WO2023176469A1 - Al-ND系複合材料 - Google Patents
Al-ND系複合材料 Download PDFInfo
- Publication number
- WO2023176469A1 WO2023176469A1 PCT/JP2023/007768 JP2023007768W WO2023176469A1 WO 2023176469 A1 WO2023176469 A1 WO 2023176469A1 JP 2023007768 W JP2023007768 W JP 2023007768W WO 2023176469 A1 WO2023176469 A1 WO 2023176469A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- particles
- dnd
- composite material
- alloy
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C26/00—Alloys containing diamond or cubic or wurtzitic boron nitride, fullerenes or carbon nanotubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/18—Non-metallic particles coated with metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0408—Light metal alloys
- C22C1/0416—Aluminium-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/05—Mixtures of metal powder with non-metallic powder
- C22C1/059—Making alloys comprising less than 5% by weight of dispersed reinforcing phases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
- B22F2003/1051—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding by electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/247—Removing material: carving, cleaning, grinding, hobbing, honing, lapping, polishing, milling, shaving, skiving, turning the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/042—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling using a particular milling fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/043—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by ball milling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/10—Inert gases
- B22F2201/11—Argon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/20—Use of vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2202/00—Treatment under specific physical conditions
- B22F2202/13—Use of plasma
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/052—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2302/00—Metal Compound, non-Metallic compound or non-metal composition of the powder or its coating
- B22F2302/40—Carbon, graphite
- B22F2302/406—Diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
Definitions
- the present invention relates to an Al-ND based composite material.
- Aluminum or aluminum alloys are widely used as structural materials for transportation equipment, buildings, etc., and the main reason for this is that they have high strength per unit weight (specific strength). However, since aluminum or aluminum alloys are inferior to steel materials in terms of strength per unit volume, research and development of higher strength aluminum alloys is still ongoing.
- Patent Document 1 discloses a composite material in which silicon carbide is dispersed in a metal matrix mainly composed of aluminum, but the inclusion of a large amount of silicon carbide causes a decrease in the performance of the composite material.
- Ta discloses a composite material in which nanodiamonds obtained by a detonation method are dispersed in nickel.
- An object of the present invention is to provide a high-strength aluminum-based composite material.
- Al-ND composite material aluminum-nanodiamond composite material
- Al-ND composite material made by dispersing nanodiamond (ND) particles in an aluminum (Al) metal matrix.
- Al-ND composite material according to [1] wherein the Al-based metal matrix is a pure Al matrix or an Al-based alloy matrix.
- Al alloy is Al-Cu-Mg alloy, Al-Mn alloy, Al-Si alloy, Al-Mg alloy, Al-Mg-Si alloy, Al-Zn-Mg alloy.
- DND detonation nanodiamond
- the strength of Al-based metals such as pure aluminum (pure Al) or aluminum-based alloys (Al-based alloys) can be increased.
- Vickers hardness (HV) of pure aluminum after SPS sintering with and without detonation nanodiamond (DND) particles Vickers hardness (HV) of aluminum-based alloys with and without detonation nanodiamond (DND) particles after SPS sintering. Vickers hardness (HV) of aluminum-based alloys with and without detonation nanodiamond (DND) particles after SPS sintering and solution treatment.
- the composite material of the present invention contains an Al-based metal and nanodiamond (ND) particles, and the ND particles are dispersed in the Al-based metal matrix.
- the Vickers hardness of the composite material of the present invention is preferably 10% or more, more preferably 20% or more, still more preferably 30% or more higher than that of an Al-based metal material that does not contain ND particles.
- Al-based metals include pure Al and Al-based alloys. Al-based metals are divided into wrought materials and cast materials, and each is further divided into non-heat treatable alloys and heat treatable alloys.
- a preferred Al-based alloy contains, in addition to Al, at least one element selected from the group consisting of Cu, Mg, Mn, Si, Zn, Fe, Cr, Ga, V, Ni, B, Zr, and Ti. More preferable Al-based metals are pure aluminum (1050, 1060, 1070, 1080, 1085, 1100, 1100A, 1200, 1230A) and Al-Cu-based metals (2011, 2014, 2017, 2024, 2117, 2018) shown in Table 1.
- Al-Mn type (3003, 3203, 3004, 3104, 3005, 3105), Al-Si type (4032, 4043), Al-Mg type (5005, 5050, 5052) , 5154, 5254, 5454, 5060, 5082, 5182, 5083, 5086, 5110A, 5041), Al-Mg-Si system (6061, 6005C, 6063, 6101, 6151, 6262), Al-Zn-Mg system (7072 , 7075, 7475, 7050, 7204, 7003) and Al-Fe type (8021, 8079).
- nanodiamond particles produced by the detonation method may be referred to as “detonation nanodiamond particles” or “DND particles.”
- the ND particles used in the present invention include ND particles synthesized by high temperature and high pressure method, chemical vapor deposition method, impact compression method, implosion method, cavitation method, or bulk synthesized by the above method. ND particles obtained by crushing diamonds of the same size can be used. Preferred ND particles are DND particles.
- the proportion of ND particles in the Al-ND-based composite material is preferably 0.1 to 30% by mass.
- the average size of the primary particles of the ND is preferably 2 to 70 nm, more preferably 2.5 to 60 nm, even more preferably 3 to 55 nm, particularly preferably 3.5 to 50 nm.
- the average size of the primary particles can be determined from the analysis results of powder X-ray diffraction (XRD) using the Scherrer equation.
- XRD powder X-ray diffraction
- Examples of the XRD measuring device include a fully automatic multipurpose X-ray diffraction device (manufactured by Rigaku Co., Ltd.).
- the peak area ratio of sp 2 carbon to sp 3 carbon (sp 2 carbon/sp 3 carbon) of the DND particles is preferably 0.01 to 7, 0.05 to 3, preferably 0.1 to 1.2, more preferably 0.1 to 1, more preferably 0.1 to 0.5. , more preferably 0.1 to 0.3.
- the peak area ratio can be measured by micro-Raman spectroscopy using, for example, a 325 nm laser and a micro-Raman spectrometer.
- the peak area of sp 2 carbon refers to the total area of the two peaks appearing around 1250 cm -1 and 1328 cm -1
- the peak area of sp 3 carbon refers to the total area of the two peaks appearing around 1500 cm -1 and 1590 cm -1 .
- a microscopic Raman spectrometer for example, a microscopic laser Raman spectrophotometer LabRAM HR Evolution (manufactured by Horiba, Ltd.) can be used.
- the explosive for producing DND particles is not particularly limited, and a wide variety of known explosives can be used. Specific examples include trinitrotoluene (TNT), cyclotrimethylene trinitramine (Hexogen, RDX), cyclotetramethylenetetranitramine (Octogen), trinitrophenylmethylnitramine (Tetryl), pentaerythritol tetranitrate (PETN).
- TAM tetranitromethane
- TPM triamino-trinitrobenzene
- hexanitrostilbene hexanitrostilbene
- diaminodinitrobenzofuroxane etc.
- the detonated nanodiamond particles of the present invention have a positive or negative zeta potential.
- the preferred zeta potential of the detonation nanodiamond particles is preferably -70 mV or more or 70 mV or less, more preferably -60 mV or more or 30 mV or less.
- the zeta potential of the detonated nanodiamond is preferably -70 to 70 mV, more preferably -60 to 30 mV.
- the pH is preferably 1 to 12.
- the shape of the ND particles of the present invention is not particularly limited, but preferably spherical, ellipsoidal, or polyhedral.
- the BET specific surface area of the ND particles of the present invention is preferably 20 to 900 m 2 /g, 25 to 800 m 2 /g, 30 to 700 m 2 /g, 35 to 600 m 2 /g, 50 to 500 m 2 /g, 100 to 400 m 2 /g, more preferably 200 to 300 m 2 /g.
- BET specific surface area can be measured by nitrogen adsorption.
- An example of a BET specific surface area measuring device is BELSORP-miniII (manufactured by Microtrac Bell Co., Ltd.). BET specific surface area can be measured, for example, under the following conditions. ⁇ Measured powder amount: 40mg ⁇ Pre-drying: 120°C, vacuum treatment for 3 hours ⁇ Measurement temperature: -196°C (liquid nitrogen temperature)
- DND particles which are preferred ND particles
- a crude detonation product containing soot can also be used, but it is preferable to use DND obtained by acid-treating the crude detonation product to remove sp 2 carbon and metal impurities.
- the acid-treated DND may be further subjected to alkali treatment, annealing treatment, gas phase oxidation treatment, etc.
- the acid treatment of the detonation crude product is preferably a mixed acid treatment using concentrated sulfuric acid and concentrated nitric acid.
- the amount of acid used in the acid treatment is about 5 to 48 parts by mass per 1 part by mass of the crude detonation product.
- the acid used in the acid treatment is preferably a strong acid and/or an oxidizing acid, such as hydrochloric acid, sulfuric acid, nitric acid, fuming sulfuric acid, fuming nitric acid, chromic acid, chromic anhydride, dichromic acid, permanganic acid, and perchloric acid.
- Examples include acids, and one or more of these acids may be used.
- the temperature of acid treatment is 50 to 200°C, and the time of acid treatment is 0.5 to 24 hours.
- alkali metal hydroxides such as sodium hydroxide and potassium hydroxide can be used.
- the temperature of the alkali treatment is 30 to 150°C, and the time of the alkali treatment is 0.5 to 24 hours.
- the gas phase oxidation treatment can be carried out at 250 to 650°C for 0.5 to 20 hours, the annealing temperature is preferably 800°C or higher, and the annealing time is 30 minutes or longer.
- ND particles are uniformly dispersed in the Al-based metal matrix.
- a composite material can be manufactured by mixing Al-based metal powder and ND particles, molding, and sintering.
- the Al-ND-based composite material may be a sintered body, or may be a solution-treated material obtained by heating the sintered body in an atmospheric furnace and then cooling it.
- the Al-based metal powder and the ND particles can be mixed using, for example, a ball mill, an attritor, a vibration mill, or the like.
- the molding can be performed by mold molding, pressure molding using a rubber press, injection molding, or the like.
- Sintering can be performed by an air firing method, a hot press method, a spark plasma sintering (SPS) method, or the like.
- the sintering temperature may be 400 to 600°C, and the sintering time may be 5 to 60 minutes.
- a milling aid may be used for mixing the Al-based metal powder and the ND particles. Examples of milling aids include higher fatty acids such as stearic acid, palmitic acid, oleic acid, and linoleic acid, alcohols such as methanol, ethanol, propanol, butanol, and ethylene glycol, and inorganic fine particles such as glass and quartz.
- a milling aid When a milling aid is used, it is preferably used in an amount of 0.1 to 3% by mass, more preferably 0.5 to 2.5% by mass, and even more preferably 1 to 2% by mass of the Al-based metal powder.
- the average particle diameter of the Al-based metal powder mixed with the ND particles is preferably 0.1 to 1000 ⁇ m, more preferably 1 to 100 ⁇ m.
- the average particle diameter of the Al-based metal powder can be determined by a light scattering method.
- Example 1 As starting materials, 99.9% aluminum powder (Al powder) with an average particle size of 30 ⁇ m and detonation nanodiamond (DND) powder were used. Using an electronic balance, 10 g of pure aluminum powder, 0.1 g (1% by mass) of DND powder, and 0.2 g (2% by mass) of stearic acid as a milling aid were weighed. Tungsten carbide balls (20 balls with a diameter of 10 mm and 50 balls with a diameter of 5 mm) were placed in a tungsten carbide container, and the powder described above was poured onto the balls. The container was sealed, the inside of the container was evacuated using a vacuum pump, and then the atmosphere was replaced with argon.
- Al powder aluminum powder
- DND powder detonation nanodiamond
- the container was set in a planetary ball mill P-6 classic line manufactured by FRITSCH, and mechanical milling (MM) was performed for 3 hours at a rotation speed of 300 rpm.
- powder without DND was also treated in the same way.
- the Al powder not containing DND will be referred to as a pure Al sample
- the powder containing DND will be referred to as a pure Al+DND sample.
- Pure Al powder and pure Al+DND powder after MM treatment for 3 h were sintered using the SPS (Spark Plasma Sintering) method. The sintering conditions are shown below.
- the die outer diameter 30 mm, inner diameter 10 mm
- punch diameter 10 mm
- the surface of the sintered body produced by the SPS method was mirror-finished by emery polishing (#2000) and buff polishing (diamond abrasive 3 ⁇ m, alumina abrasive 0.3 ⁇ m).
- Surface observation using an optical microscope revealed that the pure Al sintered body had a dense microstructure with an average grain size of approximately 15 ⁇ m, and the pure Al+DND sintered body had a lamellar microstructure.
- a Vickers hardness test was performed using a hardness tester (HMV-G31FA-S-HC, Shimadzu Corporation) ( Figure 1).
- the Vickers hardness of pure Al and pure Al+DND samples after SPS sintering was 105 HV and 141 HV, respectively.
- the hardness of the pure Al sintered body increased by approximately 34% with the addition of 1% by mass of DND.
- DND is incorporated into the pure Al grains as originally planned and acts as reinforcing particles.
- the second reason is that DND inhibits grain growth during MM processing and SPS sintering, resulting in strengthening due to grain refinement.
- Example 2 A7075 alloy powder with an average particle size of 30 ⁇ m and DND powder were used as starting materials. Using an electronic balance, 10 g of A7075 alloy powder, 0.1 g (1% by mass) of DND powder, and 0.2 g (2% by mass) of stearic acid as a milling aid were weighed. Tungsten carbide balls (20 balls with a diameter of 10 mm and 50 balls with a diameter of 5 mm) were placed in a tungsten carbide container, and the powder described above was poured onto the balls. The container was sealed, the inside of the container was evacuated using a vacuum pump, and then the atmosphere was replaced with argon.
- Tungsten carbide balls (20 balls with a diameter of 10 mm and 50 balls with a diameter of 5 mm
- the container was set in a planetary ball mill P-6 classic line manufactured by FRITSCH, and mechanical milling (MM) was performed for 3 hours at a rotation speed of 300 rpm.
- powder without DND was also treated in the same way.
- the powder not containing DND will be referred to as the A7075 sample
- the powder containing DND will be referred to as the A7075+DND sample.
- A7075 powder and A7075+DND powder after MM treatment for 3 h were sintered using the SPS method. The sintering conditions are shown below.
- the die outer diameter 30 mm, inner diameter 10 mm
- punch diameter 10 mm
- the surface of the sintered body produced by the SPS method was mirror-finished by emery polishing (#2000) and buff polishing (diamond abrasive 3 ⁇ m, alumina abrasive 0.3 ⁇ m).
- Surface observation using an optical microscope revealed that the A7075 sintered body had a dense microstructure with an average grain size of approximately 10 ⁇ m, and the A7075+DND sample had a lamellar microstructure.
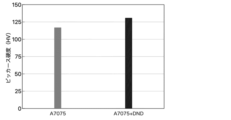
- a Vickers hardness test was performed using a hardness tester (HMV-G31FA-S-HC, Shimadzu Corporation) ( Figure 2).
- the Vickers hardness of the A7075 and A7075+DND samples after SPS sintering was 117.7 HV and 130.9 HV, respectively.
- the hardness of the A7075 sintered body increased by approximately 11% with the addition of 1% by mass of DND.
- DND was incorporated into the grains of A7075 as originally intended and acted as reinforcing particles.
- the second reason is that DND inhibits grain growth during MM processing and SPS sintering, resulting in strengthening due to grain refinement.
- the sintered body was kept at 500 °C for 1 h in an atmospheric furnace (Furutech Co., Ltd., FT-101), and after being taken out, it was immediately cooled with water and subjected to solution treatment (Figure 3).
- Figure 3 the Vickers hardness of the A7075 and A7075+DND samples after solution treatment was 97.9 HV and 115.6 HV, respectively.
- the precipitation-strengthening phase in the alloy is redissolved into the parent phase and softened.
- the strengthening effect of DND addition was maintained even after solution treatment.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Dispersion Chemistry (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
- Carbon And Carbon Compounds (AREA)
- Powder Metallurgy (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202380013958.1A CN118103536A (zh) | 2022-03-16 | 2023-03-02 | Al-ND系复合材料 |
| US18/697,805 US20250019803A1 (en) | 2022-03-16 | 2023-03-02 | Al-ND-BASED COMPOSITE MATERIAL |
| AU2023233259A AU2023233259A1 (en) | 2022-03-16 | 2023-03-02 | Al-nd composite material |
| EP23770427.5A EP4495283A4 (en) | 2022-03-16 | 2023-03-02 | AL-ND COMPOSITE MATERIAL |
| JP2023548614A JPWO2023176469A1 (https=) | 2022-03-16 | 2023-03-02 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022041248 | 2022-03-16 | ||
| JP2022-041248 | 2022-03-16 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023176469A1 true WO2023176469A1 (ja) | 2023-09-21 |
Family
ID=88023617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2023/007768 Ceased WO2023176469A1 (ja) | 2022-03-16 | 2023-03-02 | Al-ND系複合材料 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20250019803A1 (https=) |
| EP (1) | EP4495283A4 (https=) |
| JP (1) | JPWO2023176469A1 (https=) |
| CN (1) | CN118103536A (https=) |
| AU (1) | AU2023233259A1 (https=) |
| TW (1) | TW202340487A (https=) |
| WO (1) | WO2023176469A1 (https=) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06184663A (ja) | 1992-05-15 | 1994-07-05 | Kobe Steel Ltd | セラミックス強化アルミニウム合金複合材料 |
| JP2017172030A (ja) * | 2016-03-18 | 2017-09-28 | 国立大学法人長岡技術科学大学 | 摺動用機械部品 |
| WO2020013188A1 (ja) * | 2018-07-12 | 2020-01-16 | 株式会社ダイセル | 卑金属めっき膜 |
| CN111593219A (zh) * | 2020-05-22 | 2020-08-28 | 广西大学 | 一种纳米ND-Cu/Al复合材料及其制备方法 |
| WO2021161911A1 (ja) * | 2020-02-13 | 2021-08-19 | 株式会社ダイセル | 金属組成物 |
-
2023
- 2023-03-02 US US18/697,805 patent/US20250019803A1/en active Pending
- 2023-03-02 CN CN202380013958.1A patent/CN118103536A/zh active Pending
- 2023-03-02 AU AU2023233259A patent/AU2023233259A1/en active Pending
- 2023-03-02 WO PCT/JP2023/007768 patent/WO2023176469A1/ja not_active Ceased
- 2023-03-02 EP EP23770427.5A patent/EP4495283A4/en active Pending
- 2023-03-02 JP JP2023548614A patent/JPWO2023176469A1/ja active Pending
- 2023-03-06 TW TW112108085A patent/TW202340487A/zh unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06184663A (ja) | 1992-05-15 | 1994-07-05 | Kobe Steel Ltd | セラミックス強化アルミニウム合金複合材料 |
| JP2017172030A (ja) * | 2016-03-18 | 2017-09-28 | 国立大学法人長岡技術科学大学 | 摺動用機械部品 |
| WO2020013188A1 (ja) * | 2018-07-12 | 2020-01-16 | 株式会社ダイセル | 卑金属めっき膜 |
| WO2021161911A1 (ja) * | 2020-02-13 | 2021-08-19 | 株式会社ダイセル | 金属組成物 |
| CN111593219A (zh) * | 2020-05-22 | 2020-08-28 | 广西大学 | 一种纳米ND-Cu/Al复合材料及其制备方法 |
Non-Patent Citations (4)
| Title |
|---|
| FERREIRA VICTOR; EGIZABAL PEDRO; POPOV VLADIMIR; GARCíA DE CORTáZAR MAIDER; IRAZUSTABARRENA ANE; LóPEZ-SABIRóN: "Lightweight automotive components based on nanodiamond-reinforced aluminium alloy: A technical and environmental evaluation", DIAMOND AND RELATED MATERIALS, ELSEVIER SCIENCE PUBLISHERS , AMSTERDAM, NL, vol. 92, 1 January 1900 (1900-01-01), NL , pages 174 - 186, XP085611193, ISSN: 0925-9635, DOI: 10.1016/j.diamond.2018.12.015 * |
| MATERIALS PERFORMANCE AND CHARACTERIZATION, vol. 9, no. 4, July 2019 (2019-07-01) |
| See also references of EP4495283A4 |
| ZHAI MENG-JIE, ZHANG FENG-LIN, CHEN XIAO-SEN, LIN YU-BIN, ZHU MEI-XING, TANG HONG-QUN, ZHOU YU-MEI: "Preparation and characterization of nanodiamond reinforced aluminum matrix composites by hot-press sintering", DIAMOND AND RELATED MATERIALS, ELSEVIER SCIENCE PUBLISHERS , AMSTERDAM, NL, vol. 120, 1 December 2021 (2021-12-01), NL , pages 108664, XP093091889, ISSN: 0925-9635, DOI: 10.1016/j.diamond.2021.108664 * |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2023233259A1 (en) | 2024-04-11 |
| EP4495283A4 (en) | 2026-04-22 |
| TW202340487A (zh) | 2023-10-16 |
| US20250019803A1 (en) | 2025-01-16 |
| CN118103536A (zh) | 2024-05-28 |
| JPWO2023176469A1 (https=) | 2023-09-21 |
| EP4495283A1 (en) | 2025-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Bhushan et al. | Fabrication and characterization of 7075 Al alloy reinforced with SiC particulates | |
| EP1405927B1 (en) | Method for preparing cryomilled aluminum alloys and components extruded and forged therefrom | |
| CN107532242A (zh) | 铝合金产品及其制造方法 | |
| Průša et al. | Structure and mechanical properties of Al–Si–Fe alloys prepared by short-term mechanical alloying and spark plasma sintering | |
| EP2333123A2 (en) | Hot and cold rolling high strength L12 aluminium alloys | |
| Ponhan et al. | Enhanced microstructures, mechanical properties, and machinability of high performance ADC12/SiC composites fabricated through the integration of a master pellet feeding approach and ultrasonication-assisted stir casting | |
| WO2010102206A2 (en) | High strength l12 aluminum alloys produced by cryomilling | |
| Queudet et al. | One-step consolidation and precipitation hardening of an ultrafine-grained Al-Zn-Mg alloy powder by Spark Plasma Sintering | |
| Sarvar et al. | Effects of germanium (Ge) on hardness and microstructure of Al-Mg, Al-Cu, Al-Mn system alloys | |
| Ghosh et al. | Effect of ball milling on hexagonal boron nitride (hBN) and development of Al-hBN nanocomposites by powder metallurgy route | |
| Novak et al. | Aluminum alloys with natural ratio of alloying elements manufactured by powder metallurgy | |
| WO2023176469A1 (ja) | Al-ND系複合材料 | |
| US20180363120A1 (en) | Coated particle | |
| EP2239071A2 (en) | Ceracon forging of L12 aluminum alloys | |
| Cobbinah et al. | The high-temperature performance of Ti-46.5 Al-% xTa (x= 0.8, 4 and 8 at.%) alloys produced using SPS | |
| Topping | Nanostructured aluminum alloys and their composites | |
| JPWO2008123258A1 (ja) | 二元系アルミニウム合金粉末焼結材とその製造方法 | |
| Wang et al. | Fabrication, microstructure and properties of MoCu nanoalloys by dynamic consolidation | |
| Lee et al. | Microstructural evolution and superplasticity of Al-5.8 Mg-0.23 Mn alloys processed by reciprocating extrusion | |
| Kuzina | Obtaining nanopowder pseudo-ligatures Cu–(SiC+ Si3N4) for modification and reinforcement of aluminum alloys | |
| Tanış et al. | An Investigation of Production and Properties of RHA Reinforced Hybrid Composites by Vacuum Infiltration Method | |
| Ershova et al. | Effect of Extrusion and Annealing Regimes on Mechanical Properties of Powder Alloys of the Mo–Zr–B System | |
| Hofmeister et al. | Effect of process control agent on the microstructure and mechanical behavior of an aluminum and B4C metal matrix composite | |
| Gerling et al. | Properties of two-phase intermetallic (Ti, Nb) 3 (Al, Si)+(Ti, Nb) 5 (Si, Al) 3 P/M bulk and sheet material | |
| Latukhin et al. | Combustion Synthesis of Ti3AlC2 Porous Skeleton with Spontaneous Infiltration by Aluminum Melt for Ti3AlC2-Al Cermet Preparation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023548614 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 23770427 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023233259 Country of ref document: AU Ref document number: AU2023233259 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202380013958.1 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2023233259 Country of ref document: AU Date of ref document: 20230302 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023770427 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2023770427 Country of ref document: EP Effective date: 20241016 |