WO2023189242A1 - 焼結鉱組織の予測方法およびそれを用いた焼結鉱の製造方法 - Google Patents
焼結鉱組織の予測方法およびそれを用いた焼結鉱の製造方法 Download PDFInfo
- Publication number
- WO2023189242A1 WO2023189242A1 PCT/JP2023/008343 JP2023008343W WO2023189242A1 WO 2023189242 A1 WO2023189242 A1 WO 2023189242A1 JP 2023008343 W JP2023008343 W JP 2023008343W WO 2023189242 A1 WO2023189242 A1 WO 2023189242A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sintered ore
- sintering
- predicting
- sintered
- ore structure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
- C22B1/205—Sintering; Agglomerating in sintering machines with movable grates regulation of the sintering process
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01K—MEASURING TEMPERATURE; MEASURING QUANTITY OF HEAT; THERMALLY-SENSITIVE ELEMENTS NOT OTHERWISE PROVIDED FOR
- G01K7/00—Measuring temperature based on the use of electric or magnetic elements directly sensitive to heat ; Power supply therefor, e.g. using thermoelectric elements
- G01K7/42—Circuits effecting compensation of thermal inertia; Circuits for predicting the stationary value of a temperature
Definitions
- the present invention relates to a method for predicting the structure of sintered ore used as a raw material for a blast furnace, and a method for producing sintered ore using the prediction method.
- the quality of the sintered ore depends on the mineral structure and pore structure of the sintered ore.
- the mineral structure and pore structure of sintered ore are influenced by the sintering temperature history determined by raw material conditions and operating conditions. Controlling the mineral structure and pore structure of sintered ore is important to ensure the quality of sintered ore, but in order to measure the mineral structure and pore structure, the sintered ore is collected off-line after production, and cross-sectional observation and XRD are performed. etc., and cannot be managed online.
- Patent Document 1 describes a method of calculating a feature amount from temperature data in the height direction actually measured with a thermocouple.
- a method for managing operational status is disclosed.
- it is practically difficult to install a thermocouple on an actual endlessly movable pallet truck and measure data continuously or to perform daily batch measurements.
- this method has the problem of not being able to propose feedforward actions because it becomes a feedback action and causes a loss of opportunity for operational improvement.
- Patent Document 2 discloses a method that uses the heat transfer model of Non-Patent Document 1 to calculate temperature history with relatively high accuracy even when using carbon materials with different combustibility.
- JP2013-44491A Japanese Patent Application Publication No. 2015-137368
- the present invention has been made in view of these circumstances, and its purpose is to provide a sintered ore that can grasp and manage the sintered ore structure, such as the mineral structure and pore structure, online.
- the purpose of this paper is to propose a method for predicting the structure and a method for producing sintered ore using the method.
- the present invention provides sintered ore produced by charging sintering raw materials into an endlessly movable pallet truck of a Dwight Lloyd type sintering machine to form a charging layer, and sintering the charging layer.
- a method for predicting a sintered ore structure wherein the sintered ore structure is predicted using a sintering temperature history in the charging layer obtained from sinter manufacturing conditions and a heat transfer model. It is a predictive method for organizations.
- the manufacturing conditions for the sintered ore include the component concentration, particle size, and amount of the raw material mixed in the sintered raw material, the speed of the pallet truck, the thickness of the charging layer, and the negative pressure.
- the sintered ore structure is the content of calcium ferrite in the sintered ore and/or the porosity of the sintered ore; is considered to be a more preferable solution.
- the present invention also provides a method for producing sintered ore using the above-described method for predicting sintered ore structure, wherein the sintered ore structure predicted using the method for predicting sintered ore structure is determined in advance.
- This is a method for manufacturing sintered ore, in which manufacturing conditions for sintered ore that form a sintered ore structure are specified, and the sintered ore is manufactured under the specified manufacturing conditions.
- sintered ore structure can be predicted in a short time, so that sintered ore structure such as mineral structure and pore structure of sintered ore can be grasped and managed online. become. Furthermore, by setting the manufacturing conditions for sintered ore so that the predicted sintered ore structure becomes the target sintered ore structure, the sintered ore structure can be controlled and high-quality sintered ore can be manufactured. can be realized.
- FIG. 2 is a schematic diagram showing an example of a sintered ore production facility in which the method for predicting a sintered structure according to the present embodiment can be implemented. It is a graph which shows an example of the sintering temperature history calculated
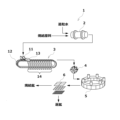
- FIG. 1 is a schematic diagram showing an example of a sintered ore production facility 1 in which the method for predicting a sintered structure according to the present embodiment can be implemented.
- the sintered ore manufacturing facility 1 includes a drum mixer 2 which is a granulating device, a sintering machine 3, a crusher 4, a cooler 5, and a sieving device 6.
- a sintering raw material containing an iron-containing raw material, an auxiliary raw material, and a coagulating material such as carbonaceous material and coke powder is granulated in a drum mixer 2 with granulation water added thereto.
- the granulated sintering raw material is conveyed to the sintering machine 3.
- the sintering machine 3 is, for example, a Dwight Lloyd type sintering machine.
- the sintering machine 3 includes a sintering raw material supply device 11, an endlessly movable pallet truck 12, an ignition furnace 13, and a wind box 14.
- the granulated sintering raw material is charged from the sintering raw material supply device 11 to the pallet truck 12, and a charging layer of the sintering raw material is formed.
- the coagulated material contained in the surface layer of the charging layer is ignited in the ignition furnace 13, and the air in the charging layer is sucked downward through the wind box 14, so that the combustion molten zone in the charging layer is is moved below. This movement of the combustion melt zone causes the charging layer to sinter into a sintered cake.
- gaseous fuel and/or oxygen-enriched air enriched with oxygen may be supplied from above the charging layer.
- the gaseous fuel is any combustible gas selected from blast furnace gas, coke oven gas, converter gas, city gas, natural gas, methane gas, ethane gas, propane gas, and mixed gases thereof.
- the sintered cake is crushed by a crusher 4 and cooled by a cooler 5.
- the crushed sintered cake is sieved by a sieving device 6 into sintered ore with a particle size of 5 mm or more and return ore with a particle size of less than 5 mm.
- the return ore is again used as a sintering raw material. Sintered ore is produced in this way.
- the sintered ore structure of the sintered ore manufactured in the sintered ore manufacturing facility 1 is predicted.
- To predict the sintered ore structure first, (1) calculate the sintering temperature history using the manufacturing conditions of the sintered ore and a heat transfer model, and then (2) calculate the sintering temperature history using the calculated sintering temperature history. Predict concretion structure.
- the sintered ore structure of the sintered ore is predicted using the correspondence between the sintering temperature history and the sintered ore structure determined in advance.
- the calculation of the sintering temperature history is performed using the method described in Non-Patent Document 2, which is a known method.
- the sintering process includes the component concentration, particle size, and blending amount of the iron-containing raw material, auxiliary raw material, and coagulant that are mixed into the sintering raw material, the pallet truck speed, the layer thickness of the charging layer, and the negative pressure.
- the sintering temperature history is calculated using the condensation manufacturing conditions and the heat transfer model.
- the heat transfer model is, for example, a solid phase heat balance equation (formula (1) below) and a gas phase heat balance equation (formula (2) below) derived from the energy conservation equation.
- ⁇ s is the density of the solid [kg/m 3 ]
- C p ⁇ s is the specific heat of the solid [J/(kg ⁇ K)]
- T s is the density of the solid is the temperature [K]
- t is the time [sec]
- d is the average particle diameter [m]
- ⁇ a is the porosity [-]
- h is the convective heat transfer coefficient [J/(m 2 ⁇ s ⁇ K)]
- T g is the gas temperature [K]
- ks is the solid thermal conductivity [J/(m 2 ⁇ s ⁇ K)]
- Z is the coordinate [m].
- Q is the reaction heat [J/s] of each substance contained in the sintering raw material, and the reaction heat is calculated by multiplying the reaction heat of each substance by the reaction rate.
- ⁇ g is the gas density [kg/m 3 ]
- C p ⁇ g is the specific heat of the gas [J/(kg ⁇ K)]
- u is the gas flow rate [m/s ]
- T is the temperature [K]
- kg is the gas thermal conductivity [J/(m 2 ⁇ s ⁇ K)].
- Provisional values are used for the solid density ⁇ s and the gas density ⁇ g .
- the value described below is used as a provisional value for the density ⁇ s of a solid, and the value described below is used as a provisional value for the density ⁇ g of a gas. Further, the values described below are used for the specific heat C p ⁇ s of the solid and the specific heat C p ⁇ g of the gas, respectively.
- the solid temperature T s is the current calculated temperature of the solid
- the gas temperature T g is the current calculated temperature of the gas.
- the time t is a set value determined based on the time interval at which the temperature change is calculated using the model.
- As the average particle diameter d an actual value of the average particle diameter of the granulated sintered raw material is used.
- a provisional value is used for the porosity ⁇ a .
- “0.5” is used as a tentative value of the porosity ⁇ a .
- the convective heat transfer coefficient h can be calculated by calculating the air volume from the negative pressure, porosity, and average particle size, and using the air volume and the Lantz-Marshall equation.
- the solid thermal conductivity ks uses the value described above.
- the reaction heat Q can be calculated using the component concentration, particle size, and amount blended into the sintering raw material, the reaction heat of each component, and the reaction rate.
- the gas flow rate u can be calculated using negative pressure, porosity, and average particle size. For negative pressure, use the actual value measured by a pressure gauge installed in the wind box. The value described above is used for the thermal conductivity of the gas, kg .
- the speed of the pallet truck is preset as a sintered ore manufacturing condition, and is used to determine the ignition time (time of exposure to high temperature) and the time from the start of calculation to the completion of calculation.
- the layer thickness is also set in advance as a manufacturing condition for sintered ore, and is used to determine the time required to start and end calculations.
- one or more of the operating conditions of the gaseous fuel blowing amount, the oxygen gas blowing amount, and the circulating exhaust gas amount should be set as the operating conditions.
- the heat of reaction Q in equation (1) may be corrected using
- the temperature change after a set time interval ( ⁇ t: 1 second, for example) is calculated.
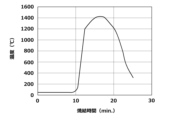
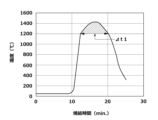
- the initial temperature of T s and T g is 1300° C., which is the temperature of the ignition furnace. Further, for example, if the time step is 1 second and the calculation time is 30 minutes, 1800 pieces of temperature data are acquired, and a graph showing the sintering temperature history as shown in FIG. 2 can be created using the temperature data.
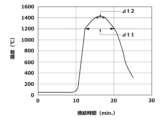
- the sintering temperature history of the charged layer is determined using equations (1) and (2) and operational data. Since the center of the charge layer is considered to have an average sintering temperature, the sintering temperature history at the center of the height of the charge layer (300 mm point when the layer thickness is 600 mm) is determined, and the temperature is determined from the temperature history. The high temperature holding time of 1200 to 1350°C is calculated as a history index of 1. The temperature history index 1 can be calculated by subtracting ⁇ t2 from ⁇ t1 in FIG.
- the temperature history index 1 is correlated with the content of calcium ferrite contained in the sintered ore. Therefore, we conducted an experiment in advance to actually measure the content of calcium ferrite contained in sintered ore with a known temperature history index 1 using XRD. If the correspondence is determined in advance, the content of calcium ferrite contained in the sintered ore can be predicted from the correspondence and the temperature history index 1.
- the content of calcium ferrite in the sintered ore is an example of the sintered ore structure.
- the correspondence between the content of calcium ferrite and the temperature history index 1 may change depending on the content of CaO contained in the sintering raw material. For this reason, it is preferable that the correspondence between the content of calcium ferrite and the temperature history index 1 is determined for each content of CaO. Thereby, the content of calcium ferrite contained in the sintered ore can be predicted with high accuracy.
- the correspondence relationship between the content of calcium ferrite and the temperature history index 1 can also change depending on the content of Al 2 O 3 contained in the sintering raw material, similarly to CaO. Therefore, it is preferable that the correspondence between the content of calcium ferrite and the temperature history index 1 is determined for each content of Al 2 O 3 . Thereby, the content of calcium ferrite contained in the sintered ore can be predicted with even higher accuracy.
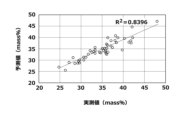
- FIG. 5 is a graph showing the correlation between the predicted value and the actual value of the content of calcium ferrite.
- the predicted value of the content of calcium ferrite is the value calculated from the temperature history index 1, the CaO content, and the graph shown in FIG. This is a measurement value obtained by XRD measurement of the content of calcium ferrite contained.
- the coefficient of determination (R 2 ) between the predicted value and the measured value was 0.84, confirming that the content of calcium ferrite contained in the sintered ore could be predicted with high accuracy.
- the manufacturing conditions of the sintered ore can be adjusted so that the calcium ferrite content of the manufactured sintered ore reaches the predetermined target calcium ferrite content. You can also.
- FIG. 6 is a graph showing changes over time in the content of calcium ferrite in the manufactured sintered ore.
- the manufacturing conditions for sintered ore in which the content of calcium ferrite was 25 to 30% by mass were changed so that the content of calcium ferrite was 35 to 40% by mass.
- the amount of coke powder blended was increased so that the temperature history index 1 corresponds to a time corresponding to a calcium ferrite content of 35 to 40% by mass.
- the content of calcium ferrite in the sintered ore produced after changing the production conditions was 35 to 40% by mass, making it possible to produce sintered ore with high TI strength.
- TI strength umbler strength
- Table 1 To adjust the manufacturing conditions of sintered ore, for example, if there are two operating conditions, create a two-dimensional matrix table as shown in Table 1 below, and adjust the content according to the target calcium ferrite content. Manufacturing conditions may be determined so that the temperature history index is 1.
- Table 1 shows an example in which a two-dimensional matrix table with a temperature history index of 1 was created under two conditions (air volume and coke breeze content), but this is not limited to this.
- a three-dimensional matrix table may be created based on the conditions.
- an integral value of a region of 1200° C. or higher in the graph of the sintering temperature history may be calculated as temperature history index 2.
- the integral value in the region of 1200° C. or higher is the region shown by the diagonal line in FIG.
- the porosity of the sintered ore can be measured by the following steps S11 and S12.
- S11 Sintered ore S1 is crushed and sieved to a particle size of +1 mm to 2 mm.
- a pulverizing device such as a disk mill or a jaw crusher, which prevents particles that have been pulverized to a predetermined particle size or less from being pulverized any further.
- S12 The pore size distribution of the obtained sintered ore with a particle size of +1 mm to 2 mm was measured by mercury porosimetry in accordance with JIS R 1655:2003, and the cumulative pore volume with a pore size of 3.6 nm to 200 ⁇ m was measured. Porosity and average pore size are determined.
- FIG. 8 is a graph showing the correspondence between porosity and temperature history index 2. As shown in FIG. 8, the correspondence between the porosity and the temperature history index 2 can change depending on the content of CaO contained in the sintering raw material. Therefore, it is preferable that the correspondence between the porosity and the temperature history index 2 is determined for each CaO content. This makes it possible to predict the porosity of sintered ore with high accuracy.
- the above correspondence relationship can be used to adjust the manufacturing conditions of the sintered ore so that the porosity of the manufactured sintered ore becomes a predetermined porosity.
- the manufacturing conditions for sintered ore may be adjusted using a matrix table as shown in Table 1, similar to the content of calcium ferrite.
- the sintered ore structure can be predicted in a short time, making it possible to understand and manage the sintered ore structure, such as the mineral structure and pore structure, online. . Furthermore, by setting the manufacturing conditions for sintered ore so that the predicted sintered ore structure becomes the target sintered ore structure, the sintered ore structure can be controlled and high-quality sintered ore can be manufactured. can be realized.
- the sintered ore structure such as the mineral structure and pore structure of the sintered ore can be grasped and managed online, and the sintered ore structure using the sintered ore structure prediction method can be used. It is industrially useful along with a method for producing condensate.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Manufacture And Refinement Of Metals (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023543383A JP7643558B2 (ja) | 2022-03-28 | 2023-03-06 | 焼結鉱組織の予測方法およびそれを用いた焼結鉱の製造方法 |
| CN202380024072.7A CN118786230A (zh) | 2022-03-28 | 2023-03-06 | 烧结矿组织的预测方法及使用其的烧结矿的制造方法 |
| KR1020247027120A KR20240132371A (ko) | 2022-03-28 | 2023-03-06 | 소결광 조직의 예측 방법 및 그를 이용한 소결광의 제조 방법 |
| EP23779271.8A EP4481067A4 (en) | 2022-03-28 | 2023-03-06 | METHOD FOR PREDICTING STRUCTURE OF SINTERED ORE AND METHOD FOR PRODUCING SINTERED ORE USING SAME |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022051407 | 2022-03-28 | ||
| JP2022-051407 | 2022-03-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023189242A1 true WO2023189242A1 (ja) | 2023-10-05 |
Family
ID=88201379
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/008343 Ceased WO2023189242A1 (ja) | 2022-03-28 | 2023-03-06 | 焼結鉱組織の予測方法およびそれを用いた焼結鉱の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP4481067A4 (https=) |
| JP (1) | JP7643558B2 (https=) |
| KR (1) | KR20240132371A (https=) |
| CN (1) | CN118786230A (https=) |
| TW (1) | TWI883405B (https=) |
| WO (1) | WO2023189242A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013044491A (ja) | 2011-08-25 | 2013-03-04 | Nippon Steel & Sumitomo Metal Corp | 焼結プロセス操業状態監視装置、焼結プロセス操業状態監視方法、及びコンピュータプログラム |
| JP2015137368A (ja) | 2014-01-20 | 2015-07-30 | 新日鐵住金株式会社 | 焼結温度履歴の計算方法 |
| CN111128313A (zh) * | 2019-07-16 | 2020-05-08 | 中南大学 | 一种烧结矿FeO含量检测方法及系统 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1180846A (ja) * | 1997-09-02 | 1999-03-26 | Sumitomo Metal Ind Ltd | 焼結機の操業方法 |
| JP4735682B2 (ja) * | 2008-08-21 | 2011-07-27 | Jfeスチール株式会社 | 焼結鉱の製造方法および焼結機 |
| JP4840524B2 (ja) * | 2009-07-10 | 2011-12-21 | Jfeスチール株式会社 | 焼結用原料の製造方法 |
-
2023
- 2023-03-06 CN CN202380024072.7A patent/CN118786230A/zh active Pending
- 2023-03-06 KR KR1020247027120A patent/KR20240132371A/ko active Pending
- 2023-03-06 WO PCT/JP2023/008343 patent/WO2023189242A1/ja not_active Ceased
- 2023-03-06 JP JP2023543383A patent/JP7643558B2/ja active Active
- 2023-03-06 EP EP23779271.8A patent/EP4481067A4/en active Pending
- 2023-03-17 TW TW112110113A patent/TWI883405B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013044491A (ja) | 2011-08-25 | 2013-03-04 | Nippon Steel & Sumitomo Metal Corp | 焼結プロセス操業状態監視装置、焼結プロセス操業状態監視方法、及びコンピュータプログラム |
| JP2015137368A (ja) | 2014-01-20 | 2015-07-30 | 新日鐵住金株式会社 | 焼結温度履歴の計算方法 |
| CN111128313A (zh) * | 2019-07-16 | 2020-05-08 | 中南大学 | 一种烧结矿FeO含量检测方法及系统 |
Non-Patent Citations (3)
| Title |
|---|
| IWAO MUCHI: "Theoretical Analysis on the Operation of Sintering", TETSU-TO-HAGANE, vol. 56, 1970, pages 371 - 381 |
| KO-ICHIRO OHNO: "Effect of Coke Combustion Rate Equation on Numerical Simulation of Temperature Distribution", IRON ORE SINTERING PROCESS, TETSU-TO-HAGANE, vol. 101, 2015, pages 19 - 24 |
| See also references of EP4481067A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20240132371A (ko) | 2024-09-03 |
| TWI883405B (zh) | 2025-05-11 |
| TW202342770A (zh) | 2023-11-01 |
| EP4481067A4 (en) | 2025-06-11 |
| JP7643558B2 (ja) | 2025-03-11 |
| JPWO2023189242A1 (https=) | 2023-10-05 |
| CN118786230A (zh) | 2024-10-15 |
| EP4481067A1 (en) | 2024-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Cao et al. | Sinterability, microstructure and compressive strength of porous glass-ceramics from metallurgical silicon slag and waste glass | |
| Liu et al. | Reduction process of pellet containing high chromic vanadium–titanium magnetite in cohesive zone | |
| Zhao et al. | Structure characteristics and combustibility of carbonaceous materials from blast furnace flue dust | |
| Xuan et al. | Influence of CaO on crystallization characteristics of synthetic coal slags | |
| Zhang et al. | Simulation and experimental study on the effect of iron on the structure and flow properties of coal ash slag | |
| Zhang et al. | In-suit industrial tests of the highly efficient recovery of waste heat and reutilization of the hot steel slag | |
| CN108531205B (zh) | 一种焦炭生产方法 | |
| Dai et al. | Research on a novel modifying furnace for converting hot slag directly into glass-ceramics | |
| Wang et al. | Combustion reaction of pulverized coal on the deposit formation in the kiln for iron ore pellet production | |
| Lyu et al. | Effect of atmosphere and basicity on softening–melting behavior of primary slag formation in cohesive zone: BB Lyu et al. | |
| Wang et al. | Synthesis and application evaluation in lithium battery furnace of mullite insulating refractory bricks from tailings | |
| Ma et al. | Experimental research on the metallurgical properties and cokes’ solution-loss reaction of lump ores in the H2O-CO2 atmosphere in the hydrogen-rich blast furnace | |
| WO2023189242A1 (ja) | 焼結鉱組織の予測方法およびそれを用いた焼結鉱の製造方法 | |
| Wu et al. | Effects of MgO/Al2O3 mass ratio and sintering temperature on crystallization behavior, microstructure, and properties of diopside-based glass-ceramics | |
| He et al. | Experimental research on mechanical and impact properties of ceramsite prepared from secondary aluminum dross and municipal solid waste incineration ash | |
| Zhang et al. | Reaction characteristics of magnesium production under argon flow by silicothermic reduction and numerical simulation of argon entrainment process | |
| JP7735985B2 (ja) | 焼結鉱品質の予測方法およびそれを用いた焼結鉱の製造方法 | |
| Wu et al. | The difference of physical and chemical properties of surface components and gasification characteristics between coke and tuyere coke | |
| Jiao et al. | Heat Transfer Evolution Process in Hearth Based on Blast Furnace Dissection: Jiao, Wang, Zhang, Ren, and Dian-Yu | |
| Cavero-Luján et al. | Microwave technology vs traditional gas systems for flash dewaxing in the art foundry | |
| CN102095526B (zh) | 一种基于烧结热量损失计算的环冷机烟气温度预测方法 | |
| JPS62188733A (ja) | 焼結鉱の製造方法 | |
| Kal’ko et al. | Development and implementation of technological measures to extend the campaign of blast furnace no. 5 of PJSC Severstal | |
| El-Geassy et al. | Behaviour of iron ore–fuel oil composite pellets in isothermal and non-isothermal reduction conditions | |
| CN104805240A (zh) | 一种高炉炉下部透液性的判断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023543383 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23779271 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20247027120 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380024072.7 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023779271 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2023779271 Country of ref document: EP Effective date: 20240916 |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112024019183 Country of ref document: BR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417072026 Country of ref document: IN |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 112024019183 Country of ref document: BR Kind code of ref document: A2 Effective date: 20240917 |
|
| WWP | Wipo information: published in national office |
Ref document number: 202417072026 Country of ref document: IN |