WO2023181672A1 - 人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯 - Google Patents
人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯 Download PDFInfo
- Publication number
- WO2023181672A1 WO2023181672A1 PCT/JP2023/003938 JP2023003938W WO2023181672A1 WO 2023181672 A1 WO2023181672 A1 WO 2023181672A1 JP 2023003938 W JP2023003938 W JP 2023003938W WO 2023181672 A1 WO2023181672 A1 WO 2023181672A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- fibers
- end region
- artificial hair
- length
- Prior art date
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 363
- 238000000034 method Methods 0.000 title claims abstract description 97
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 238000005520 cutting process Methods 0.000 claims description 27
- 230000000052 comparative effect Effects 0.000 description 32
- 238000010586 diagram Methods 0.000 description 7
- 230000003796 beauty Effects 0.000 description 6
- 229920002821 Modacrylic Polymers 0.000 description 4
- 238000009954 braiding Methods 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 238000007796 conventional method Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000001953 sensory effect Effects 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000003766 combability Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000009940 knitting Methods 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000009941 weaving Methods 0.000 description 1
Images












Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G3/00—Wigs
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G5/00—Hair pieces, inserts, rolls, pads, or the like; Toupées
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
Definitions
- the present invention relates to a fiber bundle for artificial hair, a method for producing a fiber bundle for artificial hair, and a fiber belt in progress.
- an artificial hair fiber bundle is usually attached to the user's head by bending the center and having both ends serve as the ends of the hair.
- both ends are aligned in a straight line, so when attached to the head, the tips of the hair are aligned in a straight line, resulting in a hairstyle that gives a heavy and unnatural impression. Put it away. Therefore, in order to have light and natural-looking hair ends, specialized techniques are required, and it is necessary to go to a beauty salon or the like for treatment, making it difficult to create a light and natural-looking hairstyle at home.
- an object of the present invention is to provide a fiber bundle for artificial hair, a method for manufacturing the fiber bundle for artificial hair, and a fiber belt in progress, which are lighter and can reproduce natural hair ends compared to conventional methods.
- One aspect of the present invention for solving the above problems includes a plurality of fibers and a fixing part that fixes intermediate parts of the plurality of fibers, and the plurality of fibers are bundled by the fixing part.
- 300 fibers are randomly extracted from the plurality of fibers, and the 300 extracted fibers are arranged in order from the longest one, counting from the longest one.
- the difference in length between adjacent fibers is 3 cm or less, and the number of fibers of the same length is 30 or less.
- the “length” here refers to the length when the base end of the fiber is fixed and a weight of 2.0 g is fixed to the distal end of the fiber and the fiber is suspended.
- the term “same length” as used herein means that the difference is less than 1 cm. That is, if the values are the same by rounding up the decimal places, the lengths are set to be the same.
- the “intermediate portion” herein refers to a portion other than both ends in the longitudinal direction, and refers to a portion between one end and the other end in the longitudinal direction.
- the ends of the hair are not aligned and gradually change when arranged in order from the longest end, so it is possible to reproduce the natural tip of the hair.
- the length of the longest fiber among the plurality of fibers is 10 cm or more
- the difference between the length of the longest fiber and the length of the shortest fiber is 3 cm or more
- the plurality of fibers include
- the intermediate fiber is 1 cm or more shorter than the longest fiber and 1 cm or more longer than the shortest fiber
- the length of the artificial hair fiber bundle in the longitudinal direction is longer than the length of the longest fiber.
- a preferable aspect is that the total length is 1 m or more.
- the fibers have crimps.
- One aspect of the present invention is a method for manufacturing the above-mentioned fiber bundle for artificial hair, which includes a band forming step of arranging fibers in a band shape to form a band body, and a cutting portion in the middle of the band body as follows:
- This is a method for manufacturing an artificial hair fiber bundle, which includes a cutting step of cutting so as to satisfy the conditions (1) or (2).
- the cut portion has at least two first recesses in the middle portion in the width direction, and a first protrusion is formed by the two first recesses.
- the cut portion has at least two first convex portions in the middle portion in the width direction, and a first concave portion is formed by the two first convex portions.
- the length distribution of the fibers can be easily adjusted, and gaps can be formed between the fibers without large deviations.
- the cutting step is to cut the belt-like body into a first in-process fiber band and a second in-process fiber band by cutting an intermediate portion of the band-like body, and the first in-process fiber band is cut into the first in-process fiber band.
- the cut portion has at least two first recesses in the middle portion in the width direction, and a first convex portion is formed by the two first recesses, and the cut portion of the second in-process fiber band has At least two second convex portions are provided at the middle portion in the width direction, and a second concave portion is formed by the two second convex portions.
- the length of the first convex portion is 5 cm or more and 40 cm or less.
- the first convex portion has a triangular shape or an arc shape.
- the angle of the apex of the first convex portion is 10 degrees or more and 70 degrees or less.
- a preferred aspect is a step subsequent to the cutting step, and includes a hackling step of bundling the cut strips to form a bundle and hacking the bundle.
- One aspect of the present invention is an in-process fiber band used for manufacturing a fiber bundle for artificial hair, which is configured by arranging a plurality of fibers in a band shape, and has a structure in which a plurality of fibers are arranged in a band shape, and a plurality of fibers are arranged in a band shape, and a plurality of fibers are arranged in a band shape.
- the fiber belt has one end region, and the first end region satisfies the following condition (3) or (4).
- the first end region has at least two first recesses in the middle portion in the width direction, and a first protrusion is formed by the two first recesses.
- the first end region has at least two first convex portions in the middle portion in the width direction, and a first concave portion is formed by the two first convex portions.
- the unevenness is formed in the first end region, a natural hair flow can be formed when forming the fiber bundle for artificial hair.
- a preferable aspect is that the second end region that satisfies the following condition (5) or (6) is provided on the other end side in the longitudinal direction.
- the second end region has at least two second recesses in the middle portion in the width direction, and a second protrusion is formed by the two second recesses.
- the second end region has at least two second convex portions in the middle portion in the width direction, and a second concave portion is formed by the two second convex portions.
- the length of the first convex portion is 5 cm or more and 40 cm or less.
- the first convex portion has a triangular shape or an arc shape.
- the angle of the apex of the first convex portion is 10 degrees or more and 70 degrees or less.
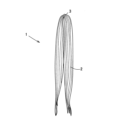
- FIG. 1 is a perspective view schematically showing a fiber bundle for artificial hair according to a first embodiment of the present invention.
- FIG. 2 is an explanatory diagram of a first in-process fiber band according to the first embodiment of the present invention, in which (a) is a plan view of the first in-process fiber band, and (b) shows the outline (contour) of the main part in (a).
- FIG. FIG. 2 is an explanatory diagram of the second in-process fiber band according to the first embodiment of the present invention, (a) is a plan view of the second in-process fiber band, and (b) shows the outline (contour) of the main part in (a).
- FIG. FIG. 2 is an explanatory diagram of the manufacturing process of the artificial hair fiber bundle of FIG.
- FIG. 4 is an explanatory view of in-process fiber bands of Example 4 and Comparative Examples 1 to 3 of the present invention, (a) is a plan view of Example 4, (b) is a plan view of Comparative Example 1, and (c ) is a plan view of Comparative Example 2, and (d) is a plan view of Comparative Example 3.
- 1 is a photograph taken of product fiber bundles of Examples 1 to 4 of the present invention and Comparative Examples 1 to 3. These are photographs taken when the product fiber bundles of Examples 1 to 4 of the present invention and Comparative Examples 1 to 3 were braided.
- 1 is an explanatory diagram of the experimental results of Example 1 of the present invention, (a) is a histogram when 300 fibers are randomly extracted from the in-process fiber band, and (b) is a histogram when 300 fibers are randomly extracted from the in-process fiber band. This is a graph in which 300 fibers are extracted and arranged in order from the longest to the longest.
- Example 4 of the present invention It is an explanatory view of the experimental results of Example 4 of the present invention, (a) is a histogram when 300 fibers are randomly extracted from the in-process fiber band, and (b) is a histogram of 300 fibers in the in-process fiber band. This is a graph in which fibers are randomly selected and arranged in descending order of length.
- 2 is an explanatory diagram of the experimental results of Comparative Example 1 of the present invention, (a) is a histogram when 300 fibers are randomly extracted from the in-process fiber band, and (b) is a histogram of 300 fibers from the in-process fiber band. This is a graph in which fibers are randomly selected and arranged in descending order of length.
- FIG. 2 is an explanatory diagram of the experimental results of Comparative Example 2 of the present invention
- (a) is a histogram when 300 fibers are randomly extracted from the in-process fiber band
- (b) is a histogram of 300 fibers from the in-process fiber band. This is a graph in which fibers are randomly selected and arranged in descending order of length.
- 3 is an explanatory diagram of the experimental results of Comparative Example 3 of the present invention, (a) is a histogram when 300 fibers are randomly extracted from the in-process fiber band, and (b) is a histogram of 300 fibers from the in-process fiber band. This is a graph in which fibers are randomly selected and arranged in descending order of length.
- the artificial hair fiber bundle 1 constitutes a type of head ornament selected from the group consisting of hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories, and doll hair. It is.
- the fiber bundle 1 for artificial hair is a fiber bundle in which a plurality of fibers 2 are bundled at a fixing part 3 as shown in FIG. 1, and is used by being folded back near the fixing part 3. It extends in a predetermined direction.
- the artificial hair fiber bundle 1 is composed of fibers 2 of a plurality of different lengths.
- the fibers 2 are arranged in a band shape and cut by a cutting device to form in-process fiber bands 10 and 11 (see FIGS. 2 and 3). , 11 by hackling.
- the length of the longest fiber 2 is preferably 20 cm or more and 335 cm or less.
- the length of the shortest fiber 2 is preferably 10 cm or more and 115 cm or less, more preferably 50 cm or more and 90 cm or less.
- the difference between the length of the longest fiber 2 and the length of the shortest fiber 2 is 3 cm or more, and preferably 40 cm or more and 325 cm or less.
- the artificial hair fiber bundle 1 of this embodiment has a total length of 1 m or more when stretched in a straight line.
- the artificial hair fiber bundle 1 has at least three types of fibers with different lengths, and in addition to the longest fiber 2 and the shortest fiber 2, the difference between the longest fiber 2 and the shortest fiber 2 is 1 cm. There are the above intermediate fibers 2 (intermediate fibers).
- both ends in the longitudinal direction are not aligned, and the ends of the fibers 2 are generally at different positions.
- the fixing part 3 was removed, the fibers 2 were unraveled, 300 fibers 2 were randomly extracted from the fibers 2, and the extracted 300 fibers 2 were arranged in order from the longest one.
- the difference in length between adjacent fibers is 3 cm or less, and the number of fibers with the same length is 30 or less.
- the artificial hair fiber bundle 1 includes a first artificial hair fiber bundle formed by hacking the first in-process fiber band 10 and a second artificial hair fiber bundle formed by hacking the second in-process fiber band 11. There are fiber bundles for use.
- Fiber 2 includes acrylic fibers (AC fibers) such as modacrylic fibers (MODA fibers), polyethylene terephthalate fibers (PET fibers), polyvinyl chloride fibers (PVC fibers), nylon fibers (Ny fibers), and polypropylene fibers (PP fibers). It is preferable that the fiber is made of at least one type of fiber selected from the group consisting of fibers.
- the cross-sectional shape of the fibers 2 is not particularly limited, and can be, for example, circular, Y-shaped, H-shaped, U-shaped, C-shaped, X-shaped, flattened, horseshoe-shaped, or the like.
- the fiber 2 may be hollow or solid.
- the fibers 2 may be crimped by crimping or the like, or may not be crimped.
- the first fiber band 10 has a first end region 20, a central region 21, and a second end region in order from one end side to the other end side in the longitudinal direction. It is equipped with 22.
- the first end region 20 is a region extending from one end to the middle portion, and is a region in which triangular wave-like unevenness is formed.
- the first end region 20 is a portion corresponding to a cut portion cut by a cutting process described later.
- the first end region 20 includes two recesses 30a and 30b (first recesses) in the middle portion in the width direction.
- the recesses 30a and 30b are recessed from one end in the longitudinal direction toward the central region 21, and are composed of a first slope portion 35 and a second slope portion 36.
- Both the first inclined part 35 and the second inclined part 36 extend linearly and intersect at the boundary with the central region 21.
- the angle ⁇ 1 (the angle at the bottom of the recesses 30a, 30b) formed by the adjacent first inclined part 35 and second inclined part 36 shown in FIG. 2(b) is preferably an obtuse angle, and is 10 degrees or more and 70 degrees It is more preferably at most 20 degrees and even more preferably at least 40 degrees.
- the first slope 35a of the recess 30a and the first slope 35b of the recess 30b are parallel to each other, and the second slope 36a of the recess 30a and the second slope 36b of the recess 30b are also parallel to each other. There is.
- a triangular convex portion 31 (first convex portion) is formed by two concave portions 30a and 30b, and an isosceles triangular convex portion 31 is preferably formed.
- the angle ⁇ 2 (the angle at the apex of the convex portion 31) formed by the second inclined portion 36a of the recessed portion 30a and the first inclined portion 35b of the recessed portion 30b shown in FIG. 2(b) is preferably 10 degrees or more and 70 degrees or less. It is preferably 20 degrees or more and 40 degrees or less.
- the length (depth from the end) of the recesses 30a and 30b is preferably 5 cm or more and 40 cm or less, more preferably 22 cm or more and 26 cm or less.
- the lengths of the recesses 30a and 30b may be the same or different.
- the central region 21 is a rectangular region provided at the center in the longitudinal direction, and is a region to which 95% or more of the fibers 2 belong.
- the length of the central region 21 in the longitudinal direction is preferably 45% or more of the total length.
- the second end region 22 is a region extending from the intermediate portion in the longitudinal direction to the other end, and is a region in which triangular wave-like unevenness is formed.
- the second end region 22 is a portion corresponding to a cut portion cut by a cutting process described later.
- the second end region 22 has a line-symmetrical relationship with the first end region 20. Therefore, the same components as those in the first end region 20 in each member of the second end region 22 are assigned the same number and the description thereof will be omitted.
- the second end region 22 includes two recesses 30a and 30b (second recesses) in the middle portion in the width direction.
- the depth direction of the recesses 30a, 30b of the second end region 22 is a direction that approaches the recesses 30a, 30b of the first end region 20.
- the bottom positions (centerline positions) of the recesses 30a, 30b in the second end region 22 are the same as the bottom positions (centerline positions) of the recesses 30a, 30b in the first end region 20 in the width direction. It is located.
- a triangular convex portion 31 (second convex portion) is formed by two concave portions 30a and 30b, and an isosceles triangular convex portion 31 is formed. It is preferable that the The position of the top of the convex portion 31 of the second end region 22 is the same as the position of the top of the convex portion 31 of the first end region 20 in the width direction.
- the second in-process fiber band 11 has a third end region 40, a central region 41, and a fourth end region in order from one end side to the other end side in the longitudinal direction. It is equipped with 42.
- the third end region 40 is a region extending from one end in the longitudinal direction to the middle portion, and is a region in which triangular wave-like unevenness is formed.
- the third end region 40 corresponds to a cut portion cut in a cutting process to be described later, and is a region paired with the second end region 22 of the first unfinished fiber band 10 at the time of cutting.
- the third end region 40 includes two convex portions 51a and 51b (first convex portions) at the middle portion in the width direction.
- the convex parts 51a and 51b protrude from the central region 41 toward one end, as shown in FIG. 3(b), and are composed of a first inclined part 55 and a second inclined part 56.
- the first inclined portion 55 and the second inclined portion 56 both extend linearly and intersect at one end.
- the angle ⁇ 3 (the angle at the apex of the convex portion 51) formed by the adjacent first inclined portion 55 and second inclined portion 56 shown in FIG. 3(b) is preferably an acute angle, and is not less than 10 degrees and not more than 70 degrees. It is more preferable that the angle be 20 degrees or more and 40 degrees or less.
- the first inclined portion 55a of the convex portion 51a and the first inclined portion 55b of the convex portion 51b are parallel to each other, and the second inclined portion 56a of the convex portion 51a and the second inclined portion 56b of the convex portion 51b are also parallel to each other. They are parallel.
- a triangular recess 50 is formed by two convex parts 51a and 51b, and an isosceles triangular recess 50 is formed.
- the angle ⁇ 4 (the angle at the bottom of the recess 50) formed by the first slope 55a of the projection 51a and the second slope 56b of the projection 51b shown in FIG. 3(b) is 10 degrees or more and 70 degrees or less. is preferable, and more preferably 20 degrees or more and 40 degrees or less.
- the length of the convex portions 51a and 51b (length of protrusion from the central region 41) is preferably 5 cm or more and 40 cm or less, more preferably 22 cm or more and 26 cm or less. The lengths of the convex portions 51a and 51b may be the same length or may be different lengths.
- the central region 41 is a rectangular region provided at the center in the longitudinal direction, and is a region to which 95% or more of the fibers 2 belong.
- the length of the central region 41 in the longitudinal direction is preferably 45% or more of the total length.
- the fourth end region 42 is a region extending from the other end in the longitudinal direction to the intermediate portion, and is a region in which triangular wave-like unevenness is formed.
- the fourth end region 42 corresponds to a cut portion cut in a cutting process to be described later, and is a region paired with the first end region 20 of the first unfinished fiber band 10 at the time of cutting.
- the fourth end region 42 and the third end region 40 are line symmetrical. Therefore, the same components as those in the third end region 40 in each member of the fourth end region 42 are assigned the same number and the description thereof will be omitted.
- the fourth end region 42 includes two convex portions 51a and 51b (second convex portions) at the middle portion in the width direction, as shown in FIG. 3(a).
- the projections 51a, 51b of the fourth end region 42 are projected in a direction away from the projections 51a, 51b of the third end region 40.
- the positions of the tops of the projections 51a, 51b of the fourth end region 42 are the same as the positions of the tops of the projections 51a, 51b of the third end region 40 in the width direction.
- a triangular recess 50 is formed by two protrusions 51a and 51b, and preferably an isosceles triangular recess 50 is formed.
- the position of the bottom of the recess 50 in the fourth end region 42 is the same as the bottom of the recess 50 in the third end region 40 in the width direction.
- the method for manufacturing the artificial hair fiber bundle 1 of the present embodiment mainly includes performing a band forming step, a cutting step, and a hackling step in this order.
- the fibers 2 are arranged in a band shape to form a band 60 (band forming step).
- the width of the strip 60 is preferably 15 cm or more and 58 cm or less, more preferably 33 cm or more and 40 cm or less.
- the strip 60 is cut at predetermined intervals using a triangular wave-shaped blade to alternately form in-process fiber strips 10 and 11 (cutting step).
- the length of the longest fiber 2 of the unfinished fiber bands 10 and 11 to be cut and separated is 20 cm or more and 335 cm or less.
- the length of the shortest fiber 2 is preferably 10 cm or more and 115 cm or less, and more preferably 50 cm or more and 90 cm or less.
- the difference between the length of the longest fiber 2 and the length of the shortest fiber 2 is 3 cm or more, and preferably 40 cm or more and 325 cm or less.
- the in-process fiber bands 10 and 11 of this embodiment have a total length of 1 m or more.
- the lengths of the in-process fiber bands 10 and 11 gradually differ in the width direction, and there are at least three types of fibers 2 having different lengths. That is, the in-process fiber bands 10 and 11 include the longest fiber 2, the shortest fiber 2, and intermediate fibers 2 in which the difference between the longest fiber 2 and the shortest fiber 2 is 1 cm or more.
- the in-process fiber belts 10 and 11 are bundled together to form a bundle, and the bundle is dropped onto a hackling table equipped with a plurality of rod-shaped parts like a sword mountain, and then the in-process fiber belts are assembled into a bundle. 10 and 11 are pulled out from the gap between the rod-like parts of the hackling table and hackling is performed (hackling process), and the fixed part 3 is attached and fixed to the intermediate part of the in-process fiber bands 10 and 11, and bent near the fixed part 3. In this way, the artificial hair fiber bundle 1 is completed.
- the flow of the fibers 2 is arranged and gathered together while the positional relationship between the fibers 2 is shifted in the longitudinal direction due to hackling.
- the number of times of hackling at this time is not particularly limited, but from the viewpoint of further regulating the flow of the fibers 2, it is preferably 5 times or more and 20 times or less.
- the fixing part 3 is attached within a range of 1/4 of the length of the in-process fiber bands 10, 11 in the longitudinal direction from the central part of the in-process fiber bands 10, 11 in the longitudinal direction.
- the positions of the fibers 2 in the longitudinal direction are not aligned, and when 300 fibers 2 are randomly extracted and arranged in descending order of length, In the range from the 50th fiber to the 250th fiber counting from the longest length, the difference in length between adjacent fibers is 3 cm or less, and the number of fibers having the same length is 30 or less. Therefore, it is possible to reproduce light and natural hair ends.
- the overall length is longer than the length of the longest fiber 2, and the difference between the length of the longest fiber 2 and the length of the shortest fiber 2 is 3 cm or more.
- the middle fiber 2 is 1 cm or more shorter than the longest fiber 2, and 1 cm or more longer than the shortest fiber 2. Therefore, it is possible to reproduce light and natural hair ends.
- the length distribution of the fibers 2 can be easily adjusted.
- the loss of the fibers 2 is reduced and the yield can be improved.
- the end regions of the in-process fiber bands 10 and 11 have less hair than the central region, so the hackling process is easy and strong crimp strength is achieved.
- the hackling process can be carried out even when the fiber 2 is crimped and has a high crimp rate. Furthermore, by hackling the fibers 2 which have been crimped with strong crimp strength and have a high crimp rate, it is possible to produce a fiber bundle 1 for artificial hair that has added values such as high volume and rough texture.
- the in-process fiber bands 10 and 11 since the end regions of the in-process fiber bands 10 and 11 have a smaller amount of hair than the central area, the in-process fiber bands 10 and 11, which were conventionally difficult to produce manually, Even if the total length of 11 is 90 cm or more, hackling is possible by hand. As a result, an artificial hair fiber bundle 1 having a total length of 1 m or more can be manufactured.
- the end regions of the in-process fiber bands 10 and 11 have a smaller amount of hair than the central region, so the hackling time can be significantly reduced compared to the conventional method. It can shorten the time and improve production efficiency. As a result, product costs can be reduced.
- the unevenness is formed in the end regions 20 and 22, so that a natural hair flow can be formed when forming the artificial hair fiber bundle 1.
- the shapes of the in-process fiber bands 110, 111, which are in-process products, are different from the in-process fiber bands 10, 11 of the first embodiment.
- the first in-process fiber belt 110 of the second embodiment has a first end region 120 and a central region in order from one end side to the other end side in the longitudinal direction. 21 and a second end region 122.
- the first end region 120 is a region extending from one end to the middle portion, and is a region in which triangular wave-like unevenness is formed.
- the first end region 120 has a narrower pitch of unevenness than the first end region 20 of the first embodiment, and includes three recesses 130a to 130c (first recesses) in the middle portion in the width direction.
- the recesses 130a to 130c are recessed toward the central region 21 from one end in the longitudinal direction, and are composed of a first slope portion 35 and a second slope portion 36.
- two convex portions 131a and 131b are formed by three concave portions 130a to 130c.
- the lengths of the recesses 130a to 130b may be the same length or may be different lengths.
- the second end region 122 is a region extending from the middle portion in the longitudinal direction to the other end, and is a region in which triangular wave-like unevenness is formed.
- the second end region 122 has a line-symmetrical relationship with the first end region 120. Therefore, the same components as those in the first end region 120 in each member of the second end region 122 are given the same numbering and the description thereof will be omitted.
- the second end region 122 includes three recesses 130a to 130c (second recesses) in the middle portion in the width direction.
- the depth direction of the recesses 130a to 130c of the second end region 122 is a direction that approaches the recesses 130a to 130c of the first end region 120.
- the positions of the bottoms of the recesses 130a to 130c in the second end region 122 are the same as the positions of the bottoms of the recesses 130a to 130c in the first end region 120 in the width direction.
- two convex portions 131a and 131b are formed by three concave portions 130a to 130c.
- the positions of the tops of the projections 131a, 131b of the second end region 122 are the same as the positions of the tops of the projections 131a, 131b of the first end region 120 in the width direction.
- the second in-process fiber band 111 has a third end region 140, a central region 41, and a fourth end region in order from one end side to the other end side in the longitudinal direction.
- An end region 142 is provided.
- the third end region 140 is a region extending from one end in the longitudinal direction to the middle portion, and is a region in which triangular wave-like unevenness is formed.
- the third end region 140 includes three convex portions 151a to 151c (first convex portions) at the middle portion in the width direction.
- the convex parts 151a to 151c protrude from the central region 41 toward one end, and are composed of a first inclined part 55 and a second inclined part 56.
- two recesses 150a and 150b are formed by three projections 151a to 151c.
- the lengths of the convex portions 151a to 151c may be the same length or may be different lengths.
- the fourth end region 142 is a region extending from the other end in the longitudinal direction to the intermediate portion, and is a region in which triangular wave-like unevenness is formed.
- the fourth end region 142 has a line-symmetrical relationship with the third end region 140. Therefore, the same components as those in the third end region 140 in each member of the fourth end region 142 are assigned the same number and the description thereof will be omitted.
- the fourth end region 142 includes three convex portions 151a to 151c (second convex portions) at the middle portion in the width direction.
- the projections 151a to 151c of the fourth end region 142 are projected in a direction away from the projections 151a to 151c of the third end region 140.
- the fourth end region 142 has two concave portions 150a and 150b (second concave portions) formed by three convex portions 151a to 151c.
- each end region of the in-process fiber band may be shaped like a right triangle.
- the first fiber strips 10, 110 each had two or three recesses in each end region 20, 22, 120, 122, but the present invention is not limited thereto. It's not a thing.
- the number of recesses in each end region may be one, or may be four or more as shown in FIG. 6(a).
- the second in-process fiber bands 11, 111 had two or three convex portions in each end region 40, 42, 140, 142, but the present invention It is not limited to.
- the number of convex portions in each end region may be one, or four or more.
- the shape of the end regions 20, 22, 40, 42 is a triangular wave shape in which the triangular concave portions 30, 50 or the triangular convex portions 31, 51 are repeated. It is not limited.
- the shape of the end regions 20, 22, 40, 42 may be wavy. That is, the apexes of the protrusions 31, 51 or the bottoms of the recesses 30, 50 may be rounded into an arc shape.
- the first in-process fiber bands 10, 110 and the second in-process fiber bands 11, 111 are alternately formed in the cutting process, but the present invention is not limited to this. In the cutting step, only the first in-process fiber bands 10, 110 or only the second in-process fiber bands 11, 111 may be formed.
- the recesses 30a, 30b of the second end region 22 are at the same position as the recesses 30a, 30b of the first end region 20 in the width direction, but the present invention is not limited to this. It's not something you can do.
- the recesses 30a, 30b of the second end region 22 may be offset from the recesses 30a, 30b of the first end region 20 in the width direction.
- the positions of the protrusions 51a, 51b of the fourth end region 42 are the same as the positions of the protrusions 51a, 51b of the third end region 40 in the width direction.
- the present invention is not limited thereto.
- the positions of the protrusions 51a, 51b of the fourth end region 42 may be shifted from the positions of the protrusions 51a, 51b of the third end region 40 in the width direction.
- the end regions 20, 22, 40, and 42 have triangular wave-like unevenness, but the present invention is not limited to this.
- the end regions 20, 22, 40, and 42 may have sawtooth-like unevenness formed therein.
- each component can be freely replaced or added between the embodiments as long as it is within the technical scope of the present invention.
- Example 1 Modacrylic (MODA) fibers were used as the fibers, and the fibers were arranged in a strip shape with a width of 36 cm and a weight of 65 g, and the length of the longest fiber was 99 cm, and the length of the shortest fiber was 51 cm. It was cut into waves to form a pre-woven fiber band with two recesses in each end region as shown in FIG. The formed in-process fiber bands were bundled to form a bundle, the bundle was subjected to four sets of hackling, and then tied with a fixed string to form a fiber bundle for artificial hair. Example 1 was obtained in this way. Note that one set of hackling operations consisted of putting together a bundle, passing it through the hackling table nine times, and bundling the bundle at the tenth time.
- MDA Modacrylic
- Example 2 Example 2 was carried out in the same manner as in Example 1, except that an in-process fiber band having two convex portions in each end region as shown in FIG. 3 was formed.
- Example 3 was prepared in the same manner as in Example 1, except that an in-process fiber band was formed having three recesses in each end region as shown in FIG. 5(a).
- Example 4 was prepared in the same manner as in Example 1, except that an in-process fiber band was formed having four recesses in each end region as shown in FIG. 6(a).
- Comparative Example 1 and Comparative Example 1 were carried out in the same manner as in Example 1, except that the in-process fiber band was formed using two types of fibers having different lengths (lengths of 66 cm and 94 cm) as shown in FIG. 6(b). did.
- Comparative Example 2 Comparative Example 2 was prepared in the same manner as in Example 1, except that the in-process fiber belt was formed using only fibers with a length of 99 cm, as shown in FIG. 6(c).
- Comparative example 3 Comparative Example 3 was carried out in the same manner as in Example 1, except that the in-process fiber band was formed so that an end region with one convex portion was formed on only one side as shown in FIG. 6(d). And so.
- a professional beauty evaluator divided the fiber bundle into two or three parts and evaluated the resistance when dividing the fiber bundles. If the beauty evaluator judged that the resistance when separating the fiber bundles was weak, it was rated as ⁇ as having good hair handling properties, and the others were rated as ⁇ .
- a professional beauty evaluator braids the hair, and if the braid has a pencil shape toward the ends and the end stays without unraveling, it is rated as ⁇ , otherwise it is rated as ⁇ . And so.
- Table 1 shows the results of the sensory evaluation of Examples 1 to 4 and Comparative Examples 1 to 3.
- Figure 7 shows photographs taken of Examples 1 to 4 and Comparative Examples 1 to 3
- Figure 7 shows photographs taken after braiding each Example 1 to 4 and Comparative Examples 1 to 3. 8.
- Examples 1 to 4 had better sensory evaluations in terms of appearance, combing properties, hair cutting properties, and knitting properties compared to Comparative Examples 1 to 3. As shown in the photos in Figure 7, in Comparative Examples 1 to 3, the tips of the hair spread out and became untidy, whereas in Examples 1 to 4, the tips of the hair were gathered into a brush-like shape, giving a light and natural look. It was confirmed that the hair had a good appearance. Furthermore, in Examples 1 to 4, it was confirmed that the amount of hair decreased toward the tips of the hair, as shown in the photos in FIG.
- Example 1 Example 4, and Comparative Examples 1 to 3, 300 fibers were randomly extracted from the artificial hair fiber bundle, and the histogram divided by each length and the longer one of the 300 extracted fibers were created. Graphs plotted in order are shown in FIGS. 9 to 13. Regarding the length, make the fiber into a U shape, attach a 2.0 g weight to the tip of the fiber, hang it down with the proximal end fixed, and the fiber will extend in a straight line due to the weight of the weight. It was measured with.
- Comparative Example 1 using fibers of two different lengths, peaks are formed near lengths of 69 cm and 98 cm in the histogram, as shown in Figure 11(a), and the peak near 69 cm shows that the fibers of the same length are The number of books exceeded 30.
- the transition in fiber length is a continuous step-like graph as shown in FIG. (steep part) was seen.
- Comparative Example 2 using fibers of the same length, a peak is formed in the histogram near the length of 102 cm, as shown in FIG. 12(a), and in this peak, the number of fibers of the same length exceeds 30. In the range from 50 to 250 fibers counted from the longest length, the difference in length between adjacent fibers was 3 cm or less. Moreover, in Comparative Example 2, the transition of fiber length was a graph that continued smoothly over almost the entire length, as shown in FIG. 12(b).
- Comparative Example 3 in which an end region with one convex portion was formed on only one side, the fibers were moderately dispersed in the histogram and one broad peak was formed, as shown in FIG. 13(a).
- the number of fibers of the same length was 30 or less, and within the range of 50 to 250 fibers counting from the longest length, the difference in length between adjacent fibers was 3 cm or less.
- the fiber length transition was a smooth, continuous graph over almost the entire length, as shown in FIG. 13(b).
- Examples 1 and 4 in which end regions were provided on both sides, the fibers were dispersed more widely in the histograms than in Comparative Example 3, as shown in FIGS. A peak was formed, and the number of fibers of the same length was 30 or less, and the difference in length between adjacent fibers was within 3 cm in the range from 50 to 250, counting from the longest fiber.
- the fiber length transition was a gently continuous graph over almost the entire length, as shown in FIGS. 9(b) and 10(b).
- an in-process fiber belt whose end region has a wavy shape and satisfies the following conditions (1) or (2) as in Examples 1 to 4, it is possible to It was found that combing and trimming were good, and it was possible to braid down to the ends of the hair, giving the ends a cohesive appearance.
- the end region has at least two recesses in the middle portion in the width direction, and the two recesses form a protrusion.
- the end region has at least two convex portions in the middle portion in the width direction, and a concave portion is formed by the two convex portions.
- Fiber bundle for artificial hair Fiber 10,110 First fiber band in progress 11,111 Second fiber band in progress 20,120 First end region 22,122 Second end region 30a, 30b, 130a to 130c Recessed portion 31, 131a, 131b Convex portion 40, 140 Third end region 42, 142 Fourth end region 50, 150a, 150b Concave portion 51, 51a, 51b, 151a to 151c Convex portion 60 Band-shaped body
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Decoration Of Textiles (AREA)
Abstract
本発明は、従来に比べて、軽く自然な毛先を再現できる人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯を提供する。 複数の繊維と、複数の繊維の中間部を固定する固定部とを有し、複数の繊維は、固定部によって束ねられ、長手方向の両端部が揃っておらず、複数の繊維の中から無作為に300本の繊維を抽出し、抽出した300本の繊維を長い方から順に並べたときに、長い方から数えて50本目から250本目の範囲において、隣接する繊維の長さの差が3cm以下であって、かつ、同じ長さの繊維が30本以下である構成とする。
Description
本発明は、人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯に関する。
従来から、かつらやウィッグ、エクステンション、ブレード、ヘアバンドなどの頭飾製品の素材として人の毛髪に模した人工毛髪用繊維束が使用されている(例えば、特許文献1)。
ところで、人工毛髪用繊維束は、通常、中央を折り曲げて両端部が毛先となるように使用者の頭部に取り付けることが多い。
しかしながら、従来の人工毛髪用繊維束は、切断時に両端部が直線状に揃っているため、頭部に取り付けたときに毛先が直線状に揃い、重く不自然な印象を与える髪型となってしまう。
そのため、軽く自然な毛先とするためには、専門的な技術が必要となり、美容室等に行って施術する必要があり、自宅等では軽く自然な髪型を作ることが困難であった。
しかしながら、従来の人工毛髪用繊維束は、切断時に両端部が直線状に揃っているため、頭部に取り付けたときに毛先が直線状に揃い、重く不自然な印象を与える髪型となってしまう。
そのため、軽く自然な毛先とするためには、専門的な技術が必要となり、美容室等に行って施術する必要があり、自宅等では軽く自然な髪型を作ることが困難であった。
そこで、本発明は、従来に比べて、軽く自然な毛先を再現できる人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯を提供することを目的とする。
上記した課題を解決するための本発明の一つの様相は、複数の繊維と、前記複数の繊維の中間部を固定する固定部とを有し、前記複数の繊維は、前記固定部によって束ねられ、長手方向の両端部が揃っておらず、前記複数の繊維の中から無作為に300本の繊維を抽出し、抽出した300本の繊維を長い方から順に並べたときに、長い方から数えて50本目から250本目の範囲において、隣接する繊維の長さの差が3cm以下であって、かつ、同じ長さの繊維が30本以下である、人工毛髪用繊維束である。
ここでいう「長さ」とは、繊維の基端部を固定し、繊維の先端部に2.0gの重りを固定した状態で垂下したときの長さをいう。
ここでいう「同じ長さ」とは、差が1cm未満であることをいう。すなわち、小数点第1位以下を繰り上げて同じ値の場合は同じ長さとする。
ここでいう「中間部」とは長手方向の両端部以外の部分をいい、長手方向の一方の端部と他方の端部の間の部分をいう。
ここでいう「同じ長さ」とは、差が1cm未満であることをいう。すなわち、小数点第1位以下を繰り上げて同じ値の場合は同じ長さとする。
ここでいう「中間部」とは長手方向の両端部以外の部分をいい、長手方向の一方の端部と他方の端部の間の部分をいう。
本様相によれば、両端部が揃っておらず、長い方から順に並べたときに、徐々に変化するため、自然な毛先を再現できる。
好ましい様相は、前記複数の繊維のうち最長の繊維の長さが10cm以上であって、前記最長の繊維の長さと最短の繊維の長さの差が3cm以上であり、前記複数の繊維には、前記最長の繊維と前記最短の繊維の他に中間繊維があり、前記中間繊維は、前記最長の繊維の長さよりも1cm以上短く、前記最短の繊維の長さよりも1cm以上長くなっており、さらに人工毛髪用繊維束の長手方向の長さが前記最長の繊維の長さよりも長いことである。
好ましい様相は、全長長さが1m以上である。
好ましい様相は、前記繊維は、捲縮を有する。
本発明の一つの様相は、上記した人工毛髪用繊維束の製造方法であって、繊維を帯状に並べて帯状体を形成する帯状体形成工程と、前記帯状体の中間部を切断部分が以下の(1)又は(2)の条件を満たすように切断する切断工程と、を含む、人工毛髪用繊維束の製造方法である。
(1)前記切断部分は、幅方向の中間部に、少なくとも2つの第1凹部を有しており、前記2つの第1凹部によって第1凸部が形成されている。
(2)前記切断部分は、幅方向の中間部に、少なくとも2つの第1凸部を有しており、前記2つの第1凸部によって第1凹部が形成されている。
(1)前記切断部分は、幅方向の中間部に、少なくとも2つの第1凹部を有しており、前記2つの第1凹部によって第1凸部が形成されている。
(2)前記切断部分は、幅方向の中間部に、少なくとも2つの第1凸部を有しており、前記2つの第1凸部によって第1凹部が形成されている。
本様相によれば、繊維の長さ分布を調整しやすく、大きな偏りなく、繊維間に隙間を形成できる。
好ましい様相は、前記切断工程は、前記帯状体の中間部を切断することで前記帯状体から第1仕掛繊維帯と第2仕掛繊維帯とに切り取るものであり、前記第1仕掛繊維帯の前記切断部分は、幅方向の中間部に、少なくとも2つの第1凹部を有し、前記2つの第1凹部によって第1凸部が形成されており、前記第2仕掛繊維帯の前記切断部分は、幅方向の中間部に、少なくとも2つの第2凸部を有し、前記2つの第2凸部によって第2凹部が形成されていることである。
好ましい様相は、前記第1凸部の長さは、5cm以上40cm以下である。
好ましい様相は、前記第1凸部は、三角形状又は円弧状である。
好ましい様相は、前記第1凸部の頂点の角度は、10度以上70度以下である。
好ましい様相は、前記切断工程よりも後の工程であって、かつ切断した前記帯状体を束ねて束状体を形成し、前記束状体をハックリングするハックリング工程を含む。
本発明の一つの様相は、人工毛髪用繊維束の製造に使用される仕掛繊維帯であって、複数の繊維が帯状に並べられて構成されており、長手方向に一方の端部側に第1端部領域を有し、前記第1端部領域は、以下の(3)又は(4)の条件を満たす、仕掛繊維帯である。
(3)前記第1端部領域は、幅方向の中間部において、少なくとも2つの第1凹部を有しており、前記2つの第1凹部によって第1凸部が形成されている。
(4)前記第1端部領域は、幅方向の中間部において、少なくとも2つの第1凸部を有しており、前記2つの第1凸部によって第1凹部が形成されている。
(3)前記第1端部領域は、幅方向の中間部において、少なくとも2つの第1凹部を有しており、前記2つの第1凹部によって第1凸部が形成されている。
(4)前記第1端部領域は、幅方向の中間部において、少なくとも2つの第1凸部を有しており、前記2つの第1凸部によって第1凹部が形成されている。
本様相によれば、第1端部領域に凹凸が形成されているため、人工毛髪用繊維束を形成する際に自然な髪の流れを形成できる。
好ましい様相は、長手方向に他方の端部側に以下の(5)又は(6)の条件を満たす第2端部領域を備えていることである。
(5)前記第2端部領域は、幅方向の中間部において、少なくとも2つの第2凹部を有しており、前記2つの第2凹部によって第2凸部が形成されている。
(6)前記第2端部領域は、幅方向の中間部において、少なくとも2つの第2凸部を有しており、前記2つの第2凸部によって第2凹部が形成されている。
(5)前記第2端部領域は、幅方向の中間部において、少なくとも2つの第2凹部を有しており、前記2つの第2凹部によって第2凸部が形成されている。
(6)前記第2端部領域は、幅方向の中間部において、少なくとも2つの第2凸部を有しており、前記2つの第2凸部によって第2凹部が形成されている。
好ましい様相は、前記第1凸部の長さは、5cm以上40cm以下である。
好ましい様相は、前記第1凸部は、三角形状又は円弧状である。
好ましい様相は、前記第1凸部の頂点の角度は、10度以上70度以下である。
本発明によれば、従来に比べて、軽く自然な毛先を再現できる。
以下、本発明の実施形態について詳細に説明する。
本発明の第1実施形態の人工毛髪用繊維束1は、ヘアーウィッグ、かつら、ウィービング、ヘアーエクステンション、ブレードヘアー、ヘアーアクセサリー、及びドールヘアーからなる群から選ばれる一種の頭装飾品を構成するものである。
人工毛髪用繊維束1は、図1のように複数の繊維2が固定部3で束ねられた繊維束であり、固定部3付近で折り返されて使用されるものであり、折り返した状態において全体として所定の方向に延びている。
人工毛髪用繊維束1は、複数種類の長さの繊維2で構成されている。
本実施形態の人工毛髪用繊維束1は、繊維2が帯状に並べられ、切断装置によって切断して仕掛繊維帯10,11(図2,図3参照)が形成された後に、仕掛繊維帯10,11をハックリングして形成されるものである。
人工毛髪用繊維束1は、図1のように複数の繊維2が固定部3で束ねられた繊維束であり、固定部3付近で折り返されて使用されるものであり、折り返した状態において全体として所定の方向に延びている。
人工毛髪用繊維束1は、複数種類の長さの繊維2で構成されている。
本実施形態の人工毛髪用繊維束1は、繊維2が帯状に並べられ、切断装置によって切断して仕掛繊維帯10,11(図2,図3参照)が形成された後に、仕掛繊維帯10,11をハックリングして形成されるものである。
人工毛髪用繊維束1は、最長の繊維2の長さが20cm以上335cm以下であることが好ましい。
人工毛髪用繊維束1は、最短の繊維2の長さが10cm以上115cm以下であることが好ましく、50cm以上90cm以下であることがより好ましい。
人工毛髪用繊維束1は、最長の繊維2の長さと最短の繊維2の長さの差が3cm以上であり、40cm以上325cm以下であることが好ましい。
本実施形態の人工毛髪用繊維束1は、直線状に延ばした状態において、全長が1m以上となっている。
人工毛髪用繊維束1には、少なくとも長さが異なる3種類の繊維があり、最長の繊維2と最短の繊維2の他に、最長の繊維2と最短の繊維2のそれぞれとの差が1cm以上の中間の繊維2(中間繊維)がある。
人工毛髪用繊維束1は、最短の繊維2の長さが10cm以上115cm以下であることが好ましく、50cm以上90cm以下であることがより好ましい。
人工毛髪用繊維束1は、最長の繊維2の長さと最短の繊維2の長さの差が3cm以上であり、40cm以上325cm以下であることが好ましい。
本実施形態の人工毛髪用繊維束1は、直線状に延ばした状態において、全長が1m以上となっている。
人工毛髪用繊維束1には、少なくとも長さが異なる3種類の繊維があり、最長の繊維2と最短の繊維2の他に、最長の繊維2と最短の繊維2のそれぞれとの差が1cm以上の中間の繊維2(中間繊維)がある。
人工毛髪用繊維束1は、直線状に延ばした状態において、長手方向の両端部が揃っておらず、繊維2の端部が概ね異なる位置にある。
人工毛髪用繊維束1は、固定部3を外して繊維2を解き、繊維2の中から300本の繊維2を無作為に抽出し、抽出した300本の繊維2を長い方から順に並べたときに、長い方から数えて50本目から250本目の範囲において、隣接する繊維の長さの差が3cm以下であり、同じ長さの繊維が30本以下である。
人工毛髪用繊維束1は、固定部3を外して繊維2を解き、繊維2の中から300本の繊維2を無作為に抽出し、抽出した300本の繊維2を長い方から順に並べたときに、長い方から数えて50本目から250本目の範囲において、隣接する繊維の長さの差が3cm以下であり、同じ長さの繊維が30本以下である。
人工毛髪用繊維束1には、第1仕掛繊維帯10をハックリングして形成される第1人工毛髪用繊維束と、第2仕掛繊維帯11をハックリングして形成される第2人工毛髪用繊維束がある。
(繊維2)
繊維2は、繊維がモダクリル繊維(MODA繊維)等のアクリル繊維(AC繊維)、ポリエチレンテレフタレート繊維(PET繊維)、ポリ塩化ビニル繊維(PVC繊維)、ナイロン繊維(Ny繊維)、及びポリプロピレン繊維(PP繊維)からなる群から選ばれる少なくとも1種の繊維で構成されていることが好ましい。
繊維2の断面形状は、特に限定されるものではなく、例えば、円形、Y形、H形、U形、C形、X形、扁平形、馬蹄形などの形状とできる。
繊維2は、中空であってもよいし、中実であってもよい。
繊維2は、クリンプ等によって捲縮が付与されていてもよいし、捲縮が付与されていなくてもよい。
繊維2は、繊維がモダクリル繊維(MODA繊維)等のアクリル繊維(AC繊維)、ポリエチレンテレフタレート繊維(PET繊維)、ポリ塩化ビニル繊維(PVC繊維)、ナイロン繊維(Ny繊維)、及びポリプロピレン繊維(PP繊維)からなる群から選ばれる少なくとも1種の繊維で構成されていることが好ましい。
繊維2の断面形状は、特に限定されるものではなく、例えば、円形、Y形、H形、U形、C形、X形、扁平形、馬蹄形などの形状とできる。
繊維2は、中空であってもよいし、中実であってもよい。
繊維2は、クリンプ等によって捲縮が付与されていてもよいし、捲縮が付与されていなくてもよい。
(第1仕掛繊維帯10)
第1仕掛繊維帯10は、図2のように、長手方向の一方の端部側から他方の端部側に向かって順に第1端部領域20と、中央領域21と、第2端部領域22を備えている。
第1仕掛繊維帯10は、図2のように、長手方向の一方の端部側から他方の端部側に向かって順に第1端部領域20と、中央領域21と、第2端部領域22を備えている。
第1端部領域20は、一方の端部から中間部に延びる領域であり、三角波状の凹凸が形成された領域である。第1端部領域20は、後述する切断工程によって切断された切断部分に相当する部位である。
第1端部領域20は、幅方向の中間部に2つの凹部30a,30b(第1凹部)を備えている。
凹部30a,30bは、図2(b)のように、長手方向の一方の端部から中央領域21に向かって窪んでおり、第1傾斜部35と、第2傾斜部36で構成されている。
第1傾斜部35と第2傾斜部36は、ともに直線状に延びており、中央領域21との境界部分で交わっている。
図2(b)に示される隣接する第1傾斜部35と第2傾斜部36でなす角度θ1(凹部30a,30bの底部の角度)は、鈍角となっていることが好ましく、10度以上70度以下であることがより好ましく、20度以上40度以下であることがさらに好ましい。
凹部30aの第1傾斜部35aと凹部30bの第1傾斜部35bは、互いに平行となっており、凹部30aの第2傾斜部36aと凹部30bの第2傾斜部36bも、互いに平行となっている。
また、第1端部領域20は、別の観点でみると、2つの凹部30a,30bによって三角形状の凸部31(第1凸部)が形成されており、二等辺三角形状の凸部31が形成されていることが好ましい。
図2(b)に示される凹部30aの第2傾斜部36aと凹部30bの第1傾斜部35bでなす角度θ2(凸部31の頂点の角度)は、10度以上70度以下であることが好ましく、20度以上40度以下であることがより好ましい。
凹部30a,30bの長さ(端部からの深さ)は、5cm以上40cm以下であることが好ましく、22cm以上26cm以下であることがより好ましい。
凹部30a,30bの長さは、同じ長さであってもよいし、異なる長さであってもよい。
第1端部領域20は、幅方向の中間部に2つの凹部30a,30b(第1凹部)を備えている。
凹部30a,30bは、図2(b)のように、長手方向の一方の端部から中央領域21に向かって窪んでおり、第1傾斜部35と、第2傾斜部36で構成されている。
第1傾斜部35と第2傾斜部36は、ともに直線状に延びており、中央領域21との境界部分で交わっている。
図2(b)に示される隣接する第1傾斜部35と第2傾斜部36でなす角度θ1(凹部30a,30bの底部の角度)は、鈍角となっていることが好ましく、10度以上70度以下であることがより好ましく、20度以上40度以下であることがさらに好ましい。
凹部30aの第1傾斜部35aと凹部30bの第1傾斜部35bは、互いに平行となっており、凹部30aの第2傾斜部36aと凹部30bの第2傾斜部36bも、互いに平行となっている。
また、第1端部領域20は、別の観点でみると、2つの凹部30a,30bによって三角形状の凸部31(第1凸部)が形成されており、二等辺三角形状の凸部31が形成されていることが好ましい。
図2(b)に示される凹部30aの第2傾斜部36aと凹部30bの第1傾斜部35bでなす角度θ2(凸部31の頂点の角度)は、10度以上70度以下であることが好ましく、20度以上40度以下であることがより好ましい。
凹部30a,30bの長さ(端部からの深さ)は、5cm以上40cm以下であることが好ましく、22cm以上26cm以下であることがより好ましい。
凹部30a,30bの長さは、同じ長さであってもよいし、異なる長さであってもよい。
中央領域21は、長手方向の中央部に設けられた四角形状の領域であり、95%以上の繊維2が属する領域である。
中央領域21の長手方向の長さは、全長の45%以上であることが好ましい。
中央領域21の長手方向の長さは、全長の45%以上であることが好ましい。
第2端部領域22は、図2(a)のように、長手方向の中間部から他方の端部に延びる領域であり、三角波状の凹凸が形成された領域である。第2端部領域22は、後述する切断工程によって切断された切断部分に相当する部位である。
第2端部領域22は、第1端部領域20と線対称の関係となっている。そこで、第2端部領域22の各部材において第1端部領域20と同様の構成については、同様の付番を振って説明を省略する。
第2端部領域22は、第1端部領域20と線対称の関係となっている。そこで、第2端部領域22の各部材において第1端部領域20と同様の構成については、同様の付番を振って説明を省略する。
第2端部領域22は、幅方向の中間部に2つの凹部30a,30b(第2凹部)を備えている。
第2端部領域22の凹部30a,30bは、深さ方向が第1端部領域20の凹部30a,30bに対して近接する方向となっている。
第2端部領域22の凹部30a,30bの底部の位置(中心線の位置)は、幅方向において、第1端部領域20の凹部30a,30bの底部の位置(中心線の位置)と同一位置となっている。
第2端部領域22は、別の観点でみると、2つの凹部30a,30bによって三角形状の凸部31(第2凸部)が形成されており、二等辺三角形状の凸部31が形成されていることが好ましい。
第2端部領域22の凸部31の頂部の位置は、幅方向において、第1端部領域20の凸部31の頂部の位置と同一位置となっている。
第2端部領域22の凹部30a,30bは、深さ方向が第1端部領域20の凹部30a,30bに対して近接する方向となっている。
第2端部領域22の凹部30a,30bの底部の位置(中心線の位置)は、幅方向において、第1端部領域20の凹部30a,30bの底部の位置(中心線の位置)と同一位置となっている。
第2端部領域22は、別の観点でみると、2つの凹部30a,30bによって三角形状の凸部31(第2凸部)が形成されており、二等辺三角形状の凸部31が形成されていることが好ましい。
第2端部領域22の凸部31の頂部の位置は、幅方向において、第1端部領域20の凸部31の頂部の位置と同一位置となっている。
(第2仕掛繊維帯11)
第2仕掛繊維帯11は、図3のように、長手方向の一方の端部側から他方の端部側に向かって順に第3端部領域40と、中央領域41と、第4端部領域42を備えている。
第2仕掛繊維帯11は、図3のように、長手方向の一方の端部側から他方の端部側に向かって順に第3端部領域40と、中央領域41と、第4端部領域42を備えている。
第3端部領域40は、長手方向の一方の端部から中間部に延びる領域であり、三角波状の凹凸が形成された領域である。
第3端部領域40は、後述する切断工程によって切断された切断部分に相当する部位であり、切断時において第1仕掛繊維帯10の第2端部領域22と対となる領域である。
第3端部領域40は、図3のように、幅方向の中間部に2つの凸部51a,51b(第1凸部)を備えている。
凸部51a,51bは、図3(b)のように、中央領域41から一方の端部に向かって突出しており、第1傾斜部55と、第2傾斜部56で構成されている。
第1傾斜部55と第2傾斜部56は、ともに直線状に延びており、一方の端部で交わっている。
図3(b)に示される隣接する第1傾斜部55と第2傾斜部56でなす角度θ3(凸部51の頂点の角度)は、鋭角であることが好ましく、10度以上70度以下であることがより好ましく、20度以上40度以下であることがさらに好ましい。
凸部51aの第1傾斜部55aと凸部51bの第1傾斜部55bは、互いに平行となっており、凸部51aの第2傾斜部56aと凸部51bの第2傾斜部56bも、互いに平行となっている。
また、第3端部領域40は、別の観点でみると、2つの凸部51a,51bによって三角形状の凹部50が形成されており、二等辺三角形状の凹部50が形成されていることが好ましい。
図3(b)に示される凸部51aの第1傾斜部55aと凸部51bの第2傾斜部56bでなす角度θ4(凹部50の底部の角度)は、10度以上70度以下であることが好ましく、20度以上40度以下であることがより好ましい。
凸部51a,51bの長さ(中央領域41からの突出長さ)は、5cm以上40cm以下であることが好ましく、22cm以上26cm以下であることがより好ましい。
凸部51a,51bの長さは、同じ長さであってもよいし、異なる長さであってもよい。
第3端部領域40は、後述する切断工程によって切断された切断部分に相当する部位であり、切断時において第1仕掛繊維帯10の第2端部領域22と対となる領域である。
第3端部領域40は、図3のように、幅方向の中間部に2つの凸部51a,51b(第1凸部)を備えている。
凸部51a,51bは、図3(b)のように、中央領域41から一方の端部に向かって突出しており、第1傾斜部55と、第2傾斜部56で構成されている。
第1傾斜部55と第2傾斜部56は、ともに直線状に延びており、一方の端部で交わっている。
図3(b)に示される隣接する第1傾斜部55と第2傾斜部56でなす角度θ3(凸部51の頂点の角度)は、鋭角であることが好ましく、10度以上70度以下であることがより好ましく、20度以上40度以下であることがさらに好ましい。
凸部51aの第1傾斜部55aと凸部51bの第1傾斜部55bは、互いに平行となっており、凸部51aの第2傾斜部56aと凸部51bの第2傾斜部56bも、互いに平行となっている。
また、第3端部領域40は、別の観点でみると、2つの凸部51a,51bによって三角形状の凹部50が形成されており、二等辺三角形状の凹部50が形成されていることが好ましい。
図3(b)に示される凸部51aの第1傾斜部55aと凸部51bの第2傾斜部56bでなす角度θ4(凹部50の底部の角度)は、10度以上70度以下であることが好ましく、20度以上40度以下であることがより好ましい。
凸部51a,51bの長さ(中央領域41からの突出長さ)は、5cm以上40cm以下であることが好ましく、22cm以上26cm以下であることがより好ましい。
凸部51a,51bの長さは、同じ長さであってもよいし、異なる長さであってもよい。
中央領域41は、図3(a)のように、長手方向の中央部に設けられた四角形状の領域であり、95%以上の繊維2が属する領域である。
中央領域41の長手方向の長さは、全長の45%以上であることが好ましい。
中央領域41の長手方向の長さは、全長の45%以上であることが好ましい。
第4端部領域42は、長手方向の他方の端部から中間部に延びる領域であり、三角波状の凹凸が形成された領域である。第4端部領域42は、後述する切断工程によって切断された切断部分に相当する部位であり、切断時において第1仕掛繊維帯10の第1端部領域20と対となる領域である。
第4端部領域42は、第3端部領域40と線対称の関係となっている。そこで、第4端部領域42の各部材において第3端部領域40と同様の構成については、同様の付番を振って説明を省略する。
第4端部領域42は、図3(a)のように、幅方向の中間部に2つの凸部51a,51b(第2凸部)を備えている。
第4端部領域42の凸部51a,51bは、突出方向が第3端部領域40の凸部51a,51bに対して離反する方向となっている。
第4端部領域42の凸部51a,51bの頂部の位置は、幅方向において、第3端部領域40の凸部51a,51bの頂部の位置と同一位置となっている。
第4端部領域42は、別の観点でみると、2つの凸部51a,51bによって三角形状の凹部50が形成されており、二等辺三角形状の凹部50が形成されていることが好ましい。
第4端部領域42の凹部50の底部の位置は、幅方向において、第3端部領域40の凹部50の底部の位置と同一位置となっている。
第4端部領域42は、第3端部領域40と線対称の関係となっている。そこで、第4端部領域42の各部材において第3端部領域40と同様の構成については、同様の付番を振って説明を省略する。
第4端部領域42は、図3(a)のように、幅方向の中間部に2つの凸部51a,51b(第2凸部)を備えている。
第4端部領域42の凸部51a,51bは、突出方向が第3端部領域40の凸部51a,51bに対して離反する方向となっている。
第4端部領域42の凸部51a,51bの頂部の位置は、幅方向において、第3端部領域40の凸部51a,51bの頂部の位置と同一位置となっている。
第4端部領域42は、別の観点でみると、2つの凸部51a,51bによって三角形状の凹部50が形成されており、二等辺三角形状の凹部50が形成されていることが好ましい。
第4端部領域42の凹部50の底部の位置は、幅方向において、第3端部領域40の凹部50の底部の位置と同一位置となっている。
続いて、本発明の第1実施形態の人工毛髪用繊維束1の製造方法について説明する。
本実施形態の人工毛髪用繊維束1の製造方法は、主に、帯状体形成工程と、切断工程と、ハックリング工程をこの順に実施するものである。
具体的には、まず、図4(a)のように繊維2を帯状に並べて帯状体60を形成する(帯状体形成工程)。
このとき、帯状体60の幅は、15cm以上58cm以下であることが好ましく、33cm以上40cm以下であることがより好ましい。
続いて、図4(b)のように三角波状の刃部で所定の間隔ごとに帯状体60を切断し、仕掛繊維帯10,11を交互に形成する(切断工程)。
このとき、切断されて切り離される仕掛繊維帯10,11は、最長の繊維2の長さが20cm以上335cm以下であることが好ましい。
切断されて切り離される仕掛繊維帯10,11は、最短の繊維2の長さが10cm以上115cm以下であることが好ましく、50cm以上90cm以下であることがより好ましい。
切断されて切り離される仕掛繊維帯10,11は、最長の繊維2の長さと最短の繊維2の長さの差が3cm以上であり、40cm以上325cm以下であることが好ましい。
本実施形態の仕掛繊維帯10,11は、全長が1m以上となっている。
仕掛繊維帯10,11は、幅方向に行くにつれて長さが徐々に異なっており、長さが異なる少なくとも3種類以上の繊維2がある。すなわち、仕掛繊維帯10,11には、最長の繊維2と、最短の繊維2と、最長の繊維2と最短の繊維2のそれぞれとの差が1cm以上の中間の繊維2がある。
切断されて切り離される仕掛繊維帯10,11は、最短の繊維2の長さが10cm以上115cm以下であることが好ましく、50cm以上90cm以下であることがより好ましい。
切断されて切り離される仕掛繊維帯10,11は、最長の繊維2の長さと最短の繊維2の長さの差が3cm以上であり、40cm以上325cm以下であることが好ましい。
本実施形態の仕掛繊維帯10,11は、全長が1m以上となっている。
仕掛繊維帯10,11は、幅方向に行くにつれて長さが徐々に異なっており、長さが異なる少なくとも3種類以上の繊維2がある。すなわち、仕掛繊維帯10,11には、最長の繊維2と、最短の繊維2と、最長の繊維2と最短の繊維2のそれぞれとの差が1cm以上の中間の繊維2がある。
続いて、仕掛繊維帯10,11を束状に束ねて束状体を形成し、当該束状体を剣山のような棒状部が複数設けられたハックリング台に落下させた後、仕掛繊維帯10,11をハックリング台の棒状部の隙間から引き抜いてハックリングを行い(ハックリング工程)、固定部3を仕掛繊維帯10,11の中間部に取り付けて固定し、固定部3付近で折り曲げることで、人工毛髪用繊維束1が完成する。
このとき、仕掛繊維帯10,11は、ハックリングによって繊維2間の位置関係が長手方向をずれながら繊維2の流れが整ってまとまっていく。
このときのハックリングの回数は、特に限定されるものではないが、より繊維2の流れを整える観点から5回以上20回以下であることが好ましい。
このとき、固定部3は、仕掛繊維帯10,11の長手方向の中央部から仕掛繊維帯10,11の長手方向の長さの1/4の範囲に取り付けられることが好ましい。
このときのハックリングの回数は、特に限定されるものではないが、より繊維2の流れを整える観点から5回以上20回以下であることが好ましい。
このとき、固定部3は、仕掛繊維帯10,11の長手方向の中央部から仕掛繊維帯10,11の長手方向の長さの1/4の範囲に取り付けられることが好ましい。
本実施形態の人工毛髪用繊維束1によれば、長手方向の繊維2の位置が揃っておらず、300本の繊維2を不作為に抽出し、長さが長い方から順に並べたときに、長い方から数えて50本目から250本目の範囲において、隣接する繊維の長さの差が3cm以下であって、かつ、同じ長さの繊維が30本以下である。そのため、軽く自然な毛先を再現できる。
本実施形態の人工毛髪用繊維束1によれば、全体の長さが最長の繊維2の長さよりも長く、最長の繊維2の長さと最短の繊維2の長さの差が3cm以上であり、中間の繊維2は、最長の繊維2との長さよりも1cm以上短く、最短の繊維2との長さよりも1cm以上長くなっている。そのため、軽く自然な毛先を再現できる。
本実施形態の人工毛髪用繊維束1の製造方法によれば、繊維2の長さ分布を調整しやすい。
本実施形態の人工毛髪用繊維束1の製造方法によれば、図4のように第1仕掛繊維帯10の第1端部領域20と第2仕掛繊維帯11の第4端部領域42、第1仕掛繊維帯10の第2端部領域22と第2仕掛繊維帯11の第3端部領域40がそれぞれ対をなすので、繊維2のロスが少なく歩留まりを向上できる。
本実施形態の人工毛髪用繊維束1の製造方法によれば、仕掛繊維帯10,11の端部領域は中央領域に比べて毛量が少ないため、ハックリング工程が容易であり、強いクリンプ強度で捲縮が付与され、捲縮率が高い繊維2を使用した場合でもハックリング工程を実施できる。また、強いクリンプ強度で捲縮が付与され、捲縮率が高い繊維2をハックリングすることで、高いボリュームやラフ触感などの付加価値が付与された人工毛髪用繊維束1を製造できる。
本実施形態の人工毛髪用繊維束1の製造方法によれば、仕掛繊維帯10,11の端部領域は中央領域に比べて毛量が少ないため、従来、人力では難しかった仕掛繊維帯10,11の全長が90cm以上であっても人力でハックリングが可能である。その結果、全長が1m以上の人工毛髪用繊維束1を製造できる。
本実施形態の人工毛髪用繊維束1の製造方法によれば、仕掛繊維帯10,11の端部領域は中央領域に比べて毛量が少ないため、ハックリングの時間を従来に比べて大幅に短縮し、生産効率を向上できる。その結果、製品コストを低減できる。
本実施形態の仕掛繊維帯10,11によれば、端部領域20,22に凹凸が形成されているため、人工毛髪用繊維束1を形成する際に自然な髪の流れを形成できる。
続いて、本発明の第2実施形態の人工毛髪用繊維束について説明する。
第2実施形態の人工毛髪用繊維束は、仕掛品たる仕掛繊維帯110,111の形状が第1実施形態の仕掛繊維帯10,11と異なる。
(第1仕掛繊維帯110)
第2実施形態の第1仕掛繊維帯110は、図5(a)のように、長手方向の一方の端部側から他方の端部側に向かって順に第1端部領域120と、中央領域21と、第2端部領域122を備えている。
第2実施形態の第1仕掛繊維帯110は、図5(a)のように、長手方向の一方の端部側から他方の端部側に向かって順に第1端部領域120と、中央領域21と、第2端部領域122を備えている。
第1端部領域120は、第1実施形態の第1端部領域20と同様、一方の端部から中間部に延びる領域であり、三角波状の凹凸が形成された領域である。
第1端部領域120は、第1実施形態の第1端部領域20に比べて凹凸のピッチが狭く、幅方向の中間部に3つの凹部130a~130c(第1凹部)を備えている。
凹部130a~130cは、長手方向の一方の端部から中央領域21に向かって窪んでおり、第1傾斜部35と、第2傾斜部36で構成されている。
また、第1端部領域120は、別の観点でみると、3つの凹部130a~130cによって2つの凸部131a,131b(第1凸部)が形成されている。
凹部130a~130bの長さは、同じ長さであってもよいし、異なる長さであってもよい。
第1端部領域120は、第1実施形態の第1端部領域20に比べて凹凸のピッチが狭く、幅方向の中間部に3つの凹部130a~130c(第1凹部)を備えている。
凹部130a~130cは、長手方向の一方の端部から中央領域21に向かって窪んでおり、第1傾斜部35と、第2傾斜部36で構成されている。
また、第1端部領域120は、別の観点でみると、3つの凹部130a~130cによって2つの凸部131a,131b(第1凸部)が形成されている。
凹部130a~130bの長さは、同じ長さであってもよいし、異なる長さであってもよい。
第2端部領域122は、第1実施形態の第1端部領域22と同様、長手方向の中間部から他方の端部に延びる領域であり、三角波状の凹凸が形成された領域である。
第2端部領域122は、第1端部領域120と線対称の関係となっている。そこで、第2端部領域122の各部材において第1端部領域120と同様の構成については、同様の付番を振って説明を省略する。
第2端部領域122は、第1端部領域120と線対称の関係となっている。そこで、第2端部領域122の各部材において第1端部領域120と同様の構成については、同様の付番を振って説明を省略する。
第2端部領域122は、幅方向の中間部に3つの凹部130a~130c(第2凹部)を備えている。
第2端部領域122の凹部130a~130cは、深さ方向が第1端部領域120の凹部130a~130cに対して近接する方向となっている。
第2端部領域122の凹部130a~130cの底部の位置は、幅方向において、第1端部領域120の凹部130a~130cの底部の位置と同一位置となっている。
第2端部領域122は、別の観点でみると、3つの凹部130a~130cによって2つの凸部131a,131b(第2凸部)が形成されている。
第2端部領域122の凸部131a,131bの頂部の位置は、幅方向において、第1端部領域120の凸部131a,131bの頂部の位置と同一位置となっている。
第2端部領域122の凹部130a~130cは、深さ方向が第1端部領域120の凹部130a~130cに対して近接する方向となっている。
第2端部領域122の凹部130a~130cの底部の位置は、幅方向において、第1端部領域120の凹部130a~130cの底部の位置と同一位置となっている。
第2端部領域122は、別の観点でみると、3つの凹部130a~130cによって2つの凸部131a,131b(第2凸部)が形成されている。
第2端部領域122の凸部131a,131bの頂部の位置は、幅方向において、第1端部領域120の凸部131a,131bの頂部の位置と同一位置となっている。
(第2仕掛繊維帯111)
第2仕掛繊維帯111は、図5(b)のように、長手方向の一方の端部側から他方の端部側に向かって順に第3端部領域140と、中央領域41と、第4端部領域142を備えている。
第2仕掛繊維帯111は、図5(b)のように、長手方向の一方の端部側から他方の端部側に向かって順に第3端部領域140と、中央領域41と、第4端部領域142を備えている。
第3端部領域140は、第1実施形態の第3端部領域40と同様、長手方向の一方の端部から中間部に延びる領域であり、三角波状の凹凸が形成された領域である。
第3端部領域140は、幅方向の中間部に3つの凸部151a~151c(第1凸部)を備えている。
凸部151a~151cは、中央領域41から一方の端部に向かって突出しており、第1傾斜部55と、第2傾斜部56で構成されている。
また、第3端部領域140は、別の観点でみると、3つの凸部151a~151cによって2つの凹部150a,150b(第1凹部)が形成されている。
凸部151a~151cの長さは、同じ長さであってもよいし、異なる長さであってもよい。
第3端部領域140は、幅方向の中間部に3つの凸部151a~151c(第1凸部)を備えている。
凸部151a~151cは、中央領域41から一方の端部に向かって突出しており、第1傾斜部55と、第2傾斜部56で構成されている。
また、第3端部領域140は、別の観点でみると、3つの凸部151a~151cによって2つの凹部150a,150b(第1凹部)が形成されている。
凸部151a~151cの長さは、同じ長さであってもよいし、異なる長さであってもよい。
第4端部領域142は、第1実施形態の第4端部領域42と同様、長手方向の他方の端部から中間部に延びる領域であり、三角波状の凹凸が形成された領域である。
第4端部領域142は、第3端部領域140と線対称の関係となっている。そこで、第4端部領域142の各部材において第3端部領域140と同様の構成については、同様の付番を振って説明を省略する。
第4端部領域142は、幅方向の中間部に3つの凸部151a~151c(第2凸部)を備えている。
第4端部領域142の凸部151a~151cは、突出方向が第3端部領域140の凸部151a~151cに対して離反する方向となっている。
第4端部領域142は、別の観点でみると、3つの凸部151a~151cによって2つの凹部150a,150b(第2凹部)が形成されている。
第4端部領域142は、第3端部領域140と線対称の関係となっている。そこで、第4端部領域142の各部材において第3端部領域140と同様の構成については、同様の付番を振って説明を省略する。
第4端部領域142は、幅方向の中間部に3つの凸部151a~151c(第2凸部)を備えている。
第4端部領域142の凸部151a~151cは、突出方向が第3端部領域140の凸部151a~151cに対して離反する方向となっている。
第4端部領域142は、別の観点でみると、3つの凸部151a~151cによって2つの凹部150a,150b(第2凹部)が形成されている。
上記した実施形態では、仕掛繊維帯10,11,110,111に凹部又は凸部を形成していたが、本発明はこれに限定されるものではない。各繊維の長さが漸次変化するものであればよく、例えば、仕掛繊維帯の各端部領域が直角三角形状となっていてもよい。
上記した実施形態では、第1仕掛繊維帯10,110は、各端部領域20,22,120,122にそれぞれ2つ又は3つの凹部を有していたが、本発明はこれに限定されるものではない。各端部領域の凹部の数は、1つであってもよいし、図6(a)のように、4つ以上であってもよい。
同様に、上記した実施形態では、第2仕掛繊維帯11,111は、各端部領域40,42,140,142にそれぞれ2つ又は3つの凸部を有していたが、本発明はこれに限定されるものではない。各端部領域の凸部の数は、1つであってもよいし、4つ以上であってもよい。
同様に、上記した実施形態では、第2仕掛繊維帯11,111は、各端部領域40,42,140,142にそれぞれ2つ又は3つの凸部を有していたが、本発明はこれに限定されるものではない。各端部領域の凸部の数は、1つであってもよいし、4つ以上であってもよい。
上記した実施形態では、端部領域20,22,40,42の形状が三角形状の凹部30,50又は三角形状の凸部31,51が繰り返される三角波状であったが、本発明はこれに限定されるものではない。端部領域20,22,40,42の形状は波状であってもよい。すなわち、凸部31,51の頂点又は凹部30,50の底部は、円弧状に丸まっていてもよい。
上記した実施形態では、切断工程において第1仕掛繊維帯10,110と第2仕掛繊維帯11,111を交互に形成したが、本発明はこれに限定されるものではない。切断工程において第1仕掛繊維帯10,110のみ又は第2仕掛繊維帯11,111のみを形成してもよい。
上記した実施形態では、第2端部領域22の凹部30a,30bは、幅方向において、第1端部領域20の凹部30a,30bと同一位置となっていたが、本発明はこれに限定されるものではない。第2端部領域22の凹部30a,30bは、幅方向において、第1端部領域20の凹部30a,30bとずれていてもよい。
同様に、上記した実施形態では、第4端部領域42の凸部51a,51bの位置は、幅方向において、第3端部領域40の凸部51a,51bの位置と同一位置となっていたが、本発明はこれに限定されるものではない。第4端部領域42の凸部51a,51bの位置は、幅方向において、第3端部領域40の凸部51a,51bの位置とずれていてもよい。
同様に、上記した実施形態では、第4端部領域42の凸部51a,51bの位置は、幅方向において、第3端部領域40の凸部51a,51bの位置と同一位置となっていたが、本発明はこれに限定されるものではない。第4端部領域42の凸部51a,51bの位置は、幅方向において、第3端部領域40の凸部51a,51bの位置とずれていてもよい。
上記した実施形態では、端部領域20,22,40,42は、三角波状の凹凸が形成されていたが、本発明はこれに限定されるものではない。端部領域20,22,40,42は、鋸歯状の凹凸が形成されていてもよい。
上記した実施形態は、本発明の技術的範囲に含まれる限り、各実施形態間で各構成部材を自由に置換や付加できる。
以下、本発明を実施例及び比較例により具体的に説明するが、本発明はこれらの実施例により限定されるものではない。
(実施例1)
繊維としてモダクリル(MODA)繊維を使用し、繊維を幅が36cm、重量が65gとなるように帯状に並べ、最長の繊維の長さが99cm、最短の繊維の長さが51cmになるように三角波状に切断し、図2のような各端部領域に2つの凹部をもつ仕掛繊維帯を形成した。形成した仕掛繊維帯を束ねて束状体を形成し、束状体に対してハックリングを4セット行い、その後、固定紐で束ねて人工毛髪用繊維束を形成した。このようにして得られた実施例1とした。
なお、ハックリングは、束状体にまとめ、9回ハックリング台を通し、10回目に束状体を束ねる作業を1セットとした。
繊維としてモダクリル(MODA)繊維を使用し、繊維を幅が36cm、重量が65gとなるように帯状に並べ、最長の繊維の長さが99cm、最短の繊維の長さが51cmになるように三角波状に切断し、図2のような各端部領域に2つの凹部をもつ仕掛繊維帯を形成した。形成した仕掛繊維帯を束ねて束状体を形成し、束状体に対してハックリングを4セット行い、その後、固定紐で束ねて人工毛髪用繊維束を形成した。このようにして得られた実施例1とした。
なお、ハックリングは、束状体にまとめ、9回ハックリング台を通し、10回目に束状体を束ねる作業を1セットとした。
(実施例2)
実施例1において、図3のような各端部領域に2つの凸部をもつ仕掛繊維帯を形成したこと以外は同様にして、これを実施例2とした。
実施例1において、図3のような各端部領域に2つの凸部をもつ仕掛繊維帯を形成したこと以外は同様にして、これを実施例2とした。
(実施例3)
実施例1において、図5(a)のような各端部領域に3つの凹部をもつ仕掛繊維帯を形成したこと以外は同様にして、これを実施例3とした。
実施例1において、図5(a)のような各端部領域に3つの凹部をもつ仕掛繊維帯を形成したこと以外は同様にして、これを実施例3とした。
(実施例4)
実施例1において、図6(a)のような各端部領域に4つの凹部をもつ仕掛繊維帯を形成したこと以外は同様にして、これを実施例4とした。
実施例1において、図6(a)のような各端部領域に4つの凹部をもつ仕掛繊維帯を形成したこと以外は同様にして、これを実施例4とした。
(比較例1)
実施例1において、図6(b)のように長さが異なる2種類の繊維(長さ66cmと94cm)を用いて仕掛繊維帯を形成したこと以外は同様にして、これを比較例1とした。
実施例1において、図6(b)のように長さが異なる2種類の繊維(長さ66cmと94cm)を用いて仕掛繊維帯を形成したこと以外は同様にして、これを比較例1とした。
(比較例2)
実施例1において、図6(c)のように、長さが99cmの繊維のみを用いて仕掛繊維帯を形成したこと以外は同様にして、これを比較例2とした。
実施例1において、図6(c)のように、長さが99cmの繊維のみを用いて仕掛繊維帯を形成したこと以外は同様にして、これを比較例2とした。
(比較例3)
実施例1において、図6(d)のように、片側のみに1つの凸部をもつ端部領域が形成されるように仕掛繊維帯を形成したこと以外は同様にして、これを比較例3とした。
実施例1において、図6(d)のように、片側のみに1つの凸部をもつ端部領域が形成されるように仕掛繊維帯を形成したこと以外は同様にして、これを比較例3とした。
(官能評価)
外観は、毛先に行くほど毛量が減り、左右対称な筆状の繊維束を〇とし、それ以外(例えば、毛先側でも毛量が変わらないものや、左右非対称なもの、筆状になっていないものなど)を×とした。
コーム性は、専門の美容評価者が繊維束に対し手櫛を通し、繊維束根元から毛先にかけての手櫛のとおり易さを評価した。美容評価者が毛先に行くほど毛量が減り手櫛の通りやすい、抵抗の弱いと判断したものを〇とし、それ以外を×とした。
毛裁き性は、専門の美容評価者が2つないしは3つに繊維束を分け、その分ける際の抵抗を評価した。美容評価者が繊維束を分ける際の抵抗が弱いと判断したものを毛さばき性良好として〇とし、それ以外を×とした。
編み性は、専門の美容評価者が三つ編みを行い、その三つ編みの仕上がりが毛先に向けてペンシル形状となり、且つ、末端が解けずにとまるとものを〇とし、それ以外を×とした。
外観は、毛先に行くほど毛量が減り、左右対称な筆状の繊維束を〇とし、それ以外(例えば、毛先側でも毛量が変わらないものや、左右非対称なもの、筆状になっていないものなど)を×とした。
コーム性は、専門の美容評価者が繊維束に対し手櫛を通し、繊維束根元から毛先にかけての手櫛のとおり易さを評価した。美容評価者が毛先に行くほど毛量が減り手櫛の通りやすい、抵抗の弱いと判断したものを〇とし、それ以外を×とした。
毛裁き性は、専門の美容評価者が2つないしは3つに繊維束を分け、その分ける際の抵抗を評価した。美容評価者が繊維束を分ける際の抵抗が弱いと判断したものを毛さばき性良好として〇とし、それ以外を×とした。
編み性は、専門の美容評価者が三つ編みを行い、その三つ編みの仕上がりが毛先に向けてペンシル形状となり、且つ、末端が解けずにとまるとものを〇とし、それ以外を×とした。
各実施例1~4及び各比較例1~3の官能評価の結果を表1に示す。
各実施例1~4及び各比較例1~3を撮影した写真を図7に示し、各実施例1~4及び各比較例1~3に対して三つ編みを行って撮影した写真を図8に示す。
各実施例1~4及び各比較例1~3を撮影した写真を図7に示し、各実施例1~4及び各比較例1~3に対して三つ編みを行って撮影した写真を図8に示す。

実施例1~4では、表1のように比較例1~3に対して外観、コーム性、毛裁き性、及び編み性のいずれの官能評価も良好であった。
図7の各写真のように、比較例1~3では毛先が広がり、まとまりがない毛先になったのに対して、実施例1~4では毛先が筆状にまとまり、軽く自然な毛先となり、外観が良好であることが確認された。また、実施例1~4では、図7の各写真のように、毛先に行くほど毛量が減っていることが確認された。
比較例1~3において三つ編みをすると、櫛通りや毛裁きが悪く、図8の各写真のように毛先まで編み込めず、毛先が広がった外観となったのに対して、実施例1~4において三つ編みをすると、櫛通りや毛裁きが良好で、図8の各写真のように毛先まで編み込みが可能となり、毛先がまとまった外観となることが確認された。
実施例1~4と比較例3の結果から、両端部に端部領域を形成することで、外観、コーム性、毛裁き性、及び編み性のいずれも良好となり、毛先にまとまりが生まれ、三つ編みをしたときに毛先まで編み込めることが分かった。
図7の各写真のように、比較例1~3では毛先が広がり、まとまりがない毛先になったのに対して、実施例1~4では毛先が筆状にまとまり、軽く自然な毛先となり、外観が良好であることが確認された。また、実施例1~4では、図7の各写真のように、毛先に行くほど毛量が減っていることが確認された。
比較例1~3において三つ編みをすると、櫛通りや毛裁きが悪く、図8の各写真のように毛先まで編み込めず、毛先が広がった外観となったのに対して、実施例1~4において三つ編みをすると、櫛通りや毛裁きが良好で、図8の各写真のように毛先まで編み込みが可能となり、毛先がまとまった外観となることが確認された。
実施例1~4と比較例3の結果から、両端部に端部領域を形成することで、外観、コーム性、毛裁き性、及び編み性のいずれも良好となり、毛先にまとまりが生まれ、三つ編みをしたときに毛先まで編み込めることが分かった。
実施例1、実施例4、比較例1~3において、人工毛髪用繊維束から無作為に300本の繊維を抽出し、各長さで分けたヒストグラムと、抽出した300本の繊維を長い方から順に並べてプロットしたグラフを図9~図13に示す。
なお、長さについては、繊維をU字にして繊維の先端部分に2.0gの重りを付け、基端部分を固定した状態で垂下させ、繊維が重りの重さで直線状に延びた状態で計測した。
なお、長さについては、繊維をU字にして繊維の先端部分に2.0gの重りを付け、基端部分を固定した状態で垂下させ、繊維が重りの重さで直線状に延びた状態で計測した。
2種類の長さの繊維を使用した比較例1では、図11(a)のように、ヒストグラムにおいて長さが69cmと98cm付近にピークが形成され、69cm付近のピークでは同じ長さの繊維の本数が30本超過となった。
また、比較例1では、繊維の長さの推移が図11(b)のように段状に連続したグラフとなり、長い方から数えて50本から100本の間に大きく長さが変化する部分(急峻部分)が見られた。
また、比較例1では、繊維の長さの推移が図11(b)のように段状に連続したグラフとなり、長い方から数えて50本から100本の間に大きく長さが変化する部分(急峻部分)が見られた。
同じ長さの繊維を使用した比較例2では、図12(a)のように、ヒストグラムにおいて長さが102cm付近にピークが形成され、当該ピークでは、同じ長さの繊維の本数が30本超過となり、長い方から数えて50本から250本までの範囲において、隣接する繊維の長さの差が3cm以下に収まった。
また、比較例2では、繊維の長さの推移が図12(b)のように、ほぼ全体にわたってなだらかに連続したグラフとなった。
また、比較例2では、繊維の長さの推移が図12(b)のように、ほぼ全体にわたってなだらかに連続したグラフとなった。
片側にのみ一つの凸部をもつ端部領域を形成した比較例3では、図13(a)のように、ヒストグラムにおいて繊維が程よく分散し、一つのブロードなピークが形成され、当該ピークでは、同じ長さの繊維の本数が30本以下となり、長い方から数えて50本から250本までの範囲において、隣接する繊維の長さの差が3cm以下に収まった。
比較例3では、繊維の長さの推移が図13(b)のように、ほぼ全体にわたってなだらかに連続したグラフとなった。
比較例3では、繊維の長さの推移が図13(b)のように、ほぼ全体にわたってなだらかに連続したグラフとなった。
一方、両側に端部領域を設けた実施例1,4では、図9(a),図10(a)のように、ヒストグラムにおいて比較例3に比べて繊維が広く分散し、一つのブロードなピークが形成され、同じ長さの繊維の本数が30本以下となり、長い方から数えて50本から250本までの範囲において、隣接する繊維の長さの差が3cm以下に収まった。
実施例1,4では、繊維の長さの推移が図9(b),図10(b)のように、ほぼ全体にわたってなだらかに連続したグラフとなった。
実施例1,4では、繊維の長さの推移が図9(b),図10(b)のように、ほぼ全体にわたってなだらかに連続したグラフとなった。
以上のことから、実施例1~4のように長手方向の両端部が揃っておらず、不作為に300本の繊維を抽出し、長い方から並べたときに、長い方から数えて50本から250本の範囲において隣接する繊維の長さの差が3cm以下であって同じ長さの繊維が30本以下となるような、なだらかに変化する端部領域を形成することで、従来に比べて軽く自然な毛先を再現できることがわかった。
また、実施例1~4のように端部領域の形状が波状であってかつ以下の(1)又は(2)の条件を満たす仕掛繊維帯を使用することで、三つ編みにした場合に、櫛通りや毛裁きが良好で、毛先まで編み込みが可能となり、毛先がまとまった外観とできることがわかった。
(1)端部領域は、幅方向の中間部において、少なくとも2つの凹部を有しており、当該2つの凹部によって凸部が形成されている。
(2)端部領域は、幅方向の中間部において、少なくとも2つの凸部を有しており、当該2つの凸部によって凹部が形成されている。
また、実施例1~4のように端部領域の形状が波状であってかつ以下の(1)又は(2)の条件を満たす仕掛繊維帯を使用することで、三つ編みにした場合に、櫛通りや毛裁きが良好で、毛先まで編み込みが可能となり、毛先がまとまった外観とできることがわかった。
(1)端部領域は、幅方向の中間部において、少なくとも2つの凹部を有しており、当該2つの凹部によって凸部が形成されている。
(2)端部領域は、幅方向の中間部において、少なくとも2つの凸部を有しており、当該2つの凸部によって凹部が形成されている。
1 人工毛髪用繊維束
2 繊維
10,110 第1仕掛繊維帯
11,111 第2仕掛繊維帯
20,120 第1端部領域
22,122 第2端部領域
30a,30b,130a~130c 凹部
31,131a,131b 凸部
40,140 第3端部領域
42,142 第4端部領域
50,150a,150b 凹部
51,51a,51b,151a~151c 凸部
60 帯状体
2 繊維
10,110 第1仕掛繊維帯
11,111 第2仕掛繊維帯
20,120 第1端部領域
22,122 第2端部領域
30a,30b,130a~130c 凹部
31,131a,131b 凸部
40,140 第3端部領域
42,142 第4端部領域
50,150a,150b 凹部
51,51a,51b,151a~151c 凸部
60 帯状体
Claims (15)
- 複数の繊維と、前記複数の繊維の中間部を固定する固定部とを有し、
前記複数の繊維は、前記固定部によって束ねられ、長手方向の両端部が揃っておらず、
前記複数の繊維の中から無作為に300本の繊維を抽出し、抽出した300本の繊維を長い方から順に並べたときに、長い方から数えて50本目から250本目の範囲において、隣接する繊維の長さの差が3cm以下であって、かつ、同じ長さの繊維が30本以下である、人工毛髪用繊維束。 - 前記複数の繊維のうち最長の繊維の長さが10cm以上であって、前記最長の繊維の長さと最短の繊維の長さの差が3cm以上であり、
前記複数の繊維には、前記最長の繊維と前記最短の繊維の他に中間繊維があり、
前記中間繊維は、前記最長の繊維の長さよりも1cm以上短く、前記最短の繊維の長さよりも1cm以上長くなっており、
さらに人工毛髪用繊維束の長手方向の長さが前記最長の繊維の長さよりも長い、請求項1に記載の人工毛髪用繊維束。 - 全長長さが1m以上である、請求項1又は2に記載の人工毛髪用繊維束。
- 前記繊維は、捲縮を有する、請求項1又は2に記載の人工毛髪用繊維束。
- 繊維を帯状に並べて帯状体を形成する帯状体形成工程と、
前記帯状体の中間部を切断部分が以下の(1)又は(2)の条件を満たすように切断する切断工程と、を含む、人工毛髪用繊維束の製造方法。
(1)前記切断部分は、幅方向の中間部に、少なくとも2つの第1凹部を有しており、前記2つの第1凹部によって第1凸部が形成されている。
(2)前記切断部分は、幅方向の中間部に、少なくとも2つの第1凸部を有しており、前記2つの第1凸部によって第1凹部が形成されている。 - 前記切断工程は、前記帯状体の中間部を切断することで前記帯状体から第1仕掛繊維帯と第2仕掛繊維帯とに切り取るものであり、
前記第1仕掛繊維帯の前記切断部分は、幅方向の中間部に、少なくとも2つの第1凹部を有し、前記2つの第1凹部によって第1凸部が形成されており、
前記第2仕掛繊維帯の前記切断部分は、幅方向の中間部に、少なくとも2つの第2凸部を有し、前記2つの第2凸部によって第2凹部が形成されている、請求項5に記載の人工毛髪用繊維束の製造方法。 - 前記第1凸部の長さは、5cm以上40cm以下である、請求項5又は6に記載の人工毛髪用繊維束の製造方法。
- 前記第1凸部は、三角形状又は円弧状である、請求項5~7のいずれか1項に記載の人工毛髪用繊維束の製造方法。
- 前記第1凸部の頂点の角度は、10度以上70度以下である、請求項8に記載の人工毛髪用繊維束の製造方法。
- 前記切断工程よりも後の工程であって、かつ切断した前記帯状体を束ねて束状体を形成し、前記束状体をハックリングするハックリング工程を含む、請求項5~9のいずれか1項に記載の人工毛髪用繊維束の製造方法。
- 人工毛髪用繊維束の製造に使用される仕掛繊維帯であって、
複数の繊維が帯状に並べられて構成されており、
長手方向に一方の端部側に第1端部領域を有し、
前記第1端部領域は、以下の(3)又は(4)の条件を満たす、仕掛繊維帯。
(3)前記第1端部領域は、幅方向の中間部において、少なくとも2つの第1凹部を有しており、前記2つの第1凹部によって第1凸部が形成されている。
(4)前記第1端部領域は、幅方向の中間部において、少なくとも2つの第1凸部を有しており、前記2つの第1凸部によって第1凹部が形成されている。 - 長手方向に他方の端部側に以下の(5)又は(6)の条件を満たす第2端部領域を備えている、請求項11に記載の仕掛繊維帯。
(5)前記第2端部領域は、幅方向の中間部において、少なくとも2つの第2凹部を有しており、前記2つの第2凹部によって第2凸部が形成されている。
(6)前記第2端部領域は、幅方向の中間部において、少なくとも2つの第2凸部を有しており、前記2つの第2凸部によって第2凹部が形成されている。 - 前記第1凸部の長さは、5cm以上40cm以下である、請求項12に記載の仕掛繊維帯。
- 前記第1凸部は、三角形状又は円弧状である、請求項11~13のいずれか1項に記載の仕掛繊維帯。
- 前記第1凸部の頂点の角度は、10度以上70度以下である、請求項14に記載の仕掛繊維帯。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022-049352 | 2022-03-25 | ||
| JP2022049352 | 2022-03-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023181672A1 true WO2023181672A1 (ja) | 2023-09-28 |
Family
ID=88101056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/003938 WO2023181672A1 (ja) | 2022-03-25 | 2023-02-07 | 人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯 |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023181672A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166217U (ja) * | 1986-04-09 | 1987-10-22 | ||
| JP3225277U (ja) * | 2019-12-12 | 2020-02-20 | 株式会社カネカ | 付け毛セット |
| US20210030094A1 (en) * | 2019-08-01 | 2021-02-04 | Hyun Han | Eco-friendly crochet style synthetic braiding hair and its manufacturing method |
| US10945478B1 (en) * | 2016-12-15 | 2021-03-16 | JBS Hair Inc. | Packaged synthetic braiding hair |
-
2023
- 2023-02-07 WO PCT/JP2023/003938 patent/WO2023181672A1/ja unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62166217U (ja) * | 1986-04-09 | 1987-10-22 | ||
| US10945478B1 (en) * | 2016-12-15 | 2021-03-16 | JBS Hair Inc. | Packaged synthetic braiding hair |
| US20210030094A1 (en) * | 2019-08-01 | 2021-02-04 | Hyun Han | Eco-friendly crochet style synthetic braiding hair and its manufacturing method |
| JP3225277U (ja) * | 2019-12-12 | 2020-02-20 | 株式会社カネカ | 付け毛セット |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2639628C1 (ru) | Расческа | |
| US7252093B2 (en) | Hair extension methods and related devices | |
| EP3501315A1 (en) | A synthetic braiding hair and its manufacturing method | |
| WO2013021918A1 (ja) | かつら | |
| KR102476488B1 (ko) | 백 코밍 브러시 | |
| US20100313902A1 (en) | Hair Addition For Providing Bump Up Effect | |
| US3669130A (en) | Hair combs | |
| US20160227864A1 (en) | Hair accessory, method of making and use | |
| US5704376A (en) | Strand-separating apparatus | |
| US4605020A (en) | Comb | |
| WO2023181672A1 (ja) | 人工毛髪用繊維束、人工毛髪用繊維束の製造方法、及び仕掛繊維帯 | |
| US20170215505A1 (en) | Method for braiding hair and method for manufacturing a wig | |
| US5518011A (en) | Hair braiding device and method | |
| US5655550A (en) | Method and apparatus for use in making french braids | |
| US7533675B2 (en) | Hair fiber mounting method | |
| US20180116321A1 (en) | Wig apparatus including multiple parting sections | |
| US20060225758A1 (en) | Stretch comb hair retainer | |
| WO2024195295A1 (ja) | 人工毛髪用繊維束 | |
| WO2024195296A1 (ja) | 人工毛髪用繊維束 | |
| US8955460B2 (en) | Horse hair braiding device and method | |
| US20220211155A1 (en) | Hair Accessory, Method of Making and Use | |
| US20040211438A1 (en) | Stretch comb hair retainer | |
| JP2024132884A (ja) | 人工毛髪用繊維束及び人工毛髪用繊維束の製造方法 | |
| JP7420691B2 (ja) | 葉脈状エクステンション | |
| KR101663999B1 (ko) | 업스타일용 헤어피스 및 이의 제작 부착 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23774271 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2024509826 Country of ref document: JP Kind code of ref document: A |