WO2023013514A1 - Cellulose-containing resin composition, filament for 3d printers, and method for preparing cellulose-containing resin composition - Google Patents
Cellulose-containing resin composition, filament for 3d printers, and method for preparing cellulose-containing resin composition Download PDFInfo
- Publication number
- WO2023013514A1 WO2023013514A1 PCT/JP2022/029071 JP2022029071W WO2023013514A1 WO 2023013514 A1 WO2023013514 A1 WO 2023013514A1 JP 2022029071 W JP2022029071 W JP 2022029071W WO 2023013514 A1 WO2023013514 A1 WO 2023013514A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cellulose
- resin composition
- polymer
- containing resin
- group
- Prior art date
Links
- 229920002678 cellulose Polymers 0.000 title claims abstract description 302
- 239000001913 cellulose Substances 0.000 title claims abstract description 302
- 239000011342 resin composition Substances 0.000 title claims abstract description 66
- 238000000034 method Methods 0.000 title claims abstract description 29
- 239000002131 composite material Substances 0.000 claims abstract description 121
- 125000002887 hydroxy group Chemical group [H]O* 0.000 claims abstract description 49
- 229920006113 non-polar polymer Polymers 0.000 claims abstract description 34
- 229920006038 crystalline resin Polymers 0.000 claims abstract description 27
- 229920005989 resin Polymers 0.000 claims description 95
- 239000011347 resin Substances 0.000 claims description 95
- 229920000642 polymer Polymers 0.000 claims description 77
- 229920003043 Cellulose fiber Polymers 0.000 claims description 55
- 229920001155 polypropylene Polymers 0.000 claims description 43
- 238000004898 kneading Methods 0.000 claims description 41
- 239000004743 Polypropylene Substances 0.000 claims description 40
- -1 polypropylene Polymers 0.000 claims description 31
- 239000000839 emulsion Substances 0.000 claims description 30
- 238000002156 mixing Methods 0.000 claims description 30
- 239000000203 mixture Substances 0.000 claims description 24
- 238000004519 manufacturing process Methods 0.000 claims description 23
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 20
- 239000002121 nanofiber Substances 0.000 claims description 13
- 239000004925 Acrylic resin Substances 0.000 claims description 11
- 229920000178 Acrylic resin Polymers 0.000 claims description 11
- 229920006026 co-polymeric resin Polymers 0.000 claims description 7
- 125000002915 carbonyl group Chemical group [*:2]C([*:1])=O 0.000 claims description 4
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 4
- RINCXYDBBGOEEQ-UHFFFAOYSA-N succinic anhydride Chemical group O=C1CCC(=O)O1 RINCXYDBBGOEEQ-UHFFFAOYSA-N 0.000 claims description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims description 3
- 239000000835 fiber Substances 0.000 description 36
- 238000010438 heat treatment Methods 0.000 description 31
- 239000000126 substance Substances 0.000 description 25
- 230000015572 biosynthetic process Effects 0.000 description 23
- 238000013329 compounding Methods 0.000 description 22
- 239000007787 solid Substances 0.000 description 20
- 239000002994 raw material Substances 0.000 description 19
- 238000003786 synthesis reaction Methods 0.000 description 19
- 239000006185 dispersion Substances 0.000 description 18
- 238000011282 treatment Methods 0.000 description 16
- 238000001035 drying Methods 0.000 description 14
- 241000196324 Embryophyta Species 0.000 description 13
- 238000005259 measurement Methods 0.000 description 13
- 229920005610 lignin Polymers 0.000 description 11
- 239000000463 material Substances 0.000 description 11
- 239000000843 powder Substances 0.000 description 11
- 238000006243 chemical reaction Methods 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 10
- 238000002844 melting Methods 0.000 description 10
- 230000008018 melting Effects 0.000 description 10
- 238000004220 aggregation Methods 0.000 description 9
- 230000002776 aggregation Effects 0.000 description 9
- 229920002521 macromolecule Polymers 0.000 description 9
- 229920005672 polyolefin resin Polymers 0.000 description 9
- 239000000454 talc Substances 0.000 description 9
- 229910052623 talc Inorganic materials 0.000 description 9
- 238000000465 moulding Methods 0.000 description 8
- 206010061592 cardiac fibrillation Diseases 0.000 description 7
- 230000002600 fibrillogenic effect Effects 0.000 description 7
- 208000005156 Dehydration Diseases 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 230000018044 dehydration Effects 0.000 description 6
- 238000006297 dehydration reaction Methods 0.000 description 6
- 230000006866 deterioration Effects 0.000 description 6
- 238000011156 evaluation Methods 0.000 description 6
- 229920000578 graft copolymer Polymers 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 5
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 5
- 239000002270 dispersing agent Substances 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- 239000002002 slurry Substances 0.000 description 5
- 239000002699 waste material Substances 0.000 description 5
- 238000001644 13C nuclear magnetic resonance spectroscopy Methods 0.000 description 4
- 229920002488 Hemicellulose Polymers 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 125000001160 methoxycarbonyl group Chemical group [H]C([H])([H])OC(*)=O 0.000 description 4
- 229920005668 polycarbonate resin Polymers 0.000 description 4
- 239000004431 polycarbonate resin Substances 0.000 description 4
- 239000004645 polyester resin Substances 0.000 description 4
- 238000005160 1H NMR spectroscopy Methods 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 3
- 239000002134 carbon nanofiber Substances 0.000 description 3
- 239000007795 chemical reaction product Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 230000008021 deposition Effects 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 230000002209 hydrophobic effect Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical group O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 210000001724 microfibril Anatomy 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920002492 poly(sulfone) Polymers 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 229920006324 polyoxymethylene Polymers 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- 238000005033 Fourier transform infrared spectroscopy Methods 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 2
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- 238000000944 Soxhlet extraction Methods 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 239000011354 acetal resin Substances 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 239000007900 aqueous suspension Substances 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 238000010009 beating Methods 0.000 description 2
- 238000010504 bond cleavage reaction Methods 0.000 description 2
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 238000005886 esterification reaction Methods 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- AHHWIHXENZJRFG-UHFFFAOYSA-N oxetane Chemical compound C1COC1 AHHWIHXENZJRFG-UHFFFAOYSA-N 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 230000007017 scission Effects 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229920002554 vinyl polymer Polymers 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 239000008096 xylene Substances 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- 241000894006 Bacteria Species 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 235000016068 Berberis vulgaris Nutrition 0.000 description 1
- 241000335053 Beta vulgaris Species 0.000 description 1
- 239000002028 Biomass Substances 0.000 description 1
- 241001474374 Blennius Species 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 241000218645 Cedrus Species 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 244000301850 Cupressus sempervirens Species 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- 244000004281 Eucalyptus maculata Species 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 241000219146 Gossypium Species 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- 240000007472 Leucaena leucocephala Species 0.000 description 1
- 235000010643 Leucaena leucocephala Nutrition 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 238000005481 NMR spectroscopy Methods 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 241000251555 Tunicata Species 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000002154 agricultural waste Substances 0.000 description 1
- 229920003232 aliphatic polyester Polymers 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- 238000004061 bleaching Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000011111 cardboard Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000002801 charged material Substances 0.000 description 1
- 238000000701 chemical imaging Methods 0.000 description 1
- 238000012993 chemical processing Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000006258 conductive agent Substances 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000002612 dispersion medium Substances 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000032050 esterification Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 230000003631 expected effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 238000010559 graft polymerization reaction Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- ZKVLEFBKBNUQHK-UHFFFAOYSA-N helium;molecular nitrogen;molecular oxygen Chemical compound [He].N#N.O=O ZKVLEFBKBNUQHK-UHFFFAOYSA-N 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 238000003331 infrared imaging Methods 0.000 description 1
- 230000002401 inhibitory effect Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- GDOPTJXRTPNYNR-UHFFFAOYSA-N methyl-cyclopentane Natural products CC1CCCC1 GDOPTJXRTPNYNR-UHFFFAOYSA-N 0.000 description 1
- 244000005700 microbiome Species 0.000 description 1
- 239000011859 microparticle Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 239000006072 paste Substances 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920001955 polyphenylene ether Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000011085 pressure filtration Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000012744 reinforcing agent Substances 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- 229920006259 thermoplastic polyimide Polymers 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 238000003828 vacuum filtration Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G81/00—Macromolecular compounds obtained by interreacting polymers in the absence of monomers, e.g. block polymers
- C08G81/02—Macromolecular compounds obtained by interreacting polymers in the absence of monomers, e.g. block polymers at least one of the polymers being obtained by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
Definitions
- the present invention relates to a cellulose-containing resin composition, a 3D printer filament, and a method for producing a cellulose-containing resin composition.
- the present invention relates to a cellulose-containing resin composition that can be used in a hot melt deposition method (FDM method) despite containing a crystalline resin, a filament for 3D printers, and a method for producing a cellulose-containing resin composition. .
- FDM method hot melt deposition method
- Cellulose and cellulose nanofibers are made from pulp, etc., and are obtained through mechanical fibrillation in water, so they exist in an aqueous dispersion or state containing a large amount of water.
- CNF Cellulose and cellulose nanofibers
- the cellulose or CNF is subjected to a normal heating and drying treatment, the cellulose or CNF becomes a firm aggregate due to the hydrogen bonding of the cellulose or CNF. Even if these aggregates are pulverized, the originally expected effects of cellulose and CNF are not exhibited. Therefore, various methods for extracting CNF capable of suppressing aggregation of cellulose and CNF and methods for dispersing cellulose in resin for the purpose of suppressing aggregation have been investigated.
- modeling materials for 3D printers which are mainly composed of resin components consisting of (A) nanofibers, (B) dispersants, and (C) thermoplastic resins or photocurable resins, are known.
- resin components consisting of (A) nanofibers, (B) dispersants, and (C) thermoplastic resins or photocurable resins.
- Patent Document 1 See Patent Document 1, for example). According to the modeling material described in Patent Document 1, it is possible to obtain a three-dimensional model that has improved strength and elastic modulus, can reproduce surface conditions with fine patterns, has excellent surface smoothness, and is also excellent in transparency and dyeability. .
- an object of the present invention is to provide a cellulose-containing resin composition, a filament for 3D printers, and a cellulose-containing resin that exhibit good molding properties in various types of 3D printers including the FDM method despite containing a crystalline resin.
- An object of the present invention is to provide a method for producing a composition.
- the present invention provides a cellulose-containing resin containing a crystalline resin and a cellulose composite comprising a hydroxyl group of cellulose and a non-polar polymer bonded via a reactive group capable of reacting with the hydroxyl group.
- a composition is provided.
- the present invention provides a 3D printer filament containing the cellulose-containing resin composition described above.
- the present invention includes an aqueous emulsion of a cellulose having hydroxyl groups and containing moisture, and a polymer having a reactive group capable of reacting with the hydroxyl groups and having a nonpolar polymer molecular chain. a step of combining a hydroxyl group and a reactive group in an aqueous emulsion to obtain a cellulose composite; and a step of kneading the cellulose composite and a crystalline resin.
- a manufacturing method is provided.
- the present invention provides a cellulose-containing composite comprising a crystalline resin and a cellulose composite in which a non-polar polymer is bonded to the hydroxyl groups of cellulose via a reactive group capable of reacting with the hydroxyl groups.
- a method for improving the formability of a 3D printer using a 3D printer filament constructed using a resin composition is provided.
- the cellulose-containing resin composition the filament for 3D printer, and the method for producing the cellulose-containing resin composition according to the present invention, although it contains a crystalline resin, it is suitable for various types of 3D printers including the FDM type. It is possible to provide a cellulose-containing resin composition exhibiting moldability, a filament for 3D printers, and a method for producing a cellulose-containing resin composition.
- an aqueous cellulose dispersion and maleic anhydride-modified polypropylene ( MAPP) emulsion was used to attempt to introduce MAPP into cellulose.
- MAPP maleic anhydride-modified polypropylene
- the inventors of the present invention have discovered that by simply adding a very small amount of a cellulose composite synthesized based on such findings to a thermoplastic resin, volumetric shrinkage can be greatly suppressed even if the thermoplastic resin is cooled after being heated and melted. .
- the present invention is based on these findings and discoveries.
- a cellulose composite according to an embodiment of the present invention is formed by binding a non-polar polymer to a hydroxyl group of cellulose via a reactive group.
- the cellulose surface has a low molecular weight (for example, an organic compound having a weight average molecular weight of about 1,000 or less. 200) except for MA oligomers.)
- a nonpolar polymer is bound to cellulose as a so-called "compatibility group" (conceptually , directly bonding a high molecular weight compatibilizer to cellulose). This eliminates the need to add a compatibilizer (dispersant) when dispersing the cellulose composite according to the present embodiment in a predetermined non-polar resin.
- the cellulose composite is a polymer trapped in the cellulose composite (that is, a polymer containing the reactive group and the nonpolar polymer.
- the molecular chain is the nonpolar polymer. and a polymer having a reactive group attached to the molecular chain.
- the term “captured” means that the polymer is fixed to the cellulose composite to such an extent that the polymer does not easily detach from the cellulose composite, is entangled with the cellulose composite, or is at least one of the cellulose composite. It means at least one of coating the part. Since the cellulose composite contains a polymer trapped in the cellulose composite, the trapped polymer also exhibits the function as a compatibilizer while being trapped, so cellulose dispersion in a nonpolar resin becomes easier.
- the term "molecular chain” refers to a polymer, an oligomer molecule, or a polymer composed of structural units that are linearly or branchedly connected between terminal groups, branch points, or boundary structural units unique to polymers. Or refers to a configuration including all or part of a block.
- a cellulose-containing resin composition according to an embodiment of the present invention comprises a crystalline resin and a cellulose composite in which a non-polar polymer is bonded to hydroxyl groups of cellulose via reactive groups capable of reacting with hydroxyl groups.
- composed of A filament for a 3D printer is produced by filamentizing the cellulose-containing resin composition according to the present embodiment.
- the content of cellulose in the cellulose-containing resin composition is adjusted to a concentration within a range in which aggregation of cellulose can be suppressed in the cellulose-containing resin composition and a network structure of cellulose is formed.
- a cellulose composite is a composite formed by binding a nonpolar polymer to cellulose via a predetermined bond formed by reacting a predetermined reactive group with a hydroxyl group of cellulose.
- the cellulose composite can be obtained in powder form.
- cellulose cellulose fibers, cellulose nanofibers (CNF), and/or microfibrillated cellulose (MFC) can be used.
- cellulose fiber Various cellulose fibers can be used as long as the cellulose fibers have hydroxyl groups on the surface.
- Cellulose fibers include plant-derived cellulose fibers, animal-derived cellulose fibers (e.g., cellulose fibers isolated from sea squirts, seaweed, etc.), microorganism-derived cellulose fibers (e.g., cellulose fibers produced by acetic acid bacteria, etc.), and the like.
- One or more cellulose fibers can be selected and used from among them. From the viewpoints of practicality, price, and/or availability, it is preferable to use plant-derived cellulose fibers as the cellulose fibers.
- raw materials for plant-derived cellulose fibers include plant fibers such as pulp obtained from natural plant raw materials such as wood, bamboo, hemp, jute, kenaf, cotton, beets, agricultural waste, and cloth.
- waste papers such as waste newspapers, waste cardboards, waste magazines, waste copy papers, etc.
- wood include cedar, cypress, eucalyptus, and acacia.
- Pulp or fibrillated cellulose obtained by fibrillating pulp can also be used as a raw material for cellulose fibers.
- the raw materials for the cellulose fiber can be used singly or in combination of two or more.
- plant fibers When using plant-derived raw materials (that is, plant fibers) as raw materials for cellulose fibers, it is preferable to remove lignin in the plant fibers. That is, plant fibers have a structure in which lignin and hemicellulose are filled between cellulose fibers, and hemicellulose and/or lignin cover a part or all of the bundles of cellulose microfibrils. It has a structure in which cellulose microfibrils and/or bundles of cellulose microfibrils are covered with hemicellulose, and the hemicellulose is further covered with lignin. As a result, the plant fibers are formed in a state in which the cellulose fibers are strongly bonded together by lignin. Therefore, from the viewpoint of suppressing aggregation of cellulose fibers in plant fibers, it is preferable to remove lignin in plant fibers.
- the amount of lignin in the raw material may be adjusted by subjecting the cellulose fiber raw material to treatments such as delignification and bleaching, if necessary.
- the lignin content in the cellulose fiber raw material is not particularly limited, but from the viewpoint of suppressing aggregation of cellulose fibers, the lignin content in the plant fiber-containing material is about 40% by mass or less, and 10% by mass. About mass % or less is preferable. Also, the lower limit of lignin is not particularly limited, and the closer to 0% by mass, the better. In addition, lignin content can be measured by the Klason method.
- the average fiber length of cellulose fibers is not particularly limited. However, the longer the average fiber length of the cellulose fibers, the more the effect of improving the properties can be expected. Incidentally, for example, when CNF obtained by chemical fibrillation (for example, TEMPO-oxidized CNF) is used as the cellulose fiber, the aspect ratio of this CNF is about 1,000 (that is, the width of the cellulose fiber is 3 nm to 5 nm. , fiber length is about 3 ⁇ m).
- CNF obtained by chemical fibrillation for example, TEMPO-oxidized CNF
- CNF Cellulose nanofibers
- cellulose nanofiber Cellulose nanofibers
- Various CNFs can be used as the CNFs according to the present embodiment as long as they have hydroxyl groups on the surface.
- CNF can be prepared by defibrating a raw material of cellulose fibers (for example, pulp or the like).
- a raw material of cellulose fibers for example, pulp or the like.
- the fibrillation method first, an aqueous suspension or slurry of cellulose fibers is prepared, and the prepared aqueous suspension or slurry is processed using a refiner, a high-pressure homogenizer, a grinder, a kneader (extruder), a bead mill, or the like.
- CNF can be prepared by defibrating the cellulose fibers by mechanical grinding or the like.
- the average value of the CNF fiber diameter may be 4 nm or more and about 200 nm or less, may be about 150 nm or less, may be about 100 nm or less, or may be about 50 nm or less.
- the average value of the fiber length of CNF may be about 3 ⁇ m or more, may be about 5 ⁇ m or more, may be about 100 ⁇ m or less, or may be about 500 ⁇ m or less.
- the average value of the fiber diameter and the average value of the fiber length of the CNF are, for example, a predetermined number or more (for example, 50 or more) of CNF observed in a predetermined field of view of an electron microscope. It may be a calculated average value.
- the specific surface area of CNF is preferably 70 m 2 /g or more, more preferably 100 m 2 /g or more, preferably about 300 m 2 /g or less, more preferably about 250 m 2 /g or less, and about 200 m 2 /g or less. is more preferable, and about 150 m 2 /g or less is most preferable.
- the specific surface area of carboxymethyl cellulose (CMC, chemically treated CNF), which is CNF is about 300 m 2 /g. The specific surface area can be measured by the BET method.
- Microfibrillated cellulose is a fiber with a larger average fiber diameter than CNF. Microfibrillated cellulose (MFC) is obtained by defibrating a material containing cellulose fibers (for example, the raw material for the cellulose fibers described above). Various types of MFC can be used as the MFC according to the present embodiment as long as it has hydroxyl groups on its surface.
- MFC can be prepared by beating or fibrillating raw materials of cellulose fibers (for example, pulp).
- the average value of the MFC fiber diameter may be, for example, about 0.3 ⁇ m or more, about 1 ⁇ m or more, about 5 ⁇ m or more, about 8 ⁇ m or more, or about 50 ⁇ m or less. may be about 40 ⁇ m or less, and may be about 30 ⁇ m or less.
- the average value of the fiber length of MFC may be about 500 ⁇ m or more, may be about 700 ⁇ m or more, may be about 800 ⁇ m or more, may be about 3 mm or less, and may be 2 mm or less. It may be to some extent.
- the average value of the fiber diameter and the average value of the fiber length of MFC are, for example, the fiber diameter and fiber length of a predetermined number or more (for example, 50 or more) of MFC observed in a predetermined field of view of an electron microscope or an optical microscope. It may be an average value calculated by measurement.
- a polymer according to the present embodiment (that is, a polymer consisting of a predetermined molecular chain having a reactive group) has a reactive group capable of reacting with a hydroxyl group, and the molecular chain is substantially nonpolar or hydrophobic. It is a polymer. This reactive group reacts with the hydroxyl group of cellulose to form a predetermined bond, thereby bonding the molecular chain of the polymer to the cellulose.
- the polymer only needs to have a reactive group in its molecular chain, and the chain length of the reactive group need not be controlled.
- other structural units may be partly contained in the molecular chain as long as they do not inhibit the reaction between the reactive group and the hydroxyl group.
- the non-polar macromolecules of the molecular chain may have other groups different from the reactive groups.
- the reactive groups that react with the hydroxyl groups of cellulose may be at least a part of the reactive groups in the polymer, and it is not necessary that all the reactive groups and the hydroxyl groups of cellulose form bonds. .
- Reactive groups include at least one group selected from the group consisting of succinic anhydride groups, carbonyl groups (eg, methoxycarbonyl groups), and carboxyl groups. Therefore, the bond formed by the reaction between the hydroxyl group of cellulose and the reactive group is an ester bond. Also, the bond formed by reacting with a hydroxyl group may be an amide bond, an ether bond, or a urethane bond.
- non-polar polymer is a polymer substance that does not have a permanent dipole. is also a non-polar polymer. Examples of nonpolar polymers include polyethylene resins, polypropylene resins, tetrafluoroethylene resins, and the like.
- the non-polar polymer that is the molecular chain includes substantially non-polar or hydrophobic olefin resins.
- Olefin resins include polypropylene, polyethylene, ethylene/vinyl acetate copolymer resin, vinyl chloride resin, styrene resin, (meth)acrylic resin, vinyl ether resin, polyamide resin, polycarbonate resin, polysulfone resin, polyester resin, Examples include polyvinyl acetal resins, polyvinylidene chloride resins, polyurethane resins, and the like.
- the reactive group may be a methoxycarbonyl group or the like contained in the molecular chain.
- the nonpolar polymer in the present embodiment refers to the molecular structure of the portion containing a methoxycarbonyl group or the like (in this case, the molecular chain is a structure in which the molecular chain itself contains a reactive group In this case, if the molecular chain portion excluding the reactive group is non-polar, it is considered to be a non-polar polymer).
- another reactive group (a reactive group different from the methoxycarbonyl group) may be separately introduced into the ethylene/vinyl acetate copolymer resin, (meth)acrylic resin, or the like by graft polymerization or the like.
- nonpolar polymer at least one polymer selected from the group consisting of polypropylene, ethylene-vinyl acetate copolymer resin, and acrylic resin from the viewpoint of availability, low specific gravity, versatility, and/or processability.
- a non-polar polymer is preferred.
- polypropylene is more preferred.
- These olefinic resins may contain other copolymerizable units. Moreover, these olefinic resins can be used singly or in combination of two or more.
- Examples of the polymer comprising the above molecular chain and reactive group include various polymers in which the above molecular chain and the above reactive group are combined. Examples thereof include polypropylene, ethylene/vinyl acetate copolymer resin, and acrylic resin having at least one reactive group among the above reactive groups.
- a polymer in which a reactive group is bonded to a molecular chain like a pendant group is more preferable, and for example, a graft copolymer is preferable.
- maleic anhydride-modified polypropylene which has a maleic anhydride group as a reactive group and a polypropylene molecular chain, is used from the viewpoint of activating the movement of the reactive group with respect to the molecular chain. Most preferably used.
- the weight-average molecular weight of the polymer containing a reactive group and a nonpolar polymer is preferably 5,000 or more, more preferably 10,000 or more, still more preferably 15,000 or more, and 200,000 or less. is preferred, 150,000 or less is more preferred, and 100,000 or less is even more preferred.
- the weight average molecular weight can be calculated using high temperature gel permeation chromatography (high temperature GPC) and converted to polystyrene, and then converted to polypropylene using the Q factor.
- graft rate For example, when maleic anhydride is grafted onto polypropylene to obtain MAPP, polymer radicals are generated on the polypropylene chain in the grafting reaction, and maleic anhydride is grafted onto these polymer radicals.
- a molecular scission reaction of polypropylene chains occurs as a competing reaction of the graft reaction. Since the molecular scission reaction is superior to the graft reaction, the graft ratio and the molecular weight are in a trade-off relationship, such that the molecular weight of MAPP obtained decreases as the graft ratio increases.
- the graft ratio is low (that is, when the graft copolymer has a high molecular weight and the MA concentration is low), emulsification of the polymer is difficult, and when the graft ratio is high, the molecular weight of the graft copolymer increases. extremely low.
- the molecular weight of the graft copolymer is low, the graft copolymer trapped in the cellulose composite is also low molecular weight, so the properties of the cellulose composite itself (for example, strength, etc.) may decrease.
- the graft ratio is preferably 0.2% or more, more preferably 1.0%, from the viewpoint of facilitating the formation of an emulsion of the polymer.
- the above is more preferable.
- the graft ratio is preferably 4.0% or less, more preferably 3.0% or less, from the viewpoint of suppressing deterioration in the properties of the cellulose composite/resin composition due to a decrease in the molecular weight of the polymer.
- melting point The melting point of the above polymer depends on the melting point of the non-polar polymer used for the molecular chain. For example, when a polypropylene-based polymer is used for the molecular chain, the melting point of the polymer is about 80° C. or higher and 175° C. or lower.
- the macromolecules trapped in the cellulose composite are the same as the macromolecules described above.
- the non-polar polymer bound to the hydroxyl group of cellulose through the reactive group that is, the polymer having the non-polar polymer with this reactive group, and the captured polymer are the same. is a polymer of
- the extracted insoluble component contains the cellulose composite
- the extracted soluble component contains the polymer. If so, the macromolecules are said to be "entrapped" in the cellulose composite.
- the cellulose composite is Soxhlet-extracted to separate the extractable insoluble components from the extractable soluble components.
- FT-IR measurement, 1 H-NMR measurement and/or 13 C-NMR measurement are performed for each of the extracted insoluble component and the extracted soluble component.
- a composite formed by binding MAPP to CNF is taken as an example of a cellulose composite.
- CNF itself is insoluble in xylene, while MAPP itself is soluble.
- xylene is used as an organic solvent for the Soxhlet extraction, an extraction-insoluble component and an extraction-soluble component are obtained.
- the amount (wt%) of the extracted insoluble component is greater than the amount (wt%) of CNF used for the synthesis of the cellulose composite, and the presence of an ester bond is confirmed by NMR measurement , indicating that MAPP was bound to CNF via an ester bond.
- a peak based on the polypropylene (PP) skeleton was observed by 13 C-NMR measurement of the extractable soluble component, and a peak based on the MA skeleton was observed by FT -IR measurement and 1 H-NMR measurement.
- a peak based on the cellulose skeleton was observed by H-NMR measurement, and a carbonyl peak based on the MA skeleton was observed by FT-IR measurement of the extracted insoluble component and 13 C-NMR measurement, and cellulose skeleton was observed by 13 C-NMR measurement. is observed, it can be assumed that the macromolecules are trapped in the cellulose composite.
- a cellulose composite/resin composition according to the present embodiment is a composition obtained by dispersing a cellulose composite in a predetermined non-polar resin. Since the cellulose composite is a state in which a nonpolar polymer is bound to cellulose, it can be substantially uniformly dispersed in a nonpolar resin. Also, when there is a polymer trapped in the cellulose composite, the cellulose composite can be more easily dispersed in the non-polar resin.
- resins can be used as the resin in the cellulose composite/resin composition.
- resins include thermoplastic resins, thermosetting resins, and/or photocurable resins.
- a nonpolar or hydrophobic resin is preferably used as the resin in the cellulose composite/resin composition.
- thermoplastic resins include styrene resins, acrylic resins, aromatic polycarbonate resins, aliphatic polycarbonate resins, aromatic polyester resins, aliphatic polyester resins, olefin resins (e.g., aliphatic polyolefin resins, cyclic olefin-based resins), polyamide-based resins, polyphenylene ether-based resins, thermoplastic polyimide-based resins, polyacetal-based resins, polysulfone-based resins, and amorphous fluorine-based resins.
- styrene resins acrylic resins, aromatic polycarbonate resins, aliphatic polycarbonate resins, aromatic polyester resins, aliphatic polyester resins, olefin resins (e.g., aliphatic polyolefin resins, cyclic olefin-based resins), polyamide-based resins, polyphenylene ether-based resins, thermoplastic polyimide-based resins
- thermosetting resins examples include epoxy resins, acrylic resins, oxetane resins, phenol resins, urea resins, polyimide resins, melamine resins, unsaturated polyester resins, silicon resins, polyurethane resins, allyl ester resins, and diallyl phthalate resins. be done.
- photocurable resins examples include epoxy resins, acrylic resins, and oxetane resins.
- thermoplastic resin such as an olefin resin (polypropylene, etc.) from the viewpoint that it can be applied to various industries and is relatively easy to mold.
- a cellulose-containing resin composition is a composition containing a crystalline resin and the cellulose composite according to the present embodiment.
- Olefin resins include polypropylene, polyethylene, polymethylpentene, ethylene/vinyl acetate copolymer resin, vinyl chloride resin, styrene resin, (meth)acrylic resin, vinyl ether resin, polyamide resin, polycarbonate resin, polysulfone resin, Examples include polyester resins, polyvinyl acetal resins, polyvinylidene chloride resins, polyurethane resins, and the like.
- the crystalline resin may be used alone or in combination of two or more of these resins.
- polypropylene as the crystalline resin from the viewpoints of good resin properties, availability, and the like.
- the crystalline resin means a resin having a melting peak when measured according to ISO 3146 (method for measuring plastic transition temperature, JIS K7121).
- the concentration of cellulose (cellulose, CNF, and/or MFC) in the cellulose-containing resin composition is within a range where aggregation of cellulose can be suppressed in the cellulose-containing resin composition and a network structure of cellulose is formed. preferably adjusted. Further, the cellulose concentration achieves a predetermined laminate height when, for example, a 3D printer filament formed using a cellulose-containing resin composition is used in a material extrusion deposition type (FDM method) 3D printer. It is also preferable that the concentration be adjusted to a possible value. For example, the concentration of cellulose in the cellulose-containing resin composition must exceed 0 wt%, preferably 3 wt% or less, more preferably 2.6 wt% or less, and even more preferably 1.5 wt% or less.
- ⁇ Other additives The cellulose composite, the cellulose composite/resin composition, and/or the cellulose-containing resin composition according to the present embodiment, the physical properties of the cellulose composite, the cellulose composite/resin composition, and/or the cellulose-containing resin composition, etc. Extenders, plasticizers, moisture absorbers, physical property modifiers, reinforcing agents, coloring agents, flame retardants, antioxidants, anti-aging agents, conductive agents, antistatic agents, UV absorbers , UV dispersants, solvents, fragrances, deodorants, pigments, dyes, fillers, diluents, talc, and other additives may be added.
- the cellulose-containing resin composition according to this embodiment can be used for various purposes. Specifically, it can be used for various products such as automobile parts, home appliances, housing/building materials, and packaging materials. Further, since the cellulose-containing resin composition according to the present embodiment does not easily shrink in volume even if it is cooled after being melted by heat, filaments for 3D printers, especially filaments for 3D printers of material extrusion deposition type (FDM method) 3D printers is useful as
- the method for producing a cellulose composite generally includes the following steps. That is, the method for producing a cellulose composite comprises a mixing step of mixing cellulose having a hydroxyl group and a polymer having a reactive group to prepare a mixture, and a heating step of heating the mixture. Moreover, the method for producing a cellulose composite can further include a drying step of drying the cellulose composite obtained after the heating step. The heating step can be performed after the mixing step, or the mixing step and the heating step can be performed at the same time (the mixing step can be performed while heating).
- cellulose having hydroxyl groups that is, a predetermined amount of cellulose fibers, cellulose nanofibers (CNF), and/or microfibrillated cellulose (MFC), and a predetermined amount of polymers (that is, reactive groups capable of reacting with hydroxyl groups) and the molecular chain is a non-polar polymer) are mixed to prepare a mixture.
- the mixing method is not particularly limited, and manual mixing, mixing using a stirrer or mixer, or the like can be appropriately selected.
- CNF aqueous dispersion an aqueous dispersion of CNF (hereinafter referred to as "CNF aqueous dispersion").
- CNF aqueous dispersion the various CNFs described above can be used.
- cellulose fibers previously hydrophobized by chemical treatment. However, when the cellulose fibers are hydrophobized in advance by chemical treatment, the number of steps such as refining accompanying the chemical treatment is increased, resulting in an increase in cost and labor.
- MFC microfibrillated cellulose
- the amount of water contained in cellulose fibers varies depending on the manufacturing method of cellulose fibers.
- methods for producing cellulose fibers include mechanical fibrillation in which cellulose is fibrillated to a fiber width of several tens to 200 nm using a grinder or ultrahigh-pressure water, TEMPO oxidation, phosphoric acid esterification, etc., to achieve a fiber width of 10 nm.
- TEMPO oxidation oxidation
- phosphoric acid esterification etc.
- the solid content concentration of cellulose fibers is usually about 2 wt% or more and 10 wt% or less (note that at about 10 wt%, the shape of cellulose fibers is becomes sherbet-like).
- the solid content concentration of the cellulose fibers is about 0.5 wt% or more and 2 wt% or less (2 wt% is the upper limit of the solid content concentration that maintains the gel state).
- the solid content concentration of the CNF water dispersion is preferably a concentration at which the viscosity becomes a level that allows stirring without temperature unevenness when mixed with a polymer emulsion.
- the solid content concentration of the CNF aqueous dispersion is 0.5 wt% or more, preferably 2 wt% or more, may be 5 wt% or more, and 15 wt% or less, from the viewpoint of facilitating mixing with the polymer. and preferably 10 wt % or less.
- the viscosity of the CNF aqueous dispersion for example, using a Brookfield viscometer, a representative value of the viscosity when measured at 25 ° C.
- 60 rpm is 700 mPa s or more, and 3,000 mPa s or more. may be 6,000 mPa ⁇ s or more, may be 40,000 mPa ⁇ s or more, and is 130,000 mPa ⁇ s or less, preferably 110,000 mPa ⁇ s or less.
- polymer used for mixing As the polymer used in the mixing step, it is preferable to use a polymer aqueous emulsion in which polymer fine particles are dispersed in water.
- a polymer aqueous emulsion As the polymer constituting the polymer aqueous emulsion, the various polymers described above can be used.
- a system (emulsion) in which polymer microparticles (dispersoids) are stably dispersed in water (dispersion medium) is called “latex.”
- latex a system in which polymer microparticles (dispersoids) are stably dispersed in water
- the proportion of solids in the polymer aqueous emulsion is 5 wt% or more, preferably 10 wt% or more, more preferably 15 wt% or more, still more preferably 20 wt% or more, and 25 wt% or more. There may be.
- the proportion of solids in the aqueous polymer emulsion is 45 wt % or less, preferably 30 wt % or less, from the viewpoint of facilitating preparation of the emulsion.
- emulsions can be used as the polymer water-based emulsion.
- a maleic anhydride-modified polypropylene (MAPP) emulsion it is preferable to use a maleic anhydride-modified polypropylene (MAPP) emulsion, an ethylene-vinyl acetate copolymer (EVA) emulsion, and an acrylic emulsion of an acrylic resin.
- MAPP maleic anhydride-modified polypropylene
- EVA ethylene-vinyl acetate copolymer
- acrylic emulsion of an acrylic resin acrylic resin.
- the MAPP emulsion is most preferable because the reactive groups are suspended from the molecular chain, so that the reactive groups can easily approach the hydroxyl groups of the cellulose, and the collision frequency of the reactive groups with the hydroxyl groups can be improved.
- aqueous dispersion of cellulose and the aqueous polymer emulsion By mixing the aqueous dispersion of cellulose and the aqueous polymer emulsion, mixing at the molecular level can be facilitated at a low temperature or in a state in which thermal deterioration is less than in the case of mixing solids.
- the mixing ratio of cellulose and polymer can be defined by the solid content ratio of cellulose and polymer. That is, the solid content ratio of cellulose (cellulose fiber, CNF, or MFC) in the mixture is 3 wt% or more, may be 5 wt% or more, preferably 10 wt% or more, and may be 20 wt% or more, From the viewpoint of suppressing aggregation of cellulose (typically CNF) and appropriately forming a complex with a polymer, the content is 50 wt% or less, preferably 40 wt% or less.
- the solid content ratio of the polymer in the mixture may be a ratio equal to or higher than the solid content ratio of cellulose, preferably a higher ratio, for example, 10 wt% or more, may be 15 wt% or more, or 25 wt%. or more, or 45 wt % or more.
- the ratio of the solid content ratio of cellulose to the solid content ratio of the polymer in the mixture that is, the solid content ratio of cellulose: the solid content of the polymer
- the cellulose (moisture-containing cellulose Fiber, CNF aqueous dispersion, or MFC) and polymer (water-based emulsion of polymer) are weighed and mixed.
- the heating step the mixture obtained in the mixing step is controlled to a predetermined temperature or less and heated for a predetermined time.
- This heating step causes the hydroxyl groups of the cellulose to react with the reactive groups of the polymer to form predetermined bonds, through which the polymer is bound to the cellulose.
- the reactive group is at least one reactive group selected from the group consisting of a succinic anhydride group, a carbonyl group, and a carboxyl group
- the bond formed by the hydroxyl group of cellulose and the reactive group is an ester It is a bond. That is, in this case, the esterification reaction proceeds in the heating step.
- the reaction temperature in the heating step is 50°C or higher, preferably 70°C or higher, and may be 80°C or higher, from the viewpoint of enabling formation of a predetermined bond (eg, an ester bond).
- the reaction temperature is 200° C. or lower, preferably 160° C. or lower, and may be 145° C. or lower in order to suppress thermal deterioration of cellulose.
- the heating step preferably heats the mixture under reduced pressure.
- the pressure during heating may be less than normal pressure.
- the pressure in the heating step may be approximately 0.09 MPa or less. Heating under reduced pressure helps remove water from the system.
- a cellulose composite powder is obtained.
- the reaction product obtained after the heating step may be filtered under reduced pressure (reduced pressure filtration step). That is, the reaction product according to this embodiment can be subjected to dehydration treatment. By going through the vacuum filtration step, it is possible to apply a more powerful dehydration treatment to the reaction product.
- a device such as a planetary stirring type heating and reduced pressure drying device can be used.
- the heating process is a process of heating and reacting the mixture in a pot of a normal pressure open system, followed by a process of primary dehydration treatment with a centrifuge, a filter press, etc. It may include a step of drying under reduced pressure using (secondary dehydration treatment step). From the viewpoint of the amount of cellulose composite powder to be obtained and/or production costs, the heating step is preferably a step in which the primary dehydration treatment step and the secondary dehydration treatment step are combined.
- this cellulose composite contains macromolecules trapped in the cellulose composite.
- cellulose water-containing cellulose fiber, CNF aqueous dispersion, or MFC
- an aqueous emulsion of a polymer not only a cellulose composite is formed, but also a non-polar polymer bound to the cellulose is highly It is presumed that the molecules are easily entangled and the macromolecules are easily trapped in the cellulose composite.
- a drying process dries the water
- the drying step is a step of drying the cellulose composite with warm air.
- the temperature of the warm air is, for example, about 80° C.
- the drying time is about 8 hours.
- the temperature and the drying time are not limited to these, as long as the thermal deterioration of the cellulose contained in the cellulose composite can be suppressed.
- the cellulose composite/resin composition can be prepared through a kneading step of kneading the cellulose composite obtained above with a predetermined nonpolar resin at a predetermined temperature for a predetermined time. After the kneading step, a curing step for curing the obtained cellulose composite/resin composition may be further carried out.
- the kneading step is a step of kneading the cellulose composite and a predetermined nonpolar resin under a predetermined temperature environment, and the kneading method is not particularly limited, and the kneading may be performed in one step or in a plurality of times. It can also be divided into steps.
- the kneading step can be carried out using, for example, a kneader, a twin-screw kneader, and/or an injection molding machine, which is a device for kneading the charged materials by rotating blades in a container.
- the cellulose composite used in the kneading step may be in the form of powder, or may be in the form of pellets from the viewpoint of ease of handling during compounding.
- the shape of the non-polar resin is not particularly limited, and may be in the form of pellets or powder.
- the cellulose (CNF) content of the cellulose composite is preferably 5 wt% or more, more preferably 10 wt% or more, still more preferably 15 wt% or more, still more preferably 20 wt% or more, preferably 40 wt% or less, and 35 wt%. The following are more preferable, and 30 wt% or less is even more preferable.
- the cellulose (CNF) content in the cellulose composite/resin composition is preferably 2 wt% or more, more preferably 3 wt% or more, and preferably 15 wt% or less, from the viewpoint of ensuring mechanical properties and raw material costs. 10 wt% or less is more preferable, and 5 wt% or less is considered to be even more preferable.
- the heating temperature during kneading is a temperature higher than or equal to the temperature at which the resin melts, from the viewpoint of melting the resin and dispersing the cellulose composite in the melted resin (that is, adding the cellulose composite to the resin melt). It is preferable to control the temperature below the temperature at which the cellulose contained in the cellulose composite is less likely to be thermally degraded.
- the temperature is 175 ° C. or higher. It is preferable to control the heating temperature, and it is preferable to control the heating temperature to 190° C. or 220° C. or less.
- the kneading step for example, it is preferable to first melt the resin using a twin-screw extruder or the like, add the cellulose composite to the melted resin, and knead.
- heat amount of heat
- the cellulose composite can be reduced, and thermal deterioration of the cellulose contained in the cellulose composite can be suppressed.
- the cellulose composite is substantially uniformly dispersed in the resin.
- This dispersed state can be confirmed by, for example, an infrared imaging method, a three-dimensional TEM, or the like.
- the cellulose-containing resin composition according to this embodiment can be produced through a step of kneading the cellulose composite and the crystalline resin obtained above.
- This kneading step may be the same as the kneading step described above.
- a mixture obtained by mixing a crystalline resin, a cellulose composite, and/or other additives (such as talc) at a predetermined mixing ratio for example, various shapes such as powder, paste, and pellets can be used.
- a kneading device for example, various shapes such as powder, paste, and pellets can be used.
- the cellulose-containing resin composition is extruded from a predetermined die in the form of filaments to produce filaments for 3D printers having a predetermined diameter.
- the crystalline resin contains the cellulose composite according to this embodiment.
- a non-polar polymer is bonded to the hydroxyl group of cellulose through a reactive group.
- the cellulose composite can be substantially uniformly dispersed in the resin without the presence of the cellulose. Therefore, in the cellulose-containing resin composition according to the present embodiment, for example, since cellulose fibers, CNF, and / or MFC are uniformly dispersed in olefin resins such as polyethylene and polypropylene, raw material costs and manufacturing facility costs can be reduced and a high-performance structural material can be manufactured.
- the cellulose composite uses a cellulose aqueous dispersion and a polymer aqueous emulsion, the cellulose composite can be prepared while suppressing thermal deterioration of cellulose.
- the cellulose-containing resin composition can exhibit properties that incorporate the inherent properties of cellulose.
- the cellulose composite can be prepared in a state in which the polymer used for preparing the cellulose composite is captured.
- the cellulose-containing resin composition produced using the cellulose composite according to the present embodiment is added to the resin, the cellulose is more easily dispersed in the resin.
- the cellulose-containing resin composition according to the present embodiment contains a predetermined amount of cellulose in the crystalline resin, and the cellulose is substantially uniformly dispersed in the crystalline resin to form a network without aggregation. Therefore, volumetric shrinkage can be greatly reduced even when the material is cooled after thermal melting. Thereby, the cellulose-containing resin composition according to the present embodiment can be utilized as a high-performance 3D printer filament.
- the 3D printer filament comprising the cellulose-containing resin composition according to the present embodiment contains a predetermined amount of cellulose in the crystalline resin (eg, polypropylene), and is , good formability (that is, properties that can suppress the occurrence of cracks and cracks in the model because shrinkage after cooling after hot melting can be suppressed, and properties that have good workability after cooling after hot melting, etc.) and dimensional stability.
- a predetermined amount of cellulose in the crystalline resin eg, polypropylene
- good formability that is, properties that can suppress the occurrence of cracks and cracks in the model because shrinkage after cooling after hot melting can be suppressed, and properties that have good workability after cooling after hot melting, etc.
- Cellmapp25 has a CNF content of 25 wt%) powder was prepared. Subsequently, the obtained powder of Cellmapp 25 according to Synthesis Example 1 was dried using a warm air dryer. Drying conditions were set at 80° C. for 8 hours. Cellmapp50 according to Synthesis Example 2 was also prepared in the same manner.
- the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows. ⁇ Cellulose nanofiber (CNF) slurry (BiNFi-s WFo-10010: solid content 10 wt%, manufactured by Sugino Machine Co., Ltd.) ⁇ MAPP emulsion (aqueous emulsion of maleic anhydride-modified polypropylene (MAPP): prepared with water to a solid content of 25 wt%.)
- CNF Cellulose nanofiber
- BiNFi-s WFo-10010 solid content 10 wt%, manufactured by Sugino Machine Co., Ltd.
- MAPP emulsion aqueous emulsion of maleic anhydride-modified polypropylene (MAPP): prepared with water to a solid content of 25 wt%.
- the blending amount of CNF slurry is represented by the amount of CNF contained in the CNF slurry
- the blending amount of MAPP emulsion is represented by the amount of MAPP contained in the MAPP emulsion.
- kneading For kneading, a twin-screw extruder (KZW20TW, manufactured by Technobell Co., Ltd.) was used. Further, the kneading conditions are as follows. ⁇ Screw rotation speed: 200 rpm - Kneading temperature: Set the temperature of zone 1 to 130°C, the temperature of zone 2 to 160°C, and the temperature of the head to 180°C.
- PP powder PP powder for dilution (PP powder obtained by freeze-pulverizing homotype Prime Polypro J107G (MFR: 30, manufactured by Prime Polymer Co., Ltd.))
- the coefficient of variation CV is obtained by taking 16,384 pixels as a plurality of clusters (window size), obtaining the standard deviation (SD) and the average value (Avg.) in the cluster, and averaging the standard deviations Calculated by dividing by the value. Therefore, the smaller the standard deviation, the smaller the CV value. That is, when the window size is small, the small CV value indicates that the presence of cellulose is uniform.
- Synthesis Example 3 (cellulose composite containing Cellmapp25) and Synthesis Example 4 (cellulose composite containing Cellmapp50) both have CV values as low as 0.0 to less than 0.4, and CNF is good. shown to be dispersed. In addition, the CV value of Synthesis Example 3 was lower than that of Synthesis Example 4, indicating that the dispersibility was more excellent.
- Example 4 Each compounded substance was kneaded at the compounding ratio shown in Table 4 to prepare a resin for filaments for 3D printers, and then the resin was formed into filaments.
- filaments for 3D printers were produced as follows. First, Laboplastomill ⁇ (manufactured by Toyo Seiki Seisakusho Co., Ltd.) was used as a kneading device. Mixed pellets of the compounded substances dry-blended at the compounding ratio shown in Table 4 were put into a kneading device. The kneading temperature was set to 173° C. for barrel 1, 175° C. for barrel 2, and 178° C. for the die. to prepare filaments for 3D printers (diameter: 1.75 mm ⁇ 0.1 mm) according to Comparative Example 1 and Examples 1 to 6.
- a box-shaped structure (size: length 39 mm x width 33 mm x height 18 mm) was prototyped.
- a 3D printer (MF-2500EP, manufactured by MUTOH INDUSTRIES CO., LTD.) was used for modeling the structure, and the temperature during modeling was set to 200° C. for the nozzle and 100° C. or 110° C. for the heater bed.
- the nozzle operation was set at a packing density of 40% and a speed of 20 to 25 mm/s. That is, the box shape was formed by forming a flat bottom portion as the first layer and forming wall portions one by one around the bottom portion in the direction perpendicular to the bottom surface. It should be noted that the box-shaped model to be modeled is completed by stacking 59 layers.
- the ease of modeling is determined by the height of the wall that can be modeled (that is, the first layer to the x layer and x is the number of layers that can be formed.). Specifically, the layer thickness of the first layer was set to 0.4 mm, and the layer thickness of each layer after the second layer was set to 0.3 mm in the setting at the time of modeling of the 3D printer. . Then, evaluation was performed by calculating the height of the wall from the number of layers that could be laminated by the 3D printer and the set layer thickness. It can be determined that the higher the height of the wall, the easier it is to form.
- one of the important evaluation indices for ease of modeling is the stable formation of the first layer. If the first layer is warped or the like, the contact area with the heater bed becomes smaller, and the resistance of the resin against the heater bed becomes smaller. This is because it becomes impossible to form a model up to
- Table 5 shows the molding results when the heater bed temperature is 110°C
- Table 6 shows the molding results when the heater bed temperature is 100°C.
- Example 1 it was also shown that the first layer can be shaped without warping if the height is equal to or less than the height of each wall. In other words, even when the temperature of the heater bed of the 3D printer is lower than 110° C., it was shown that warping of the first layer can be suppressed in Examples 1 to 6. In particular, in Example 1, it was shown that the inhibitory effect was remarkable.
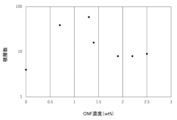
- the amount of CNF-15MB added was varied. That is, the CNF concentrations in the resins for filaments for 3D printers according to Example 1, and Examples 4, 5, and 6 were 1.3 wt%, 0.7 wt%, and 1.9 wt% in this order. , 2.5 wt %. Then, as shown in Table 6, when the 3D printer filament according to Example 4 was used, up to 39 layers could be modeled, and when the 3D printer filament according to Example 5 was used, up to 8 layers could be modeled. Further, when the 3D printer filament according to Example 6 was used, up to nine layers could be modeled. Therefore, it was shown that the number of layers that can be laminated can be controlled by adjusting the CNF concentration in the resin.
- talc is contained in the resin.
- Talc is added for the purpose of suppressing heat shrinkage when the filament melts and solidifies during modeling with a 3D printer.
- Table 6 when the temperature of the heater bed was 100 ° C., the number of layers was up to 4 when the 3D printer filament according to Comparative Example 1 was used, while Example 3 containing no talc When such a filament for a 3D printer was used, the number of layers was 16 layers. From this result, it was shown that CNF suppresses thermal shrinkage during modeling.
- the cellulose-containing resin composition (PP-based 3D filament composition) according to the example greatly improved the moldability of a modeled object by a 3D printer by blending CNF.
- this improvement effect can be realized only by blending about 1 wt% of CNF with respect to the resin, so that a significant reduction in raw material costs can be realized.
- Example using microfibrillated cellulose A composite of MFC and PP was prepared using microfibrillated cellulose (MFC).
- MFC Microfibrillated cellulose
- MFC Microfibrillated Cellulose
- PP Composite a mixture obtained by mixing each compounding substance at the compounding ratio shown in Table 7 was kneaded. The mixture obtained after kneading was pulled out as a strand, cooled in a water bath, and pelletized. For kneading, a twin-screw extruder (KZW20TW, manufactured by Technobell Co., Ltd.) was used. Further, the kneading conditions are as follows. As a result, two types of MFC/PP composites (MFC-30MB(h) and MFC-30MB(b)) were obtained. ⁇ Screw rotation speed: 200 rpm - Kneading temperature: Set the temperature of zone 1 to 130°C, the temperature of zone 2 to 160°C, and the temperature of the head to 180°C.
- ⁇ PP is a homo type (PP (homo)) prime polypro J107G (MFR: 30, manufactured by Prime Polymer Co., Ltd.) and a block type (PP (block)) prime polypro J707G (MFR: 30, manufactured by Prime Polymer Co., Ltd.). Two types were used.
- ⁇ MAPP Kayabrid 002PP (graft rate: 2%, manufactured by Kayaku Noorion Co., Ltd.)
- filaments for 3D printers were produced as follows. First, Laboplastomill ⁇ (manufactured by Toyo Seiki Seisakusho Co., Ltd.) was used as a kneading device. Mixed pellets of compounded substances dry-blended at the compounding ratio shown in Table 8 were put into a kneading device. The kneading temperature was set to 173° C. for barrel 1, 175° C. for barrel 2, and 178° C. for the die. 3D printer filaments (diameter: 1.75 mm ⁇ 0.1 mm) according to Examples 7 to 12 and Comparative Example 2 were produced.
- a box-shaped structure (size: length 39 mm x width 33 mm x height 18 mm) was prototyped.
- a 3D printer (MF-2500EP, manufactured by MUTOH INDUSTRIES CO., LTD.) was used for modeling the structure, and the nozzle temperature was 200° C. and the heater bed was 110° C. during modeling.
- the nozzle operation was set at a packing density of 40% and a speed of 20 to 25 mm/s. That is, the box shape was formed by forming a flat bottom portion as the first layer and forming wall portions one by one around the bottom portion in the direction perpendicular to the bottom surface. It should be noted that the box-shaped model to be modeled is completed by stacking 59 layers.
- the ease of modeling is determined by the height of the wall that can be modeled (that is, the first layer to the x layer and x is the number of layers that can be formed.). Specifically, the layer thickness of the first layer was set to 0.4 mm, and the layer thickness of each layer after the second layer was set to 0.3 mm in the setting at the time of modeling of the 3D printer. . Then, evaluation was performed by calculating the height of the wall from the number of layers that could be laminated by the 3D printer and the set layer thickness. It can be determined that the higher the height of the wall, the easier it is to form.
- one of the important evaluation indices for ease of modeling is the stable formation of the first layer. If the first layer is warped or the like, the contact area with the heater bed becomes smaller, and the resistance of the resin against the heater bed becomes smaller. This is because it becomes impossible to form a model up to Table 9 shows the molding results when the heater bed temperature is 110°C.
- MFC microfibrillated cellulose
- CNF cellulose nanofibers
Abstract
Provided are: a cellulose-containing resin composition that despite containing a crystalline resin, exhibits good moldability in various types of 3D printers; a filament for 3D printers; and a method for preparing a cellulose-containing resin composition. The cellulose-containing resin composition includes a crystalline resin and a cellulose composite in which a nonpolar polymer is bound to a hydroxyl group of cellulose via a reactive group capable of reacting with the hydroxyl group.
Description
本発明は、セルロース含有樹脂組成物、3Dプリンタ用フィラメント、及びセルロース含有樹脂組成物の製造方法に関する。特に、本発明は、結晶性樹脂を含むにも関わらず熱溶解積層方式(FDM方式)に用いることが可能なセルロース含有樹脂組成物、3Dプリンタ用フィラメント、及びセルロース含有樹脂組成物の製造方法に関する。
The present invention relates to a cellulose-containing resin composition, a 3D printer filament, and a method for producing a cellulose-containing resin composition. In particular, the present invention relates to a cellulose-containing resin composition that can be used in a hot melt deposition method (FDM method) despite containing a crystalline resin, a filament for 3D printers, and a method for producing a cellulose-containing resin composition. .
様々な産業分野(例えば、自動車分野等)においてバイオエコノミーの観点から、オレフィン系樹脂等にバイオマスの利用が試みられている。具体的には、オレフィン系樹脂等にセルロース繊維、セルロースナノファイバー(CNF)等のセルロースを複合化させる技術が検討されている。
From the perspective of bioeconomy, attempts are being made to use biomass for olefin resins in various industrial fields (for example, the automobile field, etc.). Specifically, techniques for compounding cellulose such as cellulose fibers and cellulose nanofibers (CNF) with olefin resins and the like are being studied.
セルロースやセルロースナノファイバー(CNF)はパルプ等を原料とし、水中での機械的解繊等を経て得られることから、水分散体や水分を多量に含む状態で存在する。セルロースやCNFと樹脂とを複合化させる場合、まず、セルロースやCNFから水分を除去することを要する。この場合において通常の加熱乾燥処理をセルロースやCNFに施すと、セルロースやCNFの水素結合によりセルロースやCNFは強固な凝集体になる。この凝集体を粉砕してもセルロースやCNFとして本来期待される効果は発現しない。そのため、セルロースやCNFの凝集を抑制できるCNFの取り出し方法や凝集の抑制を目的としたセルロースの樹脂への分散方法が種々検討されている。
Cellulose and cellulose nanofibers (CNF) are made from pulp, etc., and are obtained through mechanical fibrillation in water, so they exist in an aqueous dispersion or state containing a large amount of water. When compounding cellulose or CNF with a resin, it is first necessary to remove moisture from the cellulose or CNF. In this case, if the cellulose or CNF is subjected to a normal heating and drying treatment, the cellulose or CNF becomes a firm aggregate due to the hydrogen bonding of the cellulose or CNF. Even if these aggregates are pulverized, the originally expected effects of cellulose and CNF are not exhibited. Therefore, various methods for extracting CNF capable of suppressing aggregation of cellulose and CNF and methods for dispersing cellulose in resin for the purpose of suppressing aggregation have been investigated.
ここで、セルロースと樹脂との複合化にあたり、樹脂が無極性である場合、当該樹脂と極性を有するセルロースとの非相溶性により複合化することは難しい。また、複合材料内でセルロースの凝集化を抑制することも困難である。そこで、例えば、セルロースと樹脂との複合化にあたり、相溶化剤(分散剤)を添加することでセルロースと樹脂とを複合化する技術が提案されている。
Here, when cellulose and resin are combined, if the resin is non-polar, it is difficult to combine due to the incompatibility between the resin and the polar cellulose. It is also difficult to suppress aggregation of cellulose within the composite material. Therefore, for example, a technique of adding a compatibilizer (dispersant) to composite cellulose and resin has been proposed.
一方、近年、3Dプリンタによる三次元構造体の造形技術が発展してきており、例えば、樹脂フィラメントを熱溶融して堆積させる材料押出堆積式(FDM方式)の3Dプリンタの低価格化が進んでいる。そのため、製造業に限らず小規模事業者や工業高校、そして個人等において、金型を用いずに三次元造形物を製造することや、金型では造形が困難な形状の三次元造形物の製造が可能となっている。そして、この3Dプリンタによる三次元構造体の造形に用いる樹脂にセルロースやセルロースナノファイバーを添加し、構造体の強度等を向上させる試みがなされている。
On the other hand, in recent years, three-dimensional structure modeling technology using 3D printers has been developed. For example, the price of 3D printers of the material extrusion deposition type (FDM method) that deposits resin filaments by thermal melting is progressing. . Therefore, not only the manufacturing industry, but also small businesses, technical high schools, and individuals, etc., can manufacture 3D objects without using molds, and 3D objects with shapes that are difficult to mold with molds. manufacturing is possible. Attempts have been made to add cellulose or cellulose nanofibers to the resin used for modeling the three-dimensional structure by this 3D printer to improve the strength and the like of the structure.
例えば、3Dプリンタ用造形材料であって、(A)ナノファイバー、(B)分散剤、及び(C)熱可塑性樹脂又は光硬化性樹脂からなる樹脂成分を主成分とする造形材料が知られている(例えば、特許文献1参照。)。特許文献1に記載の造形材料によれば、強度や弾性率が向上し、細かいパターンの表面状態を再現でき、表面平滑性に優れ、透明性や染色性にも優れる三次元造形物が得られる。
For example, modeling materials for 3D printers, which are mainly composed of resin components consisting of (A) nanofibers, (B) dispersants, and (C) thermoplastic resins or photocurable resins, are known. (See Patent Document 1, for example). According to the modeling material described in Patent Document 1, it is possible to obtain a three-dimensional model that has improved strength and elastic modulus, can reproduce surface conditions with fine patterns, has excellent surface smoothness, and is also excellent in transparency and dyeability. .
しかし、特許文献1に記載されている造形材料においては、樹脂にセルロースを分散させる場合に、分散剤の添加を省略できないことから、セルロースと樹脂との複合体及び3Dプリンタ用のフィラメントの製造の手間やコストが増加する。また、セルロース表面を疎水化処理する手法も従来からなされているものの、係る手法においては精製処理を省くことができず、各種の処理によりセルロースの特性を維持することが難しい場合も想定され、製造の手間やコストがより増加する。
However, in the modeling material described in Patent Document 1, when dispersing cellulose in resin, the addition of a dispersing agent cannot be omitted. Time and cost will increase. In addition, although a method of hydrophobizing the surface of cellulose has been conventionally used, it is assumed that such a method cannot omit purification treatment, and it may be difficult to maintain the properties of cellulose by various treatments. The time and effort and cost of
更に、従来の3Dプリンタに用いる樹脂としてはポリ乳酸やABS樹脂等が主に用いられているところ、結晶性樹脂は実質的に用いられていない。なぜならば、FDM方式のように樹脂を溶融して冷却する方式の場合、結晶性樹脂(例えば、ポリプロピレン等)は冷却時に熱収縮することから造形性を保てず、FDM方式等の3Dプリンタでは用いることが困難であるためである(例えば、特許文献2の段落[0035]参照。)。
Furthermore, while polylactic acid, ABS resin, etc. are mainly used as resins used in conventional 3D printers, crystalline resins are practically not used. This is because, in the case of a method that melts and cools the resin like the FDM method, the crystalline resin (for example, polypropylene) shrinks thermally when cooling, so the molding property cannot be maintained. This is because it is difficult to use (see, for example, paragraph [0035] of Patent Document 2).
したがって、本発明の目的は、結晶性樹脂を含むにも関わらずFDM方式を含む様々な方式の3Dプリンタにおいて良好な造形性を発揮するセルロース含有樹脂組成物、3Dプリンタ用フィラメント、及びセルロース含有樹脂組成物の製造方法を提供することにある。
Therefore, an object of the present invention is to provide a cellulose-containing resin composition, a filament for 3D printers, and a cellulose-containing resin that exhibit good molding properties in various types of 3D printers including the FDM method despite containing a crystalline resin. An object of the present invention is to provide a method for producing a composition.
本発明は、上記目的を達成するため、結晶性樹脂と、セルロースの水酸基に、水酸基と反応可能な反応性基を介して無極性高分子が結合されてなるセルロース複合体とを含むセルロース含有樹脂組成物が提供される。
In order to achieve the above object, the present invention provides a cellulose-containing resin containing a crystalline resin and a cellulose composite comprising a hydroxyl group of cellulose and a non-polar polymer bonded via a reactive group capable of reacting with the hydroxyl group. A composition is provided.
また、本発明は上記目的を達成するため、上記に記載のセルロース含有樹脂組成物を含む3Dプリンタ用フィラメントが提供される。
Also, in order to achieve the above object, the present invention provides a 3D printer filament containing the cellulose-containing resin composition described above.
更に、本発明は上記目的を達成するため、水酸基を有し、水分を含むセルロースと、水酸基と反応可能な反応性基を有し、分子鎖が無極性高分子である高分子の水系エマルジョンとを混合する工程と、水系エマルジョン中で水酸基と反応性基とを結合させてセルロース複合体を得る工程と、セルロース複合体と結晶性樹脂とを混錬する工程とを備えるセルロース含有樹脂組成物の製造方法が提供される。また、本発明は上記目的を達成するため、結晶性樹脂と、セルロースの水酸基に、水酸基と反応可能な反応性基を介して無極性高分子が結合されてなるセルロース複合体とを含むセルロース含有樹脂組成物を用いて構成される3Dプリンタ用フィラメントを用いて3Dプリンタの造形性を向上させる方法が提供される。
Furthermore, in order to achieve the above object, the present invention includes an aqueous emulsion of a cellulose having hydroxyl groups and containing moisture, and a polymer having a reactive group capable of reacting with the hydroxyl groups and having a nonpolar polymer molecular chain. a step of combining a hydroxyl group and a reactive group in an aqueous emulsion to obtain a cellulose composite; and a step of kneading the cellulose composite and a crystalline resin. A manufacturing method is provided. Further, in order to achieve the above object, the present invention provides a cellulose-containing composite comprising a crystalline resin and a cellulose composite in which a non-polar polymer is bonded to the hydroxyl groups of cellulose via a reactive group capable of reacting with the hydroxyl groups. A method for improving the formability of a 3D printer using a 3D printer filament constructed using a resin composition is provided.
本発明に係るセルロース含有樹脂組成物、3Dプリンタ用フィラメント、及びセルロース含有樹脂組成物の製造方法によれば、結晶性樹脂を含むにも関わらずFDM方式を含む様々な方式の3Dプリンタにおいて良好な造形性を発揮するセルロース含有樹脂組成物、3Dプリンタ用フィラメント、及びセルロース含有樹脂組成物の製造方法を提供できる。
According to the cellulose-containing resin composition, the filament for 3D printer, and the method for producing the cellulose-containing resin composition according to the present invention, although it contains a crystalline resin, it is suitable for various types of 3D printers including the FDM type. It is possible to provide a cellulose-containing resin composition exhibiting moldability, a filament for 3D printers, and a method for producing a cellulose-containing resin composition.
[実施の形態]
これまで、セルロースやセルロースナノファイバー(CNF)の水酸基に所定の反応性基を反応させて結合させる場合、セルロースの水酸基を反応活性にすることが必要であると認識される場合があった。しかしながら、本発明者は、水酸基と反応性を有する反応性基であれば、例えば、水酸基と反応性基との接触確率を向上させること(例えば、所定以上の分子量の主鎖に反応性基を側鎖として有する高分子を用いることで主鎖の運動等により側鎖も移動してセルロースの水酸基への接触確率が向上することや、水酸基及び/又は反応性基が互いに衝突しやすい「場」において水酸基と反応性基とを反応させること等)で、水酸基を活性化させる処理や工程を設けなくても所定の結合を形成し得るという発想により、セルロース水分散体と無水マレイン酸変性ポリプロピレン(MAPP)エマルジョンとを用いてセルロースへのMAPPの導入を試みた。その結果、驚くべきことにセルロースの水酸基とMAPPの無水コハク酸基との間で比較的低温での加熱でエステル結合が容易に生じることを見出した。 [Embodiment]
Until now, it was sometimes recognized that it was necessary to make the hydroxyl groups of cellulose reactive when reacting and bonding predetermined reactive groups to the hydroxyl groups of cellulose or cellulose nanofibers (CNF). However, the present inventor believes that if a reactive group is reactive with a hydroxyl group, for example, the contact probability between the hydroxyl group and the reactive group should be improved (for example, a reactive group should be added to the main chain of a predetermined molecular weight or more. By using a polymer having a side chain, the side chain also moves due to the movement of the main chain, etc., and the contact probability with the hydroxyl group of cellulose is improved, and the hydroxyl group and / or reactive group easily collide with each other. With the idea that it is possible to form a predetermined bond without providing a treatment or process for activating the hydroxyl group by reacting the hydroxyl group and the reactive group in, etc., an aqueous cellulose dispersion and maleic anhydride-modified polypropylene ( MAPP) emulsion was used to attempt to introduce MAPP into cellulose. As a result, it was surprisingly found that an ester bond easily occurs between the hydroxyl group of cellulose and the succinic anhydride group of MAPP by heating at a relatively low temperature.
これまで、セルロースやセルロースナノファイバー(CNF)の水酸基に所定の反応性基を反応させて結合させる場合、セルロースの水酸基を反応活性にすることが必要であると認識される場合があった。しかしながら、本発明者は、水酸基と反応性を有する反応性基であれば、例えば、水酸基と反応性基との接触確率を向上させること(例えば、所定以上の分子量の主鎖に反応性基を側鎖として有する高分子を用いることで主鎖の運動等により側鎖も移動してセルロースの水酸基への接触確率が向上することや、水酸基及び/又は反応性基が互いに衝突しやすい「場」において水酸基と反応性基とを反応させること等)で、水酸基を活性化させる処理や工程を設けなくても所定の結合を形成し得るという発想により、セルロース水分散体と無水マレイン酸変性ポリプロピレン(MAPP)エマルジョンとを用いてセルロースへのMAPPの導入を試みた。その結果、驚くべきことにセルロースの水酸基とMAPPの無水コハク酸基との間で比較的低温での加熱でエステル結合が容易に生じることを見出した。 [Embodiment]
Until now, it was sometimes recognized that it was necessary to make the hydroxyl groups of cellulose reactive when reacting and bonding predetermined reactive groups to the hydroxyl groups of cellulose or cellulose nanofibers (CNF). However, the present inventor believes that if a reactive group is reactive with a hydroxyl group, for example, the contact probability between the hydroxyl group and the reactive group should be improved (for example, a reactive group should be added to the main chain of a predetermined molecular weight or more. By using a polymer having a side chain, the side chain also moves due to the movement of the main chain, etc., and the contact probability with the hydroxyl group of cellulose is improved, and the hydroxyl group and / or reactive group easily collide with each other. With the idea that it is possible to form a predetermined bond without providing a treatment or process for activating the hydroxyl group by reacting the hydroxyl group and the reactive group in, etc., an aqueous cellulose dispersion and maleic anhydride-modified polypropylene ( MAPP) emulsion was used to attempt to introduce MAPP into cellulose. As a result, it was surprisingly found that an ester bond easily occurs between the hydroxyl group of cellulose and the succinic anhydride group of MAPP by heating at a relatively low temperature.
更に、本発明者は、係る知見に基づいて合成したセルロース複合体をごく少量、熱可塑性樹脂に添加するだけで熱可塑性樹脂を加熱溶融後に冷却させても体積収縮を大幅に抑制できることを発見した。本発明は、これらの知見及び発見に基づくものである。
Furthermore, the inventors of the present invention have discovered that by simply adding a very small amount of a cellulose composite synthesized based on such findings to a thermoplastic resin, volumetric shrinkage can be greatly suppressed even if the thermoplastic resin is cooled after being heated and melted. . The present invention is based on these findings and discoveries.
<セルロース複合体の概要>
本発明の実施の形態に係るセルロース複合体は、セルロースの水酸基に反応性基を介して無極性高分子が結合されて形成される。本実施形態に係るセルロース複合体は、セルロース表面を低分子量(例えば、重量平均分子量が1,000以下程度の有機化合物。但し、例えば、無水マレイン酸の12量体前後(重量平均分子量が1,200程度)のMAオリゴマーは除く。)の有機化合物を用いて疎水化する従来の処理とは異なり、セルロースに無極性高分子を、いわば「相溶化基」として結合させている(概念的には、セルロースに高分子量の相溶化剤を直接結合させている。)。これにより、本実施形態に係るセルロース複合体を所定の無極性の樹脂に分散させる場合に、相溶化剤(分散剤)を添加することが不要となる。 <Overview of Cellulose Composite>
A cellulose composite according to an embodiment of the present invention is formed by binding a non-polar polymer to a hydroxyl group of cellulose via a reactive group. In the cellulose composite according to the present embodiment, the cellulose surface has a low molecular weight (for example, an organic compound having a weight average molecular weight of about 1,000 or less. 200) except for MA oligomers.) Unlike the conventional treatment of hydrophobization using an organic compound, a nonpolar polymer is bound to cellulose as a so-called "compatibility group" (conceptually , directly bonding a high molecular weight compatibilizer to cellulose). This eliminates the need to add a compatibilizer (dispersant) when dispersing the cellulose composite according to the present embodiment in a predetermined non-polar resin.
本発明の実施の形態に係るセルロース複合体は、セルロースの水酸基に反応性基を介して無極性高分子が結合されて形成される。本実施形態に係るセルロース複合体は、セルロース表面を低分子量(例えば、重量平均分子量が1,000以下程度の有機化合物。但し、例えば、無水マレイン酸の12量体前後(重量平均分子量が1,200程度)のMAオリゴマーは除く。)の有機化合物を用いて疎水化する従来の処理とは異なり、セルロースに無極性高分子を、いわば「相溶化基」として結合させている(概念的には、セルロースに高分子量の相溶化剤を直接結合させている。)。これにより、本実施形態に係るセルロース複合体を所定の無極性の樹脂に分散させる場合に、相溶化剤(分散剤)を添加することが不要となる。 <Overview of Cellulose Composite>
A cellulose composite according to an embodiment of the present invention is formed by binding a non-polar polymer to a hydroxyl group of cellulose via a reactive group. In the cellulose composite according to the present embodiment, the cellulose surface has a low molecular weight (for example, an organic compound having a weight average molecular weight of about 1,000 or less. 200) except for MA oligomers.) Unlike the conventional treatment of hydrophobization using an organic compound, a nonpolar polymer is bound to cellulose as a so-called "compatibility group" (conceptually , directly bonding a high molecular weight compatibilizer to cellulose). This eliminates the need to add a compatibilizer (dispersant) when dispersing the cellulose composite according to the present embodiment in a predetermined non-polar resin.
また、セルロース複合体は、セルロース複合体に捕捉された高分子(すなわち、上記反応性基と上記無極性高分子とを含んでなる高分子。換言すれば、分子鎖が上記無極性高分子であり、この分子鎖に反応性基が結合している高分子。)を更に含む。ここで、「捕捉」されたとは、高分子がセルロース複合体から容易には離脱しない程度にセルロース複合体に固着していること、セルロース複合体に絡み合っていること、及びセルロース複合体の少なくとも一部をコーティングしていることの少なくともいずれか1つを意味する。セルロース複合体が、当該セルロース複合体に捕捉された高分子を含むことで、捕捉された高分子も相溶化剤としての機能を捕捉されたまま発揮するので、無極性の樹脂へのセルロースの分散がより容易になる。
In addition, the cellulose composite is a polymer trapped in the cellulose composite (that is, a polymer containing the reactive group and the nonpolar polymer. In other words, the molecular chain is the nonpolar polymer. and a polymer having a reactive group attached to the molecular chain.). Here, the term “captured” means that the polymer is fixed to the cellulose composite to such an extent that the polymer does not easily detach from the cellulose composite, is entangled with the cellulose composite, or is at least one of the cellulose composite. It means at least one of coating the part. Since the cellulose composite contains a polymer trapped in the cellulose composite, the trapped polymer also exhibits the function as a compatibilizer while being trapped, so cellulose dispersion in a nonpolar resin becomes easier.
なお、本実施形態において「分子鎖」とは、末端基、分岐点、若しくは高分子特有の境界構成単位間に、線状又は分岐状に連なった構成単位で構成される高分子、オリゴマー分子、又はブロックの全部又は一部を含む構成を指す。
In the present embodiment, the term "molecular chain" refers to a polymer, an oligomer molecule, or a polymer composed of structural units that are linearly or branchedly connected between terminal groups, branch points, or boundary structural units unique to polymers. Or refers to a configuration including all or part of a block.
<セルロース含有樹脂組成物の概要>
本発明の実施の形態に係るセルロース含有樹脂組成物は、結晶性樹脂と、セルロースの水酸基に、水酸基と反応可能な反応性基を介して無極性高分子が結合されてなるセルロース複合体とを含んで構成される。本実施形態に係るセルロース含有樹脂組成物をフィラメント化することにより、3Dプリンタ用のフィラメントが製造される。また、セルロース含有樹脂組成物中のセルロースの含有量は、セルロース含有樹脂組成物中においてセルロースの凝集を抑えることができ、セルロースのネットワーク構造が形成される範囲の濃度に調整される。この3Dプリンタ用のフィラメントを用いることで3Dプリンタの造形性が向上する。 <Overview of cellulose-containing resin composition>
A cellulose-containing resin composition according to an embodiment of the present invention comprises a crystalline resin and a cellulose composite in which a non-polar polymer is bonded to hydroxyl groups of cellulose via reactive groups capable of reacting with hydroxyl groups. composed of A filament for a 3D printer is produced by filamentizing the cellulose-containing resin composition according to the present embodiment. In addition, the content of cellulose in the cellulose-containing resin composition is adjusted to a concentration within a range in which aggregation of cellulose can be suppressed in the cellulose-containing resin composition and a network structure of cellulose is formed. By using this filament for 3D printers, the molding properties of 3D printers are improved.
本発明の実施の形態に係るセルロース含有樹脂組成物は、結晶性樹脂と、セルロースの水酸基に、水酸基と反応可能な反応性基を介して無極性高分子が結合されてなるセルロース複合体とを含んで構成される。本実施形態に係るセルロース含有樹脂組成物をフィラメント化することにより、3Dプリンタ用のフィラメントが製造される。また、セルロース含有樹脂組成物中のセルロースの含有量は、セルロース含有樹脂組成物中においてセルロースの凝集を抑えることができ、セルロースのネットワーク構造が形成される範囲の濃度に調整される。この3Dプリンタ用のフィラメントを用いることで3Dプリンタの造形性が向上する。 <Overview of cellulose-containing resin composition>
A cellulose-containing resin composition according to an embodiment of the present invention comprises a crystalline resin and a cellulose composite in which a non-polar polymer is bonded to hydroxyl groups of cellulose via reactive groups capable of reacting with hydroxyl groups. composed of A filament for a 3D printer is produced by filamentizing the cellulose-containing resin composition according to the present embodiment. In addition, the content of cellulose in the cellulose-containing resin composition is adjusted to a concentration within a range in which aggregation of cellulose can be suppressed in the cellulose-containing resin composition and a network structure of cellulose is formed. By using this filament for 3D printers, the molding properties of 3D printers are improved.
<セルロース複合体の詳細>
セルロース複合体は、セルロースの水酸基に所定の反応性基が反応して形成される所定の結合を介して無極性高分子がセルロースに結合されて形成される複合体である。セルロース複合体は、粉末状で得ることができる。そして、セルロースとしては、セルロース繊維、セルロースナノファイバー(CNF)、及び/又はミクロフィブリル化セルロース(MFC)を用いることができる。 <Details of cellulose composite>
A cellulose composite is a composite formed by binding a nonpolar polymer to cellulose via a predetermined bond formed by reacting a predetermined reactive group with a hydroxyl group of cellulose. The cellulose composite can be obtained in powder form. As cellulose, cellulose fibers, cellulose nanofibers (CNF), and/or microfibrillated cellulose (MFC) can be used.
セルロース複合体は、セルロースの水酸基に所定の反応性基が反応して形成される所定の結合を介して無極性高分子がセルロースに結合されて形成される複合体である。セルロース複合体は、粉末状で得ることができる。そして、セルロースとしては、セルロース繊維、セルロースナノファイバー(CNF)、及び/又はミクロフィブリル化セルロース(MFC)を用いることができる。 <Details of cellulose composite>
A cellulose composite is a composite formed by binding a nonpolar polymer to cellulose via a predetermined bond formed by reacting a predetermined reactive group with a hydroxyl group of cellulose. The cellulose composite can be obtained in powder form. As cellulose, cellulose fibers, cellulose nanofibers (CNF), and/or microfibrillated cellulose (MFC) can be used.
(セルロース繊維)
セルロース繊維は、表面に水酸基を有している形態であれば各種のセルロース繊維を用いることができる。セルロース繊維としては、植物由来のセルロース繊維、動物由来のセルロース繊維(例えば、ホヤ、海草等から単離されるセルロース繊維)、微生物由来のセルロース繊維(例えば、酢酸菌が産出するセルロース繊維等)等の中から1種以上のセルロース繊維を選択して用いることができる。実用性、価格、及び/又は入手の容易性等の観点から、セルロース繊維としては植物由来のセルロース繊維を用いることが好ましい。 (cellulose fiber)
Various cellulose fibers can be used as long as the cellulose fibers have hydroxyl groups on the surface. Cellulose fibers include plant-derived cellulose fibers, animal-derived cellulose fibers (e.g., cellulose fibers isolated from sea squirts, seaweed, etc.), microorganism-derived cellulose fibers (e.g., cellulose fibers produced by acetic acid bacteria, etc.), and the like. One or more cellulose fibers can be selected and used from among them. From the viewpoints of practicality, price, and/or availability, it is preferable to use plant-derived cellulose fibers as the cellulose fibers.
セルロース繊維は、表面に水酸基を有している形態であれば各種のセルロース繊維を用いることができる。セルロース繊維としては、植物由来のセルロース繊維、動物由来のセルロース繊維(例えば、ホヤ、海草等から単離されるセルロース繊維)、微生物由来のセルロース繊維(例えば、酢酸菌が産出するセルロース繊維等)等の中から1種以上のセルロース繊維を選択して用いることができる。実用性、価格、及び/又は入手の容易性等の観点から、セルロース繊維としては植物由来のセルロース繊維を用いることが好ましい。 (cellulose fiber)
Various cellulose fibers can be used as long as the cellulose fibers have hydroxyl groups on the surface. Cellulose fibers include plant-derived cellulose fibers, animal-derived cellulose fibers (e.g., cellulose fibers isolated from sea squirts, seaweed, etc.), microorganism-derived cellulose fibers (e.g., cellulose fibers produced by acetic acid bacteria, etc.), and the like. One or more cellulose fibers can be selected and used from among them. From the viewpoints of practicality, price, and/or availability, it is preferable to use plant-derived cellulose fibers as the cellulose fibers.
植物由来のセルロース繊維の原料としては、例えば、木材、竹、麻、ジュート、ケナフ、綿、ビート、農産物残廃物、布等の天然植物原料から得られるパルプ等の植物繊維が挙げられる。また、セルロース繊維の原料として、新聞古紙、段ボール古紙、雑誌古紙、コピー用紙古紙等の古紙も挙げられる。なお、木材としては、一例として、スギ、ヒノキ、ユーカリ、アカシア等が挙げられる。また、セルロース繊維の原料として、パルプやパルプをフィブリル化したフィブリル化セルロースを用いることもできる。セルロース繊維の原料は、1種単独で用いることも2種以上を併用することもできる。
Examples of raw materials for plant-derived cellulose fibers include plant fibers such as pulp obtained from natural plant raw materials such as wood, bamboo, hemp, jute, kenaf, cotton, beets, agricultural waste, and cloth. In addition, waste papers such as waste newspapers, waste cardboards, waste magazines, waste copy papers, etc., can also be mentioned as raw materials for cellulose fibers. Examples of wood include cedar, cypress, eucalyptus, and acacia. Pulp or fibrillated cellulose obtained by fibrillating pulp can also be used as a raw material for cellulose fibers. The raw materials for the cellulose fiber can be used singly or in combination of two or more.
なお、セルロース繊維の原料として植物由来の原料(つまり、植物繊維)を用いる場合、植物繊維中のリグニンを除去することが好ましい。すなわち、植物繊維は、セルロース繊維の間をリグニン及びヘミセルロースにより埋められた構造を有し、セルロースミクロフィブリルの束の周囲の一部又は全てをヘミセルロース及び/又はリグニンが被覆した構造を有する。そして、セルロースミクロフィブリル及び/又はセルロースミクロフィブリルの束の周囲をヘミセルロースが覆い、更にヘミセルロースをリグニンが被覆した構造を有する。その結果、セルロース繊維間がリグニンによって強固に接着された状態で植物繊維は形成されている。したがって、植物繊維中のセルロース繊維の凝集を抑制する観点から、植物繊維中のリグニンを除去することが好ましい。
When using plant-derived raw materials (that is, plant fibers) as raw materials for cellulose fibers, it is preferable to remove lignin in the plant fibers. That is, plant fibers have a structure in which lignin and hemicellulose are filled between cellulose fibers, and hemicellulose and/or lignin cover a part or all of the bundles of cellulose microfibrils. It has a structure in which cellulose microfibrils and/or bundles of cellulose microfibrils are covered with hemicellulose, and the hemicellulose is further covered with lignin. As a result, the plant fibers are formed in a state in which the cellulose fibers are strongly bonded together by lignin. Therefore, from the viewpoint of suppressing aggregation of cellulose fibers in plant fibers, it is preferable to remove lignin in plant fibers.
例えば、セルロース繊維の原料に、必要に応じて、脱リグニン処理、漂白処理等の処理を施すことで原料中のリグニン量を調整してもよい。本実施形態においてセルロース繊維の原料中のリグニン含有量に特に限定はないが、セルロース繊維の凝集を抑制する観点から、植物繊維含有材料中のリグニン含有量は、40質量%程度以下であり、10質量%程度以下が好ましい。また、リグニンの下限についても特に限定されず、0質量%に近いほど好ましい。なお、リグニン含有量は、Klason法により測定できる。
For example, the amount of lignin in the raw material may be adjusted by subjecting the cellulose fiber raw material to treatments such as delignification and bleaching, if necessary. In the present embodiment, the lignin content in the cellulose fiber raw material is not particularly limited, but from the viewpoint of suppressing aggregation of cellulose fibers, the lignin content in the plant fiber-containing material is about 40% by mass or less, and 10% by mass. About mass % or less is preferable. Also, the lower limit of lignin is not particularly limited, and the closer to 0% by mass, the better. In addition, lignin content can be measured by the Klason method.
また、セルロース繊維の平均繊維長には特に限定はない。但し、セルロース繊維の平均繊維長が長いほど、特性向上の効果が期待できる。なお、例えば、セルロース繊維として化学処理解繊により得られるCNF(例えば、TEMPO酸化CNF)を用いた場合、このCNFのアスペクト比は約1,000(つまり、セルロース繊維の幅が3nm~5nmであり、繊維長が3μm程度)である。
Also, the average fiber length of cellulose fibers is not particularly limited. However, the longer the average fiber length of the cellulose fibers, the more the effect of improving the properties can be expected. Incidentally, for example, when CNF obtained by chemical fibrillation (for example, TEMPO-oxidized CNF) is used as the cellulose fiber, the aspect ratio of this CNF is about 1,000 (that is, the width of the cellulose fiber is 3 nm to 5 nm. , fiber length is about 3 μm).
(セルロースナノファイバー)
セルロースナノファイバー(CNF)は、セルロース繊維を含む材料(例えば、上記セルロース繊維の原料)をナノサイズレベルまで微細化処理(解繊処理)して得られるナノファイバーである。本実施形態に係るCNFは、表面に水酸基を有している形態であれば各種のCNFを用いることができる。 (cellulose nanofiber)
Cellulose nanofibers (CNF) are nanofibers obtained by refining (fibrillating) a material containing cellulose fibers (for example, the raw material for the cellulose fibers) to a nanosize level. Various CNFs can be used as the CNFs according to the present embodiment as long as they have hydroxyl groups on the surface.
セルロースナノファイバー(CNF)は、セルロース繊維を含む材料(例えば、上記セルロース繊維の原料)をナノサイズレベルまで微細化処理(解繊処理)して得られるナノファイバーである。本実施形態に係るCNFは、表面に水酸基を有している形態であれば各種のCNFを用いることができる。 (cellulose nanofiber)
Cellulose nanofibers (CNF) are nanofibers obtained by refining (fibrillating) a material containing cellulose fibers (for example, the raw material for the cellulose fibers) to a nanosize level. Various CNFs can be used as the CNFs according to the present embodiment as long as they have hydroxyl groups on the surface.
また、CNFの製造方法に特に限定はなく、従来公知の各種の製造方法を採用できる。例えば、セルロース繊維の原料(一例として、パルプ等)を解繊することでCNFを調製できる。解繊方法においては、まず、セルロース繊維の水懸濁液若しくはスラリーを調製し、調製した水懸濁液又はスラリーを、リファイナー、高圧ホモジナイザー、グラインダー、混練機(押出機)、ビーズミル等を用いて、機械的に摩砕等することで、セルロース繊維を解繊してCNFを調製できる。
In addition, there is no particular limitation on the method for producing CNF, and various conventionally known production methods can be adopted. For example, CNF can be prepared by defibrating a raw material of cellulose fibers (for example, pulp or the like). In the fibrillation method, first, an aqueous suspension or slurry of cellulose fibers is prepared, and the prepared aqueous suspension or slurry is processed using a refiner, a high-pressure homogenizer, a grinder, a kneader (extruder), a bead mill, or the like. CNF can be prepared by defibrating the cellulose fibers by mechanical grinding or the like.
CNFの繊維径の平均値(平均繊維径)には特に限定はない。なお、CNFの平均繊維径は、4nm以上200nm程度以下であってよく、150nm以下程度であってよく、100nm以下程度であってもよく、50nm以下程度であってもよい。また、CNFの繊維長の平均値(平均繊維長)は、3μm以上程度であってよく、5μm以上程度であってよく、100μm以下程度であってもよく、500μm以下程度であってもよい。CNFの繊維径の平均値及び繊維長の平均値は、例えば、電子顕微鏡の所定の視野内に観察される所定本数以上(例えば、50本以上)のCNFの繊維径及び繊維長を測定して算出される平均値であってよい。
There is no particular limitation on the average value of the CNF fiber diameter (average fiber diameter). The average fiber diameter of CNF may be 4 nm or more and about 200 nm or less, may be about 150 nm or less, may be about 100 nm or less, or may be about 50 nm or less. In addition, the average value of the fiber length of CNF (average fiber length) may be about 3 μm or more, may be about 5 μm or more, may be about 100 μm or less, or may be about 500 μm or less. The average value of the fiber diameter and the average value of the fiber length of the CNF are, for example, a predetermined number or more (for example, 50 or more) of CNF observed in a predetermined field of view of an electron microscope. It may be a calculated average value.
また、CNFの比表面積は、70m2/g以上が好ましく、100m2/g以上がより好ましく、300m2/g以下程度が好ましく、250m2/g以下程度がより好ましく、200m2/g以下程度が更に好ましく、150m2/g以下程度が最も好ましい。例えば、CNFであるカルボキシメチルセルロース(CMC、化学処理CNF)の比表面積は300m2/g程度である。なお、比表面積は、BET法により測定できる。
Further, the specific surface area of CNF is preferably 70 m 2 /g or more, more preferably 100 m 2 /g or more, preferably about 300 m 2 /g or less, more preferably about 250 m 2 /g or less, and about 200 m 2 /g or less. is more preferable, and about 150 m 2 /g or less is most preferable. For example, the specific surface area of carboxymethyl cellulose (CMC, chemically treated CNF), which is CNF, is about 300 m 2 /g. The specific surface area can be measured by the BET method.
(ミクロフィブリル化セルロース)
ミクロフィブリル化セルロース(MFC)は、CNFより平均繊維径が大きい繊維である。ミクロフィブリル化セルロース(MFC)は、セルロース繊維を含む材料(例えば、上記セルロース繊維の原料)を解繊処理して得られる。本実施形態に係るMFCは、表面に水酸基を有している形態であれば各種のMFCを用いることができる。 (microfibrillated cellulose)
Microfibrillated cellulose (MFC) is a fiber with a larger average fiber diameter than CNF. Microfibrillated cellulose (MFC) is obtained by defibrating a material containing cellulose fibers (for example, the raw material for the cellulose fibers described above). Various types of MFC can be used as the MFC according to the present embodiment as long as it has hydroxyl groups on its surface.
ミクロフィブリル化セルロース(MFC)は、CNFより平均繊維径が大きい繊維である。ミクロフィブリル化セルロース(MFC)は、セルロース繊維を含む材料(例えば、上記セルロース繊維の原料)を解繊処理して得られる。本実施形態に係るMFCは、表面に水酸基を有している形態であれば各種のMFCを用いることができる。 (microfibrillated cellulose)
Microfibrillated cellulose (MFC) is a fiber with a larger average fiber diameter than CNF. Microfibrillated cellulose (MFC) is obtained by defibrating a material containing cellulose fibers (for example, the raw material for the cellulose fibers described above). Various types of MFC can be used as the MFC according to the present embodiment as long as it has hydroxyl groups on its surface.
また、MFCの製造方法に特に限定はなく、従来公知の各種の製造方法を採用できる。例えば、セルロース繊維の原料(一例として、パルプ等)を叩解処理や解繊することでMFCを調製できる。
In addition, there is no particular limitation on the manufacturing method of MFC, and various conventionally known manufacturing methods can be adopted. For example, MFC can be prepared by beating or fibrillating raw materials of cellulose fibers (for example, pulp).
MFCの繊維径の平均値(平均繊維径)には特に限定はない。なお、MFCの平均繊維径は、例えば、0.3μm以上程度であってよく、1μm以上程度であってよく、5μm以上程度であってよく、8μm以上程度であってよく、50μm以下程度であってよく、40μm以下程度であってよく、30μm以下程度であってよい。また、MFCの繊維長の平均値(平均繊維長)は、500μm以上程度であってよく、700μm以上程度であってよく、800μm以上程度であってよく、3mm以下程度であってよく、2mm以下程度であってもよい。MFCの繊維径の平均値及び繊維長の平均値は、例えば、電子顕微鏡や光学顕微鏡の所定の視野内に観察される所定本数以上(例えば、50本以上)のMFCの繊維径及び繊維長を測定して算出される平均値であってよい。
There is no particular limitation on the average value of the MFC fiber diameter (average fiber diameter). The average fiber diameter of the MFC may be, for example, about 0.3 μm or more, about 1 μm or more, about 5 μm or more, about 8 μm or more, or about 50 μm or less. may be about 40 μm or less, and may be about 30 μm or less. In addition, the average value of the fiber length of MFC (average fiber length) may be about 500 μm or more, may be about 700 μm or more, may be about 800 μm or more, may be about 3 mm or less, and may be 2 mm or less. It may be to some extent. The average value of the fiber diameter and the average value of the fiber length of MFC are, for example, the fiber diameter and fiber length of a predetermined number or more (for example, 50 or more) of MFC observed in a predetermined field of view of an electron microscope or an optical microscope. It may be an average value calculated by measurement.
[高分子]
本実施形態に係る高分子(つまり、反応性基を有する所定の分子鎖からなる高分子)は、水酸基と反応可能な反応性基を有し、分子鎖が実質的に無極性若しくは疎水性の高分子である。この反応性基とセルロースの水酸基とが反応し、所定の結合を形成することで、高分子の分子鎖がセルロースに結合される。本実施形態において高分子は、分子鎖が反応性基を有していればよく、反応性基の鎖長を制御しなくてよい。また、反応性基と水酸基との反応を阻害しない限り、分子鎖中の一部に他の構造単位が含まれていてもよい。更に、分子鎖の無極性高分子は、反応性基とは異なる他の基を有していてもよい。また、セルロースの水酸基と反応する反応性基は、高分子中の少なくとも一部の反応性基であってよく、必ずしも全ての反応性基とセルロースの水酸基とが結合を形成することを要さない。 [High molecular]
A polymer according to the present embodiment (that is, a polymer consisting of a predetermined molecular chain having a reactive group) has a reactive group capable of reacting with a hydroxyl group, and the molecular chain is substantially nonpolar or hydrophobic. It is a polymer. This reactive group reacts with the hydroxyl group of cellulose to form a predetermined bond, thereby bonding the molecular chain of the polymer to the cellulose. In the present embodiment, the polymer only needs to have a reactive group in its molecular chain, and the chain length of the reactive group need not be controlled. In addition, other structural units may be partly contained in the molecular chain as long as they do not inhibit the reaction between the reactive group and the hydroxyl group. Furthermore, the non-polar macromolecules of the molecular chain may have other groups different from the reactive groups. In addition, the reactive groups that react with the hydroxyl groups of cellulose may be at least a part of the reactive groups in the polymer, and it is not necessary that all the reactive groups and the hydroxyl groups of cellulose form bonds. .
本実施形態に係る高分子(つまり、反応性基を有する所定の分子鎖からなる高分子)は、水酸基と反応可能な反応性基を有し、分子鎖が実質的に無極性若しくは疎水性の高分子である。この反応性基とセルロースの水酸基とが反応し、所定の結合を形成することで、高分子の分子鎖がセルロースに結合される。本実施形態において高分子は、分子鎖が反応性基を有していればよく、反応性基の鎖長を制御しなくてよい。また、反応性基と水酸基との反応を阻害しない限り、分子鎖中の一部に他の構造単位が含まれていてもよい。更に、分子鎖の無極性高分子は、反応性基とは異なる他の基を有していてもよい。また、セルロースの水酸基と反応する反応性基は、高分子中の少なくとも一部の反応性基であってよく、必ずしも全ての反応性基とセルロースの水酸基とが結合を形成することを要さない。 [High molecular]
A polymer according to the present embodiment (that is, a polymer consisting of a predetermined molecular chain having a reactive group) has a reactive group capable of reacting with a hydroxyl group, and the molecular chain is substantially nonpolar or hydrophobic. It is a polymer. This reactive group reacts with the hydroxyl group of cellulose to form a predetermined bond, thereby bonding the molecular chain of the polymer to the cellulose. In the present embodiment, the polymer only needs to have a reactive group in its molecular chain, and the chain length of the reactive group need not be controlled. In addition, other structural units may be partly contained in the molecular chain as long as they do not inhibit the reaction between the reactive group and the hydroxyl group. Furthermore, the non-polar macromolecules of the molecular chain may have other groups different from the reactive groups. In addition, the reactive groups that react with the hydroxyl groups of cellulose may be at least a part of the reactive groups in the polymer, and it is not necessary that all the reactive groups and the hydroxyl groups of cellulose form bonds. .
(反応性基)
反応性基としては、無水コハク酸基、カルボニル基(例えば、メトキシカルボニル基)、及びカルボキシル基からなる群から選択される少なくとも1つの基が挙げられる。したがって、セルロースの水酸基と反応性基とが反応して形成される結合は、エステル結合である。また、水酸基と反応して形成される結合は、アミド結合、エーテル結合、若しくはウレタン結合であってもよい。 (reactive group)
Reactive groups include at least one group selected from the group consisting of succinic anhydride groups, carbonyl groups (eg, methoxycarbonyl groups), and carboxyl groups. Therefore, the bond formed by the reaction between the hydroxyl group of cellulose and the reactive group is an ester bond. Also, the bond formed by reacting with a hydroxyl group may be an amide bond, an ether bond, or a urethane bond.
反応性基としては、無水コハク酸基、カルボニル基(例えば、メトキシカルボニル基)、及びカルボキシル基からなる群から選択される少なくとも1つの基が挙げられる。したがって、セルロースの水酸基と反応性基とが反応して形成される結合は、エステル結合である。また、水酸基と反応して形成される結合は、アミド結合、エーテル結合、若しくはウレタン結合であってもよい。 (reactive group)
Reactive groups include at least one group selected from the group consisting of succinic anhydride groups, carbonyl groups (eg, methoxycarbonyl groups), and carboxyl groups. Therefore, the bond formed by the reaction between the hydroxyl group of cellulose and the reactive group is an ester bond. Also, the bond formed by reacting with a hydroxyl group may be an amide bond, an ether bond, or a urethane bond.
(分子鎖:無極性高分子)
無極性高分子とは、永久双極子を有さない高分子物質であり、通常の使用状況において混入する不純物や、通常添加される添加剤等に由来する永久双極子を含んだ場合であっても無極性高分子とする。無極性高分子としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、テトラフルオロエチレン樹脂等が挙げられる。 (Molecular chain: non-polar polymer)
A non-polar polymer is a polymer substance that does not have a permanent dipole. is also a non-polar polymer. Examples of nonpolar polymers include polyethylene resins, polypropylene resins, tetrafluoroethylene resins, and the like.
無極性高分子とは、永久双極子を有さない高分子物質であり、通常の使用状況において混入する不純物や、通常添加される添加剤等に由来する永久双極子を含んだ場合であっても無極性高分子とする。無極性高分子としては、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、テトラフルオロエチレン樹脂等が挙げられる。 (Molecular chain: non-polar polymer)
A non-polar polymer is a polymer substance that does not have a permanent dipole. is also a non-polar polymer. Examples of nonpolar polymers include polyethylene resins, polypropylene resins, tetrafluoroethylene resins, and the like.
本実施形態において分子鎖である無極性高分子としては、実質的に無極性若しくは疎水性のオレフィン系樹脂が挙げられる。オレフィン系樹脂としては、ポリプロピレン、ポリエチレン、エチレン・酢酸ビニル共重合樹脂、塩化ビニル樹脂、スチレン樹脂、(メタ)アクリル樹脂、ビニルエーテル樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリスルホン系樹脂、ポリエステル系樹脂、ポリビニルアセタール系樹脂、ポリ塩化ビニリデン系樹脂、ポリウレタン系樹脂等が挙げられる。
In the present embodiment, the non-polar polymer that is the molecular chain includes substantially non-polar or hydrophobic olefin resins. Olefin resins include polypropylene, polyethylene, ethylene/vinyl acetate copolymer resin, vinyl chloride resin, styrene resin, (meth)acrylic resin, vinyl ether resin, polyamide resin, polycarbonate resin, polysulfone resin, polyester resin, Examples include polyvinyl acetal resins, polyvinylidene chloride resins, polyurethane resins, and the like.
なお、分子鎖がエチレン・酢酸ビニル共重合樹脂や(メタ)アクリル樹脂等である場合、反応性基は分子鎖に含まれるメトキシカルボニル基等であってよい。この場合、本実施形態における無極性高分子は、メトキシカルボニル基等を含んだ部分の分子構造を指すものとする(この場合、分子鎖とは、分子鎖自身に反応性基が含まれた構造を指すことになる。そして、この場合、反応性基を除く分子鎖部分が無極性であれば、無極性高分子であるものとする。)。また、エチレン・酢酸ビニル共重合樹脂や(メタ)アクリル樹脂等に、別途、グラフト重合等で他の反応性基(メトキシカルボニル基とは異なる反応性基)を導入してもよい。
When the molecular chain is an ethylene/vinyl acetate copolymer resin, (meth)acrylic resin, or the like, the reactive group may be a methoxycarbonyl group or the like contained in the molecular chain. In this case, the nonpolar polymer in the present embodiment refers to the molecular structure of the portion containing a methoxycarbonyl group or the like (in this case, the molecular chain is a structure in which the molecular chain itself contains a reactive group In this case, if the molecular chain portion excluding the reactive group is non-polar, it is considered to be a non-polar polymer). Alternatively, another reactive group (a reactive group different from the methoxycarbonyl group) may be separately introduced into the ethylene/vinyl acetate copolymer resin, (meth)acrylic resin, or the like by graft polymerization or the like.
無極性高分子としては、入手の容易さ、低比重、汎用性、及び/又は加工性の観点から、ポリプロピレン、エチレン・酢酸ビニル共重合樹脂、及びアクリル樹脂からなる群から選択される少なくとも1つの無極性高分子であることが好ましい。これらのうち、ポリプロピレンがより好ましい。なお、これらのオレフィン系樹脂に、共重合可能な他の単位が含まれていてもよい。また、これらのオレフィン系樹脂は、1種類単独で用いることも2種以上を併用することもできる。
As the nonpolar polymer, at least one polymer selected from the group consisting of polypropylene, ethylene-vinyl acetate copolymer resin, and acrylic resin from the viewpoint of availability, low specific gravity, versatility, and/or processability. A non-polar polymer is preferred. Among these, polypropylene is more preferred. These olefinic resins may contain other copolymerizable units. Moreover, these olefinic resins can be used singly or in combination of two or more.
(高分子)
上記の分子鎖及び反応性基を含んでなる高分子としては、上記の分子鎖と上記の反応性基とを組み合わせた種々の高分子が挙げられる。例えば、上記の反応性基のうち少なくとも1種の反応性基を有するポリプロピレン、エチレン・酢酸ビニル共重合樹脂、及びアクリル樹脂が挙げられる。高分子としては、反応性基がペンダント基のように分子鎖に結合した高分子がより好ましく、例えば、グラフト共重合体が好ましい。上記の高分子の中では、分子鎖に対する反応性基の運動を活発にし得る観点から、反応性基として無水マレイン酸基を有し、分子鎖がポリプロピレンである無水マレイン酸変性ポリプロピレン(MAPP)を用いることが最も好ましい。 (High molecular)
Examples of the polymer comprising the above molecular chain and reactive group include various polymers in which the above molecular chain and the above reactive group are combined. Examples thereof include polypropylene, ethylene/vinyl acetate copolymer resin, and acrylic resin having at least one reactive group among the above reactive groups. As the polymer, a polymer in which a reactive group is bonded to a molecular chain like a pendant group is more preferable, and for example, a graft copolymer is preferable. Among the above polymers, maleic anhydride-modified polypropylene (MAPP), which has a maleic anhydride group as a reactive group and a polypropylene molecular chain, is used from the viewpoint of activating the movement of the reactive group with respect to the molecular chain. Most preferably used.
上記の分子鎖及び反応性基を含んでなる高分子としては、上記の分子鎖と上記の反応性基とを組み合わせた種々の高分子が挙げられる。例えば、上記の反応性基のうち少なくとも1種の反応性基を有するポリプロピレン、エチレン・酢酸ビニル共重合樹脂、及びアクリル樹脂が挙げられる。高分子としては、反応性基がペンダント基のように分子鎖に結合した高分子がより好ましく、例えば、グラフト共重合体が好ましい。上記の高分子の中では、分子鎖に対する反応性基の運動を活発にし得る観点から、反応性基として無水マレイン酸基を有し、分子鎖がポリプロピレンである無水マレイン酸変性ポリプロピレン(MAPP)を用いることが最も好ましい。 (High molecular)
Examples of the polymer comprising the above molecular chain and reactive group include various polymers in which the above molecular chain and the above reactive group are combined. Examples thereof include polypropylene, ethylene/vinyl acetate copolymer resin, and acrylic resin having at least one reactive group among the above reactive groups. As the polymer, a polymer in which a reactive group is bonded to a molecular chain like a pendant group is more preferable, and for example, a graft copolymer is preferable. Among the above polymers, maleic anhydride-modified polypropylene (MAPP), which has a maleic anhydride group as a reactive group and a polypropylene molecular chain, is used from the viewpoint of activating the movement of the reactive group with respect to the molecular chain. Most preferably used.
(分子量)
反応性基と無極性高分子とを含んでなる上記高分子の重量平均分子量としては、5,000以上が好ましく、10,000以上がより好ましく、15,000以上が更に好ましく、200,000以下が好ましく、150,000以下がより好ましく、100,000以下が更に好ましい。重量平均分子量が5,000未満であるとセルロース複合体の機械的物性が低下する傾向があり、200,000を超えると反応性基が不足し、所望の物性を発揮するセルロース複合体の作製が困難になる傾向がある。なお、重量平均分子量は、高温ゲル浸透クロマトグラフィー(高温GPC)を用いて、ポリスチレン換算により求めた後、Qファクターを用いてポリプロピレン換算として算出できる。 (molecular weight)
The weight-average molecular weight of the polymer containing a reactive group and a nonpolar polymer is preferably 5,000 or more, more preferably 10,000 or more, still more preferably 15,000 or more, and 200,000 or less. is preferred, 150,000 or less is more preferred, and 100,000 or less is even more preferred. When the weight-average molecular weight is less than 5,000, the mechanical properties of the cellulose composite tend to deteriorate, and when it exceeds 200,000, the reactive groups are insufficient, making it difficult to produce a cellulose composite exhibiting desired physical properties. tends to be difficult. The weight average molecular weight can be calculated using high temperature gel permeation chromatography (high temperature GPC) and converted to polystyrene, and then converted to polypropylene using the Q factor.
反応性基と無極性高分子とを含んでなる上記高分子の重量平均分子量としては、5,000以上が好ましく、10,000以上がより好ましく、15,000以上が更に好ましく、200,000以下が好ましく、150,000以下がより好ましく、100,000以下が更に好ましい。重量平均分子量が5,000未満であるとセルロース複合体の機械的物性が低下する傾向があり、200,000を超えると反応性基が不足し、所望の物性を発揮するセルロース複合体の作製が困難になる傾向がある。なお、重量平均分子量は、高温ゲル浸透クロマトグラフィー(高温GPC)を用いて、ポリスチレン換算により求めた後、Qファクターを用いてポリプロピレン換算として算出できる。 (molecular weight)
The weight-average molecular weight of the polymer containing a reactive group and a nonpolar polymer is preferably 5,000 or more, more preferably 10,000 or more, still more preferably 15,000 or more, and 200,000 or less. is preferred, 150,000 or less is more preferred, and 100,000 or less is even more preferred. When the weight-average molecular weight is less than 5,000, the mechanical properties of the cellulose composite tend to deteriorate, and when it exceeds 200,000, the reactive groups are insufficient, making it difficult to produce a cellulose composite exhibiting desired physical properties. tends to be difficult. The weight average molecular weight can be calculated using high temperature gel permeation chromatography (high temperature GPC) and converted to polystyrene, and then converted to polypropylene using the Q factor.
(グラフト率)
例えば、MAPPを得るためにポリプロピレンに無水マレイン酸をグラフトさせる場合、グラフト反応においてポリプロピレン鎖上にポリマーラジカルが生じ、このポリマーラジカルへ無水マレイン酸がグラフト反応する。一方、グラフト反応の競争反応として、ポリプロピレン鎖の分子切断反応が起こる。ここで、分子切断反応の方がグラフト反応より優位であることから、グラフト率を高くすると得られるMAPPの分子量が低下するというように、グラフト率と分子量とはトレードオフの関係にある。 (graft rate)
For example, when maleic anhydride is grafted onto polypropylene to obtain MAPP, polymer radicals are generated on the polypropylene chain in the grafting reaction, and maleic anhydride is grafted onto these polymer radicals. On the other hand, a molecular scission reaction of polypropylene chains occurs as a competing reaction of the graft reaction. Since the molecular scission reaction is superior to the graft reaction, the graft ratio and the molecular weight are in a trade-off relationship, such that the molecular weight of MAPP obtained decreases as the graft ratio increases.
例えば、MAPPを得るためにポリプロピレンに無水マレイン酸をグラフトさせる場合、グラフト反応においてポリプロピレン鎖上にポリマーラジカルが生じ、このポリマーラジカルへ無水マレイン酸がグラフト反応する。一方、グラフト反応の競争反応として、ポリプロピレン鎖の分子切断反応が起こる。ここで、分子切断反応の方がグラフト反応より優位であることから、グラフト率を高くすると得られるMAPPの分子量が低下するというように、グラフト率と分子量とはトレードオフの関係にある。 (graft rate)
For example, when maleic anhydride is grafted onto polypropylene to obtain MAPP, polymer radicals are generated on the polypropylene chain in the grafting reaction, and maleic anhydride is grafted onto these polymer radicals. On the other hand, a molecular scission reaction of polypropylene chains occurs as a competing reaction of the graft reaction. Since the molecular scission reaction is superior to the graft reaction, the graft ratio and the molecular weight are in a trade-off relationship, such that the molecular weight of MAPP obtained decreases as the graft ratio increases.
そして、グラフト率が低い場合(つまり、グラフト共重合体が高分子量でMAが低濃度である場合)、高分子のエマルジョン化が困難であり、グラフト率が高い場合、グラフト共重合体の分子量が極端に低下する。また、グラフト共重合体の分子量が低分子量化している場合、セルロース複合体に捕捉されているグラフト共重合体も低分子量化していることから、セルロース複合体自体の特性(例えば、強度等)が低下する場合がある。
When the graft ratio is low (that is, when the graft copolymer has a high molecular weight and the MA concentration is low), emulsification of the polymer is difficult, and when the graft ratio is high, the molecular weight of the graft copolymer increases. extremely low. In addition, when the molecular weight of the graft copolymer is low, the graft copolymer trapped in the cellulose composite is also low molecular weight, so the properties of the cellulose composite itself (for example, strength, etc.) may decrease.
そこで、上記高分子がグラフト共重合体の場合(例えば、MAPPの場合)、高分子のエマルジョンの形成を容易にする等の観点から、グラフト率は0.2%以上が好ましく、1.0%以上がより好ましい。また、グラフト率は、高分子の分子量が低下してセルロース複合体/樹脂組成物の特性が低下することを抑制する観点から、4.0%以下が好ましく、3.0%以下がより好ましい。
Therefore, when the polymer is a graft copolymer (for example, MAPP), the graft ratio is preferably 0.2% or more, more preferably 1.0%, from the viewpoint of facilitating the formation of an emulsion of the polymer. The above is more preferable. In addition, the graft ratio is preferably 4.0% or less, more preferably 3.0% or less, from the viewpoint of suppressing deterioration in the properties of the cellulose composite/resin composition due to a decrease in the molecular weight of the polymer.
(融点)
上記高分子の融点としては、分子鎖に採用する無極性高分子の融点に依存する。例えば、分子鎖にポリプロピレン系高分子を採用した場合、高分子の融点は80℃以上175℃以下程度である。 (melting point)
The melting point of the above polymer depends on the melting point of the non-polar polymer used for the molecular chain. For example, when a polypropylene-based polymer is used for the molecular chain, the melting point of the polymer is about 80° C. or higher and 175° C. or lower.
上記高分子の融点としては、分子鎖に採用する無極性高分子の融点に依存する。例えば、分子鎖にポリプロピレン系高分子を採用した場合、高分子の融点は80℃以上175℃以下程度である。 (melting point)
The melting point of the above polymer depends on the melting point of the non-polar polymer used for the molecular chain. For example, when a polypropylene-based polymer is used for the molecular chain, the melting point of the polymer is about 80° C. or higher and 175° C. or lower.
[捕捉された高分子]
セルロース複合体に捕捉される高分子は、上記高分子と同様である。ただし、セルロースの水酸基に反応性基を介して結合している無極性高分子、つまり、この反応性基を有する無極性高分子を有してなる高分子と、捕捉される高分子とは同一の高分子である。 [Captured macromolecules]
The macromolecules trapped in the cellulose composite are the same as the macromolecules described above. However, the non-polar polymer bound to the hydroxyl group of cellulose through the reactive group, that is, the polymer having the non-polar polymer with this reactive group, and the captured polymer are the same. is a polymer of
セルロース複合体に捕捉される高分子は、上記高分子と同様である。ただし、セルロースの水酸基に反応性基を介して結合している無極性高分子、つまり、この反応性基を有する無極性高分子を有してなる高分子と、捕捉される高分子とは同一の高分子である。 [Captured macromolecules]
The macromolecules trapped in the cellulose composite are the same as the macromolecules described above. However, the non-polar polymer bound to the hydroxyl group of cellulose through the reactive group, that is, the polymer having the non-polar polymer with this reactive group, and the captured polymer are the same. is a polymer of
なお、本実施形態において、セルロース複合体をソックスレー抽出したときに、抽出した不溶成分(抽出不溶成分)にセルロース複合体が含まれ、抽出した可溶成分(抽出可溶成分)に高分子が含まれている場合、高分子がセルロース複合体に「捕捉されている」とする。例えば、セルロース複合体をソックスレー抽出し、抽出不溶成分と抽出可溶成分とを分離する。次に、抽出不溶成分及び抽出可溶成分のそれぞれについて、FT-IR測定、1H-NMR測定、及び/又は13C-NMR測定を実施する。その結果、抽出不溶成分にセルロース複合体に含まれる骨格、結合、及び/又は基に由来するピークが観測され、かつ、抽出可溶成分に高分子に含まれる骨格、結合、及び/又は基に由来するピークが観測された場合、セルロース複合体に高分子が捕捉されていると推定できる。
In the present embodiment, when the cellulose composite is subjected to Soxhlet extraction, the extracted insoluble component (extracted insoluble component) contains the cellulose composite, and the extracted soluble component (extractable soluble component) contains the polymer. If so, the macromolecules are said to be "entrapped" in the cellulose composite. For example, the cellulose composite is Soxhlet-extracted to separate the extractable insoluble components from the extractable soluble components. Next, FT-IR measurement, 1 H-NMR measurement and/or 13 C-NMR measurement are performed for each of the extracted insoluble component and the extracted soluble component. As a result, a peak derived from the skeleton, bond, and/or group contained in the cellulose composite was observed in the extractable insoluble component, and the skeleton, bond, and/or group contained in the polymer was observed in the extractable soluble component. If a derived peak is observed, it can be assumed that the macromolecules are trapped in the cellulose composite.
ここで、セルロース複合体としてCNFにMAPPが結合されて形成される複合体を例に挙げる。なお、CNF自体はキシレンに不溶であり、MAPP自体は可溶である。この場合においてソックスレー抽出に有機溶媒としてキシレンを用いると、抽出不溶成分と抽出可溶成分とが得られる。そして、抽出不溶成分の量(wt%)が、セルロース複合体の合成に用いたCNFの量(wt%)より増加している場合であって、NMR測定によりエステル結合の存在が確認された場合、CNFにMAPPがエステル結合を介して結合したことが示される。
Here, a composite formed by binding MAPP to CNF is taken as an example of a cellulose composite. CNF itself is insoluble in xylene, while MAPP itself is soluble. In this case, if xylene is used as an organic solvent for the Soxhlet extraction, an extraction-insoluble component and an extraction-soluble component are obtained. Then, when the amount (wt%) of the extracted insoluble component is greater than the amount (wt%) of CNF used for the synthesis of the cellulose composite, and the presence of an ester bond is confirmed by NMR measurement , indicating that MAPP was bound to CNF via an ester bond.
そして、この場合、抽出可溶成分の13C-NMR測定によりポリプロピレン(PP)骨格に基づくピークが観測され、FT-IR測定、及び1H-NMR測定によりMA骨格に基づくピークが観測され、1H-NMR測定によりセルロース骨格に基づくピークが観測されると共に、抽出不溶成分のFT-IR測定、及び13C-NMR測定によりMA骨格に基づくカルボニルピークが観測され、13C-NMR測定によりセルロース骨格に基づくピークが観測された場合、セルロース複合体に高分子が捕捉されていると推定できる。
In this case, a peak based on the polypropylene (PP) skeleton was observed by 13 C-NMR measurement of the extractable soluble component, and a peak based on the MA skeleton was observed by FT -IR measurement and 1 H-NMR measurement. A peak based on the cellulose skeleton was observed by H-NMR measurement, and a carbonyl peak based on the MA skeleton was observed by FT-IR measurement of the extracted insoluble component and 13 C-NMR measurement, and cellulose skeleton was observed by 13 C-NMR measurement. is observed, it can be assumed that the macromolecules are trapped in the cellulose composite.
<セルロース複合体/樹脂組成物>
本実施形態に係るセルロース複合体/樹脂組成物は、所定の無極性の樹脂にセルロース複合体を分散させて得られる組成物である。セルロース複合体は、セルロースに無極性高分子が結合した状態であるので、無極性の樹脂に実質的に均一に分散させることができる。また、セルロース複合体に捕捉された高分子が存在する場合、セルロース複合体をより容易に無極性の樹脂に分散させることができる。 <Cellulose composite/resin composition>
A cellulose composite/resin composition according to the present embodiment is a composition obtained by dispersing a cellulose composite in a predetermined non-polar resin. Since the cellulose composite is a state in which a nonpolar polymer is bound to cellulose, it can be substantially uniformly dispersed in a nonpolar resin. Also, when there is a polymer trapped in the cellulose composite, the cellulose composite can be more easily dispersed in the non-polar resin.
本実施形態に係るセルロース複合体/樹脂組成物は、所定の無極性の樹脂にセルロース複合体を分散させて得られる組成物である。セルロース複合体は、セルロースに無極性高分子が結合した状態であるので、無極性の樹脂に実質的に均一に分散させることができる。また、セルロース複合体に捕捉された高分子が存在する場合、セルロース複合体をより容易に無極性の樹脂に分散させることができる。 <Cellulose composite/resin composition>
A cellulose composite/resin composition according to the present embodiment is a composition obtained by dispersing a cellulose composite in a predetermined non-polar resin. Since the cellulose composite is a state in which a nonpolar polymer is bound to cellulose, it can be substantially uniformly dispersed in a nonpolar resin. Also, when there is a polymer trapped in the cellulose composite, the cellulose composite can be more easily dispersed in the non-polar resin.
[樹脂]
セルロース複合体/樹脂組成物における樹脂としては、各種の樹脂を用いることができる。例えば、樹脂としては、熱可塑性樹脂、熱硬化性樹脂、及び/又は光硬化性樹脂等が挙げられる。そして、セルロース複合体/樹脂組成物における樹脂としては無極性若しくは疎水性の樹脂を用いることが好ましい。 [resin]
Various resins can be used as the resin in the cellulose composite/resin composition. For example, resins include thermoplastic resins, thermosetting resins, and/or photocurable resins. A nonpolar or hydrophobic resin is preferably used as the resin in the cellulose composite/resin composition.
セルロース複合体/樹脂組成物における樹脂としては、各種の樹脂を用いることができる。例えば、樹脂としては、熱可塑性樹脂、熱硬化性樹脂、及び/又は光硬化性樹脂等が挙げられる。そして、セルロース複合体/樹脂組成物における樹脂としては無極性若しくは疎水性の樹脂を用いることが好ましい。 [resin]
Various resins can be used as the resin in the cellulose composite/resin composition. For example, resins include thermoplastic resins, thermosetting resins, and/or photocurable resins. A nonpolar or hydrophobic resin is preferably used as the resin in the cellulose composite/resin composition.
熱可塑性樹脂としては、スチレン系樹脂、アクリル系樹脂、芳香族ポリカーボネート系樹脂、脂肪族ポリカーボネート系樹脂、芳香族ポリエステル系樹脂、脂肪族ポリエステル系樹脂、オレフィン系樹脂(例えば、脂肪族ポリオレフィン系樹脂、環状オレフィン系樹脂)、ポリアミド系樹脂、ポリフェニレンエーテル系樹脂、熱可塑性ポリイミド系樹脂、ポリアセタール系樹脂、ポリスルホン系樹脂、及び非晶性フッ素系樹脂等が挙げられる。
Examples of thermoplastic resins include styrene resins, acrylic resins, aromatic polycarbonate resins, aliphatic polycarbonate resins, aromatic polyester resins, aliphatic polyester resins, olefin resins (e.g., aliphatic polyolefin resins, cyclic olefin-based resins), polyamide-based resins, polyphenylene ether-based resins, thermoplastic polyimide-based resins, polyacetal-based resins, polysulfone-based resins, and amorphous fluorine-based resins.
熱硬化性樹脂としては、エポキシ樹脂、アクリル樹脂、オキセタン樹脂、フェノール樹脂、尿素樹脂、ポリイミド樹脂、メラミン樹脂、不飽和ポリエステル樹脂、ケイ素樹脂、ポリウレタン樹脂、アリルエステル樹脂、及びジアリルフタレート樹脂等が挙げられる。
Examples of thermosetting resins include epoxy resins, acrylic resins, oxetane resins, phenol resins, urea resins, polyimide resins, melamine resins, unsaturated polyester resins, silicon resins, polyurethane resins, allyl ester resins, and diallyl phthalate resins. be done.
光硬化性樹脂としては、エポキシ樹脂、アクリル樹脂、及びオキセタン樹脂等が挙げられる。
Examples of photocurable resins include epoxy resins, acrylic resins, and oxetane resins.
なお、樹脂としては、各種の産業に応用でき、また、成形が比較的容易である観点から、熱可塑性樹脂、例えば、オレフィン系樹脂(ポリプロピレン等)を用いることが好ましい。
As the resin, it is preferable to use a thermoplastic resin such as an olefin resin (polypropylene, etc.) from the viewpoint that it can be applied to various industries and is relatively easy to mold.
<セルロース含有樹脂組成物の詳細>
セルロース含有樹脂組成物は、結晶性樹脂と本実施形態に係るセルロース複合体とを含有する組成物である。 <Details of cellulose-containing resin composition>
A cellulose-containing resin composition is a composition containing a crystalline resin and the cellulose composite according to the present embodiment.
セルロース含有樹脂組成物は、結晶性樹脂と本実施形態に係るセルロース複合体とを含有する組成物である。 <Details of cellulose-containing resin composition>
A cellulose-containing resin composition is a composition containing a crystalline resin and the cellulose composite according to the present embodiment.
(結晶性樹脂)
結晶性樹脂は、オレフィン系樹脂を用いることができる。オレフィン系樹脂としては、ポリプロピレン、ポリエチレン、ポリメチルペンテン、エチレン・酢酸ビニル共重合樹脂、塩化ビニル樹脂、スチレン樹脂、(メタ)アクリル樹脂、ビニルエーテル樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリスルホン系樹脂、ポリエステル系樹脂、ポリビニルアセタール系樹脂、ポリ塩化ビニリデン系樹脂、ポリウレタン系樹脂等が挙げられる。ここで結晶性樹脂は、これらの樹脂の1種を単独で用いても、2種以上を併用してもよい。本実施形態において結晶性樹脂は、樹脂特性の良好性、及び入手の容易さ等の観点からポリプロピレンを用いることが好ましい。なお、結晶性樹脂とは、ISO 3146(プラスチック転移温度測定方法、JIS K7121)に基づいて測定した場合に、融解ピークを有する樹脂を意味する。 (Crystalline resin)
An olefin-based resin can be used as the crystalline resin. Olefin resins include polypropylene, polyethylene, polymethylpentene, ethylene/vinyl acetate copolymer resin, vinyl chloride resin, styrene resin, (meth)acrylic resin, vinyl ether resin, polyamide resin, polycarbonate resin, polysulfone resin, Examples include polyester resins, polyvinyl acetal resins, polyvinylidene chloride resins, polyurethane resins, and the like. Here, the crystalline resin may be used alone or in combination of two or more of these resins. In the present embodiment, it is preferable to use polypropylene as the crystalline resin from the viewpoints of good resin properties, availability, and the like. The crystalline resin means a resin having a melting peak when measured according to ISO 3146 (method for measuring plastic transition temperature, JIS K7121).
結晶性樹脂は、オレフィン系樹脂を用いることができる。オレフィン系樹脂としては、ポリプロピレン、ポリエチレン、ポリメチルペンテン、エチレン・酢酸ビニル共重合樹脂、塩化ビニル樹脂、スチレン樹脂、(メタ)アクリル樹脂、ビニルエーテル樹脂、ポリアミド系樹脂、ポリカーボネート系樹脂、ポリスルホン系樹脂、ポリエステル系樹脂、ポリビニルアセタール系樹脂、ポリ塩化ビニリデン系樹脂、ポリウレタン系樹脂等が挙げられる。ここで結晶性樹脂は、これらの樹脂の1種を単独で用いても、2種以上を併用してもよい。本実施形態において結晶性樹脂は、樹脂特性の良好性、及び入手の容易さ等の観点からポリプロピレンを用いることが好ましい。なお、結晶性樹脂とは、ISO 3146(プラスチック転移温度測定方法、JIS K7121)に基づいて測定した場合に、融解ピークを有する樹脂を意味する。 (Crystalline resin)
An olefin-based resin can be used as the crystalline resin. Olefin resins include polypropylene, polyethylene, polymethylpentene, ethylene/vinyl acetate copolymer resin, vinyl chloride resin, styrene resin, (meth)acrylic resin, vinyl ether resin, polyamide resin, polycarbonate resin, polysulfone resin, Examples include polyester resins, polyvinyl acetal resins, polyvinylidene chloride resins, polyurethane resins, and the like. Here, the crystalline resin may be used alone or in combination of two or more of these resins. In the present embodiment, it is preferable to use polypropylene as the crystalline resin from the viewpoints of good resin properties, availability, and the like. The crystalline resin means a resin having a melting peak when measured according to ISO 3146 (method for measuring plastic transition temperature, JIS K7121).
(セルロースの含有量)
セルロース含有樹脂組成物中におけるセルロース(セルロース、CNF、及び/又はMFC)の濃度は、セルロース含有樹脂組成物中においてセルロースの凝集を抑えることができ、セルロースのネットワーク構造が形成される範囲の濃度に調整されることが好ましい。また、当該セルロース濃度は、例えば、セルロース含有樹脂組成物を用いて形成される3Dプリンタ用フィラメントを材料押出堆積式(FDM方式)の3Dプリンタにおいて用いる場合に、所定の積層物の高さを実現できる濃度に調整されることも好ましい。例えば、セルロースのセルロース含有樹脂組成物中における濃度は0wt%を超えることを要し、3wt%以下が好ましく、2.6wt%以下がより好ましく、1.5wt%以下が更に好ましい。 (Cellulose content)
The concentration of cellulose (cellulose, CNF, and/or MFC) in the cellulose-containing resin composition is within a range where aggregation of cellulose can be suppressed in the cellulose-containing resin composition and a network structure of cellulose is formed. preferably adjusted. Further, the cellulose concentration achieves a predetermined laminate height when, for example, a 3D printer filament formed using a cellulose-containing resin composition is used in a material extrusion deposition type (FDM method) 3D printer. It is also preferable that the concentration be adjusted to a possible value. For example, the concentration of cellulose in the cellulose-containing resin composition must exceed 0 wt%, preferably 3 wt% or less, more preferably 2.6 wt% or less, and even more preferably 1.5 wt% or less.
セルロース含有樹脂組成物中におけるセルロース(セルロース、CNF、及び/又はMFC)の濃度は、セルロース含有樹脂組成物中においてセルロースの凝集を抑えることができ、セルロースのネットワーク構造が形成される範囲の濃度に調整されることが好ましい。また、当該セルロース濃度は、例えば、セルロース含有樹脂組成物を用いて形成される3Dプリンタ用フィラメントを材料押出堆積式(FDM方式)の3Dプリンタにおいて用いる場合に、所定の積層物の高さを実現できる濃度に調整されることも好ましい。例えば、セルロースのセルロース含有樹脂組成物中における濃度は0wt%を超えることを要し、3wt%以下が好ましく、2.6wt%以下がより好ましく、1.5wt%以下が更に好ましい。 (Cellulose content)
The concentration of cellulose (cellulose, CNF, and/or MFC) in the cellulose-containing resin composition is within a range where aggregation of cellulose can be suppressed in the cellulose-containing resin composition and a network structure of cellulose is formed. preferably adjusted. Further, the cellulose concentration achieves a predetermined laminate height when, for example, a 3D printer filament formed using a cellulose-containing resin composition is used in a material extrusion deposition type (FDM method) 3D printer. It is also preferable that the concentration be adjusted to a possible value. For example, the concentration of cellulose in the cellulose-containing resin composition must exceed 0 wt%, preferably 3 wt% or less, more preferably 2.6 wt% or less, and even more preferably 1.5 wt% or less.
<その他の添加剤>
本実施形態に係るセルロース複合体、セルロース複合体/樹脂組成物、及び/又はセルロース含有樹脂組成物に、セルロース複合体、セルロース複合体/樹脂組成物、及び/又はセルロース含有樹脂組成物の物性等を損なわない範囲で必要に応じ、増量剤、可塑剤、水分吸収剤、物性調整剤、補強剤、着色剤、難燃剤、酸化防止剤、老化防止剤、導電剤、帯電防止剤、紫外線吸収剤、紫外線分散剤、溶剤、香料、消臭剤、顔料、染料、フィラー、希釈剤、タルク等の各種添加剤を加えてもよい。 <Other additives>
The cellulose composite, the cellulose composite/resin composition, and/or the cellulose-containing resin composition according to the present embodiment, the physical properties of the cellulose composite, the cellulose composite/resin composition, and/or the cellulose-containing resin composition, etc. Extenders, plasticizers, moisture absorbers, physical property modifiers, reinforcing agents, coloring agents, flame retardants, antioxidants, anti-aging agents, conductive agents, antistatic agents, UV absorbers , UV dispersants, solvents, fragrances, deodorants, pigments, dyes, fillers, diluents, talc, and other additives may be added.
本実施形態に係るセルロース複合体、セルロース複合体/樹脂組成物、及び/又はセルロース含有樹脂組成物に、セルロース複合体、セルロース複合体/樹脂組成物、及び/又はセルロース含有樹脂組成物の物性等を損なわない範囲で必要に応じ、増量剤、可塑剤、水分吸収剤、物性調整剤、補強剤、着色剤、難燃剤、酸化防止剤、老化防止剤、導電剤、帯電防止剤、紫外線吸収剤、紫外線分散剤、溶剤、香料、消臭剤、顔料、染料、フィラー、希釈剤、タルク等の各種添加剤を加えてもよい。 <Other additives>
The cellulose composite, the cellulose composite/resin composition, and/or the cellulose-containing resin composition according to the present embodiment, the physical properties of the cellulose composite, the cellulose composite/resin composition, and/or the cellulose-containing resin composition, etc. Extenders, plasticizers, moisture absorbers, physical property modifiers, reinforcing agents, coloring agents, flame retardants, antioxidants, anti-aging agents, conductive agents, antistatic agents, UV absorbers , UV dispersants, solvents, fragrances, deodorants, pigments, dyes, fillers, diluents, talc, and other additives may be added.
<応用分野:製品>
本実施形態に係るセルロース含有樹脂組成物は、様々な用途に利用できる。具体的に、自動車用部品、家電、住宅・建材、包装材料等の様々な製品に利用できる。そして、本実施形態に係るセルロース含有樹脂組成物は、熱溶融後に冷却しても体積収縮が起こりにくいので、3Dプリンタ用フィラメント、特に材料押出堆積式(FDM方式)の3Dプリンタの3Dプリンタ用フィラメントとして有用である。 <Application: Products>
The cellulose-containing resin composition according to this embodiment can be used for various purposes. Specifically, it can be used for various products such as automobile parts, home appliances, housing/building materials, and packaging materials. Further, since the cellulose-containing resin composition according to the present embodiment does not easily shrink in volume even if it is cooled after being melted by heat, filaments for 3D printers, especially filaments for 3D printers of material extrusion deposition type (FDM method) 3D printers is useful as
本実施形態に係るセルロース含有樹脂組成物は、様々な用途に利用できる。具体的に、自動車用部品、家電、住宅・建材、包装材料等の様々な製品に利用できる。そして、本実施形態に係るセルロース含有樹脂組成物は、熱溶融後に冷却しても体積収縮が起こりにくいので、3Dプリンタ用フィラメント、特に材料押出堆積式(FDM方式)の3Dプリンタの3Dプリンタ用フィラメントとして有用である。 <Application: Products>
The cellulose-containing resin composition according to this embodiment can be used for various purposes. Specifically, it can be used for various products such as automobile parts, home appliances, housing/building materials, and packaging materials. Further, since the cellulose-containing resin composition according to the present embodiment does not easily shrink in volume even if it is cooled after being melted by heat, filaments for 3D printers, especially filaments for 3D printers of material extrusion deposition type (FDM method) 3D printers is useful as
<セルロース複合体の製造方法>
本実施形態に係るセルロース複合体の製造方法は、概略、以下の各工程を備える。すなわち、セルロース複合体の製造方法は、水酸基を有するセルロースと反応性基を有する高分子とを混合して混合物を調製する混合工程と、混合物を加熱する加熱工程とを備える。また、セルロース複合体の製造方法は、加熱工程後に得られるセルロース複合体を乾燥する乾燥工程を更に備えることもできる。なお、混合工程後に加熱工程を実行することも、混合工程と加熱工程とを同時に実行すること(混合工程を加熱しながら実行すること)もできる。 <Method for producing cellulose composite>
The method for producing a cellulose composite according to this embodiment generally includes the following steps. That is, the method for producing a cellulose composite comprises a mixing step of mixing cellulose having a hydroxyl group and a polymer having a reactive group to prepare a mixture, and a heating step of heating the mixture. Moreover, the method for producing a cellulose composite can further include a drying step of drying the cellulose composite obtained after the heating step. The heating step can be performed after the mixing step, or the mixing step and the heating step can be performed at the same time (the mixing step can be performed while heating).
本実施形態に係るセルロース複合体の製造方法は、概略、以下の各工程を備える。すなわち、セルロース複合体の製造方法は、水酸基を有するセルロースと反応性基を有する高分子とを混合して混合物を調製する混合工程と、混合物を加熱する加熱工程とを備える。また、セルロース複合体の製造方法は、加熱工程後に得られるセルロース複合体を乾燥する乾燥工程を更に備えることもできる。なお、混合工程後に加熱工程を実行することも、混合工程と加熱工程とを同時に実行すること(混合工程を加熱しながら実行すること)もできる。 <Method for producing cellulose composite>
The method for producing a cellulose composite according to this embodiment generally includes the following steps. That is, the method for producing a cellulose composite comprises a mixing step of mixing cellulose having a hydroxyl group and a polymer having a reactive group to prepare a mixture, and a heating step of heating the mixture. Moreover, the method for producing a cellulose composite can further include a drying step of drying the cellulose composite obtained after the heating step. The heating step can be performed after the mixing step, or the mixing step and the heating step can be performed at the same time (the mixing step can be performed while heating).
[混合工程]
まず、水酸基を有するセルロース、すなわち、所定量のセルロース繊維、セルロースナノファイバー(CNF)、及び/又はミクロフィブリル化セルロース(MFC)、並びに所定量の高分子(つまり、水酸基と反応可能な反応性基を有し、分子鎖が無極性高分子である高分子)それぞれを混合することで混合物を調製する。混合方法には特に限定はなく、手動での混合、撹拌機や混合機を用いた混合等を適宜選択できる。 [Mixing process]
First, cellulose having hydroxyl groups, that is, a predetermined amount of cellulose fibers, cellulose nanofibers (CNF), and/or microfibrillated cellulose (MFC), and a predetermined amount of polymers (that is, reactive groups capable of reacting with hydroxyl groups) and the molecular chain is a non-polar polymer) are mixed to prepare a mixture. The mixing method is not particularly limited, and manual mixing, mixing using a stirrer or mixer, or the like can be appropriately selected.
まず、水酸基を有するセルロース、すなわち、所定量のセルロース繊維、セルロースナノファイバー(CNF)、及び/又はミクロフィブリル化セルロース(MFC)、並びに所定量の高分子(つまり、水酸基と反応可能な反応性基を有し、分子鎖が無極性高分子である高分子)それぞれを混合することで混合物を調製する。混合方法には特に限定はなく、手動での混合、撹拌機や混合機を用いた混合等を適宜選択できる。 [Mixing process]
First, cellulose having hydroxyl groups, that is, a predetermined amount of cellulose fibers, cellulose nanofibers (CNF), and/or microfibrillated cellulose (MFC), and a predetermined amount of polymers (that is, reactive groups capable of reacting with hydroxyl groups) and the molecular chain is a non-polar polymer) are mixed to prepare a mixture. The mixing method is not particularly limited, and manual mixing, mixing using a stirrer or mixer, or the like can be appropriately selected.
(混合に用いるセルロース)
ここで、セルロースとしてセルロール繊維を用いる場合、セルロース繊維が水分を含んだ状態で用いる。また、セルロースとしてCNFを用いる場合、セルロースの水分散体、すなわち、CNFの水分散体(以下、「CNF水分散体」と称する。)を用いることが好ましい。CNF水分散体のCNFとしては上記の各種のCNFを用いることができる。なお、予め化学処理で疎水化したセルロース繊維を用いることもできる。ただし、セルロース繊維を予め化学処理で疎水化する場合、化学処理に付随する精製等の工程が増加することから、コストや手間が増加する。一方、本実施形態においては、化学未処理のセルロース繊維、及び/又はセルロースの水分散体を用いることができるので、上記工程を経ることを要さず、コスト面等において非常に有利である。また、セルロースとしてミクロフィブリル化セルロース(MFC)を用いる場合、セルロースを水中で解繊(叩解)処理して得られるMFCを用いることが好ましい。MFCはCNFよりも解繊度が低いことから、水切れが良く、強固な凝集が起こりにくい。 (Cellulose used for mixing)
Here, when cellulose fibers are used as cellulose, the cellulose fibers are used in a state in which they contain moisture. When CNF is used as cellulose, it is preferable to use an aqueous dispersion of cellulose, that is, an aqueous dispersion of CNF (hereinafter referred to as "CNF aqueous dispersion"). As the CNF of the CNF aqueous dispersion, the various CNFs described above can be used. It is also possible to use cellulose fibers previously hydrophobized by chemical treatment. However, when the cellulose fibers are hydrophobized in advance by chemical treatment, the number of steps such as refining accompanying the chemical treatment is increased, resulting in an increase in cost and labor. On the other hand, in the present embodiment, chemically untreated cellulose fibers and/or an aqueous dispersion of cellulose can be used, which eliminates the need for the above steps and is very advantageous in terms of cost and the like. When using microfibrillated cellulose (MFC) as cellulose, it is preferable to use MFC obtained by defibrating (beating) cellulose in water. Since MFC has a lower fibrillation degree than CNF, it drains well and is less likely to aggregate strongly.
ここで、セルロースとしてセルロール繊維を用いる場合、セルロース繊維が水分を含んだ状態で用いる。また、セルロースとしてCNFを用いる場合、セルロースの水分散体、すなわち、CNFの水分散体(以下、「CNF水分散体」と称する。)を用いることが好ましい。CNF水分散体のCNFとしては上記の各種のCNFを用いることができる。なお、予め化学処理で疎水化したセルロース繊維を用いることもできる。ただし、セルロース繊維を予め化学処理で疎水化する場合、化学処理に付随する精製等の工程が増加することから、コストや手間が増加する。一方、本実施形態においては、化学未処理のセルロース繊維、及び/又はセルロースの水分散体を用いることができるので、上記工程を経ることを要さず、コスト面等において非常に有利である。また、セルロースとしてミクロフィブリル化セルロース(MFC)を用いる場合、セルロースを水中で解繊(叩解)処理して得られるMFCを用いることが好ましい。MFCはCNFよりも解繊度が低いことから、水切れが良く、強固な凝集が起こりにくい。 (Cellulose used for mixing)
Here, when cellulose fibers are used as cellulose, the cellulose fibers are used in a state in which they contain moisture. When CNF is used as cellulose, it is preferable to use an aqueous dispersion of cellulose, that is, an aqueous dispersion of CNF (hereinafter referred to as "CNF aqueous dispersion"). As the CNF of the CNF aqueous dispersion, the various CNFs described above can be used. It is also possible to use cellulose fibers previously hydrophobized by chemical treatment. However, when the cellulose fibers are hydrophobized in advance by chemical treatment, the number of steps such as refining accompanying the chemical treatment is increased, resulting in an increase in cost and labor. On the other hand, in the present embodiment, chemically untreated cellulose fibers and/or an aqueous dispersion of cellulose can be used, which eliminates the need for the above steps and is very advantageous in terms of cost and the like. When using microfibrillated cellulose (MFC) as cellulose, it is preferable to use MFC obtained by defibrating (beating) cellulose in water. Since MFC has a lower fibrillation degree than CNF, it drains well and is less likely to aggregate strongly.
セルロース繊維が含む水分量は、セルロース繊維の製造方法によって変動する。例えば、セルロース繊維の製造方法には、セルロースをグラインダーや超高圧水を用い、数十~200nmレベル程度の繊維幅まで解繊する機械式解繊や、TEMPO酸化やリン酸エステル化等により、10nmレベル程度の繊維幅まで解繊する化学処理解繊がある。機械式解繊の場合は発熱するため、また、化学処理解繊の場合は水溶液中での化学処理を要するため、いずれも水分散体である。そして、機械式解繊の場合、解繊の程度に応じて変動するものの、通常、セルロース繊維の固形分濃度は2wt%以上10wt%以下程度である(なお、10wt%程度でセルロース繊維の形状はシャーベット状になる。)。一方、化学処理解繊の場合、セルロース繊維の固形分濃度は0.5wt%以上2wt%以下程度である(なお、2wt%は、ゲル状を維持する固形分濃度の上限である。)。本実施形態においては、水分散体CNFのみならず、パルプ等の繊維にも適用できるという点で有利である。
The amount of water contained in cellulose fibers varies depending on the manufacturing method of cellulose fibers. For example, methods for producing cellulose fibers include mechanical fibrillation in which cellulose is fibrillated to a fiber width of several tens to 200 nm using a grinder or ultrahigh-pressure water, TEMPO oxidation, phosphoric acid esterification, etc., to achieve a fiber width of 10 nm. There is a chemical processing defibration that defibrates to a fiber width of about level. Both are aqueous dispersions because mechanical fibrillation generates heat and chemical fibrillation requires chemical treatment in an aqueous solution. In the case of mechanical defibration, although it varies depending on the degree of defibration, the solid content concentration of cellulose fibers is usually about 2 wt% or more and 10 wt% or less (note that at about 10 wt%, the shape of cellulose fibers is becomes sherbet-like). On the other hand, in the case of chemical defibration, the solid content concentration of the cellulose fibers is about 0.5 wt% or more and 2 wt% or less (2 wt% is the upper limit of the solid content concentration that maintains the gel state). This embodiment is advantageous in that it can be applied not only to water dispersion CNF but also to fibers such as pulp.
CNF水分散体の固形分濃度は、高分子エマルジョンに混合する場合において温度ムラなく攪拌可能なレベルの粘度になる濃度であることが好ましい。例えば、CNF水分散体の固形分濃度は、高分子との混合を容易にする観点から、0.5wt%以上であり、2wt%以上が好ましく、5wt%以上であってもよく、15wt%以下であり、10wt%以下が好ましい。また、CNF水分散体の粘度(例えば、B型粘度計を用い、25℃、60rpmで測定した場合の粘度の代表値)は、700mPa・s以上であり、3,000mPa・s以上であってもよく、6,000mPa・s以上であってもよく、40,000mPa・s以上であってもよく、130,000mPa・s以下であり、110,000mPa・s以下が好ましい。
The solid content concentration of the CNF water dispersion is preferably a concentration at which the viscosity becomes a level that allows stirring without temperature unevenness when mixed with a polymer emulsion. For example, the solid content concentration of the CNF aqueous dispersion is 0.5 wt% or more, preferably 2 wt% or more, may be 5 wt% or more, and 15 wt% or less, from the viewpoint of facilitating mixing with the polymer. and preferably 10 wt % or less. In addition, the viscosity of the CNF aqueous dispersion (for example, using a Brookfield viscometer, a representative value of the viscosity when measured at 25 ° C. and 60 rpm) is 700 mPa s or more, and 3,000 mPa s or more. may be 6,000 mPa·s or more, may be 40,000 mPa·s or more, and is 130,000 mPa·s or less, preferably 110,000 mPa·s or less.
(混合に用いる高分子)
混合工程で用いる高分子は、高分子の微粒子を水に分散させた高分子の水系エマルジョンを用いることが好ましい。高分子の水系エマルジョンを構成する高分子としては、上記の各種の高分子を用いることができる。なお、水(分散媒)中に高分子の微粒子(分散質)が安定に分散している系(乳濁液)を「ラテックス」という。ただし、本実施形態においては、慣行に従って、係る系を「エマルジョン」と称するものとする。 (Polymer used for mixing)
As the polymer used in the mixing step, it is preferable to use a polymer aqueous emulsion in which polymer fine particles are dispersed in water. As the polymer constituting the polymer aqueous emulsion, the various polymers described above can be used. A system (emulsion) in which polymer microparticles (dispersoids) are stably dispersed in water (dispersion medium) is called "latex." However, in this embodiment, such a system shall be referred to as an "emulsion" in accordance with common practice.
混合工程で用いる高分子は、高分子の微粒子を水に分散させた高分子の水系エマルジョンを用いることが好ましい。高分子の水系エマルジョンを構成する高分子としては、上記の各種の高分子を用いることができる。なお、水(分散媒)中に高分子の微粒子(分散質)が安定に分散している系(乳濁液)を「ラテックス」という。ただし、本実施形態においては、慣行に従って、係る系を「エマルジョン」と称するものとする。 (Polymer used for mixing)
As the polymer used in the mixing step, it is preferable to use a polymer aqueous emulsion in which polymer fine particles are dispersed in water. As the polymer constituting the polymer aqueous emulsion, the various polymers described above can be used. A system (emulsion) in which polymer microparticles (dispersoids) are stably dispersed in water (dispersion medium) is called "latex." However, in this embodiment, such a system shall be referred to as an "emulsion" in accordance with common practice.
高分子の水系エマルジョンにおける固形分の割合は、セルロースとの反応性の観点から5wt%以上であり、10wt%以上が好ましく、15wt%以上がより好ましく、20wt%以上が更に好ましく、25wt%以上であってもよい。また、高分子の水系エマルジョンにおける固形分の割合は、エマルジョンを調製しやすくする観点から、45wt%以下であり、30wt%以下であることが好ましい。
From the viewpoint of reactivity with cellulose, the proportion of solids in the polymer aqueous emulsion is 5 wt% or more, preferably 10 wt% or more, more preferably 15 wt% or more, still more preferably 20 wt% or more, and 25 wt% or more. There may be. In addition, the proportion of solids in the aqueous polymer emulsion is 45 wt % or less, preferably 30 wt % or less, from the viewpoint of facilitating preparation of the emulsion.
高分子の水系エマルジョンとしては、各種のエマルジョンを用いることができる。各種のエマルジョンのうち、無水マレイン酸変性ポリプロピレン(MAPP)エマルジョン、エチレン・酢酸ビニル共重合樹脂(EVA)エマルジョン、及びアクリル樹脂のアクリルエマルジョンを用いることが好ましい。なかでも、反応性基が分子鎖からぶら下がっており、そのため、セルロースの水酸基へ反応性基が接近しやすく、反応性基の水酸基への衝突頻度を向上させることができるMAPPエマルジョンが最も好ましい。セルロースの水分散体と高分子の水系エマルジョンとを混合することで、固体同士を混合させた場合比べ、低温若しくは熱劣化が少ない状態での分子レベルでの混合が容易になる。
Various emulsions can be used as the polymer water-based emulsion. Among various emulsions, it is preferable to use a maleic anhydride-modified polypropylene (MAPP) emulsion, an ethylene-vinyl acetate copolymer (EVA) emulsion, and an acrylic emulsion of an acrylic resin. Among them, the MAPP emulsion is most preferable because the reactive groups are suspended from the molecular chain, so that the reactive groups can easily approach the hydroxyl groups of the cellulose, and the collision frequency of the reactive groups with the hydroxyl groups can be improved. By mixing the aqueous dispersion of cellulose and the aqueous polymer emulsion, mixing at the molecular level can be facilitated at a low temperature or in a state in which thermal deterioration is less than in the case of mixing solids.
(セルロース及び高分子の混合量)
セルロースと高分子との混合比は、セルロース及び高分子の固形分比率で定義できる。すなわち、混合物のセルロース(セルロース繊維、CNF、又はMFC)の固形分比率は、3wt%以上であり、5wt%以上であってもよく、10wt%以上が好ましく、20wt%以上であってもよく、セルロース(典型的にはCNF)の凝集を抑制し、高分子との複合体を適切に形成させる観点から、50wt%以下であり、40wt%以下であることが好ましい。 (Mixed amount of cellulose and polymer)
The mixing ratio of cellulose and polymer can be defined by the solid content ratio of cellulose and polymer. That is, the solid content ratio of cellulose (cellulose fiber, CNF, or MFC) in the mixture is 3 wt% or more, may be 5 wt% or more, preferably 10 wt% or more, and may be 20 wt% or more, From the viewpoint of suppressing aggregation of cellulose (typically CNF) and appropriately forming a complex with a polymer, the content is 50 wt% or less, preferably 40 wt% or less.
セルロースと高分子との混合比は、セルロース及び高分子の固形分比率で定義できる。すなわち、混合物のセルロース(セルロース繊維、CNF、又はMFC)の固形分比率は、3wt%以上であり、5wt%以上であってもよく、10wt%以上が好ましく、20wt%以上であってもよく、セルロース(典型的にはCNF)の凝集を抑制し、高分子との複合体を適切に形成させる観点から、50wt%以下であり、40wt%以下であることが好ましい。 (Mixed amount of cellulose and polymer)
The mixing ratio of cellulose and polymer can be defined by the solid content ratio of cellulose and polymer. That is, the solid content ratio of cellulose (cellulose fiber, CNF, or MFC) in the mixture is 3 wt% or more, may be 5 wt% or more, preferably 10 wt% or more, and may be 20 wt% or more, From the viewpoint of suppressing aggregation of cellulose (typically CNF) and appropriately forming a complex with a polymer, the content is 50 wt% or less, preferably 40 wt% or less.
一方、混合物の高分子の固形分比率は、セルロースの固形分比率以上の比率、好ましくはより多い比率であればよく、例えば、10wt%以上であり、15wt%以上であってもよく、25wt%以上であってもよく、45wt%以上であってもよい。
On the other hand, the solid content ratio of the polymer in the mixture may be a ratio equal to or higher than the solid content ratio of cellulose, preferably a higher ratio, for example, 10 wt% or more, may be 15 wt% or more, or 25 wt%. or more, or 45 wt % or more.
したがって、セルロース繊維、CNF、及び/又はMFCと高分子とを混合する場合、混合物におけるセルロースの固形分比率と高分子の固形分比率との比、つまり、セルロースの固形分比率:高分子の固形分比率が、1:x(ただし、x≧1)、典型的には1:1~1:10程度、好ましくは1:2~1:9程度になるように、セルロース(水分を含んだセルロース繊維、CNF水分散体、又はMFC)と高分子(高分子の水系エマルジョン)とを秤量して混合する。
Therefore, when mixing cellulose fibers, CNF, and/or MFC with a polymer, the ratio of the solid content ratio of cellulose to the solid content ratio of the polymer in the mixture, that is, the solid content ratio of cellulose: the solid content of the polymer The cellulose (moisture-containing cellulose Fiber, CNF aqueous dispersion, or MFC) and polymer (water-based emulsion of polymer) are weighed and mixed.
[加熱工程]
加熱工程は、混合工程で得られた混合物を所定の温度以下に制御して所定時間、加熱する。この加熱工程により、セルロースの水酸基と高分子の反応性基とが反応し、所定の結合が形成され、この結合を介してセルロースに高分子が結合される。ここで、反応性基が無水コハク酸基、カルボニル基、及びカルボキシル基からなる群から選択される少なくとも1つの反応性基である場合、セルロースの水酸基と反応性基とにより形成される結合はエステル結合である。すなわち、この場合、加熱工程においてエステル化反応が進行することになる。 [Heating process]
In the heating step, the mixture obtained in the mixing step is controlled to a predetermined temperature or less and heated for a predetermined time. This heating step causes the hydroxyl groups of the cellulose to react with the reactive groups of the polymer to form predetermined bonds, through which the polymer is bound to the cellulose. Here, when the reactive group is at least one reactive group selected from the group consisting of a succinic anhydride group, a carbonyl group, and a carboxyl group, the bond formed by the hydroxyl group of cellulose and the reactive group is an ester It is a bond. That is, in this case, the esterification reaction proceeds in the heating step.
加熱工程は、混合工程で得られた混合物を所定の温度以下に制御して所定時間、加熱する。この加熱工程により、セルロースの水酸基と高分子の反応性基とが反応し、所定の結合が形成され、この結合を介してセルロースに高分子が結合される。ここで、反応性基が無水コハク酸基、カルボニル基、及びカルボキシル基からなる群から選択される少なくとも1つの反応性基である場合、セルロースの水酸基と反応性基とにより形成される結合はエステル結合である。すなわち、この場合、加熱工程においてエステル化反応が進行することになる。 [Heating process]
In the heating step, the mixture obtained in the mixing step is controlled to a predetermined temperature or less and heated for a predetermined time. This heating step causes the hydroxyl groups of the cellulose to react with the reactive groups of the polymer to form predetermined bonds, through which the polymer is bound to the cellulose. Here, when the reactive group is at least one reactive group selected from the group consisting of a succinic anhydride group, a carbonyl group, and a carboxyl group, the bond formed by the hydroxyl group of cellulose and the reactive group is an ester It is a bond. That is, in this case, the esterification reaction proceeds in the heating step.
加熱工程における反応温度は、所定の結合(例えば、エステル結合)の形成を可能にする観点から、50℃以上であり、70℃以上が好ましく、80℃以上であってもよい。また、反応温度はセルロースの熱劣化を抑制するため、200℃以下であり、160℃以下が好ましく、145℃以下であってもよい。
The reaction temperature in the heating step is 50°C or higher, preferably 70°C or higher, and may be 80°C or higher, from the viewpoint of enabling formation of a predetermined bond (eg, an ester bond). In addition, the reaction temperature is 200° C. or lower, preferably 160° C. or lower, and may be 145° C. or lower in order to suppress thermal deterioration of cellulose.
また、加熱工程は、減圧下で混合物を加熱することが好ましい。加熱時の圧力は、常圧未満であればよい。例えば、加熱工程における圧力は、0.09MPa程度以下であってよい。減圧下で加熱することにより、系から水分を除去しやすくなる。加熱工程後、セルロース複合体の粉末が得られる。また、加熱工程後に得られる反応物について、減圧濾過してもよい(減圧濾過工程)。つまり、本実施形態に係る上記反応物は、脱水処理を施すことができる。減圧濾過工程を経ることで、反応物により強力な脱水処理を施すことができる。なお、加熱工程は、例えば、遊星攪拌型加熱減圧乾燥装置等の装置を用いることができる。また、加熱工程は、常圧開放系の釜で混合物を加熱反応後、遠心分離機、及びフィルタープレス等で一次脱水処理する工程(一次脱水処理工程)と、続いて、せん断力が加わる乾燥機を用いて減圧乾燥する工程(二次脱水処理工程)とを含んでいてもよい。得られるセルロース複合体の粉末の量、及び/又は製造コストの観点から、加熱工程は、一次脱水処理工程と二次脱水処理工程とを組み合わせた工程であることが好ましい。
In addition, the heating step preferably heats the mixture under reduced pressure. The pressure during heating may be less than normal pressure. For example, the pressure in the heating step may be approximately 0.09 MPa or less. Heating under reduced pressure helps remove water from the system. After the heating step, a cellulose composite powder is obtained. Moreover, the reaction product obtained after the heating step may be filtered under reduced pressure (reduced pressure filtration step). That is, the reaction product according to this embodiment can be subjected to dehydration treatment. By going through the vacuum filtration step, it is possible to apply a more powerful dehydration treatment to the reaction product. For the heating step, for example, a device such as a planetary stirring type heating and reduced pressure drying device can be used. In addition, the heating process is a process of heating and reacting the mixture in a pot of a normal pressure open system, followed by a process of primary dehydration treatment with a centrifuge, a filter press, etc. It may include a step of drying under reduced pressure using (secondary dehydration treatment step). From the viewpoint of the amount of cellulose composite powder to be obtained and/or production costs, the heating step is preferably a step in which the primary dehydration treatment step and the secondary dehydration treatment step are combined.
ここで、このセルロース複合体は、セルロース複合体に捕捉された高分子を含んでいる。セルロース(水分を含んだセルロース繊維、CNF水分散体、又はMFC)と高分子の水系エマルジョンとを用いることで、セルロース複合体が形成されるだけではなく、セルロースに結合した無極性高分子に高分子が絡みやすく、セルロース複合体に高分子が捕捉されやすくなると推測される。
Here, this cellulose composite contains macromolecules trapped in the cellulose composite. By using cellulose (water-containing cellulose fiber, CNF aqueous dispersion, or MFC) and an aqueous emulsion of a polymer, not only a cellulose composite is formed, but also a non-polar polymer bound to the cellulose is highly It is presumed that the molecules are easily entangled and the macromolecules are easily trapped in the cellulose composite.
[乾燥工程]
乾燥工程は、加熱工程後に得られるセルロース複合体に残存する水分を乾燥させる。例えば、乾燥工程は、セルロース複合体を温風で乾燥させる工程である。温風の温度は、一例として80℃程度であり、乾燥時間は8時間程度である。ただし、セルロース複合体に含まれるセルロースの熱劣化を抑制できる範囲であれば、温度及び乾燥時間はこれに限られない。乾燥工程は、例えば、セルロース複合体に含まれる水分量が5wt%程度以下になるまで乾燥を継続することが好ましい。 [Drying process]
A drying process dries the water|moisture content which remains in the cellulose composite obtained after a heating process. For example, the drying step is a step of drying the cellulose composite with warm air. The temperature of the warm air is, for example, about 80° C., and the drying time is about 8 hours. However, the temperature and the drying time are not limited to these, as long as the thermal deterioration of the cellulose contained in the cellulose composite can be suppressed. In the drying step, it is preferable to continue drying until, for example, the water content in the cellulose composite becomes approximately 5 wt % or less.
乾燥工程は、加熱工程後に得られるセルロース複合体に残存する水分を乾燥させる。例えば、乾燥工程は、セルロース複合体を温風で乾燥させる工程である。温風の温度は、一例として80℃程度であり、乾燥時間は8時間程度である。ただし、セルロース複合体に含まれるセルロースの熱劣化を抑制できる範囲であれば、温度及び乾燥時間はこれに限られない。乾燥工程は、例えば、セルロース複合体に含まれる水分量が5wt%程度以下になるまで乾燥を継続することが好ましい。 [Drying process]
A drying process dries the water|moisture content which remains in the cellulose composite obtained after a heating process. For example, the drying step is a step of drying the cellulose composite with warm air. The temperature of the warm air is, for example, about 80° C., and the drying time is about 8 hours. However, the temperature and the drying time are not limited to these, as long as the thermal deterioration of the cellulose contained in the cellulose composite can be suppressed. In the drying step, it is preferable to continue drying until, for example, the water content in the cellulose composite becomes approximately 5 wt % or less.
<セルロース複合体/樹脂組成物の製造方法>
セルロース複合体/樹脂組成物は、所定の無極性の樹脂に上記で得られるセルロース複合体を所定時間、所定の温度で混練する混練工程を経ることにより調整できる。なお、混練工程後、得られるセルロース複合体/樹脂組成物を養生する養生工程を更に実施してもよい。 <Method for producing cellulose composite/resin composition>
The cellulose composite/resin composition can be prepared through a kneading step of kneading the cellulose composite obtained above with a predetermined nonpolar resin at a predetermined temperature for a predetermined time. After the kneading step, a curing step for curing the obtained cellulose composite/resin composition may be further carried out.
セルロース複合体/樹脂組成物は、所定の無極性の樹脂に上記で得られるセルロース複合体を所定時間、所定の温度で混練する混練工程を経ることにより調整できる。なお、混練工程後、得られるセルロース複合体/樹脂組成物を養生する養生工程を更に実施してもよい。 <Method for producing cellulose composite/resin composition>
The cellulose composite/resin composition can be prepared through a kneading step of kneading the cellulose composite obtained above with a predetermined nonpolar resin at a predetermined temperature for a predetermined time. After the kneading step, a curing step for curing the obtained cellulose composite/resin composition may be further carried out.
[混練工程]
混練工程は、セルロース複合体と所定の無極性の樹脂とを所定の温度環境下で混練する工程であり、混練方法に特に限定はなく、混練を一度の工程で実行することも、複数回の工程に分割することもできる。混練工程は、例えば、容器の中でブレードを回転させることにより投入された材料を混練する装置であるニーダー、二軸混練機、及び/又は射出成型機等を用いて実行できる。なお、混練工程に用いるセルロース複合体は粉末状であっても、若しくはコンパウンド時の取り扱い容易性の観点からペレット状であってもよい。一方、無極性の樹脂の形状に特に制限はなく、ペレット状であってもパウダー状であってもよい。 [Kneading process]
The kneading step is a step of kneading the cellulose composite and a predetermined nonpolar resin under a predetermined temperature environment, and the kneading method is not particularly limited, and the kneading may be performed in one step or in a plurality of times. It can also be divided into steps. The kneading step can be carried out using, for example, a kneader, a twin-screw kneader, and/or an injection molding machine, which is a device for kneading the charged materials by rotating blades in a container. The cellulose composite used in the kneading step may be in the form of powder, or may be in the form of pellets from the viewpoint of ease of handling during compounding. On the other hand, the shape of the non-polar resin is not particularly limited, and may be in the form of pellets or powder.
混練工程は、セルロース複合体と所定の無極性の樹脂とを所定の温度環境下で混練する工程であり、混練方法に特に限定はなく、混練を一度の工程で実行することも、複数回の工程に分割することもできる。混練工程は、例えば、容器の中でブレードを回転させることにより投入された材料を混練する装置であるニーダー、二軸混練機、及び/又は射出成型機等を用いて実行できる。なお、混練工程に用いるセルロース複合体は粉末状であっても、若しくはコンパウンド時の取り扱い容易性の観点からペレット状であってもよい。一方、無極性の樹脂の形状に特に制限はなく、ペレット状であってもパウダー状であってもよい。 [Kneading process]
The kneading step is a step of kneading the cellulose composite and a predetermined nonpolar resin under a predetermined temperature environment, and the kneading method is not particularly limited, and the kneading may be performed in one step or in a plurality of times. It can also be divided into steps. The kneading step can be carried out using, for example, a kneader, a twin-screw kneader, and/or an injection molding machine, which is a device for kneading the charged materials by rotating blades in a container. The cellulose composite used in the kneading step may be in the form of powder, or may be in the form of pellets from the viewpoint of ease of handling during compounding. On the other hand, the shape of the non-polar resin is not particularly limited, and may be in the form of pellets or powder.
(セルロース複合体及び樹脂の量)
樹脂に添加されるセルロース複合体の量に特に限定はない。例えば、セルロース複合体/樹脂組成物のセルロース複合体の固形分比率をa(wt%)とし、樹脂の固形分比率をb(wt%)とした場合、a:bが、1:1~1:9、好ましくは1:2~1:5程度の比となるように秤量した樹脂とセルロース複合体とを混練することができる。なお、セルロース複合体のセルロース(CNF)含有率は、5wt%以上が好ましく、10wt%以上がより好ましく、15wt%以上が更に好ましく、20wt%以上が更により好ましく、40wt%以下が好ましく、35wt%以下がより好ましく、30wt%以下が更に好ましい。そして、セルロース複合体/樹脂組成物におけるセルロース(CNF)含有率は、機械的物性の確保及び原料コスト等の観点から、2wt%以上が好ましく、3wt%以上がより好ましく、15wt%以下が好ましく、10wt%以下がより好ましく、5wt%以下が更に好ましいと考えられる。 (Quantity of cellulose composite and resin)
There is no particular limit to the amount of cellulose composite added to the resin. For example, when the solid content ratio of the cellulose composite in the cellulose composite/resin composition is a (wt%) and the solid content ratio of the resin is b (wt%), a:b is 1:1 to 1 :9, preferably about 1:2 to 1:5. The cellulose (CNF) content of the cellulose composite is preferably 5 wt% or more, more preferably 10 wt% or more, still more preferably 15 wt% or more, still more preferably 20 wt% or more, preferably 40 wt% or less, and 35 wt%. The following are more preferable, and 30 wt% or less is even more preferable. The cellulose (CNF) content in the cellulose composite/resin composition is preferably 2 wt% or more, more preferably 3 wt% or more, and preferably 15 wt% or less, from the viewpoint of ensuring mechanical properties and raw material costs. 10 wt% or less is more preferable, and 5 wt% or less is considered to be even more preferable.
樹脂に添加されるセルロース複合体の量に特に限定はない。例えば、セルロース複合体/樹脂組成物のセルロース複合体の固形分比率をa(wt%)とし、樹脂の固形分比率をb(wt%)とした場合、a:bが、1:1~1:9、好ましくは1:2~1:5程度の比となるように秤量した樹脂とセルロース複合体とを混練することができる。なお、セルロース複合体のセルロース(CNF)含有率は、5wt%以上が好ましく、10wt%以上がより好ましく、15wt%以上が更に好ましく、20wt%以上が更により好ましく、40wt%以下が好ましく、35wt%以下がより好ましく、30wt%以下が更に好ましい。そして、セルロース複合体/樹脂組成物におけるセルロース(CNF)含有率は、機械的物性の確保及び原料コスト等の観点から、2wt%以上が好ましく、3wt%以上がより好ましく、15wt%以下が好ましく、10wt%以下がより好ましく、5wt%以下が更に好ましいと考えられる。 (Quantity of cellulose composite and resin)
There is no particular limit to the amount of cellulose composite added to the resin. For example, when the solid content ratio of the cellulose composite in the cellulose composite/resin composition is a (wt%) and the solid content ratio of the resin is b (wt%), a:b is 1:1 to 1 :9, preferably about 1:2 to 1:5. The cellulose (CNF) content of the cellulose composite is preferably 5 wt% or more, more preferably 10 wt% or more, still more preferably 15 wt% or more, still more preferably 20 wt% or more, preferably 40 wt% or less, and 35 wt%. The following are more preferable, and 30 wt% or less is even more preferable. The cellulose (CNF) content in the cellulose composite/resin composition is preferably 2 wt% or more, more preferably 3 wt% or more, and preferably 15 wt% or less, from the viewpoint of ensuring mechanical properties and raw material costs. 10 wt% or less is more preferable, and 5 wt% or less is considered to be even more preferable.
(混練時の温度)
また、混練工程は、加熱しつつ混練を実行することが好ましい。混練時における加熱温度は、樹脂を溶融させ、溶融した樹脂にセルロース複合体を分散させる(つまり、樹脂の融液にセルロース複合体を添加する)観点から、樹脂が溶融する温度以上の温度であり、セルロース複合体に含まれるセルロースが熱劣化しにくい温度以下の温度に制御することが好ましい。具体的に、混練工程は、混練に用いる無極性樹脂、例えば無極性の樹脂としてポリプロピレン系樹脂を用いる場合、樹脂を溶融状態にしつつ過剰な熱をセルロース複合体にかけない観点から、175℃以上の加熱温度に制御することが好ましく、190℃若しくは220℃以下の加熱温度に制御することが好ましい。 (Temperature during kneading)
Further, in the kneading step, it is preferable to carry out kneading while heating. The heating temperature during kneading is a temperature higher than or equal to the temperature at which the resin melts, from the viewpoint of melting the resin and dispersing the cellulose composite in the melted resin (that is, adding the cellulose composite to the resin melt). It is preferable to control the temperature below the temperature at which the cellulose contained in the cellulose composite is less likely to be thermally degraded. Specifically, in the kneading step, when a non-polar resin used for kneading, for example, a polypropylene resin is used as the non-polar resin, from the viewpoint of not applying excessive heat to the cellulose composite while the resin is in a molten state, the temperature is 175 ° C. or higher. It is preferable to control the heating temperature, and it is preferable to control the heating temperature to 190° C. or 220° C. or less.
また、混練工程は、加熱しつつ混練を実行することが好ましい。混練時における加熱温度は、樹脂を溶融させ、溶融した樹脂にセルロース複合体を分散させる(つまり、樹脂の融液にセルロース複合体を添加する)観点から、樹脂が溶融する温度以上の温度であり、セルロース複合体に含まれるセルロースが熱劣化しにくい温度以下の温度に制御することが好ましい。具体的に、混練工程は、混練に用いる無極性樹脂、例えば無極性の樹脂としてポリプロピレン系樹脂を用いる場合、樹脂を溶融状態にしつつ過剰な熱をセルロース複合体にかけない観点から、175℃以上の加熱温度に制御することが好ましく、190℃若しくは220℃以下の加熱温度に制御することが好ましい。 (Temperature during kneading)
Further, in the kneading step, it is preferable to carry out kneading while heating. The heating temperature during kneading is a temperature higher than or equal to the temperature at which the resin melts, from the viewpoint of melting the resin and dispersing the cellulose composite in the melted resin (that is, adding the cellulose composite to the resin melt). It is preferable to control the temperature below the temperature at which the cellulose contained in the cellulose composite is less likely to be thermally degraded. Specifically, in the kneading step, when a non-polar resin used for kneading, for example, a polypropylene resin is used as the non-polar resin, from the viewpoint of not applying excessive heat to the cellulose composite while the resin is in a molten state, the temperature is 175 ° C. or higher. It is preferable to control the heating temperature, and it is preferable to control the heating temperature to 190° C. or 220° C. or less.
なお、混練工程においては、例えば、二軸押出成形機等を用い、樹脂を先に溶融させ、溶融させた樹脂にセルロース複合体を添加し、混練することが好ましい。係る順序を採用することで、セルロース複合体に加わる熱(熱量)を低減させることができ、セルロース複合体に含まれるセルロースの熱劣化を抑制できる。
In the kneading step, for example, it is preferable to first melt the resin using a twin-screw extruder or the like, add the cellulose composite to the melted resin, and knead. By adopting such an order, heat (amount of heat) applied to the cellulose composite can be reduced, and thermal deterioration of the cellulose contained in the cellulose composite can be suppressed.
混練工程を経て得られるセルロース複合体/樹脂組成物においては、樹脂中にセルロース複合体が実質的に均一に分散した状態になっている。この分散状態については、例えば、赤外イメージング法や3次元TEM等により確認できる。
In the cellulose composite/resin composition obtained through the kneading process, the cellulose composite is substantially uniformly dispersed in the resin. This dispersed state can be confirmed by, for example, an infrared imaging method, a three-dimensional TEM, or the like.
<セルロース含有樹脂組成物の製造方法>
本実施形態に係るセルロース含有樹脂組成物は、上記で得られるセルロース複合体と結晶性樹脂とを混錬する工程を経て製造できる。この混練の工程は、上記混練工程と同様の工程であってよい。例えば、結晶性樹脂、セルロース複合体、及び/又はその他の添加剤(タルク等)を所定の配合割合で混合した混合物(例えば、粉末状、ペースト状、ペレット状等各種の形状を採用できる。)を混練装置において混錬することでセルロース含有樹脂組成物を製造できる。更に、混練後、所定のダイスからセルロース含有樹脂組成物をフィラメント状にはき出させることにより、所定径の3Dプリンタ用フィラメントを製造することができる。 <Method for producing cellulose-containing resin composition>
The cellulose-containing resin composition according to this embodiment can be produced through a step of kneading the cellulose composite and the crystalline resin obtained above. This kneading step may be the same as the kneading step described above. For example, a mixture obtained by mixing a crystalline resin, a cellulose composite, and/or other additives (such as talc) at a predetermined mixing ratio (for example, various shapes such as powder, paste, and pellets can be used). can be kneaded in a kneading device to produce a cellulose-containing resin composition. Further, after kneading, the cellulose-containing resin composition is extruded from a predetermined die in the form of filaments to produce filaments for 3D printers having a predetermined diameter.
本実施形態に係るセルロース含有樹脂組成物は、上記で得られるセルロース複合体と結晶性樹脂とを混錬する工程を経て製造できる。この混練の工程は、上記混練工程と同様の工程であってよい。例えば、結晶性樹脂、セルロース複合体、及び/又はその他の添加剤(タルク等)を所定の配合割合で混合した混合物(例えば、粉末状、ペースト状、ペレット状等各種の形状を採用できる。)を混練装置において混錬することでセルロース含有樹脂組成物を製造できる。更に、混練後、所定のダイスからセルロース含有樹脂組成物をフィラメント状にはき出させることにより、所定径の3Dプリンタ用フィラメントを製造することができる。 <Method for producing cellulose-containing resin composition>
The cellulose-containing resin composition according to this embodiment can be produced through a step of kneading the cellulose composite and the crystalline resin obtained above. This kneading step may be the same as the kneading step described above. For example, a mixture obtained by mixing a crystalline resin, a cellulose composite, and/or other additives (such as talc) at a predetermined mixing ratio (for example, various shapes such as powder, paste, and pellets can be used). can be kneaded in a kneading device to produce a cellulose-containing resin composition. Further, after kneading, the cellulose-containing resin composition is extruded from a predetermined die in the form of filaments to produce filaments for 3D printers having a predetermined diameter.
<実施の形態の効果>
本実施形態に係るセルロース含有樹脂組成物は、結晶性樹脂が本実施形態に係るセルロース複合体を含んでいる。ここでセルロース複合体はセルロースの水酸基に反応性基を介して無極性高分子が結合しているので、セルロース複合体を結晶性樹脂に添加した場合に、相溶化剤(分散剤)を添加しなくても、実質的に均一にこの樹脂中にセルロース複合体を分散させることができる。したがって、本実施形態に係るセルロース含有樹脂組成物においては、例えば、ポリエチレンやポリプロピレン等のオレフィン樹脂にセルロース繊維、CNF、及び/又はMFCが均一に分散していることから、原材料費及び製造設備費を低減させたうえで、高性能な構造材料を製造することができる。 <Effect of Embodiment>
In the cellulose-containing resin composition according to this embodiment, the crystalline resin contains the cellulose composite according to this embodiment. In the cellulose composite, a non-polar polymer is bonded to the hydroxyl group of cellulose through a reactive group. The cellulose composite can be substantially uniformly dispersed in the resin without the presence of the cellulose. Therefore, in the cellulose-containing resin composition according to the present embodiment, for example, since cellulose fibers, CNF, and / or MFC are uniformly dispersed in olefin resins such as polyethylene and polypropylene, raw material costs and manufacturing facility costs can be reduced and a high-performance structural material can be manufactured.
本実施形態に係るセルロース含有樹脂組成物は、結晶性樹脂が本実施形態に係るセルロース複合体を含んでいる。ここでセルロース複合体はセルロースの水酸基に反応性基を介して無極性高分子が結合しているので、セルロース複合体を結晶性樹脂に添加した場合に、相溶化剤(分散剤)を添加しなくても、実質的に均一にこの樹脂中にセルロース複合体を分散させることができる。したがって、本実施形態に係るセルロース含有樹脂組成物においては、例えば、ポリエチレンやポリプロピレン等のオレフィン樹脂にセルロース繊維、CNF、及び/又はMFCが均一に分散していることから、原材料費及び製造設備費を低減させたうえで、高性能な構造材料を製造することができる。 <Effect of Embodiment>
In the cellulose-containing resin composition according to this embodiment, the crystalline resin contains the cellulose composite according to this embodiment. In the cellulose composite, a non-polar polymer is bonded to the hydroxyl group of cellulose through a reactive group. The cellulose composite can be substantially uniformly dispersed in the resin without the presence of the cellulose. Therefore, in the cellulose-containing resin composition according to the present embodiment, for example, since cellulose fibers, CNF, and / or MFC are uniformly dispersed in olefin resins such as polyethylene and polypropylene, raw material costs and manufacturing facility costs can be reduced and a high-performance structural material can be manufactured.
また、セルロース複合体は、セルロースの水分散体と高分子の水系エマルジョンとを用いるので、セルロースの熱劣化を抑制しつつセルロース複合体を調製できる。これにより、セルロース含有樹脂組成物は、セルロースが有する本来の特性が加味された特性を発揮することができる。
In addition, since the cellulose composite uses a cellulose aqueous dispersion and a polymer aqueous emulsion, the cellulose composite can be prepared while suppressing thermal deterioration of cellulose. As a result, the cellulose-containing resin composition can exhibit properties that incorporate the inherent properties of cellulose.
更に、セルロース複合体は、セルロース複合体の調製に用いた高分子を捕捉した状態で調製できる。これにより、本実施形態に係るセルロース複合体を用いて製造されるセルロース含有樹脂組成物は、樹脂に添加した場合、樹脂中へのセルロースの分散がより容易になる。
Furthermore, the cellulose composite can be prepared in a state in which the polymer used for preparing the cellulose composite is captured. As a result, when the cellulose-containing resin composition produced using the cellulose composite according to the present embodiment is added to the resin, the cellulose is more easily dispersed in the resin.
また、本実施形態に係るセルロース含有樹脂組成物は、結晶性樹脂中に所定量のセルロースを含有しており、このセルロースが結晶性樹脂中に実質的に均一に分散し、凝集せずにネットワーク化されているので熱溶融後に冷却されても体積収縮を大幅に低減できる。これにより本実施形態に係るセルロース含有樹脂組成物は、高性能な3Dプリンタ用フィラメントとして活用できる。
In addition, the cellulose-containing resin composition according to the present embodiment contains a predetermined amount of cellulose in the crystalline resin, and the cellulose is substantially uniformly dispersed in the crystalline resin to form a network without aggregation. Therefore, volumetric shrinkage can be greatly reduced even when the material is cooled after thermal melting. Thereby, the cellulose-containing resin composition according to the present embodiment can be utilized as a high-performance 3D printer filament.
更に、本実施形態に係るセルロース含有樹脂組成物を含んで構成される3Dプリンタ用フィラメントは、結晶性樹脂(例えば、ポリプロピレン)に所定量のセルロースを含有することで、ポリ乳酸及びABS樹脂に比べ、良好な造形性(すなわち、熱溶融後に冷却した後の収縮を抑制できることから造形物の割れやひびの発生を抑制できる特性や、熱溶融後に冷却した後の加工性が良好である特性等)や寸法安定性を発揮することができる。
Furthermore, the 3D printer filament comprising the cellulose-containing resin composition according to the present embodiment contains a predetermined amount of cellulose in the crystalline resin (eg, polypropylene), and is , good formability (that is, properties that can suppress the occurrence of cracks and cracks in the model because shrinkage after cooling after hot melting can be suppressed, and properties that have good workability after cooling after hot melting, etc.) and dimensional stability.
以下に実施例を挙げて更に具体的に説明する。なお、これらの実施例は例示であり、限定的に解釈されるべきでないことはいうまでもない。
A more specific description will be given below with examples. In addition, it cannot be overemphasized that these examples are illustrations and should not be interpreted restrictively.
[合成例1~2:セルロース複合体]
まず、表1に示す配合割合で各配合物質を混合して混合物を得た。続いて、竪型混練・撹拌機(トリミックスTX-50、井上製作所製)を用い、得られた混合物を減圧下で加熱した。減圧加熱条件は、設定温度145℃、加熱時間30分間、内部圧力0.09MPaにした。これにより、合成例1に係るCNF含有率が25wt%のセルロース複合体(以下、「Cellmapp」と称し、「CellmappX」の「X」はCNF含有率を示す。例えば、Cellmapp25は、CNF含有率が25wt%であることを示す。)の粉末を調製した。続いて、温風乾燥機を用い、得られた合成例1に係るCellmapp25の粉末を乾燥させた。乾燥条件は、80℃、8時間に設定した。合成例2に係るCellmapp50についても同様にして調製した。 [Synthesis Examples 1 and 2: Cellulose composite]
First, each compounded substance was mixed at the compounding ratio shown in Table 1 to obtain a mixture. Subsequently, the resulting mixture was heated under reduced pressure using a vertical kneader/agitator (Trimix TX-50, manufactured by Inoue Seisakusho). The reduced-pressure heating conditions were a set temperature of 145° C., a heating time of 30 minutes, and an internal pressure of 0.09 MPa. As a result, the cellulose composite having a CNF content of 25 wt% according to Synthesis Example 1 (hereinafter referred to as "Cellmapp", and "X" in "CellmappX" indicates the CNF content. For example, Cellmapp25 has a CNF content of 25 wt%) powder was prepared. Subsequently, the obtained powder of Cellmapp 25 according to Synthesis Example 1 was dried using a warm air dryer. Drying conditions were set at 80° C. for 8 hours. Cellmapp50 according to Synthesis Example 2 was also prepared in the same manner.
まず、表1に示す配合割合で各配合物質を混合して混合物を得た。続いて、竪型混練・撹拌機(トリミックスTX-50、井上製作所製)を用い、得られた混合物を減圧下で加熱した。減圧加熱条件は、設定温度145℃、加熱時間30分間、内部圧力0.09MPaにした。これにより、合成例1に係るCNF含有率が25wt%のセルロース複合体(以下、「Cellmapp」と称し、「CellmappX」の「X」はCNF含有率を示す。例えば、Cellmapp25は、CNF含有率が25wt%であることを示す。)の粉末を調製した。続いて、温風乾燥機を用い、得られた合成例1に係るCellmapp25の粉末を乾燥させた。乾燥条件は、80℃、8時間に設定した。合成例2に係るCellmapp50についても同様にして調製した。 [Synthesis Examples 1 and 2: Cellulose composite]
First, each compounded substance was mixed at the compounding ratio shown in Table 1 to obtain a mixture. Subsequently, the resulting mixture was heated under reduced pressure using a vertical kneader/agitator (Trimix TX-50, manufactured by Inoue Seisakusho). The reduced-pressure heating conditions were a set temperature of 145° C., a heating time of 30 minutes, and an internal pressure of 0.09 MPa. As a result, the cellulose composite having a CNF content of 25 wt% according to Synthesis Example 1 (hereinafter referred to as "Cellmapp", and "X" in "CellmappX" indicates the CNF content. For example, Cellmapp25 has a CNF content of 25 wt%) powder was prepared. Subsequently, the obtained powder of Cellmapp 25 according to Synthesis Example 1 was dried using a warm air dryer. Drying conditions were set at 80° C. for 8 hours. Cellmapp50 according to Synthesis Example 2 was also prepared in the same manner.

表1において、各配合物質の配合量の単位は「wt%」である。また、配合物質の詳細は下記の通りである。
・セルロースナノファイバー(CNF)スラリー(BiNFi-s WFo-10010:固形分10wt%、株式会社スギノマシン製)
・MAPPエマルジョン(無水マレイン酸変性ポリプロピレン(MAPP)の水系エマルジョン:水を用いて固形分25wt%に調製。) In Table 1, the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows.
・ Cellulose nanofiber (CNF) slurry (BiNFi-s WFo-10010:solid content 10 wt%, manufactured by Sugino Machine Co., Ltd.)
・MAPP emulsion (aqueous emulsion of maleic anhydride-modified polypropylene (MAPP): prepared with water to a solid content of 25 wt%.)
・セルロースナノファイバー(CNF)スラリー(BiNFi-s WFo-10010:固形分10wt%、株式会社スギノマシン製)
・MAPPエマルジョン(無水マレイン酸変性ポリプロピレン(MAPP)の水系エマルジョン:水を用いて固形分25wt%に調製。) In Table 1, the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows.
・ Cellulose nanofiber (CNF) slurry (BiNFi-s WFo-10010:
・MAPP emulsion (aqueous emulsion of maleic anhydride-modified polypropylene (MAPP): prepared with water to a solid content of 25 wt%.)
なお、表1中においてCNFスラリーの配合量はCNFスラリーに含まれるCNFの量で表し、MAPPエマルジョンの配合量はMAPPエマルジョンに含まれるMAPPの量で表している。
In Table 1, the blending amount of CNF slurry is represented by the amount of CNF contained in the CNF slurry, and the blending amount of MAPP emulsion is represented by the amount of MAPP contained in the MAPP emulsion.
[合成例3~4]
続いて、表2に示す配合割合で各配合物質を混合して得られた混合物を混錬した。混練後に得られた混合物はストランドとして引き出し、ウォーターバスで水冷後、ペレット化した。これにより合成例3及び合成例4に係るセルロース複合体を得た(以下、合成例3に係るセルロース複合体を「CNF-15MB」、合成例4に係るセルロース複合体を「CNF-25MB」と称する。)。表3には合成例3及び合成例4に係るセルロース複合体の構成成分の組成を示す。なお、混練には2軸押出し機(KZW20TW、株式会社テクノベル製)を用いた。また、混練条件は以下のとおりである。
・スクリュー回転数:200rpm
・混練温度:ゾーン1の温度を130℃、ゾーン2の温度を160℃、ヘッドの温度を180℃に設定。 [Synthesis Examples 3-4]
Subsequently, the mixture obtained by mixing each compounding substance in the compounding ratio shown in Table 2 was kneaded. The mixture obtained after kneading was pulled out as a strand, cooled in a water bath, and pelletized. As a result, cellulose composites according to Synthesis Example 3 and Synthesis Example 4 were obtained (hereinafter, the cellulose composite according to Synthesis Example 3 is referred to as "CNF-15MB", and the cellulose composite according to Synthesis Example 4 is referred to as "CNF-25MB". called.). Table 3 shows the compositions of the constituent components of the cellulose composites according to Synthesis Examples 3 and 4. For kneading, a twin-screw extruder (KZW20TW, manufactured by Technobell Co., Ltd.) was used. Further, the kneading conditions are as follows.
・Screw rotation speed: 200 rpm
- Kneading temperature: Set the temperature ofzone 1 to 130°C, the temperature of zone 2 to 160°C, and the temperature of the head to 180°C.
続いて、表2に示す配合割合で各配合物質を混合して得られた混合物を混錬した。混練後に得られた混合物はストランドとして引き出し、ウォーターバスで水冷後、ペレット化した。これにより合成例3及び合成例4に係るセルロース複合体を得た(以下、合成例3に係るセルロース複合体を「CNF-15MB」、合成例4に係るセルロース複合体を「CNF-25MB」と称する。)。表3には合成例3及び合成例4に係るセルロース複合体の構成成分の組成を示す。なお、混練には2軸押出し機(KZW20TW、株式会社テクノベル製)を用いた。また、混練条件は以下のとおりである。
・スクリュー回転数:200rpm
・混練温度:ゾーン1の温度を130℃、ゾーン2の温度を160℃、ヘッドの温度を180℃に設定。 [Synthesis Examples 3-4]
Subsequently, the mixture obtained by mixing each compounding substance in the compounding ratio shown in Table 2 was kneaded. The mixture obtained after kneading was pulled out as a strand, cooled in a water bath, and pelletized. As a result, cellulose composites according to Synthesis Example 3 and Synthesis Example 4 were obtained (hereinafter, the cellulose composite according to Synthesis Example 3 is referred to as "CNF-15MB", and the cellulose composite according to Synthesis Example 4 is referred to as "CNF-25MB". called.). Table 3 shows the compositions of the constituent components of the cellulose composites according to Synthesis Examples 3 and 4. For kneading, a twin-screw extruder (KZW20TW, manufactured by Technobell Co., Ltd.) was used. Further, the kneading conditions are as follows.
・Screw rotation speed: 200 rpm
- Kneading temperature: Set the temperature of

表2において、各配合物質の配合量の単位は「wt%」である。また、配合物質の詳細は下記の通りである。
・PPパウダー(希釈用PP(ホモタイプのプライムポリプロJ107G(MFR:30、プライムポリマー株式会社製)に凍結粉砕処理を施して得られたPPパウダー) In Table 2, the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows.
・ PP powder (PP powder for dilution (PP powder obtained by freeze-pulverizing homotype Prime Polypro J107G (MFR: 30, manufactured by Prime Polymer Co., Ltd.))
・PPパウダー(希釈用PP(ホモタイプのプライムポリプロJ107G(MFR:30、プライムポリマー株式会社製)に凍結粉砕処理を施して得られたPPパウダー) In Table 2, the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows.
・ PP powder (PP powder for dilution (PP powder obtained by freeze-pulverizing homotype Prime Polypro J107G (MFR: 30, manufactured by Prime Polymer Co., Ltd.))

(分散状態の確認)
合成例3及び合成例4に係るセルロース複合体におけるCNFの分散状態は、赤外分光イメージング処理を用いて算出される変動係数CVを用いて評価した。赤外分光装置はFrontier―Spotlight400(PerkinElmer)を用い、測定条件は分解能:8cm-1、積算回数:4回、ピクセルサイズ:1.56μm×1.56μm、測定領域:200μm×200μmに設定した。また、イメージング結果の解析は、セルロース由来の1050cm-1におけるピーク面積をポリプロピレン(PP)由来の1380cm-1におけるピーク面積で割った値を16,384点のピクセルサイズ毎に算出し、数値の大きさをグラデーションで表現させて解析した。ここで、変動係数CVは、16,384点のピクセルを複数の集合体(Window size)とし、その集合体内での標準偏差(SD)と平均値(Avg.)とを求め、標準偏差を平均値で除して算出される。よって、標準偏差が小さくなれば、CV値は小さくなる。つまり、Window sizeが小さい場合でCV値が小さい値を示すことは、セルロースの存在が均一化していることを示している。 (Confirmation of distributed state)
The dispersion state of CNF in the cellulose composites according to Synthesis Example 3 and Synthesis Example 4 was evaluated using the coefficient of variation CV calculated using infrared spectroscopic imaging. Frontier-Spotlight 400 (PerkinElmer) was used as an infrared spectrometer, and the measurement conditions were set to resolution: 8 cm −1 , number of integrations: 4, pixel size: 1.56 μm×1.56 μm, measurement area: 200 μm×200 μm. In addition, the analysis of the imaging results was performed by dividing the peak area at 1050 cm −1 derived from cellulose by the peak area at 1380 cm −1 derived from polypropylene (PP) for each pixel size of 16,384 points. It was analyzed by expressing it with a gradation. Here, the coefficient of variation CV is obtained by taking 16,384 pixels as a plurality of clusters (window size), obtaining the standard deviation (SD) and the average value (Avg.) in the cluster, and averaging the standard deviations Calculated by dividing by the value. Therefore, the smaller the standard deviation, the smaller the CV value. That is, when the window size is small, the small CV value indicates that the presence of cellulose is uniform.
合成例3及び合成例4に係るセルロース複合体におけるCNFの分散状態は、赤外分光イメージング処理を用いて算出される変動係数CVを用いて評価した。赤外分光装置はFrontier―Spotlight400(PerkinElmer)を用い、測定条件は分解能:8cm-1、積算回数:4回、ピクセルサイズ:1.56μm×1.56μm、測定領域:200μm×200μmに設定した。また、イメージング結果の解析は、セルロース由来の1050cm-1におけるピーク面積をポリプロピレン(PP)由来の1380cm-1におけるピーク面積で割った値を16,384点のピクセルサイズ毎に算出し、数値の大きさをグラデーションで表現させて解析した。ここで、変動係数CVは、16,384点のピクセルを複数の集合体(Window size)とし、その集合体内での標準偏差(SD)と平均値(Avg.)とを求め、標準偏差を平均値で除して算出される。よって、標準偏差が小さくなれば、CV値は小さくなる。つまり、Window sizeが小さい場合でCV値が小さい値を示すことは、セルロースの存在が均一化していることを示している。 (Confirmation of distributed state)
The dispersion state of CNF in the cellulose composites according to Synthesis Example 3 and Synthesis Example 4 was evaluated using the coefficient of variation CV calculated using infrared spectroscopic imaging. Frontier-Spotlight 400 (PerkinElmer) was used as an infrared spectrometer, and the measurement conditions were set to resolution: 8 cm −1 , number of integrations: 4, pixel size: 1.56 μm×1.56 μm, measurement area: 200 μm×200 μm. In addition, the analysis of the imaging results was performed by dividing the peak area at 1050 cm −1 derived from cellulose by the peak area at 1380 cm −1 derived from polypropylene (PP) for each pixel size of 16,384 points. It was analyzed by expressing it with a gradation. Here, the coefficient of variation CV is obtained by taking 16,384 pixels as a plurality of clusters (window size), obtaining the standard deviation (SD) and the average value (Avg.) in the cluster, and averaging the standard deviations Calculated by dividing by the value. Therefore, the smaller the standard deviation, the smaller the CV value. That is, when the window size is small, the small CV value indicates that the presence of cellulose is uniform.
具体的に、合成例3(Cellmapp25を含有するセルロース複合体)及び合成例4(Cellmapp50を含有するセルロース複合体)はいずれもCV値が0.0~0.4未満と低く、CNFが良好に分散していることが示された。なお、合成例3の方が合成例4よりもCV値が低く、分散性がより優れていることが示された。
Specifically, Synthesis Example 3 (cellulose composite containing Cellmapp25) and Synthesis Example 4 (cellulose composite containing Cellmapp50) both have CV values as low as 0.0 to less than 0.4, and CNF is good. shown to be dispersed. In addition, the CV value of Synthesis Example 3 was lower than that of Synthesis Example 4, indicating that the dispersibility was more excellent.
[実施例]
表4に示す配合割合で各配合物質を混練し、3Dプリンタ用フィラメント用の樹脂を作製した後、当該樹脂をフィラメント化した。ここで、3Dプリンタ用フィラメントは次のように作製した。まず、混練装置としてラボプラストミルμ(株式会社東洋精機製作所製)を用いた。そして、表4に示す配合割合でドライブレンドした配合物質の混合ペレットを混練装置に投入した。混練温度はバレル1を173℃に、バレル2を175℃に、ダイを178℃に設定し、吐出量500g/hでダイス(口径2.00mm)からストランドをひき、水冷後、フィラメント巻取装置にて巻き取って比較例1及び実施例1~6に係る3Dプリンタ用フィラメント(直径:1.75mm±0.1mm)を作製した。 [Example]
Each compounded substance was kneaded at the compounding ratio shown in Table 4 to prepare a resin for filaments for 3D printers, and then the resin was formed into filaments. Here, filaments for 3D printers were produced as follows. First, Laboplastomill μ (manufactured by Toyo Seiki Seisakusho Co., Ltd.) was used as a kneading device. Mixed pellets of the compounded substances dry-blended at the compounding ratio shown in Table 4 were put into a kneading device. The kneading temperature was set to 173° C. forbarrel 1, 175° C. for barrel 2, and 178° C. for the die. to prepare filaments for 3D printers (diameter: 1.75 mm±0.1 mm) according to Comparative Example 1 and Examples 1 to 6.
表4に示す配合割合で各配合物質を混練し、3Dプリンタ用フィラメント用の樹脂を作製した後、当該樹脂をフィラメント化した。ここで、3Dプリンタ用フィラメントは次のように作製した。まず、混練装置としてラボプラストミルμ(株式会社東洋精機製作所製)を用いた。そして、表4に示す配合割合でドライブレンドした配合物質の混合ペレットを混練装置に投入した。混練温度はバレル1を173℃に、バレル2を175℃に、ダイを178℃に設定し、吐出量500g/hでダイス(口径2.00mm)からストランドをひき、水冷後、フィラメント巻取装置にて巻き取って比較例1及び実施例1~6に係る3Dプリンタ用フィラメント(直径:1.75mm±0.1mm)を作製した。 [Example]
Each compounded substance was kneaded at the compounding ratio shown in Table 4 to prepare a resin for filaments for 3D printers, and then the resin was formed into filaments. Here, filaments for 3D printers were produced as follows. First, Laboplastomill μ (manufactured by Toyo Seiki Seisakusho Co., Ltd.) was used as a kneading device. Mixed pellets of the compounded substances dry-blended at the compounding ratio shown in Table 4 were put into a kneading device. The kneading temperature was set to 173° C. for

表4において、各配合物質の配合量の単位は「g」である。また、配合物質の詳細は下記の通りである。
・ポリプロピレン(PP):PM731M(ランダムPP、サンアロマー株式会社製)
・タルク-70MB:タルク70wt%マスターバッチ(タルク‐70MB):PEX1470(タルク:LDPE=70:30)、東京インキ株式会社)
・CNF-15MB:合成例3に係るセルロース複合体
・CNF-25MB:合成例4に係るセルロース複合体 In Table 4, the unit of the compounding amount of each compounding substance is "g". Further, the details of the compounded substances are as follows.
・Polypropylene (PP): PM731M (random PP, manufactured by SunAllomer Co., Ltd.)
・Talc-70MB: Talc 70wt% Masterbatch (Talc-70MB): PEX1470 (Talc: LDPE = 70:30), Tokyo Ink Co., Ltd.)
· CNF-15MB: cellulose composite according to Synthesis Example 3 · CNF-25MB: cellulose composite according to Synthesis Example 4
・ポリプロピレン(PP):PM731M(ランダムPP、サンアロマー株式会社製)
・タルク-70MB:タルク70wt%マスターバッチ(タルク‐70MB):PEX1470(タルク:LDPE=70:30)、東京インキ株式会社)
・CNF-15MB:合成例3に係るセルロース複合体
・CNF-25MB:合成例4に係るセルロース複合体 In Table 4, the unit of the compounding amount of each compounding substance is "g". Further, the details of the compounded substances are as follows.
・Polypropylene (PP): PM731M (random PP, manufactured by SunAllomer Co., Ltd.)
・Talc-70MB: Talc 70wt% Masterbatch (Talc-70MB): PEX1470 (Talc: LDPE = 70:30), Tokyo Ink Co., Ltd.)
· CNF-15MB: cellulose composite according to Synthesis Example 3 · CNF-25MB: cellulose composite according to Synthesis Example 4
(造形テスト)
比較例1及び実施例1~6に係る3Dプリンタ用フィラメントを用い、箱型形状(サイズ:縦39mm×横33mm×高さ18mm)の構造体を試作した。構造体の造形には3Dプリンタ(MF-2500EP、武藤工業株式会社製)を用い、造形時温度はノズル200℃、ヒーターベッドは100℃又は110℃の2条件とした。また、ノズルの稼働は充填密度40%、速度20~25mm/sに設定した。すなわち、箱型形状は、第1層として平面状の底部を形成し、底部の周囲に底面の垂線方向に向けて壁部を1層ずつ造形することで形成した。なお、造形する箱型形状の造形は、59層の積層数で完成する。 (Molding test)
Using the 3D printer filaments according to Comparative Example 1 and Examples 1 to 6, a box-shaped structure (size: length 39 mm x width 33 mm x height 18 mm) was prototyped. A 3D printer (MF-2500EP, manufactured by MUTOH INDUSTRIES CO., LTD.) was used for modeling the structure, and the temperature during modeling was set to 200° C. for the nozzle and 100° C. or 110° C. for the heater bed. The nozzle operation was set at a packing density of 40% and a speed of 20 to 25 mm/s. That is, the box shape was formed by forming a flat bottom portion as the first layer and forming wall portions one by one around the bottom portion in the direction perpendicular to the bottom surface. It should be noted that the box-shaped model to be modeled is completed by stacking 59 layers.
比較例1及び実施例1~6に係る3Dプリンタ用フィラメントを用い、箱型形状(サイズ:縦39mm×横33mm×高さ18mm)の構造体を試作した。構造体の造形には3Dプリンタ(MF-2500EP、武藤工業株式会社製)を用い、造形時温度はノズル200℃、ヒーターベッドは100℃又は110℃の2条件とした。また、ノズルの稼働は充填密度40%、速度20~25mm/sに設定した。すなわち、箱型形状は、第1層として平面状の底部を形成し、底部の周囲に底面の垂線方向に向けて壁部を1層ずつ造形することで形成した。なお、造形する箱型形状の造形は、59層の積層数で完成する。 (Molding test)
Using the 3D printer filaments according to Comparative Example 1 and Examples 1 to 6, a box-shaped structure (size: length 39 mm x width 33 mm x height 18 mm) was prototyped. A 3D printer (MF-2500EP, manufactured by MUTOH INDUSTRIES CO., LTD.) was used for modeling the structure, and the temperature during modeling was set to 200° C. for the nozzle and 100° C. or 110° C. for the heater bed. The nozzle operation was set at a packing density of 40% and a speed of 20 to 25 mm/s. That is, the box shape was formed by forming a flat bottom portion as the first layer and forming wall portions one by one around the bottom portion in the direction perpendicular to the bottom surface. It should be noted that the box-shaped model to be modeled is completed by stacking 59 layers.
(評価方法)
上記3Dプリンタによる箱型形状の構造体は59層の積層で完成することから、造形のし易さを、造形可能であった壁部の高さ(つまり、第1層目から第x層目までの距離。xは造形できた層数。)で判断した。具体的に、上記3Dプリンタの造形時の設定で、第1層目の層厚を0.4mmに設定し、第2層目以降の層ぞれぞれの層厚を0.3mmに設定した。そして、3Dプリンタで積層できた層数と設定した層厚とから壁部の高さを算出することで評価した。壁部の高さが高いほど、造形がし易いと判断できる。なお、造形し易さについての重要な評価指標の1つは第1層目の安定的な形成である。第1層に反り等が生じるとヒーターベッドとの接地面積が小さくなることにより、樹脂のヒーターベッドに対する抵抗が小さくなり、ノズルの移動と共に形成された樹脂構造体も動いてしまい、所定の層数まで造形できなくなるからである。 (Evaluation method)
Since the box-shaped structure by the above 3D printer is completed by laminating 59 layers, the ease of modeling is determined by the height of the wall that can be modeled (that is, the first layer to the x layer and x is the number of layers that can be formed.). Specifically, the layer thickness of the first layer was set to 0.4 mm, and the layer thickness of each layer after the second layer was set to 0.3 mm in the setting at the time of modeling of the 3D printer. . Then, evaluation was performed by calculating the height of the wall from the number of layers that could be laminated by the 3D printer and the set layer thickness. It can be determined that the higher the height of the wall, the easier it is to form. In addition, one of the important evaluation indices for ease of modeling is the stable formation of the first layer. If the first layer is warped or the like, the contact area with the heater bed becomes smaller, and the resistance of the resin against the heater bed becomes smaller. This is because it becomes impossible to form a model up to
上記3Dプリンタによる箱型形状の構造体は59層の積層で完成することから、造形のし易さを、造形可能であった壁部の高さ(つまり、第1層目から第x層目までの距離。xは造形できた層数。)で判断した。具体的に、上記3Dプリンタの造形時の設定で、第1層目の層厚を0.4mmに設定し、第2層目以降の層ぞれぞれの層厚を0.3mmに設定した。そして、3Dプリンタで積層できた層数と設定した層厚とから壁部の高さを算出することで評価した。壁部の高さが高いほど、造形がし易いと判断できる。なお、造形し易さについての重要な評価指標の1つは第1層目の安定的な形成である。第1層に反り等が生じるとヒーターベッドとの接地面積が小さくなることにより、樹脂のヒーターベッドに対する抵抗が小さくなり、ノズルの移動と共に形成された樹脂構造体も動いてしまい、所定の層数まで造形できなくなるからである。 (Evaluation method)
Since the box-shaped structure by the above 3D printer is completed by laminating 59 layers, the ease of modeling is determined by the height of the wall that can be modeled (that is, the first layer to the x layer and x is the number of layers that can be formed.). Specifically, the layer thickness of the first layer was set to 0.4 mm, and the layer thickness of each layer after the second layer was set to 0.3 mm in the setting at the time of modeling of the 3D printer. . Then, evaluation was performed by calculating the height of the wall from the number of layers that could be laminated by the 3D printer and the set layer thickness. It can be determined that the higher the height of the wall, the easier it is to form. In addition, one of the important evaluation indices for ease of modeling is the stable formation of the first layer. If the first layer is warped or the like, the contact area with the heater bed becomes smaller, and the resistance of the resin against the heater bed becomes smaller. This is because it becomes impossible to form a model up to
表5にヒーターベッドの温度が110℃の場合における造形結果を示し、表6にヒーターベッドの温度が100℃の場合における造形結果を示す。
Table 5 shows the molding results when the heater bed temperature is 110°C, and Table 6 shows the molding results when the heater bed temperature is 100°C.


表5に示すように、ヒーターベッドの温度が110℃の場合、比較例1に係る3Dプリンタ用フィラメントを用いた場合は25層(壁部の高さが7.6mm)までしか造形できなかった一方で、実施例1~4に係る3Dプリンタ用フィラメントを用いた場合、いずれもが59層(壁部の高さが17.8mm)まで造形できることが示された。
As shown in Table 5, when the temperature of the heater bed was 110° C., only 25 layers (the wall height was 7.6 mm) could be formed when using the 3D printer filament according to Comparative Example 1. On the other hand, when using the 3D printer filaments according to Examples 1 to 4, it was shown that up to 59 layers (the height of the wall portion is 17.8 mm) can be modeled.
また、表6に示すように、ヒーターベッドの温度が100℃の場合、比較例1に係る3Dプリンタ用フィラメントを用いた場合は4層(壁部の高さが1.3mm)までしか造形できなかった。一方、実施例1に係る3Dプリンタ用フィラメントを用いた場合は59層(壁部の高さが17.8mm)まで造形でき、実施例2~6に係る3Dプリンタ用フィラメントを用いた場合は少なくとも5層(壁部の高さが1.6mm)以上は造形できることが示された。すなわち、図1に示すように、少なくとも実施例1~6においては、比較例1に比べて2倍以上の層数の積層が可能であることが示された。そして、実施例1~6においては、それぞれの壁部の高さ以下のものであれば、第1層が反らずに造形可能であることも示された。換言すれば、3Dプリンタのヒーターベッドの温度が110℃より低い場合であっても、実施例1~6においては、第1層目の反りを抑制できることが示された。特に、実施例1においては抑制効果が顕著であることが示された。
Further, as shown in Table 6, when the temperature of the heater bed is 100° C., only up to 4 layers (the wall height is 1.3 mm) can be formed when the 3D printer filament according to Comparative Example 1 is used. I didn't. On the other hand, when using the 3D printer filament according to Example 1, it is possible to model up to 59 layers (wall height is 17.8 mm), and when using the 3D printer filament according to Examples 2 to 6, at least It was shown that 5 or more layers (with a wall height of 1.6 mm) can be formed. That is, as shown in FIG. 1, at least in Examples 1 to 6, it was shown that lamination of more than twice the number of layers as compared to Comparative Example 1 was possible. In addition, in Examples 1 to 6, it was also shown that the first layer can be shaped without warping if the height is equal to or less than the height of each wall. In other words, even when the temperature of the heater bed of the 3D printer is lower than 110° C., it was shown that warping of the first layer can be suppressed in Examples 1 to 6. In particular, in Example 1, it was shown that the inhibitory effect was remarkable.
また、比較例1と実施例1とを対比すると、表4に示すように樹脂中のCNF濃度を1.3%程度にすることで、造形のし易さに大幅な改善効果があることが示された。
In addition, when comparing Comparative Example 1 and Example 1, as shown in Table 4, by setting the CNF concentration in the resin to about 1.3%, it was found that there was a significant improvement in the ease of modeling. shown.
更に、実施例1、並びに実施例4、実施例5、及び実施例6に係る3Dプリンタ用フィラメントにおいては、それぞれのCNF-15MBの添加量を変化させた。すなわち、実施例1、並びに実施例4、実施例5、及び実施例6に係る3Dプリンタ用フィラメント用の樹脂中のCNF濃度は、この順に1.3wt%、0.7wt%、1.9wt%、2.5wt%である。そして、表6に示すように、実施例4に係る3Dプリンタ用フィラメントを用いた場合は39層まで造形でき、実施例5に係る3Dプリンタ用フィラメントを用いた場合は8層まで造形できた。また、実施例6に係る3Dプリンタ用フィラメントを用いた場合は9層まで造形できた。したがって、樹脂中のCNF濃度を調整することで積層可能な層数を制御し得ることが示された。
Furthermore, in the 3D printer filaments according to Example 1, and Examples 4, 5, and 6, the amount of CNF-15MB added was varied. That is, the CNF concentrations in the resins for filaments for 3D printers according to Example 1, and Examples 4, 5, and 6 were 1.3 wt%, 0.7 wt%, and 1.9 wt% in this order. , 2.5 wt %. Then, as shown in Table 6, when the 3D printer filament according to Example 4 was used, up to 39 layers could be modeled, and when the 3D printer filament according to Example 5 was used, up to 8 layers could be modeled. Further, when the 3D printer filament according to Example 6 was used, up to nine layers could be modeled. Therefore, it was shown that the number of layers that can be laminated can be controlled by adjusting the CNF concentration in the resin.
また、比較例1では樹脂中にタルクが含まれる。タルクは、3Dプリンタによる造形時にフィラメントが溶融して固化する際の熱収縮を抑制することを目的として添加される。表6に示すように、ヒーターベッドの温度が100℃の場合、比較例1に係る3Dプリンタ用フィラメントを用いた場合は積層数が4層までであった一方、タルクを含有しない実施例3に係る3Dプリンタ用フィラメントを用いた場合は積層数が16層であった。この結果から、CNFが造形時の熱収縮を抑制することが示された。
Also, in Comparative Example 1, talc is contained in the resin. Talc is added for the purpose of suppressing heat shrinkage when the filament melts and solidifies during modeling with a 3D printer. As shown in Table 6, when the temperature of the heater bed was 100 ° C., the number of layers was up to 4 when the 3D printer filament according to Comparative Example 1 was used, while Example 3 containing no talc When such a filament for a 3D printer was used, the number of layers was 16 layers. From this result, it was shown that CNF suppresses thermal shrinkage during modeling.
以上より、実施例に係るセルロース含有樹脂組成物(PP系3Dフィラメント組成物)は、CNFを配合することにより3Dプリンタによる造形物の造形性を大幅に改善することが示された。また、この改善効果は、樹脂に対してCNFを約1wt%程度配合するだけで発現することから、原料コストの大幅な低減等も実現できることが示された。
From the above, it was shown that the cellulose-containing resin composition (PP-based 3D filament composition) according to the example greatly improved the moldability of a modeled object by a 3D printer by blending CNF. In addition, it was shown that this improvement effect can be realized only by blending about 1 wt% of CNF with respect to the resin, so that a significant reduction in raw material costs can be realized.
[ミクロフィブリル化セルロースを用いた実施例]
ミクロフィブリル化セルロース(MFC)を用い、MFCとPPとの複合体を作製した。 [Example using microfibrillated cellulose]
A composite of MFC and PP was prepared using microfibrillated cellulose (MFC).
ミクロフィブリル化セルロース(MFC)を用い、MFCとPPとの複合体を作製した。 [Example using microfibrillated cellulose]
A composite of MFC and PP was prepared using microfibrillated cellulose (MFC).
(ミクロフィブリル化セルロース(MFC))
MFCの原料としてコットンリンターを用いた。これをリファイナーで叩解処理し、平均繊維径24μm(分布:8μm~50μm)、平均繊維長810μm(分布:~3mm)に調製して本実施例に係るMFCを得た。 (Microfibrillated cellulose (MFC))
A cotton linter was used as a raw material for MFC. This was beaten by a refiner to prepare an average fiber diameter of 24 μm (distribution: 8 μm to 50 μm) and an average fiber length of 810 μm (distribution: ~3 mm) to obtain MFC according to this example.
MFCの原料としてコットンリンターを用いた。これをリファイナーで叩解処理し、平均繊維径24μm(分布:8μm~50μm)、平均繊維長810μm(分布:~3mm)に調製して本実施例に係るMFCを得た。 (Microfibrillated cellulose (MFC))
A cotton linter was used as a raw material for MFC. This was beaten by a refiner to prepare an average fiber diameter of 24 μm (distribution: 8 μm to 50 μm) and an average fiber length of 810 μm (distribution: ~3 mm) to obtain MFC according to this example.
(ミクロフィブリル化セルロース(MFC)/PP複合体の作製)
表7に示す配合割合で各配合物質を混合して得られた混合物を混錬した。混練後に得られた混合物はストランドとして引き出し、ウォーターバスで水冷後、ペレット化した。なお、混練には2軸押出し機(KZW20TW、株式会社テクノベル製)を用いた。また、混練条件は以下のとおりである。これにより、2種類のMFC/PP複合体(MFC-30MB(h)及びMFC-30MB(b))を得た。
・スクリュー回転数:200rpm
・混練温度:ゾーン1の温度を130℃、ゾーン2の温度を160℃、ヘッドの温度を180℃に設定。 (Preparation of Microfibrillated Cellulose (MFC)/PP Composite)
A mixture obtained by mixing each compounding substance at the compounding ratio shown in Table 7 was kneaded. The mixture obtained after kneading was pulled out as a strand, cooled in a water bath, and pelletized. For kneading, a twin-screw extruder (KZW20TW, manufactured by Technobell Co., Ltd.) was used. Further, the kneading conditions are as follows. As a result, two types of MFC/PP composites (MFC-30MB(h) and MFC-30MB(b)) were obtained.
・Screw rotation speed: 200 rpm
- Kneading temperature: Set the temperature ofzone 1 to 130°C, the temperature of zone 2 to 160°C, and the temperature of the head to 180°C.
表7に示す配合割合で各配合物質を混合して得られた混合物を混錬した。混練後に得られた混合物はストランドとして引き出し、ウォーターバスで水冷後、ペレット化した。なお、混練には2軸押出し機(KZW20TW、株式会社テクノベル製)を用いた。また、混練条件は以下のとおりである。これにより、2種類のMFC/PP複合体(MFC-30MB(h)及びMFC-30MB(b))を得た。
・スクリュー回転数:200rpm
・混練温度:ゾーン1の温度を130℃、ゾーン2の温度を160℃、ヘッドの温度を180℃に設定。 (Preparation of Microfibrillated Cellulose (MFC)/PP Composite)
A mixture obtained by mixing each compounding substance at the compounding ratio shown in Table 7 was kneaded. The mixture obtained after kneading was pulled out as a strand, cooled in a water bath, and pelletized. For kneading, a twin-screw extruder (KZW20TW, manufactured by Technobell Co., Ltd.) was used. Further, the kneading conditions are as follows. As a result, two types of MFC/PP composites (MFC-30MB(h) and MFC-30MB(b)) were obtained.
・Screw rotation speed: 200 rpm
- Kneading temperature: Set the temperature of

表7において、各配合物質の配合量の単位は「wt%」である。また、配合物質の詳細は下記の通りである。
・PPはホモタイプ(PP(ホモ))のプライムポリプロJ107G(MFR:30、プライムポリマー株式会社製)とブロックタイプ(PP(ブロック))のプライムポリプロJ707G(MFR:30、プライムポリマー株式会社製)の2種類を用いた。
・MAPP:カヤブリッド002PP(グラフト率:2%、化薬ヌーリオン株式会社製) In Table 7, the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows.
・PP is a homo type (PP (homo)) prime polypro J107G (MFR: 30, manufactured by Prime Polymer Co., Ltd.) and a block type (PP (block)) prime polypro J707G (MFR: 30, manufactured by Prime Polymer Co., Ltd.). Two types were used.
・ MAPP: Kayabrid 002PP (graft rate: 2%, manufactured by Kayaku Noorion Co., Ltd.)
・PPはホモタイプ(PP(ホモ))のプライムポリプロJ107G(MFR:30、プライムポリマー株式会社製)とブロックタイプ(PP(ブロック))のプライムポリプロJ707G(MFR:30、プライムポリマー株式会社製)の2種類を用いた。
・MAPP:カヤブリッド002PP(グラフト率:2%、化薬ヌーリオン株式会社製) In Table 7, the unit of the compounding amount of each compounding substance is "wt%". Further, the details of the compounded substances are as follows.
・PP is a homo type (PP (homo)) prime polypro J107G (MFR: 30, manufactured by Prime Polymer Co., Ltd.) and a block type (PP (block)) prime polypro J707G (MFR: 30, manufactured by Prime Polymer Co., Ltd.). Two types were used.
・ MAPP: Kayabrid 002PP (graft rate: 2%, manufactured by Kayaku Noorion Co., Ltd.)
表8に示す配合割合で各配合物質を混練し、3Dプリンタ用フィラメント用の樹脂を作製した後、当該樹脂をフィラメント化した。ここで、3Dプリンタ用フィラメントは次のように作製した。まず、混練装置としてラボプラストミルμ(株式会社東洋精機製作所製)を用いた。そして、表8に示す配合割合でドライブレンドした配合物質の混合ペレットを混練装置に投入した。混練温度はバレル1を173℃に、バレル2を175℃に、ダイを178℃に設定し、吐出量500g/hでダイス(口径2.00mm)からストランドをひき、水冷後、フィラメント巻取装置にて巻き取って実施例7~12及び比較例2に係る3Dプリンタ用フィラメント(直径:1.75mm±0.1mm)を作製した。
After kneading each compounded substance at the compounding ratio shown in Table 8 to produce a resin for filaments for 3D printers, the resin was made into filaments. Here, filaments for 3D printers were produced as follows. First, Laboplastomill μ (manufactured by Toyo Seiki Seisakusho Co., Ltd.) was used as a kneading device. Mixed pellets of compounded substances dry-blended at the compounding ratio shown in Table 8 were put into a kneading device. The kneading temperature was set to 173° C. for barrel 1, 175° C. for barrel 2, and 178° C. for the die. 3D printer filaments (diameter: 1.75 mm±0.1 mm) according to Examples 7 to 12 and Comparative Example 2 were produced.

表8において、各配合物質の配合量の単位は「g」である。また、配合物質の詳細は下記の通りである。なお、比較例2は、フィラメントが折れるためストランドを引くことができなかった。
・ポリプロピレン(PP):PM731M(ランダムPP、サンアロマー株式会社製)
・タルク-70MB:タルク70wt%マスターバッチ(タルク‐70MB):PEX1470(タルク:LDPE=70:30)、東京インキ株式会社)
・MFC-30MB(h)及び(b):上記表7に示すMFC/PP複合体 In Table 8, the unit of the compounding amount of each compounding substance is "g". Further, the details of the compounded substances are as follows. In Comparative Example 2, the strand could not be drawn because the filament broke.
・Polypropylene (PP): PM731M (random PP, manufactured by SunAllomer Co., Ltd.)
・Talc-70MB: Talc 70wt% Masterbatch (Talc-70MB): PEX1470 (Talc: LDPE = 70:30), Tokyo Ink Co., Ltd.)
- MFC-30MB (h) and (b): MFC/PP composites shown in Table 7 above
・ポリプロピレン(PP):PM731M(ランダムPP、サンアロマー株式会社製)
・タルク-70MB:タルク70wt%マスターバッチ(タルク‐70MB):PEX1470(タルク:LDPE=70:30)、東京インキ株式会社)
・MFC-30MB(h)及び(b):上記表7に示すMFC/PP複合体 In Table 8, the unit of the compounding amount of each compounding substance is "g". Further, the details of the compounded substances are as follows. In Comparative Example 2, the strand could not be drawn because the filament broke.
・Polypropylene (PP): PM731M (random PP, manufactured by SunAllomer Co., Ltd.)
・Talc-70MB: Talc 70wt% Masterbatch (Talc-70MB): PEX1470 (Talc: LDPE = 70:30), Tokyo Ink Co., Ltd.)
- MFC-30MB (h) and (b): MFC/PP composites shown in Table 7 above
(造形テスト)
実施例7~12に係る3Dプリンタ用フィラメントを用い、箱型形状(サイズ:縦39mm×横33mm×高さ18mm)の構造体を試作した。構造体の造形には3Dプリンタ(MF-2500EP、武藤工業株式会社製)を用い、造形時温度はノズル200℃、ヒーターベッドは110℃とした。また、ノズルの稼働は充填密度40%、速度20~25mm/sに設定した。すなわち、箱型形状は、第1層として平面状の底部を形成し、底部の周囲に底面の垂線方向に向けて壁部を1層ずつ造形することで形成した。なお、造形する箱型形状の造形は、59層の積層数で完成する。 (Molding test)
Using the 3D printer filaments according to Examples 7 to 12, a box-shaped structure (size: length 39 mm x width 33 mm x height 18 mm) was prototyped. A 3D printer (MF-2500EP, manufactured by MUTOH INDUSTRIES CO., LTD.) was used for modeling the structure, and the nozzle temperature was 200° C. and the heater bed was 110° C. during modeling. The nozzle operation was set at a packing density of 40% and a speed of 20 to 25 mm/s. That is, the box shape was formed by forming a flat bottom portion as the first layer and forming wall portions one by one around the bottom portion in the direction perpendicular to the bottom surface. It should be noted that the box-shaped model to be modeled is completed by stacking 59 layers.
実施例7~12に係る3Dプリンタ用フィラメントを用い、箱型形状(サイズ:縦39mm×横33mm×高さ18mm)の構造体を試作した。構造体の造形には3Dプリンタ(MF-2500EP、武藤工業株式会社製)を用い、造形時温度はノズル200℃、ヒーターベッドは110℃とした。また、ノズルの稼働は充填密度40%、速度20~25mm/sに設定した。すなわち、箱型形状は、第1層として平面状の底部を形成し、底部の周囲に底面の垂線方向に向けて壁部を1層ずつ造形することで形成した。なお、造形する箱型形状の造形は、59層の積層数で完成する。 (Molding test)
Using the 3D printer filaments according to Examples 7 to 12, a box-shaped structure (size: length 39 mm x width 33 mm x height 18 mm) was prototyped. A 3D printer (MF-2500EP, manufactured by MUTOH INDUSTRIES CO., LTD.) was used for modeling the structure, and the nozzle temperature was 200° C. and the heater bed was 110° C. during modeling. The nozzle operation was set at a packing density of 40% and a speed of 20 to 25 mm/s. That is, the box shape was formed by forming a flat bottom portion as the first layer and forming wall portions one by one around the bottom portion in the direction perpendicular to the bottom surface. It should be noted that the box-shaped model to be modeled is completed by stacking 59 layers.
(評価方法)
上記3Dプリンタによる箱型形状の構造体は59層の積層で完成することから、造形のし易さを、造形可能であった壁部の高さ(つまり、第1層目から第x層目までの距離。xは造形できた層数。)で判断した。具体的に、上記3Dプリンタの造形時の設定で、第1層目の層厚を0.4mmに設定し、第2層目以降の層ぞれぞれの層厚を0.3mmに設定した。そして、3Dプリンタで積層できた層数と設定した層厚とから壁部の高さを算出することで評価した。壁部の高さが高いほど、造形がし易いと判断できる。なお、造形し易さについての重要な評価指標の1つは第1層目の安定的な形成である。第1層に反り等が生じるとヒーターベッドとの接地面積が小さくなることにより、樹脂のヒーターベッドに対する抵抗が小さくなり、ノズルの移動と共に形成された樹脂構造体も動いてしまい、所定の層数まで造形できなくなるからである。表9にヒーターベッドの温度が110℃の場合における造形結果を示す。 (Evaluation method)
Since the box-shaped structure by the above 3D printer is completed by laminating 59 layers, the ease of modeling is determined by the height of the wall that can be modeled (that is, the first layer to the x layer and x is the number of layers that can be formed.). Specifically, the layer thickness of the first layer was set to 0.4 mm, and the layer thickness of each layer after the second layer was set to 0.3 mm in the setting at the time of modeling of the 3D printer. . Then, evaluation was performed by calculating the height of the wall from the number of layers that could be laminated by the 3D printer and the set layer thickness. It can be determined that the higher the height of the wall, the easier it is to form. In addition, one of the important evaluation indices for ease of modeling is the stable formation of the first layer. If the first layer is warped or the like, the contact area with the heater bed becomes smaller, and the resistance of the resin against the heater bed becomes smaller. This is because it becomes impossible to form a model up to Table 9 shows the molding results when the heater bed temperature is 110°C.
上記3Dプリンタによる箱型形状の構造体は59層の積層で完成することから、造形のし易さを、造形可能であった壁部の高さ(つまり、第1層目から第x層目までの距離。xは造形できた層数。)で判断した。具体的に、上記3Dプリンタの造形時の設定で、第1層目の層厚を0.4mmに設定し、第2層目以降の層ぞれぞれの層厚を0.3mmに設定した。そして、3Dプリンタで積層できた層数と設定した層厚とから壁部の高さを算出することで評価した。壁部の高さが高いほど、造形がし易いと判断できる。なお、造形し易さについての重要な評価指標の1つは第1層目の安定的な形成である。第1層に反り等が生じるとヒーターベッドとの接地面積が小さくなることにより、樹脂のヒーターベッドに対する抵抗が小さくなり、ノズルの移動と共に形成された樹脂構造体も動いてしまい、所定の層数まで造形できなくなるからである。表9にヒーターベッドの温度が110℃の場合における造形結果を示す。 (Evaluation method)
Since the box-shaped structure by the above 3D printer is completed by laminating 59 layers, the ease of modeling is determined by the height of the wall that can be modeled (that is, the first layer to the x layer and x is the number of layers that can be formed.). Specifically, the layer thickness of the first layer was set to 0.4 mm, and the layer thickness of each layer after the second layer was set to 0.3 mm in the setting at the time of modeling of the 3D printer. . Then, evaluation was performed by calculating the height of the wall from the number of layers that could be laminated by the 3D printer and the set layer thickness. It can be determined that the higher the height of the wall, the easier it is to form. In addition, one of the important evaluation indices for ease of modeling is the stable formation of the first layer. If the first layer is warped or the like, the contact area with the heater bed becomes smaller, and the resistance of the resin against the heater bed becomes smaller. This is because it becomes impossible to form a model up to Table 9 shows the molding results when the heater bed temperature is 110°C.

表9に示すように、ヒーターベッドの温度が110℃の場合、実施例7~12に係る3Dプリンタ用フィラメントいずれもが59層(壁部の高さが17.8mm)まで造形できることが示された。
As shown in Table 9, when the temperature of the heater bed is 110 ° C., it is shown that all 3D printer filaments according to Examples 7 to 12 can be modeled up to 59 layers (wall height is 17.8 mm). rice field.
実施例7~12の結果を参照すると分かるように、実施例1~6で用いたセルロースナノファイバー(CNF)より比較的繊維径が大きいミクロフィブリル化セルロース(MFC)を配合することにより、CNFと同様、3Dプリンタによる造形物の造形性を大幅に改善できることが示された。また、この改善効果は、樹脂に対してCNFあるいはMFCを約1wt%程度配合するだけで発現することから、原料コストの大幅な低減等も実現できることが示された。
As can be seen from the results of Examples 7 to 12, by blending microfibrillated cellulose (MFC) having a relatively larger fiber diameter than the cellulose nanofibers (CNF) used in Examples 1 to 6, CNF and Similarly, it was shown that the formability of a modeled object by a 3D printer can be greatly improved. In addition, it was shown that this improvement effect can be realized only by blending about 1 wt% of CNF or MFC with respect to the resin, so that a significant reduction in raw material costs can be realized.
以上、本発明の実施の形態及び実施例を説明したが、上記に記載した実施の形態及び実施例は特許請求の範囲に係る発明を限定するものではない。また、実施の形態及び実施例の中で説明した特徴の組合せの全てが発明の課題を解決するための手段に必須であるとは限らない点に留意すべきである。
Although the embodiments and examples of the present invention have been described above, the embodiments and examples described above do not limit the invention according to the scope of claims. Also, it should be noted that not all combinations of features described in the embodiments and examples are essential to the means for solving the problems of the invention.
Claims (10)
- 結晶性樹脂と、
セルロースの水酸基に、前記水酸基と反応可能な反応性基を介して無極性高分子が結合されてなるセルロース複合体と
を含むセルロース含有樹脂組成物。 a crystalline resin;
A cellulose-containing resin composition comprising a cellulose composite in which a non-polar polymer is bound to a hydroxyl group of cellulose via a reactive group capable of reacting with the hydroxyl group. - 前記セルロースが、水分を含み、
前記セルロース複合体において、分子鎖が無極性高分子である高分子の水系エマルジョンの前記反応性基を介して前記無極性高分子が前記水酸基に結合されてなる請求項1に記載のセルロース含有樹脂組成物。 the cellulose contains water,
2. The cellulose-containing resin according to claim 1, wherein in the cellulose composite, the nonpolar polymer is bonded to the hydroxyl group via the reactive group of the polymer aqueous emulsion, the molecular chain of which is a nonpolar polymer. Composition. - 前記結晶性樹脂が、ポリプロピレンである請求項1又は2に記載のセルロース含有樹脂組成物。 The cellulose-containing resin composition according to claim 1 or 2, wherein the crystalline resin is polypropylene.
- 前記セルロースが、セルロース繊維、セルロースナノファイバー(CNF)、及びミクロフィブリル化セルロース(MFD)からなる群から選択される少なくとも1つである請求項1~3のいずれか1項に記載のセルロース含有樹脂組成物。 The cellulose-containing resin according to any one of claims 1 to 3, wherein the cellulose is at least one selected from the group consisting of cellulose fibers, cellulose nanofibers (CNF), and microfibrillated cellulose (MFD). Composition.
- 前記反応性基が、無水コハク酸基、カルボニル基、及びカルボキシル基からなる群から選択される少なくとも1つの反応性基であって、
前記結合が、エステル結合であって、
前記無極性高分子が、ポリプロピレン、エチレン・酢酸ビニル共重合樹脂、及びアクリル樹脂からなる群から選択される少なくとも1つの無極性高分子である請求項1~4のいずれか1項に記載のセルロース含有樹脂組成物。 The reactive group is at least one reactive group selected from the group consisting of a succinic anhydride group, a carbonyl group, and a carboxyl group,
the bond is an ester bond,
The cellulose according to any one of claims 1 to 4, wherein the nonpolar polymer is at least one nonpolar polymer selected from the group consisting of polypropylene, ethylene-vinyl acetate copolymer resin, and acrylic resin. containing resin composition; - 前記セルロースの前記セルロース含有樹脂組成物中における濃度が、0wt%を超え3wt%以下である請求項1~5のいずれか1項に記載のセルロース含有樹脂組成物。 The cellulose-containing resin composition according to any one of claims 1 to 5, wherein the concentration of the cellulose in the cellulose-containing resin composition exceeds 0 wt% and is 3 wt% or less.
- 請求項1~6のいずれか1項に記載のセルロース含有樹脂組成物を含む3Dプリンタ用フィラメント。 A 3D printer filament containing the cellulose-containing resin composition according to any one of claims 1 to 6.
- 請求項1~6のいずれか1項に記載のセルロース含有樹脂組成物を含む製品。 A product containing the cellulose-containing resin composition according to any one of claims 1 to 6.
- 水酸基を有し、水分を含むセルロースと、前記水酸基と反応可能な反応性基を有し、分子鎖が無極性高分子である高分子の水系エマルジョンとを混合する工程と、
前記水系エマルジョン中で前記水酸基と前記反応性基とを結合させてセルロース複合体を得る工程と、
前記セルロース複合体と結晶性樹脂とを混錬する工程と
を備えるセルロース含有樹脂組成物の製造方法。 A step of mixing a cellulose containing water and having a hydroxyl group with an aqueous emulsion of a polymer having a reactive group capable of reacting with the hydroxyl group and having a non-polar polymer molecular chain;
a step of bonding the hydroxyl group and the reactive group in the aqueous emulsion to obtain a cellulose composite;
A method for producing a cellulose-containing resin composition, comprising kneading the cellulose composite and a crystalline resin. - 結晶性樹脂と、セルロースの水酸基に、前記水酸基と反応可能な反応性基を介して無極性高分子が結合されてなるセルロース複合体とを含むセルロース含有樹脂組成物を用いて構成される3Dプリンタ用フィラメントを用いて3Dプリンタの造形性を向上させる方法。 A 3D printer constructed using a cellulose-containing resin composition containing a crystalline resin and a cellulose composite in which a nonpolar polymer is bonded to a hydroxyl group of cellulose via a reactive group capable of reacting with the hydroxyl group A method for improving the formability of a 3D printer using filaments for 3D printers.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021129839 | 2021-08-06 | ||
| JP2021-129839 | 2021-08-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023013514A1 true WO2023013514A1 (en) | 2023-02-09 |
Family
ID=85154493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/029071 WO2023013514A1 (en) | 2021-08-06 | 2022-07-28 | Cellulose-containing resin composition, filament for 3d printers, and method for preparing cellulose-containing resin composition |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023013514A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012229350A (en) * | 2011-04-27 | 2012-11-22 | Kyoto Univ | Resin composition |
| JP2017141323A (en) * | 2016-02-08 | 2017-08-17 | 大日精化工業株式会社 | Easily-dispersible cellulose composition, method for producing easily-dispersible cellulose composition, cellulose dispersion resin composition, and method for producing cellulose dispersion resin composition |
| JP2017170881A (en) * | 2016-03-18 | 2017-09-28 | スターライト工業株式会社 | Molding material for 3d printers, method for producing the same, and three-dimensional molding |
| JP2021503394A (en) * | 2017-11-16 | 2021-02-12 | ユニバーシティー オブ メイン システム ボード オブ トラスティーズ | Improved filament for 3D printing |
| WO2021075224A1 (en) * | 2019-10-17 | 2021-04-22 | 国立大学法人静岡大学 | Production method for cellulose complex, production method for cellulose complex/resin composition, cellulose complex, and cellulose complex/resin composition |
-
2022
- 2022-07-28 WO PCT/JP2022/029071 patent/WO2023013514A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012229350A (en) * | 2011-04-27 | 2012-11-22 | Kyoto Univ | Resin composition |
| JP2017141323A (en) * | 2016-02-08 | 2017-08-17 | 大日精化工業株式会社 | Easily-dispersible cellulose composition, method for producing easily-dispersible cellulose composition, cellulose dispersion resin composition, and method for producing cellulose dispersion resin composition |
| JP2017170881A (en) * | 2016-03-18 | 2017-09-28 | スターライト工業株式会社 | Molding material for 3d printers, method for producing the same, and three-dimensional molding |
| JP2021503394A (en) * | 2017-11-16 | 2021-02-12 | ユニバーシティー オブ メイン システム ボード オブ トラスティーズ | Improved filament for 3D printing |
| WO2021075224A1 (en) * | 2019-10-17 | 2021-04-22 | 国立大学法人静岡大学 | Production method for cellulose complex, production method for cellulose complex/resin composition, cellulose complex, and cellulose complex/resin composition |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5496435B2 (en) | Method for producing resin composition containing modified microfibrillated plant fiber, and resin composition thereof | |
| KR102405761B1 (en) | Fiber-reinforced resin composition comprising chemically modified cellulose nanofibers and a thermoplastic resin | |
| JP7185215B2 (en) | Fiber-reinforced resin composition, fiber-reinforced molded article, and method for producing the same | |
| CN108779261B (en) | Master batch containing acylation modified microfibrillated plant fiber | |
| Siró et al. | Microfibrillated cellulose and new nanocomposite materials: a review | |
| JP5150792B2 (en) | Modified cellulose nanofiber, process for producing the same, and resin composition using the same | |
| JP6695662B2 (en) | Dispersion containing polysaccharide nanofibers, dispersion medium and monomer, and resin composition obtained from the dispersion | |
| CN103140542B (en) | Method for pulverizing cellulose, cellulose noanofiber, materbatch and resin composition | |
| CN109196056A (en) | Cellulose composite material comprising wood pulp | |
| JP6591304B2 (en) | Easily dispersible cellulose composition, method for producing easily dispersible cellulose composition, cellulose dispersed resin composition, and method for producing cellulose dispersed resin composition | |
| JP2009293167A (en) | Method of producing nanofiber, nanofiber, mixed nanofiber, compositing method, composite material and molding | |
| WO2019163873A1 (en) | Fibrillation aid for hydrophobized cellulose-based fibers, manufacturing method for resin composition using same, and molded article | |
| Samarasekara et al. | Fabrication and characterization of nanofibrillated cellulose (NFC) reinforced polymer composite | |
| Virtanen et al. | High strength modified nanofibrillated cellulose-polyvinyl alcohol films | |
| Sakakibara et al. | Preparation of high-performance polyethylene composite materials reinforced with cellulose nanofiber: simultaneous nanofibrillation of wood pulp fibers during melt-compounding using urea and diblock copolymer dispersant | |
| JP6871079B2 (en) | Method for producing defibrated cellulose fiber and method for producing resin composition | |
| WO2023013514A1 (en) | Cellulose-containing resin composition, filament for 3d printers, and method for preparing cellulose-containing resin composition | |
| JP2017066274A (en) | Fine fibrous cellulose-containing material | |
| JP7460989B2 (en) | Method for manufacturing cellulose composite, method for manufacturing cellulose composite/resin composition, cellulose composite, and cellulose composite/resin composition | |
| CA2549844C (en) | Solid phase dispersion and processing of micro-and nano-cellulosic fibres in plastic phase to manufacture bio-nanocomposite products of commercial interest | |
| WO2021172407A1 (en) | Fiber-reinforced resin composition having an improved fibrillation property and method for producing the same, and molded body and fibrillation agent | |
| JP7333510B2 (en) | Fiber-reinforced resin composition, method for producing the same, and molded article | |
| JP6792265B2 (en) | Acetylated pulp composition containing an ethylene glycol derivative, a resin composition containing a microfibrillated acetylated pulp, and a method for producing them. | |
| WO2016129693A1 (en) | Dispersion containing polysaccharide nanofibers, dispersion medium, and monomer; and resin composition obtained from said dispersion | |
| US20240132629A1 (en) | Production method for cellulose complex, production method for cellulose complex/resin composition, cellulose complex, and cellulose complex/resin composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22851006 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023540299 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |