがバリア性を阻害し、耐食性が低下する。B1fが15.0%超であると、Fの濃化している部分が形成されなくなり優れた耐食性が得られない。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(9)、式(10)、および式(12)を満たす。
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Af/B1f≧2.0 (12)
ここで、Mは、めっき層の前記化学組成におけるMg濃度が0%以上1.0%未満の場合には1(つまり、M=1)となり、1.0%以上4.0%未満の場合には2(つまり、M=2)となる定数である。
また、好ましくは、以下の式(24)を満たす。
Af/B1f≧2.5 (24)
必要に応じて、Afを38.0%以下、35.0%以下、30.0%以下、25.0%以下又は20.0%以下としてもよい。特に、めっき層の前記化学組成におけるMg濃度が1.0質量%以上4.0質量%未満の場合にのみ、Afの上限を制限してもよく、例えば、Afを25.0%以下、20.0%以下、16.0%以下又は12.0%以下としてもよい。
また、必要に応じて、B1fを12.0%以下、10.0%以下又は7.5%以下としてもよい。
Af/B1fの上限を特に定める必要はないが、Af/B1fを、50.0以下、30.0以下、20.0以下又は10.0以下としてもよい。必要に応じて、Af/B1fを、3.0以上、3.5以上又は4.5以上としてもよい。 F is also an element that enhances the barrier properties of the coating, and like Mg, it is contained in a predetermined amount in the first coating and concentrated in the vicinity of the first interface.
Specifically, in the first coating, the maximum F concentration Af (unit: mass %) in the boundary region A is 7.5 to 40.0%, the average F concentration B1f (unit: mass %) in the central portion B1 of the first coating is 0.5 to 15.0%, and the ratio of Af to B1f, Af/B1f, is 2.0 or more. Preferably, Af/B1f is 2.5 or more.
If Af is less than 7.5%, B1f is less than 0.5%, or Af/B1f is less than 2.0, the effect of improving corrosion resistance cannot be sufficiently obtained.
However, when the Mg concentration of the plating layer is less than 1.0 mass%, no effect can be obtained if Af is less than 15.0%. This is thought to be because, since the volume ratio of Zn in the plating structure is large, in order to suppress the occurrence of white rust, it is necessary to form a F-enriched layer that is stronger than a plating layer that contains more Mg. Therefore, when the Mg concentration of the plating layer is 0 mass% or more and less than 1.0 mass%, Af is 15.0 to 40.0%.
On the other hand, if Af exceeds 40.0%, the excess F impairs the barrier property and reduces the corrosion resistance, and if B1f exceeds 15.0%, the F-enriched portion is not formed and excellent corrosion resistance cannot be obtained.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formulas (9), (10), and (12).
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Af/B1f≧2.0 (12)
Here, M is a constant that is 1 (i.e., M=1) when the Mg concentration in the chemical composition of the plating layer is 0% or more and less than 1.0%, and is 2 (i.e., M=2) when the Mg concentration is 1.0% or more and less than 4.0%.
Moreover, it is preferable that the following formula (24) is satisfied.
Af/B1f≧2.5 (24)
If necessary, Af may be set to 38.0% or less, 35.0% or less, 30.0% or less, 25.0% or less, or 20.0% or less. In particular, only when the Mg concentration in the chemical composition of the plating layer is 1.0 mass% or more and less than 4.0 mass%, the upper limit of Af may be restricted, for example, Af may be set to 25.0% or less, 20.0% or less, 16.0% or less, or 12.0% or less.
Furthermore, B1f may be set to 12.0% or less, 10.0% or less, or 7.5% or less, as necessary.
Although it is not necessary to set an upper limit for Af/B1f, Af/B1f may be 50.0 or less, 30.0 or less, 20.0 or less, or 10.0 or less. If necessary, Af/B1f may be 3.0 or more, 3.5 or more, or 4.5 or more.
具体的には、第一被膜において、境界領域AにおけるFの最大濃度であるAf(単位:質量%)が7.5~40.0%であり、第一被膜の中央部B1のFの平均濃度であるB1f(単位:質量%)が0.5~15.0%であり、前記B1fに対する前記Afの比であるAf/B1fが2.0以上である。好ましくは、Af/B1fが2.5以上である。
Afが7.5%未満、B1fが0.5%未満、またはAf/B1fが2.0未満では、耐食性の向上効果が十分に得られない。
ただし、めっき層のMg濃度が1.0質量%未満である場合は、Afが15.0%未満では効果が得られない。これは、めっき組織に占めるZnの体積割合が大きいため、白錆の発生を抑えるには、Mgをより含有しているめっき層よりも強固なFの濃化層を形成する必要があるためと考えられる。そのため、めっき層のMg濃度が0質量%以上1.0質量%未満であるときは、Afは15.0~40.0%である。
一方、Afが40.0%超であると、過剰なFがバリア性を阻害し、耐食性が低下する。B1fが15.0%超であると、Fの濃化している部分が形成されなくなり優れた耐食性が得られない。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(9)、式(10)、および式(12)を満たす。
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Af/B1f≧2.0 (12)
ここで、Mは、めっき層の前記化学組成におけるMg濃度が0%以上1.0%未満の場合には1(つまり、M=1)となり、1.0%以上4.0%未満の場合には2(つまり、M=2)となる定数である。
また、好ましくは、以下の式(24)を満たす。
Af/B1f≧2.5 (24)
必要に応じて、Afを38.0%以下、35.0%以下、30.0%以下、25.0%以下又は20.0%以下としてもよい。特に、めっき層の前記化学組成におけるMg濃度が1.0質量%以上4.0質量%未満の場合にのみ、Afの上限を制限してもよく、例えば、Afを25.0%以下、20.0%以下、16.0%以下又は12.0%以下としてもよい。
また、必要に応じて、B1fを12.0%以下、10.0%以下又は7.5%以下としてもよい。
Af/B1fの上限を特に定める必要はないが、Af/B1fを、50.0以下、30.0以下、20.0以下又は10.0以下としてもよい。必要に応じて、Af/B1fを、3.0以上、3.5以上又は4.5以上としてもよい。 F is also an element that enhances the barrier properties of the coating, and like Mg, it is contained in a predetermined amount in the first coating and concentrated in the vicinity of the first interface.
Specifically, in the first coating, the maximum F concentration Af (unit: mass %) in the boundary region A is 7.5 to 40.0%, the average F concentration B1f (unit: mass %) in the central portion B1 of the first coating is 0.5 to 15.0%, and the ratio of Af to B1f, Af/B1f, is 2.0 or more. Preferably, Af/B1f is 2.5 or more.
If Af is less than 7.5%, B1f is less than 0.5%, or Af/B1f is less than 2.0, the effect of improving corrosion resistance cannot be sufficiently obtained.
However, when the Mg concentration of the plating layer is less than 1.0 mass%, no effect can be obtained if Af is less than 15.0%. This is thought to be because, since the volume ratio of Zn in the plating structure is large, in order to suppress the occurrence of white rust, it is necessary to form a F-enriched layer that is stronger than a plating layer that contains more Mg. Therefore, when the Mg concentration of the plating layer is 0 mass% or more and less than 1.0 mass%, Af is 15.0 to 40.0%.
On the other hand, if Af exceeds 40.0%, the excess F impairs the barrier property and reduces the corrosion resistance, and if B1f exceeds 15.0%, the F-enriched portion is not formed and excellent corrosion resistance cannot be obtained.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formulas (9), (10), and (12).
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Af/B1f≧2.0 (12)
Here, M is a constant that is 1 (i.e., M=1) when the Mg concentration in the chemical composition of the plating layer is 0% or more and less than 1.0%, and is 2 (i.e., M=2) when the Mg concentration is 1.0% or more and less than 4.0%.
Moreover, it is preferable that the following formula (24) is satisfied.
Af/B1f≧2.5 (24)
If necessary, Af may be set to 38.0% or less, 35.0% or less, 30.0% or less, 25.0% or less, or 20.0% or less. In particular, only when the Mg concentration in the chemical composition of the plating layer is 1.0 mass% or more and less than 4.0 mass%, the upper limit of Af may be restricted, for example, Af may be set to 25.0% or less, 20.0% or less, 16.0% or less, or 12.0% or less.
Furthermore, B1f may be set to 12.0% or less, 10.0% or less, or 7.5% or less, as necessary.
Although it is not necessary to set an upper limit for Af/B1f, Af/B1f may be 50.0 or less, 30.0 or less, 20.0 or less, or 10.0 or less. If necessary, Af/B1f may be 3.0 or more, 3.5 or more, or 4.5 or more.
本実施形態に係る第一被膜では、被膜の中央部B1におけるSiの平均濃度であるB1si(単位:質量%)が5.0%未満である。B1siが5.0%以上であるとバリア性の被膜が形成されなくなり耐食性が低下する。耐食性向上の点で、B1siは2.0%以下がより好ましい。
すなわち、本実施形態に係る第一被膜では、第一被膜の中央部B1におけるSiの平均濃度をBsi(単位:質量%)としたとき、以下の式(13)を満たす。
B1si<5.0 (13)
必要に応じて、B1siを1.5%以下、1.0%以下又は0.5%以下としてもよい。B1siの下限0%であるが、B1siを0.1%以上としてもよい。 In the first coating according to this embodiment, the average concentration of Si in the central portion B1 of the coating, B1si (unit: mass%), is less than 5.0%. If B1si is 5.0% or more, a coating with barrier properties is not formed and corrosion resistance is reduced. From the viewpoint of improving corrosion resistance, B1si is more preferably 2.0% or less.
That is, in the first coating according to this embodiment, when the average concentration of Si in the central portion B1 of the first coating is defined as Bsi (unit: mass %), the following formula (13) is satisfied.
B1si<5.0 (13)
If necessary, B1si may be set to 1.5% or less, 1.0% or less, or 0.5% or less. Although the lower limit of B1si is 0%, B1si may be set to 0.1% or more.
すなわち、本実施形態に係る第一被膜では、第一被膜の中央部B1におけるSiの平均濃度をBsi(単位:質量%)としたとき、以下の式(13)を満たす。
B1si<5.0 (13)
必要に応じて、B1siを1.5%以下、1.0%以下又は0.5%以下としてもよい。B1siの下限0%であるが、B1siを0.1%以上としてもよい。 In the first coating according to this embodiment, the average concentration of Si in the central portion B1 of the coating, B1si (unit: mass%), is less than 5.0%. If B1si is 5.0% or more, a coating with barrier properties is not formed and corrosion resistance is reduced. From the viewpoint of improving corrosion resistance, B1si is more preferably 2.0% or less.
That is, in the first coating according to this embodiment, when the average concentration of Si in the central portion B1 of the first coating is defined as Bsi (unit: mass %), the following formula (13) is satisfied.
B1si<5.0 (13)
If necessary, B1si may be set to 1.5% or less, 1.0% or less, or 0.5% or less. Although the lower limit of B1si is 0%, B1si may be set to 0.1% or more.
第一被膜がZnを含むことで耐食性が向上する。本実施形態に係る第一被膜では、第一被膜の中央部B1におけるZnの平均濃度であるB1zn(単位:質量%)が0.5%未満ではZnによる耐食性の向上効果が十分に得られない。このため、本実施形態に係る第一被膜では、B1znは0.5%以上である。すなわち、本実施形態に係る表面処理鋼板は、以下の式(14)を満たす。
B1zn≧0.5 (14)
B1Znは好ましくは1.0%以上である。一方、B1znが30.0%超では、耐食性がやや低下するため、B1znを30.0%以下とすることが好ましい。必要に応じて、B1znを25.0%以下、21.0%以下又は18.0%以下としてもよく、B1znを1.0%以上、2.0%以上、3.5%以上又は5.0%以上としてもよい。 The first coating contains Zn, which improves corrosion resistance. In the first coating according to this embodiment, if B1zn (unit: mass%), which is the average concentration of Zn in the central portion B1 of the first coating, is less than 0.5%, the effect of improving corrosion resistance due to Zn is not sufficiently obtained. Therefore, in the first coating according to this embodiment, B1zn is 0.5% or more. That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (14).
B1zn≧0.5 (14)
B1Zn is preferably 1.0% or more. On the other hand, if B1Zn exceeds 30.0%, the corrosion resistance is slightly decreased, so B1Zn is preferably set to 30.0% or less. If necessary, B1Zn may be set to 25.0% or less, 21.0% or less, or 18.0% or less, or B1Zn may be set to 1.0% or more, 2.0% or more, 3.5% or more, or 5.0% or more.
B1zn≧0.5 (14)
B1Znは好ましくは1.0%以上である。一方、B1znが30.0%超では、耐食性がやや低下するため、B1znを30.0%以下とすることが好ましい。必要に応じて、B1znを25.0%以下、21.0%以下又は18.0%以下としてもよく、B1znを1.0%以上、2.0%以上、3.5%以上又は5.0%以上としてもよい。 The first coating contains Zn, which improves corrosion resistance. In the first coating according to this embodiment, if B1zn (unit: mass%), which is the average concentration of Zn in the central portion B1 of the first coating, is less than 0.5%, the effect of improving corrosion resistance due to Zn is not sufficiently obtained. Therefore, in the first coating according to this embodiment, B1zn is 0.5% or more. That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (14).
B1zn≧0.5 (14)
B1Zn is preferably 1.0% or more. On the other hand, if B1Zn exceeds 30.0%, the corrosion resistance is slightly decreased, so B1Zn is preferably set to 30.0% or less. If necessary, B1Zn may be set to 25.0% or less, 21.0% or less, or 18.0% or less, or B1Zn may be set to 1.0% or more, 2.0% or more, 3.5% or more, or 5.0% or more.
本実施形態に係る表面処理鋼板では、境界領域Aにおける質量%でのAlの最大濃度であるAal(単位:質量%)が5.0~20.0%であり、第一被膜の中央部B1のAlの質量%での平均濃度であるB1al(単位:質量%)が0.2~5.0%であり、B1alに対するAalの比であるAal/B1alが5.0以上である、ことが好ましい。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(17)~式(19)を満足することが好ましい。
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
この場合、耐食性(耐白錆性)が向上する。
Aalの上限は限定されないが、めっき層中のAl濃度を考慮し、Aalを20.0%以下又は15.0%以下としてもよい。Aalを0.5%以上、1.0%以上、3.0%以上、7.0%以上又は10.0%以上としてもよい。
B1alを3.0%以下、2.0%以下又は1.0%以下としてもよく、B1alを0.1%以上又は0.3%以上としてもよい。
Aal/B1alの上限を特に定める必要はないが、Aal/B1alを80.0以下、60.0以下又は30.0以下としてもよい。必要に応じて、Aal/B1alを、7.0以上、10.0以上又は15.0以上としてもよい。 In the surface-treated steel sheet according to this embodiment, it is preferable that the maximum Al concentration in mass% in the boundary region A, Aal (unit: mass%), is 5.0 to 20.0%, the average Al concentration in mass% in the central portion B1 of the first coating, B1al (unit: mass%), is 0.2 to 5.0%, and the ratio of Aal to B1al, Aal/B1al, is 5.0 or more.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formulas (17) to (19).
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
In this case, the corrosion resistance (white rust resistance) is improved.
Although there is no upper limit for Aal, taking into consideration the Al concentration in the plating layer, Aal may be set to 20.0% or less or 15.0% or less. Aal may be set to 0.5% or more, 1.0% or more, 3.0% or more, 7.0% or more, or 10.0% or more.
B1al may be set to 3.0% or less, 2.0% or less, or 1.0% or less, and B1al may be set to 0.1% or more, or 0.3% or more.
Although there is no particular need to set an upper limit for Aal/B1al, Aal/B1al may be 80.0 or less, 60.0 or less, or 30.0 or less. If necessary, Aal/B1al may be 7.0 or more, 10.0 or more, or 15.0 or more.
すなわち、本実施形態に係る表面処理鋼板は、以下の式(17)~式(19)を満足することが好ましい。
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
この場合、耐食性(耐白錆性)が向上する。
Aalの上限は限定されないが、めっき層中のAl濃度を考慮し、Aalを20.0%以下又は15.0%以下としてもよい。Aalを0.5%以上、1.0%以上、3.0%以上、7.0%以上又は10.0%以上としてもよい。
B1alを3.0%以下、2.0%以下又は1.0%以下としてもよく、B1alを0.1%以上又は0.3%以上としてもよい。
Aal/B1alの上限を特に定める必要はないが、Aal/B1alを80.0以下、60.0以下又は30.0以下としてもよい。必要に応じて、Aal/B1alを、7.0以上、10.0以上又は15.0以上としてもよい。 In the surface-treated steel sheet according to this embodiment, it is preferable that the maximum Al concentration in mass% in the boundary region A, Aal (unit: mass%), is 5.0 to 20.0%, the average Al concentration in mass% in the central portion B1 of the first coating, B1al (unit: mass%), is 0.2 to 5.0%, and the ratio of Aal to B1al, Aal/B1al, is 5.0 or more.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formulas (17) to (19).
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
In this case, the corrosion resistance (white rust resistance) is improved.
Although there is no upper limit for Aal, taking into consideration the Al concentration in the plating layer, Aal may be set to 20.0% or less or 15.0% or less. Aal may be set to 0.5% or more, 1.0% or more, 3.0% or more, 7.0% or more, or 10.0% or more.
B1al may be set to 3.0% or less, 2.0% or less, or 1.0% or less, and B1al may be set to 0.1% or more, or 0.3% or more.
Although there is no particular need to set an upper limit for Aal/B1al, Aal/B1al may be 80.0 or less, 60.0 or less, or 30.0 or less. If necessary, Aal/B1al may be 7.0 or more, 10.0 or more, or 15.0 or more.
また、境界領域AにおけるPの質量%での最大濃度であるAp(単位:質量%)が10.0~25.0%であり、第一被膜の中央部B1におけるPの平均濃度であるB1p(単位:質量%)が0.5~8.0%である、ことが好ましい。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(20)、式(21)を満足することが好ましい。
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
この場合、耐食性が向上する。 It is also preferable that the maximum concentration Ap (unit: mass %) of P in the boundary region A is 10.0 to 25.0%, and the average concentration B1p (unit: mass %) of P in the central portion B1 of the first coating is 0.5 to 8.0%.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formulas (20) and (21).
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
In this case, the corrosion resistance is improved.
すなわち、本実施形態に係る表面処理鋼板は、以下の式(20)、式(21)を満足することが好ましい。
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
この場合、耐食性が向上する。 It is also preferable that the maximum concentration Ap (unit: mass %) of P in the boundary region A is 10.0 to 25.0%, and the average concentration B1p (unit: mass %) of P in the central portion B1 of the first coating is 0.5 to 8.0%.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formulas (20) and (21).
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
In this case, the corrosion resistance is improved.
第一被膜の付着量は、150~800mg/m2であることが好ましい。付着量が150mg/m2未満であると、耐食性が低下する場合がある。一方、付着量が800mg/m2超であると、被膜が厚くなり加工部の耐食性が低下する場合がある。
The coating weight of the first coating is preferably 150 to 800 mg/ m2 . If the coating weight is less than 150 mg/ m2 , the corrosion resistance may decrease. On the other hand, if the coating weight exceeds 800 mg/ m2 , the coating becomes too thick and the corrosion resistance of the processed part may decrease.
また、境界領域Aのうち、最もめっき層側の位置(厚み方向において、第一界面から前記めっき層の側に10nmの位置)におけるMgの質量%での濃度であるCmgが、0%以上、5.0%未満であることが好ましい。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(16)を満足することが好ましい。
0≦Cmg<5.0 (16)
この場合、加工した場合によるめっきの亀裂が低減するため、加工部耐食性が向上する。 In addition, it is preferable that the concentration of Mg in mass %, Cmg, at the position of boundary region A closest to the plating layer (aposition 10 nm from the first interface toward the plating layer in the thickness direction) is 0% or more and less than 5.0%.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formula (16).
0≦Cmg<5.0 (16)
In this case, cracks in the plating caused by machining are reduced, improving the corrosion resistance of the machined portion.
すなわち、本実施形態に係る表面処理鋼板は、以下の式(16)を満足することが好ましい。
0≦Cmg<5.0 (16)
この場合、加工した場合によるめっきの亀裂が低減するため、加工部耐食性が向上する。 In addition, it is preferable that the concentration of Mg in mass %, Cmg, at the position of boundary region A closest to the plating layer (a
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formula (16).
0≦Cmg<5.0 (16)
In this case, cracks in the plating caused by machining are reduced, improving the corrosion resistance of the machined portion.
<第二被膜>
本実施形態に係る表面処理鋼板が備える第二被膜(本実施形態に係る第二被膜)は、第一の被膜の表面(めっき層とは反対側の面)に存在する。第二被膜は、樹脂被膜、有機樹脂被膜又は塗膜などと呼ばれることもある。第二被膜を、上層被膜ということもできる。
本実施形態に係る表面処理鋼板では、第二被膜の、第二界面から厚み方向に400nmの位置と410nmの位置との間の領域を、第二被膜の中央部B2という。
本実施形態に係る第二被膜では、第二被膜の中央部B2におけるCの平均濃度であるB2c(単位:質量%)が、40.0%以上である。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(6)を満足する。
B2c≧40.0 (6)
B2cが40.0%未満では、耐食性および潤滑性が得られなくなる。必要に応じて、B2cを45.0%以上、50.0%以上又は55.0%以上としてもよい。B2cの上限は限定されないが、潤滑性の点で、B2cは、90.0%以下、85.0%以下、80.0%以下又は75.0%以下としてもよい。 <Second Coating>
The second coating provided in the surface-treated steel sheet according to this embodiment (the second coating according to this embodiment) is present on the surface of the first coating (the surface opposite to the plating layer). The second coating may also be called a resin coating, an organic resin coating, a coating, or the like. The second coating may also be called an upper layer coating.
In the surface-treated steel sheet according to this embodiment, the region of the second coating betweenpositions 400 nm and 410 nm away from the second interface in the thickness direction is referred to as a central portion B2 of the second coating.
In the second coating according to this embodiment, the average concentration B2c (unit: mass %) of C in the central portion B2 of the second coating is 40.0% or more.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (6).
B2c≧40.0 (6)
If B2c is less than 40.0%, corrosion resistance and lubricity cannot be obtained. If necessary, B2c may be 45.0% or more, 50.0% or more, or 55.0% or more. There is no upper limit for B2c, but in terms of lubricity, B2c may be 90.0% or less, 85.0% or less, 80.0% or less, or 75.0% or less.
本実施形態に係る表面処理鋼板が備える第二被膜(本実施形態に係る第二被膜)は、第一の被膜の表面(めっき層とは反対側の面)に存在する。第二被膜は、樹脂被膜、有機樹脂被膜又は塗膜などと呼ばれることもある。第二被膜を、上層被膜ということもできる。
本実施形態に係る表面処理鋼板では、第二被膜の、第二界面から厚み方向に400nmの位置と410nmの位置との間の領域を、第二被膜の中央部B2という。
本実施形態に係る第二被膜では、第二被膜の中央部B2におけるCの平均濃度であるB2c(単位:質量%)が、40.0%以上である。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(6)を満足する。
B2c≧40.0 (6)
B2cが40.0%未満では、耐食性および潤滑性が得られなくなる。必要に応じて、B2cを45.0%以上、50.0%以上又は55.0%以上としてもよい。B2cの上限は限定されないが、潤滑性の点で、B2cは、90.0%以下、85.0%以下、80.0%以下又は75.0%以下としてもよい。 <Second Coating>
The second coating provided in the surface-treated steel sheet according to this embodiment (the second coating according to this embodiment) is present on the surface of the first coating (the surface opposite to the plating layer). The second coating may also be called a resin coating, an organic resin coating, a coating, or the like. The second coating may also be called an upper layer coating.
In the surface-treated steel sheet according to this embodiment, the region of the second coating between
In the second coating according to this embodiment, the average concentration B2c (unit: mass %) of C in the central portion B2 of the second coating is 40.0% or more.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (6).
B2c≧40.0 (6)
If B2c is less than 40.0%, corrosion resistance and lubricity cannot be obtained. If necessary, B2c may be 45.0% or more, 50.0% or more, or 55.0% or more. There is no upper limit for B2c, but in terms of lubricity, B2c may be 90.0% or less, 85.0% or less, 80.0% or less, or 75.0% or less.
本実施形態に係る第二被膜では、めっき層から拡散されるZn量も少なく、第二被膜の中央部B2におけるZnの平均濃度であるB2zn(単位:質量%)は、3.0%未満である。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(15)を満足する。
B2zn<3.0 (15) In the second coating according to this embodiment, the amount of Zn diffused from the plating layer is small, and the average Zn concentration B2zn (unit: mass %) in the central portion B2 of the second coating is less than 3.0%.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (15).
B2zn<3.0 (15)
すなわち、本実施形態に係る表面処理鋼板は、以下の式(15)を満足する。
B2zn<3.0 (15) In the second coating according to this embodiment, the amount of Zn diffused from the plating layer is small, and the average Zn concentration B2zn (unit: mass %) in the central portion B2 of the second coating is less than 3.0%.
That is, the surface-treated steel sheet according to this embodiment satisfies the following formula (15).
B2zn<3.0 (15)
また、第二被膜では、表面から第二界面に向けて100nmまでの領域におけるSiの最大濃度をX2si(単位:質量%)、第二被膜の表面から第二界面に向けて300~310nmの間の領域のSiの平均濃度をY2si(単位:質量%)としたとき、Y2siに対するX2siの比であるX2si/Y2siが1.1以上であることが好ましい。第二被膜の表面近傍(すなわち表面処理鋼板の表面近傍)のSi濃度を高めることにより、被膜のバリア性が高まって耐食性が向上するとともに、表面の硬度が高くなって潤滑性が向上する。
すなわち、本実施形態に係る表面処理鋼板は、以下の式(23)を満足することが好ましい。
X2si/Y2si≧1.1 (23)
X2si/Y2siの上限を定める必要はないが、X2si/Y2siを10.0以下,5.0以下、3.0以下、2.0以下又は1.5以下としてもよい。X2si/Y2siを1.2以上又は1.3以上としてもよい。 In the second coating, when the maximum Si concentration in the region from the surface to the second interface is X2si (unit: mass %) and the average Si concentration in the region from the surface of the second coating to the second interface is Y2si (unit: mass %), it is preferable that the ratio of X2si to Y2si, X2si/Y2si, is 1.1 or more. By increasing the Si concentration near the surface of the second coating (i.e. near the surface of the surface-treated steel sheet), the barrier properties of the coating are improved and the corrosion resistance is improved, and the surface hardness is increased and the lubricity is improved.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formula (23).
X2si/Y2si≧1.1 (23)
There is no need to set an upper limit for X2si/Y2si, but X2si/Y2si may be set to 10.0 or less, 5.0 or less, 3.0 or less, 2.0 or less, or 1.5 or less. X2si/Y2si may be set to 1.2 or more, or 1.3 or more.
すなわち、本実施形態に係る表面処理鋼板は、以下の式(23)を満足することが好ましい。
X2si/Y2si≧1.1 (23)
X2si/Y2siの上限を定める必要はないが、X2si/Y2siを10.0以下,5.0以下、3.0以下、2.0以下又は1.5以下としてもよい。X2si/Y2siを1.2以上又は1.3以上としてもよい。 In the second coating, when the maximum Si concentration in the region from the surface to the second interface is X2si (unit: mass %) and the average Si concentration in the region from the surface of the second coating to the second interface is Y2si (unit: mass %), it is preferable that the ratio of X2si to Y2si, X2si/Y2si, is 1.1 or more. By increasing the Si concentration near the surface of the second coating (i.e. near the surface of the surface-treated steel sheet), the barrier properties of the coating are improved and the corrosion resistance is improved, and the surface hardness is increased and the lubricity is improved.
That is, the surface-treated steel sheet according to this embodiment preferably satisfies the following formula (23).
X2si/Y2si≧1.1 (23)
There is no need to set an upper limit for X2si/Y2si, but X2si/Y2si may be set to 10.0 or less, 5.0 or less, 3.0 or less, 2.0 or less, or 1.5 or less. X2si/Y2si may be set to 1.2 or more, or 1.3 or more.
第二被膜の厚さ(膜厚)は、0.6μm以上である。膜厚が0.6μm未満であると耐食性および潤滑性が目標を満足しない。好ましくは、0.7μm以上又は0.8μm以上、より好ましくは1.0μm以上である。上限は限定されないが、5.0μmを超えるとコストアップするため好ましくない。このため、第二被膜の厚さを5.0μm以下としてもよく、必要に応じて、4.0μm以下、3.0μm以下又は2.0μm以下としてもよい。
The thickness (film thickness) of the second coating is 0.6 μm or more. If the film thickness is less than 0.6 μm, the target corrosion resistance and lubricity will not be met. It is preferably 0.7 μm or more or 0.8 μm or more, and more preferably 1.0 μm or more. There is no upper limit, but if it exceeds 5.0 μm, costs will increase, so it is not preferred. For this reason, the thickness of the second coating may be 5.0 μm or less, or, if necessary, 4.0 μm or less, 3.0 μm or less, or 2.0 μm or less.
上述したB1c、B2c、Amg、B1mg、Af、B1f、B1si、Cmg、Aal、B1al、Ap、B1p、B1zn、B2zn、X2si、Y2si、Dti、Dzr、Dv、等は、上述したエネルギー分散型X線分析装置付きFE-TEMを用いて線分析によって測定した結果から求める。
The above-mentioned B1c, B2c, Amg, B1mg, Af, B1f, B1si, Cmg, Aal, B1al, Ap, B1p, B1zn, B2zn, X2si, Y2si, Dti, Dzr, Dv, etc. are determined from the results of measurement by line analysis using the above-mentioned FE-TEM equipped with an energy dispersive X-ray analyzer.
<製造方法>
次に、本実施形態に係る表面処理鋼板の好ましい製造方法について説明する。
本実施形態に係る表面処理鋼板は、製造方法に関わらず上記の特徴を有していればその効果を得ることができるが、以下に示す製造方法であれば、安定して製造できるので好ましい。 <Production Method>
Next, a preferred method for producing the surface-treated steel sheet according to this embodiment will be described.
The surface-treated steel sheet according to this embodiment can obtain its effects as long as it has the above-mentioned characteristics regardless of the manufacturing method, but the manufacturing method described below is preferable because it can be stably manufactured.
次に、本実施形態に係る表面処理鋼板の好ましい製造方法について説明する。
本実施形態に係る表面処理鋼板は、製造方法に関わらず上記の特徴を有していればその効果を得ることができるが、以下に示す製造方法であれば、安定して製造できるので好ましい。 <Production Method>
Next, a preferred method for producing the surface-treated steel sheet according to this embodiment will be described.
The surface-treated steel sheet according to this embodiment can obtain its effects as long as it has the above-mentioned characteristics regardless of the manufacturing method, but the manufacturing method described below is preferable because it can be stably manufactured.
すなわち、本実施形態に係る表面処理鋼板は、以下の工程を含む製造方法によって製造できる。
(I)鋼板の表面に、亜鉛または亜鉛合金を含むめっき層を形成する、めっき工程と、
(II)めっき層を有する鋼板に化成処理液を塗布し、加熱、乾燥させることで、第一被膜を形成する、第一被膜形成工程と、
(III)めっき層及び第一被膜を有する鋼板の表面に化成処理液を塗布し、加熱、乾燥させることで、第二被膜を形成する、第二被膜形成工程。 That is, the surface-treated steel sheet according to this embodiment can be produced by a production method including the following steps.
(I) a plating step of forming a plating layer containing zinc or a zinc alloy on a surface of a steel sheet;
(II) a first coating formation step of applying a chemical conversion treatment solution to a steel sheet having a plating layer, and heating and drying the solution to form a first coating;
(III) A second coating formation step of applying a chemical conversion treatment liquid to the surface of the steel sheet having the plating layer and the first coating, and then heating and drying the liquid to form a second coating.
(I)鋼板の表面に、亜鉛または亜鉛合金を含むめっき層を形成する、めっき工程と、
(II)めっき層を有する鋼板に化成処理液を塗布し、加熱、乾燥させることで、第一被膜を形成する、第一被膜形成工程と、
(III)めっき層及び第一被膜を有する鋼板の表面に化成処理液を塗布し、加熱、乾燥させることで、第二被膜を形成する、第二被膜形成工程。 That is, the surface-treated steel sheet according to this embodiment can be produced by a production method including the following steps.
(I) a plating step of forming a plating layer containing zinc or a zinc alloy on a surface of a steel sheet;
(II) a first coating formation step of applying a chemical conversion treatment solution to a steel sheet having a plating layer, and heating and drying the solution to form a first coating;
(III) A second coating formation step of applying a chemical conversion treatment liquid to the surface of the steel sheet having the plating layer and the first coating, and then heating and drying the liquid to form a second coating.
[めっき工程]
めっき工程では、鋼板などの鋼材を、ZnまたはZn合金を含むめっき浴に浸漬する、または電気めっきを行うことで、表面にめっき層を形成する。めっき層の形成の方法については特に限定されない。十分なめっき密着性が得られるように通常の方法で行えばよい。
また、めっき工程に供する鋼板や、その製造方法については限定されない。めっき浴に浸漬する鋼板として、例えば、JIS G 3131:2018、または、JIS G 3113:2018に記載された熱間圧延軟鋼板及び鋼帯、または、自動車構造用熱間圧延鋼板及び鋼帯やJIS G 3141:2021またはJIS G 3135:2018に記載された冷間圧延鋼板及び鋼帯、または、自動車用加工性冷間圧延高張力鋼板及び鋼帯を用いることができる。
めっき浴の組成は、得たいめっき層の化学組成に応じて調整すればよい。
鋼材をめっき浴から引き上げた後は、必要に応じて、ワイピングによって、めっき層の付着量を調整することができる。
Cmgを0%以上、5.0%未満とする場合、めっき層中のMg濃度を0質量%以上、3.0質量%以下とすることが好ましい。
Aal/B1alを5.0以上とする場合、めっき層中のAl濃度を0.1質量%以上とすることが好ましい。 [Plating process]
In the plating process, a steel material such as a steel sheet is immersed in a plating bath containing Zn or a Zn alloy, or is electroplated to form a plating layer on the surface. The method for forming the plating layer is not particularly limited. A normal method may be used so that sufficient plating adhesion is obtained.
In addition, the steel sheet to be subjected to the plating process and its manufacturing method are not limited. As the steel sheet to be immersed in the plating bath, for example, hot-rolled mild steel sheet and steel strip described in JIS G 3131:2018 or JIS G 3113:2018, or hot-rolled steel sheet and steel strip for automobile structure, or cold-rolled steel sheet and steel strip described in JIS G 3141:2021 or JIS G 3135:2018, or workable cold-rolled high-tensile steel sheet and steel strip for automobiles can be used.
The composition of the plating bath may be adjusted according to the chemical composition of the plating layer to be obtained.
After the steel material is removed from the plating bath, the coating weight of the plating layer can be adjusted by wiping, if necessary.
When Cmg is set to 0% or more and less than 5.0%, the Mg concentration in the plating layer is preferably set to 0% by mass or more and 3.0% by mass or less.
When Aal/B1al is set to 5.0 or more, the Al concentration in the plating layer is preferably set to 0.1 mass % or more.
めっき工程では、鋼板などの鋼材を、ZnまたはZn合金を含むめっき浴に浸漬する、または電気めっきを行うことで、表面にめっき層を形成する。めっき層の形成の方法については特に限定されない。十分なめっき密着性が得られるように通常の方法で行えばよい。
また、めっき工程に供する鋼板や、その製造方法については限定されない。めっき浴に浸漬する鋼板として、例えば、JIS G 3131:2018、または、JIS G 3113:2018に記載された熱間圧延軟鋼板及び鋼帯、または、自動車構造用熱間圧延鋼板及び鋼帯やJIS G 3141:2021またはJIS G 3135:2018に記載された冷間圧延鋼板及び鋼帯、または、自動車用加工性冷間圧延高張力鋼板及び鋼帯を用いることができる。
めっき浴の組成は、得たいめっき層の化学組成に応じて調整すればよい。
鋼材をめっき浴から引き上げた後は、必要に応じて、ワイピングによって、めっき層の付着量を調整することができる。
Cmgを0%以上、5.0%未満とする場合、めっき層中のMg濃度を0質量%以上、3.0質量%以下とすることが好ましい。
Aal/B1alを5.0以上とする場合、めっき層中のAl濃度を0.1質量%以上とすることが好ましい。 [Plating process]
In the plating process, a steel material such as a steel sheet is immersed in a plating bath containing Zn or a Zn alloy, or is electroplated to form a plating layer on the surface. The method for forming the plating layer is not particularly limited. A normal method may be used so that sufficient plating adhesion is obtained.
In addition, the steel sheet to be subjected to the plating process and its manufacturing method are not limited. As the steel sheet to be immersed in the plating bath, for example, hot-rolled mild steel sheet and steel strip described in JIS G 3131:2018 or JIS G 3113:2018, or hot-rolled steel sheet and steel strip for automobile structure, or cold-rolled steel sheet and steel strip described in JIS G 3141:2021 or JIS G 3135:2018, or workable cold-rolled high-tensile steel sheet and steel strip for automobiles can be used.
The composition of the plating bath may be adjusted according to the chemical composition of the plating layer to be obtained.
After the steel material is removed from the plating bath, the coating weight of the plating layer can be adjusted by wiping, if necessary.
When Cmg is set to 0% or more and less than 5.0%, the Mg concentration in the plating layer is preferably set to 0% by mass or more and 3.0% by mass or less.
When Aal/B1al is set to 5.0 or more, the Al concentration in the plating layer is preferably set to 0.1 mass % or more.
[第一被膜形成工程]
この工程では、めっき層を有する鋼板に処理液(化成処理液)を塗布し、加熱して乾燥させることで、第一被膜を形成する。
本実施形態に係る第一被膜を形成する場合、化成処理液をTi、Zr、Vのいずれかと、Mg、Fを含み、必要に応じてSiを含む水溶液を用い、さらにりん酸と硝酸を添加した処理液とする。
このような処理液を塗布することで、めっき層と化成処理被膜の界面に特定の元素を濃化させることが可能となる。
具体的には、処理液中の各元素濃度およびりん酸と硝酸の濃度を以下のようにする。ここで、りん酸、硝酸の濃度には、りん酸塩や硝酸塩などの濃度は含まない。りん酸と硝酸とを上述の範囲で同時に含むことで、めっきの溶解が進むと共に被膜とめっきの界面に特定の物質が濃化することによって密着性の向上の効果が大きく向上する。
Ti、V、Zrのいずれか1つ以上:5.0~20.0g/L
Mg:0.7~7.0g/L
F:14.4~46.1g/L
P:6.8~32.9g/L
Si:0.0~0.4g/L
りん酸:10.0~80.0g/L
硝酸:5.0~40.0g/L
Ap、B1pを所定の範囲とする場合、化成処理液中のP濃度を10.0g/L以上とすることが好ましい。 [First coating formation step]
In this process, a treatment liquid (chemical conversion treatment liquid) is applied to a steel sheet having a plating layer, and then heated and dried to form a first coating.
When forming the first coating according to this embodiment, the chemical conversion treatment liquid is an aqueous solution containing any one of Ti, Zr, or V, Mg, and F, and optionally containing Si, to which phosphoric acid and nitric acid are further added.
By applying such a treatment solution, it is possible to concentrate a specific element at the interface between the plating layer and the chemical conversion coating.
Specifically, the concentrations of each element and phosphoric acid and nitric acid in the treatment solution are as follows. Here, the concentrations of phosphoric acid and nitric acid do not include the concentrations of phosphates, nitrates, etc. By simultaneously including phosphoric acid and nitric acid in the above ranges, the dissolution of the plating proceeds and specific substances are concentrated at the interface between the coating and the plating, greatly improving the effect of improving adhesion.
One or more of Ti, V, and Zr: 5.0 to 20.0 g/L
Mg: 0.7 to 7.0 g/L
F: 14.4-46.1 g/L
P: 6.8-32.9 g/L
Si: 0.0 to 0.4 g/L
Phosphoric acid: 10.0 to 80.0 g/L
Nitric acid: 5.0 to 40.0 g/L
When Ap and B1p are set within the specified ranges, it is preferable that the P concentration in the chemical conversion treatment solution is 10.0 g/L or more.
この工程では、めっき層を有する鋼板に処理液(化成処理液)を塗布し、加熱して乾燥させることで、第一被膜を形成する。
本実施形態に係る第一被膜を形成する場合、化成処理液をTi、Zr、Vのいずれかと、Mg、Fを含み、必要に応じてSiを含む水溶液を用い、さらにりん酸と硝酸を添加した処理液とする。
このような処理液を塗布することで、めっき層と化成処理被膜の界面に特定の元素を濃化させることが可能となる。
具体的には、処理液中の各元素濃度およびりん酸と硝酸の濃度を以下のようにする。ここで、りん酸、硝酸の濃度には、りん酸塩や硝酸塩などの濃度は含まない。りん酸と硝酸とを上述の範囲で同時に含むことで、めっきの溶解が進むと共に被膜とめっきの界面に特定の物質が濃化することによって密着性の向上の効果が大きく向上する。
Ti、V、Zrのいずれか1つ以上:5.0~20.0g/L
Mg:0.7~7.0g/L
F:14.4~46.1g/L
P:6.8~32.9g/L
Si:0.0~0.4g/L
りん酸:10.0~80.0g/L
硝酸:5.0~40.0g/L
Ap、B1pを所定の範囲とする場合、化成処理液中のP濃度を10.0g/L以上とすることが好ましい。 [First coating formation step]
In this process, a treatment liquid (chemical conversion treatment liquid) is applied to a steel sheet having a plating layer, and then heated and dried to form a first coating.
When forming the first coating according to this embodiment, the chemical conversion treatment liquid is an aqueous solution containing any one of Ti, Zr, or V, Mg, and F, and optionally containing Si, to which phosphoric acid and nitric acid are further added.
By applying such a treatment solution, it is possible to concentrate a specific element at the interface between the plating layer and the chemical conversion coating.
Specifically, the concentrations of each element and phosphoric acid and nitric acid in the treatment solution are as follows. Here, the concentrations of phosphoric acid and nitric acid do not include the concentrations of phosphates, nitrates, etc. By simultaneously including phosphoric acid and nitric acid in the above ranges, the dissolution of the plating proceeds and specific substances are concentrated at the interface between the coating and the plating, greatly improving the effect of improving adhesion.
One or more of Ti, V, and Zr: 5.0 to 20.0 g/L
Mg: 0.7 to 7.0 g/L
F: 14.4-46.1 g/L
P: 6.8-32.9 g/L
Si: 0.0 to 0.4 g/L
Phosphoric acid: 10.0 to 80.0 g/L
Nitric acid: 5.0 to 40.0 g/L
When Ap and B1p are set within the specified ranges, it is preferable that the P concentration in the chemical conversion treatment solution is 10.0 g/L or more.
また、耐食性向上の点からB1znを1.0~30.0%とする場合、化成処理液をロールコーターで塗布する場合において、処理液とめっき鋼板との接触時間を制御することによって、処理液中のZn濃度を、質量基準で0.5~5.0g/Lとすることが好ましい。Zn濃度は、めっき鋼板を処理液中に浸漬させるか、Zn粉の添加によって調整することができる。B1znを高めるために、化成処理液にZnの粉末やZn化合物などを添加してもよい。化成処理液にZnの粉末やZn化合物などを添加しない場合でも、めっき層からZnが拡散するため、B1znは0%とならないことが多い。
Furthermore, when B1zn is set to 1.0-30.0% from the viewpoint of improving corrosion resistance, it is preferable to set the Zn concentration in the treatment solution to 0.5-5.0 g/L by mass by controlling the contact time between the treatment solution and the plated steel sheet when applying the chemical conversion treatment solution with a roll coater. The Zn concentration can be adjusted by immersing the plated steel sheet in the treatment solution or by adding Zn powder. Zn powder or Zn compounds may be added to the chemical conversion treatment solution to increase B1zn. Even if Zn powder or Zn compounds are not added to the chemical conversion treatment solution, Zn diffuses from the plating layer, so B1zn often does not reach 0%.
化成処理液に含ませるMgとしては、例えば、フッ化マグネシウム、硝酸マグネシウム、硫酸マグネシウム、塩化マグネシウム、酢酸マグネシウムが例示される。
Examples of magnesium that can be included in the chemical conversion treatment solution include magnesium fluoride, magnesium nitrate, magnesium sulfate, magnesium chloride, and magnesium acetate.
化成処理液に含ませるFとしては、フッ素化合物として、フッ化水素酸HF、ホウフッ化水素酸BF4H、ケイフッ化水素酸H2SiF6、ジルコンフッ化水素酸H2ZrF6、チタンフッ化水素酸H2TiF6などの化合物を例示することができる。化合物は、1種類または2種類以上の組み合わせであってもよい。この中でも、フッ化水素酸であることがより好ましい。フッ化水素酸を用いる場合、より優れた耐食性や塗装性を得ることができる。
Examples of F contained in the chemical conversion treatment solution include fluorine compounds such as hydrofluoric acid HF, fluoroboric acid BF4H, hydrosilicic acid H2SiF6, fluorozirconic acid H2ZrF6 , and hydrofluoric titanic acid H2TiF6 . The compounds may be one type or a combination of two or more types. Among these, hydrofluoric acid is more preferable. When hydrofluoric acid is used, better corrosion resistance and paintability can be obtained.
化成処理液にZrを含ませる場合、Zr化合物として、炭酸ジルコニウムアンモニウム、六フッ化ジルコニウム水素酸、六フッ化ジルコニウムアンモニウムなどを例示することが出来る。
また、Vを含ませる場合、V化合物として、五酸化バナジウムV2O5、メタバナジン酸HVO3、メタバナジン酸アンモニウム、メタバナジン酸ナトリウム、オキシ三塩化バナジウムVOCl3、三酸化バナジウムV2O3、二酸化バナジウムVO2、オキシ硫酸バナジウムVOSO4、バナジウムオキシアセチルアセトネートVO(OC(=CH2)CH2COCH3))2、バナジウムアセチルアセトネートV(OC(=CH2)CH2COCH3))3、三塩化バナジウムVCl3、リンバナドモリブデン酸などを例示することができる。また、水酸基、カルボニル基、カルボキシル基、1~3級アミノ基、アミド基、リン酸基およびホスホン酸基よりなる群から選ばれる少なくとも1種の官能基を有する有機化合物により、5価のバナジウム化合物を4価~2価に還元したものも使用可能である。
また、Tiを含ませる場合、Ti化合物として、六フッ化チタン酸アンモニウム、チタン弗化水素酸、硝酸チタンなどを例示することができる。 When Zr is contained in the chemical conversion treatment solution, examples of Zr compounds include ammonium zirconium carbonate, hexafluorozirconic acid, and ammonium zirconium hexafluoride.
Furthermore, in the case where V is contained, examples of V compounds include vanadium pentoxide V2O5 , metavanadate HVO3 , ammonium metavanadate, sodium metavanadate , vanadium oxytrichloride VOCl3, vanadium trioxide V2O3 , vanadium dioxide VO2, vanadium oxysulfate VOSO4, vanadium oxyacetylacetonate VO(OC(=CH2)CH2COCH3))2 , vanadium acetylacetonate V (OC(= CH2 ) CH2COCH3 ) ) 3 , vanadium trichloride VCl3 , and phosphovanadomolybdic acid. Also usable are those obtained by reducing a pentavalent vanadium compound to a tetravalent to divalent vanadium compound with an organic compound having at least one functional group selected from the group consisting of a hydroxyl group, a carbonyl group, a carboxyl group, a primary to tertiary amino group, an amide group, a phosphoric acid group, and a phosphonic acid group.
When Ti is contained, examples of Ti compounds include ammonium hexafluorotitanate, titanium hydrofluoric acid, and titanium nitrate.
また、Vを含ませる場合、V化合物として、五酸化バナジウムV2O5、メタバナジン酸HVO3、メタバナジン酸アンモニウム、メタバナジン酸ナトリウム、オキシ三塩化バナジウムVOCl3、三酸化バナジウムV2O3、二酸化バナジウムVO2、オキシ硫酸バナジウムVOSO4、バナジウムオキシアセチルアセトネートVO(OC(=CH2)CH2COCH3))2、バナジウムアセチルアセトネートV(OC(=CH2)CH2COCH3))3、三塩化バナジウムVCl3、リンバナドモリブデン酸などを例示することができる。また、水酸基、カルボニル基、カルボキシル基、1~3級アミノ基、アミド基、リン酸基およびホスホン酸基よりなる群から選ばれる少なくとも1種の官能基を有する有機化合物により、5価のバナジウム化合物を4価~2価に還元したものも使用可能である。
また、Tiを含ませる場合、Ti化合物として、六フッ化チタン酸アンモニウム、チタン弗化水素酸、硝酸チタンなどを例示することができる。 When Zr is contained in the chemical conversion treatment solution, examples of Zr compounds include ammonium zirconium carbonate, hexafluorozirconic acid, and ammonium zirconium hexafluoride.
Furthermore, in the case where V is contained, examples of V compounds include vanadium pentoxide V2O5 , metavanadate HVO3 , ammonium metavanadate, sodium metavanadate , vanadium oxytrichloride VOCl3, vanadium trioxide V2O3 , vanadium dioxide VO2, vanadium oxysulfate VOSO4, vanadium oxyacetylacetonate VO(OC(=CH2)CH2COCH3))2 , vanadium acetylacetonate V (OC(= CH2 ) CH2COCH3 ) ) 3 , vanadium trichloride VCl3 , and phosphovanadomolybdic acid. Also usable are those obtained by reducing a pentavalent vanadium compound to a tetravalent to divalent vanadium compound with an organic compound having at least one functional group selected from the group consisting of a hydroxyl group, a carbonyl group, a carboxyl group, a primary to tertiary amino group, an amide group, a phosphoric acid group, and a phosphonic acid group.
When Ti is contained, examples of Ti compounds include ammonium hexafluorotitanate, titanium hydrofluoric acid, and titanium nitrate.
化成処理液の塗布方法については限定されない。例えばロールコーター、バーコーター、スプレーなどを用いて塗布することができる。
There are no limitations on the method for applying the chemical conversion treatment solution. For example, it can be applied using a roll coater, bar coater, spray, etc.
化成処理液を塗布した後は、塗布後5秒以内に、最高加熱温度(最高到達温度(PMT))まで加熱して乾燥させる。(PMT-10℃)に到達するまでの平均昇温速度は5~50℃/sが好ましい。
Aal/B1alを5.0以上とする場合、加熱を2段階加熱とし、後半の昇温速度を、前半の昇温速度よりも速くすることが好ましい。具体的には、加熱開始から、最高加熱温度(PMT)より10℃低い温度(PMT-10℃)に到達するまでの時間をtとした場合、加熱開始から0.5t~1.0tまでの間の後半の平均昇温速度V2が、加熱開始から0.5tまでの前半の平均昇温速度V1の1.25倍以上である、つまり、V2/V1≧1.25であることが好ましい。さらに、Aal/B1alを5.0以上とするために2段加熱とする場合、前半の昇温速度V1は、5℃/s以上とすることが好ましい。
また、加熱及び乾燥のための在炉時間が長いと、Fが界面付近に濃化しやすくなるため、Af/B1fが大きくなる。例えば、在炉時間を15秒以上とすると、Af/B1fを2.5以上とすることができる。
また、加熱に際しては、パンチングメタル(複数の貫通孔が存在する鋼板)を通して鋼板に吹き付けることが好ましい。 After the chemical conversion treatment liquid is applied, it is heated to the maximum heating temperature (maximum reached temperature (PMT)) within 5 seconds after application and dried. The average heating rate until it reaches (PMT-10°C) is preferably 5 to 50°C/s.
When Aal/B1al is set to 5.0 or more, it is preferable to perform two-stage heating and set the heating rate in the latter half faster than the heating rate in the first half. Specifically, when the time from the start of heating to the temperature (PMT-10°C) 10°C lower than the maximum heating temperature (PMT) is set to t, it is preferable that the average heating rate V2 in the latter half from the start of heating to 0.5t to 1.0t is 1.25 times or more the average heating rate V1 in the first half from the start of heating to 0.5t, that is, V2/V1≧1.25. Furthermore, when two-stage heating is performed to set Aal/B1al to 5.0 or more, it is preferable that the heating rate V1 in the first half is 5°C/s or more.
In addition, if the time spent in the furnace for heating and drying is long, F tends to concentrate near the interface, so Af/B1f increases. For example, if the time spent in the furnace is 15 seconds or longer, Af/B1f can be made 2.5 or more.
In addition, when heating, it is preferable to spray the heating agent onto the steel plate through a punched metal (a steel plate having a plurality of through holes).
Aal/B1alを5.0以上とする場合、加熱を2段階加熱とし、後半の昇温速度を、前半の昇温速度よりも速くすることが好ましい。具体的には、加熱開始から、最高加熱温度(PMT)より10℃低い温度(PMT-10℃)に到達するまでの時間をtとした場合、加熱開始から0.5t~1.0tまでの間の後半の平均昇温速度V2が、加熱開始から0.5tまでの前半の平均昇温速度V1の1.25倍以上である、つまり、V2/V1≧1.25であることが好ましい。さらに、Aal/B1alを5.0以上とするために2段加熱とする場合、前半の昇温速度V1は、5℃/s以上とすることが好ましい。
また、加熱及び乾燥のための在炉時間が長いと、Fが界面付近に濃化しやすくなるため、Af/B1fが大きくなる。例えば、在炉時間を15秒以上とすると、Af/B1fを2.5以上とすることができる。
また、加熱に際しては、パンチングメタル(複数の貫通孔が存在する鋼板)を通して鋼板に吹き付けることが好ましい。 After the chemical conversion treatment liquid is applied, it is heated to the maximum heating temperature (maximum reached temperature (PMT)) within 5 seconds after application and dried. The average heating rate until it reaches (PMT-10°C) is preferably 5 to 50°C/s.
When Aal/B1al is set to 5.0 or more, it is preferable to perform two-stage heating and set the heating rate in the latter half faster than the heating rate in the first half. Specifically, when the time from the start of heating to the temperature (PMT-10°C) 10°C lower than the maximum heating temperature (PMT) is set to t, it is preferable that the average heating rate V2 in the latter half from the start of heating to 0.5t to 1.0t is 1.25 times or more the average heating rate V1 in the first half from the start of heating to 0.5t, that is, V2/V1≧1.25. Furthermore, when two-stage heating is performed to set Aal/B1al to 5.0 or more, it is preferable that the heating rate V1 in the first half is 5°C/s or more.
In addition, if the time spent in the furnace for heating and drying is long, F tends to concentrate near the interface, so Af/B1f increases. For example, if the time spent in the furnace is 15 seconds or longer, Af/B1f can be made 2.5 or more.
In addition, when heating, it is preferable to spray the heating agent onto the steel plate through a punched metal (a steel plate having a plurality of through holes).
[第二被膜形成工程]
この工程では、第一被膜が形成された鋼板の表面に、さらに化成処理液を塗布し、加熱して乾燥させることで、第二被膜を形成する。
この工程では、B2cが40.0%以上となるように、70.0%以上の有機樹脂を含有させた処理液を用いる。有機樹脂は例えばウレタン樹脂である。また、潤滑性を向上させるために、コロイダルシリカを2.0~10.0%添加する。
さらに、ワックスを0.1~2.0%含有させてもよい。 [Second coating formation process]
In this step, a chemical conversion treatment liquid is further applied to the surface of the steel sheet on which the first coating has been formed, and the surface is heated and dried to form a second coating.
In this process, a treatment liquid containing 70.0% or more of an organic resin is used so that B2c is 40.0% or more. The organic resin is, for example, a urethane resin. In addition, 2.0 to 10.0% of colloidal silica is added to improve lubricity.
Furthermore, wax may be contained in an amount of 0.1 to 2.0%.
この工程では、第一被膜が形成された鋼板の表面に、さらに化成処理液を塗布し、加熱して乾燥させることで、第二被膜を形成する。
この工程では、B2cが40.0%以上となるように、70.0%以上の有機樹脂を含有させた処理液を用いる。有機樹脂は例えばウレタン樹脂である。また、潤滑性を向上させるために、コロイダルシリカを2.0~10.0%添加する。
さらに、ワックスを0.1~2.0%含有させてもよい。 [Second coating formation process]
In this step, a chemical conversion treatment liquid is further applied to the surface of the steel sheet on which the first coating has been formed, and the surface is heated and dried to form a second coating.
In this process, a treatment liquid containing 70.0% or more of an organic resin is used so that B2c is 40.0% or more. The organic resin is, for example, a urethane resin. In addition, 2.0 to 10.0% of colloidal silica is added to improve lubricity.
Furthermore, wax may be contained in an amount of 0.1 to 2.0%.
化成処理液の塗布方法については限定されない。例えばロールコーター、バーコーター、スプレーなどを用いて塗布することができる。
There are no limitations on the method for applying the chemical conversion treatment solution. For example, it can be applied using a roll coater, bar coater, spray, etc.
処理液を塗布した後、加熱して乾燥させる。PMTは100~250℃以下とする。
最表面のSi濃度を高める場合には、PMTを160℃以上とし、PMTまでの昇温速度を8℃/秒以下とすることが好ましい。この場合、処理液中に含有されているコロイダルシリカが被膜の最表面に濃化し、最表面のSi濃度が高くなる。 After the treatment liquid is applied, it is heated and dried. The PMT is set to 100 to 250°C.
When increasing the Si concentration at the outermost surface, it is preferable to set the PMT to 160° C. or higher and the heating rate up to the PMT to 8° C./sec or lower. In this case, the colloidal silica contained in the treatment liquid is concentrated at the outermost surface of the coating, and the Si concentration at the outermost surface increases.
最表面のSi濃度を高める場合には、PMTを160℃以上とし、PMTまでの昇温速度を8℃/秒以下とすることが好ましい。この場合、処理液中に含有されているコロイダルシリカが被膜の最表面に濃化し、最表面のSi濃度が高くなる。 After the treatment liquid is applied, it is heated and dried. The PMT is set to 100 to 250°C.
When increasing the Si concentration at the outermost surface, it is preferable to set the PMT to 160° C. or higher and the heating rate up to the PMT to 8° C./sec or lower. In this case, the colloidal silica contained in the treatment liquid is concentrated at the outermost surface of the coating, and the Si concentration at the outermost surface increases.
表1に示すめっき層組成を有するめっきを有する金属板(めっき鋼板)を準備した。めっき層の付着量は、70g/m2とした。金属板No.1は電気めっき、No.2~8は溶融めっき、No.4は溶融めっき後の加熱処理(合金化処理)により作製した。表1中、例えば99.6%Zn-0.2%Alとは、99.6%のZnと0.2%のAlを含有する組成を示しており、他も同様である。めっき層組成の残部は不純物である。
めっき鋼板の基材は、JIS G3141:2021を満足する冷間圧延鋼板を用いた。 Metal sheets (plated steel sheets) having a plating with the plating layer composition shown in Table 1 were prepared. The coating weight of the plating layer was 70 g/ m2 . Metal sheet No. 1 was prepared by electroplating, Nos. 2 to 8 by hot-dip plating, and No. 4 by heat treatment (alloying treatment) after hot-dip plating. In Table 1, for example, 99.6% Zn-0.2% Al indicates a composition containing 99.6% Zn and 0.2% Al, and the same is true for the others. The remainder of the plating layer composition is impurities.
As the substrate of the plated steel sheet, a cold-rolled steel sheet satisfying JIS G3141:2021 was used.
めっき鋼板の基材は、JIS G3141:2021を満足する冷間圧延鋼板を用いた。 Metal sheets (plated steel sheets) having a plating with the plating layer composition shown in Table 1 were prepared. The coating weight of the plating layer was 70 g/ m2 . Metal sheet No. 1 was prepared by electroplating, Nos. 2 to 8 by hot-dip plating, and No. 4 by heat treatment (alloying treatment) after hot-dip plating. In Table 1, for example, 99.6% Zn-0.2% Al indicates a composition containing 99.6% Zn and 0.2% Al, and the same is true for the others. The remainder of the plating layer composition is impurities.
As the substrate of the plated steel sheet, a cold-rolled steel sheet satisfying JIS G3141:2021 was used.

このめっき鋼板に対し、表4-1、表4-2、表5に示す組成の化成処理液を塗布した。ただし、No.49およびNo.118は、化成処理液に有機樹脂成分として、処理液に有機樹脂成分として、ポリウレタン樹脂を1.1重量%含有させた。
化成処理液中の元素濃度は、表2-1、表2-2、表3に示すように、(NH4)2TiF6、(NH4)2ZrF6、V2O5、MgHPO4・3H2O、H3PO4、NH4F、HNO3、Ca(NO3)2・4H2O、C5H12O3Si(ビニルトリメトキシシラン)を必要に応じて混合することで調整した。
化成処理液の塗布は、ロールコーターを用いて行った。
化成処理液を塗布した後、5秒以内に熱風を、パンチングメタル(複数の貫通孔が存在する鋼板)を通して鋼板に吹き付けて、鋼板を表4-1、表4-2、表5の乾燥板温(PMT)まで表4-1、表4-2、表5の条件で加熱した後、パンチングメタルを通して空気を吹き付けることによる空冷、または水冷によって20℃まで冷却し、第一被膜(化成処理被膜)を形成した。
第一被膜の付着量は、No.41は600mg/m2、No.42は800mg/m2とし、その他は400mg/m2とした。 To this plated steel sheet, a chemical conversion treatment solution having the composition shown in Table 4-1, Table 4-2, and Table 5 was applied. However, in No. 49 and No. 118, the chemical conversion treatment solution contained 1.1% by weight of polyurethane resin as the organic resin component.
The element concentrations in the chemical conversion treatment solution were adjusted as necessary by mixing (NH 4 ) 2 TiF 6 , (NH 4 ) 2 ZrF 6 , V 2 O 5 , MgHPO 4.3H 2 O, H 3 PO 4 , NH 4 F, HNO 3 , Ca(NO 3 ) 2.4H 2 O, and C 5 H 12 O 3 Si (vinyltrimethoxysilane), as shown in Tables 2-1, 2-2 , and 3.
The chemical conversion treatment solution was applied using a roll coater.
Within 5 seconds after applying the chemical conversion treatment liquid, hot air was blown onto the steel plate through a punched metal (a steel plate having a plurality of through holes) to heat the steel plate to the dry plate temperature (PMT) in Tables 4-1, 4-2, and 5 under the conditions in Tables 4-1, 4-2, and 5, and then the steel plate was cooled to 20°C by air-cooling by blowing air through a punched metal or by water-cooling, to form a first coating (chemical conversion treatment coating).
The coating weight of the first coating was 600 mg/m 2 for No. 41, 800 mg/m 2 for No. 42, and 400 mg/m 2 for the others.
化成処理液中の元素濃度は、表2-1、表2-2、表3に示すように、(NH4)2TiF6、(NH4)2ZrF6、V2O5、MgHPO4・3H2O、H3PO4、NH4F、HNO3、Ca(NO3)2・4H2O、C5H12O3Si(ビニルトリメトキシシラン)を必要に応じて混合することで調整した。
化成処理液の塗布は、ロールコーターを用いて行った。
化成処理液を塗布した後、5秒以内に熱風を、パンチングメタル(複数の貫通孔が存在する鋼板)を通して鋼板に吹き付けて、鋼板を表4-1、表4-2、表5の乾燥板温(PMT)まで表4-1、表4-2、表5の条件で加熱した後、パンチングメタルを通して空気を吹き付けることによる空冷、または水冷によって20℃まで冷却し、第一被膜(化成処理被膜)を形成した。
第一被膜の付着量は、No.41は600mg/m2、No.42は800mg/m2とし、その他は400mg/m2とした。 To this plated steel sheet, a chemical conversion treatment solution having the composition shown in Table 4-1, Table 4-2, and Table 5 was applied. However, in No. 49 and No. 118, the chemical conversion treatment solution contained 1.1% by weight of polyurethane resin as the organic resin component.
The element concentrations in the chemical conversion treatment solution were adjusted as necessary by mixing (NH 4 ) 2 TiF 6 , (NH 4 ) 2 ZrF 6 , V 2 O 5 , MgHPO 4.3H 2 O, H 3 PO 4 , NH 4 F, HNO 3 , Ca(NO 3 ) 2.4H 2 O, and C 5 H 12 O 3 Si (vinyltrimethoxysilane), as shown in Tables 2-1, 2-2 , and 3.
The chemical conversion treatment solution was applied using a roll coater.
Within 5 seconds after applying the chemical conversion treatment liquid, hot air was blown onto the steel plate through a punched metal (a steel plate having a plurality of through holes) to heat the steel plate to the dry plate temperature (PMT) in Tables 4-1, 4-2, and 5 under the conditions in Tables 4-1, 4-2, and 5, and then the steel plate was cooled to 20°C by air-cooling by blowing air through a punched metal or by water-cooling, to form a first coating (chemical conversion treatment coating).
The coating weight of the first coating was 600 mg/m 2 for No. 41, 800 mg/m 2 for No. 42, and 400 mg/m 2 for the others.
その後、水分散系ウレタン樹脂(アデカボンタイター HUX-830)を600g/L、コロイダルシリカを100g/L、ポリエチレンワックスエマルジョン(東邦化学工業製ハイテックE)10g/L含む処理液をロールコーターで第一被膜上に塗布し、160℃(乾燥温度)まで16℃/秒の平均昇温速度で加熱した。加熱後に、空冷することで、ウレタン樹脂を含む第二被膜を有する、No.1~51、101~120の表面処理鋼板を得た。
一方、No.52およびNo.53については、上記処理を行わず、第二被膜を形成しなかった。 Thereafter, a treatment liquid containing 600 g/L of water-dispersed urethane resin (ADEKA BONTITOR HUX-830), 100 g/L of colloidal silica, and 10 g/L of polyethylene wax emulsion (HI-TEC E manufactured by Toho Chemical Industry Co., Ltd.) was applied onto the first coating using a roll coater, and heated to 160°C (drying temperature) at an average heating rate of 16°C/sec. After heating, the steel sheets were air-cooled to obtain surface-treated steel sheets Nos. 1 to 51 and 101 to 120 having a second coating containing a urethane resin.
On the other hand, for No. 52 and No. 53, the above treatment was not carried out and the second coating was not formed.
一方、No.52およびNo.53については、上記処理を行わず、第二被膜を形成しなかった。 Thereafter, a treatment liquid containing 600 g/L of water-dispersed urethane resin (ADEKA BONTITOR HUX-830), 100 g/L of colloidal silica, and 10 g/L of polyethylene wax emulsion (HI-TEC E manufactured by Toho Chemical Industry Co., Ltd.) was applied onto the first coating using a roll coater, and heated to 160°C (drying temperature) at an average heating rate of 16°C/sec. After heating, the steel sheets were air-cooled to obtain surface-treated steel sheets Nos. 1 to 51 and 101 to 120 having a second coating containing a urethane resin.
On the other hand, for No. 52 and No. 53, the above treatment was not carried out and the second coating was not formed.





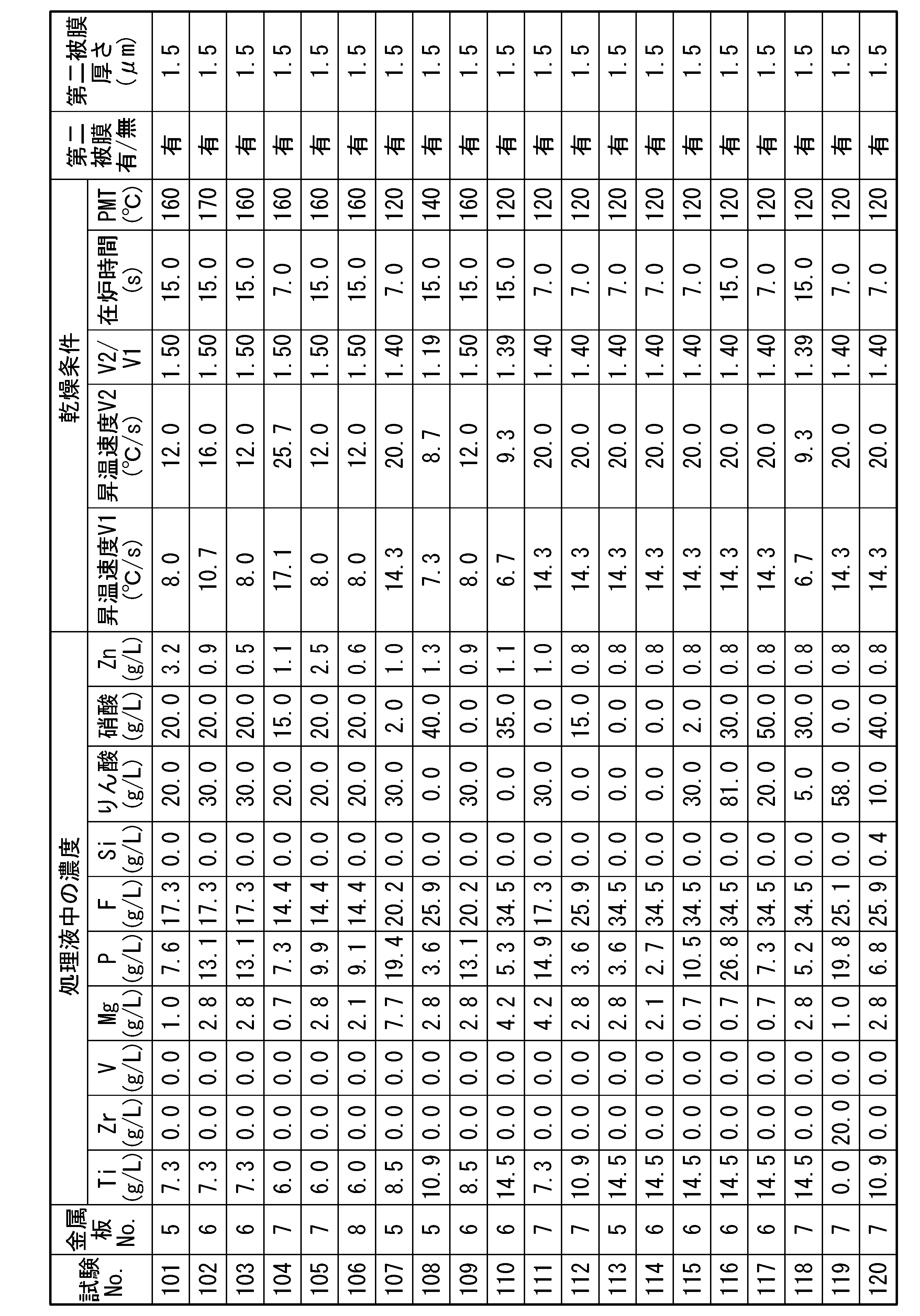
作製した化成処理鋼板から試験片を冷却機能付きFIB(Focused Ion Beam)加工法にて切り出し、切り出した試験片の断面構造を、エネルギー分散型X線分析装置付き電界放射型透過電子顕微鏡(FE-TEM:Field Emission-Transmission Electoron Microscope)で、観察視野中に第一化成処理被膜全体とめっき層が入る倍率にて、観察した。
その際、めっき層中にAl相、MgZn2相、Zn相が存在していたため、その中からZn相をコントラストによって確認し(暗視野像の比較的明るい部分をZn相と判断し)、EDS分析で当該Zn相の、Znの濃度が85質量%以上かつMg濃度とAl濃度との両方が1.0質量%以下であり、めっき層であると確認した位置から表面処理鋼板の表面(第二化成処理被膜の表面)までの、C、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度分布をエネルギー分散型X線分析装置にて測定を行った。結果を表6-1~表9に示す。
また、図2に実施例の試験No.41についての深さ方向元素分布測定結果を示す。 Test specimens were cut out from the produced chemical conversion treated steel sheets by a cooling function-equipped Focused Ion Beam (FIB) processing method, and the cross-sectional structures of the test specimens cut out were observed with a field emission-type transmission electron microscope (FE-TEM) equipped with an energy dispersive X-ray analyzer at a magnification such that the entire first chemical conversion coating and the plating layer were included in the observation field.
At that time, since an Al phase, an MgZn 2 phase, and a Zn phase were present in the plating layer, the Zn phase was confirmed by contrast (the relatively bright portion of the dark field image was judged to be the Zn phase), and the concentration distribution of C, O, F, Mg, Al, Si, P, Ti, V, Zn, and Zr from the position confirmed by EDS analysis to be a plating layer where the Zn concentration was 85 mass% or more and both the Mg concentration and the Al concentration were 1.0 mass% or less to the surface of the surface-treated steel sheet (the surface of the second chemical conversion coating) was measured by an energy dispersive X-ray analyzer. The results are shown in Tables 6-1 to 9.
2 shows the results of element distribution measurement in the depth direction for Example Test No. 41.
その際、めっき層中にAl相、MgZn2相、Zn相が存在していたため、その中からZn相をコントラストによって確認し(暗視野像の比較的明るい部分をZn相と判断し)、EDS分析で当該Zn相の、Znの濃度が85質量%以上かつMg濃度とAl濃度との両方が1.0質量%以下であり、めっき層であると確認した位置から表面処理鋼板の表面(第二化成処理被膜の表面)までの、C、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度分布をエネルギー分散型X線分析装置にて測定を行った。結果を表6-1~表9に示す。
また、図2に実施例の試験No.41についての深さ方向元素分布測定結果を示す。 Test specimens were cut out from the produced chemical conversion treated steel sheets by a cooling function-equipped Focused Ion Beam (FIB) processing method, and the cross-sectional structures of the test specimens cut out were observed with a field emission-type transmission electron microscope (FE-TEM) equipped with an energy dispersive X-ray analyzer at a magnification such that the entire first chemical conversion coating and the plating layer were included in the observation field.
At that time, since an Al phase, an MgZn 2 phase, and a Zn phase were present in the plating layer, the Zn phase was confirmed by contrast (the relatively bright portion of the dark field image was judged to be the Zn phase), and the concentration distribution of C, O, F, Mg, Al, Si, P, Ti, V, Zn, and Zr from the position confirmed by EDS analysis to be a plating layer where the Zn concentration was 85 mass% or more and both the Mg concentration and the Al concentration were 1.0 mass% or less to the surface of the surface-treated steel sheet (the surface of the second chemical conversion coating) was measured by an energy dispersive X-ray analyzer. The results are shown in Tables 6-1 to 9.
2 shows the results of element distribution measurement in the depth direction for Example Test No. 41.






また、作成した作製した化成処理鋼板の平面部耐食性、加工部耐食性、潤滑性について、以下の要領で評価した。結果を表10-1、表10-2、表11に示す。
In addition, the flat surface corrosion resistance, processed surface corrosion resistance, and lubricity of the prepared chemically treated steel sheets were evaluated as follows. The results are shown in Tables 10-1, 10-2, and 11.
<平面部耐食性>
平板試験片(70mm×150mmの長方形状の試験片)に対し、JIS Z 2371:2015に準拠する中性塩水噴霧試験を塩濃度70g±5g/Lで、120、240、360時間の各時間まで実施し、試験後の試験片の白錆の発生状況(面積率)によって耐食性を評価した。耐食性の評価基準を以下に示す。240時間後においてSSであれば十分な耐食性を有すると判断した。
(耐食性の評価基準)
SS:5%以下
S:5%超、10%以下
A:10%超、30%以下
B:30%超、50%以下
C:50%超 <Corrosion resistance of flat surfaces>
A neutral salt spray test conforming to JIS Z 2371:2015 was carried out on flat test pieces (rectangular test pieces of 70 mm x 150 mm) at a salt concentration of 70 g ± 5 g/L for 120, 240, and 360 hours, and the corrosion resistance was evaluated based on the occurrence (area ratio) of white rust on the test pieces after the test. The evaluation criteria for corrosion resistance are shown below. If the test piece was SS after 240 hours, it was determined that the test piece had sufficient corrosion resistance.
(Corrosion resistance evaluation criteria)
SS: 5% or less S: More than 5%, 10% or less A: More than 10%, 30% or less B: More than 30%, 50% or less C: More than 50%
平板試験片(70mm×150mmの長方形状の試験片)に対し、JIS Z 2371:2015に準拠する中性塩水噴霧試験を塩濃度70g±5g/Lで、120、240、360時間の各時間まで実施し、試験後の試験片の白錆の発生状況(面積率)によって耐食性を評価した。耐食性の評価基準を以下に示す。240時間後においてSSであれば十分な耐食性を有すると判断した。
(耐食性の評価基準)
SS:5%以下
S:5%超、10%以下
A:10%超、30%以下
B:30%超、50%以下
C:50%超 <Corrosion resistance of flat surfaces>
A neutral salt spray test conforming to JIS Z 2371:2015 was carried out on flat test pieces (rectangular test pieces of 70 mm x 150 mm) at a salt concentration of 70 g ± 5 g/L for 120, 240, and 360 hours, and the corrosion resistance was evaluated based on the occurrence (area ratio) of white rust on the test pieces after the test. The evaluation criteria for corrosion resistance are shown below. If the test piece was SS after 240 hours, it was determined that the test piece had sufficient corrosion resistance.
(Corrosion resistance evaluation criteria)
SS: 5% or less S: More than 5%, 10% or less A: More than 10%, 30% or less B: More than 30%, 50% or less C: More than 50%
<加工部耐食性(耐白錆性)>
平板試験片(70mm×150mmの長方形状の試験片)の中央部をエリクセン試験(7mm押し出し)に供した後、JIS Z 2371:2015による塩水噴霧試験を72時間行い、押し出し加工部の白錆の発生状況を観察した。評価基準は平面部耐食性と同様に行い、SSまたはSであれば十分な耐食性を有すると判断した。
(耐食性の評価基準)
SS:5%以下
S :5%超、10%以下
A :10%超、30%以下
B :30%超、50%以下
C :50%超 <Corrosion resistance of processed parts (white rust resistance)>
The center of a flat test piece (a rectangular test piece of 70 mm x 150 mm) was subjected to an Erichsen test (7 mm extrusion), and then a salt spray test according to JIS Z 2371:2015 was performed for 72 hours, and the occurrence of white rust on the extruded part was observed. The evaluation criteria were the same as for the flat part corrosion resistance, and if it was SS or S, it was determined that the material had sufficient corrosion resistance.
(Corrosion resistance evaluation criteria)
SS: 5% or less S: More than 5%, 10% or less A: More than 10%, 30% or less B: More than 30%, 50% or less C: More than 50%
平板試験片(70mm×150mmの長方形状の試験片)の中央部をエリクセン試験(7mm押し出し)に供した後、JIS Z 2371:2015による塩水噴霧試験を72時間行い、押し出し加工部の白錆の発生状況を観察した。評価基準は平面部耐食性と同様に行い、SSまたはSであれば十分な耐食性を有すると判断した。
(耐食性の評価基準)
SS:5%以下
S :5%超、10%以下
A :10%超、30%以下
B :30%超、50%以下
C :50%超 <Corrosion resistance of processed parts (white rust resistance)>
The center of a flat test piece (a rectangular test piece of 70 mm x 150 mm) was subjected to an Erichsen test (7 mm extrusion), and then a salt spray test according to JIS Z 2371:2015 was performed for 72 hours, and the occurrence of white rust on the extruded part was observed. The evaluation criteria were the same as for the flat part corrosion resistance, and if it was SS or S, it was determined that the material had sufficient corrosion resistance.
(Corrosion resistance evaluation criteria)
SS: 5% or less S: More than 5%, 10% or less A: More than 10%, 30% or less B: More than 30%, 50% or less C: More than 50%
<潤滑性>
HEIDON-14(新東科学社製)を使用し、摺動子として直径10mmのステンレス鋼球を、荷重1.0N、摺動速度150mm/minで平板試験片の表面を摺動させ、その応力から動摩擦係数μを求めて、潤滑性を評価した。潤滑性の評価基準を以下に示す。S、AAであれば十分な潤滑性を有すると判断した。
(潤滑性の評価基準)
S :0.1以下
AA:0.1%超、0.2%以下
A :0.2%超、0.5%以下
B :0.5%超 <Lubricity>
Using HEIDON-14 (manufactured by Shinto Scientific Co., Ltd.), a stainless steel ball with a diameter of 10 mm was used as a slider and slid on the surface of the flat test piece at a load of 1.0 N and a sliding speed of 150 mm/min, and the dynamic friction coefficient μ was calculated from the resulting stress to evaluate the lubricity. The lubricity evaluation criteria are as follows. S and AA were judged to have sufficient lubricity.
(Lubricity Evaluation Criteria)
S: 0.1 or less AA: More than 0.1%, 0.2% or less A: More than 0.2%, 0.5% or less B: More than 0.5%
HEIDON-14(新東科学社製)を使用し、摺動子として直径10mmのステンレス鋼球を、荷重1.0N、摺動速度150mm/minで平板試験片の表面を摺動させ、その応力から動摩擦係数μを求めて、潤滑性を評価した。潤滑性の評価基準を以下に示す。S、AAであれば十分な潤滑性を有すると判断した。
(潤滑性の評価基準)
S :0.1以下
AA:0.1%超、0.2%以下
A :0.2%超、0.5%以下
B :0.5%超 <Lubricity>
Using HEIDON-14 (manufactured by Shinto Scientific Co., Ltd.), a stainless steel ball with a diameter of 10 mm was used as a slider and slid on the surface of the flat test piece at a load of 1.0 N and a sliding speed of 150 mm/min, and the dynamic friction coefficient μ was calculated from the resulting stress to evaluate the lubricity. The lubricity evaluation criteria are as follows. S and AA were judged to have sufficient lubricity.
(Lubricity Evaluation Criteria)
S: 0.1 or less AA: More than 0.1%, 0.2% or less A: More than 0.2%, 0.5% or less B: More than 0.5%



表1~表11から分かるように、所定のMgを含有する亜鉛めっき層または亜鉛合金めっき層と、第一被膜と、第二被膜と、を有し、めっき層から第二被膜において、Ti、V、Zr、C、Mg、F、Siが所定の濃度でかつ、所定の領域に濃化して存在する場合(発明例)、耐食性及び潤滑性に優れていた。
一方、第二被膜を有さない、またはTi、V、Zr、C、Mg、F、Siの濃度もしくは濃化状態が本発明範囲外である比較例(No.24~40、44~50、52、53、107~119)については、耐食性、潤滑性のいずれか1つ以上が劣っていた。 As can be seen from Tables 1 to 11, when a zinc plating layer or zinc alloy plating layer containing a predetermined amount of Mg was included, a first coating, and a second coating, and Ti, V, Zr, C, Mg, F, and Si were present in predetermined concentrations and concentrated in predetermined regions in the plating layer to the second coating (invention examples), the corrosion resistance and lubricity were excellent.
On the other hand, in the comparative examples (Nos. 24 to 40, 44 to 50, 52, 53, 107 to 119) which did not have a second coating or in which the concentration or enrichment state of Ti, V, Zr, C, Mg, F, and Si was outside the range of the present invention, one or more of the corrosion resistance and lubricity were inferior.
一方、第二被膜を有さない、またはTi、V、Zr、C、Mg、F、Siの濃度もしくは濃化状態が本発明範囲外である比較例(No.24~40、44~50、52、53、107~119)については、耐食性、潤滑性のいずれか1つ以上が劣っていた。 As can be seen from Tables 1 to 11, when a zinc plating layer or zinc alloy plating layer containing a predetermined amount of Mg was included, a first coating, and a second coating, and Ti, V, Zr, C, Mg, F, and Si were present in predetermined concentrations and concentrated in predetermined regions in the plating layer to the second coating (invention examples), the corrosion resistance and lubricity were excellent.
On the other hand, in the comparative examples (Nos. 24 to 40, 44 to 50, 52, 53, 107 to 119) which did not have a second coating or in which the concentration or enrichment state of Ti, V, Zr, C, Mg, F, and Si was outside the range of the present invention, one or more of the corrosion resistance and lubricity were inferior.
本発明によれば、耐食性及び潤滑性に優れる表面処理鋼板を提供することができ、産業上の利用可能性が高い。
The present invention provides a surface-treated steel sheet with excellent corrosion resistance and lubricity, and has high industrial applicability.
1 表面処理鋼板
10 鋼板(母材鋼板)
20 めっき層(亜鉛めっき層または合金化亜鉛めっき層)
25 第一界面
30 第一被膜
35 第二界面
40 第二被膜
A 境界領域
B1 第一被膜の中央部
B2 第二被膜の中央部 1 Surface-treatedsteel sheet 10 Steel sheet (base steel sheet)
20 Plating layer (zinc plating layer or alloyed zinc plating layer)
25First interface 30 First coating 35 Second interface 40 Second coating A Boundary region B1 Central portion of first coating B2 Central portion of second coating
10 鋼板(母材鋼板)
20 めっき層(亜鉛めっき層または合金化亜鉛めっき層)
25 第一界面
30 第一被膜
35 第二界面
40 第二被膜
A 境界領域
B1 第一被膜の中央部
B2 第二被膜の中央部 1 Surface-treated
20 Plating layer (zinc plating layer or alloyed zinc plating layer)
25
Claims (7)
- [規則91に基づく訂正 19.01.2024]
母材鋼板と、
前記母材鋼板の表面に形成されためっき層と、
前記めっき層の表面に形成された第一被膜と、
前記第一被膜の表面に形成された厚みが0.6μm以上である第二被膜と、
を有する表面処理鋼板であって、
前記めっき層のZn濃度が40質量%以上、100質量%以下であり、Mg濃度が0質量%以上、4.0質量%未満であり、
前記めっき層から前記表面処理鋼板の表面に向けて厚み方向に線分析によって連続的にC、O、F、Mg、Al、Si、P、Ti、V、Zn及びZrの濃度を測定した際に、
Znの濃度が初めて35.0質量%以下となる位置を、前記めっき層と前記第一被膜の界面である第一界面とし、
前記第一界面を含み、前記厚み方向に前記第一界面から前記めっき層の側に10nmの範囲と前記第一被膜の側に15nmの範囲との間の領域を境界領域とし、
Znの濃度が初めて3.0質量%以下となる位置を前記第一被膜と前記第二被膜の界面である第二界面とした際に、前記厚み方向の前記第一界面と前記第二界面との中央から前記第二界面側に10nmの範囲を前記第一被膜の中央部とし、
前記第二被膜の、前記第二界面から前記厚み方向に400nmの位置と410nmの位置との間の領域を、前記第二被膜の中央部としたとき、
下記式(1)~(3)の1つ以上、かつ、式(4)~(15)を満たす、
ことを特徴とする、表面処理鋼板。
Dti≧5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti+Dzr+Dv≦25.0 (4)
B1c<10.0 (5)
B2c≧40.0 (6)
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Amg/B1mg≧2.0 (11)
Af/B1f≧2.0 (12)
B1si<5.0 (13)
B1zn≧0.5 (14)
B2zn<3.0 (15)
ここで、前記Dtiは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのTiの最大濃度であり、
前記Dzrは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのZrの最大濃度であり、
前記Dvは、前記第一被膜の、前記第一界面から前記第一界面と前記第二界面との前記厚み方向の中央までの間における質量%でのVの最大濃度であり、
前記B1cは、前記第一被膜の前記中央部におけるCの質量%での平均濃度であり、
前記B2cは、前記第二被膜の前記中央部におけるCの質量%での平均濃度であり、
前記Amgは、前記第一被膜の前記境界領域におけるMgの質量%での最大濃度であり、
前記B1mgは、前記第一被膜の前記中央部におけるMgの質量%での平均濃度であり、
前記Afは、前記第一被膜の前記境界領域におけるFの質量%での最大濃度であり、
前記B1fは、前記第一被膜の前記中央部におけるFの質量%での平均濃度であり、
前記B1siは、前記第一被膜の前記中央部におけるSiの質量%での平均濃度であり、
前記B1znは、前記第一被膜の前記中央部における、Znの質量%での平均濃度であり、
前記B2znは、前記第二被膜の前記中央部における、Znの質量%での平均濃度であり、
前記Mは、前記めっき層の前記Mg濃度が0質量%以上1.0質量%未満の場合には1、1.0質量%以上4.0質量%未満の場合には2となる定数である。 [Correction under Rule 91 19.01.2024]
A base steel plate;
A plating layer formed on a surface of the base steel sheet;
A first coating formed on a surface of the plating layer;
a second coating formed on the surface of the first coating and having a thickness of 0.6 μm or more;
A surface-treated steel sheet having
The Zn concentration of the plating layer is 40 mass% or more and 100 mass% or less, and the Mg concentration is 0 mass% or more and less than 4.0 mass%,
When the concentrations of C, O, F, Mg, Al, Si, P, Ti, V, Zn and Zr were continuously measured by linear analysis in the thickness direction from the plating layer toward the surface of the coated steel sheet,
a position where the Zn concentration first becomes 35.0 mass% or less is defined as a first interface, which is an interface between the plating layer and the first coating;
a boundary region is a region including the first interface, the boundary region being located between a range of 10 nm from the first interface on the plating layer side and a range of 15 nm on the first coating side in the thickness direction,
a second interface between the first coating and the second coating is defined as a position where the Zn concentration becomes 3.0 mass % or less for the first time, and a range of 10 nm from a center between the first interface and the second interface in the thickness direction toward the second interface is defined as a central part of the first coating,
When a region of the second coating between a position 400 nm and a position 410 nm away from the second interface in the thickness direction is defined as a central portion of the second coating,
One or more of the following formulas (1) to (3) and formulas (4) to (15) are satisfied:
A surface-treated steel sheet comprising:
Dt i ≧ 5.0 (1)
Dzr≧5.0 (2)
Dv≧5.0 (3)
Dti + Dzr + Dv ≦ 25.0 (4)
B1c<10.0 (5)
B2c≧40.0 (6)
5.0/M≦Amg≦25.0 (7)
0.5≦B1mg≦5.0 (8)
15.0/M≦Af≦40.0 (9)
0.5≦B1f≦15.0 (10)
Amg/B1mg≧2.0 (11)
Af/B1f≧2.0 (12)
B1si<5.0 (13)
B1zn≧0.5 (14)
B2zn<3.0 (15)
Here, Dti is a maximum Ti concentration in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating,
Dzr is a maximum concentration of Zr in mass % from the first interface to a center between the first interface and the second interface in the thickness direction of the first coating,
Dv is a maximum concentration of V in mass % from the first interface to a center in the thickness direction between the first interface and the second interface of the first coating,
B1c is an average concentration of C in mass% in the central portion of the first coating,
B2c is an average concentration in mass% of C in the central portion of the second coating,
A mg is the maximum concentration in mass % of Mg in the boundary region of the first coating;
B1mg is an average concentration of Mg in mass% in the central portion of the first coating,
Af is the maximum concentration of F in mass % in the boundary region of the first coating;
B1f is an average concentration of F in mass% in the central portion of the first coating,
B1si is an average concentration of Si in mass% in the central portion of the first coating,
B1zn is an average concentration of Zn in the central portion of the first coating, in mass %,
B2zn is an average concentration of Zn in mass% in the central portion of the second coating,
The M is a constant that is 1 when the Mg concentration of the plating layer is 0 mass % or more and less than 1.0 mass %, and is 2 when the Mg concentration of the plating layer is 1.0 mass % or more and less than 4.0 mass %. - さらに、下記式(16)を満たす、
ことを特徴とする、請求項1に記載の表面処理鋼板。
0≦Cmg<5.0 (16)
ここで、前記Cmgは、前記めっき層の厚み方向において、前記第一界面から前記めっき層の側に10nmの位置における質量%でのMgの濃度である。 Furthermore, the following formula (16) is satisfied:
The surface-treated steel sheet according to claim 1 .
0≦Cmg<5.0 (16)
Here, Cmg is the Mg concentration in mass % at a position 10 nm away from the first interface toward the plating layer in the thickness direction of the plating layer. - さらに、下記式(17)~(19)を満たす、
ことを特徴とする、請求項1または2に記載の表面処理鋼板。
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
ここで、前記Aalは、前記境界領域におけるAlの質量%での最大濃度であり、
前記B1alは、前記第一被膜の前記中央部におけるAlの質量%での平均濃度である。 Furthermore, the following formulas (17) to (19) are satisfied:
The surface-treated steel sheet according to claim 1 or 2.
5.0≦Aal≦20.0 (17)
0.2≦B1al≦5.0 (18)
Aal/B1al≧5.0 (19)
where Aal is the maximum concentration of Al in wt.% in the boundary region,
The B1al is the average concentration of Al in mass % in the central portion of the first coating. - さらに、下記式(20)~(21)を満たす、
ことを特徴とする、請求項1~3のいずれか一項に記載の表面処理鋼板。
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
ここで、前記Apは、前記境界領域におけるPの最大濃度であり、
前記B1pは、前記第一被膜の前記中央部におけるPの質量%での平均濃度である。 Furthermore, the following formulas (20) to (21) are satisfied:
The surface-treated steel sheet according to any one of claims 1 to 3.
10.0≦Ap≦25.0 (20)
0.5≦B1p≦8.0 (21)
where Ap is the maximum concentration of P in the boundary region,
The B1p is the average concentration of P in mass % in the central portion of the first coating. - さらに、下記式(22)を満たす、
ことを特徴とする、請求項1~4のいずれか一項に記載の表面処理鋼板。
1.0≦B1zn≦30.0 (22) Furthermore, the following formula (22) is satisfied:
The surface-treated steel sheet according to any one of claims 1 to 4.
1.0≦B1zn≦30.0 (22) - さらに、下記式(23)を満たす、
ことを特徴とする、請求項1~5のいずれか一項に記載の表面処理鋼板。
X2si/Y2si≧1.1 (23)
ここで、前記X2siは、前記第二被膜の表面から前記第二界面に向けて100nmまでの領域のSiにおける質量%での最大濃度であり、
前記Y2siは、前記第二被膜の前記表面から前記第二界面に向けて300~310nmの間の領域におけるSiの質量%での平均濃度である。 Furthermore, the following formula (23) is satisfied:
The surface-treated steel sheet according to any one of claims 1 to 5.
X2si/Y2si≧1.1 (23)
Here, X2si is the maximum concentration, in mass%, of Si in a region extending from the surface of the second coating to a region extending 100 nm toward the second interface,
The Y2si is the average concentration of Si in mass % in a region of the second coating that is 300 to 310 nm from the surface toward the second interface. - さらに、下記式(24)を満たす、
ことを特徴とする、請求項1~6のいずれか一項に記載の表面処理鋼板。
Af/B1f≧2.5 (24) Furthermore, the following formula (24) is satisfied:
The surface-treated steel sheet according to any one of claims 1 to 6.
Af/B1f≧2.5 (24)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-161692 | 2022-10-06 | ||
| JP2022161691 | 2022-10-06 | ||
| JP2022-161691 | 2022-10-06 | ||
| JP2022161692 | 2022-10-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2024075840A1 true WO2024075840A1 (en) | 2024-04-11 |
Family
ID=90608370
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/036512 WO2024075833A1 (en) | 2022-10-06 | 2023-10-06 | Surface-treated steel sheet |
| PCT/JP2023/036561 WO2024075840A1 (en) | 2022-10-06 | 2023-10-06 | Surface-treated steel sheet |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/036512 WO2024075833A1 (en) | 2022-10-06 | 2023-10-06 | Surface-treated steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| WO (2) | WO2024075833A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012180591A (en) * | 2011-02-09 | 2012-09-20 | Nippon Steel Corp | Substrate treating agent for precoated metal sheet, coated substrate-treated metal sheet coated with the same, and precoated metal sheet produced by using the coated substrate-treated metal sheet |
| JP2019042717A (en) * | 2017-09-07 | 2019-03-22 | Jfeスチール株式会社 | Manufacturing method of surface treatment metal plate |
| KR20200096281A (en) * | 2017-12-20 | 2020-08-11 | 닛폰세이테츠 가부시키가이샤 | Precoat steel plate |
| WO2020189769A1 (en) * | 2019-03-19 | 2020-09-24 | 日本製鉄株式会社 | Surface-treated metal material |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001247977A (en) * | 2000-03-03 | 2001-09-14 | Hitachi Ltd | Chromium-free composition for metal surface treatment |
| WO2019158508A1 (en) * | 2018-02-19 | 2019-08-22 | Chemetall Gmbh | Process for selective phosphating of a composite metal construction |
| JP2022085512A (en) * | 2020-11-27 | 2022-06-08 | 日本製鉄株式会社 | Surface treatment steel material |
-
2023
- 2023-10-06 WO PCT/JP2023/036512 patent/WO2024075833A1/en unknown
- 2023-10-06 WO PCT/JP2023/036561 patent/WO2024075840A1/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012180591A (en) * | 2011-02-09 | 2012-09-20 | Nippon Steel Corp | Substrate treating agent for precoated metal sheet, coated substrate-treated metal sheet coated with the same, and precoated metal sheet produced by using the coated substrate-treated metal sheet |
| JP2019042717A (en) * | 2017-09-07 | 2019-03-22 | Jfeスチール株式会社 | Manufacturing method of surface treatment metal plate |
| KR20200096281A (en) * | 2017-12-20 | 2020-08-11 | 닛폰세이테츠 가부시키가이샤 | Precoat steel plate |
| WO2020189769A1 (en) * | 2019-03-19 | 2020-09-24 | 日本製鉄株式会社 | Surface-treated metal material |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2024075833A1 (en) | 2024-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107406988B (en) | Hot-dip galvanized steel sheet | |
| CN113631743B (en) | Surface-treated metal material | |
| JP4510079B2 (en) | Surface-treated metal material | |
| KR101249583B1 (en) | Chromate-free film-covered hot-dip galvanized steel sheet possessing high corrosion resistance | |
| JP6631623B2 (en) | Galvanized steel sheet | |
| KR20230109706A (en) | Hot-dip Al-Zn-Si-Mg coated steel sheet and its manufacturing method, surface-treated steel sheet and its manufacturing method, and coated steel plate and its manufacturing method | |
| WO2024075840A1 (en) | Surface-treated steel sheet | |
| JP7201128B2 (en) | Surface treated steel plate | |
| JP7460946B1 (en) | surface treated steel plate | |
| JP2022085512A (en) | Surface treatment steel material | |
| JP2007023309A (en) | Hot-dip zinc alloy plated steel sheet having excellent corrosion resistance | |
| CN108291312B (en) | Hot-dip galvanized steel sheet and method for producing same | |
| WO2022102710A1 (en) | Surface-treated metal sheet | |
| CN117015631B (en) | Surface-treated steel material | |
| WO2022210650A1 (en) | Surface-treated steel sheet | |
| JPH03249180A (en) | Galvanized steel sheet having excellent press formability and chemical convertibility | |
| EP4230756A1 (en) | Plated steel sheet for automobile structural members | |
| JPH03191091A (en) | Galvanized steel sheet excellent in press formability and chemical conversion treating property | |
| MX2007011230A (en) | Surface-treated metallic material. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23874965 Country of ref document: EP Kind code of ref document: A1 |