WO2021060010A1 - Secondary battery and method of manufacturing same - Google Patents
Secondary battery and method of manufacturing same Download PDFInfo
- Publication number
- WO2021060010A1 WO2021060010A1 PCT/JP2020/034405 JP2020034405W WO2021060010A1 WO 2021060010 A1 WO2021060010 A1 WO 2021060010A1 JP 2020034405 W JP2020034405 W JP 2020034405W WO 2021060010 A1 WO2021060010 A1 WO 2021060010A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- positive electrode
- tab group
- electrode tab
- current collector
- negative electrode
- Prior art date
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0431—Cells with wound or folded electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/102—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure
- H01M50/103—Primary casings, jackets or wrappings of a single cell or a single battery characterised by their shape or physical structure prismatic or rectangular
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/15—Lids or covers characterised by their shape for prismatic or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/528—Fixed electrical connections, i.e. not intended for disconnection
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
In this secondary battery in which an electrode body having a positive electrode tab group at one end thereof is accommodated in a battery case, a positive electrode terminal and the positive electrode tab group are electrically connected via a second positive electrode current collector, the positive electrode tab group is connected to a tab connection part of the second positive electrode current collector in a bent state, and a tape as a fixing means is attached across a first main surface of the electrode body-the tab connection part of the second positive electrode current collector-a second main surface of the electrode body.
Description
本開示は、二次電池及びその製造方法に関する。
This disclosure relates to a secondary battery and a method for manufacturing the secondary battery.
電気自動車(EV)やハイブリッド電気自動車(HEV、PHEV)等の駆動用電源において、アルカリ二次電池や非水電解質二次電池等の二次電池が使用されている。
Secondary batteries such as alkaline secondary batteries and non-aqueous electrolyte secondary batteries are used in driving power sources for electric vehicles (EV) and hybrid electric vehicles (HEV, PHEV).
これらの二次電池では、開口を有する有底筒状の外装体と、その開口を封口する封口板により電池ケースが構成される。電池ケース内には、正極板、負極板及びセパレータからなる電極体が電解質と共に収容される。封口板には正極端子及び負極端子が取り付けられる。正極端子は正極集電体を介して正極板に電気的に接続され、負極端子は負極集電体を介して負極板に電気的に接続される。
In these secondary batteries, a battery case is composed of a bottomed tubular exterior body having an opening and a sealing plate that seals the opening. An electrode body composed of a positive electrode plate, a negative electrode plate, and a separator is housed in the battery case together with an electrolyte. A positive electrode terminal and a negative electrode terminal are attached to the sealing plate. The positive electrode terminal is electrically connected to the positive electrode plate via the positive electrode current collector, and the negative electrode terminal is electrically connected to the negative electrode plate via the negative electrode current collector.
このような二次電池として、正極と負極とがセパレータを介して巻回された電極群を有し、電極群の両端には集電タブが形成され、集電タブが電極群の巻回軸が延びる方向に対して屈折した状態でリードに溶接された二次電池が提案されている(下記特許文献1)。
Such a secondary battery has an electrode group in which a positive electrode and a negative electrode are wound via a separator, current collecting tabs are formed at both ends of the electrode group, and the current collecting tab is a winding shaft of the electrode group. A secondary battery welded to a lead in a state of being bent with respect to the extending direction has been proposed (Patent Document 1 below).
本開示の一形態に係る二次電池は、
正極板と負極板を含む電極体と、
開口を有し、前記電極体を収容する角形外装体と、
前記開口を封口する封口板と、
前記封口板に取り付けられた端子と、を備えた二次電池であって、
前記電極体は、一方の端部に正極タブ群を有し、他方の端部に負極タブ群を有し、
前記電極体は、互いに対向する向きに配置された第1主面と第2主面を有し、
前記角形外装体は、底部、互いに対向する向きに配置された一対の第1側壁、及び互いに対向する向きに配置された一対の第2側壁を有し、
前記正極タブ群は一方の前記第1側壁側に配置され、
前記負極タブ群は他方の前記第1側壁側に配置され、
前記正極タブ群又は前記負極タブ群と、前記端子とは、集電体により電気的に接続され、
前記正極タブ群又は前記負極タブ群は折り曲げられた状態で前記集電体に接続され、
前記第1主面―前記集電体―前記第2主面に跨って固定手段が取り付けられている。 The secondary battery according to one form of the present disclosure is
An electrode body including a positive electrode plate and a negative electrode plate,
A square exterior body having an opening and accommodating the electrode body,
A sealing plate that seals the opening and
A secondary battery provided with a terminal attached to the sealing plate.
The electrode body has a positive electrode tab group at one end and a negative electrode tab group at the other end.
The electrode body has a first main surface and a second main surface arranged so as to face each other.
The square exterior body has a bottom, a pair of first side walls arranged to face each other, and a pair of second side walls arranged to face each other.
The positive electrode tab group is arranged on one side of the first side wall.
The negative electrode tab group is arranged on the other side of the first side wall.
The positive electrode tab group or the negative electrode tab group and the terminal are electrically connected by a current collector.
The positive electrode tab group or the negative electrode tab group is connected to the current collector in a bent state.
A fixing means is attached across the first main surface-the current collector-the second main surface.
正極板と負極板を含む電極体と、
開口を有し、前記電極体を収容する角形外装体と、
前記開口を封口する封口板と、
前記封口板に取り付けられた端子と、を備えた二次電池であって、
前記電極体は、一方の端部に正極タブ群を有し、他方の端部に負極タブ群を有し、
前記電極体は、互いに対向する向きに配置された第1主面と第2主面を有し、
前記角形外装体は、底部、互いに対向する向きに配置された一対の第1側壁、及び互いに対向する向きに配置された一対の第2側壁を有し、
前記正極タブ群は一方の前記第1側壁側に配置され、
前記負極タブ群は他方の前記第1側壁側に配置され、
前記正極タブ群又は前記負極タブ群と、前記端子とは、集電体により電気的に接続され、
前記正極タブ群又は前記負極タブ群は折り曲げられた状態で前記集電体に接続され、
前記第1主面―前記集電体―前記第2主面に跨って固定手段が取り付けられている。 The secondary battery according to one form of the present disclosure is
An electrode body including a positive electrode plate and a negative electrode plate,
A square exterior body having an opening and accommodating the electrode body,
A sealing plate that seals the opening and
A secondary battery provided with a terminal attached to the sealing plate.
The electrode body has a positive electrode tab group at one end and a negative electrode tab group at the other end.
The electrode body has a first main surface and a second main surface arranged so as to face each other.
The square exterior body has a bottom, a pair of first side walls arranged to face each other, and a pair of second side walls arranged to face each other.
The positive electrode tab group is arranged on one side of the first side wall.
The negative electrode tab group is arranged on the other side of the first side wall.
The positive electrode tab group or the negative electrode tab group and the terminal are electrically connected by a current collector.
The positive electrode tab group or the negative electrode tab group is connected to the current collector in a bent state.
A fixing means is attached across the first main surface-the current collector-the second main surface.
本開示の一形態に係る二次電池の構成によると、より体積エネルギー密度が高く、組み立て易い構造を有する二次電池となる。
According to the configuration of the secondary battery according to one form of the present disclosure, the secondary battery has a higher volumetric energy density and a structure that is easy to assemble.
前記集電体の幅方向において、前記集電体と前記正極タブ群又は前記負極タブ群の接合部は、前記正極タブ群又は前記負極タブ群の根本側に偏心している構成とすることができる。
In the width direction of the current collector, the junction between the current collector and the positive electrode tab group or the negative electrode tab group may be configured to be eccentric to the root side of the positive electrode tab group or the negative electrode tab group. ..
前記正極タブ群又は前記負極タブ群は、前記集電体に当接された当接領域と、前記当接領域よりも前記正極タブ群又は前記負極タブ群の根本側に配置された根本領域と、前記当接領域よりも前記正極タブ群又は前記負極タブ群の先端側に配置された先端領域と、を有する構成とすることができる。
The positive electrode tab group or the negative electrode tab group includes a contact region that is in contact with the current collector and a root region that is arranged on the root side of the positive electrode tab group or the negative electrode tab group with respect to the contact region. The configuration may include a positive electrode tab group or a tip region arranged on the tip side of the negative electrode tab group with respect to the contact region.
前記固定手段が前記先端領域に接する構成とすることができる。
The fixing means can be configured to be in contact with the tip region.
前記固定手段をテープとすることができる。
The fixing means can be a tape.
前記固定手段の前記封口板側の端部は、前記正極タブ群又は前記負極タブ群の前記封口板側の端部よりも前記封口板側に位置し、
前記固定手段の前記底部側の端部は、前記正極タブ群又は前記負極タブ群の前記底部側の端部よりも前記底部側に位置する構成とすることができる。 The end portion of the fixing means on the sealing plate side is located closer to the sealing plate side than the end portion of the positive electrode tab group or the negative electrode tab group on the sealing plate side.
The bottom-side end of the fixing means may be located closer to the bottom side of the positive electrode tab group or the bottom-side end of the negative electrode tab group.
前記固定手段の前記底部側の端部は、前記正極タブ群又は前記負極タブ群の前記底部側の端部よりも前記底部側に位置する構成とすることができる。 The end portion of the fixing means on the sealing plate side is located closer to the sealing plate side than the end portion of the positive electrode tab group or the negative electrode tab group on the sealing plate side.
The bottom-side end of the fixing means may be located closer to the bottom side of the positive electrode tab group or the bottom-side end of the negative electrode tab group.
前記集電体の前記底部側の端部は、前記正極タブ群又は前記負極タブ群の前記底部側の端部よりも前記底部側に位置する構成とすることができる。
The bottom end of the current collector may be located closer to the bottom than the bottom end of the positive electrode tab group or the negative electrode tab group.
本開示の一形態に係る二次電池の製造方法は、
正極板と負極板を含む電極体と、
開口を有し、前記電極体を収容する角形外装体と、
前記開口を封口する封口板と、
前記封口板に取り付けられた端子と、を備え、
前記電極体は、一方の端部に正極タブ群を有し、他方の端部に負極タブ群を有し、
前記電極体は、互いに対向する向きに配置された第1主面と第2主面を有し、
前記角形外装体は、底部、互いに対向する向きに配置された一対の第1側壁、及び互いに対向する向きに配置された一対の第2側壁を有し、
前記正極タブ群又は前記負極タブ群と、前記端子とは、集電体により電気的に接続された、二次電池の製造方法であって、
前記正極タブ群又は前記負極タブ群と前記集電体を接続する工程と、
前記正極タブ群又は前記負極タブ群を折り曲げると共に、前記正極タブ群又は前記負極タブ群に接続された前記集電体の向きを変える工程と、
前記第1主面―前記集電体―前記第2主面に跨って固定手段を取り付けられることにより、前記正極タブ群又は前記負極タブ群を折り曲げられた状態で固定する工程を有する。 The method for manufacturing a secondary battery according to one form of the present disclosure is as follows.
An electrode body including a positive electrode plate and a negative electrode plate,
A square exterior body having an opening and accommodating the electrode body,
A sealing plate that seals the opening and
With a terminal attached to the sealing plate,
The electrode body has a positive electrode tab group at one end and a negative electrode tab group at the other end.
The electrode body has a first main surface and a second main surface arranged so as to face each other.
The square exterior body has a bottom, a pair of first side walls arranged to face each other, and a pair of second side walls arranged to face each other.
The positive electrode tab group or the negative electrode tab group and the terminal are a method for manufacturing a secondary battery, which is electrically connected by a current collector.
A step of connecting the positive electrode tab group or the negative electrode tab group and the current collector,
A step of bending the positive electrode tab group or the negative electrode tab group and changing the direction of the current collector connected to the positive electrode tab group or the negative electrode tab group.
By attaching the fixing means across the first main surface-the current collector-the second main surface, there is a step of fixing the positive electrode tab group or the negative electrode tab group in a bent state.
正極板と負極板を含む電極体と、
開口を有し、前記電極体を収容する角形外装体と、
前記開口を封口する封口板と、
前記封口板に取り付けられた端子と、を備え、
前記電極体は、一方の端部に正極タブ群を有し、他方の端部に負極タブ群を有し、
前記電極体は、互いに対向する向きに配置された第1主面と第2主面を有し、
前記角形外装体は、底部、互いに対向する向きに配置された一対の第1側壁、及び互いに対向する向きに配置された一対の第2側壁を有し、
前記正極タブ群又は前記負極タブ群と、前記端子とは、集電体により電気的に接続された、二次電池の製造方法であって、
前記正極タブ群又は前記負極タブ群と前記集電体を接続する工程と、
前記正極タブ群又は前記負極タブ群を折り曲げると共に、前記正極タブ群又は前記負極タブ群に接続された前記集電体の向きを変える工程と、
前記第1主面―前記集電体―前記第2主面に跨って固定手段を取り付けられることにより、前記正極タブ群又は前記負極タブ群を折り曲げられた状態で固定する工程を有する。 The method for manufacturing a secondary battery according to one form of the present disclosure is as follows.
An electrode body including a positive electrode plate and a negative electrode plate,
A square exterior body having an opening and accommodating the electrode body,
A sealing plate that seals the opening and
With a terminal attached to the sealing plate,
The electrode body has a positive electrode tab group at one end and a negative electrode tab group at the other end.
The electrode body has a first main surface and a second main surface arranged so as to face each other.
The square exterior body has a bottom, a pair of first side walls arranged to face each other, and a pair of second side walls arranged to face each other.
The positive electrode tab group or the negative electrode tab group and the terminal are a method for manufacturing a secondary battery, which is electrically connected by a current collector.
A step of connecting the positive electrode tab group or the negative electrode tab group and the current collector,
A step of bending the positive electrode tab group or the negative electrode tab group and changing the direction of the current collector connected to the positive electrode tab group or the negative electrode tab group.
By attaching the fixing means across the first main surface-the current collector-the second main surface, there is a step of fixing the positive electrode tab group or the negative electrode tab group in a bent state.
本開示の一形態に係る二次電池の製造方法によると、より体積エネルギー密度が高い二次電池を容易に製造できる。
According to the method for manufacturing a secondary battery according to one embodiment of the present disclosure, a secondary battery having a higher volumetric energy density can be easily manufactured.
前記集電体の幅方向において、前記集電体と前記正極タブ群又は前記負極タブ群の接合部を、前記正極タブ群又は前記負極タブ群の根本側に偏心させて形成することができる。
In the width direction of the current collector, the junction between the current collector and the positive electrode tab group or the negative electrode tab group can be formed by eccentricity toward the root side of the positive electrode tab group or the negative electrode tab group.
前記集電体は、第1集電体と第2集電体を含み、
前記第2集電体に前記正極タブ群又は前記負極タブ群が接続され、
前記正極タブ群又は前記負極タブ群が接続されて前記固定手段が取り付けられた前記第2集電体を、前記封口板に取り付けられた前記第1集電体に接続する工程を有することができる。 The current collector includes a first current collector and a second current collector.
The positive electrode tab group or the negative electrode tab group is connected to the second current collector, and the positive electrode tab group or the negative electrode tab group is connected.
It is possible to have a step of connecting the second current collector to which the positive electrode tab group or the negative electrode tab group is connected and the fixing means is attached to the first current collector attached to the sealing plate. ..
前記第2集電体に前記正極タブ群又は前記負極タブ群が接続され、
前記正極タブ群又は前記負極タブ群が接続されて前記固定手段が取り付けられた前記第2集電体を、前記封口板に取り付けられた前記第1集電体に接続する工程を有することができる。 The current collector includes a first current collector and a second current collector.
The positive electrode tab group or the negative electrode tab group is connected to the second current collector, and the positive electrode tab group or the negative electrode tab group is connected.
It is possible to have a step of connecting the second current collector to which the positive electrode tab group or the negative electrode tab group is connected and the fixing means is attached to the first current collector attached to the sealing plate. ..
前記固定手段をテープとすることができる。
The fixing means can be a tape.
本開示によると、より体積エネルギー密度が高い二次電池を提供できる。
According to the present disclosure, it is possible to provide a secondary battery having a higher volumetric energy density.
実施形態に係る二次電池20の構成を以下に説明する。なお、本開示は、以下の実施形態に限定されない。
The configuration of the secondary battery 20 according to the embodiment will be described below. The present disclosure is not limited to the following embodiments.
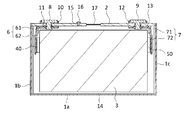
図1及び図2に示すように二次電池20は、開口を有する有底角筒状の角形外装体1と、角形外装体1の開口を封口する封口板2からなる電池ケース100を備える。角形外装体1は、底部1a、一対の第1側壁1b、1c、一対の第2側壁1d、1eを有する。一対の第1側壁1b、1cは互いに対向する向きに配置され、一対の第2側壁1d、1eは互いに対向する向きに配置される。一対の第1側壁1b、1cの面積は、一対の第2側壁1d、1eの面積よりも小さい。角形外装体1及び封口板2は、それぞれ金属製であることが好ましく、アルミニウム製又は鉄製であることがより好ましい。角形外装体1内には、正極板4と負極板5を含む電極体3が電解質と共に収容される。実施形態に係る電極体3は、帯状の正極板4と帯状の負極板5が帯状のセパレータを介して巻回された扁平状の巻回電極体である。電極体3において、巻回軸が延びる方向における一方の端部には正極タブ群40が設けられており、巻回軸が延びる方向における他方の端部には負極タブ群50が設けられている。
As shown in FIGS. 1 and 2, the secondary battery 20 includes a battery case 100 including a bottomed square tubular outer body 1 having an opening and a sealing plate 2 for sealing the opening of the square outer body 1. The square exterior body 1 has a bottom portion 1a, a pair of first side walls 1b and 1c, and a pair of second side walls 1d and 1e. The pair of first side walls 1b and 1c are arranged so as to face each other, and the pair of second side walls 1d and 1e are arranged so as to face each other. The area of the pair of first side walls 1b and 1c is smaller than the area of the pair of second side walls 1d and 1e. The square exterior body 1 and the sealing plate 2 are preferably made of metal, more preferably aluminum or iron, respectively. In the square exterior body 1, the electrode body 3 including the positive electrode plate 4 and the negative electrode plate 5 is housed together with the electrolyte. The electrode body 3 according to the embodiment is a flat wound electrode body in which a band-shaped positive electrode plate 4 and a band-shaped negative electrode plate 5 are wound via a band-shaped separator. In the electrode body 3, the positive electrode tab group 40 is provided at one end in the direction in which the winding shaft extends, and the negative electrode tab group 50 is provided at the other end in the direction in which the winding shaft extends. ..
封口板2には、正極端子8及び負極端子9が取り付けられている。正極タブ群40は、正極集電体6を介して正極端子8に電気的に接続されている。正極集電体6は、第1正極集電体61及び第2正極集電体62を含む。負極タブ群50は、負極集電体7を介して負極端子9に電気的に接続されている。負極集電体7は、第1負極集電体71及び第2負極集電体72を含む。
A positive electrode terminal 8 and a negative electrode terminal 9 are attached to the sealing plate 2. The positive electrode tab group 40 is electrically connected to the positive electrode terminal 8 via the positive electrode current collector 6. The positive electrode current collector 6 includes a first positive electrode current collector 61 and a second positive electrode current collector 62. The negative electrode tab group 50 is electrically connected to the negative electrode terminal 9 via the negative electrode current collector 7. The negative electrode current collector 7 includes a first negative electrode current collector 71 and a second negative electrode current collector 72.
正極タブ群40は、複数の正極タブ4bを含む。第2正極集電体62は角形外装体1の第1側壁1bに沿って配置される領域を有する。第2正極集電体62において第1側壁1bに沿って配置される領域に、正極タブ群40が折り曲げられた状態で接続されている。第2正極集電体62は、角形外装体1の第1側壁1bに沿って配置される板状の領域を有し、当該板状の領域の電極体3側の面に正極タブ群40が接続されている。当該板状の領域の第1側壁1bに対する傾きは±30°よりも小さいことが好ましく、±15°より小さいことがより好ましく、±10°より小さいことがさらに好ましい。当該板状の領域は、第1側壁1bと略平行(例えば、当該板状の領域の第1側壁1bに対する傾きが±5°以内)であることがより好ましい。
The positive electrode tab group 40 includes a plurality of positive electrode tabs 4b. The second positive electrode current collector 62 has a region arranged along the first side wall 1b of the square exterior body 1. The positive electrode tab group 40 is connected to the region of the second positive electrode current collector 62 arranged along the first side wall 1b in a bent state. The second positive electrode current collector 62 has a plate-shaped region arranged along the first side wall 1b of the square exterior body 1, and the positive electrode tab group 40 is provided on the surface of the plate-shaped region on the electrode body 3 side. It is connected. The inclination of the plate-shaped region with respect to the first side wall 1b is preferably smaller than ± 30 °, more preferably smaller than ± 15 °, and even more preferably smaller than ± 10 °. It is more preferable that the plate-shaped region is substantially parallel to the first side wall 1b (for example, the inclination of the plate-shaped region with respect to the first side wall 1b is within ± 5 °).
負極タブ群50は、複数の負極タブ5bを含む。第2負極集電体72は角形外装体1の第1側壁1cに沿って配置される領域を有する。第2負極集電体72において第1側壁1cに沿って配置される領域に、負極タブ群50が折り曲げられた状態で接続されている。第2負極集電体72は、角形外装体1の第1側壁1cに沿って配置される板状の領域を有し、当該板状の領域の電極体3側の面に負極タブ群50が接続されている。当該板状の領域の第1側壁1cに対する傾きは±30°よりも小さいことが好ましく、±15°より小さいことがより好ましく、±10°より小さいことがさらに好ましい。当該板状の領域は、第1側壁1cと略平行(例えば、当該板状の領域の第1側壁1bに対する傾きが±5°以内)であることがより好ましい。
The negative electrode tab group 50 includes a plurality of negative electrode tabs 5b. The second negative electrode current collector 72 has a region arranged along the first side wall 1c of the square exterior body 1. The negative electrode tab group 50 is connected to the region of the second negative electrode current collector 72 arranged along the first side wall 1c in a bent state. The second negative electrode current collector 72 has a plate-shaped region arranged along the first side wall 1c of the square exterior body 1, and the negative electrode tab group 50 is provided on the surface of the plate-shaped region on the electrode body 3 side. It is connected. The inclination of the plate-shaped region with respect to the first side wall 1c is preferably smaller than ± 30 °, more preferably smaller than ± 15 °, and even more preferably smaller than ± 10 °. It is more preferable that the plate-shaped region is substantially parallel to the first side wall 1c (for example, the inclination of the plate-shaped region with respect to the first side wall 1b is within ± 5 °).
封口板2と正極端子8の間には樹脂製の外部側絶縁部材10が配置されている。封口板2と第1正極集電体61の間には樹脂製の内部側絶縁部材11が配置されている。封口板2と負極端子9の間には樹脂製の外部側絶縁部材12が配置されている。封口板2と第1負極集電体71の間には樹脂製の内部側絶縁部材13が配置されている。
A resin external insulating member 10 is arranged between the sealing plate 2 and the positive electrode terminal 8. A resin internal insulating member 11 is arranged between the sealing plate 2 and the first positive electrode current collector 61. An external insulating member 12 made of resin is arranged between the sealing plate 2 and the negative electrode terminal 9. A resin internal insulating member 13 is arranged between the sealing plate 2 and the first negative electrode current collector 71.
電極体3は樹脂製の絶縁シートを箱状ないし袋状に折り曲げた電極体ホルダー14の内部に配置されている。
The electrode body 3 is arranged inside the electrode body holder 14 in which a resin insulating sheet is bent into a box shape or a bag shape.
封口板2には電解液注液孔15が設けられており、電解液注液孔15は封止部材16により封止されている。封口板2には、電池ケース100内の圧力が所定値以上となったときに破断し、電池ケース100内のガスを排出するガス排出弁17が設けられている。
The sealing plate 2 is provided with an electrolytic solution injection hole 15, and the electrolytic solution injection hole 15 is sealed by a sealing member 16. The sealing plate 2 is provided with a gas discharge valve 17 that breaks when the pressure inside the battery case 100 exceeds a predetermined value and discharges the gas inside the battery case 100.
次に二次電池20の製造方法及び各構成の詳細を説明する。
Next, the manufacturing method of the secondary battery 20 and the details of each configuration will be described.
[封口板への端子及び第1集電体の取り付け]
封口板2は、一方の端部近傍に正極端子取り付け孔を有し、他方の端部近傍に負極端子取り付け孔を有する。封口板2の正極端子取り付け孔の周囲の外面側に外部側絶縁部材10を配置し、封口板2の正極端子取り付け孔の周囲の内面側に内部側絶縁部材11及び第1正極集電体61を配置する。そして、電池外部側から正極端子8を、外部側絶縁部材10の貫通孔、封口板2の正極端子取り付け孔、内部側絶縁部材11の貫通孔、及び第1正極集電体61の貫通孔に挿入し、正極端子8を第1正極集電体61上にカシメる。更に、正極端子8においてカシメられた部分を、第1正極集電体61に溶接することがより好ましい。 [Attachment of terminals and first current collector to the sealing plate]
The sealingplate 2 has a positive electrode terminal mounting hole near one end and a negative electrode terminal mounting hole near the other end. The external insulating member 10 is arranged on the outer surface side around the positive electrode terminal mounting hole of the sealing plate 2, and the internal insulating member 11 and the first positive electrode current collector 61 are arranged on the inner surface side around the positive electrode terminal mounting hole of the sealing plate 2. To place. Then, the positive electrode terminal 8 is inserted into the through hole of the external insulating member 10, the positive electrode terminal mounting hole of the sealing plate 2, the through hole of the internal insulating member 11, and the through hole of the first positive electrode current collector 61 from the outside of the battery. Insert and crimp the positive electrode terminal 8 onto the first positive electrode current collector 61. Further, it is more preferable to weld the crimped portion of the positive electrode terminal 8 to the first positive electrode current collector 61.
封口板2は、一方の端部近傍に正極端子取り付け孔を有し、他方の端部近傍に負極端子取り付け孔を有する。封口板2の正極端子取り付け孔の周囲の外面側に外部側絶縁部材10を配置し、封口板2の正極端子取り付け孔の周囲の内面側に内部側絶縁部材11及び第1正極集電体61を配置する。そして、電池外部側から正極端子8を、外部側絶縁部材10の貫通孔、封口板2の正極端子取り付け孔、内部側絶縁部材11の貫通孔、及び第1正極集電体61の貫通孔に挿入し、正極端子8を第1正極集電体61上にカシメる。更に、正極端子8においてカシメられた部分を、第1正極集電体61に溶接することがより好ましい。 [Attachment of terminals and first current collector to the sealing plate]
The sealing
封口板2の負極端子取り付け孔の周囲の外面側に外部側絶縁部材12を配置し、封口板2の負極端子取り付け孔の周囲の内面側に内部側絶縁部材13及び第1負極集電体71を配置する。そして、電池外部側から負極端子9を、外部側絶縁部材12の貫通孔、封口板2の負極端子取り付け孔、内部側絶縁部材13の貫通孔、及び第1負極集電体71の貫通孔に挿入し、負極端子9を第1負極集電体71上にカシメる。更に、負極端子9においてカシメられた部分を、第1負極集電体71に溶接することがより好ましい。
The external insulating member 12 is arranged on the outer surface side around the negative electrode terminal mounting hole of the sealing plate 2, and the internal insulating member 13 and the first negative electrode current collector 71 are arranged on the inner surface side around the negative electrode terminal mounting hole of the sealing plate 2. To place. Then, the negative electrode terminal 9 is inserted into the through hole of the external insulating member 12, the negative electrode terminal mounting hole of the sealing plate 2, the through hole of the internal insulating member 13, and the through hole of the first negative electrode current collector 71 from the outside of the battery. Insert and crimp the negative electrode terminal 9 onto the first negative electrode current collector 71. Further, it is more preferable to weld the crimped portion of the negative electrode terminal 9 to the first negative electrode current collector 71.
図3Aと図3Bは、正極端子8、第1正極集電体61、負極端子9及び第1負極集電体71が取り付けられた封口板2の斜視図である。図3Aは電池外部側を示し、図3Bは電池内部側を示す。
3A and 3B are perspective views of the sealing plate 2 to which the positive electrode terminal 8, the first positive electrode current collector 61, the negative electrode terminal 9, and the first negative electrode current collector 71 are attached. FIG. 3A shows the outside side of the battery, and FIG. 3B shows the inside side of the battery.
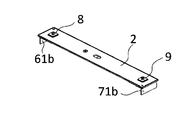
第1正極集電体61は封口板2に沿って配置される第1領域61aと、第1領域61aの端部から折り曲げられた第2領域61bを有する。二次電池20の状態において、第1領域61aは封口板2と電極体3の間には配置される。第2領域61bは、第1領域61aから角形外装体1の底部1aに向かって延びる。第2領域61bは、角形外装体1の第1側壁1bと電極体3の間に配置される。
The first positive electrode current collector 61 has a first region 61a arranged along the sealing plate 2 and a second region 61b bent from the end of the first region 61a. In the state of the secondary battery 20, the first region 61a is arranged between the sealing plate 2 and the electrode body 3. The second region 61b extends from the first region 61a toward the bottom 1a of the square exterior body 1. The second region 61b is arranged between the first side wall 1b of the square exterior body 1 and the electrode body 3.
第1負極集電体71は封口板2に沿って配置される第1領域71aと、第1領域71aの端部から折り曲げられた第2領域71bを有する。二次電池20の状態において、第1領域71aは封口板2と電極体3の間には配置される。第2領域71bは、第1領域71aから角形外装体1の底部1aに向かって延びる。第2領域71bは、角形外装体1の第1側壁1cと電極体3の間に配置される。
The first negative electrode current collector 71 has a first region 71a arranged along the sealing plate 2 and a second region 71b bent from the end of the first region 71a. In the state of the secondary battery 20, the first region 71a is arranged between the sealing plate 2 and the electrode body 3. The second region 71b extends from the first region 71a toward the bottom portion 1a of the square exterior body 1. The second region 71b is arranged between the first side wall 1c of the square exterior body 1 and the electrode body 3.
第1正極集電体61の第2領域61bにおいて、幅方向の両端部に切り欠き部61cを設けることが好ましい。第2領域61bに後述する第2正極集電体62を接続する際に、切り欠き部61cを把持することで、より安定的に溶接を行うことが可能となり、より質の高い接合部を安定的に形成できる。切り欠き部61cは、第2領域61bにおいて前記内部側絶縁部材11より角形外装体1の底部1a側に配置されることが好ましい。切り欠き部61cは、第2領域61bにおいて第1領域61a側の端部近傍に設けられることが好ましい。なお、第1負極集電体71の第2領域71bについても幅方向の両端部に切り欠き部71cを設けることが好ましい。内部側絶縁部材11が第2領域61bの一部を覆う壁部を有する場合、切り欠き部61cは内部側絶縁部材11の壁部によって覆われていない領域を有することが好ましい。
In the second region 61b of the first positive electrode current collector 61, it is preferable to provide notches 61c at both ends in the width direction. By gripping the notch 61c when connecting the second positive electrode current collector 62, which will be described later, to the second region 61b, more stable welding can be performed, and a higher quality joint can be stabilized. Can be formed The cutout portion 61c is preferably arranged on the bottom portion 1a side of the square exterior body 1 from the internal side insulating member 11 in the second region 61b. The cutout portion 61c is preferably provided in the vicinity of the end portion on the first region 61a side in the second region 61b. The second region 71b of the first negative electrode current collector 71 is also preferably provided with cutouts 71c at both ends in the width direction. When the inner side insulating member 11 has a wall portion covering a part of the second region 61b, the cutout portion 61c preferably has a region not covered by the wall portion of the inner side insulating member 11.
正極端子8及び第1正極集電体61は金属製であることが好ましく、アルミニウム製であることがより好ましい。負極端子9及び第1負極集電体71は金属製であることが好ましく、銅製であることがより好ましい。なお、負極端子9が、アルミニウムからなる領域と銅からなる領域を含むようにすることができる。この場合、銅からなる領域を銅製の第1負極集電体71に接続し、アルミニウムからなる領域を電池外部側に露出させることが好ましい。
The positive electrode terminal 8 and the first positive electrode current collector 61 are preferably made of metal, more preferably made of aluminum. The negative electrode terminal 9 and the first negative electrode current collector 71 are preferably made of metal, more preferably copper. The negative electrode terminal 9 can include a region made of aluminum and a region made of copper. In this case, it is preferable to connect the region made of copper to the first negative electrode current collector 71 made of copper and expose the region made of aluminum to the outside of the battery.
[正極板]
まず、正極板の製造方法を説明する。 [Positive plate]
First, a method for manufacturing a positive electrode plate will be described.
まず、正極板の製造方法を説明する。 [Positive plate]
First, a method for manufacturing a positive electrode plate will be described.
[正極活物質層スラリーの作製]
正極活物質としてのリチウムニッケルコバルトマンガン複合酸化物、結着材としてのポリフッ化ビニリデン(PVdF)、導電材としての炭素材料、及び分散媒としてのN-メチル-2-ピロリドン(NMP)をリチウムニッケルコバルトマンガン複合酸化物:PVdF:炭素材料の質量比が97.5:1:1.5となるように混練し、正極活物質層スラリーを作製する。 [Preparation of positive electrode active material layer slurry]
Lithium nickel cobalt manganese composite oxide as a positive electrode active material, polyvinylidene fluoride (PVdF) as a binder, carbon material as a conductive material, and N-methyl-2-pyrrolidone (NMP) as a dispersion medium are lithium nickel. The cobalt manganese composite oxide: PVdF: carbon material is kneaded so as to have a mass ratio of 97.5: 1: 1.5 to prepare a positive electrode active material layer slurry.
正極活物質としてのリチウムニッケルコバルトマンガン複合酸化物、結着材としてのポリフッ化ビニリデン(PVdF)、導電材としての炭素材料、及び分散媒としてのN-メチル-2-ピロリドン(NMP)をリチウムニッケルコバルトマンガン複合酸化物:PVdF:炭素材料の質量比が97.5:1:1.5となるように混練し、正極活物質層スラリーを作製する。 [Preparation of positive electrode active material layer slurry]
Lithium nickel cobalt manganese composite oxide as a positive electrode active material, polyvinylidene fluoride (PVdF) as a binder, carbon material as a conductive material, and N-methyl-2-pyrrolidone (NMP) as a dispersion medium are lithium nickel. The cobalt manganese composite oxide: PVdF: carbon material is kneaded so as to have a mass ratio of 97.5: 1: 1.5 to prepare a positive electrode active material layer slurry.
[正極保護層スラリーの作製]
アルミナ粉末、導電材としての炭素材料、結着材としてのポリフッ化ビニリデン(PVdF)と分散媒としてのN-メチル-2-ピロリドン(NMP)を、アルミナ粉末:炭素材料:PVdFの質量比が83:3:14となるように混練し、保護層スラリーを作製する。 [Preparation of positive electrode protective layer slurry]
Alumina powder, carbon material as conductive material, polyvinylidene fluoride (PVdF) as binder and N-methyl-2-pyrrolidone (NMP) as dispersion medium, alumina powder: carbon material: PVdF mass ratio of 83 Knead so that the ratio is 3:14 to prepare a protective layer slurry.
アルミナ粉末、導電材としての炭素材料、結着材としてのポリフッ化ビニリデン(PVdF)と分散媒としてのN-メチル-2-ピロリドン(NMP)を、アルミナ粉末:炭素材料:PVdFの質量比が83:3:14となるように混練し、保護層スラリーを作製する。 [Preparation of positive electrode protective layer slurry]
Alumina powder, carbon material as conductive material, polyvinylidene fluoride (PVdF) as binder and N-methyl-2-pyrrolidone (NMP) as dispersion medium, alumina powder: carbon material: PVdF mass ratio of 83 Knead so that the ratio is 3:14 to prepare a protective layer slurry.
[正極活物質層及び正極保護層の形成]
正極芯体としてアルミニウム箔の両面に、上述の方法で作製した正極活物質層スラリー及び正極保護層スラリーをダイコータにより塗布する。このとき、正極芯体の幅方向の中央に正極活物質層スラリーが塗布される。また、正極活物質層スラリーが塗布される領域の幅方向の端部に正極保護層スラリーが塗布される。 [Formation of positive electrode active material layer and positive electrode protective layer]
The positive electrode active material layer slurry and the positive electrode protective layer slurry prepared by the above method are applied to both sides of the aluminum foil as the positive electrode core by a die coater. At this time, the positive electrode active material layer slurry is applied to the center of the positive electrode core in the width direction. Further, the positive electrode protective layer slurry is applied to the end portion in the width direction of the region to which the positive electrode active material layer slurry is applied.
正極芯体としてアルミニウム箔の両面に、上述の方法で作製した正極活物質層スラリー及び正極保護層スラリーをダイコータにより塗布する。このとき、正極芯体の幅方向の中央に正極活物質層スラリーが塗布される。また、正極活物質層スラリーが塗布される領域の幅方向の端部に正極保護層スラリーが塗布される。 [Formation of positive electrode active material layer and positive electrode protective layer]
The positive electrode active material layer slurry and the positive electrode protective layer slurry prepared by the above method are applied to both sides of the aluminum foil as the positive electrode core by a die coater. At this time, the positive electrode active material layer slurry is applied to the center of the positive electrode core in the width direction. Further, the positive electrode protective layer slurry is applied to the end portion in the width direction of the region to which the positive electrode active material layer slurry is applied.
正極活物質層スラリー及び正極保護層スラリーが塗布された正極芯体を乾燥させ、正極活物質層スラリー及び正極保護層スラリーに含まれるNMPを除去する。これにより正極活物質層及び正極保護層が形成される。その後、正極活物質層を圧縮して正極原板とする。この正極原板を所定形状に切断し、正極板4とする。なお正極原板の切断は、レーザー等のエネルギー線の照射、金型、あるいはカッター等により行うことができる。
The positive electrode core body coated with the positive electrode active material layer slurry and the positive electrode protective layer slurry is dried to remove NMP contained in the positive electrode active material layer slurry and the positive electrode protective layer slurry. As a result, the positive electrode active material layer and the positive electrode protective layer are formed. Then, the positive electrode active material layer is compressed to obtain a positive electrode original plate. This positive electrode original plate is cut into a predetermined shape to obtain a positive electrode plate 4. The positive electrode original plate can be cut by irradiating an energy ray such as a laser, a mold, or a cutter.
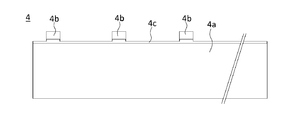
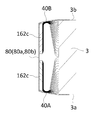
図4は、正極板4の平面図である。正極板4は正極芯体の両面に正極活物質層4aが形成された領域を有する。正極板4の幅方向における一方の端部に複数の正極タブ4bが設けられている。正極タブ4bは正極芯体露出部からなる。正極タブ4bの根本部分には正極活物質層4aよりも導電性が低い正極保護層4cが設けられている。正極保護層4cとしては、樹脂製の絶縁層、セラミック及び樹脂バインダーを含む層等とすることができる。また、正極保護層4cが炭素材等の導電材を含んでいてもよい。なお、正極保護層4cを設けなくてもよい。
FIG. 4 is a plan view of the positive electrode plate 4. The positive electrode plate 4 has regions in which positive electrode active material layers 4a are formed on both sides of the positive electrode core body. A plurality of positive electrode tabs 4b are provided at one end of the positive electrode plate 4 in the width direction. The positive electrode tab 4b is composed of an exposed portion of the positive electrode core. A positive electrode protective layer 4c having a lower conductivity than the positive electrode active material layer 4a is provided at the root portion of the positive electrode tab 4b. The positive electrode protective layer 4c may be an insulating layer made of resin, a layer containing ceramic and a resin binder, or the like. Further, the positive electrode protective layer 4c may contain a conductive material such as a carbon material. It is not necessary to provide the positive electrode protective layer 4c.
[負極板]
次に、負極板の製造方法を説明する。 [Negative electrode plate]
Next, a method of manufacturing the negative electrode plate will be described.
次に、負極板の製造方法を説明する。 [Negative electrode plate]
Next, a method of manufacturing the negative electrode plate will be described.
[負極活物質層スラリーの作製]
負極活物質としての黒鉛、結着材としてのスチレンブタジエンゴム(SBR)及びカルボキシメチルセルロース(CMC)、及び分散媒としての水を、黒鉛:SBR:CMCの質量比が98:1:1となるように混練し、負極活物質層スラリーを作製する。 [Preparation of negative electrode active material layer slurry]
Graphite as the negative electrode active material, styrene-butadiene rubber (SBR) and carboxymethyl cellulose (CMC) as the binder, and water as the dispersion medium so that the mass ratio of graphite: SBR: CMC is 98: 1: 1. To prepare a negative electrode active material layer slurry.
負極活物質としての黒鉛、結着材としてのスチレンブタジエンゴム(SBR)及びカルボキシメチルセルロース(CMC)、及び分散媒としての水を、黒鉛:SBR:CMCの質量比が98:1:1となるように混練し、負極活物質層スラリーを作製する。 [Preparation of negative electrode active material layer slurry]
Graphite as the negative electrode active material, styrene-butadiene rubber (SBR) and carboxymethyl cellulose (CMC) as the binder, and water as the dispersion medium so that the mass ratio of graphite: SBR: CMC is 98: 1: 1. To prepare a negative electrode active material layer slurry.
[負極活物質層の形成]
負極芯体としての厚さ8μmの銅箔の両面に、上述の方法で作製した負極活物質層スラリーをダイコータにより塗布する。 [Formation of negative electrode active material layer]
The negative electrode active material layer slurry prepared by the above method is applied to both sides of a copper foil having a thickness of 8 μm as the negative electrode core by a die coater.
負極芯体としての厚さ8μmの銅箔の両面に、上述の方法で作製した負極活物質層スラリーをダイコータにより塗布する。 [Formation of negative electrode active material layer]
The negative electrode active material layer slurry prepared by the above method is applied to both sides of a copper foil having a thickness of 8 μm as the negative electrode core by a die coater.
負極活物質層スラリーが塗布された負極芯体を乾燥させ、負極活物質層スラリーに含まれる水を除去する。これにより負極活物質層が形成される。その後、負極活物質層を圧縮して負極原板とする。この負極原板を所定形状に切断し、負極板5とする。なお負極原板の切断は、レーザー等のエネルギー線の照射、金型、あるいはカッター等により行うことができる。
The negative electrode core body coated with the negative electrode active material layer slurry is dried to remove the water contained in the negative electrode active material layer slurry. As a result, the negative electrode active material layer is formed. Then, the negative electrode active material layer is compressed to obtain a negative electrode original plate. This negative electrode original plate is cut into a predetermined shape to obtain a negative electrode plate 5. The negative electrode original plate can be cut by irradiating an energy ray such as a laser, a mold, or a cutter.
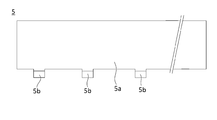
図5は、負極板5の平面図である。負極板5は負極芯体の両面に負極活物質層5aが形成された領域を有する。負極板5の幅方向における一方の端部に複数の負極タブ5bが設けられている。負極タブ5bは負極芯体露出部からなる。
FIG. 5 is a plan view of the negative electrode plate 5. The negative electrode plate 5 has a region in which the negative electrode active material layer 5a is formed on both sides of the negative electrode core body. A plurality of negative electrode tabs 5b are provided at one end of the negative electrode plate 5 in the width direction. The negative electrode tab 5b is composed of an exposed negative electrode core body.
[電極体の作製]
上述の方法で作製した帯状の正極板4及び帯状の負極板5を、ポリオレフィン製の帯状のセパレータを介して巻回し、扁平状の巻回型の電極体3を作製する。電極体3は、中央に扁平状の領域を有し、扁平状の領域の両端に湾曲部を有する。平坦状の領域の一方の外面が第1主面3aであり、平坦状の領域の他方の外面が第2主面3bである。 [Preparation of electrode body]
The strip-shapedpositive electrode plate 4 and the strip-shaped negative electrode plate 5 produced by the above method are wound via a polyolefin strip-shaped separator to prepare a flat wound-shaped electrode body 3. The electrode body 3 has a flat region in the center and curved portions at both ends of the flat region. One outer surface of the flat region is the first main surface 3a, and the other outer surface of the flat region is the second main surface 3b.
上述の方法で作製した帯状の正極板4及び帯状の負極板5を、ポリオレフィン製の帯状のセパレータを介して巻回し、扁平状の巻回型の電極体3を作製する。電極体3は、中央に扁平状の領域を有し、扁平状の領域の両端に湾曲部を有する。平坦状の領域の一方の外面が第1主面3aであり、平坦状の領域の他方の外面が第2主面3bである。 [Preparation of electrode body]
The strip-shaped
図6は電極体3の平面図である。電極体3の巻回軸が延びる方向における一方の端部には複数の正極タブ4bが積層された正極タブ群40が設けられている。電極体3の巻回軸が延びる方向における他方の端部には複数の負極タブ5bが積層された負極タブ群50が設けられている。なお、電極体3の巻回軸が延びる方向に対して垂直な方向で、且つ電極体3の厚み方向に対して垂直な方向(図6における上下方向)において、正極タブ群40の中心及び負極タブ群50の中心は、巻回軸から一方側(図6における上側)にずれて配置されている。
FIG. 6 is a plan view of the electrode body 3. A positive electrode tab group 40 in which a plurality of positive electrode tabs 4b are laminated is provided at one end of the electrode body 3 in the direction in which the winding axis extends. A negative electrode tab group 50 in which a plurality of negative electrode tabs 5b are laminated is provided at the other end of the electrode body 3 in the direction in which the winding axis extends. The center of the positive electrode tab group 40 and the negative electrode in the direction perpendicular to the direction in which the winding axis of the electrode body 3 extends and in the direction perpendicular to the thickness direction of the electrode body 3 (vertical direction in FIG. 6). The center of the tab group 50 is arranged so as to be offset from the winding axis to one side (upper side in FIG. 6).
なお、正極タブ4b及び/又は負極タブ5bの平面視の形状が、先端から根本に向かって徐々に幅が大きくなる形状とすることができる。このような構成であると、二次電池20に衝撃や振動が加わった場合でも、正極タブ4b及び/又は負極タブ5bが損傷し難い二次電池20となる。また、根本部分のコーナー部をR形状とすることがより効果的である。なお、上述のように正極タブ4bの根本部分に正極保護層4cを設けることにより、正極タブ4bの損傷を抑制できる。また、負極タブ5bの根本部分に負極活物質層5aを設けることにより、負極タブ5bの損傷を抑制できる。
The shape of the positive electrode tab 4b and / or the negative electrode tab 5b in a plan view can be formed so that the width gradually increases from the tip to the root. With such a configuration, even if an impact or vibration is applied to the secondary battery 20, the positive electrode tab 4b and / or the negative electrode tab 5b is not easily damaged. Further, it is more effective to make the corner portion of the root portion R-shaped. By providing the positive electrode protective layer 4c at the root portion of the positive electrode tab 4b as described above, damage to the positive electrode tab 4b can be suppressed. Further, by providing the negative electrode active material layer 5a at the root portion of the negative electrode tab 5b, damage to the negative electrode tab 5b can be suppressed.
[第2正極集電体及び第2負極集電体]
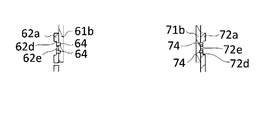
図7Aは、第2正極集電体62の平面図である。図7Bは、図7AにおけるVIIB-VIIB線に沿った断面図である。第2正極集電体62は、第2領域接続部62a、傾斜部62b、タブ接続部62cを有する。第2領域接続部62aが第1正極集電体61の第2領域61bに接続される。タブ接続部62cに正極タブ群40が接続される。傾斜部62bは、第2領域接続部62a及びタブ接続部62cのそれぞれに対して傾斜して配置され、第2領域接続部62aとタブ接続部62cを繋ぐ。傾斜部62bにより第2領域接続部62aとタブ接続部62cの間に段差が形成される。なお、第2領域接続部62aに対する傾斜部62bの角度、及びタブ接続部62cに対する傾斜部62bの角度は特に限定されない。なお、第2正極集電体62の形状は限定されない。第2正極集電体62を平坦な板状とすることも可能である。 [Second positive electrode current collector and second negative electrode current collector]
FIG. 7A is a plan view of the second positive electrodecurrent collector 62. FIG. 7B is a cross-sectional view taken along the line VIIB-VIIB in FIG. 7A. The second positive electrode current collector 62 has a second region connecting portion 62a, an inclined portion 62b, and a tab connecting portion 62c. The second region connecting portion 62a is connected to the second region 61b of the first positive electrode current collector 61. The positive electrode tab group 40 is connected to the tab connection portion 62c. The inclined portion 62b is arranged so as to be inclined with respect to each of the second region connecting portion 62a and the tab connecting portion 62c, and connects the second region connecting portion 62a and the tab connecting portion 62c. The inclined portion 62b forms a step between the second region connecting portion 62a and the tab connecting portion 62c. The angle of the inclined portion 62b with respect to the second region connecting portion 62a and the angle of the inclined portion 62b with respect to the tab connecting portion 62c are not particularly limited. The shape of the second positive electrode current collector 62 is not limited. It is also possible to make the second positive electrode current collector 62 into a flat plate shape.
図7Aは、第2正極集電体62の平面図である。図7Bは、図7AにおけるVIIB-VIIB線に沿った断面図である。第2正極集電体62は、第2領域接続部62a、傾斜部62b、タブ接続部62cを有する。第2領域接続部62aが第1正極集電体61の第2領域61bに接続される。タブ接続部62cに正極タブ群40が接続される。傾斜部62bは、第2領域接続部62a及びタブ接続部62cのそれぞれに対して傾斜して配置され、第2領域接続部62aとタブ接続部62cを繋ぐ。傾斜部62bにより第2領域接続部62aとタブ接続部62cの間に段差が形成される。なお、第2領域接続部62aに対する傾斜部62bの角度、及びタブ接続部62cに対する傾斜部62bの角度は特に限定されない。なお、第2正極集電体62の形状は限定されない。第2正極集電体62を平坦な板状とすることも可能である。 [Second positive electrode current collector and second negative electrode current collector]
FIG. 7A is a plan view of the second positive electrode
第2領域接続部62aには凹部62dが設けられている。凹部62dが設けられている部分は、その周囲よりも厚みが薄い。凹部62dの内部には貫通孔62eが設けられている。凹部62dの内部において、第2領域61bと第2領域接続部62aが接合される。
A recess 62d is provided in the second region connection portion 62a. The portion provided with the recess 62d is thinner than the periphery thereof. A through hole 62e is provided inside the recess 62d. Inside the recess 62d, the second region 61b and the second region connecting portion 62a are joined.
第2領域接続部62aにはヒューズ部62fが設けられている。ヒューズ部62fは、二次電池20に過剰な電流が流れた場合に溶断する部分である。ヒューズ部62fは、第2領域接続部62aにおいてヒューズ孔62gを形成することにより断面積が小さくされた部分である。ヒューズ部62fは、第2正極集電体62において、第2領域61bが接合された位置と、正極タブ群40が接合された位置との間に設けられることが好ましい。ヒューズ部62fは、断面積が小さくされた部分であればよく、切り欠きや薄肉部が設けられた部分であってもよい。
A fuse portion 62f is provided in the second region connection portion 62a. The fuse portion 62f is a portion that blows when an excessive current flows through the secondary battery 20. The fuse portion 62f is a portion whose cross-sectional area is reduced by forming a fuse hole 62g in the second region connecting portion 62a. The fuse portion 62f is preferably provided between the position where the second region 61b is joined and the position where the positive electrode tab group 40 is joined in the second positive electrode current collector 62. The fuse portion 62f may be a portion having a small cross-sectional area, and may be a portion provided with a notch or a thin wall portion.
第2負極集電体72の形状は、第2正極集電体62と同様の形状とすることができる。なお、第2正極集電体62は金属製であることが好ましく、アルミニウム製であることがより好ましい。第2負極集電体72は金属製であることが好ましく、銅製、ニッケル製、又は鉄製であることがより好ましい。
The shape of the second negative electrode current collector 72 can be the same as that of the second positive electrode current collector 62. The second positive electrode current collector 62 is preferably made of metal, more preferably made of aluminum. The second negative electrode current collector 72 is preferably made of metal, more preferably copper, nickel, or iron.
第2正極集電体62にヒューズ部62fを設けなくてもよい。また、第2負極集電体72にヒューズ部を設けなくてもよい。
It is not necessary to provide the fuse portion 62f on the second positive electrode current collector 62. Further, it is not necessary to provide the fuse portion in the second negative electrode current collector 72.
[第1集電体とタブ群の接続]
図8に示すように、第2正極集電体62のタブ接続部62c上に正極タブ群40を配置し、タブ接続部62cと正極タブ群40を接合し接合部63を形成する。接合には、超音波溶接(超音波接合)、抵抗溶接、レーザー等の高エネルギー線の照射による溶接等を用いることができる。第2負極集電体72のタブ接続部72cと負極タブ群50も同様の方法で接合できる。 [Connection between the first current collector and the tab group]
As shown in FIG. 8, the positiveelectrode tab group 40 is arranged on the tab connection portion 62c of the second positive electrode current collector 62, and the tab connection portion 62c and the positive electrode tab group 40 are joined to form the joint portion 63. For bonding, ultrasonic welding (ultrasonic bonding), resistance welding, welding by irradiation with high energy rays such as a laser, or the like can be used. The tab connection portion 72c of the second negative electrode current collector 72 and the negative electrode tab group 50 can also be joined in the same manner.
図8に示すように、第2正極集電体62のタブ接続部62c上に正極タブ群40を配置し、タブ接続部62cと正極タブ群40を接合し接合部63を形成する。接合には、超音波溶接(超音波接合)、抵抗溶接、レーザー等の高エネルギー線の照射による溶接等を用いることができる。第2負極集電体72のタブ接続部72cと負極タブ群50も同様の方法で接合できる。 [Connection between the first current collector and the tab group]
As shown in FIG. 8, the positive
第2正極集電体62のタブ接続部62cにおいて、接合部63は、タブ接続部62cの幅方向(図8では左右方向)において、正極タブ群40の根本側(図8においては右側)に偏心して配置されることが好ましい。このような構成であると、正極タブ群40を折り曲げた際、より確実に正極タブ群40の根本近傍に安定的に湾曲形状を形成することができる。これにより、正極タブ群40の損傷を抑制できる。また、正極タブ4bに位置ずれが生じていても、安定的に正極タブ群40とタブ接続部62cを接合できる。
In the tab connection portion 62c of the second positive electrode current collector 62, the joint portion 63 is located on the root side (right side in FIG. 8) of the positive electrode tab group 40 in the width direction of the tab connection portion 62c (left-right direction in FIG. 8). It is preferably arranged eccentrically. With such a configuration, when the positive electrode tab group 40 is bent, a curved shape can be more reliably formed in the vicinity of the root of the positive electrode tab group 40. As a result, damage to the positive electrode tab group 40 can be suppressed. Further, even if the positive electrode tab 4b is misaligned, the positive electrode tab group 40 and the tab connection portion 62c can be stably joined.
図8に示すように、正極タブ群40の先端部が、第2正極集電体62のタブ接続部62cから外側(図8においては左側)に突出した状態で、正極タブ群40とタブ接続部62cを接合することが好ましい。これにより、より安定的に正極タブ群40とタブ接続部62cを接合できる。
As shown in FIG. 8, the tip of the positive electrode tab group 40 is tab-connected to the positive electrode tab group 40 in a state of protruding outward (left side in FIG. 8) from the tab connection portion 62c of the second positive electrode current collector 62. It is preferable to join the portions 62c. As a result, the positive electrode tab group 40 and the tab connection portion 62c can be joined more stably.
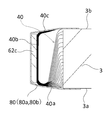
図9は、第2正極集電体62及び第2負極集電体72が取り付けられた電極体3の斜視図である。第2正極集電体62の下端部(角形外装体1の底部1a側の端部となる部分)は、正極タブ群40の下端部(角形外装体1の底部1a側の端部となる部分)よりも下方に位置することが好ましい。このような構成であると、後述する正極タブ群40を折り曲げる工程において、正極タブ群40をより確実に安定的に折り曲げることが可能となる。なお、第2負極集電体72と負極タブ群50についても同様である。
FIG. 9 is a perspective view of the electrode body 3 to which the second positive electrode current collector 62 and the second negative electrode current collector 72 are attached. The lower end of the second positive electrode current collector 62 (the end of the square exterior body 1 on the bottom 1a side) is the lower end of the positive electrode tab group 40 (the end of the square exterior 1 on the bottom 1a side). ) Is preferably located below. With such a configuration, in the step of bending the positive electrode tab group 40, which will be described later, the positive electrode tab group 40 can be bent more reliably and stably. The same applies to the second negative electrode current collector 72 and the negative electrode tab group 50.
[タブ群の折り曲げ]
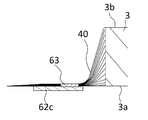
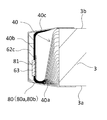
図10に示すように正極タブ群40を折り曲げた状態とする。図9に示すように電極体3の第1主面3a及び第2主面3bに対して略平行に配置されていた第2正極集電体62のタブ接続部62cを、正極タブ群40を折り曲げることにより、電極体3の巻回軸に対して略垂直な向き(例えば、巻回軸に対するタブ接続部62cの傾きが±15°より小さい)とされた状態とする。そして、電極体3の第1主面3a-タブ接続部62c-電極体3の第2主面3bに跨るように固定手段としてのテープ80を貼り付ける。このような構成であると、より安定的に正極タブ群40が湾曲した状態を維持できる。また、湾曲した正極タブ群40に弾性を持たせることができ、第2正極集電体62を電極体3側に押圧した場合、第2正極集電体62が電極体3に近づく方向に動くことができる。なお、正極タブ群40を折り曲げる際、第2正極集電体62自体は折り曲げられない。 [Bending tabs]
As shown in FIG. 10, the positiveelectrode tab group 40 is in a bent state. As shown in FIG. 9, the tab connection portion 62c of the second positive electrode current collector 62, which is arranged substantially parallel to the first main surface 3a and the second main surface 3b of the electrode body 3, is provided with the positive electrode tab group 40. By bending the electrode body 3, the orientation is substantially perpendicular to the winding axis (for example, the inclination of the tab connection portion 62c with respect to the winding axis is smaller than ± 15 °). Then, the tape 80 as a fixing means is attached so as to straddle the first main surface 3a-tab connection portion 62c of the electrode body 3 and the second main surface 3b of the electrode body 3. With such a configuration, the positive electrode tab group 40 can be maintained in a curved state more stably. Further, the curved positive electrode tab group 40 can be made elastic, and when the second positive electrode current collector 62 is pressed toward the electrode body 3, the second positive electrode current collector 62 moves in a direction approaching the electrode body 3. be able to. When the positive electrode tab group 40 is bent, the second positive electrode current collector 62 itself is not bent.
図10に示すように正極タブ群40を折り曲げた状態とする。図9に示すように電極体3の第1主面3a及び第2主面3bに対して略平行に配置されていた第2正極集電体62のタブ接続部62cを、正極タブ群40を折り曲げることにより、電極体3の巻回軸に対して略垂直な向き(例えば、巻回軸に対するタブ接続部62cの傾きが±15°より小さい)とされた状態とする。そして、電極体3の第1主面3a-タブ接続部62c-電極体3の第2主面3bに跨るように固定手段としてのテープ80を貼り付ける。このような構成であると、より安定的に正極タブ群40が湾曲した状態を維持できる。また、湾曲した正極タブ群40に弾性を持たせることができ、第2正極集電体62を電極体3側に押圧した場合、第2正極集電体62が電極体3に近づく方向に動くことができる。なお、正極タブ群40を折り曲げる際、第2正極集電体62自体は折り曲げられない。 [Bending tabs]
As shown in FIG. 10, the positive
図10に示すように、正極タブ群40は、タブ接続部62cに当接する当接領域40b、当接領域40bよりも正極タブ群40の根本側に配置された根本領域40a、当接領域40bよりも正極タブ群40の先端側に配置された先端領域40cを有する。先端領域40cが当接領域40bから折り曲げられた状態でテープ80によって固定されることにより、その後の工程における組み立て性が向上する。なお、先端領域40cを設けることにより、当接領域40bを広く設けることができ、正極タブ群40とタブ接続部62cを接合する際に、より安定的に接合できる。なお、先端領域40cを設けなくてもよい。
As shown in FIG. 10, the positive electrode tab group 40 has a contact region 40b that abuts on the tab connection portion 62c, a root region 40a and a contact region 40b that are arranged on the root side of the positive electrode tab group 40 with respect to the contact region 40b. It has a tip region 40c arranged on the tip side of the positive electrode tab group 40. By fixing the tip region 40c with the tape 80 in a state of being bent from the contact region 40b, the assembling property in the subsequent steps is improved. By providing the tip region 40c, the contact region 40b can be widely provided, and when the positive electrode tab group 40 and the tab connecting portion 62c are joined, the joining can be performed more stably. It is not necessary to provide the tip region 40c.
なお、負極タブ群50も正極タブ群40と同様に、折り曲げられた状態で固定される。
The negative electrode tab group 50 is also fixed in a bent state in the same manner as the positive electrode tab group 40.
[電極体群]
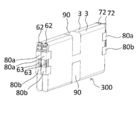
正極タブ群40及び負極タブ群50がそれぞれ折り曲げられた状態の複数の電極体3を積層し、テープ等の電極体固定手段90で纏めて固定し、電極体群300とする。図11は電極体群300の斜視図である。各正極タブ群40は同じ側に配置され、各負極タブ群50は同じ側に配置される。また、各電極体3において、正極タブ群40はそれぞれ同じ方向に折り曲げられている。各電極体3において、負極タブ群50はそれぞれ同じ方向に折り曲げられている。実施形態に係る電極体群300は、2つの電極体3を含む。なお、電極体群300が含む電極体3の数は2つに限定されない。 [Electrode body group]
A plurality ofelectrode bodies 3 in which the positive electrode tab group 40 and the negative electrode tab group 50 are each bent are laminated and fixed together with an electrode body fixing means 90 such as a tape to form an electrode body group 300. FIG. 11 is a perspective view of the electrode body group 300. Each positive electrode tab group 40 is arranged on the same side, and each negative electrode tab group 50 is arranged on the same side. Further, in each electrode body 3, the positive electrode tab group 40 is bent in the same direction. In each electrode body 3, the negative electrode tab group 50 is bent in the same direction. The electrode body group 300 according to the embodiment includes two electrode bodies 3. The number of electrode bodies 3 included in the electrode body group 300 is not limited to two.
正極タブ群40及び負極タブ群50がそれぞれ折り曲げられた状態の複数の電極体3を積層し、テープ等の電極体固定手段90で纏めて固定し、電極体群300とする。図11は電極体群300の斜視図である。各正極タブ群40は同じ側に配置され、各負極タブ群50は同じ側に配置される。また、各電極体3において、正極タブ群40はそれぞれ同じ方向に折り曲げられている。各電極体3において、負極タブ群50はそれぞれ同じ方向に折り曲げられている。実施形態に係る電極体群300は、2つの電極体3を含む。なお、電極体群300が含む電極体3の数は2つに限定されない。 [Electrode body group]
A plurality of
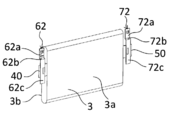
電極体3の第1主面3a-タブ接続部62c-電極体3の第2主面3bに跨って貼り付けられる固定手段としてのテープ80として、第1テープ80aと第2テープ80bを含むことが好ましい。図11に示すように、第2正極集電体62のタブ接続部62cにおいて、タブ接続部62cと正極タブ群40の接合部63より上方に第1テープ80aを貼り付け、タブ接続部62cと正極タブ群40の接合部63より下方に第2テープ80bを貼り付けることが好ましい。このような構成であると、正極タブ群40の湾曲状態を安定的に維持できる。なお、第2負極集電体72のタブ接続部72cについても同様である。
The first tape 80a and the second tape 80b are included as the tape 80 as a fixing means to be attached across the first main surface 3a of the electrode body 3-tab connection portion 62c-the second main surface 3b of the electrode body 3. Is preferable. As shown in FIG. 11, in the tab connection portion 62c of the second positive electrode current collector 62, the first tape 80a is attached above the joint portion 63 of the tab connection portion 62c and the positive electrode tab group 40, and the tab connection portion 62c and the tab connection portion 62c are attached. It is preferable to attach the second tape 80b below the joint portion 63 of the positive electrode tab group 40. With such a configuration, the curved state of the positive electrode tab group 40 can be stably maintained. The same applies to the tab connection portion 72c of the second negative electrode current collector 72.
図11に示すように、上方側に配置された第1テープ80aの上端は正極タブ群40の上端より上方に配置され、下方側に配置された第2テープ80bの下端は正極タブ群40の下端よりも下方に配置されることが好ましい。このような構成であると、より確実に正極タブ群40の湾曲形状を維持できる。
As shown in FIG. 11, the upper end of the first tape 80a arranged on the upper side is arranged above the upper end of the positive electrode tab group 40, and the lower end of the second tape 80b arranged on the lower side is the positive electrode tab group 40. It is preferably arranged below the lower end. With such a configuration, the curved shape of the positive electrode tab group 40 can be maintained more reliably.
図11に示すように電極体3の積層方向において、各電極体3に取り付けられた第2正極集電体62は間隔を置いて並べられて第1正極集電体61の第2領域61b上に接続されている。各第2負極集電体72についても同様である。
As shown in FIG. 11, in the stacking direction of the electrode bodies 3, the second positive electrode current collectors 62 attached to the electrode bodies 3 are arranged at intervals and on the second region 61b of the first positive electrode current collector 61. It is connected to the. The same applies to each second negative electrode current collector 72.
実施形態に係る電極体3においては、第1テープ80aの下端と、第2テープ80bの上端との間に、正極タブ群40とタブ接続部62cの接合部63が配置される。
In the electrode body 3 according to the embodiment, the joint portion 63 between the positive electrode tab group 40 and the tab connection portion 62c is arranged between the lower end of the first tape 80a and the upper end of the second tape 80b.
なお、実施形態においては、上下で第1テープ80aと第2テープ80bの二つのテープに分けているが、一つのテープとすることもできる。この場合、一つのテープの上端を正極タブ群40の上端よりも上方に配置し、一つのテープの下端を正極タブ群40の下端よりも下方に配置することが好ましい。テープ80がタブ接続部62cにおいて接合部63が形成された部分を覆うようにしてもよい。第2負極集電体72及び負極タブ群50側についても同様の構成とすることができる。
In the embodiment, the upper and lower tapes are divided into two tapes, the first tape 80a and the second tape 80b, but one tape can also be used. In this case, it is preferable that the upper end of one tape is arranged above the upper end of the positive electrode tab group 40 and the lower end of one tape is arranged below the lower end of the positive electrode tab group 40. The tape 80 may cover the portion of the tab connection portion 62c where the joint portion 63 is formed. The same configuration can be applied to the second negative electrode current collector 72 and the negative electrode tab group 50 side.
[第1集電体と第2集電体の接続]
第1正極集電体61の第2領域61bを第2正極集電体62の第2領域接続部62aの内側に配置し、第1負極集電体71の第2領域71bを第2負極集電体72の第2領域接続部72aの内側に配置する。そして、第1正極集電体61の第2領域61bと第2正極集電体62の第2領域接続部62aを接続する。また、第1負極集電体71の第2領域71bを第2負極集電体72の第2領域接続部72aに接合する。接合方法としては、超音波溶接(超音波接合)、抵抗溶接、レーザー等の高エネルギー線の照射による溶接等を用いることができる。特にレーザー等の高エネルギー線の照射による溶接を用いることが好ましい。 [Connection between the 1st current collector and the 2nd current collector]
Thesecond region 61b of the first positive electrode current collector 61 is arranged inside the second region connection portion 62a of the second positive electrode current collector 62, and the second region 71b of the first negative electrode current collector 71 is the second negative electrode current collector. It is arranged inside the second region connection portion 72a of the electric body 72. Then, the second region 61b of the first positive electrode current collector 61 and the second region connection portion 62a of the second positive electrode current collector 62 are connected. Further, the second region 71b of the first negative electrode current collector 71 is joined to the second region connection portion 72a of the second negative electrode current collector 72. As the bonding method, ultrasonic welding (ultrasonic bonding), resistance welding, welding by irradiation with a high energy ray such as a laser, or the like can be used. In particular, it is preferable to use welding by irradiating a high energy ray such as a laser.
第1正極集電体61の第2領域61bを第2正極集電体62の第2領域接続部62aの内側に配置し、第1負極集電体71の第2領域71bを第2負極集電体72の第2領域接続部72aの内側に配置する。そして、第1正極集電体61の第2領域61bと第2正極集電体62の第2領域接続部62aを接続する。また、第1負極集電体71の第2領域71bを第2負極集電体72の第2領域接続部72aに接合する。接合方法としては、超音波溶接(超音波接合)、抵抗溶接、レーザー等の高エネルギー線の照射による溶接等を用いることができる。特にレーザー等の高エネルギー線の照射による溶接を用いることが好ましい。 [Connection between the 1st current collector and the 2nd current collector]
The
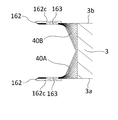
図12A~図12Cは、各段階における第1正極集電体61の第2領域61b、第1負極集電体71の第2領域71b、第2正極集電体62の第2領域接続部62a、及び第2負極集電体72の第2領域接続部72aの電極体3の巻回軸に沿った断面図である。
12A to 12C show a second region 61b of the first positive electrode current collector 61, a second region 71b of the first negative electrode current collector 71, and a second region connection portion 62a of the second positive electrode current collector 62 at each stage. , And is a cross-sectional view taken along the winding axis of the electrode body 3 of the second region connecting portion 72a of the second negative electrode current collector 72.
図12Aに示すように、第2正極集電体62の第2領域接続部62aと第2負極集電体72の第2領域接続部72aの間に、第1正極集電体61の第2領域61bと第1負極集電体71の第2領域71bを配置する。このとき、第2領域接続部62aの内面と第2領域接続部72aの内面の距離D1は、第2領域61bの外面と第2領域71bの外面の距離D2よりも大きいことが好ましい。なお、D1はD2よりも、0.1~5mm大きいことが好ましく、0.2~3mm大きいことがより好ましい。
As shown in FIG. 12A, the second of the first positive electrode current collector 61 is between the second region connection portion 62a of the second positive electrode current collector 62 and the second region connection portion 72a of the second negative electrode current collector 72. The region 61b and the second region 71b of the first negative electrode current collector 71 are arranged. At this time, the distance D1 between the inner surface of the second region connecting portion 62a and the inner surface of the second region connecting portion 72a is preferably larger than the distance D2 between the outer surface of the second region 61b and the outer surface of the second region 71b. It should be noted that D1 is preferably 0.1 to 5 mm larger than D2, and more preferably 0.2 to 3 mm larger.
次に、図12Bに示すように、第2領域接続部62aと第2領域接続部72aの距離が小さくなるように、第2領域接続部62a及び/又は第2領域接続部72aを内側に変位させる。これにより、第2領域接続部62aの内面と第2領域接続部72aの内面の距離D1をD1´に変化させる。このとき、D2とD1´の差は0~0.2mmであることが好ましい。
Next, as shown in FIG. 12B, the second region connection portion 62a and / or the second region connection portion 72a is displaced inward so that the distance between the second region connection portion 62a and the second region connection portion 72a becomes small. Let me. As a result, the distance D1 between the inner surface of the second region connecting portion 62a and the inner surface of the second region connecting portion 72a is changed to D1'. At this time, the difference between D2 and D1'is preferably 0 to 0.2 mm.
図12Bに示す状態で、レーザー等の高エネルギー線を第2領域接続部62a、第2領域接続部72aのそれぞれに照射する。これにより、第1正極集電体61の第2領域61bと第2正極集電体62の第2領域接続部62aが溶接により接合され、第1負極集電体71の第2領域71bと第2負極集電体72の第2領域接続部72aが溶接により接合される。
In the state shown in FIG. 12B, a high energy ray such as a laser is irradiated to each of the second region connecting portion 62a and the second region connecting portion 72a. As a result, the second region 61b of the first positive electrode current collector 61 and the second region connection portion 62a of the second positive electrode current collector 62 are joined by welding, and the second region 71b and the first negative electrode current collector 71 of the first negative electrode current collector 71 are joined. 2 The second region connection portion 72a of the negative electrode current collector 72 is joined by welding.
図12Cに示すように、第2領域61bと第2領域接続部62aの溶接部である接合部64が、凹部62d内に形成される。また、第2領域71bと第2領域接続部72aの溶接部である接合部74が、凹部72d内に形成される。
As shown in FIG. 12C, a joint portion 64, which is a welded portion between the second region 61b and the second region connection portion 62a, is formed in the recess 62d. Further, a joint portion 74, which is a welded portion between the second region 71b and the second region connection portion 72a, is formed in the recess 72d.
図12A~図12Cの手順とすることにより、より簡単な方法で、第1正極集電体61と第2正極集電体62、第1負極集電体71と第2負極集電体72、をより安定的に溶接することができる。よって、信頼性の高い接合部64及び接合部74を形成できる。
By following the procedure of FIGS. 12A to 12C, the first positive electrode current collector 61 and the second positive electrode current collector 62, the first negative electrode current collector 71 and the second negative electrode current collector 72, Can be welded more stably. Therefore, the highly reliable joint portion 64 and the joint portion 74 can be formed.
凹部62d、凹部72dが形成されている部分は、その周囲よりも厚みが薄い部分である。この厚みの薄い部分に接合部64、接合部74が形成されるように溶接を行うことにより、より質の高い接合部をより安定的に形成することができる。よって、より信頼性の高い二次電池となる。また、貫通孔62eを利用して、第2領域61bと第2領域接続部62aの隙間の有無ないし隙間の大きさを測定することにより、より安定的に第2領域61bと第2領域接続部62aを溶接により接合することができる。なお、貫通孔72eについても同様である。
The portion where the recess 62d and the recess 72d are formed is a portion thinner than the periphery thereof. By performing welding so that the joint portion 64 and the joint portion 74 are formed in the thin portion, a higher quality joint portion can be formed more stably. Therefore, it becomes a more reliable secondary battery. Further, by using the through hole 62e to measure the presence or absence of a gap or the size of the gap between the second region 61b and the second region connecting portion 62a, the second region 61b and the second region connecting portion can be more stably connected. 62a can be joined by welding. The same applies to the through hole 72e.
図13は、第1正極集電体61と第2正極集電体62、第1負極集電体71と第2負極集電体72を、それぞれ接続した後の状態を示す斜視図である。
FIG. 13 is a perspective view showing a state after connecting the first positive electrode current collector 61 and the second positive electrode current collector 62, and the first negative electrode current collector 71 and the second negative electrode current collector 72, respectively.
[電極体ホルダー]
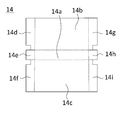
図14は、電極体ホルダー14の展開図である。図14において破線の部分で電極体ホルダー14を構成する絶縁シートを折り曲げることにより箱状の電極体ホルダー14とする。電極体ホルダー14は、ホルダー底部14a、ホルダー第1主面14b、ホルダー第2主面14c、ホルダー第1側面14d、ホルダー第2側面14e、ホルダー第3側面14f、ホルダー第4側面14g、ホルダー第5側面14h、ホルダー第6側面14iを有する。 [Electrode body holder]
FIG. 14 is a developed view of theelectrode body holder 14. In FIG. 14, the insulating sheet constituting the electrode body holder 14 is bent at the portion indicated by the broken line to form a box-shaped electrode body holder 14. The electrode body holder 14 includes a holder bottom 14a, a holder first main surface 14b, a holder second main surface 14c, a holder first side surface 14d, a holder second side surface 14e, a holder third side surface 14f, a holder fourth side surface 14g, and a holder first. It has 5 side surfaces 14h and a holder 6th side surface 14i.
図14は、電極体ホルダー14の展開図である。図14において破線の部分で電極体ホルダー14を構成する絶縁シートを折り曲げることにより箱状の電極体ホルダー14とする。電極体ホルダー14は、ホルダー底部14a、ホルダー第1主面14b、ホルダー第2主面14c、ホルダー第1側面14d、ホルダー第2側面14e、ホルダー第3側面14f、ホルダー第4側面14g、ホルダー第5側面14h、ホルダー第6側面14iを有する。 [Electrode body holder]
FIG. 14 is a developed view of the
電極体ホルダー14を箱状としたとき、ホルダー第1側面14d、ホルダー第2側面14e、及びホルダー第3側面14fが重なる領域を有し、ホルダー第4側面14g、ホルダー第5側面14h、及びホルダー第6側面14iが重なる領域を有する。
When the electrode body holder 14 has a box shape, it has a region where the holder first side surface 14d, the holder second side surface 14e, and the holder third side surface 14f overlap, and the holder fourth side surface 14g, the holder fifth side surface 14h, and the holder The sixth side surface 14i has an overlapping region.
箱状の電極体ホルダー14内に電極体群300が配置された状態で、電極体群300を角形外装体1内に挿入する。そして、封口板2を角形外装体1に接合し、角形外装体1の開口を封口板2により封口する。封口板2に設けられた電解液注液孔15から電解液を注液し、封止部材16で電解液注液孔15を封止する。これにより二次電池20とする。
With the electrode body group 300 arranged in the box-shaped electrode body holder 14, the electrode body group 300 is inserted into the square exterior body 1. Then, the sealing plate 2 is joined to the square exterior body 1, and the opening of the square exterior body 1 is sealed by the sealing plate 2. The electrolytic solution is injected from the electrolytic solution injection hole 15 provided in the sealing plate 2, and the electrolytic solution injection hole 15 is sealed by the sealing member 16. As a result, the secondary battery 20 is used.
[二次電池]
実施形態に係る二次電池20においては、正極集電体6が第1正極集電体61と第2正極集電体62を含む構成となっており。このような構成であると、正極タブ群40を折り曲げる際、正極集電体6を折り曲げることなく、正極タブ群40を折り曲げることができ、より簡単な方法で、より安定的に体積エネルギー密度が高い二次電池とすることができる。なお、電池ケース100に収容される電極体3の数が2個以上の場合、より効果的である。本開示によると、電池ケース100に収容される電極体3の個数についての自由度が向上する。本開示によると、電池ケース100に収容される電極体3の数が2個より多い場合でも、正極集電体6を複雑な形状とすることなく、信頼性の高い二次電池を安定的に製造できるようになる。本開示は、電池ケース100に収容される電極体3の個数が2個より多く、奇数個の場合特に効果的である。 [Secondary battery]
In thesecondary battery 20 according to the embodiment, the positive electrode current collector 6 includes the first positive electrode current collector 61 and the second positive electrode current collector 62. With such a configuration, when the positive electrode tab group 40 is bent, the positive electrode tab group 40 can be bent without bending the positive electrode current collector 6, and the volume energy density can be more stably obtained by a simpler method. It can be a high secondary battery. It is more effective when the number of electrode bodies 3 housed in the battery case 100 is two or more. According to the present disclosure, the degree of freedom regarding the number of electrode bodies 3 housed in the battery case 100 is improved. According to the present disclosure, even when the number of electrode bodies 3 housed in the battery case 100 is larger than two, a highly reliable secondary battery can be stably provided without making the positive electrode current collector 6 a complicated shape. It will be possible to manufacture. The present disclosure is particularly effective when the number of electrode bodies 3 housed in the battery case 100 is more than two and an odd number.
実施形態に係る二次電池20においては、正極集電体6が第1正極集電体61と第2正極集電体62を含む構成となっており。このような構成であると、正極タブ群40を折り曲げる際、正極集電体6を折り曲げることなく、正極タブ群40を折り曲げることができ、より簡単な方法で、より安定的に体積エネルギー密度が高い二次電池とすることができる。なお、電池ケース100に収容される電極体3の数が2個以上の場合、より効果的である。本開示によると、電池ケース100に収容される電極体3の個数についての自由度が向上する。本開示によると、電池ケース100に収容される電極体3の数が2個より多い場合でも、正極集電体6を複雑な形状とすることなく、信頼性の高い二次電池を安定的に製造できるようになる。本開示は、電池ケース100に収容される電極体3の個数が2個より多く、奇数個の場合特に効果的である。 [Secondary battery]
In the
二次電池20では、第2正極集電体62のタブ接続部62cが第2正極集電体62の第2領域接続部62aよりも角形外装体1の第1側壁1b側に配置される。このような構成であると、第1側壁1bと電極体3の間のスペースをより有効に活用できるため、電極体3の発電部をより大きくでき、より体積エネルギー密度の高い二次電池となる。なお、第2負極集電体72についても同様である。
In the secondary battery 20, the tab connection portion 62c of the second positive electrode current collector 62 is arranged closer to the first side wall 1b of the square exterior body 1 than the second region connection portion 62a of the second positive electrode current collector 62. With such a configuration, the space between the first side wall 1b and the electrode body 3 can be utilized more effectively, so that the power generation unit of the electrode body 3 can be made larger, and the secondary battery has a higher volume energy density. .. The same applies to the second negative electrode current collector 72.
電極体3において正極タブ群40は封口板2側に偏心していることが好ましい。これにより、正極タブ群40から正極端子8までの導電経路を短くすることができ内部抵抗の小さい二次電池20となる。電極体3において負極タブ群50は封口板2側に偏心していることが好ましい。これにより、負極タブ群50から負極端子9までの導電経路を短くすることができ内部抵抗の小さい二次電池20となる。
In the electrode body 3, the positive electrode tab group 40 is preferably eccentric to the sealing plate 2 side. As a result, the conductive path from the positive electrode tab group 40 to the positive electrode terminal 8 can be shortened, and the secondary battery 20 has a small internal resistance. In the electrode body 3, the negative electrode tab group 50 is preferably eccentric to the sealing plate 2 side. As a result, the conductive path from the negative electrode tab group 50 to the negative electrode terminal 9 can be shortened, and the secondary battery 20 has a small internal resistance.
第1正極集電体61の第2領域61bと第2正極集電体62の第2領域接続部62aが重なる領域と、角形外装体1の第1側壁1bの間に、電極体ホルダー14とは別の絶縁部材(図示省略)を配置することが好ましい。また、第1負極集電体71の第2領域71bと第2負極集電体72の第2領域接続部72aが重なる領域と、角形外装体1の第1側壁1cの間に、電極体ホルダー14とは別の絶縁部材(図示省略)を配置することが好ましい。このような構成により、二次電池20に衝撃や振動が加わった場合でも、各部材間の接合部、正極タブ群40、ないし負極タブ群50が損傷することを抑制できる。
Between the region where the second region 61b of the first positive electrode current collector 61 and the second region connection portion 62a of the second positive electrode current collector 62 overlap and the first side wall 1b of the square exterior body 1, the electrode body holder 14 It is preferable to arrange another insulating member (not shown). Further, an electrode body holder is located between the region where the second region 71b of the first negative electrode current collector 71 and the second region connection portion 72a of the second negative electrode current collector 72 overlap and the first side wall 1c of the square exterior body 1. It is preferable to arrange an insulating member (not shown) different from 14. With such a configuration, even when an impact or vibration is applied to the secondary battery 20, it is possible to prevent damage to the joints between the members, the positive electrode tab group 40, or the negative electrode tab group 50.
図15は、他の実施形態において、第2正極集電体62のタブ接続部62cと正極タブ群40の接合部63の近傍の断面図であり、正極タブ群40を折り曲げて固定した状態を示す図である。図15に示すように、第2正極集電体62のタブ接続部62cにおいて接合部63が形成された部分をテープ80で覆うことができる。第2正極集電体62のタブ接続部62cにおいて接合部63が形成された部分に、接合部63が形成される際に生じたバリや金属粉が存在したとしても、テープ80により、バリや金属粉が移動することを抑制できる。
FIG. 15 is a cross-sectional view of the vicinity of the tab connection portion 62c of the second positive electrode current collector 62 and the joint portion 63 of the positive electrode tab group 40 in another embodiment, showing a state in which the positive electrode tab group 40 is bent and fixed. It is a figure which shows. As shown in FIG. 15, the portion where the joint portion 63 is formed in the tab connection portion 62c of the second positive electrode current collector 62 can be covered with the tape 80. Even if burrs and metal powder generated when the joint portion 63 is formed are present in the portion where the joint portion 63 is formed in the tab connection portion 62c of the second positive electrode current collector 62, the tape 80 causes burrs and burrs. The movement of metal powder can be suppressed.
また、図15に示すように、正極タブ群40において接合部63が形成された部分をテープ81で覆うことができる。正極タブ群40において接合部63が形成された部分に、接合部63が形成される際に生じたバリや金属粉が存在したとしても、テープ81により、バリや金属粉が移動することを抑制できる。テープ81は、正極タブ群40が折り曲げられる前に貼り付けられることが好ましい。
Further, as shown in FIG. 15, the portion where the joint portion 63 is formed in the positive electrode tab group 40 can be covered with the tape 81. Even if burrs and metal powder generated when the joint portion 63 is formed are present in the portion of the positive electrode tab group 40 where the joint portion 63 is formed, the tape 81 suppresses the movement of burrs and metal powder. it can. The tape 81 is preferably attached before the positive electrode tab group 40 is bent.
なお、第2正極集電体62のタブ接続部62cにおいて接合部63が形成された部分、及び/又は正極タブ群40において接合部63が形成された部分に粘着材を塗布する、あるいは粘着材を貼り付けることができる。また、第2正極集電体62のタブ接続部62cにおいて接合部63が形成された部分、及び/又は正極タブ群40において接合部63が形成された部分を、熱溶着樹脂で覆うことができる。また、第2負極集電体72のタブ接続部72c、及び負極タブ群50についても同様の構成とすることができる。
An adhesive material is applied or an adhesive material is applied to a portion where the joint portion 63 is formed in the tab connection portion 62c of the second positive electrode current collector 62 and / or a portion where the joint portion 63 is formed in the positive electrode tab group 40. Can be pasted. Further, the portion where the joint portion 63 is formed in the tab connection portion 62c of the second positive electrode current collector 62 and / or the portion where the joint portion 63 is formed in the positive electrode tab group 40 can be covered with the heat welding resin. .. Further, the tab connection portion 72c of the second negative electrode current collector 72 and the negative electrode tab group 50 can have the same configuration.
上述の実施形態に係る二次電池20においては、一つの電極体3に一つの第2正極集電体62及び一つの第2負極集電体72が取り付けられた。しかしながら、これに限定されない。一つの電極体3に複数の第2正極集電体及び/又は複数の第2負極集電体を取り付けることができる。一つの電極体3に複数の第2正極集電体が取り付けられる他の実施形態を以下に説明する。なお、同様の方法で、一つの電極体3に複数の第2負極集電体を取り付けることができる。他の実施形態において、上述の実施形態の二次電池20と共通する部分については説明を省略する。
In the secondary battery 20 according to the above-described embodiment, one second positive electrode current collector 62 and one second negative electrode current collector 72 are attached to one electrode body 3. However, it is not limited to this. A plurality of second positive electrode current collectors and / or a plurality of second negative electrode current collectors can be attached to one electrode body 3. Another embodiment in which a plurality of second positive electrode current collectors are attached to one electrode body 3 will be described below. In addition, a plurality of second negative electrode current collectors can be attached to one electrode body 3 by the same method. In other embodiments, the parts common to the secondary battery 20 of the above-described embodiment will not be described.
図16に示すように、正極タブ群40を二つに分け、二つに分けられた一方の正極タブ群40Aと、他方の正極タブ群40Bのそれぞれに、第2正極集電体162のタブ接続部162cを溶接により接続し、接合部163を形成する。一方の正極タブ群40Aは第1主面3a側に集められ、他方の正極タブ群40Bは第2主面3b側に集められることが好ましい。なお、第2正極集電体162は上述の実施形態に係る第2正極集電体62と同様の構成とすることができる。
As shown in FIG. 16, the positive electrode tab group 40 is divided into two, and one positive electrode tab group 40A and the other positive electrode tab group 40B, which are divided into two, have tabs of the second positive electrode current collector 162. The connection portion 162c is connected by welding to form the joint portion 163. It is preferable that one positive electrode tab group 40A is collected on the first main surface 3a side and the other positive electrode tab group 40B is collected on the second main surface 3b side. The second positive electrode current collector 162 can have the same configuration as the second positive electrode current collector 62 according to the above-described embodiment.
図17に示すように、第1主面3a側に束ねられた正極タブ群40Aが電極体3の厚み方向における中央側に向かって折り曲げられ、第2主面3b側に束ねられた正極タブ群40Bが電極体3の厚み方向における中央側に向かって折り曲げられた状態で、固定手段としてのテープ80により固定される。
As shown in FIG. 17, the positive electrode tab group 40A bundled on the first main surface 3a side is bent toward the center side in the thickness direction of the electrode body 3, and the positive electrode tab group bundled on the second main surface 3b side. The 40B is fixed by the tape 80 as a fixing means in a state where the 40B is bent toward the center side in the thickness direction of the electrode body 3.
図18に示すように、一つの電極体3の正極タブ群40Aに接続された第2正極集電体162及び正極タブ群40Bに接続された第2正極集電体162を、第1正極集電体61に溶接により接続する。第2正極集電体162は、第2領域接続部162a、傾斜部162b及びタブ接続部162cを有する。第2領域接続部162aが、第1正極集電体61の第2領域61bに接続される。なお、他の実施形態における構成は、電極体3の一つの厚みが大きくなった場合に特に効果的である。
As shown in FIG. 18, the second positive electrode current collector 162 connected to the positive electrode tab group 40A of one electrode body 3 and the second positive electrode current collector 162 connected to the positive electrode tab group 40B are combined with the first positive electrode collector. It is connected to the electric body 61 by welding. The second positive electrode current collector 162 has a second region connecting portion 162a, an inclined portion 162b, and a tab connecting portion 162c. The second region connecting portion 162a is connected to the second region 61b of the first positive electrode current collector 61. The configuration in the other embodiment is particularly effective when the thickness of one of the electrode bodies 3 is increased.
<その他>
上述の実施形態においては、電極体が正極板と負極板がセパレータを介して巻回された巻回型の電極体である例を示したが、これに限定されない。複数の正極板と複数の負極板を含む積層型の電極体とすることもできる。 <Others>
In the above-described embodiment, the electrode body is a wound type electrode body in which the positive electrode plate and the negative electrode plate are wound by the separator, but the present invention is not limited to this. A laminated electrode body including a plurality of positive electrode plates and a plurality of negative electrode plates can also be used.
上述の実施形態においては、電極体が正極板と負極板がセパレータを介して巻回された巻回型の電極体である例を示したが、これに限定されない。複数の正極板と複数の負極板を含む積層型の電極体とすることもできる。 <Others>
In the above-described embodiment, the electrode body is a wound type electrode body in which the positive electrode plate and the negative electrode plate are wound by the separator, but the present invention is not limited to this. A laminated electrode body including a plurality of positive electrode plates and a plurality of negative electrode plates can also be used.
上述の実施形態では、複数の正極タブが形成された正極板と複数の負極タブが形成された負極板を巻回することにより巻回型の電極体を作製する例を示したが、これに限定されない。巻回電極体において巻回された正極芯体露出部ないし負極芯体露出部を切断することにより、正極タブ群ないし負極タブ群とすることもできる。
In the above-described embodiment, an example of producing a wound electrode body by winding a positive electrode plate on which a plurality of positive electrode tabs are formed and a negative electrode plate on which a plurality of negative electrode tabs are formed has been shown. Not limited. By cutting the exposed portion of the positive electrode core or the exposed portion of the negative electrode core that is wound in the wound electrode body, a positive electrode tab group or a negative electrode tab group can be formed.
上述の実施形態においては、正極集電体6及び負極集電体7がそれぞれ二つの部品からなる例を示したが、正極集電体6及び負極集電体7はそれぞれ一つの部品から構成されてもよい。
In the above-described embodiment, the positive electrode current collector 6 and the negative electrode current collector 7 are each composed of two parts, but the positive electrode current collector 6 and the negative electrode current collector 7 are each composed of one component. You may.
正極板、負極板、セパレータ、及び電解質等に関しては、公知の材料を用いることができる。
Known materials can be used for the positive electrode plate, the negative electrode plate, the separator, the electrolyte, and the like.
上述のアルミニウムは、アルミニウム及びアルミニウムを主体とするアルミニウム合金を含むものとする。上述の銅は、銅及び銅を主体とする銅合金を含むものとする。上述の鉄は、鉄を主体とする鉄合金を含むものとする。上述のニッケルは、ニッケルを主体とするニッケル合金を含むものとする。
The above-mentioned aluminum includes aluminum and an aluminum alloy mainly composed of aluminum. The above-mentioned copper shall include copper and a copper alloy mainly composed of copper. The above-mentioned iron shall contain an iron alloy mainly composed of iron. The above-mentioned nickel includes a nickel alloy mainly composed of nickel.
テープとしては、基材と、基材上に形成された接着層を有するものが好ましい。基材は、ポリエチレン、ポリプロピレン、ポリエステル、ナイロン、塩化ビニール、テフロン(登録商標)、ポリイミド、カプトン(登録商標)、ポリフェニレンサルファド、又はポリエチレンナフタレート等から構成されることが好ましい。接着層の材質は、アクリル系接着材、シリコン系接着材、ゴム系接着材等から構成されることが好ましい。ただし、これらの材質に限定されない。なお、接着層は常温で粘着性を有するものが好ましい。
The tape preferably has a base material and an adhesive layer formed on the base material. The base material is preferably composed of polyethylene, polypropylene, polyester, nylon, vinyl chloride, Teflon (registered trademark), polyimide, Kapton (registered trademark), polyphenylene sulfide, polyethylene naphthalate and the like. The material of the adhesive layer is preferably composed of an acrylic adhesive, a silicon adhesive, a rubber adhesive, or the like. However, it is not limited to these materials. The adhesive layer preferably has adhesiveness at room temperature.
実施形態としては固定手段がテープである例を示したが、これに限定されない。固定手段としては樹脂製の枠体、金属製の枠体、セラミック製の枠体、クリップ状の部材等が考えられる。なお、固定手段としては、テープがより好ましい。
As an embodiment, an example in which the fixing means is a tape is shown, but the present invention is not limited to this. As the fixing means, a resin frame, a metal frame, a ceramic frame, a clip-shaped member, or the like can be considered. As the fixing means, tape is more preferable.
正極タブ群と正極端子の間の導電経路、又は負極タブ群と負極端子の間の導電経路に、感圧式の電流遮断機構を設けることができる。この電流遮断機構は、電池ケース内の圧力が所定値以上となったときに作動し、正極タブ群と正極端子の間の導電経路、又は負極タブ群と負極端子の間の導電経路を切断し、電流の流れを遮断する機構である。
A pressure-sensitive current cutoff mechanism can be provided in the conductive path between the positive electrode tab group and the positive electrode terminal, or in the conductive path between the negative electrode tab group and the negative electrode terminal. This current cutoff mechanism operates when the pressure inside the battery case exceeds a predetermined value, and cuts the conductive path between the positive electrode tab group and the positive electrode terminal or the conductive path between the negative electrode tab group and the negative electrode terminal. , A mechanism that cuts off the flow of electric current.
20 二次電池
100 電池ケース
1 角形外装体
1a 底部
1b,1c 第1側壁
1d,1e 第2側壁
2 封口板
3 電極体
3a 第1主面
3b 第2主面
300 電極体群
4 正極板
4a 正極活物質層
4b 正極タブ
4c 正極保護層
40 正極タブ群
40a 根本領域
40b 当接領域
40c 先端領域
5 負極板
5a 負極活物質層
5b 負極タブ
50 負極タブ群
6 正極集電体
61 第1正極集電体
61a 第1領域
61b 第2領域
61c 切り欠き部
62 第2正極集電体
62a 第2領域接続部
62b 傾斜部
62c タブ接続部
62d 凹部
62e 貫通孔
62f ヒューズ部
62g ヒューズ孔
63,64 接合部
7 負極集電体
71 第1負極集電体
71a 第1領域
71b 第2領域
71c 切り欠き部
72 第2負極集電体
72a 第2領域接続部
72b 傾斜部
72c タブ接続部
72d 凹部
72e 貫通孔
74 接合部
8 正極端子
9 負極端子
10,12 外部側絶縁部材
11,13 内部側絶縁部材
14 電極体ホルダー
14a ホルダー底部
14b ホルダー第1主面
14c ホルダー第2主面
14d ホルダー第1側面
14e ホルダー第2側面
14f ホルダー第3側面
14g ホルダー第4側面
14h ホルダー第5側面
14i ホルダー第6側面
15 電解液注液孔
16 封止部材
17 ガス排出弁
80 テープ
80a 第1テープ
80b 第2テープ
81 テープ
90 電極体固定手段
40A,40B 正極タブ群
162 第2正極集電体
162a 第2領域接続部
162b 傾斜部
162c タブ接続部
163 接合部 20 Secondary battery 100 Battery case 1 Square exterior body 1a Bottom 1b, 1c 1st side wall 1d, 1e 2nd side wall 2 Seal plate 3 Electrode body 3a 1st main surface 3b 2nd main surface 300 Electrode body group 4 Positive electrode plate 4a Positive electrode Active material layer 4b Positive electrode tab 4c Positive electrode protective layer 40 Positive electrode tab group 40a Root area 40b Contact area 40c Tip area 5 Negative electrode plate 5a Negative electrode active material layer 5b Negative electrode tab 50 Negative electrode tab group 6 Positive electrode current collector 61 First positive electrode current collector Body 61a 1st region 61b 2nd region 61c Notch 62 2nd positive electrode current collector 62a 2nd region Connection 62b Inclined 62c Tab connection 62d Recess 62e Through hole 62f Fuse 62g Fuse hole 63, 64 Joint 7 Negative electrode current collector 71 1st negative electrode current collector 71a 1st region 71b 2nd region 71c Notch 72 2nd negative electrode current collector 72a 2nd region connection 72b Inclined 72c Tab connection 72d Recess 72e Through hole 74 Join Part 8 Positive electrode terminal 9 Negative electrode terminal 10, 12 External side insulating member 11, 13 Internal side insulating member 14 Electrode body holder 14a Holder bottom 14b Holder first main surface 14c Holder second main surface 14d Holder first side surface 14e Holder second side surface 14f Holder 3rd side surface 14g Holder 4th side surface 14h Holder 5th side surface 14i Holder 6th side surface 15 Electrolyte injection hole 16 Sealing member 17 Gas discharge valve 80 Tape 80a 1st tape 80b 2nd tape 81 Tape 90 Electrode body fixing Means 40A, 40B Positive electrode tab group 162 Second positive electrode current collector 162a Second region connection portion 162b Inclined portion 162c Tab connection portion 163 Joint portion
100 電池ケース
1 角形外装体
1a 底部
1b,1c 第1側壁
1d,1e 第2側壁
2 封口板
3 電極体
3a 第1主面
3b 第2主面
300 電極体群
4 正極板
4a 正極活物質層
4b 正極タブ
4c 正極保護層
40 正極タブ群
40a 根本領域
40b 当接領域
40c 先端領域
5 負極板
5a 負極活物質層
5b 負極タブ
50 負極タブ群
6 正極集電体
61 第1正極集電体
61a 第1領域
61b 第2領域
61c 切り欠き部
62 第2正極集電体
62a 第2領域接続部
62b 傾斜部
62c タブ接続部
62d 凹部
62e 貫通孔
62f ヒューズ部
62g ヒューズ孔
63,64 接合部
7 負極集電体
71 第1負極集電体
71a 第1領域
71b 第2領域
71c 切り欠き部
72 第2負極集電体
72a 第2領域接続部
72b 傾斜部
72c タブ接続部
72d 凹部
72e 貫通孔
74 接合部
8 正極端子
9 負極端子
10,12 外部側絶縁部材
11,13 内部側絶縁部材
14 電極体ホルダー
14a ホルダー底部
14b ホルダー第1主面
14c ホルダー第2主面
14d ホルダー第1側面
14e ホルダー第2側面
14f ホルダー第3側面
14g ホルダー第4側面
14h ホルダー第5側面
14i ホルダー第6側面
15 電解液注液孔
16 封止部材
17 ガス排出弁
80 テープ
80a 第1テープ
80b 第2テープ
81 テープ
90 電極体固定手段
40A,40B 正極タブ群
162 第2正極集電体
162a 第2領域接続部
162b 傾斜部
162c タブ接続部
163 接合部 20 Secondary battery 100 Battery case 1 Square exterior body 1a Bottom 1b, 1c 1st side wall 1d, 1e 2nd side wall 2 Seal plate 3 Electrode body 3a 1st main surface 3b 2nd main surface 300 Electrode body group 4 Positive electrode plate 4a Positive electrode Active material layer 4b Positive electrode tab 4c Positive electrode protective layer 40 Positive electrode tab group 40a Root area 40b Contact area 40c Tip area 5 Negative electrode plate 5a Negative electrode active material layer 5b Negative electrode tab 50 Negative electrode tab group 6 Positive electrode current collector 61 First positive electrode current collector Body 61a 1st region 61b 2nd region 61c Notch 62 2nd positive electrode current collector 62a 2nd region Connection 62b Inclined 62c Tab connection 62d Recess 62e Through hole 62f Fuse 62g Fuse hole 63, 64 Joint 7 Negative electrode current collector 71 1st negative electrode current collector 71a 1st region 71b 2nd region 71c Notch 72 2nd negative electrode current collector 72a 2nd region connection 72b Inclined 72c Tab connection 72d Recess 72e Through hole 74 Join Part 8 Positive electrode terminal 9 Negative electrode terminal 10, 12 External side insulating member 11, 13 Internal side insulating member 14 Electrode body holder 14a Holder bottom 14b Holder first main surface 14c Holder second main surface 14d Holder first side surface 14e Holder second side surface 14f Holder 3rd side surface 14g Holder 4th side surface 14h Holder 5th side surface 14i Holder 6th side surface 15 Electrolyte injection hole 16 Sealing member 17 Gas discharge valve 80 Tape 80a 1st tape 80b 2nd tape 81 Tape 90 Electrode body fixing Means 40A, 40B Positive electrode tab group 162 Second positive electrode current collector 162a Second region connection portion 162b Inclined portion 162c Tab connection portion 163 Joint portion
Claims (11)
- 正極板と負極板を含む電極体と、
開口を有し、前記電極体を収容する角形外装体と、
前記開口を封口する封口板と、
前記封口板に取り付けられた端子と、を備えた二次電池であって、
前記電極体は、一方の端部に正極タブ群を有し、他方の端部に負極タブ群を有し、
前記電極体は、互いに対向する向きに配置された第1主面と第2主面を有し、
前記角形外装体は、底部、互いに対向する向きに配置された一対の第1側壁、及び互いに対向する向きに配置された一対の第2側壁を有し、
前記正極タブ群は一方の前記第1側壁側に配置され、
前記負極タブ群は他方の前記第1側壁側に配置され、
前記正極タブ群又は前記負極タブ群と、前記端子とは、集電体により電気的に接続され、
前記正極タブ群又は前記負極タブ群は折り曲げられた状態で前記集電体に接続され、
前記第1主面―前記集電体―前記第2主面に跨って固定手段が取り付けられた二次電池。 An electrode body including a positive electrode plate and a negative electrode plate,
A square exterior body having an opening and accommodating the electrode body,
A sealing plate that seals the opening and
A secondary battery provided with a terminal attached to the sealing plate.
The electrode body has a positive electrode tab group at one end and a negative electrode tab group at the other end.
The electrode body has a first main surface and a second main surface arranged so as to face each other.
The square exterior body has a bottom, a pair of first side walls arranged to face each other, and a pair of second side walls arranged to face each other.
The positive electrode tab group is arranged on one side of the first side wall.
The negative electrode tab group is arranged on the other side of the first side wall.
The positive electrode tab group or the negative electrode tab group and the terminal are electrically connected by a current collector.
The positive electrode tab group or the negative electrode tab group is connected to the current collector in a bent state.
A secondary battery to which a fixing means is attached so as to straddle the first main surface-the current collector-the second main surface. - 前記集電体の幅方向において、前記集電体と前記正極タブ群又は前記負極タブ群の接合部は、前記正極タブ群又は前記負極タブ群の根本側に偏心している請求項1に記載の二次電池。 The first aspect of claim 1, wherein the junction between the current collector and the positive electrode tab group or the negative electrode tab group is eccentric to the root side of the positive electrode tab group or the negative electrode tab group in the width direction of the current collector. Secondary battery.
- 前記正極タブ群又は前記負極タブ群は、前記集電体に当接された当接領域と、前記当接領域よりも前記正極タブ群又は前記負極タブ群の根本側に配置された根本領域と、前記当接領域よりも前記正極タブ群又は前記負極タブ群の先端側に配置された先端領域と、を有する請求項1又は2に記載の二次電池。 The positive electrode tab group or the negative electrode tab group includes a contact region that is in contact with the current collector and a root region that is arranged on the root side of the positive electrode tab group or the negative electrode tab group with respect to the contact region. The secondary battery according to claim 1 or 2, further comprising a positive electrode tab group or a tip region arranged on the tip side of the negative electrode tab group with respect to the contact region.
- 前記固定手段が前記先端領域に接する請求項3に記載の二次電池。 The secondary battery according to claim 3, wherein the fixing means is in contact with the tip region.
- 前記固定手段はテープである請求項1~4のいずれかに記載の二次電池。 The secondary battery according to any one of claims 1 to 4, wherein the fixing means is a tape.
- 前記固定手段の前記封口板側の端部は、前記正極タブ群又は前記負極タブ群の前記封口板側の端部よりも前記封口板側に位置し、
前記固定手段の前記底部側の端部は、前記正極タブ群又は前記負極タブ群の前記底部側の端部よりも前記底部側に位置する請求項1~5のいずれかに記載の二次電池。 The end portion of the fixing means on the sealing plate side is located closer to the sealing plate side than the end portion of the positive electrode tab group or the negative electrode tab group on the sealing plate side.
The secondary battery according to any one of claims 1 to 5, wherein the bottom-side end of the fixing means is located on the bottom side of the positive electrode tab group or the bottom-side end of the negative electrode tab group. .. - 前記集電体の前記底部側の端部は、前記正極タブ群又は前記負極タブ群の前記底部側の端部よりも前記底部側に位置する請求項1~6のいずれかに記載の二次電池。 The secondary according to any one of claims 1 to 6, wherein the bottom-side end of the current collector is located on the bottom side of the positive electrode tab group or the bottom-side end of the negative electrode tab group. battery.
- 正極板と負極板を含む電極体と、
開口を有し、前記電極体を収容する角形外装体と、
前記開口を封口する封口板と、
前記封口板に取り付けられた端子と、を備え、
前記電極体は、一方の端部に正極タブ群を有し、他方の端部に負極タブ群を有し、
前記電極体は、互いに対向する向きに配置された第1主面と第2主面を有し、
前記角形外装体は、底部、互いに対向する向きに配置された一対の第1側壁、及び互いに対向する向きに配置された一対の第2側壁を有し、
前記正極タブ群又は前記負極タブ群と、前記端子とは、集電体により電気的に接続された、二次電池の製造方法であって、
前記正極タブ群又は前記負極タブ群と前記集電体を接続する工程と、
前記正極タブ群又は前記負極タブ群を折り曲げると共に、前記正極タブ群又は前記負極タブ群に接続された前記集電体の向きを変える工程と、
前記第1主面―前記集電体―前記第2主面に跨って固定手段を取り付けることにより、前記正極タブ群又は前記負極タブ群を折り曲げられた状態で固定する工程を有する二次電池の製造方法。 An electrode body including a positive electrode plate and a negative electrode plate,
A square exterior body having an opening and accommodating the electrode body,
A sealing plate that seals the opening and
With a terminal attached to the sealing plate,
The electrode body has a positive electrode tab group at one end and a negative electrode tab group at the other end.
The electrode body has a first main surface and a second main surface arranged so as to face each other.
The square exterior body has a bottom, a pair of first side walls arranged to face each other, and a pair of second side walls arranged to face each other.
The positive electrode tab group or the negative electrode tab group and the terminal are a method for manufacturing a secondary battery, which is electrically connected by a current collector.
A step of connecting the positive electrode tab group or the negative electrode tab group and the current collector,
A step of bending the positive electrode tab group or the negative electrode tab group and changing the direction of the current collector connected to the positive electrode tab group or the negative electrode tab group.
A secondary battery having a step of fixing the positive electrode tab group or the negative electrode tab group in a bent state by attaching a fixing means across the first main surface-the current collector-the second main surface. Production method. - 前記集電体の幅方向において、前記集電体と前記正極タブ群又は前記負極タブ群の接合部を、前記正極タブ群又は前記負極タブ群の根本側に偏心させて形成する請求項8に記載の二次電池の製造方法。 According to claim 8, the junction between the current collector and the positive electrode tab group or the negative electrode tab group is eccentrically formed toward the root side of the positive electrode tab group or the negative electrode tab group in the width direction of the current collector. The method for manufacturing a secondary battery described.
- 前記集電体は、第1集電体と第2集電体を含み、
前記第2集電体に前記正極タブ群又は前記負極タブ群が接続され、
前記正極タブ群又は前記負極タブ群が接続されて前記固定手段が取り付けられた前記第2集電体を、前記封口板に取り付けられた前記第1集電体に接続する工程を有する請求項8又は9に記載の二次電池の製造方法。 The current collector includes a first current collector and a second current collector.
The positive electrode tab group or the negative electrode tab group is connected to the second current collector, and the positive electrode tab group or the negative electrode tab group is connected.
8. Claim 8 comprising a step of connecting the second current collector to which the positive electrode tab group or the negative electrode tab group is connected and the fixing means is attached to the first current collector attached to the sealing plate. Alternatively, the method for manufacturing a secondary battery according to 9. - 前記固定手段はテープである請求項8~10のいずれかに記載の二次電池の製造方法。 The method for manufacturing a secondary battery according to any one of claims 8 to 10, wherein the fixing means is a tape.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20868978.6A EP4037048A4 (en) | 2019-09-26 | 2020-09-11 | Secondary battery and method of manufacturing same |
| CN202080057444.2A CN114223096A (en) | 2019-09-26 | 2020-09-11 | Secondary battery and method for manufacturing same |
| JP2021548795A JPWO2021060010A1 (en) | 2019-09-26 | 2020-09-11 | |
| US17/634,089 US20220376367A1 (en) | 2019-09-26 | 2020-09-11 | Secondary battery and method of manufacturing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-174879 | 2019-09-26 | ||
| JP2019174879 | 2019-09-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021060010A1 true WO2021060010A1 (en) | 2021-04-01 |
Family
ID=75166676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/034405 WO2021060010A1 (en) | 2019-09-26 | 2020-09-11 | Secondary battery and method of manufacturing same |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220376367A1 (en) |
| EP (1) | EP4037048A4 (en) |
| JP (1) | JPWO2021060010A1 (en) |
| CN (1) | CN114223096A (en) |
| WO (1) | WO2021060010A1 (en) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115458848A (en) * | 2021-06-09 | 2022-12-09 | 泰星能源解决方案有限公司 | Battery with fixing member |
| CN115552702A (en) * | 2021-04-30 | 2022-12-30 | 宁德时代新能源科技股份有限公司 | Battery cell, manufacturing method and manufacturing system thereof, battery and electric device |
| EP4142026A1 (en) * | 2021-08-24 | 2023-03-01 | Prime Planet Energy & Solutions, Inc. | Battery |
| EP4152486A1 (en) * | 2021-09-21 | 2023-03-22 | Prime Planet Energy & Solutions, Inc. | Battery |
| JP2023066921A (en) * | 2021-10-29 | 2023-05-16 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| EP4187662A1 (en) | 2021-11-26 | 2023-05-31 | Prime Planet Energy & Solutions, Inc. | Battery |
| EP4187668A1 (en) | 2021-11-29 | 2023-05-31 | Prime Planet Energy & Solutions, Inc. | Nonaqueous electrolyte secondary battery |
| EP4187664A1 (en) | 2021-11-26 | 2023-05-31 | Prime Planet Energy & Solutions, Inc. | Battery |
| EP4207410A1 (en) | 2021-12-28 | 2023-07-05 | Prime Planet Energy & Solutions, Inc. | Method of manufacturing battery |
| KR20230100653A (en) | 2021-12-28 | 2023-07-05 | 프라임 플래닛 에너지 앤드 솔루션즈 가부시키가이샤 | Battery |
| EP4243184A2 (en) | 2022-03-09 | 2023-09-13 | Prime Planet Energy & Solutions, Inc. | Battery |
| JP7459035B2 (en) | 2021-10-29 | 2024-04-01 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| CN115552702B (en) * | 2021-04-30 | 2024-05-17 | 宁德时代新能源科技股份有限公司 | Battery cell, manufacturing method and manufacturing system thereof, battery and electricity utilization device |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115064843A (en) * | 2022-07-20 | 2022-09-16 | 宁德新能源科技有限公司 | Battery and power consumption device thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014014881A (en) | 2012-07-06 | 2014-01-30 | Jtekt Corp | Dynamic characteristic calculation device and method of machine tool |
| WO2016158398A1 (en) * | 2015-03-30 | 2016-10-06 | 日立オートモティブシステムズ株式会社 | Rectangular secondary battery and production method therefor |
| WO2019088053A1 (en) * | 2017-10-30 | 2019-05-09 | 株式会社東芝 | Battery and method for manufacturing battery |
| JP2019087418A (en) * | 2017-11-07 | 2019-06-06 | 株式会社東芝 | battery |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09147914A (en) * | 1995-11-24 | 1997-06-06 | Sony Corp | Lithium ion secondary cell |
| JPH10112296A (en) * | 1996-10-07 | 1998-04-28 | Sony Corp | Secondary battery and its manufacture |
| CN202495505U (en) * | 2011-11-25 | 2012-10-17 | 深圳市比亚迪锂电池有限公司 | Electrical connecting piece and battery |
| JP5779562B2 (en) * | 2012-09-19 | 2015-09-16 | 日立オートモティブシステムズ株式会社 | Square battery |
| KR20150035205A (en) * | 2013-09-27 | 2015-04-06 | 삼성에스디아이 주식회사 | Secondary battery |
| JP6620970B2 (en) * | 2015-03-24 | 2019-12-18 | 株式会社Gsユアサ | Winding device, storage element manufacturing method, and storage element |
| JP2017050069A (en) * | 2015-08-31 | 2017-03-09 | 株式会社豊田自動織機 | Power storage device |
| KR102465163B1 (en) * | 2016-06-22 | 2022-11-08 | 가부시키가이샤 한도오따이 에네루기 켄큐쇼 | Battery and manufacturing method of the same |
| JP2018107054A (en) * | 2016-12-28 | 2018-07-05 | 日立オートモティブシステムズ株式会社 | Square secondary battery |
| JP6972703B2 (en) * | 2017-06-26 | 2021-11-24 | 三洋電機株式会社 | Square secondary battery |
| KR102371196B1 (en) * | 2017-08-31 | 2022-03-07 | 삼성에스디아이 주식회사 | Secondary Battery |
| EP3451415B1 (en) * | 2017-08-31 | 2020-03-25 | Samsung SDI Co., Ltd. | Secondary battery |
| JP6984408B2 (en) * | 2017-12-28 | 2021-12-22 | 株式会社Gsユアサ | Manufacturing method of power storage element and power storage element |
| JP6805288B2 (en) * | 2019-04-22 | 2020-12-23 | 三洋電機株式会社 | Square secondary battery and assembled battery using it |
-
2020
- 2020-09-11 CN CN202080057444.2A patent/CN114223096A/en active Pending
- 2020-09-11 WO PCT/JP2020/034405 patent/WO2021060010A1/en unknown
- 2020-09-11 EP EP20868978.6A patent/EP4037048A4/en active Pending
- 2020-09-11 JP JP2021548795A patent/JPWO2021060010A1/ja active Pending
- 2020-09-11 US US17/634,089 patent/US20220376367A1/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014014881A (en) | 2012-07-06 | 2014-01-30 | Jtekt Corp | Dynamic characteristic calculation device and method of machine tool |
| WO2016158398A1 (en) * | 2015-03-30 | 2016-10-06 | 日立オートモティブシステムズ株式会社 | Rectangular secondary battery and production method therefor |
| WO2019088053A1 (en) * | 2017-10-30 | 2019-05-09 | 株式会社東芝 | Battery and method for manufacturing battery |
| JP2019087418A (en) * | 2017-11-07 | 2019-06-06 | 株式会社東芝 | battery |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4037048A4 |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115552702B (en) * | 2021-04-30 | 2024-05-17 | 宁德时代新能源科技股份有限公司 | Battery cell, manufacturing method and manufacturing system thereof, battery and electricity utilization device |
| CN115552702A (en) * | 2021-04-30 | 2022-12-30 | 宁德时代新能源科技股份有限公司 | Battery cell, manufacturing method and manufacturing system thereof, battery and electric device |
| US11962042B2 (en) | 2021-04-30 | 2024-04-16 | Contemporary Amperex Technology Co., Limited | Battery cell, manufacturing method and manufacturing system therefor, battery and electric device |
| JP2022188665A (en) * | 2021-06-09 | 2022-12-21 | プライムプラネットエナジー&ソリューションズ株式会社 | Battery including fixing member |
| CN115458848A (en) * | 2021-06-09 | 2022-12-09 | 泰星能源解决方案有限公司 | Battery with fixing member |
| EP4142026A1 (en) * | 2021-08-24 | 2023-03-01 | Prime Planet Energy & Solutions, Inc. | Battery |
| JP2023031075A (en) * | 2021-08-24 | 2023-03-08 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| KR20230029531A (en) | 2021-08-24 | 2023-03-03 | 프라임 플래닛 에너지 앤드 솔루션즈 가부시키가이샤 | Battery |
| JP7402206B2 (en) | 2021-08-24 | 2023-12-20 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| EP4152486A1 (en) * | 2021-09-21 | 2023-03-22 | Prime Planet Energy & Solutions, Inc. | Battery |
| JP2023066921A (en) * | 2021-10-29 | 2023-05-16 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| JP7385639B2 (en) | 2021-10-29 | 2023-11-22 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| JP7459035B2 (en) | 2021-10-29 | 2024-04-01 | プライムプラネットエナジー&ソリューションズ株式会社 | battery |
| EP4187664A1 (en) | 2021-11-26 | 2023-05-31 | Prime Planet Energy & Solutions, Inc. | Battery |
| EP4187662A1 (en) | 2021-11-26 | 2023-05-31 | Prime Planet Energy & Solutions, Inc. | Battery |
| KR20230080325A (en) | 2021-11-29 | 2023-06-07 | 프라임 플래닛 에너지 앤드 솔루션즈 가부시키가이샤 | Nonaqueous electrolyte secondary battery |
| EP4187668A1 (en) | 2021-11-29 | 2023-05-31 | Prime Planet Energy & Solutions, Inc. | Nonaqueous electrolyte secondary battery |
| KR20230100653A (en) | 2021-12-28 | 2023-07-05 | 프라임 플래닛 에너지 앤드 솔루션즈 가부시키가이샤 | Battery |
| EP4207409A1 (en) | 2021-12-28 | 2023-07-05 | Prime Planet Energy & Solutions, Inc. | Battery |
| KR20230100654A (en) | 2021-12-28 | 2023-07-05 | 프라임 플래닛 에너지 앤드 솔루션즈 가부시키가이샤 | Method of manufacturing battery |
| EP4207410A1 (en) | 2021-12-28 | 2023-07-05 | Prime Planet Energy & Solutions, Inc. | Method of manufacturing battery |
| EP4243184A2 (en) | 2022-03-09 | 2023-09-13 | Prime Planet Energy & Solutions, Inc. | Battery |
| KR20230132701A (en) | 2022-03-09 | 2023-09-18 | 프라임 플래닛 에너지 앤드 솔루션즈 가부시키가이샤 | Battery |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114223096A (en) | 2022-03-22 |
| EP4037048A4 (en) | 2023-03-15 |
| US20220376367A1 (en) | 2022-11-24 |
| EP4037048A1 (en) | 2022-08-03 |
| JPWO2021060010A1 (en) | 2021-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021060010A1 (en) | Secondary battery and method of manufacturing same | |
| US11316235B2 (en) | Prismatic secondary battery, assembled battery using the same and method of producing the same | |
| WO2021060009A1 (en) | Secondary battery and method for manufacturing same | |
| JP6572736B2 (en) | Method for manufacturing prismatic secondary battery | |
| WO2018155521A1 (en) | Rectangular secondary battery and manufacturing method for same | |
| JP7006613B2 (en) | Square secondary battery | |
| JP6981462B2 (en) | Square secondary battery | |
| JP6891930B2 (en) | Square secondary battery and assembled battery using it | |
| US10916760B2 (en) | Secondary battery and method of manufacturing same | |
| WO2018021372A1 (en) | Secondary battery | |
| JP7021506B2 (en) | Secondary battery | |
| JP6729137B2 (en) | Secondary battery, manufacturing method thereof, and assembled battery using the same | |
| JPWO2018062338A1 (en) | Square secondary battery and method of manufacturing the same | |
| JP6935798B2 (en) | How to manufacture a secondary battery | |
| WO2021192664A1 (en) | Secondary battery | |
| JP6870316B2 (en) | Square secondary battery and its manufacturing method | |
| JP6641842B2 (en) | Prismatic rechargeable battery | |
| WO2021192665A1 (en) | Secondary battery | |
| CN108232310B (en) | Prismatic secondary battery and method for manufacturing same | |
| JP7329538B2 (en) | Secondary battery and manufacturing method thereof | |
| JP2021120961A (en) | Square secondary battery and battery pack using the same | |
| US20220052425A1 (en) | Electrode plate for secondary cell, and secondary cell using same | |
| JP6777202B2 (en) | Manufacturing method of polygonal secondary battery | |
| JP7442269B2 (en) | secondary battery | |
| WO2020137714A1 (en) | Secondary battery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20868978 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021548795 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020868978 Country of ref document: EP Effective date: 20220426 |