WO2020196377A1 - Decorative material - Google Patents
Decorative material Download PDFInfo
- Publication number
- WO2020196377A1 WO2020196377A1 PCT/JP2020/012643 JP2020012643W WO2020196377A1 WO 2020196377 A1 WO2020196377 A1 WO 2020196377A1 JP 2020012643 W JP2020012643 W JP 2020012643W WO 2020196377 A1 WO2020196377 A1 WO 2020196377A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- decorative material
- decorative
- pattern
- pattern layer
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M3/00—Printing processes to produce particular kinds of printed work, e.g. patterns
- B41M3/06—Veined printings; Fluorescent printings; Stereoscopic images; Imitated patterns, e.g. tissues, textiles
Definitions
- the present invention relates to a decorative material.
- Interior members of buildings such as walls, ceilings and floors or exterior members such as exterior walls, roofs, eaves ceilings, fences and gates, various doors such as window frames and entrance doors, handrails, skirting boards, surrounding edges and window frames.
- Door frames, fittings such as moldings or building members, kitchen equipment or kitchen furniture, furniture or home appliances, cabinet surface veneers such as OA equipment, vehicle interior members or exterior members, etc. are generally used.
- Resin members, wood members, metal members, and other various members are used as adherends, and decorative materials are attached to these adherends.
- a pattern composed of a low-gloss pattern ink layer, a surface protective layer, and the like are provided on a base material, and a gloss difference is provided between the pattern area and its peripheral area.
- a decorative material composed of ink is proposed.
- the visual effect also referred to as "gloss matte effect”
- the actual recess is not formed and the surface is substantially flat, but the surface is embossed.
- the pattern region having a relatively low gloss with respect to the surroundings is recognized as a recess only in the printing and coating steps (for example, Patent Documents 1 and 2).
- Patent Document 3 a decorative sheet having a liquid-repellent pattern layer on a base material sheet and an uneven pattern layer having the liquid-repellent pattern layer as a concave portion, and a top coat layer formed on the upper surface of the convex portion of the uneven pattern layer has been proposed.
- Patent Document 3 a decorative sheet having a liquid-repellent pattern layer on a base material sheet and an uneven pattern layer having the liquid-repellent pattern layer as a concave portion, and a top coat layer formed on the upper surface of the convex portion of the uneven pattern layer.
- Japanese Unexamined Patent Publication No. 49-39166 Japanese Unexamined Patent Publication No. 2005-125780 Japanese Unexamined Patent Publication No. 10-166540
- Patent Documents 1 and 2 have a feeling of unevenness due to the difference in luster, and although they have an excellent design property, the feeling of unevenness has two stages (or two gradations) of a concave portion and a convex portion. ) Is monotonous, and there are few steps in the visual unevenness. Therefore, there are cases where it is not possible to meet the increasingly complicated and strict demand for design.
- a decorative sheet described in Patent Document 3 has been proposed as a decorative sheet corresponding to such a request.
- the top coat layer is partially provided on the upper surface of the convex portion of the uneven pattern layer, the top coat layer selectively disappears due to wear when used, and it is not possible to meet the demand for wear resistance. In addition, the design is also deteriorated.
- the present invention has been made under such circumstances, and has a high tactile sensation developed by a physical uneven shape, an excellent design property due to a physical uneven shape and a visual uneven shape, and stain resistance. It is an object of the present invention to provide a decorative material having excellent wear resistance.
- a decorative material having a base material, a pattern layer covering a part of one surface of the base material, a raised printing layer, and a surface protective layer.
- the raised printing layer is provided so as to cover at least a part of the non-formed region of the pattern layer and 30% or more of the entire surface of the decorative material in a plan view.
- the surface protective layer is provided on the entire surface of the decorative material so as to cover the base material, the pattern layer, and the raised printing layer.
- a convex portion corresponding to the raised printing layer is provided on the outermost surface of the decorative material immediately above the raised printing layer. Cosmetic material.
- a decorative material having a high tactile sensation developed by a physical uneven shape and an excellent design property due to a physical uneven shape and a visual uneven shape, and also having excellent stain resistance and abrasion resistance. can be provided.
- the decorative material of the present invention is a decorative material having a base material, a pattern layer covering a part of one surface of the base material, a raised printing layer and a surface protection layer, and the raised printing layer is viewed in a plan view. It is provided so as to cover at least a part of the non-formed region of the pattern layer and cover 30% or more of the entire surface of the decorative material, and the surface protective layer is provided on the base material, the pattern layer and the pattern layer. It is provided on the entire surface of the decorative material so as to cover the raised printing layer, and has a convex portion corresponding to the raised printing layer on the outermost surface of the decorative material immediately above the raised printing layer. is there.
- planar view means the appearance of the decorative material looking down from the surface on the surface protective layer side, that is, the angle formed by the thickness direction and the line-of-sight direction of the decorative material is 0 ° or more and 90 ° or less. It refers to the appearance that is looked down on.
- the line-of-sight direction is made to coincide with the normal direction N of the surface of the decorative material 10 on the surface protective layer 6 side. In this case, the angle between the thickness direction of the decorative material and the line-of-sight direction is 0 °.
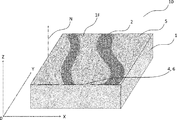
- FIG. 1 is a schematic perspective view showing the appearance of the decorative material 10 of the present invention.
- the decorative material 10 of the present invention contains a base material 1, a pattern layer 2, a raised printing layer 4, a surface protective layer 5, and a convex portion 6. It is shown to have.
- the primer layer 3 is provided so as to cover at least the pattern layer 2, but is not shown in this figure.
- FIG. 3 is a schematic perspective view showing the appearance of the decorative material 10 of the present invention, wherein the decorative material 10 of the present invention has a base material 1, a large area decorative layer 7, a pattern layer 2, a raised printing layer 4, and a surface.
- the surface protective layer 5 is provided on the surface thereof, and the raised printing layer 4 is provided on the outermost surface of the decorative material 10 (on the surface of the surface protective layer 5) immediately above the raised printing layer 4.
- the raised printing layer 4 covers at least a part of the non-formed region of the pattern layer 2 in a plan view, and 30% or more of the entire surface of the decorative material is covered. It can be seen that it is provided so as to cover it.
- FIG. (2-a) which is a schematic cross-sectional view of the decorative material 10 of the present invention, covers a pattern layer 2 that covers a part of one surface 1F of the base material 1, and at least the pattern layer 2 (FIG. (2).
- the primer layer 3 is provided so as to cover the entire surface covering the formed region of the pattern layer 2 and the non-formed region of the pattern layer 2), and the pattern layer 2 on the primer layer 3 is not provided.
- the raised print layer 4 is provided so as to cover at least a part of the region (non-formed region), and the surface protective layer 5 is cosmetic so as to cover the base material 1, the pattern layer 2, the primer layer 3, and the raised print layer 4. It is shown that the surface of the surface protective layer 5 which is provided on the entire surface of the material and is the outermost surface of the decorative material 10 immediately above the raised printing layer 4 has a convex portion 6 corresponding to the raised printing layer 4. Is done.
- the primer layer 3 may be provided so as to cover at least the entire surface of the decorative material as long as it is provided so as to cover the pattern layer 2. It does not have to be provided so as to cover the entire surface as shown in FIG. (2-c).
- the raised printing layer 4 is provided on one surface 1F of the base material 1 and is provided on one surface 1F of the base material 1.
- the surface protective layer 5 may be provided so as to be in contact with the base material 2.
- the decorative material 10 of the present invention may have a wide area decorative layer 7 between the base material 1 and the pattern layer 2, and the wide area decorative layer 7 may be provided. May be provided so as to cover the entire surface of the decorative material 10 (so-called “solid layer”), or may be a layer forming a handle.
- the wide-area decorative layer 7 is a layer forming a pattern
- the pattern layer 2 and the wide-area decorative layer 7 are complementary to each other in a plan view, and both are combined to form one surface 1F of the base material 1. Cover the entire surface.
- the wide area decorative layer 7 is often a layer in which the covering area in a plan view is relatively wider than that of the pattern layer 2.
- the pattern layer 2 and the wide area decorative layer 7 can be combined with the pattern layer 2 and the wide area decorative layer 7 by changing, for example, the amount of the matting agent added, the particle size, or both of them. A desired difference in glossiness (gloss difference) can be provided between them.
- FIG. (4-a) which is a schematic cross-sectional view of the decorative material 10 of the present invention
- a pattern layer 2 covering a part of one surface 1F of the base material 1 and a region (non-existent) in which the pattern layer 2 is not provided.
- a raised printing layer 4 is provided so as to cover at least a part of the formed region), and a surface protective layer 5 is provided on the entire surface of the decorative material so as to cover the base material 1, the pattern layer 2, and the raised printing layer 4. It is shown that the surface of the surface protective layer 5 which is the outermost surface of the decorative material 10 immediately above the raised printing layer 4 has a convex portion 6 corresponding to the raised printing layer 4.
- the decorative material 10 of the present invention also has an aspect of not having the primer layer 3.
- FIG. (4-b) which is a schematic cross-sectional view of the decorative material 10 of the present invention
- a wide-area decorative layer 7 is provided between the base material 1 and the pattern layer 2 in the above figure (4-a). Things are shown.
- FIG. (4-c) which is a schematic cross-sectional view of the decorative material 10 of the present invention
- the wide area decorative layer 71 is entirely between the base material 1 and the pattern layer 2.
- the pattern layer 2 and the wide area decorative layer 72 provided in a pattern pattern are arranged complementary to each other in a plan view on the wide area decorative layer 71, which is provided as a solid layer of the coating.
- the one provided so as to cover the entire surface of one surface 1F is shown.
- each layer constituting the decorative material of the present invention will be described in more detail.
- Base material 1 As the base material 1, those usually used as a base material for decorative materials can be adopted without limitation, and for example, a base material made of paper, non-woven fabric or woven fabric, resin, wood, metal, non-metal inorganic material or the like is represented. Can be mentioned.
- the thickness of the base material is also not particularly limited, and a film, sheet, or plate-like form can be appropriately used as desired, but usually, the film or sheet is about 20 to 300 ⁇ m, and the plate is 500 ⁇ m or more. A film of about 10 cm is used.
- the paper base material examples include kraft paper, titanium paper, linter paper, parchment paper, glassin paper, parchment paper, resin impregnated paper, thin leaf paper, Japanese paper and the like.
- the base material of the non-woven fabric or woven fabric is, for example, an inorganic fiber composed of an inorganic material such as glass, alumina, silica, or carbon, or an organic fiber composed of various synthetic resins such as polyester resin, acrylic resin, polyethylene, and polypropylene. Examples thereof include a non-woven fabric or woven fabric to be constructed, and a base material such as a composite thereof.
- the resin examples include polypropylene, polyethylene, polyolefin-based thermoplastic elastomers, polyolefin resins such as ionomer, polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), ethylene glycol-terephthalic acid-isophthalic acid.
- polyester resins such as polyester thermoplastic elastomers, polymethyl (meth) acrylates, polybutyl (meth) acrylates, methyl (meth) acrylate-butyl (meth) acrylate copolymers and other acrylic resins, polyester resins, polycarbonate resins , Acrylonitrile-butadiene-styrene resin (hereinafter, also referred to as "ABS resin"), a resin base material made of a thermoplastic resin such as a vinyl chloride resin can be mentioned.
- ABS resin Acrylonitrile-butadiene-styrene resin
- wood examples include wood base materials made of wood of various tree species such as cedar, cypress, pine, oak, rawang, teak, and rubber tree.
- the wood base material may be in the form of a film or sheet called a veneer, or in the form of a single plate, plywood, laminated wood, particle board, fiberboard or the like.
- the metal examples include a metal base material made of iron, aluminum, copper, tin, titanium, an alloy containing at least one of these metals (for example, carbon steel, stainless steel, duralumin, brass, bronze, etc.).
- non-metallic inorganic materials include cement, gypsum, calcium silicate, ceramics, glass, and various ceramics.
- the base material may be colored or uncolored (transparent), and when it is colored, the mode of coloring is not particularly limited and may be transparently colored. It may be opaque coloring (concealed coloring), and these may be arbitrarily selected.
- the colorant includes, for example, white pigments such as titanium white, and inorganic pigments such as iron black, yellow lead, titanium yellow, petals, cadmium red, ultramarine blue, and cobalt blue; quinacridone red.
- Organic pigments or dyes such as isoindolinone yellow, phthalocyanine blue, nickel-azo complex, azomethine azo black pigment, perylene black pigment; metal pigment consisting of scaly foil pieces such as aluminum and brass; titanium dioxide coated mica, base Examples thereof include colorants such as pearl pigments made of scaly foil pieces such as lead carbonate.
- white pigments such as titanium white
- inorganic pigments such as iron black, yellow lead, titanium yellow, petals, cadmium red, ultramarine blue, and cobalt blue
- quinacridone red organic pigments or dyes such as isoindolinone yellow, phthalocyanine blue, nickel-azo complex, azomethine azo black pigment, perylene black pigment
- any means such as addition of a colorant to the resin (kneading, kneading), formation by applying a coating film of a paint containing the resin and the colorant, and the like can be adopted.
- coloring paper, non-woven fabric, or woven fabric it can be carried out by any means such as mixed extraction with pulp or fiber material, formation of a coating film, or a combination thereof.
- coloring wood it can be carried out by either dyeing with a dye, forming a coating film, or a combination thereof.
- an electrolytic coloring method or the like in which a metal oxide film is formed on the surface by using an anodic oxidation method can be adopted.
- a non-metallic inorganic material it can be carried out by either means of forming a coating film or adding it to a base material, or a combination thereof.
- Additives may be added to the base material, if necessary.
- additives mainly in the case of resins, for example, inorganics such as calcium carbonate and clay, flame retardants such as magnesium hydroxide, antioxidants, lubricants, foaming agents, antioxidants, ultraviolet absorbers, and light stabilizers. And so on.
- the blending amount of the additive is not particularly limited as long as it does not impair the processing characteristics and the like, and can be appropriately set according to the required characteristics and the like.
- a weather resistant agent such as an ultraviolet absorber and a light stabilizer among the above additives.
- an ultraviolet absorber an ultraviolet absorber generally used for cosmetic materials can be used without particular limitation.
- a benzotriazole-based ultraviolet absorber, a benzophenone-based ultraviolet absorber, a triazine-based ultraviolet absorber, and a hydroxyphenyltriazine-based ultraviolet absorber can be used.
- agents include agents.
- a light stabilizer generally used for cosmetic materials can be used without particular limitation, and examples thereof include hindered amine-based light stabilizers such as piperidinyl sebacate-based light stabilizers.
- these ultraviolet absorbers and light stabilizers may have a reactive functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group or an allyl group in the molecule.
- These ultraviolet absorbers, weather resistant agents such as light stabilizers, and various other additives can be used alone or in combination of two or more.
- the above-mentioned base materials can be used alone or in combination of two or more. It may be a combination of a plurality of paper base materials, a paper base material and a fiber base material, a paper base material and a resin base material, a fiber base material and a resin base material, and a paper base material and a fiber base material and a resin base material. It may be a combination with a material. Further, the resin base material may be composed of either a single layer of the above resin or a plurality of layers made of the same or different resins.
- the shape of the base material is not particularly limited and may be appropriately selected as desired. For example, a flat plate shape, a curved surface shape, or a non-flat plate shape having corners or the like may be used. It may be. Although the decorative material in the form of a flat plate (also referred to as “sheet-like”) is shown in FIGS. 1 and 2, the shape of the decorative material of the present invention is not limited to this. Considering the ease of manufacturing, use, and processing of the decorative material, the flat plate shape is preferable.
- the thickness of the base material is preferably 20 ⁇ m or more, more preferably 30 ⁇ m or more, still more preferably 40 ⁇ m or more, in consideration of surface characteristics such as abrasion resistance, weather resistance, and scratch resistance, processing characteristics, and ease of handling.
- the upper limit is preferably 200 ⁇ m or less, more preferably 160 ⁇ m or less, and even more preferably 100 ⁇ m or less.
- the base material is physically prepared on one or both sides of the base material, such as an oxidation method or an unevenness method, in order to improve the interlayer adhesion between the base material and the other layers and to strengthen the adhesiveness with various adherends.
- Surface treatment such as surface treatment or chemical surface treatment can be applied.
- the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone-ultraviolet treatment method and the like
- examples of the unevenness method include sandblasting method and solvent treatment method. These surface treatments are appropriately selected depending on the type of the base material, but in general, the corona discharge treatment method is preferably used from the viewpoint of the effect and operability of the surface treatment.
- a treatment such as forming an easy-adhesion layer on at least one surface of the base material is performed. May be given.
- the pattern layer 2 is provided so as to cover a part of one surface of the base material and is a layer that imparts design to the decorative material of the present invention, and in particular, a visual unevenness due to a gloss difference from the raised printing layer. It is an effective layer when giving. Further, by combining the pattern layer with the raised printing layer and the convex portion described later, the decorative material of the present invention has a physical uneven shape and a visual unevenness, and has an extremely high tactile sensation and design. Will have.
- the design property may be imparted only by the pattern layer, or the design property may be imparted as a pattern layer composed of the pattern layer and the wide area decorative layer described later, from the viewpoint of the design property.
- the pattern layer is formed of a relatively low-gloss ink
- the raised printing layer is formed of a relatively high-gloss ink
- the pattern layer is formed with respect to the raised printing layer.
- the pattern imparted by the pattern layer or the pattern layer composed of the pattern layer and the wide area decorative layer may be selected as desired without particular limitation.
- a wood grain pattern or a pattern on the surface of a marble plate for example, travertin marble
- Patterns stone patterns that imitate the surface of rocks such as the open surface of granite plates
- fabric patterns that imitate textures and cloth-like patterns and leather (leather) that expresses the grain of leather (including artificial or synthetic leather).
- leather leather
- the wood grain pattern is preferable from the viewpoint of further utilizing the characteristics of the decorative material of the present invention, which has an extremely high tactile sensation and design due to the uneven shape.
- the wood grain pattern includes a grain pattern, a board pattern, a heather pattern, a wood grain pattern, and the like, but any of them may be used.
- the pattern layer preferably has a lower gloss (matte or low gloss) than its surroundings from the viewpoint of improving the visual unevenness due to the gloss difference.
- the wood grain pattern exemplified as a preferable pattern is adopted as the pattern of the decorative material of the present invention, the wood grain pattern has a lower gloss (matte or low gloss) and a concave conduit portion, and a higher gloss (glossy).
- a lower gloss (matte or low gloss) conduit portion is formed by a relatively low gloss pattern layer, and a higher gloss (glossy or high gloss) bark portion, specifically.
- the spring material part, the autumn material part, or both the spring material part and the autumn material part are formed with a wide area decorative layer, and the direct part of the wide area decorative layer is covered with a relatively high gloss raised printing layer.
- the thickness of the raised printing layer is thicker than that of the pattern layer.
- the tiled pattern or the brickwork pattern when adopted, the tiled pattern or the brickwork pattern has a lower gloss and a recessed joint groove portion and a higher gloss.
- the tile or brick portion that becomes a convex portion.
- the joint groove portion having a lower gloss and a concave portion is formed by a relatively low gloss pattern layer, and the tile or brick portion having a higher gloss and a convex portion is formed by a wide area decorative layer.
- the immediate upper portion of the wide area decorative layer is covered with a relatively high-gloss raised printing layer, and the thickness of the raised printing layer is thicker than that of the pattern layer.
- the outermost surface of the decorative material immediately above the pattern layer expressing the joint groove portion is a convex portion, which is relatively physical compared to the outermost surface of the raised printing layer representing the tile or brick portion. It is possible to improve the visual unevenness by making the concave part and visually low gloss, and it is possible to obtain an extremely high tactile sensation and visual design property similar to the actual tiled or brickwork. It becomes.
- the pattern layer for example, in the case of a pattern on the open surface of a granite plate, the lowest gloss biotite, higher gloss feldspars, and higher gloss quartz are mixed around it.
- the lowest glossy biotite, and the boundary between biotite, feldspar and quartz can be formed by a pattern layer, and higher glossy feldspar and quartz can be formed by a wide area decorative layer.
- the lower glossy boundary between the boards can be formed by the pattern layer, and the other part can be formed by the wide area decorative layer.
- the pattern layer is physically related to the formation of a lower gloss (matte or low gloss) portion, and the pattern imparted by the pattern layer or the pattern layer composed of the pattern layer and the wide area decorative layer. It is preferably used for forming a portion that becomes a recess.
- a resin composition containing at least a binder resin and, if necessary, a matting agent is preferably used for forming the pattern layer, and other components used as desired, such as colorants such as pigments and dyes, and extender pigments. , Stabilizer, ultraviolet absorber, light stabilizer, solvent and the like can be appropriately mixed. That is, the pattern layer is a layer containing at least a binder resin and a matting agent, and is a layer capable of containing other components used as desired. When a matting agent is added to the primer layer, the addition of the matting agent to the pattern layer may be omitted if the desired low gloss can be sufficiently expressed in the pattern layer by the primer layer. ..
- the binder resin is not particularly limited, and for example, urethane resin, acrylic polyol resin, acrylic resin, polyester resin, alkyd resin, amide resin, butyral resin, styrene resin, urethane-acrylic copolymer, vinyl chloride-vinyl acetate common weight. Resins such as coalescence, vinyl chloride-vinyl acetate-acrylic copolymer, nitrocellulose (nitrified cotton), and cellulose acetate are preferable. Further, for example, a curable resin such as a two-component curable urethane resin using a polyol as a main agent and an isocyanate as a curing agent may be used. These can be used alone or in combination of two or more.
- Matters include inorganic fillers such as silica, clay, heavy calcium carbonate, light calcium carbonate, precipitated barium sulfate, calcium silicate, synthetic silicate, and fine silicate powder; acrylic resin, urethane resin, nylon. Examples thereof include organic fillers such as resins, polypropylenes, and urea-based resins.
- the pattern layer contains a matting agent, the pattern layer has a lower gloss, so that it is possible to improve the visual unevenness due to the difference in gloss.
- the volume average particle diameter of these matting agents is preferably 0.5 to 25 ⁇ m, more preferably 1 to 15 ⁇ m, and even more preferably 3 to 10 ⁇ m.
- the content of the matting agent in the pattern layer with respect to 100 parts by mass of the binder resin is preferably 0.5 parts by mass or more, more preferably 1 part by mass or more, still more preferably 2 parts by mass or more, and the upper limit is It is usually 100 parts by mass or less, preferably 50 parts by mass or less, more preferably 20 parts by mass or less, and further preferably 10 parts by mass or less.
- the pattern layer can be visually recognized as a lower gloss layer, so that it is possible to improve the visual unevenness due to the gloss difference, and the resin composition.
- the thixotropic property is not extremely high and the coating performance is improved, and as a result, the design property is improved.
- various methods can be adopted as a method for expressing a visual unevenness due to the appearance of gloss difference.
- the gloss difference is caused by the relative difference in gloss of each layer, and the non-low gloss pattern layer can also be referred to as a high gloss pattern layer with respect to the low gloss pattern layer.
- these layers can be formed, for example, by adjusting the content of the matting agent contained in these pattern layers, the lightness and darkness of the hue, and the like.
- the primer layer when the primer layer is provided, it is possible to express a visual unevenness by the gloss difference between the primer layer provided so as to cover the pattern layer and the raised printing layer, and the pattern layer is not low gloss.
- the low gloss pattern layer may be formed by using the resin composition used for forming the pattern layer.
- the gloss difference can be freely expressed by combining the high and low gloss of the pattern layer, the wide area decorative layer, the pattern layer composed of these, and the various layers such as the raised printing layer and the primer layer described later. It is possible to express a visual unevenness and to express an extremely high tactile sensation and design by combining with the physical unevenness composed of these layers.
- the colorants such as pigments and dyes that can be used in the pattern layer include the same colorants as the pigments and dyes that can be used in the above-mentioned base material, and among these, depending on the desired pattern. It may be selected as appropriate.
- the pattern layer may contain a weather resistant agent such as an ultraviolet absorber and a light stabilizer from the viewpoint of improving the weather resistance. Examples of the ultraviolet absorber and the light stabilizer include those that can be contained in the base material, and the ultraviolet absorber and the light stabilizer may be appropriately selected from these according to a desired pattern.
- the thickness of the pattern layer may be appropriately selected according to the desired pattern, preferably 0.5 ⁇ m or more, more preferably 1 ⁇ m or more, still more preferably 2 ⁇ m or more, and the upper limit is preferably 15 ⁇ m or less, more preferably. It is 10 ⁇ m or less, more preferably 8 ⁇ m or less.
- the primer layer 3 is provided so as to cover at least the above-mentioned pattern layer in a plan view, is preferably provided first to protect the pattern layer, and may have a lower gloss if necessary. It is a layer that has a function and can improve the interlayer adhesion between the base material, the pattern layer, the raised printing layer, and the surface protection layer.
- a resin composition containing at least a binder resin and a matting agent is preferably used for forming the primer layer, and other components used as desired, such as extender pigments, stabilizers, ultraviolet absorbers, and light stabilizers, A mixture of a solvent or the like can be used. That is, the primer layer is a layer containing at least a binder resin and a matting agent, and is also a layer capable of containing the above-mentioned components used as desired. By including the matting agent, the pattern layer can be visually recognized as a lower gloss layer, so that the visual unevenness due to the gloss difference is improved. However, if the pattern layer itself can sufficiently express the desired low gloss, the addition of the matting agent to the primer layer can be omitted.
- the primer layer When the primer layer is provided, it may be provided so as to cover at least the above-mentioned pattern layer, and as shown in FIGS. (2-a) and (2-b), the pattern layer is covered and the entire surface of the decorative material is provided. It may be provided so as to cover only the upper part of the picture layer, or just the upper part of the picture layer and its vicinity as shown in FIG. (2-c). You may. From the viewpoint of improving the interlayer adhesion between the base material, the pattern layer, the raised printing layer, and the surface protection layer, as shown in FIGS. (2-a) and (2-b), the pattern layer is covered and the decorative material is used. It is preferable that it is provided so as to cover the entire surface of the above.
- binder resin and matting agent used for forming the primer layer examples include the same binder resin and matting agent that can be used for forming the above-mentioned pattern layer, and the binder resin and matting agent can be appropriately selected from these. Just do it.
- the content of the matting agent is also the same as the content of the matting agent in the above-mentioned pattern layer.
- the thickness of the primer layer is not particularly limited as long as it can cover the pattern layer at least, and from the viewpoint of efficiently protecting the pattern layer, making the pattern layer less glossy, and improving interlayer adhesion, there is no particular limitation.
- the height is preferably 0.1 ⁇ m or more with respect to the upper surface of the pattern layer. It is preferably 1 ⁇ m or more, more preferably 2 ⁇ m or more, and the upper limit is preferably 10 ⁇ m or less, more preferably 8 ⁇ m or less, still more preferably 5 ⁇ m or less.
- the raised printing layer 4 covers at least a part of the non-formed region of the pattern layer 2, that is, the region where the pattern layer 2 is not provided, and 30% or more of the entire surface of the decorative material.
- the area ratio covered by the raised printing layer may be referred to as "covering ratio of the raised printing layer”).
- the coverage of the raised print layer on the entire surface of the decorative material is preferably 40% or more, more preferably 50% or more, still more preferably 50% or more, from the viewpoint of improving the tactile sensation and designability by the physical uneven shape and the visual unevenness. Is 70% or more.
- the upper limit is not particularly limited, but is preferably 95% or less, more preferably 90% or less, from the viewpoint of improving the tactile sensation and design.
- the coverage of the raised printing layer is obtained by cutting out three 30 cm ⁇ 30 cm test pieces from an arbitrary portion with respect to a decorative material having a size of 1 m ⁇ 1 m, and performing image analysis on each of these test pieces. Is performed, the coverage of the raised printing layer is calculated, and the average value is used.
- the size of the decorative material is not 1 m ⁇ 1 m
- the ratio of the test piece size 30 cm ⁇ 30 cm to the above 1 m ⁇ 1 m size is the same, and three pieces are cut out to calculate the coverage.
- the raised printing layer is shown only in a mode in which it is provided only in the non-forming region of the pattern layer.
- the raised printing layer may be provided on the pattern layer or a part thereof so as to overlap with each other.
- the raised printing layer is preferably provided so as to cover 50% or more of the non-formed region of the pattern layer, that is, the area where the pattern layer is not provided.
- the coverage of the raised print layer with respect to the non-formed region of the pattern layer is preferably 60% or more, more preferably 65% or more, further preferably 70% or more, and the upper limit is preferably 95%. Below, it is more preferably 90% or less.
- the raised print layer may have a shape like a net-dot-like protrusion group in a plan view in which small protrusions are gathered, or an ellipsoid in a plan view larger than the protrusions. It may have a shape (a part of a spheroid or a three-dimensional shape similar thereto in a three-dimensional shape).
- An elliptical shape larger than a protrusion is formed by printing the resin composition into an elliptical shape from the beginning when the resin composition for forming a raised printing layer is printed to form a raised printing layer.
- the resin composition flows and is leveled and drips (so-called "dripping"), resulting in a connection rather than the protrusions. It may have a large oval shape. Therefore, although only the elliptical shape is shown in FIGS. 1 and 3, it may have an irregular shape such that a plurality of protrusions are connected by hanging.
- the raised printing layer includes a portion composed of a group of protrusions in terms of obtaining a more delicate tactile sensation and also in terms of design.
- the raised printing layer has not only a group of protrusions but also an elliptical or irregular shape in a plan view in which the resin composition is connected by dripping, for example, wood grain.
- a resin composition containing at least a binder resin is preferably used for forming the raised printing layer, and other components used as desired, such as an extender pigment, a stabilizer, an ultraviolet absorber, a light stabilizer, and a solvent, are used.
- An appropriately mixed product can be used. That is, the raised printing layer is a layer containing at least a binder resin, and is also a layer that can contain the above-mentioned components that can be used as desired.
- the binder resin used for forming the raised printing layer it is preferable to use a curable resin from the viewpoint of improving the tactile sensation and designability by the physical uneven shape and the visual unevenness.
- a curable resin such as a thermosetting resin, a two-component curable resin, or an ionizing radiation curable resin can be used, and the tactile sensation and design can be improved by the physical uneven shape and the visual unevenness.
- An ionizing radiation curable resin is preferable from the viewpoint of facilitating improvement and further improving the stain resistance and abrasion resistance of the decorative material of the present invention.
- thermosetting resin examples include acrylic resin, urethane resin, phenol resin, urea melamine resin, epoxy resin, unsaturated polyester resin, silicone resin and the like.
- a curing agent is added to the thermosetting resin as needed.
- the two-component curable resin include a two-component curable urethane resin containing a polyol compound as a main component and an isocyanate compound as a curing agent, a two-component curable epoxy resin, a two-component curable urethane-modified acrylic resin, and a two-component curable polyester resin. Can be mentioned.
- the ionizing radiation curable resin is a resin that is crosslinked and cured by irradiation with ionizing radiation, and has an ionizing radiation curable functional group.
- the ionizing radiation curable functional group is a group that is crosslinked and cured by irradiation with ionizing radiation, and a functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group, or an allyl group is preferably mentioned. Be done.
- ionizing radiation means an electromagnetic wave or a charged particle beam having an energy quantum capable of polymerizing or cross-linking a molecule, and usually, ultraviolet rays (UV) or electron beams (EB) are used.
- Electromagnetic waves such as X-rays and ⁇ -rays, and charged particle beams such as ⁇ -rays and ion rays are also included.
- the ionizing radiation curable resin can be appropriately selected and used from the polymerizable monomers and polymerizable oligomers conventionally used as ionizing radiation curable resins.
- a (meth) acrylate-based monomer having a radically polymerizable unsaturated group in the molecule is preferable, and a polyfunctional (meth) acrylate monomer is particularly preferable.
- “(meth) acrylate” means "acrylate or methacrylate”.
- Examples of the polyfunctional (meth) acrylate monomer include a (meth) acrylate monomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group.
- An acrylate monomer having an acryloyl group is preferable from the viewpoint of improving the tactile sensation and designability due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance.
- the number of functional groups is preferably 2 or more, and the upper limit is preferably 8 or less, from the viewpoint of improving the tactile sensation and design due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance. , More preferably 6 or less, still more preferably 4 or less, and particularly preferably 3 or less.
- These polyfunctional (meth) acrylates may be used alone or in combination of two or more.
- polymerizable monomers examples include bifunctional (meth) acrylates such as ethylene glycol di (meth) acrylate, bisphenol A tetraethoxydiacrylate, bisphenol A tetrapropoxydiacrylate, and 1,6-hexanediol diacrylate; trimethylol.
- bifunctional (meth) acrylates such as ethylene glycol di (meth) acrylate, bisphenol A tetraethoxydiacrylate, bisphenol A tetrapropoxydiacrylate, and 1,6-hexanediol diacrylate; trimethylol.
- the polymerizable oligomer examples include a (meth) acrylate oligomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group.
- urethane (meth) acrylate oligomer epoxy (meth) acrylate oligomer, polyester (meth) acrylate oligomer, polyether (meth) acrylate oligomer, polycarbonate (meth) acrylate oligomer, acrylic (meth) acrylate oligomer, polycaprolactone urethane (meth).
- Acrylate oligomers polycaprolactone diol urethane (meth) acrylate and the like.
- the number of functional groups of these polymerizable oligomers is preferably 2 or more from the viewpoint of improving the tactile sensation and design by the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance.
- the upper limit is preferably 8 or less, more preferably 6 or less, still more preferably 4 or less, and particularly preferably 3 or less.
- the weight average molecular weight of these polymerizable oligomers is preferably 500 or more from the viewpoint of improving the tactile sensation and design due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance. It is more preferably 1,000 or more, and the upper limit is preferably 80,000 or less, more preferably 50,000 or less. As used herein, the weight average molecular weight is the average molecular weight measured by GPC analysis and converted to standard polystyrene.
- the raised print layer is preferably more glossy than the pattern layer from the viewpoint of enhancing the synergistic effect with the visual unevenness of the pattern layer and improving the design.
- To make the gloss higher than that of the pattern layer it is possible to adjust the amount of additives that can adjust the gloss, such as a matting agent and an extender pigment.
- the swelling printing layer preferably contains a swelling aid in order to secure the thickness.
- Resin beads and inorganic particles are preferably used as the raising aid.
- Resin beads include acrylic resin, styrene resin, polyamide resin (nylon), urethane resin, acrylic-styrene resin, urethane acrylic resin, polyester resin, melamine resin, polycarbonate resin, polyvinyl chloride resin, benzoguanamine resin, and benzoguanamine-formaldehyde condensation. Beads made of a resin such as a thing are preferably mentioned.
- the inorganic particles include particles composed of silica, alumina, kaolinite, antimony oxide, calcium carbonate, barium sulfate, glass, zirconia, titania and the like, and silica is preferable from the viewpoint of cost and the like.
- the silica particles may be spherical or amorphous, and amorphous silica particles are preferable in consideration of improvement in tactile sensation and the like.
- the convex portion has a fine convex portion corresponding to the fine convex shape on the surface of the raised printing layer, which is expressed corresponding to the shape of the raising auxiliary agent contained in the raised printing layer.
- the fine convex portion corresponds to each surface of the above-mentioned small protrusions forming a raised printing layer, and each surface having an elliptical shape in a plan view larger than the above-mentioned protrusions. It develops in the shape.
- the fine convex portion does not directly reflect the shape of the heaping aid due to the surface protective layer provided on the heaping printing layer, but is caused by the heaping aid and exhibits a shape corresponding to the heaping aid. It is a thing.
- the average particle size of the heaping aid is preferably 0.1 to 40 ⁇ m, more preferably 5 to 30 ⁇ m, and further preferably 10 to 25 ⁇ m from the viewpoint of ensuring the thickness of the heaping printing layer. Further, when it is within the above range, it is easy to adjust the properties of the surface shape such as the maximum height (Sz) described later, and it is easy to improve the tactile sensation and design due to the physical uneven shape and the visual unevenness. Become.
- the content of the swelling aid is preferably 5 to 70 parts by mass, more preferably 10 to 60 parts by mass, and further preferably 20 to 50 parts by mass with respect to 100 parts by mass of the resin content forming the swelling printing layer. is there.
- the raised print layer has a portion provided along the end portion of the pattern layer, for example, as shown in FIG.
- the pattern layer is more physically emphasized as a concave portion by comparison with the raised printing layer, and the visual unevenness due to the gloss difference is also emphasized, and the design is emphasized as well as the tactile sensation. Improves sex.
- the thickness of the raised printing layer is preferably 3 ⁇ m or more, more preferably 5 ⁇ m or more, and further, based on the upper surface of the pattern layer when it does not have a primer layer and based on the upper surface of the primer layer when it has a primer layer. It is preferably 10 ⁇ m or more, more preferably 20 ⁇ m or more, and the upper limit is preferably 50 ⁇ m or less. If it is within the above range, the tactile sensation and designability are improved by the physical uneven shape and the visual unevenness, and the convex portion described later is hard to be scraped, so that the deterioration of stain resistance and abrasion resistance is suppressed. Can be done.
- the surface protective layer 5 is a layer provided on the entire surface of the decorative material of the present invention so as to cover the base material 1, the pattern layer 2, the primer layer 3, and the raised printing layer 4, and constitutes the decorative material of the present invention. It is a layer that protects each layer and, as a result, protects the decorative material of the present invention.
- the surface protective layer may be made of either a thermoplastic resin or a curable resin, and is made of a curable resin from the viewpoint of protecting the decorative material of the present invention and obtaining better stain resistance and abrasion resistance. It is preferable that the layer is composed of a cured product of a curable resin. Further, the layer may be formed by using a thermoplastic resin and a curable resin in combination.
- thermoplastic resin examples include acrylic resin, polyester resin, unsaturated polyester resin, vinyl chloride-vinyl acetate copolymer resin, polyester urethane resin, and thermoplastic (non-crosslinked) urethane resin.
- the curable resin examples include curable resins such as thermosetting resins, two-component curable resins, and ionizing radiation curable resins, which are curable resins that can be used for forming the raised printing layer.
- curable resins such as thermosetting resins, two-component curable resins, and ionizing radiation curable resins, which are curable resins that can be used for forming the raised printing layer.
- an ionizing radiation curable resin is preferable from the viewpoint of improving stain resistance and abrasion resistance.
- the ionizing radiation curable resin may be appropriately selected from the ionizing radiation curable resins exemplified as those that can be used for forming the raised printing layer.
- the surface protective layer may contain, if desired, a weather resistant agent such as an ultraviolet absorber or a light stabilizer, an ultraviolet shielding agent, an abrasion resistance improver, a polymerization inhibitor, a cross-linking agent, as long as the object of the present invention is not impaired.
- a weather resistant agent such as an ultraviolet absorber or a light stabilizer, an ultraviolet shielding agent, an abrasion resistance improver, a polymerization inhibitor, a cross-linking agent, as long as the object of the present invention is not impaired.
- Infrared absorbers, antistatic agents, adhesive improvers, leveling agents, thixotropic properties, coupling agents, plasticizers, defoamers, fillers, blocking inhibitors, lubricants, solvents, etc. can be added. ..
- a weather resistant agent such as an ultraviolet absorber and a light stabilizer.
- the ultraviolet absorber and the light stabilizer may be appropriately selected from the ultraviolet absorbers and the light stabilizer exemplified as those
- the thickness of the surface protective layer is preferably based on the upper surface of the primer layer in consideration of protection of the decorative material, improvement of stain resistance and abrasion resistance, and ease of formation of the surface protective layer. It is 1 ⁇ m or more, more preferably 2 ⁇ m or more, further preferably 3 ⁇ m or more, and the upper limit is preferably 15 ⁇ m or less, more preferably 10 ⁇ m or less, still more preferably 7 ⁇ m or less.
- the convex portion 6 is formed on the outermost surface of the decorative material of the present invention immediately above the raised printing layer, that is, on the outermost surface of the raised printing layer on the side where the surface protective layer of the base material is provided. It is a convex portion corresponding to the raised printing layer. Further, the convex portion can be said to be a portion in which the surface protection layer is coated on the raised print layer, and this is referred to as a “convex portion corresponding to the raised print layer”.
- the decorative material of the present invention has an extremely high tactile sensation by having a physically uneven shape due to the convex portion.
- the convex portion has a fine convex portion corresponding to the fine convex shape on the surface of the raised printing layer, which is expressed corresponding to the shape of the raising aid included in the raised printing layer. Is preferable. By having such a fine convex portion, a higher tactile sensation can be obtained and a visual unevenness can be improved, so that a higher design property can be obtained.
- the height of the convex part (when based on the outermost surface) is approximately the same as the thickness of the raised print layer. Therefore, the height of the convex portion (based on the outermost surface) is preferably 3 ⁇ m or more, more preferably 5 ⁇ m or more, further preferably 10 ⁇ m or more, still more preferably 20 ⁇ m or more, and is preferably an upper limit. It is 50 ⁇ m or less.
- the convex portion corresponds to the raised printing layer, it is preferable to have a portion composed of a group of protrusions, and the preferred embodiment of the shape is the same as that of the raised printing layer.
- the wide-area decorative layer 7 is a layer in which the covering area in a plan view is wider than that of the pattern layer between the base material and the pattern layer or on the same surface as the pattern layer, and the decorative material of the present invention has a pattern. It is a layer that imparts design as a pattern layer together with the layer. In the present invention, from the viewpoint of improving the design, it is preferable that the present invention is composed of a plurality of layers having a pattern layer and a wide area decorative layer.
- the wide-area decorative layer may be in the form of a colored layer (so-called “solid layer”) uniformly provided so as to cover the entire surface, or the covering area in a plan view is larger than that of the pattern layer. If it is wider than that, it may be in the form of a stalk layer provided so as to partially cover it, or it may be in the form of having the colored layer and the stalk layer.
- the wide-area decorative layer is a pattern layer
- the decorative material of the present invention may also have a wide-area decorative layer in which a part thereof is formed by the pattern layer. Therefore, even if the wide-area decorative layer is provided on the same surface as the pattern layer, such as the wide-area decorative layer 72 shown in FIG. (4-c), so as to coexist with the pattern layer. Good.
- the wide area decorative layer may be a layer composed of one layer as shown in FIGS. (2-b) and (4-b), or two or more layers as shown in FIG. (4-c). It may be a layer composed of a plurality of layers of.
- a large area decorative layer expressing a high gloss (glossy or high gloss) spring material part, and a high gloss autumn material part (shining part). It can be formed by combining a wide area decorative layer expressing the above and a pattern layer expressing a low gloss (matte or low gloss) conduit portion. Further, specific examples of proper use of the pattern layer and the wide area decorative layer in other patterns are as described above.
- the resin composition described as being usable for forming the above-mentioned pattern layer can be used.
- the thickness of the wide-area decorative layer may be appropriately determined as desired, and may be selected from the numerical range described as the thickness of the pattern layer.
- the decorative material of the present invention is, for example, a step of providing a wide area decorative layer on a base material, a step of providing a pattern layer on the wide area decorative layer, a step of providing at least a primer layer so as to cover the pattern layer, the pattern.
- the resin composition used for forming the wide-area decorative layer is applied onto the base material, and the desired colored layer and the pattern layer are provided to form the wide-area decorative layer. Then, the resin composition used for forming the pattern layer is applied to form the pattern layer.
- the resin composition is applied by a known method such as a gravure printing method, a bar coating method, a roll coating method, a reverse roll coating method, or a comma coating method, preferably a gravure printing method.
- the surface treatment when the surface treatment is applied to the base material, it may be performed before the wide area decorative layer is formed, and when the easy adhesive layer is provided, it may be performed before the wide area decorative layer is formed. Further, when the back surface easy-adhesion layer is provided on the surface (back surface) opposite to the surface on which the pattern layer of the base material is provided, it may be provided before or after the formation of the wide-area decorative layer.
- the resin composition used for forming the primer layer may be applied to form the primer layer, and the coating method may be appropriately selected from the method for applying the resin composition for forming the wide area decorative layer.
- the raised printing layer may be formed by applying the resin composition used for forming the raised printing layer, and the coating method is the coating of the resin composition for forming the wide area decorative layer. It may be adopted by appropriately selecting from the method of.
- a curable resin composition containing a liquid uncured product of a curable resin which is used for forming the surface protective layer, is applied to the entire surface of the decorative material and cured if necessary.
- a method for applying the uncured resin composition containing the liquid uncured product any of the known methods exemplified as the method for applying the resin composition for the wide area decorative layer may be adopted.
- the curing method of the uncured resin composition containing the liquid uncured product of the curable resin may be selected according to the type of the curable resin contained in the uncured resin composition. For example, when the uncured resin composition is a resin composition containing a liquid uncured product of a thermosetting resin, it may be cured by performing a heat treatment according to the thermosetting resin to be used.
- the uncured resin layer formed by coating the uncured resin composition is irradiated with ionizing radiation such as an electron beam or ultraviolet rays. It may be a cured product.
- ionizing radiation such as an electron beam or ultraviolet rays.
- the accelerating voltage can be appropriately selected according to the resin to be used and the thickness of the layer, but the uncured resin layer can usually be cured at an accelerating voltage of about 70 to 300 kV. preferable.
- the irradiation dose is preferably an amount at which the crosslink density of the ionizing radiation curable resin is saturated, and is usually selected in the range of 5 to 300 kGy (0.5 to 30 Mrad), preferably 10 to 50 kGy (1 to 5 Mrad).
- the electron beam source is not particularly limited, and for example, a cockloft Walton type, a bandegraft type, a resonance transformer type, an insulated core transformer type, or various electron beam accelerators such as a linear type, a dynamitron type, and a high frequency type are used. be able to.
- ultraviolet rays When ultraviolet rays are used as ionizing radiation, those containing ultraviolet rays having a wavelength of 190 to 380 nm are emitted.
- the ultraviolet source is not particularly limited, and for example, a high-pressure mercury lamp, a low-pressure mercury lamp, a metal halide lamp, a carbon arc lamp, or the like is used.
- a concave-convex shape can be imparted by heat-press molding with an embossed plate, if necessary.
- the conditions for heat and pressure molding may be appropriately adjusted according to the type of the curable resin to be used, and are not particularly limited, but usually under temperature conditions of 100 to 200 ° C., the pressure is 0.1 to 9.8 MPa.
- the time is from 10 seconds to 120 minutes.
- the decorative material 10 of the present invention preferably has a surface shape such that the maximum height (Sz) measured in accordance with ISO 25178-6: 2010 is 15.0 ⁇ m or more.
- the maximum height (Sz) is a numerical value representing the distance from the highest point to the lowest point on the surface, and specifically, a convex portion in a decorative material, a preferably fine convex portion, and a pattern layer (or surface).
- the maximum height (Sz) is preferably 20.0 ⁇ m or more, more preferably 25.0 ⁇ m or more, still more preferably 40.0 ⁇ m or more.
- the upper limit of the maximum height (Sz) is not particularly limited because the larger the upper limit, the better the tactile sensation and design, but the surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 100.0 ⁇ m or less, preferably 85.0 ⁇ m or less.
- the numerical value concerning the characteristic of a surface shape is an average value of the numerical value measured by the method conforming to ISO 25178-6: 2010 at arbitrary 10 points of a decorative sheet.
- the decorative material 10 of the present invention preferably has a surface shape such that the protruding peak height (Spk) measured in accordance with ISO 25178-6: 2010 is 4.1 ⁇ m or more. ..
- the protruding peak height (Spk) is a numerical value indicating the average height of the protruding peak, and specifically, is an index indicating a state of local swelling of a convex portion and a preferably fine convex portion in a decorative material.
- the tactile sensation is mainly improved.
- the height of the protruding ridge (Spk) is more preferably 5.0 ⁇ m or more, further preferably 6.0 ⁇ m or more, and even more preferably 7.0 ⁇ m or more.
- the upper limit of the height of the protruding ridge (Spk) tends to improve the tactile sensation as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 30.0 ⁇ m or less, preferably 25.0 ⁇ m or less.
- the decorative material 10 of the present invention preferably has a surface shape such that the maximum mountain height (Sp) measured in accordance with ISO 25178-6: 2010 is 1.0 ⁇ m or more.
- the maximum mountain height (Sp) is a numerical value representing the maximum value of the height from the average surface of the surface, and specifically, the height of the convex portion from the surface of the decorative material and the height of the fine convex portion preferably provided.
- the tactile sensation is mainly improved.
- the maximum mountain height (Sp) is more preferably 5.0 ⁇ m or more, further preferably 10.0 ⁇ m or more, and even more preferably 15.0 ⁇ m or more.
- the upper limit of the maximum mountain height (Sp) tends to improve the tactile sensation as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and ease of manufacture Considering the above, it is 60.0 ⁇ m or less, preferably 45.0 ⁇ m or less.
- the decorative material 10 of the present invention preferably has a surface shape such that the arithmetic mean height (Sa) measured in accordance with ISO 25178-6: 2010 is 2.0 ⁇ m or more.
- the arithmetic mean height (Sa) is a numerical value representing the average of the absolute values of the heights of the concave and convex portions from the average surface of the surface, specifically, the convex portion and the preferably provided fine convex portion.
- the Sa (Sa) is 2.0 ⁇ m or more, the designability is improved mainly due to the physical uneven shape and the visual unevenness.
- the arithmetic mean height (Sa) is more preferably 2.3 ⁇ m or more, further preferably 2.5 ⁇ m or more, and even more preferably 3.0 ⁇ m or more.
- the upper limit of the maximum mountain height (Sp) tends to improve the design as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 15.0 ⁇ m or less, preferably 10.0 ⁇ m or less, and more preferably 5.0 ⁇ m or less.
- the decorative material of the present invention preferably has the characteristics of a specific surface shape, which makes it easier for the decorative material of the present invention to have a higher tactile sensation, and also has a physical uneven shape and visual sense. It is easy to have excellent design due to the unevenness.
- the decorative material of the present invention has a high tactile sensation developed by the physical uneven shape, and has excellent design properties due to the physical uneven shape and the visual uneven shape, and is also excellent in stain resistance and abrasion resistance. Is. Therefore, the decorative material of the present invention can be used as it is, laminated on the adherend via an adhesive layer, or subjected to a predetermined molding process or the like for various purposes. For example, flat plates of various materials, plates such as curved plates, sheets (or films) and other adherends are laminated, and interior members of buildings such as walls, ceilings and floors or outer walls, roofs, eaves ceilings, fences, etc.
- Exterior materials such as gates, window frames, various doors such as entrance doors, handrails, skirts, surrounding edges, window frames, door frames, fittings or construction members such as malls, kitchen or kitchen furniture, furniture or home appliances , Can be used for surface decorative boards of cabinets of OA equipment, vehicle interior members, exterior members, and the like.
- Examples of the adherend include wood single boards made of various woods such as cedar, cypress, pine, and lauan, wood plywood, particle boards, MDF (medium density fiberboard), and wood fiber boards such as laminated wood.
- Wood members used as three-dimensional articles, etc . Plates and steel plates such as iron and aluminum, three-dimensional articles, metal members used as sheets, etc .; Ceramics such as glass and ceramics, non-cement ceramic materials such as gypsum, ALC ( Ceramic members used as plate materials such as non-ceramic ceramic materials such as (lightweight cellular concrete) plates and three-dimensional articles; polyolefin resins such as acrylic resin, polyester resin, polystyrene, polypropylene, ABS (acrylonitrile-butadiene-styrene copolymer) ) Resin, phenol resin, vinyl chloride resin, cellulose resin, plate materials such as rubber, three-dimensional shaped articles, resin members used as sheets and the like can be mentioned. In addition, these members can be used alone
- the adhesive used for the adhesive layer is not particularly limited, and known adhesives can be used.
- adhesives such as heat-sensitive adhesives and pressure-sensitive adhesives are preferable.
- the resin used for the adhesive constituting the adhesive layer include acrylic resin, polyurethane resin, vinyl chloride resin, vinyl acetate resin, vinyl chloride-vinyl acetate copolymer resin, styrene-acrylic copolymer resin, and polyester resin. , Polycarbonate resin and the like, and these can be used alone or in combination of two or more. Further, a two-component curing type polyurethane-based adhesive or polyester-based adhesive using an isocyanate compound or the like as a curing agent can also be applied.
- An adhesive may also be used for the adhesive layer.
- the pressure-sensitive adhesive acrylic-based, urethane-based, silicone-based, rubber-based and other pressure-sensitive adhesives can be appropriately selected and used.
- the adhesive layer is formed by applying and drying the above resin in a form that can be applied such as a solution or an emulsion by a means such as a gravure printing method, a screen printing method, or a reverse coating method using a gravure plate. can do.
- the thickness of the adhesive layer is not particularly limited, but from the viewpoint of obtaining excellent adhesiveness, it is preferably 1 ⁇ m or more and 100 ⁇ m or less, more preferably 5 ⁇ m or more and 50 ⁇ m or less, and further preferably 10 ⁇ m or more and 30 ⁇ m or less.
- Table 1 shows the results of classifying the aggregated gloss matte feeling evaluations according to the following criteria. A: More than 18 out of 20 people answered that they had an excellent design with unevenness. B: Of the 20 people, 15 or more and 17 or less answered that they had an excellent design with unevenness. C: 11 out of 20 people answered that they had an excellent design with unevenness, and 14 people or less. D: Less than 10 out of 20 people answered that they had an excellent design with unevenness.
- Example 1 A colored single-layer PET sheet for building materials (manufactured by Toyo Boseki Co., Ltd., "A4100 (model number)", thickness: 50 ⁇ m) that has been easily adhered is used as a base material, and an acrylic resin is applied to the surface of the base material that has been easily adhered.
- a resin composition containing titanium white, a valve handle, and yellow lead as a colorant was applied by a gravure printing method using a mixed resin with a urethane resin as a binder to form a colored layer having a thickness of 5 ⁇ m.
- a wide-area decorative layer constituting a wood surface portion composed of a spring material portion and an autumn material portion by using a resin composition containing a nitrocellulose as a binder and a colorant containing a valve handle as a main component on the colored layer.
- a wood grain pattern having the above was formed, and a conduit portion was further formed as a pattern layer on the wide area decorative layer.
- an ionizing radiation curable resin composition for forming a surface protective layer (ionizing radiation curable resin: electron beam curable acrylate resin, other additives: silica, extender pigment) is applied over the entire surface by a roll coating method to the surface.
- An uncured resin layer to be a protective layer is formed and irradiated with an electron beam (pressurized voltage: 175 KeV, 5Mrad (50 kGy)) to cure the uncured resin layer to form a surface protective layer (thickness: 5 ⁇ m). Formed. Then, it was heat-cured at 70 ° C. for 24 hours to obtain the cosmetic material of Example 1.
- the obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
- Example 1 (Examples 2 to 4, Comparative Examples 2 and 3)
- Example 1 a decorative material was produced in the same manner as in Example 1 except that the coverage of the raised print layer on the entire surface of the decorative material and the non-formed region of the pattern layer was set as shown in Table 1. The above evaluation was performed on the obtained decorative board, and the results are shown in Table 1.
- Example 5 the resin composition used for the swelling printing layer is a resin composition containing acrylic resin as a main component and acrylic beads as a swelling aid (heaping aid average particle size 30 ⁇ m, swelling auxiliary content: resin).
- a decorative material was obtained in the same manner as in Example 1 except that the number of beads made of acrylic resin was 35 parts by mass with respect to 100 parts by mass. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
- Example 6 A decorative material was obtained in the same manner as in Example 1 except that the primer layer was not provided in Example 1. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
- Example 1 A decorative material was produced in the same manner as in Example 1 except that the raised print layer was not provided in Example 1. The above evaluation was performed on the obtained decorative board, and the results are shown in Table 1.
- the decorative material of the present invention has a high tactile sensation developed by the physical uneven shape, and excellent designability due to the physical uneven shape and the visual uneven shape, and also has stain resistance. And it was excellent in abrasion resistance.
- the decorative material of Comparative Example 1 having no raised printing layer had no tactile sensation and unevenness, and was inferior in design.
- the decorative materials of Comparative Examples 2 and 3 having a raised printing layer but having a coverage of less than 30% were inferior in tactile sensation and unevenness, and could not be said to have excellent designability.
- Cosmetic material 1. Base material 1F. One side of the substrate 2. Picture layer 3. Primer layer 4. Raised print layer 5. Surface protective layer 6. Convex part 7. Large area decorative layer 71. Large area decorative layer 72. Large area decorative layer N. Normal direction
Abstract
The present invention provides a decorative material that has high tactility expressed by a physical uneven shape, has exceptional design properties through a visual sense of irregularity accompanying the physical uneven shape, and has exceptional soiling resistance and abrasion resistance. This decorative material has a substrate, a pattern layer that covers a portion of one surface of the substrate, a raised printing layer, and a surface-protective layer, wherein the decorative material is such that: the raised printing layer is provided so as to cover at least a part of a region where the pattern layer is not formed in plan view, and so as to cover at least 30% of the total surface of the decorative material; the surface-protective layer is provided to the entire surface of the decorative material so as to cover the substrate, the pattern layer, and the raised printing layer; and protrusions that correspond to the raised printing layer are formed in the outermost surface of the decorative material at portions above the raised printing layer.
Description
本発明は、化粧材に関するものである。
The present invention relates to a decorative material.
壁、天井、床等の建築物の内装用部材又は外壁、屋根、軒天井、柵、門扉等の外装用部材、窓枠、玄関ドア等の各種扉、手すり、幅木、廻り縁、窓枠、扉枠、モール等の建具又は造作部材の他、キッチン設備又は厨房家具、家具又は家電製品、OA機器等のキャビネットの表面化粧板、車両の内装用部材又は外装用部材等は、一般的に、樹脂部材、木質部材、金属部材等の各種部材を被着材として、これらの被着材に化粧材を貼り合わせたもの等が用いられる。
Interior members of buildings such as walls, ceilings and floors or exterior members such as exterior walls, roofs, eaves ceilings, fences and gates, various doors such as window frames and entrance doors, handrails, skirting boards, surrounding edges and window frames. , Door frames, fittings such as moldings or building members, kitchen equipment or kitchen furniture, furniture or home appliances, cabinet surface veneers such as OA equipment, vehicle interior members or exterior members, etc. are generally used. , Resin members, wood members, metal members, and other various members are used as adherends, and decorative materials are attached to these adherends.
上記用途に用いられる化粧材としては、例えば、基材上に、低艶絵柄インキ層からなる模様、表面保護層等を有し、該模様領域とその周辺領域との間に艶差を有するように構成された化粧材が提案されている。この化粧材においては、かかる艶差に起因した視覚的効果(「グロスマット効果」とも称される。)によって、実在の凹部は未形成で実質上表面が平坦部であるにも関わらず、エンボス(賦型)加工がなくても、印刷及び塗布工程のみで、周囲に対して相対的に低光沢となった該模様領域が凹部として認識される(例えば、特許文献1及び2)。
また、基材シート上に撥液絵柄層と、該撥液絵柄層を凹部とする凹凸模様層とを有し、該凹凸模様層の凸部上面にトップコート層を形成した化粧シートが提案されている(例えば、特許文献3)。 As the decorative material used for the above-mentioned applications, for example, a pattern composed of a low-gloss pattern ink layer, a surface protective layer, and the like are provided on a base material, and a gloss difference is provided between the pattern area and its peripheral area. A decorative material composed of ink is proposed. In this decorative material, due to the visual effect (also referred to as "gloss matte effect") caused by such a gloss difference, the actual recess is not formed and the surface is substantially flat, but the surface is embossed. Even if there is no (molding) processing, the pattern region having a relatively low gloss with respect to the surroundings is recognized as a recess only in the printing and coating steps (for example,Patent Documents 1 and 2).
Further, a decorative sheet having a liquid-repellent pattern layer on a base material sheet and an uneven pattern layer having the liquid-repellent pattern layer as a concave portion, and a top coat layer formed on the upper surface of the convex portion of the uneven pattern layer has been proposed. (For example, Patent Document 3).
また、基材シート上に撥液絵柄層と、該撥液絵柄層を凹部とする凹凸模様層とを有し、該凹凸模様層の凸部上面にトップコート層を形成した化粧シートが提案されている(例えば、特許文献3)。 As the decorative material used for the above-mentioned applications, for example, a pattern composed of a low-gloss pattern ink layer, a surface protective layer, and the like are provided on a base material, and a gloss difference is provided between the pattern area and its peripheral area. A decorative material composed of ink is proposed. In this decorative material, due to the visual effect (also referred to as "gloss matte effect") caused by such a gloss difference, the actual recess is not formed and the surface is substantially flat, but the surface is embossed. Even if there is no (molding) processing, the pattern region having a relatively low gloss with respect to the surroundings is recognized as a recess only in the printing and coating steps (for example,
Further, a decorative sheet having a liquid-repellent pattern layer on a base material sheet and an uneven pattern layer having the liquid-repellent pattern layer as a concave portion, and a top coat layer formed on the upper surface of the convex portion of the uneven pattern layer has been proposed. (For example, Patent Document 3).
ところで、近年の消費者の高級品志向の高まり、あるいは志向の多様化に伴い、上記の内装用部材、外装用部材等に求められる意匠性への要望は、複雑化し、またより厳しくなっている。特許文献1及び2に記載される化粧材は、艶差により凹凸感を有しており、優れた意匠性を有するものではあるものの、凹凸感は凹部及び凸部の2段階(又は2階調)のみと単調であるとともに、視覚的凹凸感の段差自体も少ないものである。そのため、より複雑化し、かつ厳しくなっている意匠性への要望に対応できない場合が生じるようになっている。
By the way, with the recent increase in consumers' preference for luxury goods or the diversification of their preference, the demand for designability required for the above-mentioned interior members, exterior members, etc. has become more complicated and stricter. .. The decorative materials described in Patent Documents 1 and 2 have a feeling of unevenness due to the difference in luster, and although they have an excellent design property, the feeling of unevenness has two stages (or two gradations) of a concave portion and a convex portion. ) Is monotonous, and there are few steps in the visual unevenness. Therefore, there are cases where it is not possible to meet the increasingly complicated and strict demand for design.
かかる要望に対応する化粧シートとして特許文献3に記載される化粧シートが提案されている。しかし、トップコート層が凹凸模様層の凸部上面に部分的に設けられていることから、使用しているとトップコート層が選択的に摩耗により消失し、耐摩耗性に対する要望に対応できず、更に意匠性の低下も生じる事態となっている。
A decorative sheet described in Patent Document 3 has been proposed as a decorative sheet corresponding to such a request. However, since the top coat layer is partially provided on the upper surface of the convex portion of the uneven pattern layer, the top coat layer selectively disappears due to wear when used, and it is not possible to meet the demand for wear resistance. In addition, the design is also deteriorated.
本発明は、このような状況下になされたもので、物理的な凹凸形状により発現する高い触感、及び物理的な凹凸形状と視覚的な凹凸感による優れた意匠性を有するとともに、耐汚染性及び耐摩耗性に優れる化粧材を提供することを目的とするものである。
The present invention has been made under such circumstances, and has a high tactile sensation developed by a physical uneven shape, an excellent design property due to a physical uneven shape and a visual uneven shape, and stain resistance. It is an object of the present invention to provide a decorative material having excellent wear resistance.
本発明者らは、前記課題を解決するために鋭意研究を重ねた結果、下記の構成を有する化粧材に係る発明により前記課題を解決できることを見出した。
As a result of diligent research to solve the above-mentioned problems, the present inventors have found that the above-mentioned problems can be solved by an invention relating to a cosmetic material having the following constitution.
[1]基材、該基材の一方の面の一部分を被覆する絵柄層、盛上げ印刷層及び表面保護層を有する化粧材であって、
該盛上げ印刷層が、平面視において、該絵柄層の非形成領域の少なくとも一部を被覆するとともに、該化粧材の全面に対して30%以上を被覆するように設けられ、
該表面保護層が、該基材、該絵柄層及び該盛上げ印刷層を被覆するように、該化粧材の全面に設けられ、
該盛上げ印刷層の直上部の該化粧材の最表面に、該盛上げ印刷層に対応した凸状部を有する、
化粧材。
[2]前記基材と、前記絵柄層との間に、平面視における被覆面積が該絵柄層よりも広い広面積装飾層を有する上記[1]に記載の化粧材。
[3]平面視において、少なくとも前記絵柄層を被覆するようにプライマー層を有する上記[1]又は[2]に記載の化粧材。
[4]前記盛上げ印刷層が、その表面に前記盛上げ助剤に対応した微細凸状部を有する上記[1]~[3]のいずれか1に記載の化粧材。
[5]更に、前記基材の前記絵柄層を有する面とは反対側の面に、接着剤層を介して被着体を有する上記[1]~[4]のいずれか1に記載の化粧材。 [1] A decorative material having a base material, a pattern layer covering a part of one surface of the base material, a raised printing layer, and a surface protective layer.
The raised printing layer is provided so as to cover at least a part of the non-formed region of the pattern layer and 30% or more of the entire surface of the decorative material in a plan view.
The surface protective layer is provided on the entire surface of the decorative material so as to cover the base material, the pattern layer, and the raised printing layer.
A convex portion corresponding to the raised printing layer is provided on the outermost surface of the decorative material immediately above the raised printing layer.
Cosmetic material.
[2] The decorative material according to the above [1], which has a wide-area decorative layer having a covering area wider than that of the pattern layer in a plan view between the base material and the pattern layer.
[3] The decorative material according to the above [1] or [2], which has a primer layer so as to cover at least the pattern layer in a plan view.
[4] The decorative material according to any one of [1] to [3] above, wherein the raised printing layer has a fine convex portion corresponding to the raised auxiliary agent on the surface thereof.
[5] The cosmetic according to any one of [1] to [4] above, wherein the base material has an adherend on a surface opposite to the surface having the pattern layer, via an adhesive layer. Material.
該盛上げ印刷層が、平面視において、該絵柄層の非形成領域の少なくとも一部を被覆するとともに、該化粧材の全面に対して30%以上を被覆するように設けられ、
該表面保護層が、該基材、該絵柄層及び該盛上げ印刷層を被覆するように、該化粧材の全面に設けられ、
該盛上げ印刷層の直上部の該化粧材の最表面に、該盛上げ印刷層に対応した凸状部を有する、
化粧材。
[2]前記基材と、前記絵柄層との間に、平面視における被覆面積が該絵柄層よりも広い広面積装飾層を有する上記[1]に記載の化粧材。
[3]平面視において、少なくとも前記絵柄層を被覆するようにプライマー層を有する上記[1]又は[2]に記載の化粧材。
[4]前記盛上げ印刷層が、その表面に前記盛上げ助剤に対応した微細凸状部を有する上記[1]~[3]のいずれか1に記載の化粧材。
[5]更に、前記基材の前記絵柄層を有する面とは反対側の面に、接着剤層を介して被着体を有する上記[1]~[4]のいずれか1に記載の化粧材。 [1] A decorative material having a base material, a pattern layer covering a part of one surface of the base material, a raised printing layer, and a surface protective layer.
The raised printing layer is provided so as to cover at least a part of the non-formed region of the pattern layer and 30% or more of the entire surface of the decorative material in a plan view.
The surface protective layer is provided on the entire surface of the decorative material so as to cover the base material, the pattern layer, and the raised printing layer.
A convex portion corresponding to the raised printing layer is provided on the outermost surface of the decorative material immediately above the raised printing layer.
Cosmetic material.
[2] The decorative material according to the above [1], which has a wide-area decorative layer having a covering area wider than that of the pattern layer in a plan view between the base material and the pattern layer.
[3] The decorative material according to the above [1] or [2], which has a primer layer so as to cover at least the pattern layer in a plan view.
[4] The decorative material according to any one of [1] to [3] above, wherein the raised printing layer has a fine convex portion corresponding to the raised auxiliary agent on the surface thereof.
[5] The cosmetic according to any one of [1] to [4] above, wherein the base material has an adherend on a surface opposite to the surface having the pattern layer, via an adhesive layer. Material.
本発明によれば、物理的な凹凸形状により発現する高い触感、及び物理的な凹凸形状と視覚的な凹凸感による優れた意匠性を有するとともに、耐汚染性及び耐摩耗性に優れる化粧材を提供することができる。
According to the present invention, a decorative material having a high tactile sensation developed by a physical uneven shape and an excellent design property due to a physical uneven shape and a visual uneven shape, and also having excellent stain resistance and abrasion resistance. Can be provided.
〔化粧材〕
以下、本発明の化粧材について説明する。なお、本明細書中において、数値範囲の記載に関する「以上」、「以下」及び「~」に係る数値は任意に組み合わせできる数値であり、実施例の数値は数値範囲の上下限に用い得る。 [Cosmetic material]
Hereinafter, the decorative material of the present invention will be described. In addition, in this specification, the numerical values relating to "greater than or equal to", "less than or equal to" and "to" relating to the description of the numerical range are numerical values that can be arbitrarily combined, and the numerical values of Examples can be used as the upper and lower limits of the numerical range.
以下、本発明の化粧材について説明する。なお、本明細書中において、数値範囲の記載に関する「以上」、「以下」及び「~」に係る数値は任意に組み合わせできる数値であり、実施例の数値は数値範囲の上下限に用い得る。 [Cosmetic material]
Hereinafter, the decorative material of the present invention will be described. In addition, in this specification, the numerical values relating to "greater than or equal to", "less than or equal to" and "to" relating to the description of the numerical range are numerical values that can be arbitrarily combined, and the numerical values of Examples can be used as the upper and lower limits of the numerical range.
本発明の化粧材は、基材、該基材の一方の面の一部分を被覆する絵柄層、盛上げ印刷層及び表面保護層を有する化粧材であって、該盛上げ印刷層が、平面視において、該絵柄層の非形成領域の少なくとも一部を被覆するとともに、該化粧材の全面に対して30%以上を被覆するように設けられ、該表面保護層が、該基材、該絵柄層及び該盛上げ印刷層を被覆するように、該化粧材の全面に設けられ、該盛上げ印刷層の直上部の該化粧材の最表面に、該盛上げ印刷層に対応した凸状部を有する、というものである。
The decorative material of the present invention is a decorative material having a base material, a pattern layer covering a part of one surface of the base material, a raised printing layer and a surface protection layer, and the raised printing layer is viewed in a plan view. It is provided so as to cover at least a part of the non-formed region of the pattern layer and cover 30% or more of the entire surface of the decorative material, and the surface protective layer is provided on the base material, the pattern layer and the pattern layer. It is provided on the entire surface of the decorative material so as to cover the raised printing layer, and has a convex portion corresponding to the raised printing layer on the outermost surface of the decorative material immediately above the raised printing layer. is there.
本発明において、「平面視」とは、化粧材の表面保護層側の表面上から該化粧材を見下ろした外観、すなわち化粧材の厚み方向と視線方向とのなす角度が0°以上90°以下として見下ろした外観のことをいう。「平面視」の典型的な例を、図1及び図(2-a)を参照して説明すると、視線方向を化粧材10の表面保護層6側の面の法線方向Nに一致させて目視する場合であり、この場合の化粧材の厚み方向と視線方向とのなす角度は0°となる。
In the present invention, "planar view" means the appearance of the decorative material looking down from the surface on the surface protective layer side, that is, the angle formed by the thickness direction and the line-of-sight direction of the decorative material is 0 ° or more and 90 ° or less. It refers to the appearance that is looked down on. Explaining a typical example of "planar view" with reference to FIGS. 1 and (2-a), the line-of-sight direction is made to coincide with the normal direction N of the surface of the decorative material 10 on the surface protective layer 6 side. In this case, the angle between the thickness direction of the decorative material and the line-of-sight direction is 0 °.
以下、本発明の化粧材の構成を、図1~4を用いて説明する。
図1は、本発明の化粧材10の外観を示す模式斜視図であり、本発明の化粧材10が、基材1、絵柄層2、盛上げ印刷層4、表面保護層5及び凸状部6を有していることが示されている。図1において、プライマー層3は、絵柄層2を少なくとも被覆するように設けられているが、本図では図示していない。また、図3は、本発明の化粧材10の外観を示す模式斜視図であり、本発明の化粧材10が、基材1、広面積装飾層7、絵柄層2、盛上げ印刷層4、表面保護層5及び凸状部6を有していることが示されている。
より具体的には、その表面に表面保護層5が設けられており、盛上げ印刷層4の直上部の化粧材10の最表面(該表面保護層5の表面上)に、該盛上げ印刷層4に対応した凸状部6を有していること、また平面視において盛上げ印刷層4が絵柄層2の非形成領域の少なくとも一部を被覆し、かつ化粧材の全面に対して30%以上を被覆するように設けられていること、が分かる。 Hereinafter, the constitution of the decorative material of the present invention will be described with reference to FIGS. 1 to 4.
FIG. 1 is a schematic perspective view showing the appearance of thedecorative material 10 of the present invention. The decorative material 10 of the present invention contains a base material 1, a pattern layer 2, a raised printing layer 4, a surface protective layer 5, and a convex portion 6. It is shown to have. In FIG. 1, the primer layer 3 is provided so as to cover at least the pattern layer 2, but is not shown in this figure. Further, FIG. 3 is a schematic perspective view showing the appearance of the decorative material 10 of the present invention, wherein the decorative material 10 of the present invention has a base material 1, a large area decorative layer 7, a pattern layer 2, a raised printing layer 4, and a surface. It is shown to have a protective layer 5 and a convex portion 6.
More specifically, the surfaceprotective layer 5 is provided on the surface thereof, and the raised printing layer 4 is provided on the outermost surface of the decorative material 10 (on the surface of the surface protective layer 5) immediately above the raised printing layer 4. The raised printing layer 4 covers at least a part of the non-formed region of the pattern layer 2 in a plan view, and 30% or more of the entire surface of the decorative material is covered. It can be seen that it is provided so as to cover it.
図1は、本発明の化粧材10の外観を示す模式斜視図であり、本発明の化粧材10が、基材1、絵柄層2、盛上げ印刷層4、表面保護層5及び凸状部6を有していることが示されている。図1において、プライマー層3は、絵柄層2を少なくとも被覆するように設けられているが、本図では図示していない。また、図3は、本発明の化粧材10の外観を示す模式斜視図であり、本発明の化粧材10が、基材1、広面積装飾層7、絵柄層2、盛上げ印刷層4、表面保護層5及び凸状部6を有していることが示されている。
より具体的には、その表面に表面保護層5が設けられており、盛上げ印刷層4の直上部の化粧材10の最表面(該表面保護層5の表面上)に、該盛上げ印刷層4に対応した凸状部6を有していること、また平面視において盛上げ印刷層4が絵柄層2の非形成領域の少なくとも一部を被覆し、かつ化粧材の全面に対して30%以上を被覆するように設けられていること、が分かる。 Hereinafter, the constitution of the decorative material of the present invention will be described with reference to FIGS. 1 to 4.
FIG. 1 is a schematic perspective view showing the appearance of the
More specifically, the surface
本発明の化粧材10の断面模式図である図(2-a)には、基材1の一方の面1Fの一部分を被覆する絵柄層2、少なくとも該絵柄層2を被覆する(図(2-a)の形態では絵柄層2の形成領域及び絵柄層2の非形成領域にわたる全面を被覆する)ようにプライマー層3が設けられ、該プライマー層3上の該絵柄層2が設けられていない領域(非形成領域)の少なくとも一部を被覆するように盛上げ印刷層4が設けられ、表面保護層5が基材1、絵柄層2、プライマー層3及び盛上げ印刷層4を被覆するように化粧材の全面に設けられ、盛上げ印刷層4の直上部の、化粧材10の最表面となる表面保護層5の表面には、該盛上げ印刷層4に対応した凸状部6を有することが示される。
FIG. (2-a), which is a schematic cross-sectional view of the decorative material 10 of the present invention, covers a pattern layer 2 that covers a part of one surface 1F of the base material 1, and at least the pattern layer 2 (FIG. (2). In the form of −a), the primer layer 3 is provided so as to cover the entire surface covering the formed region of the pattern layer 2 and the non-formed region of the pattern layer 2), and the pattern layer 2 on the primer layer 3 is not provided. The raised print layer 4 is provided so as to cover at least a part of the region (non-formed region), and the surface protective layer 5 is cosmetic so as to cover the base material 1, the pattern layer 2, the primer layer 3, and the raised print layer 4. It is shown that the surface of the surface protective layer 5 which is provided on the entire surface of the material and is the outermost surface of the decorative material 10 immediately above the raised printing layer 4 has a convex portion 6 corresponding to the raised printing layer 4. Is done.
プライマー層3は、図(2-a)に示されるように、少なくとも絵柄層2を被覆するように設けられていれば、化粧材の全面を被覆するように設けられていてもよいし、また図(2-c)のように全面を被覆するように設けられていなくてもよい。図(2-c)のように、一部にプライマー層3が設けられる場合は、基材1の一方の面1F上に盛上げ印刷層4が設けられ、基材1の一方の面1F上であって絵柄層2、プライマー層3、及び盛上げ印刷層4のいずれもが設けられていない領域では、表面保護層5が基材2の上に接するように設けられていてもよい。
As shown in FIG. (2-a), the primer layer 3 may be provided so as to cover at least the entire surface of the decorative material as long as it is provided so as to cover the pattern layer 2. It does not have to be provided so as to cover the entire surface as shown in FIG. (2-c). As shown in FIG. (2-c), when the primer layer 3 is partially provided, the raised printing layer 4 is provided on one surface 1F of the base material 1 and is provided on one surface 1F of the base material 1. In the region where none of the pattern layer 2, the primer layer 3, and the raised printing layer 4 is provided, the surface protective layer 5 may be provided so as to be in contact with the base material 2.
図(2-b)に示されるように、本発明の化粧材10は、基材1と絵柄層2との間に広面積装飾層7を有していてもよく、該広面積装飾層7は化粧材10の全面を被覆するように設けられていてもよいし(いわゆる「ベタ層」)、柄を形成する層であってもよい。広面積装飾層7は、柄を形成する層である場合、絵柄層2と広面積装飾層7とは平面視において互いに相補的に存在し、両者をあわせて基材1の一方の面1Fの全面を被覆する。通常の化粧材が表現する意匠外観の場合においては、広面積装飾層7は、平面視における被覆面積が相対的に絵柄層2よりも広く設けられる層となることが多い。
また、必要に応じて、絵柄層2と広面積装飾層7とで、例えば艶消し剤の添加量、粒径、又はこれらの両方をかえることにより、絵柄層2と広面積装飾層7との間に所望の光沢度の差(艶差)を設けることができる。 As shown in FIG. (2-b), thedecorative material 10 of the present invention may have a wide area decorative layer 7 between the base material 1 and the pattern layer 2, and the wide area decorative layer 7 may be provided. May be provided so as to cover the entire surface of the decorative material 10 (so-called “solid layer”), or may be a layer forming a handle. When the wide-area decorative layer 7 is a layer forming a pattern, the pattern layer 2 and the wide-area decorative layer 7 are complementary to each other in a plan view, and both are combined to form one surface 1F of the base material 1. Cover the entire surface. In the case of the design appearance expressed by ordinary decorative materials, the wide area decorative layer 7 is often a layer in which the covering area in a plan view is relatively wider than that of the pattern layer 2.
Further, if necessary, thepattern layer 2 and the wide area decorative layer 7 can be combined with the pattern layer 2 and the wide area decorative layer 7 by changing, for example, the amount of the matting agent added, the particle size, or both of them. A desired difference in glossiness (gloss difference) can be provided between them.
また、必要に応じて、絵柄層2と広面積装飾層7とで、例えば艶消し剤の添加量、粒径、又はこれらの両方をかえることにより、絵柄層2と広面積装飾層7との間に所望の光沢度の差(艶差)を設けることができる。 As shown in FIG. (2-b), the
Further, if necessary, the
本発明の化粧材10の断面模式図である図(4-a)には、基材1の一方の面1Fの一部分を被覆する絵柄層2、該絵柄層2が設けられていない領域(非形成領域)の少なくとも一部を被覆するように盛上げ印刷層4が設けられ、表面保護層5が基材1、絵柄層2及び盛上げ印刷層4を被覆するように化粧材の全面に設けられ、盛上げ印刷層4の直上部の、化粧材10の最表面となる表面保護層5の表面には、該盛上げ印刷層4に対応した凸状部6を有することが示される。このように、本発明の化粧材10は、プライマー層3を有しない態様を有するものでもある。
本発明の化粧材10の断面模式図である図(4-b)には、上記図(4-a)において、基材1と絵柄層2との間に広面積装飾層7が設けられたものが示される。また、本発明の化粧材10の断面模式図である図(4-c)には、上記図(4-a)において、基材1と絵柄層2との間に広面積装飾層71が全面被覆のベタ層として設けられ、更に該広面積装飾層71の上に該絵柄層2と絵柄状に設けられた広面積装飾層72とが平面視において互いに相補的に配置されて両者によって基材の一方の面1Fの全面を被覆するように設けられたものが示される。
以下、本発明の化粧材を構成する各層について、より詳細に説明する。 In FIG. (4-a), which is a schematic cross-sectional view of thedecorative material 10 of the present invention, a pattern layer 2 covering a part of one surface 1F of the base material 1 and a region (non-existent) in which the pattern layer 2 is not provided. A raised printing layer 4 is provided so as to cover at least a part of the formed region), and a surface protective layer 5 is provided on the entire surface of the decorative material so as to cover the base material 1, the pattern layer 2, and the raised printing layer 4. It is shown that the surface of the surface protective layer 5 which is the outermost surface of the decorative material 10 immediately above the raised printing layer 4 has a convex portion 6 corresponding to the raised printing layer 4. As described above, the decorative material 10 of the present invention also has an aspect of not having the primer layer 3.
In FIG. (4-b), which is a schematic cross-sectional view of thedecorative material 10 of the present invention, a wide-area decorative layer 7 is provided between the base material 1 and the pattern layer 2 in the above figure (4-a). Things are shown. Further, in FIG. (4-c), which is a schematic cross-sectional view of the decorative material 10 of the present invention, in the above figure (4-a), the wide area decorative layer 71 is entirely between the base material 1 and the pattern layer 2. The pattern layer 2 and the wide area decorative layer 72 provided in a pattern pattern are arranged complementary to each other in a plan view on the wide area decorative layer 71, which is provided as a solid layer of the coating. The one provided so as to cover the entire surface of one surface 1F is shown.
Hereinafter, each layer constituting the decorative material of the present invention will be described in more detail.
本発明の化粧材10の断面模式図である図(4-b)には、上記図(4-a)において、基材1と絵柄層2との間に広面積装飾層7が設けられたものが示される。また、本発明の化粧材10の断面模式図である図(4-c)には、上記図(4-a)において、基材1と絵柄層2との間に広面積装飾層71が全面被覆のベタ層として設けられ、更に該広面積装飾層71の上に該絵柄層2と絵柄状に設けられた広面積装飾層72とが平面視において互いに相補的に配置されて両者によって基材の一方の面1Fの全面を被覆するように設けられたものが示される。
以下、本発明の化粧材を構成する各層について、より詳細に説明する。 In FIG. (4-a), which is a schematic cross-sectional view of the
In FIG. (4-b), which is a schematic cross-sectional view of the
Hereinafter, each layer constituting the decorative material of the present invention will be described in more detail.
(基材1)
基材1は、通常化粧材の基材として用いられるものを制限なく採用することができ、例えば、紙、不織布又は織布、樹脂、木材、金属、非金属無機材料等からなる基材が代表的に挙げられる。基材の厚みも特に制限はなく、フィルム、シート、又は板状の形態のものを所望に応じて適宜用いることができるが、通常は、フィルム又はシートとして20~300μm程度、板としては500μm~10cm程度のものが用いられる。 (Base material 1)
As thebase material 1, those usually used as a base material for decorative materials can be adopted without limitation, and for example, a base material made of paper, non-woven fabric or woven fabric, resin, wood, metal, non-metal inorganic material or the like is represented. Can be mentioned. The thickness of the base material is also not particularly limited, and a film, sheet, or plate-like form can be appropriately used as desired, but usually, the film or sheet is about 20 to 300 μm, and the plate is 500 μm or more. A film of about 10 cm is used.
基材1は、通常化粧材の基材として用いられるものを制限なく採用することができ、例えば、紙、不織布又は織布、樹脂、木材、金属、非金属無機材料等からなる基材が代表的に挙げられる。基材の厚みも特に制限はなく、フィルム、シート、又は板状の形態のものを所望に応じて適宜用いることができるが、通常は、フィルム又はシートとして20~300μm程度、板としては500μm~10cm程度のものが用いられる。 (Base material 1)
As the
紙基材としては、例えばクラフト紙、チタン紙、リンター紙、硫酸紙、グラシン紙、パーチメント紙、樹脂含浸紙、薄葉紙、和紙等が挙げられる。不織布又は織布の基材としては、例えばガラス、アルミナ、シリカ、炭素等の無機材料により構成される無機繊維、ポリエステル樹脂、アクリル樹脂、ポリエチレン、ポリプロピレン等の各種合成樹脂により構成される有機繊維で構成される不織布又は織布、またこれらの複合体等の基材が挙げられる。
Examples of the paper base material include kraft paper, titanium paper, linter paper, parchment paper, glassin paper, parchment paper, resin impregnated paper, thin leaf paper, Japanese paper and the like. The base material of the non-woven fabric or woven fabric is, for example, an inorganic fiber composed of an inorganic material such as glass, alumina, silica, or carbon, or an organic fiber composed of various synthetic resins such as polyester resin, acrylic resin, polyethylene, and polypropylene. Examples thereof include a non-woven fabric or woven fabric to be constructed, and a base material such as a composite thereof.
樹脂としては、例えば、ポリプロピレン、ポリエチレン、ポリオレフィン系熱可塑性エラストマー、アイオノマー等のポリオレフィン樹脂、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、エチレングリコール-テレフタル酸-イソフタル酸共重合体、ポリエステル系熱可塑性エラストマー等のポリエステル樹脂、ポリメチル(メタ)アクリレート、ポリブチル(メタ)アクリレート、メチル(メタ)アクリレート-ブチル(メタ)アクリレート共重合体等のアクリル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、アクリロニトリル-ブタジエン-スチレン樹脂(以下、「ABS樹脂」とも称する。)、塩化ビニル樹脂等の熱可塑性樹脂からなる樹脂基材が挙げられる。
Examples of the resin include polypropylene, polyethylene, polyolefin-based thermoplastic elastomers, polyolefin resins such as ionomer, polyethylene terephthalate (PET), polybutylene terephthalate (PBT), polyethylene naphthalate (PEN), ethylene glycol-terephthalic acid-isophthalic acid. Polypolymers, polyester resins such as polyester thermoplastic elastomers, polymethyl (meth) acrylates, polybutyl (meth) acrylates, methyl (meth) acrylate-butyl (meth) acrylate copolymers and other acrylic resins, polyester resins, polycarbonate resins , Acrylonitrile-butadiene-styrene resin (hereinafter, also referred to as "ABS resin"), a resin base material made of a thermoplastic resin such as a vinyl chloride resin can be mentioned.
木材としては、杉、檜、松、樫、ラワン、チーク、ゴムの木等の各種樹種の木材からなる木材基材が挙げられる。木材基材は、突板と称されるフィルム、又はシート形態、あるいは単板、合板、集成材、パーチクルボード、繊維板等の板形態とすることができる。
金属としては、鉄、アルミニウム、銅、錫、チタニウム、これらの金属を少なくとも一種含む合金(例えば、炭素鋼、ステンレス鋼、ジュラルミン、真鍮、青銅等)等からなる金属基材が挙げられる。
また、非金属無機材料としては、セメント、石膏、珪酸カルシウム、陶磁器、硝子、各種セラミックス等が挙げられる。 Examples of wood include wood base materials made of wood of various tree species such as cedar, cypress, pine, oak, rawang, teak, and rubber tree. The wood base material may be in the form of a film or sheet called a veneer, or in the form of a single plate, plywood, laminated wood, particle board, fiberboard or the like.
Examples of the metal include a metal base material made of iron, aluminum, copper, tin, titanium, an alloy containing at least one of these metals (for example, carbon steel, stainless steel, duralumin, brass, bronze, etc.).
Examples of non-metallic inorganic materials include cement, gypsum, calcium silicate, ceramics, glass, and various ceramics.
金属としては、鉄、アルミニウム、銅、錫、チタニウム、これらの金属を少なくとも一種含む合金(例えば、炭素鋼、ステンレス鋼、ジュラルミン、真鍮、青銅等)等からなる金属基材が挙げられる。
また、非金属無機材料としては、セメント、石膏、珪酸カルシウム、陶磁器、硝子、各種セラミックス等が挙げられる。 Examples of wood include wood base materials made of wood of various tree species such as cedar, cypress, pine, oak, rawang, teak, and rubber tree. The wood base material may be in the form of a film or sheet called a veneer, or in the form of a single plate, plywood, laminated wood, particle board, fiberboard or the like.
Examples of the metal include a metal base material made of iron, aluminum, copper, tin, titanium, an alloy containing at least one of these metals (for example, carbon steel, stainless steel, duralumin, brass, bronze, etc.).
Examples of non-metallic inorganic materials include cement, gypsum, calcium silicate, ceramics, glass, and various ceramics.
基材は、着色されていてもよいし、着色されていなくてもよく(透明でもよく)、着色されている場合、着色の態様には特に制限はなく、透明着色であってもよいし、不透明着色(隠蔽着色)であってもよく、これらは任意に選択できる。
The base material may be colored or uncolored (transparent), and when it is colored, the mode of coloring is not particularly limited and may be transparently colored. It may be opaque coloring (concealed coloring), and these may be arbitrarily selected.
基材は、着色されている場合、着色剤としては、例えば、チタン白等の白色顔料、鉄黒、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルー等の無機顔料;キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、ニッケル-アゾ錯体、アゾメチンアゾ系黒色顔料、ペリレン系黒色顔料等の有機顔料又は染料;アルミニウム、真鍮等の鱗片状箔片からなる金属顔料;二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等の着色剤が挙げられる。例えば、化粧シートを貼着する被着材の表面色相がばらついている場合に、表面色相を隠蔽し、絵柄層、所望に応じて設けられる広面積装飾層の色調の安定性を向上させたい場合は、白色顔料等の無機顔料を用いればよい。
When the base material is colored, the colorant includes, for example, white pigments such as titanium white, and inorganic pigments such as iron black, yellow lead, titanium yellow, petals, cadmium red, ultramarine blue, and cobalt blue; quinacridone red. Organic pigments or dyes such as isoindolinone yellow, phthalocyanine blue, nickel-azo complex, azomethine azo black pigment, perylene black pigment; metal pigment consisting of scaly foil pieces such as aluminum and brass; titanium dioxide coated mica, base Examples thereof include colorants such as pearl pigments made of scaly foil pieces such as lead carbonate. For example, when the surface hue of the adherend to which the decorative sheet is attached varies, it is desired to conceal the surface hue and improve the color tone stability of the pattern layer and the wide area decorative layer provided as desired. May use an inorganic pigment such as a white pigment.
樹脂の着色の場合は、樹脂中への着色剤の添加(混練、練り込み)、樹脂と着色剤とを含む塗料の塗膜の塗布による形成等の、いずれの手段を採用することができる。紙、不織布、又は織布の着色の場合は、パルプや繊維材料との混抄、あるいは塗膜形成等のいずれかの手段、又はこれらの併用により行うことができる。
木材の着色の場合は、染料による染色、あるいは塗膜形成のいずれかの手段、又はこれらの併用により行うことができる。金属の着色の場合、塗膜形成の他、陽極酸化法を用いて表面に金属酸化物皮膜を形成する電解着色法等を採用することができる。また、非金属無機材料の場合、塗膜形成、あるいは基材中への添加のいずれかの手段、又はこれらの併用により行うことができる。 In the case of coloring the resin, any means such as addition of a colorant to the resin (kneading, kneading), formation by applying a coating film of a paint containing the resin and the colorant, and the like can be adopted. In the case of coloring paper, non-woven fabric, or woven fabric, it can be carried out by any means such as mixed extraction with pulp or fiber material, formation of a coating film, or a combination thereof.
In the case of coloring wood, it can be carried out by either dyeing with a dye, forming a coating film, or a combination thereof. In the case of coloring a metal, in addition to forming a coating film, an electrolytic coloring method or the like in which a metal oxide film is formed on the surface by using an anodic oxidation method can be adopted. Further, in the case of a non-metallic inorganic material, it can be carried out by either means of forming a coating film or adding it to a base material, or a combination thereof.
木材の着色の場合は、染料による染色、あるいは塗膜形成のいずれかの手段、又はこれらの併用により行うことができる。金属の着色の場合、塗膜形成の他、陽極酸化法を用いて表面に金属酸化物皮膜を形成する電解着色法等を採用することができる。また、非金属無機材料の場合、塗膜形成、あるいは基材中への添加のいずれかの手段、又はこれらの併用により行うことができる。 In the case of coloring the resin, any means such as addition of a colorant to the resin (kneading, kneading), formation by applying a coating film of a paint containing the resin and the colorant, and the like can be adopted. In the case of coloring paper, non-woven fabric, or woven fabric, it can be carried out by any means such as mixed extraction with pulp or fiber material, formation of a coating film, or a combination thereof.
In the case of coloring wood, it can be carried out by either dyeing with a dye, forming a coating film, or a combination thereof. In the case of coloring a metal, in addition to forming a coating film, an electrolytic coloring method or the like in which a metal oxide film is formed on the surface by using an anodic oxidation method can be adopted. Further, in the case of a non-metallic inorganic material, it can be carried out by either means of forming a coating film or adding it to a base material, or a combination thereof.
基材には、必要に応じて、添加剤が配合されてもよい。添加剤としては、主に樹脂の場合において、例えば、炭酸カルシウム、クレーなどの無機、水酸化マグネシウムなどの難燃剤、酸化防止剤、滑剤、発泡剤、酸化防止剤、紫外線吸収剤、光安定剤等が挙げられる。添加剤の配合量は、加工特性等を阻害しない範囲であれば特に制限はなく、要求特性等に応じて適宜設定できる。
Additives may be added to the base material, if necessary. As additives, mainly in the case of resins, for example, inorganics such as calcium carbonate and clay, flame retardants such as magnesium hydroxide, antioxidants, lubricants, foaming agents, antioxidants, ultraviolet absorbers, and light stabilizers. And so on. The blending amount of the additive is not particularly limited as long as it does not impair the processing characteristics and the like, and can be appropriately set according to the required characteristics and the like.
本発明の化粧材の耐候性を向上させる観点から、上記添加剤の中でも、紫外線吸収剤、光安定剤等の耐候剤を用いることが好ましい。
紫外線吸収剤としては、化粧材に汎用される紫外線吸収剤を特に制限なく用いることができ、例えばベンゾトリアゾール系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤、トリアジン系紫外線吸収剤、ヒドロキシフェニルトリアジン系紫外線吸収剤等が挙げられる。光安定剤としても、化粧材に汎用される光安定剤を特に制限なく用いることができ、例えばピペリジニルセバケート系光安定剤等のヒンダードアミン系光安定剤等が挙げられる。また、これらの紫外線吸収剤、光安定剤は、分子中に(メタ)アクリロイル基、ビニル基、アリル基等のエチレン性二重結合を有する反応性官能基を有するものであってもよい。
これらの紫外線吸収剤、光安定剤等の耐候剤、その他各種添加剤は、単独で、又は複数種を組み合わせて用いることができる。 From the viewpoint of improving the weather resistance of the decorative material of the present invention, it is preferable to use a weather resistant agent such as an ultraviolet absorber and a light stabilizer among the above additives.
As the ultraviolet absorber, an ultraviolet absorber generally used for cosmetic materials can be used without particular limitation. For example, a benzotriazole-based ultraviolet absorber, a benzophenone-based ultraviolet absorber, a triazine-based ultraviolet absorber, and a hydroxyphenyltriazine-based ultraviolet absorber can be used. Examples include agents. As the light stabilizer, a light stabilizer generally used for cosmetic materials can be used without particular limitation, and examples thereof include hindered amine-based light stabilizers such as piperidinyl sebacate-based light stabilizers. Further, these ultraviolet absorbers and light stabilizers may have a reactive functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group or an allyl group in the molecule.
These ultraviolet absorbers, weather resistant agents such as light stabilizers, and various other additives can be used alone or in combination of two or more.
紫外線吸収剤としては、化粧材に汎用される紫外線吸収剤を特に制限なく用いることができ、例えばベンゾトリアゾール系紫外線吸収剤、ベンゾフェノン系紫外線吸収剤、トリアジン系紫外線吸収剤、ヒドロキシフェニルトリアジン系紫外線吸収剤等が挙げられる。光安定剤としても、化粧材に汎用される光安定剤を特に制限なく用いることができ、例えばピペリジニルセバケート系光安定剤等のヒンダードアミン系光安定剤等が挙げられる。また、これらの紫外線吸収剤、光安定剤は、分子中に(メタ)アクリロイル基、ビニル基、アリル基等のエチレン性二重結合を有する反応性官能基を有するものであってもよい。
これらの紫外線吸収剤、光安定剤等の耐候剤、その他各種添加剤は、単独で、又は複数種を組み合わせて用いることができる。 From the viewpoint of improving the weather resistance of the decorative material of the present invention, it is preferable to use a weather resistant agent such as an ultraviolet absorber and a light stabilizer among the above additives.
As the ultraviolet absorber, an ultraviolet absorber generally used for cosmetic materials can be used without particular limitation. For example, a benzotriazole-based ultraviolet absorber, a benzophenone-based ultraviolet absorber, a triazine-based ultraviolet absorber, and a hydroxyphenyltriazine-based ultraviolet absorber can be used. Examples include agents. As the light stabilizer, a light stabilizer generally used for cosmetic materials can be used without particular limitation, and examples thereof include hindered amine-based light stabilizers such as piperidinyl sebacate-based light stabilizers. Further, these ultraviolet absorbers and light stabilizers may have a reactive functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group or an allyl group in the molecule.
These ultraviolet absorbers, weather resistant agents such as light stabilizers, and various other additives can be used alone or in combination of two or more.
本発明においては、上記の基材を単独で、又は複数種を組み合わせて用いることもできる。複数の紙基材を組み合わせたものであってもよいし、紙基材と繊維基材、紙基材と樹脂基材、繊維基材と樹脂基材、紙基材と繊維基材と樹脂基材とを組み合わせたものであってもよい。また、樹脂基材については、上記樹脂の単層、あるいは同種又は異種樹脂による複層のいずれの構成であってもよい。
In the present invention, the above-mentioned base materials can be used alone or in combination of two or more. It may be a combination of a plurality of paper base materials, a paper base material and a fiber base material, a paper base material and a resin base material, a fiber base material and a resin base material, and a paper base material and a fiber base material and a resin base material. It may be a combination with a material. Further, the resin base material may be composed of either a single layer of the above resin or a plurality of layers made of the same or different resins.
基材の形状としては、特に制限はなく、所望に応じて適宜選択すればよく、例えば、平板状のものでもよいし、曲面を有するものでもよいし、また角を有するもの等の非平板状のものであってもよい。図1及び2には、平板状(「シート状」ともいえる。)の化粧材が示されているが、本発明の化粧材の形状は、これに限られるものではない。化粧材の製造のしやすさ、用途、加工のしやすさ等を考慮すると、平板状であることが好ましい。
基材の厚さは、耐摩耗性、耐候性、耐傷性等の表面特性、加工特性、取扱の容易さ等を考慮すると、20μm以上が好ましく、30μm以上がより好ましく、40μm以上が更に好ましい。上限としては、200μm以下が好ましく、160μm以下がより好ましく、100μm以下が更に好ましい。 The shape of the base material is not particularly limited and may be appropriately selected as desired. For example, a flat plate shape, a curved surface shape, or a non-flat plate shape having corners or the like may be used. It may be. Although the decorative material in the form of a flat plate (also referred to as “sheet-like”) is shown in FIGS. 1 and 2, the shape of the decorative material of the present invention is not limited to this. Considering the ease of manufacturing, use, and processing of the decorative material, the flat plate shape is preferable.
The thickness of the base material is preferably 20 μm or more, more preferably 30 μm or more, still more preferably 40 μm or more, in consideration of surface characteristics such as abrasion resistance, weather resistance, and scratch resistance, processing characteristics, and ease of handling. The upper limit is preferably 200 μm or less, more preferably 160 μm or less, and even more preferably 100 μm or less.
基材の厚さは、耐摩耗性、耐候性、耐傷性等の表面特性、加工特性、取扱の容易さ等を考慮すると、20μm以上が好ましく、30μm以上がより好ましく、40μm以上が更に好ましい。上限としては、200μm以下が好ましく、160μm以下がより好ましく、100μm以下が更に好ましい。 The shape of the base material is not particularly limited and may be appropriately selected as desired. For example, a flat plate shape, a curved surface shape, or a non-flat plate shape having corners or the like may be used. It may be. Although the decorative material in the form of a flat plate (also referred to as “sheet-like”) is shown in FIGS. 1 and 2, the shape of the decorative material of the present invention is not limited to this. Considering the ease of manufacturing, use, and processing of the decorative material, the flat plate shape is preferable.
The thickness of the base material is preferably 20 μm or more, more preferably 30 μm or more, still more preferably 40 μm or more, in consideration of surface characteristics such as abrasion resistance, weather resistance, and scratch resistance, processing characteristics, and ease of handling. The upper limit is preferably 200 μm or less, more preferably 160 μm or less, and even more preferably 100 μm or less.
基材は、基材と他の層との層間密着性の向上、各種の被着材との接着性の強化等のために、その片面又は両面に、酸化法、凹凸化法等の物理的表面処理、又は化学的表面処理等の表面処理を施すことができる。
酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン-紫外線処理法等が挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法等が挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が、表面処理の効果及び操作性等の面から好ましく用いられる。
また、基材と他の層との層間密着性の向上、各種の被着材との接着性の強化等のために、基材の少なくとも一方の面に易接着層を形成する等の処理を施してもよい。 The base material is physically prepared on one or both sides of the base material, such as an oxidation method or an unevenness method, in order to improve the interlayer adhesion between the base material and the other layers and to strengthen the adhesiveness with various adherends. Surface treatment such as surface treatment or chemical surface treatment can be applied.
Examples of the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone-ultraviolet treatment method and the like, and examples of the unevenness method include sandblasting method and solvent treatment method. These surface treatments are appropriately selected depending on the type of the base material, but in general, the corona discharge treatment method is preferably used from the viewpoint of the effect and operability of the surface treatment.
In addition, in order to improve the interlayer adhesion between the base material and other layers, strengthen the adhesiveness with various adherends, etc., a treatment such as forming an easy-adhesion layer on at least one surface of the base material is performed. May be given.
酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン-紫外線処理法等が挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法等が挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が、表面処理の効果及び操作性等の面から好ましく用いられる。
また、基材と他の層との層間密着性の向上、各種の被着材との接着性の強化等のために、基材の少なくとも一方の面に易接着層を形成する等の処理を施してもよい。 The base material is physically prepared on one or both sides of the base material, such as an oxidation method or an unevenness method, in order to improve the interlayer adhesion between the base material and the other layers and to strengthen the adhesiveness with various adherends. Surface treatment such as surface treatment or chemical surface treatment can be applied.
Examples of the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone-ultraviolet treatment method and the like, and examples of the unevenness method include sandblasting method and solvent treatment method. These surface treatments are appropriately selected depending on the type of the base material, but in general, the corona discharge treatment method is preferably used from the viewpoint of the effect and operability of the surface treatment.
In addition, in order to improve the interlayer adhesion between the base material and other layers, strengthen the adhesiveness with various adherends, etc., a treatment such as forming an easy-adhesion layer on at least one surface of the base material is performed. May be given.
(絵柄層2)
絵柄層2は、基材の一方の面の一部分を被覆するように設けられ、本発明の化粧材に意匠性を付与する層であり、特に盛上げ印刷層との艶差による視覚的な凹凸感を付与する際に有効な層である。また、絵柄層と後述する盛上げ印刷層及び凸状部とを組み合わせることにより、本発明の化粧材は、物理的な凹凸形状とともに視覚的な凹凸感を有することとなり、極めて高い触感及び意匠性を有するものとなる。
本発明の化粧材では、絵柄層だけで意匠性を付与してもよいし、絵柄層と後述する広面積装飾層とからなる模様層として意匠性を付与してもよく、意匠性の観点から、絵柄層と広面積装飾層とからなる模様層として意匠性を付与することが好ましい。
具体的に好ましい一実施形態を例示すると、絵柄層を相対的に低艶のインキで形成し、盛上げ印刷層を相対的に高艶のインキで形成して、絵柄層が盛上げ印刷層に対して相対的に低艶(すなわち、低光沢)となるように構成することにより、該絵柄層が該盛上げ印刷層に対して相対的に凹部となった視覚的外観を効果的に発現することができる。 (Picture layer 2)
Thepattern layer 2 is provided so as to cover a part of one surface of the base material and is a layer that imparts design to the decorative material of the present invention, and in particular, a visual unevenness due to a gloss difference from the raised printing layer. It is an effective layer when giving. Further, by combining the pattern layer with the raised printing layer and the convex portion described later, the decorative material of the present invention has a physical uneven shape and a visual unevenness, and has an extremely high tactile sensation and design. Will have.
In the decorative material of the present invention, the design property may be imparted only by the pattern layer, or the design property may be imparted as a pattern layer composed of the pattern layer and the wide area decorative layer described later, from the viewpoint of the design property. , It is preferable to impart designability as a pattern layer composed of a pattern layer and a wide area decorative layer.
To give a specific example of a preferred embodiment, the pattern layer is formed of a relatively low-gloss ink, the raised printing layer is formed of a relatively high-gloss ink, and the pattern layer is formed with respect to the raised printing layer. By configuring the pattern layer to have a relatively low gloss (that is, a low gloss), it is possible to effectively express the visual appearance in which the pattern layer is recessed relative to the raised printing layer. ..
絵柄層2は、基材の一方の面の一部分を被覆するように設けられ、本発明の化粧材に意匠性を付与する層であり、特に盛上げ印刷層との艶差による視覚的な凹凸感を付与する際に有効な層である。また、絵柄層と後述する盛上げ印刷層及び凸状部とを組み合わせることにより、本発明の化粧材は、物理的な凹凸形状とともに視覚的な凹凸感を有することとなり、極めて高い触感及び意匠性を有するものとなる。
本発明の化粧材では、絵柄層だけで意匠性を付与してもよいし、絵柄層と後述する広面積装飾層とからなる模様層として意匠性を付与してもよく、意匠性の観点から、絵柄層と広面積装飾層とからなる模様層として意匠性を付与することが好ましい。
具体的に好ましい一実施形態を例示すると、絵柄層を相対的に低艶のインキで形成し、盛上げ印刷層を相対的に高艶のインキで形成して、絵柄層が盛上げ印刷層に対して相対的に低艶(すなわち、低光沢)となるように構成することにより、該絵柄層が該盛上げ印刷層に対して相対的に凹部となった視覚的外観を効果的に発現することができる。 (Picture layer 2)
The
In the decorative material of the present invention, the design property may be imparted only by the pattern layer, or the design property may be imparted as a pattern layer composed of the pattern layer and the wide area decorative layer described later, from the viewpoint of the design property. , It is preferable to impart designability as a pattern layer composed of a pattern layer and a wide area decorative layer.
To give a specific example of a preferred embodiment, the pattern layer is formed of a relatively low-gloss ink, the raised printing layer is formed of a relatively high-gloss ink, and the pattern layer is formed with respect to the raised printing layer. By configuring the pattern layer to have a relatively low gloss (that is, a low gloss), it is possible to effectively express the visual appearance in which the pattern layer is recessed relative to the raised printing layer. ..
絵柄層、又は絵柄層と広面積装飾層とからなる模様層により付与される模様としては、特に制限なく所望に応じて選択すればよく、例えば、木目模様、大理石板表面の模様(例えばトラバーチン大理石模様)、花崗岩板のへき開面等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、レザー(人工又は合成皮革を含む。)のシボを表現したレザー(皮シボ)模様、タイル貼模様、煉瓦積模様、ヘアライン、万線条溝、梨地、砂目、文字、記号、幾何学模様等、これらを複合した寄木、パッチワーク等の模様が挙げられる。また、これらを複合した模様として、例えば大理石等の石材の砕石を白色セメントに混ぜて固め、磨いて大理石のように仕上げた人造石、いわゆる人造大理石の表面のような模様も挙げられる。
凹凸形状により、極めて高い触感及び意匠性を有するという本発明の化粧材の特徴をより活用する観点から、上記の中でも木目模様が好ましい。木目模様には、柾目模様、板目模様、杢目模様、木口模様等があるが、いずれであってもよい。 The pattern imparted by the pattern layer or the pattern layer composed of the pattern layer and the wide area decorative layer may be selected as desired without particular limitation. For example, a wood grain pattern or a pattern on the surface of a marble plate (for example, travertin marble) may be selected. Patterns), stone patterns that imitate the surface of rocks such as the open surface of granite plates, fabric patterns that imitate textures and cloth-like patterns, and leather (leather) that expresses the grain of leather (including artificial or synthetic leather). There are patterns such as grain) patterns, tiled patterns, brickwork patterns, hairlines, perforated grooves, satin finish, grain, letters, symbols, geometric patterns, etc., and parquet, patchwork, etc. that combine these patterns. Further, as a pattern in which these are combined, for example, an artificial stone obtained by mixing crushed stone of a stone material such as marble with white cement, hardening it, and polishing it to finish it like marble, that is, a pattern like the surface of artificial marble can be mentioned.
Among the above, the wood grain pattern is preferable from the viewpoint of further utilizing the characteristics of the decorative material of the present invention, which has an extremely high tactile sensation and design due to the uneven shape. The wood grain pattern includes a grain pattern, a board pattern, a heather pattern, a wood grain pattern, and the like, but any of them may be used.
凹凸形状により、極めて高い触感及び意匠性を有するという本発明の化粧材の特徴をより活用する観点から、上記の中でも木目模様が好ましい。木目模様には、柾目模様、板目模様、杢目模様、木口模様等があるが、いずれであってもよい。 The pattern imparted by the pattern layer or the pattern layer composed of the pattern layer and the wide area decorative layer may be selected as desired without particular limitation. For example, a wood grain pattern or a pattern on the surface of a marble plate (for example, travertin marble) may be selected. Patterns), stone patterns that imitate the surface of rocks such as the open surface of granite plates, fabric patterns that imitate textures and cloth-like patterns, and leather (leather) that expresses the grain of leather (including artificial or synthetic leather). There are patterns such as grain) patterns, tiled patterns, brickwork patterns, hairlines, perforated grooves, satin finish, grain, letters, symbols, geometric patterns, etc., and parquet, patchwork, etc. that combine these patterns. Further, as a pattern in which these are combined, for example, an artificial stone obtained by mixing crushed stone of a stone material such as marble with white cement, hardening it, and polishing it to finish it like marble, that is, a pattern like the surface of artificial marble can be mentioned.
Among the above, the wood grain pattern is preferable from the viewpoint of further utilizing the characteristics of the decorative material of the present invention, which has an extremely high tactile sensation and design due to the uneven shape. The wood grain pattern includes a grain pattern, a board pattern, a heather pattern, a wood grain pattern, and the like, but any of them may be used.
絵柄層は、艶差による視覚的な凹凸感を向上させる観点から、その周囲に比べてより低光沢(艶消し又は低艶)であることが好ましい。
本発明の化粧材の模様として、好ましい模様として例示した木目模様を採用する場合においては、木目模様は、より低光沢(艶消又は低艶)かつ凹部となる導管部分、より高光沢(艶有又は高艶かつ凸部)となる春材部分、更に高光沢かつ凸部となる秋材部分(照り部分)等が存在する。本発明の化粧材では、より低光沢(艶消又は低艶)の導管部分を、相対的に低光沢の絵柄層で形成し、より高光沢(艶あり又は高艶)の木肌部分、具体的には春材部分、秋材部分、又は春材部分と秋材部分の両方を広面積装飾層で形成し、更に広面積装飾層の直情部を相対的に高光沢の盛上げ印刷層で被覆し、かつ盛上げ印刷層の厚さを絵柄層より厚くすることが好ましい。かかる構成とすることにより、導管部分を表現する絵柄層の直上部の化粧材の最表面が、凸状部となる木肌部分を表現する盛上げ印刷層の最表面と比べて相対的に物理的な凹部となり、かつ視覚的に低光沢となることで視覚的な凹凸感を向上させることができ、天然木材板表面の木目模様に近似する極めて高い触感及び視覚的な意匠性が得られることとなる。 The pattern layer preferably has a lower gloss (matte or low gloss) than its surroundings from the viewpoint of improving the visual unevenness due to the gloss difference.
When the wood grain pattern exemplified as a preferable pattern is adopted as the pattern of the decorative material of the present invention, the wood grain pattern has a lower gloss (matte or low gloss) and a concave conduit portion, and a higher gloss (glossy). Alternatively, there is a spring material portion (high gloss and convex portion), and an autumn material portion (shining portion) that is further glossy and convex portion. In the decorative material of the present invention, a lower gloss (matte or low gloss) conduit portion is formed by a relatively low gloss pattern layer, and a higher gloss (glossy or high gloss) bark portion, specifically. The spring material part, the autumn material part, or both the spring material part and the autumn material part are formed with a wide area decorative layer, and the direct part of the wide area decorative layer is covered with a relatively high gloss raised printing layer. Moreover, it is preferable that the thickness of the raised printing layer is thicker than that of the pattern layer. With such a configuration, the outermost surface of the decorative material immediately above the pattern layer expressing the conduit portion is relatively physical as compared with the outermost surface of the raised printing layer expressing the wood surface portion which is the convex portion. By forming recesses and visually reducing gloss, it is possible to improve the visual unevenness, and it is possible to obtain an extremely high tactile sensation and visual design that are similar to the grain pattern on the surface of a natural wood board. ..
本発明の化粧材の模様として、好ましい模様として例示した木目模様を採用する場合においては、木目模様は、より低光沢(艶消又は低艶)かつ凹部となる導管部分、より高光沢(艶有又は高艶かつ凸部)となる春材部分、更に高光沢かつ凸部となる秋材部分(照り部分)等が存在する。本発明の化粧材では、より低光沢(艶消又は低艶)の導管部分を、相対的に低光沢の絵柄層で形成し、より高光沢(艶あり又は高艶)の木肌部分、具体的には春材部分、秋材部分、又は春材部分と秋材部分の両方を広面積装飾層で形成し、更に広面積装飾層の直情部を相対的に高光沢の盛上げ印刷層で被覆し、かつ盛上げ印刷層の厚さを絵柄層より厚くすることが好ましい。かかる構成とすることにより、導管部分を表現する絵柄層の直上部の化粧材の最表面が、凸状部となる木肌部分を表現する盛上げ印刷層の最表面と比べて相対的に物理的な凹部となり、かつ視覚的に低光沢となることで視覚的な凹凸感を向上させることができ、天然木材板表面の木目模様に近似する極めて高い触感及び視覚的な意匠性が得られることとなる。 The pattern layer preferably has a lower gloss (matte or low gloss) than its surroundings from the viewpoint of improving the visual unevenness due to the gloss difference.
When the wood grain pattern exemplified as a preferable pattern is adopted as the pattern of the decorative material of the present invention, the wood grain pattern has a lower gloss (matte or low gloss) and a concave conduit portion, and a higher gloss (glossy). Alternatively, there is a spring material portion (high gloss and convex portion), and an autumn material portion (shining portion) that is further glossy and convex portion. In the decorative material of the present invention, a lower gloss (matte or low gloss) conduit portion is formed by a relatively low gloss pattern layer, and a higher gloss (glossy or high gloss) bark portion, specifically. The spring material part, the autumn material part, or both the spring material part and the autumn material part are formed with a wide area decorative layer, and the direct part of the wide area decorative layer is covered with a relatively high gloss raised printing layer. Moreover, it is preferable that the thickness of the raised printing layer is thicker than that of the pattern layer. With such a configuration, the outermost surface of the decorative material immediately above the pattern layer expressing the conduit portion is relatively physical as compared with the outermost surface of the raised printing layer expressing the wood surface portion which is the convex portion. By forming recesses and visually reducing gloss, it is possible to improve the visual unevenness, and it is possible to obtain an extremely high tactile sensation and visual design that are similar to the grain pattern on the surface of a natural wood board. ..
また、本発明の化粧材の好ましい態様として例示したタイル貼模様又は煉瓦積模様を採用する場合においては、タイル貼模様又は煉瓦積模様は、より低光沢かつ凹部となる目地溝部分、より高光沢かつ凸部となるタイル又は煉瓦部分が存在する。本発明の化粧材では、より低光沢かつ凹部となる目地溝部分を、相対的に低光沢の絵柄層で形成し、より高光沢かつ凸部となるタイル又は煉瓦部分を広面積装飾層で形成し、更に広面積装飾層の直上部を相対的に高光沢の盛上げ印刷層で被覆し、かつ盛上げ印刷層の厚さを絵柄層よりも厚くすることが好ましい。係る構成とすることにより、目地溝部分を表現する絵柄層の直上部の化粧材の最表面が凸状部となるタイル又は煉瓦部分を表現する盛上げ印刷層の最表面と比べて相対的に物理的な凹部となり、かつ視覚的に低光沢となることで、視覚的な凹凸感を向上させることができ、実物のタイル貼り又は煉瓦積に近似する極めて高い触感及び視覚的意匠性が得られることとなる。
Further, when the tiled pattern or the brickwork pattern exemplified as the preferred embodiment of the decorative material of the present invention is adopted, the tiled pattern or the brickwork pattern has a lower gloss and a recessed joint groove portion and a higher gloss. In addition, there is a tile or brick portion that becomes a convex portion. In the decorative material of the present invention, the joint groove portion having a lower gloss and a concave portion is formed by a relatively low gloss pattern layer, and the tile or brick portion having a higher gloss and a convex portion is formed by a wide area decorative layer. Further, it is preferable that the immediate upper portion of the wide area decorative layer is covered with a relatively high-gloss raised printing layer, and the thickness of the raised printing layer is thicker than that of the pattern layer. With this configuration, the outermost surface of the decorative material immediately above the pattern layer expressing the joint groove portion is a convex portion, which is relatively physical compared to the outermost surface of the raised printing layer representing the tile or brick portion. It is possible to improve the visual unevenness by making the concave part and visually low gloss, and it is possible to obtain an extremely high tactile sensation and visual design property similar to the actual tiled or brickwork. It becomes.
上記以外の、絵柄層の適用例としては、例えば花崗岩板のへき開面の模様の場合、最も低光沢な黒雲母と、その周囲により高光沢な長石類、更に高光沢な石英が混在するが、最も低光沢な黒雲母、また黒雲母と長石類と石英との境界部分を絵柄層で形成し、より高光沢な長石類及び石英を広面積装飾層で形成するといったことができる。また、板と板とを組み合わせた突板模様では、板と板とのより低光沢な境界を絵柄層で、それ以外を広面積装飾層で形成することができる。
このように、絵柄層は、より低光沢(艶消又は低艶)な部分の形成、また絵柄層、又は絵柄層と広面積装飾層とからなる模様層により付与される模様に係る実物では物理的に凹部となる部分の形成に好ましく用いられる。 Other than the above, as an application example of the pattern layer, for example, in the case of a pattern on the open surface of a granite plate, the lowest gloss biotite, higher gloss feldspars, and higher gloss quartz are mixed around it. The lowest glossy biotite, and the boundary between biotite, feldspar and quartz can be formed by a pattern layer, and higher glossy feldspar and quartz can be formed by a wide area decorative layer. Further, in the veneer pattern in which the board and the board are combined, the lower glossy boundary between the boards can be formed by the pattern layer, and the other part can be formed by the wide area decorative layer.
As described above, the pattern layer is physically related to the formation of a lower gloss (matte or low gloss) portion, and the pattern imparted by the pattern layer or the pattern layer composed of the pattern layer and the wide area decorative layer. It is preferably used for forming a portion that becomes a recess.
このように、絵柄層は、より低光沢(艶消又は低艶)な部分の形成、また絵柄層、又は絵柄層と広面積装飾層とからなる模様層により付与される模様に係る実物では物理的に凹部となる部分の形成に好ましく用いられる。 Other than the above, as an application example of the pattern layer, for example, in the case of a pattern on the open surface of a granite plate, the lowest gloss biotite, higher gloss feldspars, and higher gloss quartz are mixed around it. The lowest glossy biotite, and the boundary between biotite, feldspar and quartz can be formed by a pattern layer, and higher glossy feldspar and quartz can be formed by a wide area decorative layer. Further, in the veneer pattern in which the board and the board are combined, the lower glossy boundary between the boards can be formed by the pattern layer, and the other part can be formed by the wide area decorative layer.
As described above, the pattern layer is physically related to the formation of a lower gloss (matte or low gloss) portion, and the pattern imparted by the pattern layer or the pattern layer composed of the pattern layer and the wide area decorative layer. It is preferably used for forming a portion that becomes a recess.
絵柄層の形成には、少なくともバインダー樹脂及び必要に応じて艶消し剤を含む樹脂組成物が用いられることが好ましく、その他所望に応じて用いられる成分、例えば顔料及び染料等の着色剤、体質顔料、安定剤、紫外線吸収剤、光安定剤、溶剤等を適宜混合したものを用いることができる。すなわち、絵柄層は、少なくともバインダー樹脂及び艶消し剤を含む層であり、その他、上記の所望に応じて用いられる成分を含み得る層である。
なお、プライマー層中に艶消し剤を添加する場合において、該プライマー層により絵柄層に所望の低光沢を十分に発現可能である場合は、該絵柄層への艶消し剤の添加は省略し得る。 A resin composition containing at least a binder resin and, if necessary, a matting agent is preferably used for forming the pattern layer, and other components used as desired, such as colorants such as pigments and dyes, and extender pigments. , Stabilizer, ultraviolet absorber, light stabilizer, solvent and the like can be appropriately mixed. That is, the pattern layer is a layer containing at least a binder resin and a matting agent, and is a layer capable of containing other components used as desired.
When a matting agent is added to the primer layer, the addition of the matting agent to the pattern layer may be omitted if the desired low gloss can be sufficiently expressed in the pattern layer by the primer layer. ..
なお、プライマー層中に艶消し剤を添加する場合において、該プライマー層により絵柄層に所望の低光沢を十分に発現可能である場合は、該絵柄層への艶消し剤の添加は省略し得る。 A resin composition containing at least a binder resin and, if necessary, a matting agent is preferably used for forming the pattern layer, and other components used as desired, such as colorants such as pigments and dyes, and extender pigments. , Stabilizer, ultraviolet absorber, light stabilizer, solvent and the like can be appropriately mixed. That is, the pattern layer is a layer containing at least a binder resin and a matting agent, and is a layer capable of containing other components used as desired.
When a matting agent is added to the primer layer, the addition of the matting agent to the pattern layer may be omitted if the desired low gloss can be sufficiently expressed in the pattern layer by the primer layer. ..
バインダー樹脂としては特に制限はなく、例えば、ウレタン樹脂、アクリルポリオール樹脂、アクリル樹脂、ポリエステル樹脂、アルキッド樹脂、アミド樹脂、ブチラール樹脂、スチレン樹脂、ウレタン-アクリル共重合体、塩化ビニル-酢酸ビニル共重合体、塩化ビニル-酢酸ビニル-アクリル共重合体、ニトロセルロース(硝化綿)、酢酸セルロース等の樹脂が好ましく挙げられる。また、例えばポリオールを主剤とし、イソシアネートを硬化剤とする二液硬化型ウレタン樹脂等の硬化性樹脂を用いてもよい。これらを単独で、又は複数種を組み合わせて用いることができる。
The binder resin is not particularly limited, and for example, urethane resin, acrylic polyol resin, acrylic resin, polyester resin, alkyd resin, amide resin, butyral resin, styrene resin, urethane-acrylic copolymer, vinyl chloride-vinyl acetate common weight. Resins such as coalescence, vinyl chloride-vinyl acetate-acrylic copolymer, nitrocellulose (nitrified cotton), and cellulose acetate are preferable. Further, for example, a curable resin such as a two-component curable urethane resin using a polyol as a main agent and an isocyanate as a curing agent may be used. These can be used alone or in combination of two or more.
艶消し剤としては、シリカ、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、沈降性硫酸バリウム、ケイ酸カルシウム、合成ケイ酸塩、及びケイ酸微粉末等の無機フィラー;アクリル樹脂、ウレタン樹脂、ナイロン樹脂、ポリプロピレン、又は尿素系樹脂等の有機フィラー、等が挙げられる。絵柄層が艶消し剤を含むことで、絵柄層はより低光沢となるため、艶差による視覚的な凹凸感を向上させることが可能となる。
Matters include inorganic fillers such as silica, clay, heavy calcium carbonate, light calcium carbonate, precipitated barium sulfate, calcium silicate, synthetic silicate, and fine silicate powder; acrylic resin, urethane resin, nylon. Examples thereof include organic fillers such as resins, polypropylenes, and urea-based resins. When the pattern layer contains a matting agent, the pattern layer has a lower gloss, so that it is possible to improve the visual unevenness due to the difference in gloss.
これらの艶消し剤の体積平均粒径は、好ましくは0.5~25μmであり、より好ましくは1~15μm、更に好ましくは3~10μmである。
また、絵柄層中のバインダー樹脂100質量部に対する艶消し剤の含有量は、好ましくは0.5質量部以上、より好ましくは1質量部以上、更に好ましくは2質量部以上であり、上限としては通常100質量部以下であり、好ましくは50質量部以下、より好ましくは20質量部以下、更に好ましくは10質量部以下である。艶消し剤の含有量が上記範囲内であると、絵柄層はより低光沢な層として視認できるようになるため、艶差による視覚的な凹凸感を向上させることが可能となり、かつ樹脂組成物のチキソトロピック性が極端に高くなることがなく塗布性能が向上するため、結果として意匠性が向上する。 The volume average particle diameter of these matting agents is preferably 0.5 to 25 μm, more preferably 1 to 15 μm, and even more preferably 3 to 10 μm.
The content of the matting agent in the pattern layer with respect to 100 parts by mass of the binder resin is preferably 0.5 parts by mass or more, more preferably 1 part by mass or more, still more preferably 2 parts by mass or more, and the upper limit is It is usually 100 parts by mass or less, preferably 50 parts by mass or less, more preferably 20 parts by mass or less, and further preferably 10 parts by mass or less. When the content of the matting agent is within the above range, the pattern layer can be visually recognized as a lower gloss layer, so that it is possible to improve the visual unevenness due to the gloss difference, and the resin composition. The thixotropic property is not extremely high and the coating performance is improved, and as a result, the design property is improved.
また、絵柄層中のバインダー樹脂100質量部に対する艶消し剤の含有量は、好ましくは0.5質量部以上、より好ましくは1質量部以上、更に好ましくは2質量部以上であり、上限としては通常100質量部以下であり、好ましくは50質量部以下、より好ましくは20質量部以下、更に好ましくは10質量部以下である。艶消し剤の含有量が上記範囲内であると、絵柄層はより低光沢な層として視認できるようになるため、艶差による視覚的な凹凸感を向上させることが可能となり、かつ樹脂組成物のチキソトロピック性が極端に高くなることがなく塗布性能が向上するため、結果として意匠性が向上する。 The volume average particle diameter of these matting agents is preferably 0.5 to 25 μm, more preferably 1 to 15 μm, and even more preferably 3 to 10 μm.
The content of the matting agent in the pattern layer with respect to 100 parts by mass of the binder resin is preferably 0.5 parts by mass or more, more preferably 1 part by mass or more, still more preferably 2 parts by mass or more, and the upper limit is It is usually 100 parts by mass or less, preferably 50 parts by mass or less, more preferably 20 parts by mass or less, and further preferably 10 parts by mass or less. When the content of the matting agent is within the above range, the pattern layer can be visually recognized as a lower gloss layer, so that it is possible to improve the visual unevenness due to the gloss difference, and the resin composition. The thixotropic property is not extremely high and the coating performance is improved, and as a result, the design property is improved.
本発明においては、艶差の発現による視覚的な凹凸感を表現する手法として、様々な方法を採用することができる。
例えば、低光沢ではない絵柄層の直上部又は直下部に低光沢の絵柄層を設けるといった手法により、より繊細な視覚的な凹凸感を表現することも可能であるし、絵柄層及び広面積装飾層をいずれも低光沢な層とせず、これらの層と盛上げ印刷層との艶差により視覚的な凹凸感を表現することも可能である。ここで、艶差は各層の相対的な光沢の差により生じるものであり、上記の低光沢ではない絵柄層は、上記の低光沢の絵柄層に対して高光沢な絵柄層とも称することができるが、これらの層は、例えばこれらの絵柄層に含まれる艶消し剤の含有量の多少、色合いの明暗等により形成することができる。
また、プライマー層を設ける場合、絵柄層を被覆するように設けられるプライマー層と盛上げ印刷層との艶差により視覚的な凹凸感を表現することも可能であるし、また低光沢ではない絵柄層を被覆するようにプライマー層を設け、当該絵柄層の直上部であって当該プライマー層の表面に、低艶柄層を設けることで、艶差により視覚的な凹凸感を表現することも可能である。この場合、低艶柄層は、上記絵柄層の形成に用いられる樹脂組成物を用いて形成すればよい。
以上、本発明においては、絵柄層、広面積装飾層、これらからなる模様層、また後述する盛上げ印刷層、プライマー層等の各種層の光沢の高低を組み合わせて艶差を発現させて、自在に視覚的な凹凸感を表現し、またこれらの層からなる物理的な凹凸と組み合わせることで、極めて高い触感及び意匠性を表現することが可能となる。 In the present invention, various methods can be adopted as a method for expressing a visual unevenness due to the appearance of gloss difference.
For example, it is possible to express a more delicate visual unevenness by providing a low-gloss pattern layer directly above or directly below a non-low-gloss pattern layer, and the pattern layer and a large area decoration. It is also possible to express a visual unevenness by the gloss difference between these layers and the raised printing layer without using any of the layers as low gloss layers. Here, the gloss difference is caused by the relative difference in gloss of each layer, and the non-low gloss pattern layer can also be referred to as a high gloss pattern layer with respect to the low gloss pattern layer. However, these layers can be formed, for example, by adjusting the content of the matting agent contained in these pattern layers, the lightness and darkness of the hue, and the like.
Further, when the primer layer is provided, it is possible to express a visual unevenness by the gloss difference between the primer layer provided so as to cover the pattern layer and the raised printing layer, and the pattern layer is not low gloss. By providing a primer layer so as to cover the pattern layer and providing a low-gloss pattern layer directly above the pattern layer and on the surface of the primer layer, it is possible to express a visual unevenness by the gloss difference. is there. In this case, the low gloss pattern layer may be formed by using the resin composition used for forming the pattern layer.
As described above, in the present invention, the gloss difference can be freely expressed by combining the high and low gloss of the pattern layer, the wide area decorative layer, the pattern layer composed of these, and the various layers such as the raised printing layer and the primer layer described later. It is possible to express a visual unevenness and to express an extremely high tactile sensation and design by combining with the physical unevenness composed of these layers.
例えば、低光沢ではない絵柄層の直上部又は直下部に低光沢の絵柄層を設けるといった手法により、より繊細な視覚的な凹凸感を表現することも可能であるし、絵柄層及び広面積装飾層をいずれも低光沢な層とせず、これらの層と盛上げ印刷層との艶差により視覚的な凹凸感を表現することも可能である。ここで、艶差は各層の相対的な光沢の差により生じるものであり、上記の低光沢ではない絵柄層は、上記の低光沢の絵柄層に対して高光沢な絵柄層とも称することができるが、これらの層は、例えばこれらの絵柄層に含まれる艶消し剤の含有量の多少、色合いの明暗等により形成することができる。
また、プライマー層を設ける場合、絵柄層を被覆するように設けられるプライマー層と盛上げ印刷層との艶差により視覚的な凹凸感を表現することも可能であるし、また低光沢ではない絵柄層を被覆するようにプライマー層を設け、当該絵柄層の直上部であって当該プライマー層の表面に、低艶柄層を設けることで、艶差により視覚的な凹凸感を表現することも可能である。この場合、低艶柄層は、上記絵柄層の形成に用いられる樹脂組成物を用いて形成すればよい。
以上、本発明においては、絵柄層、広面積装飾層、これらからなる模様層、また後述する盛上げ印刷層、プライマー層等の各種層の光沢の高低を組み合わせて艶差を発現させて、自在に視覚的な凹凸感を表現し、またこれらの層からなる物理的な凹凸と組み合わせることで、極めて高い触感及び意匠性を表現することが可能となる。 In the present invention, various methods can be adopted as a method for expressing a visual unevenness due to the appearance of gloss difference.
For example, it is possible to express a more delicate visual unevenness by providing a low-gloss pattern layer directly above or directly below a non-low-gloss pattern layer, and the pattern layer and a large area decoration. It is also possible to express a visual unevenness by the gloss difference between these layers and the raised printing layer without using any of the layers as low gloss layers. Here, the gloss difference is caused by the relative difference in gloss of each layer, and the non-low gloss pattern layer can also be referred to as a high gloss pattern layer with respect to the low gloss pattern layer. However, these layers can be formed, for example, by adjusting the content of the matting agent contained in these pattern layers, the lightness and darkness of the hue, and the like.
Further, when the primer layer is provided, it is possible to express a visual unevenness by the gloss difference between the primer layer provided so as to cover the pattern layer and the raised printing layer, and the pattern layer is not low gloss. By providing a primer layer so as to cover the pattern layer and providing a low-gloss pattern layer directly above the pattern layer and on the surface of the primer layer, it is possible to express a visual unevenness by the gloss difference. is there. In this case, the low gloss pattern layer may be formed by using the resin composition used for forming the pattern layer.
As described above, in the present invention, the gloss difference can be freely expressed by combining the high and low gloss of the pattern layer, the wide area decorative layer, the pattern layer composed of these, and the various layers such as the raised printing layer and the primer layer described later. It is possible to express a visual unevenness and to express an extremely high tactile sensation and design by combining with the physical unevenness composed of these layers.
絵柄層で用いられ得る顔料、染料等の着色剤としては、例えば、上記の基材に用いられ得る顔料、染料等の着色剤と同じものを例示でき、これらの中から所望の絵柄に応じて適宜選択すればよい。
絵柄層は、耐候性を向上させる観点から、紫外線吸収剤、光安定剤等の耐候剤を含んでいてもよい。紫外線吸収剤、光安定剤としては、基材に含まれ得るものと同じものを例示でき、これらの中から所望の絵柄に応じて適宜選択すればよい。 Examples of the colorants such as pigments and dyes that can be used in the pattern layer include the same colorants as the pigments and dyes that can be used in the above-mentioned base material, and among these, depending on the desired pattern. It may be selected as appropriate.
The pattern layer may contain a weather resistant agent such as an ultraviolet absorber and a light stabilizer from the viewpoint of improving the weather resistance. Examples of the ultraviolet absorber and the light stabilizer include those that can be contained in the base material, and the ultraviolet absorber and the light stabilizer may be appropriately selected from these according to a desired pattern.
絵柄層は、耐候性を向上させる観点から、紫外線吸収剤、光安定剤等の耐候剤を含んでいてもよい。紫外線吸収剤、光安定剤としては、基材に含まれ得るものと同じものを例示でき、これらの中から所望の絵柄に応じて適宜選択すればよい。 Examples of the colorants such as pigments and dyes that can be used in the pattern layer include the same colorants as the pigments and dyes that can be used in the above-mentioned base material, and among these, depending on the desired pattern. It may be selected as appropriate.
The pattern layer may contain a weather resistant agent such as an ultraviolet absorber and a light stabilizer from the viewpoint of improving the weather resistance. Examples of the ultraviolet absorber and the light stabilizer include those that can be contained in the base material, and the ultraviolet absorber and the light stabilizer may be appropriately selected from these according to a desired pattern.
絵柄層の厚さは、所望の模様に応じて適宜選択すればよく、好ましくは0.5μm以上、より好ましくは1μm以上、更に好ましくは2μm以上であり、上限として好ましくは15μm以下、より好ましくは10μm以下、更に好ましくは8μm以下である。絵柄層の厚さを上記範囲内とすることで、装飾による意匠性が向上し、また化粧材の表面形状の特性、例えば後述の最大高さ(Sz)等の調整がしやすくなる。
The thickness of the pattern layer may be appropriately selected according to the desired pattern, preferably 0.5 μm or more, more preferably 1 μm or more, still more preferably 2 μm or more, and the upper limit is preferably 15 μm or less, more preferably. It is 10 μm or less, more preferably 8 μm or less. By setting the thickness of the pattern layer within the above range, the designability by decoration is improved, and the characteristics of the surface shape of the decorative material, for example, the maximum height (Sz) described later, can be easily adjusted.
(プライマー層3)
プライマー層3は、平面視において、少なくとも上記の絵柄層を被覆するように設けられ、第一には絵柄層を保護するために好ましく設けられ、また絵柄層を必要に応じてより低光沢とし得る機能を有し、基材と絵柄層と盛上げ印刷層と表面保護層との層間密着性の向上も図り得る層である。 (Primer layer 3)
Theprimer layer 3 is provided so as to cover at least the above-mentioned pattern layer in a plan view, is preferably provided first to protect the pattern layer, and may have a lower gloss if necessary. It is a layer that has a function and can improve the interlayer adhesion between the base material, the pattern layer, the raised printing layer, and the surface protection layer.
プライマー層3は、平面視において、少なくとも上記の絵柄層を被覆するように設けられ、第一には絵柄層を保護するために好ましく設けられ、また絵柄層を必要に応じてより低光沢とし得る機能を有し、基材と絵柄層と盛上げ印刷層と表面保護層との層間密着性の向上も図り得る層である。 (Primer layer 3)
The
プライマー層の形成には、少なくともバインダー樹脂及び艶消し剤を含む樹脂組成物が用いられることが好ましく、その他所望に応じて用いられる成分、例えば体質顔料、安定剤、紫外線吸収剤、光安定剤、溶剤等を適宜混合したものを用いることができる。すなわち、プライマー層は、少なくともバインダー樹脂及び艶消し剤を含む層であり、その他、上記の所望に応じて用いられる成分を含み得る層である。艶消し剤を含むことにより、絵柄層をより低光沢な層として視認できるようになるため、艶差による視覚的な凹凸感が向上する。
ただし、絵柄層自体で所望の低光沢を十分に発現できる場合は、プライマー層への艶消し剤の添加は省略し得る。 A resin composition containing at least a binder resin and a matting agent is preferably used for forming the primer layer, and other components used as desired, such as extender pigments, stabilizers, ultraviolet absorbers, and light stabilizers, A mixture of a solvent or the like can be used. That is, the primer layer is a layer containing at least a binder resin and a matting agent, and is also a layer capable of containing the above-mentioned components used as desired. By including the matting agent, the pattern layer can be visually recognized as a lower gloss layer, so that the visual unevenness due to the gloss difference is improved.
However, if the pattern layer itself can sufficiently express the desired low gloss, the addition of the matting agent to the primer layer can be omitted.
ただし、絵柄層自体で所望の低光沢を十分に発現できる場合は、プライマー層への艶消し剤の添加は省略し得る。 A resin composition containing at least a binder resin and a matting agent is preferably used for forming the primer layer, and other components used as desired, such as extender pigments, stabilizers, ultraviolet absorbers, and light stabilizers, A mixture of a solvent or the like can be used. That is, the primer layer is a layer containing at least a binder resin and a matting agent, and is also a layer capable of containing the above-mentioned components used as desired. By including the matting agent, the pattern layer can be visually recognized as a lower gloss layer, so that the visual unevenness due to the gloss difference is improved.
However, if the pattern layer itself can sufficiently express the desired low gloss, the addition of the matting agent to the primer layer can be omitted.
プライマー層が設けられる場合、少なくとも上記の絵柄層を被覆するように設けられていればよく、図(2-a)及び(2-b)のように絵柄層を被覆し、かつ化粧材の全面を被覆するように設けられていてもよいし、図(2-c)のように絵柄層の直上部、又は絵柄層の直上部及びその近傍のみを被覆するように、部分的に設けられていてもよい。基材と絵柄層と盛上げ印刷層と表面保護層との層間密着性の向上も図る観点からは、図(2-a)及び(2-b)のように絵柄層を被覆し、かつ化粧材の全面を被覆するように設けられることが好ましい。
When the primer layer is provided, it may be provided so as to cover at least the above-mentioned pattern layer, and as shown in FIGS. (2-a) and (2-b), the pattern layer is covered and the entire surface of the decorative material is provided. It may be provided so as to cover only the upper part of the picture layer, or just the upper part of the picture layer and its vicinity as shown in FIG. (2-c). You may. From the viewpoint of improving the interlayer adhesion between the base material, the pattern layer, the raised printing layer, and the surface protection layer, as shown in FIGS. (2-a) and (2-b), the pattern layer is covered and the decorative material is used. It is preferable that it is provided so as to cover the entire surface of the above.
プライマー層の形成に用いられるバインダー樹脂、艶消し剤としては、上記の絵柄層の形成に用いられ得るバインダー樹脂、艶消し剤と同じものを例示でき、これらの中から所望に応じて適宜選択すればよい。また、艶消し剤の含有量も、上記の絵柄層における艶消し剤の含有量と同様である。
Examples of the binder resin and matting agent used for forming the primer layer include the same binder resin and matting agent that can be used for forming the above-mentioned pattern layer, and the binder resin and matting agent can be appropriately selected from these. Just do it. The content of the matting agent is also the same as the content of the matting agent in the above-mentioned pattern layer.
プライマー層の厚さは、少なくとも絵柄層を被覆し得る厚さであれば特に制限はなく、効率よく絵柄層を保護し、絵柄層をより低光沢とし、かつ層間密着性を向上させる観点から、更には化粧材の表面形状の特性、例えば後述の最大高さ(Sz)等の調整のしやすさの観点から、絵柄層の上面を基準とした高さとして、好ましくは0.1μm以上、より好ましくは1μm以上、更に好ましくは2μm以上であり、上限として好ましくは10μm以下、より好ましくは8μm以下、更に好ましくは5μm以下である。
The thickness of the primer layer is not particularly limited as long as it can cover the pattern layer at least, and from the viewpoint of efficiently protecting the pattern layer, making the pattern layer less glossy, and improving interlayer adhesion, there is no particular limitation. Further, from the viewpoint of the characteristics of the surface shape of the decorative material, for example, the ease of adjusting the maximum height (Sz) described later, the height is preferably 0.1 μm or more with respect to the upper surface of the pattern layer. It is preferably 1 μm or more, more preferably 2 μm or more, and the upper limit is preferably 10 μm or less, more preferably 8 μm or less, still more preferably 5 μm or less.
(盛上げ印刷層4)
盛上げ印刷層4は、平面視において、上記の絵柄層2の非形成領域、すなわち絵柄層2が設けられていない領域、の少なくとも一部を被覆するとともに、化粧材の全面に対して30%以上を被覆するように設けられる層である(以下、盛上げ印刷層が被覆する面積率を「盛上げ印刷層の被覆率」と称することがある。)。盛上げ印刷層を設けることにより、その直上部の化粧材の最表面に、該盛上げ印刷層に対応した凸状部を発現させることができるので、本発明の化粧材に物理的な凹凸形状が形成し、極めて高い触感が得られる。また、この物理的な凹凸形状と、上記の絵柄層による視覚的な凹凸感との相乗効果により、極めて高い意匠性を有するものとなる。 (Large print layer 4)
In plan view, the raisedprinting layer 4 covers at least a part of the non-formed region of the pattern layer 2, that is, the region where the pattern layer 2 is not provided, and 30% or more of the entire surface of the decorative material. (Hereinafter, the area ratio covered by the raised printing layer may be referred to as "covering ratio of the raised printing layer"). By providing the raised printing layer, a convex portion corresponding to the raised printing layer can be formed on the outermost surface of the decorative material immediately above the raised printing layer, so that a physically uneven shape is formed on the decorative material of the present invention. However, an extremely high tactile sensation can be obtained. Further, due to the synergistic effect of this physical uneven shape and the visual unevenness of the above-mentioned pattern layer, the design becomes extremely high.
盛上げ印刷層4は、平面視において、上記の絵柄層2の非形成領域、すなわち絵柄層2が設けられていない領域、の少なくとも一部を被覆するとともに、化粧材の全面に対して30%以上を被覆するように設けられる層である(以下、盛上げ印刷層が被覆する面積率を「盛上げ印刷層の被覆率」と称することがある。)。盛上げ印刷層を設けることにより、その直上部の化粧材の最表面に、該盛上げ印刷層に対応した凸状部を発現させることができるので、本発明の化粧材に物理的な凹凸形状が形成し、極めて高い触感が得られる。また、この物理的な凹凸形状と、上記の絵柄層による視覚的な凹凸感との相乗効果により、極めて高い意匠性を有するものとなる。 (Large print layer 4)
In plan view, the raised
化粧材の全面に対する盛上げ印刷層の被覆率は、物理的な凹凸形状及び視覚的な凹凸感により触感と意匠性を向上させる観点から、好ましくは40%以上、より好ましくは50%以上、更に好ましくは70%以上である。また上限については特に制限はないが、触感と意匠性を向上させる観点から、好ましくは95%以下、より好ましくは90%以下である。
本発明において、盛上げ印刷層の被覆率は、1m×1mの大きさの化粧材に対して、任意の箇所から30cm×30cmの試験片を3片切り出して、これらの試験片の各々について画像解析を行い、盛上げ印刷層の被覆率を算出し、その平均値とする。また、化粧材の大きさが1m×1mではない場合、上記1m×1mの大きさに対する試験片の大きさ30cm×30cmの割合を同じとし、3片切り出して被覆率を算出することとする。 The coverage of the raised print layer on the entire surface of the decorative material is preferably 40% or more, more preferably 50% or more, still more preferably 50% or more, from the viewpoint of improving the tactile sensation and designability by the physical uneven shape and the visual unevenness. Is 70% or more. The upper limit is not particularly limited, but is preferably 95% or less, more preferably 90% or less, from the viewpoint of improving the tactile sensation and design.
In the present invention, the coverage of the raised printing layer is obtained by cutting out three 30 cm × 30 cm test pieces from an arbitrary portion with respect to a decorative material having a size of 1 m × 1 m, and performing image analysis on each of these test pieces. Is performed, the coverage of the raised printing layer is calculated, and the average value is used. When the size of the decorative material is not 1 m × 1 m, the ratio of the test piece size 30 cm × 30 cm to the above 1 m × 1 m size is the same, and three pieces are cut out to calculate the coverage.
本発明において、盛上げ印刷層の被覆率は、1m×1mの大きさの化粧材に対して、任意の箇所から30cm×30cmの試験片を3片切り出して、これらの試験片の各々について画像解析を行い、盛上げ印刷層の被覆率を算出し、その平均値とする。また、化粧材の大きさが1m×1mではない場合、上記1m×1mの大きさに対する試験片の大きさ30cm×30cmの割合を同じとし、3片切り出して被覆率を算出することとする。 The coverage of the raised print layer on the entire surface of the decorative material is preferably 40% or more, more preferably 50% or more, still more preferably 50% or more, from the viewpoint of improving the tactile sensation and designability by the physical uneven shape and the visual unevenness. Is 70% or more. The upper limit is not particularly limited, but is preferably 95% or less, more preferably 90% or less, from the viewpoint of improving the tactile sensation and design.
In the present invention, the coverage of the raised printing layer is obtained by cutting out three 30 cm × 30 cm test pieces from an arbitrary portion with respect to a decorative material having a size of 1 m × 1 m, and performing image analysis on each of these test pieces. Is performed, the coverage of the raised printing layer is calculated, and the average value is used. When the size of the decorative material is not 1 m × 1 m, the ratio of the test piece size 30 cm × 30 cm to the above 1 m × 1 m size is the same, and three pieces are cut out to calculate the coverage.
盛上げ印刷層は、例えば図(2-a)~(2-c)、(4-a)~(4-c)では、絵柄層の非形成領域のみに設けられている態様しか示されていないが、盛上げ印刷層は絵柄層上にあるいはその一部が重なるようにして設けられていてもよい。
本発明において、盛上げ印刷層は、絵柄層の非形成領域、すなわち絵柄層が設けられていない領域の50%以上を被覆するように設けられることが好ましい。絵柄層の非形成領域に対する盛上げ印刷層の被覆率が50%以上であると、より効率的に、物理的な凹凸形状及び視覚的な凹凸感により触感と意匠性を向上させることができる。これと同様の観点から、絵柄層の非形成領域に対する盛上げ印刷層の被覆率は、好ましくは60%以上、より好ましくは65%以上、更に好ましくは70%以上であり、上限として好ましくは95%以下、より好ましくは90%以下である。 For example, in FIGS. (2-a) to (2-c) and (4-a) to (4-c), the raised printing layer is shown only in a mode in which it is provided only in the non-forming region of the pattern layer. However, the raised printing layer may be provided on the pattern layer or a part thereof so as to overlap with each other.
In the present invention, the raised printing layer is preferably provided so as to cover 50% or more of the non-formed region of the pattern layer, that is, the area where the pattern layer is not provided. When the coverage of the raised print layer with respect to the non-formed region of the pattern layer is 50% or more, the tactile sensation and designability can be improved more efficiently by the physical uneven shape and the visual unevenness. From the same viewpoint as this, the coverage of the raised print layer with respect to the non-formed region of the pattern layer is preferably 60% or more, more preferably 65% or more, further preferably 70% or more, and the upper limit is preferably 95%. Below, it is more preferably 90% or less.
本発明において、盛上げ印刷層は、絵柄層の非形成領域、すなわち絵柄層が設けられていない領域の50%以上を被覆するように設けられることが好ましい。絵柄層の非形成領域に対する盛上げ印刷層の被覆率が50%以上であると、より効率的に、物理的な凹凸形状及び視覚的な凹凸感により触感と意匠性を向上させることができる。これと同様の観点から、絵柄層の非形成領域に対する盛上げ印刷層の被覆率は、好ましくは60%以上、より好ましくは65%以上、更に好ましくは70%以上であり、上限として好ましくは95%以下、より好ましくは90%以下である。 For example, in FIGS. (2-a) to (2-c) and (4-a) to (4-c), the raised printing layer is shown only in a mode in which it is provided only in the non-forming region of the pattern layer. However, the raised printing layer may be provided on the pattern layer or a part thereof so as to overlap with each other.
In the present invention, the raised printing layer is preferably provided so as to cover 50% or more of the non-formed region of the pattern layer, that is, the area where the pattern layer is not provided. When the coverage of the raised print layer with respect to the non-formed region of the pattern layer is 50% or more, the tactile sensation and designability can be improved more efficiently by the physical uneven shape and the visual unevenness. From the same viewpoint as this, the coverage of the raised print layer with respect to the non-formed region of the pattern layer is preferably 60% or more, more preferably 65% or more, further preferably 70% or more, and the upper limit is preferably 95%. Below, it is more preferably 90% or less.
また、盛上げ印刷層は、図1及び3で示されるように、小さい突起が集合した平面視において網点状の突起群のような形状であってもよいし、突起よりも大きい平面視で楕円状(立体形状では回転楕円体の一部またはこれに類似する立体形状)の形状であってもよい。突起よりも大きい楕円状の形状のものは、盛上げ印刷層形成用の樹脂組成物を印刷して盛上げ印刷層を形成する際に、該樹脂組成物を当初から楕円状の形状に印刷して形成することもできるし、また小さい突起を集合させるように印刷した際に、該樹脂組成物が流動してレベリング(levelling)して垂れる(いわゆる「だれる」)ことで繋がり、結果として突起よりも大きい楕円状の形状を呈することとなったものであってもよい。よって、図1及び3では楕円状の形状のものしか図示されていないが、複数の突起がだれて繋がったような不規則な形状であってもよい。
Further, as shown in FIGS. 1 and 3, the raised print layer may have a shape like a net-dot-like protrusion group in a plan view in which small protrusions are gathered, or an ellipsoid in a plan view larger than the protrusions. It may have a shape (a part of a spheroid or a three-dimensional shape similar thereto in a three-dimensional shape). An elliptical shape larger than a protrusion is formed by printing the resin composition into an elliptical shape from the beginning when the resin composition for forming a raised printing layer is printed to form a raised printing layer. Also, when printing so that small protrusions are assembled, the resin composition flows and is leveled and drips (so-called "dripping"), resulting in a connection rather than the protrusions. It may have a large oval shape. Therefore, although only the elliptical shape is shown in FIGS. 1 and 3, it may have an irregular shape such that a plurality of protrusions are connected by hanging.
本発明においては、盛上げ印刷層は、突起群により構成される部分を含むことが、より繊細な触感が得られる点で好ましく、また意匠性の点でも好ましい。また、本発明においては、盛上げ印刷層が、突起群だけでなく、樹脂組成物がだれることで繋がったような平面視で楕円状、あるいは不規則な形状のものを有することにより、例えば木目模様等の自然物の模様とする場合には、よりリアルな質感が得られ、高い意匠性が得られることとなる。
In the present invention, it is preferable that the raised printing layer includes a portion composed of a group of protrusions in terms of obtaining a more delicate tactile sensation and also in terms of design. Further, in the present invention, the raised printing layer has not only a group of protrusions but also an elliptical or irregular shape in a plan view in which the resin composition is connected by dripping, for example, wood grain. When a pattern of a natural object such as a pattern is used, a more realistic texture can be obtained and a high degree of design can be obtained.
盛上げ印刷層の形成には、少なくともバインダー樹脂を含む樹脂組成物が用いられることが好ましく、その他所望に応じて用いられる成分、例えば体質顔料、安定剤、紫外線吸収剤、光安定剤、溶剤等を適宜混合したものを用いることができる。すなわち、盛上げ印刷層は、少なくともバインダー樹脂を含む層であり、その他、上記の所望に応じて所望に応じて用いられる成分を含み得る層である。
A resin composition containing at least a binder resin is preferably used for forming the raised printing layer, and other components used as desired, such as an extender pigment, a stabilizer, an ultraviolet absorber, a light stabilizer, and a solvent, are used. An appropriately mixed product can be used. That is, the raised printing layer is a layer containing at least a binder resin, and is also a layer that can contain the above-mentioned components that can be used as desired.
盛上げ印刷層の形成に用いられるバインダー樹脂としては、物理的な凹凸形状及び視覚的な凹凸感により触感と意匠性を向上させる観点から、硬化性樹脂を用いることが好ましい。
硬化性樹脂としては、熱硬化性樹脂、二液硬化性樹脂、電離放射線硬化性樹脂等の硬化性樹脂を用いることができ、物理的な凹凸形状及び視覚的な凹凸感により触感と意匠性を向上させやすくする観点、更には本発明の化粧材の耐汚染性及び耐摩耗性の向上の観点から、電離放射線硬化性樹脂が好ましい。 As the binder resin used for forming the raised printing layer, it is preferable to use a curable resin from the viewpoint of improving the tactile sensation and designability by the physical uneven shape and the visual unevenness.
As the curable resin, a curable resin such as a thermosetting resin, a two-component curable resin, or an ionizing radiation curable resin can be used, and the tactile sensation and design can be improved by the physical uneven shape and the visual unevenness. An ionizing radiation curable resin is preferable from the viewpoint of facilitating improvement and further improving the stain resistance and abrasion resistance of the decorative material of the present invention.
硬化性樹脂としては、熱硬化性樹脂、二液硬化性樹脂、電離放射線硬化性樹脂等の硬化性樹脂を用いることができ、物理的な凹凸形状及び視覚的な凹凸感により触感と意匠性を向上させやすくする観点、更には本発明の化粧材の耐汚染性及び耐摩耗性の向上の観点から、電離放射線硬化性樹脂が好ましい。 As the binder resin used for forming the raised printing layer, it is preferable to use a curable resin from the viewpoint of improving the tactile sensation and designability by the physical uneven shape and the visual unevenness.
As the curable resin, a curable resin such as a thermosetting resin, a two-component curable resin, or an ionizing radiation curable resin can be used, and the tactile sensation and design can be improved by the physical uneven shape and the visual unevenness. An ionizing radiation curable resin is preferable from the viewpoint of facilitating improvement and further improving the stain resistance and abrasion resistance of the decorative material of the present invention.
熱硬化樹脂としては、アクリル系樹脂、ウレタン系樹脂、フェノール系樹脂、尿素メラミン系樹脂、エポキシ系樹脂、不飽和ポリエステル系樹脂、シリコーン系樹脂等が挙げられる。熱硬化樹脂には、必要に応じて硬化剤が添加される。
二液硬化樹脂としては、ポリオール化合物を主剤としイソシアネート化合物を硬化剤とする二液硬化型ウレタン樹脂、二液硬化型エポキシ樹脂、二液硬化型ウレタン変性アクリル樹脂及び二液硬化型ポリエステル樹脂等が挙げられる。 Examples of the thermosetting resin include acrylic resin, urethane resin, phenol resin, urea melamine resin, epoxy resin, unsaturated polyester resin, silicone resin and the like. A curing agent is added to the thermosetting resin as needed.
Examples of the two-component curable resin include a two-component curable urethane resin containing a polyol compound as a main component and an isocyanate compound as a curing agent, a two-component curable epoxy resin, a two-component curable urethane-modified acrylic resin, and a two-component curable polyester resin. Can be mentioned.
二液硬化樹脂としては、ポリオール化合物を主剤としイソシアネート化合物を硬化剤とする二液硬化型ウレタン樹脂、二液硬化型エポキシ樹脂、二液硬化型ウレタン変性アクリル樹脂及び二液硬化型ポリエステル樹脂等が挙げられる。 Examples of the thermosetting resin include acrylic resin, urethane resin, phenol resin, urea melamine resin, epoxy resin, unsaturated polyester resin, silicone resin and the like. A curing agent is added to the thermosetting resin as needed.
Examples of the two-component curable resin include a two-component curable urethane resin containing a polyol compound as a main component and an isocyanate compound as a curing agent, a two-component curable epoxy resin, a two-component curable urethane-modified acrylic resin, and a two-component curable polyester resin. Can be mentioned.
電離放射線硬化性樹脂は、電離放射線を照射することにより、架橋、硬化する樹脂のことであり、電離放射線硬化性官能基を有するものである。ここで、電離放射線硬化性官能基とは、電離放射線の照射によって架橋硬化する基であり、(メタ)アクリロイル基、ビニル基、アリル基などのエチレン性二重結合を有する官能基などが好ましく挙げられる。また、電離放射線とは、電磁波又は荷電粒子線のうち、分子を重合あるいは架橋し得るエネルギー量子を有するものを意味し、通常、紫外線(UV)又は電子線(EB)が用いられるが、その他、X線、γ線などの電磁波、α線、イオン線などの荷電粒子線も含まれる。
電離放射線硬化性樹脂としては、具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー、重合性オリゴマーの中から適宜選択して用いることができる。 The ionizing radiation curable resin is a resin that is crosslinked and cured by irradiation with ionizing radiation, and has an ionizing radiation curable functional group. Here, the ionizing radiation curable functional group is a group that is crosslinked and cured by irradiation with ionizing radiation, and a functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group, or an allyl group is preferably mentioned. Be done. Further, ionizing radiation means an electromagnetic wave or a charged particle beam having an energy quantum capable of polymerizing or cross-linking a molecule, and usually, ultraviolet rays (UV) or electron beams (EB) are used. Electromagnetic waves such as X-rays and γ-rays, and charged particle beams such as α-rays and ion rays are also included.
Specifically, the ionizing radiation curable resin can be appropriately selected and used from the polymerizable monomers and polymerizable oligomers conventionally used as ionizing radiation curable resins.
電離放射線硬化性樹脂としては、具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー、重合性オリゴマーの中から適宜選択して用いることができる。 The ionizing radiation curable resin is a resin that is crosslinked and cured by irradiation with ionizing radiation, and has an ionizing radiation curable functional group. Here, the ionizing radiation curable functional group is a group that is crosslinked and cured by irradiation with ionizing radiation, and a functional group having an ethylenic double bond such as a (meth) acryloyl group, a vinyl group, or an allyl group is preferably mentioned. Be done. Further, ionizing radiation means an electromagnetic wave or a charged particle beam having an energy quantum capable of polymerizing or cross-linking a molecule, and usually, ultraviolet rays (UV) or electron beams (EB) are used. Electromagnetic waves such as X-rays and γ-rays, and charged particle beams such as α-rays and ion rays are also included.
Specifically, the ionizing radiation curable resin can be appropriately selected and used from the polymerizable monomers and polymerizable oligomers conventionally used as ionizing radiation curable resins.
重合性モノマーとしては、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート系モノマーが好ましく、中でも多官能性(メタ)アクリレートモノマーが好ましい。ここで「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味する。
多官能性(メタ)アクリレートモノマーとしては、分子中に2つ以上の電離放射線硬化性官能基を有し、かつ該官能基として少なくとも(メタ)アクリロイル基を有する(メタ)アクリレートモノマーが挙げられ、物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、更には耐汚染性及び耐摩耗性の向上の観点から、アクリロイル基を有するアクリレートモノマーが好ましい。
物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、更には耐汚染性及び耐摩耗性の向上の観点から、官能基数は好ましくは2以上であり、上限として好ましくは8以下、より好ましくは6以下、更に好ましくは4以下、特に好ましくは3以下である。これらの多官能性(メタ)アクリレートは、単独で、又は複数種を組み合わせて用いてもよい。 As the polymerizable monomer, a (meth) acrylate-based monomer having a radically polymerizable unsaturated group in the molecule is preferable, and a polyfunctional (meth) acrylate monomer is particularly preferable. Here, "(meth) acrylate" means "acrylate or methacrylate".
Examples of the polyfunctional (meth) acrylate monomer include a (meth) acrylate monomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group. An acrylate monomer having an acryloyl group is preferable from the viewpoint of improving the tactile sensation and designability due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance.
The number of functional groups is preferably 2 or more, and the upper limit is preferably 8 or less, from the viewpoint of improving the tactile sensation and design due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance. , More preferably 6 or less, still more preferably 4 or less, and particularly preferably 3 or less. These polyfunctional (meth) acrylates may be used alone or in combination of two or more.
多官能性(メタ)アクリレートモノマーとしては、分子中に2つ以上の電離放射線硬化性官能基を有し、かつ該官能基として少なくとも(メタ)アクリロイル基を有する(メタ)アクリレートモノマーが挙げられ、物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、更には耐汚染性及び耐摩耗性の向上の観点から、アクリロイル基を有するアクリレートモノマーが好ましい。
物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、更には耐汚染性及び耐摩耗性の向上の観点から、官能基数は好ましくは2以上であり、上限として好ましくは8以下、より好ましくは6以下、更に好ましくは4以下、特に好ましくは3以下である。これらの多官能性(メタ)アクリレートは、単独で、又は複数種を組み合わせて用いてもよい。 As the polymerizable monomer, a (meth) acrylate-based monomer having a radically polymerizable unsaturated group in the molecule is preferable, and a polyfunctional (meth) acrylate monomer is particularly preferable. Here, "(meth) acrylate" means "acrylate or methacrylate".
Examples of the polyfunctional (meth) acrylate monomer include a (meth) acrylate monomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group. An acrylate monomer having an acryloyl group is preferable from the viewpoint of improving the tactile sensation and designability due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance.
The number of functional groups is preferably 2 or more, and the upper limit is preferably 8 or less, from the viewpoint of improving the tactile sensation and design due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance. , More preferably 6 or less, still more preferably 4 or less, and particularly preferably 3 or less. These polyfunctional (meth) acrylates may be used alone or in combination of two or more.
このような重合性モノマーとしては、エチレングリコールジ(メタ)アクリレート、ビスフェノールAテトラエトキシジアクリレート、ビスフェノールAテトラプロポキシジアクリレート、1,6-ヘキサンジオールジアクリレート等の二官能(メタ)アクリレート;トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、イソシアヌル酸変性トリ(メタ)アクリレート等の三官能以上の(メタ)アクリレート;が好ましく挙げられる。
Examples of such polymerizable monomers include bifunctional (meth) acrylates such as ethylene glycol di (meth) acrylate, bisphenol A tetraethoxydiacrylate, bisphenol A tetrapropoxydiacrylate, and 1,6-hexanediol diacrylate; trimethylol. Propanetri (meth) acrylate, pentaerythritol tri (meth) acrylate, pentaerythritol tetra (meth) acrylate, dipentaerythritol tetra (meth) acrylate, dipentaerythritol penta (meth) acrylate, dipentaerythritol hexa (meth) acrylate, Trifunctional or higher (meth) acrylates such as isocyanuric acid-modified tri (meth) acrylates; are preferred.
重合性オリゴマーとしては、例えば、分子中に2つ以上の電離放射線硬化性官能基を有し、かつ該官能基として少なくとも(メタ)アクリロイル基を有する(メタ)アクリレートオリゴマーが挙げられる。例えば、ウレタン(メタ)アクリレートオリゴマー、エポキシ(メタ)アクリレートオリゴマー、ポリエステル(メタ)アクリレートオリゴマー、ポリエーテル(メタ)アクリレートオリゴマー、ポリカーボネート(メタ)アクリレートオリゴマー、アクリル(メタ)アクリレートオリゴマー、ポリカプロラクトンウレタン(メタ)アクリレートオリゴマー、ポリカプロラクトンジオールウレタン(メタ)アクリレート等が挙げられる。
Examples of the polymerizable oligomer include a (meth) acrylate oligomer having two or more ionizing radiation curable functional groups in the molecule and having at least a (meth) acryloyl group as the functional group. For example, urethane (meth) acrylate oligomer, epoxy (meth) acrylate oligomer, polyester (meth) acrylate oligomer, polyether (meth) acrylate oligomer, polycarbonate (meth) acrylate oligomer, acrylic (meth) acrylate oligomer, polycaprolactone urethane (meth). ) Acrylate oligomers, polycaprolactone diol urethane (meth) acrylate and the like.
物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、更には耐汚染性及び耐摩耗性の向上の観点から、これらの重合性オリゴマーの官能基数は、好ましくは2以上であり、上限として好ましくは8以下、より好ましくは6以下、更に好ましくは4以下、特に好ましくは3以下である。
The number of functional groups of these polymerizable oligomers is preferably 2 or more from the viewpoint of improving the tactile sensation and design by the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance. The upper limit is preferably 8 or less, more preferably 6 or less, still more preferably 4 or less, and particularly preferably 3 or less.
これらの重合性オリゴマーの重量平均分子量は、物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、更には耐汚染性及び耐摩耗性の向上の観点から、500以上が好ましく、より好ましくは1,000以上であり、上限として好ましくは80,000以下、より好ましくは50,000以下である。本明細書において、重量平均分子量は、GPC分析によって測定され、かつ標準ポリスチレンで換算された平均分子量である。
The weight average molecular weight of these polymerizable oligomers is preferably 500 or more from the viewpoint of improving the tactile sensation and design due to the physical uneven shape and the visual unevenness, and further improving the stain resistance and abrasion resistance. It is more preferably 1,000 or more, and the upper limit is preferably 80,000 or less, more preferably 50,000 or less. As used herein, the weight average molecular weight is the average molecular weight measured by GPC analysis and converted to standard polystyrene.
盛上げ印刷層は、絵柄層による視覚的な凹凸感との相乗効果を高め、意匠性を向上させる観点から、絵柄層より高光沢であることが好ましい。絵柄層より高光沢にするには、光沢を調整し得る添加剤、例えば艶消し剤、体質顔料の使用量を調整することで行える。
The raised print layer is preferably more glossy than the pattern layer from the viewpoint of enhancing the synergistic effect with the visual unevenness of the pattern layer and improving the design. To make the gloss higher than that of the pattern layer, it is possible to adjust the amount of additives that can adjust the gloss, such as a matting agent and an extender pigment.
また、盛上げ印刷層は、厚さを確保するために、盛上げ助剤を含有することが好ましい。盛上げ助剤としては、樹脂ビーズ、無機粒子が好ましく挙げられる。
樹脂ビーズとしては、アクリル樹脂、スチレン樹脂、ポリアミド樹脂(ナイロン)、ウレタン樹脂、アクリル-スチレン樹脂、ウレタンアクリル樹脂、ポリエステル樹脂、メラミン樹脂、ポリカーボネート樹脂、ポリ塩化ビニル樹脂、ベンゾグアナミン樹脂、ベンゾグアナミン-ホルムアルデヒド縮合物等の樹脂からなるビーズが好ましく挙げられる。
無機粒子としては、シリカ、アルミナ、カオリナイト、酸化アンチモン、炭酸カルシウム、硫酸バリウム、硝子、ジルコニア及びチタニア等からなる粒子が挙げられ、コスト等の観点から、シリカが好ましい。シリカ粒子としては、球形でもよいし、不定形であってもよく、触感向上等も考慮すると、不定形シリカ粒子が好ましい。 Further, the swelling printing layer preferably contains a swelling aid in order to secure the thickness. Resin beads and inorganic particles are preferably used as the raising aid.
Resin beads include acrylic resin, styrene resin, polyamide resin (nylon), urethane resin, acrylic-styrene resin, urethane acrylic resin, polyester resin, melamine resin, polycarbonate resin, polyvinyl chloride resin, benzoguanamine resin, and benzoguanamine-formaldehyde condensation. Beads made of a resin such as a thing are preferably mentioned.
Examples of the inorganic particles include particles composed of silica, alumina, kaolinite, antimony oxide, calcium carbonate, barium sulfate, glass, zirconia, titania and the like, and silica is preferable from the viewpoint of cost and the like. The silica particles may be spherical or amorphous, and amorphous silica particles are preferable in consideration of improvement in tactile sensation and the like.
樹脂ビーズとしては、アクリル樹脂、スチレン樹脂、ポリアミド樹脂(ナイロン)、ウレタン樹脂、アクリル-スチレン樹脂、ウレタンアクリル樹脂、ポリエステル樹脂、メラミン樹脂、ポリカーボネート樹脂、ポリ塩化ビニル樹脂、ベンゾグアナミン樹脂、ベンゾグアナミン-ホルムアルデヒド縮合物等の樹脂からなるビーズが好ましく挙げられる。
無機粒子としては、シリカ、アルミナ、カオリナイト、酸化アンチモン、炭酸カルシウム、硫酸バリウム、硝子、ジルコニア及びチタニア等からなる粒子が挙げられ、コスト等の観点から、シリカが好ましい。シリカ粒子としては、球形でもよいし、不定形であってもよく、触感向上等も考慮すると、不定形シリカ粒子が好ましい。 Further, the swelling printing layer preferably contains a swelling aid in order to secure the thickness. Resin beads and inorganic particles are preferably used as the raising aid.
Resin beads include acrylic resin, styrene resin, polyamide resin (nylon), urethane resin, acrylic-styrene resin, urethane acrylic resin, polyester resin, melamine resin, polycarbonate resin, polyvinyl chloride resin, benzoguanamine resin, and benzoguanamine-formaldehyde condensation. Beads made of a resin such as a thing are preferably mentioned.
Examples of the inorganic particles include particles composed of silica, alumina, kaolinite, antimony oxide, calcium carbonate, barium sulfate, glass, zirconia, titania and the like, and silica is preferable from the viewpoint of cost and the like. The silica particles may be spherical or amorphous, and amorphous silica particles are preferable in consideration of improvement in tactile sensation and the like.
盛上げ印刷層に盛上げ助剤が含まれると、盛上げ助剤の形状に対応して、盛上げ印刷層の表面に微細な凸形状が発現し、当該微細な凸形状に対応して凸状部の表面に更に微細凸状部(図示なし)が発現する。これにより、副次的な効果として、光の散乱による視覚的な艶消しによるマット効果の向上とともに、粗面、砂目、又は木肌調の触感の向上効果が得られる。本発明の化粧材において、凸状部は、盛上げ印刷層が含む盛上げ助剤の形状に対応して発現する該盛上げ印刷層の表面の微細な凸形状に対応した、微細凸状部を有する。微細凸状部は、盛上げ印刷層を形成する、上記の小さい突起の一つ一つの表面、上記の突起よりも大きい平面視形状が楕円状の形状の一つ一つの表面に対応して、凸状部に発現する。当該微細凸状部は、盛上げ印刷層上に設けられる表面保護層により、盛上げ助剤の形状を直接反映するものではないが、盛上げ助剤に起因し、当該盛上げ助剤に対応する形状を呈するものである。
When the build-up printing layer contains a build-up auxiliary agent, a fine convex shape appears on the surface of the build-up print layer corresponding to the shape of the build-up auxiliary agent, and the surface of the convex portion corresponds to the fine convex shape. Further, a fine convex portion (not shown) appears. As a result, as a secondary effect, an effect of improving the matte effect by visually matting due to light scattering and an effect of improving the tactile sensation of rough surface, grain, or wood surface can be obtained. In the decorative material of the present invention, the convex portion has a fine convex portion corresponding to the fine convex shape on the surface of the raised printing layer, which is expressed corresponding to the shape of the raising auxiliary agent contained in the raised printing layer. The fine convex portion corresponds to each surface of the above-mentioned small protrusions forming a raised printing layer, and each surface having an elliptical shape in a plan view larger than the above-mentioned protrusions. It develops in the shape. The fine convex portion does not directly reflect the shape of the heaping aid due to the surface protective layer provided on the heaping printing layer, but is caused by the heaping aid and exhibits a shape corresponding to the heaping aid. It is a thing.
盛上げ助剤の平均粒子径としては、盛上げ印刷層の厚さの確保の観点から、好ましくは0.1~40μm、より好ましくは5~30μm、更に好ましくは10~25μmである。また、上記範囲内であると、後述の最大高さ(Sz)等の表面形状の性状を調整しやすく、また物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性がより向上しやすくなる。
The average particle size of the heaping aid is preferably 0.1 to 40 μm, more preferably 5 to 30 μm, and further preferably 10 to 25 μm from the viewpoint of ensuring the thickness of the heaping printing layer. Further, when it is within the above range, it is easy to adjust the properties of the surface shape such as the maximum height (Sz) described later, and it is easy to improve the tactile sensation and design due to the physical uneven shape and the visual unevenness. Become.
盛上げ助剤の含有量としては、盛上げ印刷層を形成する樹脂分100質量部に対して、好ましくは5~70質量部、より好ましくは10~60質量部、更に好ましくは20~50質量部である。
The content of the swelling aid is preferably 5 to 70 parts by mass, more preferably 10 to 60 parts by mass, and further preferably 20 to 50 parts by mass with respect to 100 parts by mass of the resin content forming the swelling printing layer. is there.
盛上げ印刷層は、例えば図1に示されるように、絵柄層の端部に沿って設けられる部分を有することが好ましい。このような部分を有することで、盛上げ印刷層との対比により絵柄層がより物理的に凹部として強調されることとなり、また艶差による視覚的な凹凸感も強調されることとなり、触感とともに意匠性が向上する。
It is preferable that the raised print layer has a portion provided along the end portion of the pattern layer, for example, as shown in FIG. By having such a portion, the pattern layer is more physically emphasized as a concave portion by comparison with the raised printing layer, and the visual unevenness due to the gloss difference is also emphasized, and the design is emphasized as well as the tactile sensation. Improves sex.
盛上げ印刷層の厚さは、プライマー層を有しないときは絵柄層の上面を基準として、またプライマー層を有するときはプライマー層の上面を基準として、好ましくは3μm以上、より好ましくは5μm以上、更に好ましくは10μm以上、より更に好ましくは20μm以上であり、上限として好ましくは50μm以下である。上記範囲内であれば、物理的な凹凸形状及び視覚的な凹凸感による触感と意匠性の向上、また後述する凸状部が削れにくくなり、耐汚染性及び耐摩耗性の低下を抑制することができる。
The thickness of the raised printing layer is preferably 3 μm or more, more preferably 5 μm or more, and further, based on the upper surface of the pattern layer when it does not have a primer layer and based on the upper surface of the primer layer when it has a primer layer. It is preferably 10 μm or more, more preferably 20 μm or more, and the upper limit is preferably 50 μm or less. If it is within the above range, the tactile sensation and designability are improved by the physical uneven shape and the visual unevenness, and the convex portion described later is hard to be scraped, so that the deterioration of stain resistance and abrasion resistance is suppressed. Can be done.
(表面保護層5)
表面保護層5は、基材1、絵柄層2、プライマー層3及び盛上げ印刷層4を被覆するように、本発明の化粧材の全面に設けられる層であり、本発明の化粧材を構成する各層を保護し、結果として本発明の化粧材を保護する層である。
表面保護層は、熱可塑性樹脂、硬化性樹脂のいずれにより構成されていてもよく、本発明の化粧材を保護し、より優れた耐汚染性及び耐摩耗性を得る観点から、硬化性樹脂により構成される層、より具体的には硬化性樹脂の硬化物により構成される層であることが好ましい。また、熱可塑性樹脂と硬化性樹脂とを併用して構成される層であってもよい。 (Surface protection layer 5)
The surfaceprotective layer 5 is a layer provided on the entire surface of the decorative material of the present invention so as to cover the base material 1, the pattern layer 2, the primer layer 3, and the raised printing layer 4, and constitutes the decorative material of the present invention. It is a layer that protects each layer and, as a result, protects the decorative material of the present invention.
The surface protective layer may be made of either a thermoplastic resin or a curable resin, and is made of a curable resin from the viewpoint of protecting the decorative material of the present invention and obtaining better stain resistance and abrasion resistance. It is preferable that the layer is composed of a cured product of a curable resin. Further, the layer may be formed by using a thermoplastic resin and a curable resin in combination.
表面保護層5は、基材1、絵柄層2、プライマー層3及び盛上げ印刷層4を被覆するように、本発明の化粧材の全面に設けられる層であり、本発明の化粧材を構成する各層を保護し、結果として本発明の化粧材を保護する層である。
表面保護層は、熱可塑性樹脂、硬化性樹脂のいずれにより構成されていてもよく、本発明の化粧材を保護し、より優れた耐汚染性及び耐摩耗性を得る観点から、硬化性樹脂により構成される層、より具体的には硬化性樹脂の硬化物により構成される層であることが好ましい。また、熱可塑性樹脂と硬化性樹脂とを併用して構成される層であってもよい。 (Surface protection layer 5)
The surface
The surface protective layer may be made of either a thermoplastic resin or a curable resin, and is made of a curable resin from the viewpoint of protecting the decorative material of the present invention and obtaining better stain resistance and abrasion resistance. It is preferable that the layer is composed of a cured product of a curable resin. Further, the layer may be formed by using a thermoplastic resin and a curable resin in combination.
熱可塑性樹脂としては、例えば、アクリル樹脂、ポリエステル樹脂、不飽和ポリエステル樹脂、塩化ビニル-酢酸ビニル共重合体樹脂、ポリエステルウレタン樹脂、熱可塑性(非架橋型)ウレタン樹脂等が挙げられる。
Examples of the thermoplastic resin include acrylic resin, polyester resin, unsaturated polyester resin, vinyl chloride-vinyl acetate copolymer resin, polyester urethane resin, and thermoplastic (non-crosslinked) urethane resin.
硬化性樹脂としては、上記盛上げ印刷層の形成に用いられ得る硬化性樹脂である、熱硬化性樹脂、二液硬化性樹脂、電離放射線硬化性樹脂等の硬化性樹脂が挙げられる。中でも、耐汚染性及び耐摩耗性の向上の観点から、電離放射線硬化性樹脂が好ましい。電離放射線硬化性樹脂としては、上記盛上げ印刷層の形成に用いられ得るものとして例示した電離放射線硬化性樹脂から適宜選択すればよい。
Examples of the curable resin include curable resins such as thermosetting resins, two-component curable resins, and ionizing radiation curable resins, which are curable resins that can be used for forming the raised printing layer. Of these, an ionizing radiation curable resin is preferable from the viewpoint of improving stain resistance and abrasion resistance. The ionizing radiation curable resin may be appropriately selected from the ionizing radiation curable resins exemplified as those that can be used for forming the raised printing layer.
表面保護層には、所望に応じて、本発明の目的を損なわない範囲で、紫外線吸収剤、光安定剤等の耐候剤、紫外線遮蔽剤、耐摩耗性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チキソトロピック性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、ブロッキング防止剤、滑剤、溶剤等を添加することができる。中でも、紫外線吸収剤、光安定剤等の耐候剤を含んでいることが好ましい。
紫外線吸収剤、光安定剤については、基材に用いられ得るものとして例示した紫外線吸収剤、光安定剤から適宜選択して採用すればよい。 The surface protective layer may contain, if desired, a weather resistant agent such as an ultraviolet absorber or a light stabilizer, an ultraviolet shielding agent, an abrasion resistance improver, a polymerization inhibitor, a cross-linking agent, as long as the object of the present invention is not impaired. Infrared absorbers, antistatic agents, adhesive improvers, leveling agents, thixotropic properties, coupling agents, plasticizers, defoamers, fillers, blocking inhibitors, lubricants, solvents, etc. can be added. .. Above all, it is preferable to contain a weather resistant agent such as an ultraviolet absorber and a light stabilizer.
The ultraviolet absorber and the light stabilizer may be appropriately selected from the ultraviolet absorbers and the light stabilizer exemplified as those that can be used for the base material.
紫外線吸収剤、光安定剤については、基材に用いられ得るものとして例示した紫外線吸収剤、光安定剤から適宜選択して採用すればよい。 The surface protective layer may contain, if desired, a weather resistant agent such as an ultraviolet absorber or a light stabilizer, an ultraviolet shielding agent, an abrasion resistance improver, a polymerization inhibitor, a cross-linking agent, as long as the object of the present invention is not impaired. Infrared absorbers, antistatic agents, adhesive improvers, leveling agents, thixotropic properties, coupling agents, plasticizers, defoamers, fillers, blocking inhibitors, lubricants, solvents, etc. can be added. .. Above all, it is preferable to contain a weather resistant agent such as an ultraviolet absorber and a light stabilizer.
The ultraviolet absorber and the light stabilizer may be appropriately selected from the ultraviolet absorbers and the light stabilizer exemplified as those that can be used for the base material.
表面保護層の厚さは、化粧材の保護、耐汚染性及び耐摩耗性等の向上、更には表面保護層の形成のしやすさ等を考慮すると、プライマー層の上面を基準として、好ましくは1μm以上、より好ましくは2μm以上、更に好ましくは3μm以上であり、上限として好ましくは15μm以下、より好ましくは10μm以下、更に好ましくは7μm以下である。
The thickness of the surface protective layer is preferably based on the upper surface of the primer layer in consideration of protection of the decorative material, improvement of stain resistance and abrasion resistance, and ease of formation of the surface protective layer. It is 1 μm or more, more preferably 2 μm or more, further preferably 3 μm or more, and the upper limit is preferably 15 μm or less, more preferably 10 μm or less, still more preferably 7 μm or less.
(凸状部6)
凸状部6は、本発明の化粧材が、盛上げ印刷層の直上部の最表面、すなわち、盛上げ印刷層の直上部であって、基材の表面保護層が設けられる側の最表面に、該盛上げ印刷層に対応して有する凸状の部分である。また、凸状部は、盛上げ印刷層上に表面保護層が被覆した部分ともいえ、これを「盛上げ印刷層に対応した凸状部」と称する。
本発明の化粧材は、凸状部により物理的な凹凸形状を有することで、極めて高い触感を有するものとなる。また、この物理的な凹凸形状と、上記の絵柄層による視覚的な凹凸感との相乗効果により、極めて高い意匠性を有するものとなる。また、既述のように、凸状部は、盛上げ印刷層が含む盛上げ助剤の形状に対応して発現する該盛上げ印刷層の表面の微細な凸形状に対応した、微細凸状部を有することが好ましい。このような微細凸状部を有することで、更に高い触感が得られ、視覚的な凹凸感が向上するため、更に高い意匠性も得られる。 (Convex portion 6)
Theconvex portion 6 is formed on the outermost surface of the decorative material of the present invention immediately above the raised printing layer, that is, on the outermost surface of the raised printing layer on the side where the surface protective layer of the base material is provided. It is a convex portion corresponding to the raised printing layer. Further, the convex portion can be said to be a portion in which the surface protection layer is coated on the raised print layer, and this is referred to as a “convex portion corresponding to the raised print layer”.
The decorative material of the present invention has an extremely high tactile sensation by having a physically uneven shape due to the convex portion. Further, due to the synergistic effect of this physical uneven shape and the visual unevenness of the above-mentioned pattern layer, the design becomes extremely high. Further, as described above, the convex portion has a fine convex portion corresponding to the fine convex shape on the surface of the raised printing layer, which is expressed corresponding to the shape of the raising aid included in the raised printing layer. Is preferable. By having such a fine convex portion, a higher tactile sensation can be obtained and a visual unevenness can be improved, so that a higher design property can be obtained.
凸状部6は、本発明の化粧材が、盛上げ印刷層の直上部の最表面、すなわち、盛上げ印刷層の直上部であって、基材の表面保護層が設けられる側の最表面に、該盛上げ印刷層に対応して有する凸状の部分である。また、凸状部は、盛上げ印刷層上に表面保護層が被覆した部分ともいえ、これを「盛上げ印刷層に対応した凸状部」と称する。
本発明の化粧材は、凸状部により物理的な凹凸形状を有することで、極めて高い触感を有するものとなる。また、この物理的な凹凸形状と、上記の絵柄層による視覚的な凹凸感との相乗効果により、極めて高い意匠性を有するものとなる。また、既述のように、凸状部は、盛上げ印刷層が含む盛上げ助剤の形状に対応して発現する該盛上げ印刷層の表面の微細な凸形状に対応した、微細凸状部を有することが好ましい。このような微細凸状部を有することで、更に高い触感が得られ、視覚的な凹凸感が向上するため、更に高い意匠性も得られる。 (Convex portion 6)
The
The decorative material of the present invention has an extremely high tactile sensation by having a physically uneven shape due to the convex portion. Further, due to the synergistic effect of this physical uneven shape and the visual unevenness of the above-mentioned pattern layer, the design becomes extremely high. Further, as described above, the convex portion has a fine convex portion corresponding to the fine convex shape on the surface of the raised printing layer, which is expressed corresponding to the shape of the raising aid included in the raised printing layer. Is preferable. By having such a fine convex portion, a higher tactile sensation can be obtained and a visual unevenness can be improved, so that a higher design property can be obtained.
凸状部の高さ(最表面を基準としたときの)は、おおよそ盛上げ印刷層の厚さと同じとなる。よって、凸状部の高さ(最表面を基準としたときの)は、好ましくは3μm以上、より好ましくは5μm以上、更に好ましくは10μm以上、より更に好ましくは20μm以上であり、上限として好ましくは50μm以下である。
The height of the convex part (when based on the outermost surface) is approximately the same as the thickness of the raised print layer. Therefore, the height of the convex portion (based on the outermost surface) is preferably 3 μm or more, more preferably 5 μm or more, further preferably 10 μm or more, still more preferably 20 μm or more, and is preferably an upper limit. It is 50 μm or less.
また、凸状部は、盛上げ印刷層と対応していることから、突起群により構成される部分を有することが好ましいこと等、その形状についての好ましい態様は、盛上げ印刷層と同じである。
Further, since the convex portion corresponds to the raised printing layer, it is preferable to have a portion composed of a group of protrusions, and the preferred embodiment of the shape is the same as that of the raised printing layer.
(広面積装飾層7)
広面積装飾層7は、基材と絵柄層との間に、又は絵柄層と同一の面に、平面視における被覆面積が該絵柄層よりも広い層であり、本発明の化粧材に、絵柄層とともに模様層として意匠性を付与する層である。本発明においては、意匠性の向上の観点から、絵柄層と広面積装飾層とを有するような複数の層からなることが好ましい。 (Wide area decorative layer 7)
The wide-areadecorative layer 7 is a layer in which the covering area in a plan view is wider than that of the pattern layer between the base material and the pattern layer or on the same surface as the pattern layer, and the decorative material of the present invention has a pattern. It is a layer that imparts design as a pattern layer together with the layer. In the present invention, from the viewpoint of improving the design, it is preferable that the present invention is composed of a plurality of layers having a pattern layer and a wide area decorative layer.
広面積装飾層7は、基材と絵柄層との間に、又は絵柄層と同一の面に、平面視における被覆面積が該絵柄層よりも広い層であり、本発明の化粧材に、絵柄層とともに模様層として意匠性を付与する層である。本発明においては、意匠性の向上の観点から、絵柄層と広面積装飾層とを有するような複数の層からなることが好ましい。 (Wide area decorative layer 7)
The wide-area
広面積装飾層としては、全面を被覆するように均一に設けられた着色層(いわゆる「ベタ層」)の形態であってもよいし、前記絵柄層よりも平面視における被覆面積が該絵柄層よりも広ければ、一部を被覆するように設けられた柄層の形態であってもよいし、該着色層と柄層とを有する形態であってもよい。
広面積装飾層が柄層である場合、本発明の化粧材は、その一部が絵柄層により形成される広面積装飾層も有し得る。よって、広面積装飾層は、例えば図(4-c)に示される広面積装飾層72のような、絵柄層と同一の面に、該絵柄層と混在するように設けられる層であってもよい。また、広面積装飾層は、図(2-b)及び(4-b)に示されるように一層からなる層であってもよいし、図(4-c)に示されるように、2以上の複数の層からなる層であってもよい。 The wide-area decorative layer may be in the form of a colored layer (so-called “solid layer”) uniformly provided so as to cover the entire surface, or the covering area in a plan view is larger than that of the pattern layer. If it is wider than that, it may be in the form of a stalk layer provided so as to partially cover it, or it may be in the form of having the colored layer and the stalk layer.
When the wide-area decorative layer is a pattern layer, the decorative material of the present invention may also have a wide-area decorative layer in which a part thereof is formed by the pattern layer. Therefore, even if the wide-area decorative layer is provided on the same surface as the pattern layer, such as the wide-areadecorative layer 72 shown in FIG. (4-c), so as to coexist with the pattern layer. Good. Further, the wide area decorative layer may be a layer composed of one layer as shown in FIGS. (2-b) and (4-b), or two or more layers as shown in FIG. (4-c). It may be a layer composed of a plurality of layers of.
広面積装飾層が柄層である場合、本発明の化粧材は、その一部が絵柄層により形成される広面積装飾層も有し得る。よって、広面積装飾層は、例えば図(4-c)に示される広面積装飾層72のような、絵柄層と同一の面に、該絵柄層と混在するように設けられる層であってもよい。また、広面積装飾層は、図(2-b)及び(4-b)に示されるように一層からなる層であってもよいし、図(4-c)に示されるように、2以上の複数の層からなる層であってもよい。 The wide-area decorative layer may be in the form of a colored layer (so-called “solid layer”) uniformly provided so as to cover the entire surface, or the covering area in a plan view is larger than that of the pattern layer. If it is wider than that, it may be in the form of a stalk layer provided so as to partially cover it, or it may be in the form of having the colored layer and the stalk layer.
When the wide-area decorative layer is a pattern layer, the decorative material of the present invention may also have a wide-area decorative layer in which a part thereof is formed by the pattern layer. Therefore, even if the wide-area decorative layer is provided on the same surface as the pattern layer, such as the wide-area
例えば木目模様であれば、茶色又は白色等の着色層の上に、高光沢(艶有又は高艶)の春材部分を表現する広面積装飾層、更に高光沢の秋材部分(照り部分)を表現する広面積装飾層、及び低光沢(艶消又は低艶)の導管部分を表現する絵柄層を組み合わせて形成することができる。また、他の模様における絵柄層、広面積装飾層の使い分けの具体例は、既述の通りである。
For example, in the case of a wood grain pattern, on a colored layer such as brown or white, a large area decorative layer expressing a high gloss (glossy or high gloss) spring material part, and a high gloss autumn material part (shining part). It can be formed by combining a wide area decorative layer expressing the above and a pattern layer expressing a low gloss (matte or low gloss) conduit portion. Further, specific examples of proper use of the pattern layer and the wide area decorative layer in other patterns are as described above.
広面積装飾層の形成には、上記絵柄層の形成に用いられ得るものとして記載した樹脂組成物を用いることができる。
また、広面積装飾層の厚さは、所望に応じて適宜決定すればよく、上記絵柄層の厚さとして記載した数値範囲の中から選定すればよい。 For the formation of the wide area decorative layer, the resin composition described as being usable for forming the above-mentioned pattern layer can be used.
Further, the thickness of the wide-area decorative layer may be appropriately determined as desired, and may be selected from the numerical range described as the thickness of the pattern layer.
また、広面積装飾層の厚さは、所望に応じて適宜決定すればよく、上記絵柄層の厚さとして記載した数値範囲の中から選定すればよい。 For the formation of the wide area decorative layer, the resin composition described as being usable for forming the above-mentioned pattern layer can be used.
Further, the thickness of the wide-area decorative layer may be appropriately determined as desired, and may be selected from the numerical range described as the thickness of the pattern layer.
(化粧材の製造方法)
本発明の化粧材の製造方法について、本発明の化粧材として好ましい態様の一つである、図(2-b)に示される、基材、広面積装飾層、絵柄層、プライマー層、盛上げ印刷層及び表面保護層を有する化粧材を例にとって、その製造方法を説明する。 (Manufacturing method of decorative material)
Regarding the method for producing a decorative material of the present invention, which is one of the preferred embodiments of the decorative material of the present invention, the base material, the wide area decorative layer, the pattern layer, the primer layer, and the raised printing shown in FIG. The manufacturing method thereof will be described by taking a decorative material having a layer and a surface protective layer as an example.
本発明の化粧材の製造方法について、本発明の化粧材として好ましい態様の一つである、図(2-b)に示される、基材、広面積装飾層、絵柄層、プライマー層、盛上げ印刷層及び表面保護層を有する化粧材を例にとって、その製造方法を説明する。 (Manufacturing method of decorative material)
Regarding the method for producing a decorative material of the present invention, which is one of the preferred embodiments of the decorative material of the present invention, the base material, the wide area decorative layer, the pattern layer, the primer layer, and the raised printing shown in FIG. The manufacturing method thereof will be described by taking a decorative material having a layer and a surface protective layer as an example.
本発明の化粧材は、例えば、基材に広面積装飾層を設ける工程、該広面積装飾層上に絵柄層を設ける工程、少なくとも該絵柄層を被覆するようにプライマー層を設ける工程、該絵柄層の非形成領域の少なくとも一部を被覆するとともに、化粧材の全面に対して30%以上で被覆するように盛上げ印刷層を設ける工程、及び基材、絵柄層、プライマー層及び盛上げ印刷層を被覆するように全面に表面保護層を設ける工程、を順に経ることにより製造することができる。
The decorative material of the present invention is, for example, a step of providing a wide area decorative layer on a base material, a step of providing a pattern layer on the wide area decorative layer, a step of providing at least a primer layer so as to cover the pattern layer, the pattern. A step of providing a raised printing layer so as to cover at least a part of the non-formed region of the layer and covering the entire surface of the decorative material with 30% or more, and a base material, a pattern layer, a primer layer and a raised printing layer. It can be manufactured by sequentially going through the steps of providing a surface protective layer on the entire surface so as to cover it.
広面積装飾層、絵柄層を設ける工程は、まず基材上に広面積装飾層の形成に用いられる樹脂組成物を塗布して所望の着色層、柄層を設けることで広面積装飾層を形成し、次いで絵柄層の形成に用いられる樹脂組成物を塗布して絵柄層を形成する。樹脂組成物の塗布は、グラビア印刷法、バーコート法、ロールコート法、リバースロールコート法、コンマコート法等の公知の方式、好ましくはグラビア印刷法により行う。
In the step of providing the wide-area decorative layer and the pattern layer, first, the resin composition used for forming the wide-area decorative layer is applied onto the base material, and the desired colored layer and the pattern layer are provided to form the wide-area decorative layer. Then, the resin composition used for forming the pattern layer is applied to form the pattern layer. The resin composition is applied by a known method such as a gravure printing method, a bar coating method, a roll coating method, a reverse roll coating method, or a comma coating method, preferably a gravure printing method.
また、基材に表面処理を施す場合は、広面積装飾層を形成する前に行えばよく、易接着層を設ける場合も広面積装飾層を形成する前に行えばよい。また、基材の絵柄層を設ける面とは反対側の面(裏面)に裏面易接着層を設ける場合は、広面積装飾層の形成前後のいずれに設けてもよい。
Further, when the surface treatment is applied to the base material, it may be performed before the wide area decorative layer is formed, and when the easy adhesive layer is provided, it may be performed before the wide area decorative layer is formed. Further, when the back surface easy-adhesion layer is provided on the surface (back surface) opposite to the surface on which the pattern layer of the base material is provided, it may be provided before or after the formation of the wide-area decorative layer.
次いで、少なくとも該絵柄層を被覆するようにプライマー層を設ける工程である。プライマー層の形成に用いられる樹脂組成物を塗布して形成すればよく、塗布方法は上記広面積装飾層を形成する樹脂組成物の塗布の方法より適宜選択して採用すればよい。
盛上げ印刷層を設ける工程における、盛上げ印刷層の形成は、盛上げ印刷層の形成に用いられる樹脂組成物を塗布して行えばよく、塗布方法は上記広面積装飾層を形成する樹脂組成物の塗布の方法より適宜選択して採用すればよい。 Next, it is a step of providing a primer layer so as to cover at least the pattern layer. The resin composition used for forming the primer layer may be applied to form the primer layer, and the coating method may be appropriately selected from the method for applying the resin composition for forming the wide area decorative layer.
In the step of providing the raised printing layer, the raised printing layer may be formed by applying the resin composition used for forming the raised printing layer, and the coating method is the coating of the resin composition for forming the wide area decorative layer. It may be adopted by appropriately selecting from the method of.
盛上げ印刷層を設ける工程における、盛上げ印刷層の形成は、盛上げ印刷層の形成に用いられる樹脂組成物を塗布して行えばよく、塗布方法は上記広面積装飾層を形成する樹脂組成物の塗布の方法より適宜選択して採用すればよい。 Next, it is a step of providing a primer layer so as to cover at least the pattern layer. The resin composition used for forming the primer layer may be applied to form the primer layer, and the coating method may be appropriately selected from the method for applying the resin composition for forming the wide area decorative layer.
In the step of providing the raised printing layer, the raised printing layer may be formed by applying the resin composition used for forming the raised printing layer, and the coating method is the coating of the resin composition for forming the wide area decorative layer. It may be adopted by appropriately selecting from the method of.
表面保護層の形成は、表面保護層の形成に用いられる、好ましくは硬化性樹脂の液体状の未硬化物を含む硬化性樹脂組成物を化粧材の全面に塗布し、必要に応じて硬化させて行う。
液体状の未硬化物を含む未硬化樹脂組成物の塗布方法としては、上記広面積装飾層の樹脂組成物の塗布の方法として例示した公知の方式のいずれかを採用すればよい。
また、硬化性樹脂の液体状の未硬化物を含む未硬化樹脂組成物の硬化方法は、該未硬化樹脂組成物に含まれる硬化性樹脂の種類に応じて選択すればよい。例えば、未硬化樹脂組成物が熱硬化性樹脂の液体状の未硬化物を含む樹脂組成物である場合、使用する熱硬化性樹脂に応じた熱処理を施して、硬化させればよい。 To form the surface protective layer, a curable resin composition containing a liquid uncured product of a curable resin, which is used for forming the surface protective layer, is applied to the entire surface of the decorative material and cured if necessary. To do.
As a method for applying the uncured resin composition containing the liquid uncured product, any of the known methods exemplified as the method for applying the resin composition for the wide area decorative layer may be adopted.
Further, the curing method of the uncured resin composition containing the liquid uncured product of the curable resin may be selected according to the type of the curable resin contained in the uncured resin composition. For example, when the uncured resin composition is a resin composition containing a liquid uncured product of a thermosetting resin, it may be cured by performing a heat treatment according to the thermosetting resin to be used.
液体状の未硬化物を含む未硬化樹脂組成物の塗布方法としては、上記広面積装飾層の樹脂組成物の塗布の方法として例示した公知の方式のいずれかを採用すればよい。
また、硬化性樹脂の液体状の未硬化物を含む未硬化樹脂組成物の硬化方法は、該未硬化樹脂組成物に含まれる硬化性樹脂の種類に応じて選択すればよい。例えば、未硬化樹脂組成物が熱硬化性樹脂の液体状の未硬化物を含む樹脂組成物である場合、使用する熱硬化性樹脂に応じた熱処理を施して、硬化させればよい。 To form the surface protective layer, a curable resin composition containing a liquid uncured product of a curable resin, which is used for forming the surface protective layer, is applied to the entire surface of the decorative material and cured if necessary. To do.
As a method for applying the uncured resin composition containing the liquid uncured product, any of the known methods exemplified as the method for applying the resin composition for the wide area decorative layer may be adopted.
Further, the curing method of the uncured resin composition containing the liquid uncured product of the curable resin may be selected according to the type of the curable resin contained in the uncured resin composition. For example, when the uncured resin composition is a resin composition containing a liquid uncured product of a thermosetting resin, it may be cured by performing a heat treatment according to the thermosetting resin to be used.
電離放射線樹脂の液体状の未硬化物を含む未硬化樹脂組成物を用いる場合、該未硬化樹脂組成物の塗布により形成した未硬化樹脂層は、電子線、紫外線等の電離放射線を照射して硬化物とすればよい。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70~300kV程度で未硬化樹脂層を硬化させることが好ましい。照射線量は、電離放射線硬化性樹脂の架橋密度が飽和する量が好ましく、通常5~300kGy(0.5~30Mrad)、好ましくは10~50kGy(1~5Mrad)の範囲で選定される。
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
また、電離放射線として紫外線を用いる場合には、波長190~380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。 When an uncured resin composition containing a liquid uncured product of an ionizing radiation resin is used, the uncured resin layer formed by coating the uncured resin composition is irradiated with ionizing radiation such as an electron beam or ultraviolet rays. It may be a cured product. Here, when an electron beam is used as the ionizing radiation, the accelerating voltage can be appropriately selected according to the resin to be used and the thickness of the layer, but the uncured resin layer can usually be cured at an accelerating voltage of about 70 to 300 kV. preferable. The irradiation dose is preferably an amount at which the crosslink density of the ionizing radiation curable resin is saturated, and is usually selected in the range of 5 to 300 kGy (0.5 to 30 Mrad), preferably 10 to 50 kGy (1 to 5 Mrad).
The electron beam source is not particularly limited, and for example, a cockloft Walton type, a bandegraft type, a resonance transformer type, an insulated core transformer type, or various electron beam accelerators such as a linear type, a dynamitron type, and a high frequency type are used. be able to.
When ultraviolet rays are used as ionizing radiation, those containing ultraviolet rays having a wavelength of 190 to 380 nm are emitted. The ultraviolet source is not particularly limited, and for example, a high-pressure mercury lamp, a low-pressure mercury lamp, a metal halide lamp, a carbon arc lamp, or the like is used.
電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
また、電離放射線として紫外線を用いる場合には、波長190~380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。 When an uncured resin composition containing a liquid uncured product of an ionizing radiation resin is used, the uncured resin layer formed by coating the uncured resin composition is irradiated with ionizing radiation such as an electron beam or ultraviolet rays. It may be a cured product. Here, when an electron beam is used as the ionizing radiation, the accelerating voltage can be appropriately selected according to the resin to be used and the thickness of the layer, but the uncured resin layer can usually be cured at an accelerating voltage of about 70 to 300 kV. preferable. The irradiation dose is preferably an amount at which the crosslink density of the ionizing radiation curable resin is saturated, and is usually selected in the range of 5 to 300 kGy (0.5 to 30 Mrad), preferably 10 to 50 kGy (1 to 5 Mrad).
The electron beam source is not particularly limited, and for example, a cockloft Walton type, a bandegraft type, a resonance transformer type, an insulated core transformer type, or various electron beam accelerators such as a linear type, a dynamitron type, and a high frequency type are used. be able to.
When ultraviolet rays are used as ionizing radiation, those containing ultraviolet rays having a wavelength of 190 to 380 nm are emitted. The ultraviolet source is not particularly limited, and for example, a high-pressure mercury lamp, a low-pressure mercury lamp, a metal halide lamp, a carbon arc lamp, or the like is used.
また、表面保護層を形成した後、必要に応じて、エンボス板による加熱加圧成形により、凹凸形状を付与することもできる。
加熱加圧成形の条件は、使用する硬化性樹脂の種類に応じて適宜調整すればよく、特に制限はないが、通常100~200℃の温度条件で、圧力は0.1~9.8MPa、時間は10秒から120分間である。 Further, after the surface protective layer is formed, a concave-convex shape can be imparted by heat-press molding with an embossed plate, if necessary.
The conditions for heat and pressure molding may be appropriately adjusted according to the type of the curable resin to be used, and are not particularly limited, but usually under temperature conditions of 100 to 200 ° C., the pressure is 0.1 to 9.8 MPa. The time is from 10 seconds to 120 minutes.
加熱加圧成形の条件は、使用する硬化性樹脂の種類に応じて適宜調整すればよく、特に制限はないが、通常100~200℃の温度条件で、圧力は0.1~9.8MPa、時間は10秒から120分間である。 Further, after the surface protective layer is formed, a concave-convex shape can be imparted by heat-press molding with an embossed plate, if necessary.
The conditions for heat and pressure molding may be appropriately adjusted according to the type of the curable resin to be used, and are not particularly limited, but usually under temperature conditions of 100 to 200 ° C., the pressure is 0.1 to 9.8 MPa. The time is from 10 seconds to 120 minutes.
(表面形状の性状について)
本発明の化粧材10は、表面形状の性状として、ISO 25178-6:2010に準拠して測定された最大高さ(Sz)が15.0μm以上である、という性状を有することが好ましい。最大高さ(Sz)が15.0μm以上であることで、物理的な凹凸形状により、より高い触感を得ることができ、また、物理的な凹凸形状と視覚的な凹凸感によって、より優れた意匠性を得ることができる。最大高さ(Sz)は、表面の最も高い点から最も低い点までの距離を表す数値であり、具体的には化粧材における凸状部及び好ましく有する微細凸状部と、絵柄層(又は表面保護層が設けられる場合は表面保護層における絵柄層に対応する部分)との高低差を示す指標である。
触感及び意匠性の向上の観点から、最大高さ(Sz)は、好ましくは20.0μm以上、より好ましくは25.0μm以上、更に好ましくは40.0μm以上である。最大高さ(Sz)の上限は、大きいほど触感及び意匠性が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、100.0μm以下、好ましくは85.0μm以下である。
なお、本明細書において、表面形状の特性に関する数値は、化粧シートの任意の10点において、ISO 25178-6:2010に準拠した方法で測定した数値の平均値とする。 (About the properties of the surface shape)
Thedecorative material 10 of the present invention preferably has a surface shape such that the maximum height (Sz) measured in accordance with ISO 25178-6: 2010 is 15.0 μm or more. When the maximum height (Sz) is 15.0 μm or more, a higher tactile sensation can be obtained due to the physical uneven shape, and it is more excellent due to the physical uneven shape and the visual uneven shape. You can get the design. The maximum height (Sz) is a numerical value representing the distance from the highest point to the lowest point on the surface, and specifically, a convex portion in a decorative material, a preferably fine convex portion, and a pattern layer (or surface). When a protective layer is provided, it is an index showing the height difference from the surface protective layer corresponding to the pattern layer).
From the viewpoint of improving the tactile sensation and design, the maximum height (Sz) is preferably 20.0 μm or more, more preferably 25.0 μm or more, still more preferably 40.0 μm or more. The upper limit of the maximum height (Sz) is not particularly limited because the larger the upper limit, the better the tactile sensation and design, but the surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 100.0 μm or less, preferably 85.0 μm or less.
In addition, in this specification, the numerical value concerning the characteristic of a surface shape is an average value of the numerical value measured by the method conforming to ISO 25178-6: 2010 at arbitrary 10 points of a decorative sheet.
本発明の化粧材10は、表面形状の性状として、ISO 25178-6:2010に準拠して測定された最大高さ(Sz)が15.0μm以上である、という性状を有することが好ましい。最大高さ(Sz)が15.0μm以上であることで、物理的な凹凸形状により、より高い触感を得ることができ、また、物理的な凹凸形状と視覚的な凹凸感によって、より優れた意匠性を得ることができる。最大高さ(Sz)は、表面の最も高い点から最も低い点までの距離を表す数値であり、具体的には化粧材における凸状部及び好ましく有する微細凸状部と、絵柄層(又は表面保護層が設けられる場合は表面保護層における絵柄層に対応する部分)との高低差を示す指標である。
触感及び意匠性の向上の観点から、最大高さ(Sz)は、好ましくは20.0μm以上、より好ましくは25.0μm以上、更に好ましくは40.0μm以上である。最大高さ(Sz)の上限は、大きいほど触感及び意匠性が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、100.0μm以下、好ましくは85.0μm以下である。
なお、本明細書において、表面形状の特性に関する数値は、化粧シートの任意の10点において、ISO 25178-6:2010に準拠した方法で測定した数値の平均値とする。 (About the properties of the surface shape)
The
From the viewpoint of improving the tactile sensation and design, the maximum height (Sz) is preferably 20.0 μm or more, more preferably 25.0 μm or more, still more preferably 40.0 μm or more. The upper limit of the maximum height (Sz) is not particularly limited because the larger the upper limit, the better the tactile sensation and design, but the surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 100.0 μm or less, preferably 85.0 μm or less.
In addition, in this specification, the numerical value concerning the characteristic of a surface shape is an average value of the numerical value measured by the method conforming to ISO 25178-6: 2010 at arbitrary 10 points of a decorative sheet.
本発明の化粧材10は、表面形状の性状として、ISO 25178-6:2010に準拠して測定された突出山部高さ(Spk)が4.1μm以上である、という性状を有することが好ましい。突出山部高さ(Spk)は、突出山部の平均高さを表す数値であり、具体的には化粧材における凸状部及び好ましく有する微細凸状部の局部的な盛り上がりの状態を示す指標となり、突出山部高さ(Spk)が4.1μm以上であると、主に触感が向上する。
触感向上の観点から、突出山部高さ(Spk)は、より好ましくは5.0μm以上、更に好ましくは6.0μm以上であり、より更に好ましくは7.0μm以上である。突出山部高さ(Spk)の上限は、大きいほど触感が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、30.0μm以下、好ましくは25.0μm以下である。 Thedecorative material 10 of the present invention preferably has a surface shape such that the protruding peak height (Spk) measured in accordance with ISO 25178-6: 2010 is 4.1 μm or more. .. The protruding peak height (Spk) is a numerical value indicating the average height of the protruding peak, and specifically, is an index indicating a state of local swelling of a convex portion and a preferably fine convex portion in a decorative material. When the height of the protruding mountain portion (Spk) is 4.1 μm or more, the tactile sensation is mainly improved.
From the viewpoint of improving the tactile sensation, the height of the protruding ridge (Spk) is more preferably 5.0 μm or more, further preferably 6.0 μm or more, and even more preferably 7.0 μm or more. The upper limit of the height of the protruding ridge (Spk) tends to improve the tactile sensation as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 30.0 μm or less, preferably 25.0 μm or less.
触感向上の観点から、突出山部高さ(Spk)は、より好ましくは5.0μm以上、更に好ましくは6.0μm以上であり、より更に好ましくは7.0μm以上である。突出山部高さ(Spk)の上限は、大きいほど触感が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、30.0μm以下、好ましくは25.0μm以下である。 The
From the viewpoint of improving the tactile sensation, the height of the protruding ridge (Spk) is more preferably 5.0 μm or more, further preferably 6.0 μm or more, and even more preferably 7.0 μm or more. The upper limit of the height of the protruding ridge (Spk) tends to improve the tactile sensation as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 30.0 μm or less, preferably 25.0 μm or less.
本発明の化粧材10は、表面形状の性状として、ISO 25178-6:2010に準拠して測定された最大山高さ(Sp)が1.0μm以上である、という性状を有することが好ましい。最大山高さ(Sp)は、表面の平均面からの高さの最大値を表す数値であり、具体的には化粧材における表面からの凸状部、また好ましく設けられる微細凸状部の高さを示す指標となり、最大山高さ(Sp)が1.0μm以上であると、主に触感が向上する。
触感向上の観点から、最大山高さ(Sp)は、より好ましくは5.0μm以上、更に好ましくは10.0μm以上であり、より更に好ましくは15.0μm以上である。最大山高さ(Sp)の上限は、大きいほど触感が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、60.0μm以下、好ましくは45.0μm以下である。 Thedecorative material 10 of the present invention preferably has a surface shape such that the maximum mountain height (Sp) measured in accordance with ISO 25178-6: 2010 is 1.0 μm or more. The maximum mountain height (Sp) is a numerical value representing the maximum value of the height from the average surface of the surface, and specifically, the height of the convex portion from the surface of the decorative material and the height of the fine convex portion preferably provided. When the maximum mountain height (Sp) is 1.0 μm or more, the tactile sensation is mainly improved.
From the viewpoint of improving the tactile sensation, the maximum mountain height (Sp) is more preferably 5.0 μm or more, further preferably 10.0 μm or more, and even more preferably 15.0 μm or more. The upper limit of the maximum mountain height (Sp) tends to improve the tactile sensation as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and ease of manufacture Considering the above, it is 60.0 μm or less, preferably 45.0 μm or less.
触感向上の観点から、最大山高さ(Sp)は、より好ましくは5.0μm以上、更に好ましくは10.0μm以上であり、より更に好ましくは15.0μm以上である。最大山高さ(Sp)の上限は、大きいほど触感が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、60.0μm以下、好ましくは45.0μm以下である。 The
From the viewpoint of improving the tactile sensation, the maximum mountain height (Sp) is more preferably 5.0 μm or more, further preferably 10.0 μm or more, and even more preferably 15.0 μm or more. The upper limit of the maximum mountain height (Sp) tends to improve the tactile sensation as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and ease of manufacture Considering the above, it is 60.0 μm or less, preferably 45.0 μm or less.
本発明の化粧材10は、表面形状の性状として、ISO 25178-6:2010に準拠して測定された算術平均高さ(Sa)が2.0μm以上である、という性状を有することが好ましい。算術平均高さ(Sa)は、表面の平均面からの凹部及び凸部の高さの絶対値の平均を表す数値、具体的には凸状部、また好ましく設けられる微細凸状部等の化粧材における表面の平均面から相対的に凸部を形成する部分の高さ、及び化粧材全体として相対的に凹部を形成する絵柄層(又は表面保護層が設けられる場合は表面保護層における絵柄層に対応する部分)等の化粧材における表面の平均面から相対的に凹部を形成する部分の深さの平均値であり、化粧材の表面の全面における起伏の状態を示す指標となり、算術平均高さ(Sa)が2.0μm以上であると、主に物理的な凹凸形状と視覚的な凹凸感による意匠性が向上する。
触感向上の観点から、算術平均高さ(Sa)は、より好ましくは2.3μm以上、更に好ましくは2.5μm以上であり、より更に好ましくは3.0μm以上である。最大山高さ(Sp)の上限は、大きいほど意匠性が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、15.0μm以下、好ましくは10.0μm以下、より好ましくは5.0μm以下である。 Thedecorative material 10 of the present invention preferably has a surface shape such that the arithmetic mean height (Sa) measured in accordance with ISO 25178-6: 2010 is 2.0 μm or more. The arithmetic mean height (Sa) is a numerical value representing the average of the absolute values of the heights of the concave and convex portions from the average surface of the surface, specifically, the convex portion and the preferably provided fine convex portion. The height of the portion of the material that forms a convex portion relative to the average surface of the surface, and the pattern layer that forms a relative concave portion of the decorative material as a whole (or the pattern layer in the surface protective layer if a surface protective layer is provided). It is the average value of the depth of the part that forms the recess relative to the average surface of the surface of the decorative material such as), and is an index showing the state of undulations on the entire surface of the decorative material, and is the arithmetic mean height. When the Sa (Sa) is 2.0 μm or more, the designability is improved mainly due to the physical uneven shape and the visual unevenness.
From the viewpoint of improving the tactile sensation, the arithmetic mean height (Sa) is more preferably 2.3 μm or more, further preferably 2.5 μm or more, and even more preferably 3.0 μm or more. The upper limit of the maximum mountain height (Sp) tends to improve the design as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 15.0 μm or less, preferably 10.0 μm or less, and more preferably 5.0 μm or less.
触感向上の観点から、算術平均高さ(Sa)は、より好ましくは2.3μm以上、更に好ましくは2.5μm以上であり、より更に好ましくは3.0μm以上である。最大山高さ(Sp)の上限は、大きいほど意匠性が向上する傾向にあるため、特に制限はないが、耐汚染性及び耐摩耗性等の表面特性、化粧シートとしての安定性、製造のしやすさ等を考慮すると、15.0μm以下、好ましくは10.0μm以下、より好ましくは5.0μm以下である。 The
From the viewpoint of improving the tactile sensation, the arithmetic mean height (Sa) is more preferably 2.3 μm or more, further preferably 2.5 μm or more, and even more preferably 3.0 μm or more. The upper limit of the maximum mountain height (Sp) tends to improve the design as it increases, so there is no particular limitation, but surface characteristics such as stain resistance and abrasion resistance, stability as a decorative sheet, and manufacturing Considering ease of use and the like, it is 15.0 μm or less, preferably 10.0 μm or less, and more preferably 5.0 μm or less.
なお、本明細書において、上述の最大高さ(Sz)、突出山部高さ(Spk)、最大山高さ(Sp)及び算術平均高さ(Sa)は、ISO 25178-6:2010に準拠して、非接触式の形状解析レーザー顕微鏡(例えば、「VK-X1000(型番)」、株式会社キーエンス製)を用い、以下の条件により、化粧材10表面の任意の10点の平均値として測定される。
・倍率:400倍
・測定範囲:500μm×700μmを10箇所
・S-フィルター、L-フィルター:なし In this specification, the above-mentioned maximum height (Sz), protruding peak height (Spk), maximum peak height (Sp), and arithmetic mean height (Sa) are based on ISO 25178-6: 2010. Then, using a non-contact shape analysis laser microscope (for example, "VK-X1000 (model number)", manufactured by KEYENCE CORPORATION), it is measured as the average value of any 10 points on the surface of thedecorative material 10 under the following conditions. To.
・ Magnification: 400 times ・ Measurement range: 500 μm x 700 μm at 10 locations ・ S-filter, L-filter: None
・倍率:400倍
・測定範囲:500μm×700μmを10箇所
・S-フィルター、L-フィルター:なし In this specification, the above-mentioned maximum height (Sz), protruding peak height (Spk), maximum peak height (Sp), and arithmetic mean height (Sa) are based on ISO 25178-6: 2010. Then, using a non-contact shape analysis laser microscope (for example, "VK-X1000 (model number)", manufactured by KEYENCE CORPORATION), it is measured as the average value of any 10 points on the surface of the
・ Magnification: 400 times ・ Measurement range: 500 μm x 700 μm at 10 locations ・ S-filter, L-filter: None
以上のように、本発明の化粧材は、特定の表面形状の特性を有することが好ましく、これにより、本発明の化粧材はより高い触感を有しやすくなり、また物理的な凹凸形状と視覚的な凹凸感による優れた意匠性をも有しやすくなる。本発明の化粧材が、上記表面形状の性状を有するものとするには、特定の層構成を有することが好ましい。
As described above, the decorative material of the present invention preferably has the characteristics of a specific surface shape, which makes it easier for the decorative material of the present invention to have a higher tactile sensation, and also has a physical uneven shape and visual sense. It is easy to have excellent design due to the unevenness. In order for the decorative material of the present invention to have the above-mentioned surface shape properties, it is preferable to have a specific layer structure.
(化粧材の用途)
本発明の化粧材は、物理的な凹凸形状により発現する高い触感、及び物理的な凹凸形状と視覚的な凹凸感による優れた意匠性を有するとともに、耐汚染性及び耐摩耗性に優れる化粧材である。よって、本発明の化粧材は、そのままで、又は被着体に接着剤層を介して積層する、あるいは所定の成形加工等を施して各種用途に用いることができる。
例えば、各種素材の平板、曲面板等の板材、シート(又はフィルム)等の被着体に積層し、壁、天井、床等の建築物の内装用部材又は外壁、屋根、軒天井、柵、門扉等の外装用部材、窓枠、玄関ドア等の各種扉、手すり、幅木、廻り縁、窓枠、扉枠、モール等の建具又は造作部材の他、キッチン又は厨房家具、家具又は家電製品、OA機器等のキャビネットの表面化粧板、車両の内装用部材又は外装用部材等に用いることができる。 (Use of decorative material)
The decorative material of the present invention has a high tactile sensation developed by the physical uneven shape, and has excellent design properties due to the physical uneven shape and the visual uneven shape, and is also excellent in stain resistance and abrasion resistance. Is. Therefore, the decorative material of the present invention can be used as it is, laminated on the adherend via an adhesive layer, or subjected to a predetermined molding process or the like for various purposes.
For example, flat plates of various materials, plates such as curved plates, sheets (or films) and other adherends are laminated, and interior members of buildings such as walls, ceilings and floors or outer walls, roofs, eaves ceilings, fences, etc. Exterior materials such as gates, window frames, various doors such as entrance doors, handrails, skirts, surrounding edges, window frames, door frames, fittings or construction members such as malls, kitchen or kitchen furniture, furniture or home appliances , Can be used for surface decorative boards of cabinets of OA equipment, vehicle interior members, exterior members, and the like.
本発明の化粧材は、物理的な凹凸形状により発現する高い触感、及び物理的な凹凸形状と視覚的な凹凸感による優れた意匠性を有するとともに、耐汚染性及び耐摩耗性に優れる化粧材である。よって、本発明の化粧材は、そのままで、又は被着体に接着剤層を介して積層する、あるいは所定の成形加工等を施して各種用途に用いることができる。
例えば、各種素材の平板、曲面板等の板材、シート(又はフィルム)等の被着体に積層し、壁、天井、床等の建築物の内装用部材又は外壁、屋根、軒天井、柵、門扉等の外装用部材、窓枠、玄関ドア等の各種扉、手すり、幅木、廻り縁、窓枠、扉枠、モール等の建具又は造作部材の他、キッチン又は厨房家具、家具又は家電製品、OA機器等のキャビネットの表面化粧板、車両の内装用部材又は外装用部材等に用いることができる。 (Use of decorative material)
The decorative material of the present invention has a high tactile sensation developed by the physical uneven shape, and has excellent design properties due to the physical uneven shape and the visual uneven shape, and is also excellent in stain resistance and abrasion resistance. Is. Therefore, the decorative material of the present invention can be used as it is, laminated on the adherend via an adhesive layer, or subjected to a predetermined molding process or the like for various purposes.
For example, flat plates of various materials, plates such as curved plates, sheets (or films) and other adherends are laminated, and interior members of buildings such as walls, ceilings and floors or outer walls, roofs, eaves ceilings, fences, etc. Exterior materials such as gates, window frames, various doors such as entrance doors, handrails, skirts, surrounding edges, window frames, door frames, fittings or construction members such as malls, kitchen or kitchen furniture, furniture or home appliances , Can be used for surface decorative boards of cabinets of OA equipment, vehicle interior members, exterior members, and the like.
被着体としては、例えば、杉、檜、松、ラワン等の各種木材からなる木材単板、木材合板、パーティクルボード、MDF(中密度繊維板)、集成材等の木質繊維板等の板材や立体形状物品等として用いられる木質部材;鉄、アルミニウム等の板材や鋼板、立体形状物品、あるいはシート等として用いられる金属部材;ガラス、陶磁器等のセラミックス、石膏等の非セメント窯業系材料、ALC(軽量気泡コンクリート)板等の非陶磁器窯業系材料等の板材や立体形状物品等として用いられる窯業部材;アクリル樹脂、ポリエステル樹脂、ポリスチレン、ポリプロピレン等のポリオレフィン樹脂、ABS(アクリロニトリル-ブタジエン-スチレン共重合体)樹脂、フェノール樹脂、塩化ビニル系樹脂、セルロース樹脂、ゴム等の板材、立体形状物品、あるいはシート等として用いられる樹脂部材等が挙げられる。また、これらの部材は、単独で、又は複数種を組み合わせて用いることができる。
Examples of the adherend include wood single boards made of various woods such as cedar, cypress, pine, and lauan, wood plywood, particle boards, MDF (medium density fiberboard), and wood fiber boards such as laminated wood. Wood members used as three-dimensional articles, etc .; Plates and steel plates such as iron and aluminum, three-dimensional articles, metal members used as sheets, etc .; Ceramics such as glass and ceramics, non-cement ceramic materials such as gypsum, ALC ( Ceramic members used as plate materials such as non-ceramic ceramic materials such as (lightweight cellular concrete) plates and three-dimensional articles; polyolefin resins such as acrylic resin, polyester resin, polystyrene, polypropylene, ABS (acrylonitrile-butadiene-styrene copolymer) ) Resin, phenol resin, vinyl chloride resin, cellulose resin, plate materials such as rubber, three-dimensional shaped articles, resin members used as sheets and the like can be mentioned. In addition, these members can be used alone or in combination of two or more.
接着剤層に用いられる接着剤としては、特に限定されず、公知の接着剤を使用することができ、例えば、感熱接着剤、感圧接着剤等の接着剤が好ましく挙げられる。この接着剤層を構成する接着剤に用いられる樹脂としては、例えば、アクリル樹脂、ポリウレタン樹脂、塩化ビニル樹脂、酢酸ビニル樹脂、塩化ビニル-酢酸ビニル共重合樹脂、スチレン-アクリル共重合樹脂、ポリエステル樹脂、ポリアミド樹脂等が挙げられ、これらを単独で、又は複数種を組み合わせて用いることができる。また、イソシアネート化合物等を硬化剤とする二液硬化型のポリウレタン系接着剤、ポリエステル系接着剤も適用し得る。
また、接着剤層には、粘着剤を用いることもできる。粘着剤としては、アクリル系、ウレタン系、シリコーン系、ゴム系等の粘着剤を適宜選択して用いることができる。 The adhesive used for the adhesive layer is not particularly limited, and known adhesives can be used. For example, adhesives such as heat-sensitive adhesives and pressure-sensitive adhesives are preferable. Examples of the resin used for the adhesive constituting the adhesive layer include acrylic resin, polyurethane resin, vinyl chloride resin, vinyl acetate resin, vinyl chloride-vinyl acetate copolymer resin, styrene-acrylic copolymer resin, and polyester resin. , Polycarbonate resin and the like, and these can be used alone or in combination of two or more. Further, a two-component curing type polyurethane-based adhesive or polyester-based adhesive using an isocyanate compound or the like as a curing agent can also be applied.
An adhesive may also be used for the adhesive layer. As the pressure-sensitive adhesive, acrylic-based, urethane-based, silicone-based, rubber-based and other pressure-sensitive adhesives can be appropriately selected and used.
また、接着剤層には、粘着剤を用いることもできる。粘着剤としては、アクリル系、ウレタン系、シリコーン系、ゴム系等の粘着剤を適宜選択して用いることができる。 The adhesive used for the adhesive layer is not particularly limited, and known adhesives can be used. For example, adhesives such as heat-sensitive adhesives and pressure-sensitive adhesives are preferable. Examples of the resin used for the adhesive constituting the adhesive layer include acrylic resin, polyurethane resin, vinyl chloride resin, vinyl acetate resin, vinyl chloride-vinyl acetate copolymer resin, styrene-acrylic copolymer resin, and polyester resin. , Polycarbonate resin and the like, and these can be used alone or in combination of two or more. Further, a two-component curing type polyurethane-based adhesive or polyester-based adhesive using an isocyanate compound or the like as a curing agent can also be applied.
An adhesive may also be used for the adhesive layer. As the pressure-sensitive adhesive, acrylic-based, urethane-based, silicone-based, rubber-based and other pressure-sensitive adhesives can be appropriately selected and used.
接着剤層は、上記の樹脂を溶液、あるいはエマルジョン等の塗布可能な形態にしたものを、グラビア印刷法、スクリーン印刷法またはグラビア版を用いたリバースコーティング法等の手段により塗布、乾燥して形成することができる。
接着剤層の厚さは特に制限はないが、優れた接着性を得る観点から、1μm以上100μm以下が好ましく、5μm以上50μm以下がより好ましく、10μm以上30μm以下が更に好ましい。 The adhesive layer is formed by applying and drying the above resin in a form that can be applied such as a solution or an emulsion by a means such as a gravure printing method, a screen printing method, or a reverse coating method using a gravure plate. can do.
The thickness of the adhesive layer is not particularly limited, but from the viewpoint of obtaining excellent adhesiveness, it is preferably 1 μm or more and 100 μm or less, more preferably 5 μm or more and 50 μm or less, and further preferably 10 μm or more and 30 μm or less.
接着剤層の厚さは特に制限はないが、優れた接着性を得る観点から、1μm以上100μm以下が好ましく、5μm以上50μm以下がより好ましく、10μm以上30μm以下が更に好ましい。 The adhesive layer is formed by applying and drying the above resin in a form that can be applied such as a solution or an emulsion by a means such as a gravure printing method, a screen printing method, or a reverse coating method using a gravure plate. can do.
The thickness of the adhesive layer is not particularly limited, but from the viewpoint of obtaining excellent adhesiveness, it is preferably 1 μm or more and 100 μm or less, more preferably 5 μm or more and 50 μm or less, and further preferably 10 μm or more and 30 μm or less.
次に、本発明を実施例により、更に詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
(評価及び観察方法)
(1)触感の評価
各実施例及び比較例で得られた化粧材について、任意の成人20人に、手で触った際の触感(凹凸感)が優れているか否かについて評価させた。表1に、集計した触感の評価を下記の基準で分類した結果を示す。
A:触感が優れていると答えた人が20人中18人以上であった。
B:触感が優れていると答えた人が20人中15人以上17人以下であった。
C:触感が優れていると答えた人が20人中11人以上14人以下であった。
D:触感が優れていると答えた人が20人中10人以下であった。
(2)グロスマット感の評価
各実施例及び比較例で得られた化粧材について、任意の成人20人に、目視によりグロスマット感(凹凸感)が優れているか否かについて評価させた。表1に、集計したグロスマット感の評価を下記の基準で分類した結果を示す。
A:凹凸感の優れた意匠性を有すると答えた人が20人中18人以上であった。
B:凹凸感の優れた意匠性を有すると答えた人が20人中15人以上17人以下であった。
C:凹凸感の優れた意匠性を有すると答えた人が20人中11人以上14人以下であった。
D:凹凸感の優れた意匠性を有すると答えた人が20人中10人以下であった。
(3)耐汚染性の評価
各実施例及び比較例で得られた化粧材について、JAS汚染A試験の規定に準拠して、以下の基準で評価した。
A:外観変化が全く又はほとんどなかった。
B:外観変化が軽微であった。
C:外観変化が目立った。
D:外観変化が著しかった。
(4)耐摩耗性の評価
各実施例及び比較例で得られた化粧材について、JAS合板摩耗A試験の規定に準拠して評価した。具体的には、化粧材を試験装置の回転盤に水平に固定し、研磨紙(S-42)を巻きつけたゴム製の円盤2個を取り付け、総荷重500gfをかけながら該化粧材を回転させて、化粧材の絵柄の残存率が50%になる回転数を確認し、以下の評価基準で評価した。なお、5回転毎に、装置をとめて、化粧材の絵柄の状態を目視確認した。
A:75回転以上
B:50回転以上75回転未満
C:25回転以上50回転未満
D:25回転未満
(5)盛上げ印刷層の被覆率の測定
各実施例及び比較例で得られた2m×2mの大きさの化粧材に対して、任意の箇所から30cm×30cmの試験片を3片切り出して、これらの試験片の各々について、顕微鏡を用いて画像解析を行い、化粧材全面及び絵柄層の非形成領域に対する盛上げ印刷層の被覆率を算出し、その平均値を算出した。 Next, the present invention will be described in more detail by way of examples, but the present invention is not limited to this example.
(Evaluation and observation method)
(1) Evaluation of tactile sensation With respect to the cosmetic materials obtained in each Example and Comparative Example, 20 adults were allowed to evaluate whether or not the tactile sensation (unevenness) when touched by hand was excellent. Table 1 shows the results of classifying the aggregated tactile sensation evaluations according to the following criteria.
A: More than 18 out of 20 people answered that they had a good tactile sensation.
B: Of the 20 people, 15 or more and 17 or less answered that the tactile sensation was excellent.
C: The number of people who answered that the tactile sensation was excellent was 11 to 14 out of 20.
D: Less than 10 out of 20 responded that the tactile sensation was excellent.
(2) Evaluation of Gloss Matte Feeling With respect to the cosmetic materials obtained in each Example and Comparative Example, 20 adults were allowed to visually evaluate whether or not the glossy matte feeling (unevenness feeling) was excellent. Table 1 shows the results of classifying the aggregated gloss matte feeling evaluations according to the following criteria.
A: More than 18 out of 20 people answered that they had an excellent design with unevenness.
B: Of the 20 people, 15 or more and 17 or less answered that they had an excellent design with unevenness.
C: 11 out of 20 people answered that they had an excellent design with unevenness, and 14 people or less.
D: Less than 10 out of 20 people answered that they had an excellent design with unevenness.
(3) Evaluation of stain resistance The cosmetic materials obtained in each Example and Comparative Example were evaluated according to the following criteria in accordance with the provisions of the JAS Contamination A Test.
A: There was no or little change in appearance.
B: The change in appearance was slight.
C: The change in appearance was noticeable.
D: The appearance change was remarkable.
(4) Evaluation of Abrasion Resistance The decorative materials obtained in each Example and Comparative Example were evaluated in accordance with the provisions of the JAS plywood abrasion A test. Specifically, the decorative material is horizontally fixed to the rotating disk of the test device, two rubber disks wrapped with abrasive paper (S-42) are attached, and the decorative material is rotated while applying a total load of 500 gf. Then, the number of rotations at which the residual rate of the pattern of the decorative material became 50% was confirmed, and the evaluation was made according to the following evaluation criteria. The device was stopped every 5 rotations, and the state of the pattern of the decorative material was visually confirmed.
A: 75 rotations or more B: 50 rotations or more and less than 75 rotations C: 25 rotations or more and less than 50 rotations D: Less than 25 rotations (5) Measurement of coverage of raised print layer 2 m × 2 m obtained in each Example and Comparative Example Three 30 cm x 30 cm test pieces were cut out from an arbitrary location on a decorative material of the size of the above, and image analysis was performed on each of these test pieces using a microscope to cover the entire surface of the decorative material and the pattern layer. The coverage of the raised print layer with respect to the non-formed region was calculated, and the average value was calculated.
(評価及び観察方法)
(1)触感の評価
各実施例及び比較例で得られた化粧材について、任意の成人20人に、手で触った際の触感(凹凸感)が優れているか否かについて評価させた。表1に、集計した触感の評価を下記の基準で分類した結果を示す。
A:触感が優れていると答えた人が20人中18人以上であった。
B:触感が優れていると答えた人が20人中15人以上17人以下であった。
C:触感が優れていると答えた人が20人中11人以上14人以下であった。
D:触感が優れていると答えた人が20人中10人以下であった。
(2)グロスマット感の評価
各実施例及び比較例で得られた化粧材について、任意の成人20人に、目視によりグロスマット感(凹凸感)が優れているか否かについて評価させた。表1に、集計したグロスマット感の評価を下記の基準で分類した結果を示す。
A:凹凸感の優れた意匠性を有すると答えた人が20人中18人以上であった。
B:凹凸感の優れた意匠性を有すると答えた人が20人中15人以上17人以下であった。
C:凹凸感の優れた意匠性を有すると答えた人が20人中11人以上14人以下であった。
D:凹凸感の優れた意匠性を有すると答えた人が20人中10人以下であった。
(3)耐汚染性の評価
各実施例及び比較例で得られた化粧材について、JAS汚染A試験の規定に準拠して、以下の基準で評価した。
A:外観変化が全く又はほとんどなかった。
B:外観変化が軽微であった。
C:外観変化が目立った。
D:外観変化が著しかった。
(4)耐摩耗性の評価
各実施例及び比較例で得られた化粧材について、JAS合板摩耗A試験の規定に準拠して評価した。具体的には、化粧材を試験装置の回転盤に水平に固定し、研磨紙(S-42)を巻きつけたゴム製の円盤2個を取り付け、総荷重500gfをかけながら該化粧材を回転させて、化粧材の絵柄の残存率が50%になる回転数を確認し、以下の評価基準で評価した。なお、5回転毎に、装置をとめて、化粧材の絵柄の状態を目視確認した。
A:75回転以上
B:50回転以上75回転未満
C:25回転以上50回転未満
D:25回転未満
(5)盛上げ印刷層の被覆率の測定
各実施例及び比較例で得られた2m×2mの大きさの化粧材に対して、任意の箇所から30cm×30cmの試験片を3片切り出して、これらの試験片の各々について、顕微鏡を用いて画像解析を行い、化粧材全面及び絵柄層の非形成領域に対する盛上げ印刷層の被覆率を算出し、その平均値を算出した。 Next, the present invention will be described in more detail by way of examples, but the present invention is not limited to this example.
(Evaluation and observation method)
(1) Evaluation of tactile sensation With respect to the cosmetic materials obtained in each Example and Comparative Example, 20 adults were allowed to evaluate whether or not the tactile sensation (unevenness) when touched by hand was excellent. Table 1 shows the results of classifying the aggregated tactile sensation evaluations according to the following criteria.
A: More than 18 out of 20 people answered that they had a good tactile sensation.
B: Of the 20 people, 15 or more and 17 or less answered that the tactile sensation was excellent.
C: The number of people who answered that the tactile sensation was excellent was 11 to 14 out of 20.
D: Less than 10 out of 20 responded that the tactile sensation was excellent.
(2) Evaluation of Gloss Matte Feeling With respect to the cosmetic materials obtained in each Example and Comparative Example, 20 adults were allowed to visually evaluate whether or not the glossy matte feeling (unevenness feeling) was excellent. Table 1 shows the results of classifying the aggregated gloss matte feeling evaluations according to the following criteria.
A: More than 18 out of 20 people answered that they had an excellent design with unevenness.
B: Of the 20 people, 15 or more and 17 or less answered that they had an excellent design with unevenness.
C: 11 out of 20 people answered that they had an excellent design with unevenness, and 14 people or less.
D: Less than 10 out of 20 people answered that they had an excellent design with unevenness.
(3) Evaluation of stain resistance The cosmetic materials obtained in each Example and Comparative Example were evaluated according to the following criteria in accordance with the provisions of the JAS Contamination A Test.
A: There was no or little change in appearance.
B: The change in appearance was slight.
C: The change in appearance was noticeable.
D: The appearance change was remarkable.
(4) Evaluation of Abrasion Resistance The decorative materials obtained in each Example and Comparative Example were evaluated in accordance with the provisions of the JAS plywood abrasion A test. Specifically, the decorative material is horizontally fixed to the rotating disk of the test device, two rubber disks wrapped with abrasive paper (S-42) are attached, and the decorative material is rotated while applying a total load of 500 gf. Then, the number of rotations at which the residual rate of the pattern of the decorative material became 50% was confirmed, and the evaluation was made according to the following evaluation criteria. The device was stopped every 5 rotations, and the state of the pattern of the decorative material was visually confirmed.
A: 75 rotations or more B: 50 rotations or more and less than 75 rotations C: 25 rotations or more and less than 50 rotations D: Less than 25 rotations (5) Measurement of coverage of raised print layer 2 m × 2 m obtained in each Example and Comparative Example Three 30 cm x 30 cm test pieces were cut out from an arbitrary location on a decorative material of the size of the above, and image analysis was performed on each of these test pieces using a microscope to cover the entire surface of the decorative material and the pattern layer. The coverage of the raised print layer with respect to the non-formed region was calculated, and the average value was calculated.
(実施例1)
易接着処理された建材用着色単層PETシート(東洋紡株式会社製、「A4100(型番)」、厚さ:50μm)を基材とし、該基材の易接着処理された面に、アクリル樹脂とウレタン樹脂との混合樹脂をバインダーとし、着色剤としてチタン白、弁柄、黄鉛を含む樹脂組成物をグラビア印刷法で塗布して厚さ5μm着色層を形成した。次に、該着色層上に硝化綿をバインダーとし、弁柄を主成分とする着色剤を含む樹脂組成物を用いて、春材部分及び秋材部分からなる木肌部分を構成する広面積装飾層を有する木目模様を形成し、更に、該広面積装飾層上に導管部分を絵柄層として形成した。次いで、化粧材全面を被覆するように、二液硬化性樹脂(主剤:アクリルポリオール、硬化剤;ヘキサメチレンジイソシアネート)及び充填剤を含むプライマー層形成用の樹脂組成物(充填剤平均粒径:1.3μm、充填剤含有量:樹脂分100質量部に対してシリカ粒子を40質量部)を塗布して、厚さ5μmのプライマー層を形成した。
次いで、盛上げ印刷層形成用の、アクリル樹脂を主成分とし、盛上げ助剤として平均粒子径15μmのシリカ粒子を樹脂分100質量部に対して65質量部を添加した樹脂組成物を用いてグラビア印刷にて導管部分の絵柄層の非形成領域(平面視において木肌部分が露出する領域)上に、化粧材の全面に対して80%を被覆するように、盛上げ印刷層(プライマー層上面基準とした最大高さ:20μm)を形成した。更に、表面保護層形成用の電離放射線硬化性樹脂組成物(電離放射線硬化性樹脂:電子線硬化性アクリレート樹脂、その他添加剤:シリカ、体質顔料)を全面にわたって、ロールコート法により塗布して表面保護層となる未硬化樹脂層を形成し、電子線(加圧電圧:175KeV、5Mrad(50kGy))を照射して、未硬化樹脂層を硬化させて、表面保護層(厚さ:5μm)を形成した。その後、70℃で24時間の加熱養生を行い、実施例1の化粧材を得た。得られた化粧材について、上記の評価を行った。その評価結果を第1表に示す。 (Example 1)
A colored single-layer PET sheet for building materials (manufactured by Toyo Boseki Co., Ltd., "A4100 (model number)", thickness: 50 μm) that has been easily adhered is used as a base material, and an acrylic resin is applied to the surface of the base material that has been easily adhered. A resin composition containing titanium white, a valve handle, and yellow lead as a colorant was applied by a gravure printing method using a mixed resin with a urethane resin as a binder to form a colored layer having a thickness of 5 μm. Next, a wide-area decorative layer constituting a wood surface portion composed of a spring material portion and an autumn material portion by using a resin composition containing a nitrocellulose as a binder and a colorant containing a valve handle as a main component on the colored layer. A wood grain pattern having the above was formed, and a conduit portion was further formed as a pattern layer on the wide area decorative layer. Next, a resin composition for forming a primer layer containing a two-component curable resin (main agent: acrylic polyol, curing agent; hexamethylene diisocyanate) and a filler so as to cover the entire surface of the decorative material (filler average particle size: 1). .3 μm, filler content: 40 parts by mass of silica particles with respect to 100 parts by mass of resin content) was applied to form a primer layer having a thickness of 5 μm.
Next, gravure printing is performed using a resin composition containing acrylic resin as a main component and 65 parts by mass of silica particles having an average particle diameter of 15 μm added to 100 parts by mass of the resin content as a raising aid for forming a raised printing layer. On the non-formed region of the pattern layer of the conduit portion (the region where the wood surface portion is exposed in a plan view), 80% of the entire surface of the decorative material is covered with the raised printing layer (referenced to the upper surface of the primer layer). Maximum height: 20 μm) was formed. Further, an ionizing radiation curable resin composition for forming a surface protective layer (ionizing radiation curable resin: electron beam curable acrylate resin, other additives: silica, extender pigment) is applied over the entire surface by a roll coating method to the surface. An uncured resin layer to be a protective layer is formed and irradiated with an electron beam (pressurized voltage: 175 KeV, 5Mrad (50 kGy)) to cure the uncured resin layer to form a surface protective layer (thickness: 5 μm). Formed. Then, it was heat-cured at 70 ° C. for 24 hours to obtain the cosmetic material of Example 1. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
易接着処理された建材用着色単層PETシート(東洋紡株式会社製、「A4100(型番)」、厚さ:50μm)を基材とし、該基材の易接着処理された面に、アクリル樹脂とウレタン樹脂との混合樹脂をバインダーとし、着色剤としてチタン白、弁柄、黄鉛を含む樹脂組成物をグラビア印刷法で塗布して厚さ5μm着色層を形成した。次に、該着色層上に硝化綿をバインダーとし、弁柄を主成分とする着色剤を含む樹脂組成物を用いて、春材部分及び秋材部分からなる木肌部分を構成する広面積装飾層を有する木目模様を形成し、更に、該広面積装飾層上に導管部分を絵柄層として形成した。次いで、化粧材全面を被覆するように、二液硬化性樹脂(主剤:アクリルポリオール、硬化剤;ヘキサメチレンジイソシアネート)及び充填剤を含むプライマー層形成用の樹脂組成物(充填剤平均粒径:1.3μm、充填剤含有量:樹脂分100質量部に対してシリカ粒子を40質量部)を塗布して、厚さ5μmのプライマー層を形成した。
次いで、盛上げ印刷層形成用の、アクリル樹脂を主成分とし、盛上げ助剤として平均粒子径15μmのシリカ粒子を樹脂分100質量部に対して65質量部を添加した樹脂組成物を用いてグラビア印刷にて導管部分の絵柄層の非形成領域(平面視において木肌部分が露出する領域)上に、化粧材の全面に対して80%を被覆するように、盛上げ印刷層(プライマー層上面基準とした最大高さ:20μm)を形成した。更に、表面保護層形成用の電離放射線硬化性樹脂組成物(電離放射線硬化性樹脂:電子線硬化性アクリレート樹脂、その他添加剤:シリカ、体質顔料)を全面にわたって、ロールコート法により塗布して表面保護層となる未硬化樹脂層を形成し、電子線(加圧電圧:175KeV、5Mrad(50kGy))を照射して、未硬化樹脂層を硬化させて、表面保護層(厚さ:5μm)を形成した。その後、70℃で24時間の加熱養生を行い、実施例1の化粧材を得た。得られた化粧材について、上記の評価を行った。その評価結果を第1表に示す。 (Example 1)
A colored single-layer PET sheet for building materials (manufactured by Toyo Boseki Co., Ltd., "A4100 (model number)", thickness: 50 μm) that has been easily adhered is used as a base material, and an acrylic resin is applied to the surface of the base material that has been easily adhered. A resin composition containing titanium white, a valve handle, and yellow lead as a colorant was applied by a gravure printing method using a mixed resin with a urethane resin as a binder to form a colored layer having a thickness of 5 μm. Next, a wide-area decorative layer constituting a wood surface portion composed of a spring material portion and an autumn material portion by using a resin composition containing a nitrocellulose as a binder and a colorant containing a valve handle as a main component on the colored layer. A wood grain pattern having the above was formed, and a conduit portion was further formed as a pattern layer on the wide area decorative layer. Next, a resin composition for forming a primer layer containing a two-component curable resin (main agent: acrylic polyol, curing agent; hexamethylene diisocyanate) and a filler so as to cover the entire surface of the decorative material (filler average particle size: 1). .3 μm, filler content: 40 parts by mass of silica particles with respect to 100 parts by mass of resin content) was applied to form a primer layer having a thickness of 5 μm.
Next, gravure printing is performed using a resin composition containing acrylic resin as a main component and 65 parts by mass of silica particles having an average particle diameter of 15 μm added to 100 parts by mass of the resin content as a raising aid for forming a raised printing layer. On the non-formed region of the pattern layer of the conduit portion (the region where the wood surface portion is exposed in a plan view), 80% of the entire surface of the decorative material is covered with the raised printing layer (referenced to the upper surface of the primer layer). Maximum height: 20 μm) was formed. Further, an ionizing radiation curable resin composition for forming a surface protective layer (ionizing radiation curable resin: electron beam curable acrylate resin, other additives: silica, extender pigment) is applied over the entire surface by a roll coating method to the surface. An uncured resin layer to be a protective layer is formed and irradiated with an electron beam (pressurized voltage: 175 KeV, 5Mrad (50 kGy)) to cure the uncured resin layer to form a surface protective layer (thickness: 5 μm). Formed. Then, it was heat-cured at 70 ° C. for 24 hours to obtain the cosmetic material of Example 1. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
(実施例2~4、比較例2及び3)
実施例1において、化粧材全面及び絵柄層の非形成領域に対する盛上げ印刷層の被覆率を第1表に示されるものとした以外は、実施例1と同様にして化粧材を作製した。得られた化粧板について上記の評価を行い、その結果を第1表に示す。 (Examples 2 to 4, Comparative Examples 2 and 3)
In Example 1, a decorative material was produced in the same manner as in Example 1 except that the coverage of the raised print layer on the entire surface of the decorative material and the non-formed region of the pattern layer was set as shown in Table 1. The above evaluation was performed on the obtained decorative board, and the results are shown in Table 1.
実施例1において、化粧材全面及び絵柄層の非形成領域に対する盛上げ印刷層の被覆率を第1表に示されるものとした以外は、実施例1と同様にして化粧材を作製した。得られた化粧板について上記の評価を行い、その結果を第1表に示す。 (Examples 2 to 4, Comparative Examples 2 and 3)
In Example 1, a decorative material was produced in the same manner as in Example 1 except that the coverage of the raised print layer on the entire surface of the decorative material and the non-formed region of the pattern layer was set as shown in Table 1. The above evaluation was performed on the obtained decorative board, and the results are shown in Table 1.
(実施例5)
実施例1において、盛上げ印刷層に用いる樹脂組成物を、アクリル樹脂を主成分とし、盛上げ助剤としてアクリルビーズを用いた樹脂組成物(盛上げ助剤平均粒径30μm、盛上げ助剤含有量:樹脂分100質量部に対してアクリル樹脂からなるビーズを35質量部)とした以外は、実施例1と同様にして化粧材を得た。得られた化粧材について、上記の評価を行った。その評価結果を第1表に示す。 (Example 5)
In Example 1, the resin composition used for the swelling printing layer is a resin composition containing acrylic resin as a main component and acrylic beads as a swelling aid (heaping aid average particle size 30 μm, swelling auxiliary content: resin). A decorative material was obtained in the same manner as in Example 1 except that the number of beads made of acrylic resin was 35 parts by mass with respect to 100 parts by mass. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
実施例1において、盛上げ印刷層に用いる樹脂組成物を、アクリル樹脂を主成分とし、盛上げ助剤としてアクリルビーズを用いた樹脂組成物(盛上げ助剤平均粒径30μm、盛上げ助剤含有量:樹脂分100質量部に対してアクリル樹脂からなるビーズを35質量部)とした以外は、実施例1と同様にして化粧材を得た。得られた化粧材について、上記の評価を行った。その評価結果を第1表に示す。 (Example 5)
In Example 1, the resin composition used for the swelling printing layer is a resin composition containing acrylic resin as a main component and acrylic beads as a swelling aid (heaping aid average particle size 30 μm, swelling auxiliary content: resin). A decorative material was obtained in the same manner as in Example 1 except that the number of beads made of acrylic resin was 35 parts by mass with respect to 100 parts by mass. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
(実施例6)
実施例1において、プライマー層を設けなかった以外は、実施例1と同様にして化粧材を得た。得られた化粧材について、上記の評価を行った。その評価結果を第1表に示す。 (Example 6)
A decorative material was obtained in the same manner as in Example 1 except that the primer layer was not provided in Example 1. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
実施例1において、プライマー層を設けなかった以外は、実施例1と同様にして化粧材を得た。得られた化粧材について、上記の評価を行った。その評価結果を第1表に示す。 (Example 6)
A decorative material was obtained in the same manner as in Example 1 except that the primer layer was not provided in Example 1. The obtained decorative material was evaluated as described above. The evaluation results are shown in Table 1.
(比較例1)
実施例1において、盛上げ印刷層を設けなかった以外は、実施例1と同様にして化粧材を作製した。得られた化粧板について上記の評価を行い、その結果を第1表に示す。 (Comparative Example 1)
A decorative material was produced in the same manner as in Example 1 except that the raised print layer was not provided in Example 1. The above evaluation was performed on the obtained decorative board, and the results are shown in Table 1.
実施例1において、盛上げ印刷層を設けなかった以外は、実施例1と同様にして化粧材を作製した。得られた化粧板について上記の評価を行い、その結果を第1表に示す。 (Comparative Example 1)
A decorative material was produced in the same manner as in Example 1 except that the raised print layer was not provided in Example 1. The above evaluation was performed on the obtained decorative board, and the results are shown in Table 1.

1*,化粧材全体に対する盛上げ印刷層の被覆率である。
2*,絵柄層の非形成領域に対する盛上げ印刷層の被覆率である。
1 *, the coverage of the raised print layer on the entire decorative material.
2 *, the coverage of the raised print layer with respect to the non-formed region of the pattern layer.
実施例1~6の結果より、本発明の化粧材は物理的な凹凸形状により発現する高い触感、及び物理的な凹凸形状と視覚的な凹凸感による優れた意匠性を有するとともに、耐汚染性及び耐摩耗性に優れるものであった。
一方、盛上げ印刷層を有さない比較例1の化粧材は、触感及び凹凸感が全くなく意匠性が劣るものであった。また、盛上げ印刷層を有するものの、被覆率が30%未満である比較例2及び3の化粧材は、触感及び凹凸感に劣り、優れた意匠性を有するものとはいえないものであった。 From the results of Examples 1 to 6, the decorative material of the present invention has a high tactile sensation developed by the physical uneven shape, and excellent designability due to the physical uneven shape and the visual uneven shape, and also has stain resistance. And it was excellent in abrasion resistance.
On the other hand, the decorative material of Comparative Example 1 having no raised printing layer had no tactile sensation and unevenness, and was inferior in design. Further, the decorative materials of Comparative Examples 2 and 3 having a raised printing layer but having a coverage of less than 30% were inferior in tactile sensation and unevenness, and could not be said to have excellent designability.
一方、盛上げ印刷層を有さない比較例1の化粧材は、触感及び凹凸感が全くなく意匠性が劣るものであった。また、盛上げ印刷層を有するものの、被覆率が30%未満である比較例2及び3の化粧材は、触感及び凹凸感に劣り、優れた意匠性を有するものとはいえないものであった。 From the results of Examples 1 to 6, the decorative material of the present invention has a high tactile sensation developed by the physical uneven shape, and excellent designability due to the physical uneven shape and the visual uneven shape, and also has stain resistance. And it was excellent in abrasion resistance.
On the other hand, the decorative material of Comparative Example 1 having no raised printing layer had no tactile sensation and unevenness, and was inferior in design. Further, the decorative materials of Comparative Examples 2 and 3 having a raised printing layer but having a coverage of less than 30% were inferior in tactile sensation and unevenness, and could not be said to have excellent designability.
10.化粧材
1.基材
1F.基材の一方の面
2.絵柄層
3.プライマー層
4.盛上げ印刷層
5.表面保護層
6.凸状部
7.広面積装飾層
71.広面積装飾層
72.広面積装飾層
N.法線方向 10.Cosmetic material 1. Base material 1F. One side of the substrate 2. Picture layer 3. Primer layer 4. Raised print layer 5. Surface protective layer 6. Convex part 7. Large area decorative layer 71. Large area decorative layer 72. Large area decorative layer N. Normal direction
1.基材
1F.基材の一方の面
2.絵柄層
3.プライマー層
4.盛上げ印刷層
5.表面保護層
6.凸状部
7.広面積装飾層
71.広面積装飾層
72.広面積装飾層
N.法線方向 10.
Claims (13)
- 基材、該基材の一方の面の一部分を被覆する絵柄層、盛上げ印刷層及び表面保護層を有する化粧材であって、
該盛上げ印刷層が、平面視において、該絵柄層の非形成領域の少なくとも一部を被覆するとともに、該化粧材の全面に対して30%以上を被覆するように設けられ、
該表面保護層が、該基材、該絵柄層及び該盛上げ印刷層を被覆するように、該化粧材の全面に設けられ、
該盛上げ印刷層の直上部の該化粧材の最表面に、該盛上げ印刷層に対応した凸状部を有する、
化粧材。 A decorative material having a base material, a pattern layer covering a part of one surface of the base material, a raised printing layer, and a surface protective layer.
The raised printing layer is provided so as to cover at least a part of the non-formed region of the pattern layer and 30% or more of the entire surface of the decorative material in a plan view.
The surface protective layer is provided on the entire surface of the decorative material so as to cover the base material, the pattern layer, and the raised printing layer.
A convex portion corresponding to the raised printing layer is provided on the outermost surface of the decorative material immediately above the raised printing layer.
Cosmetic material. - 前記盛上げ印刷層が、前記絵柄層の非形成領域の50%以上を被覆する請求項1に記載の化粧材。 The decorative material according to claim 1, wherein the raised printing layer covers 50% or more of a non-formed region of the pattern layer.
- 前記基材と、前記絵柄層との間に、又は絵柄層と同一の面に、平面視における被覆面積が該絵柄層よりも広い広面積装飾層を有する請求項1又は2に記載の化粧材。 The decorative material according to claim 1 or 2, which has a wide-area decorative layer having a covering area wider than that of the pattern layer in a plan view between the base material and the pattern layer or on the same surface as the pattern layer. ..
- 前記広面積装飾層が、春材部分及び秋材部分を形成する請求項3に記載の化粧材。 The decorative material according to claim 3, wherein the wide-area decorative layer forms a spring material portion and an autumn material portion.
- 前記絵柄層が、導管模様を形成する請求項1~4のいずれか1項に記載の化粧材。 The decorative material according to any one of claims 1 to 4, wherein the pattern layer forms a conduit pattern.
- 平面視において、少なくとも前記絵柄層を被覆するようにプライマー層を有する請求項1~5のいずれか1項に記載の化粧材。 The decorative material according to any one of claims 1 to 5, which has a primer layer so as to cover at least the pattern layer in a plan view.
- 前記プライマー層が、艶消し剤を含有する請求項6に記載の化粧材。 The decorative material according to claim 6, wherein the primer layer contains a matting agent.
- 前記プライマー層が、全面を被覆するように設けられる請求項6又は7に記載の化粧材。 The decorative material according to claim 6 or 7, wherein the primer layer is provided so as to cover the entire surface.
- 前記盛上げ印刷層が、突起群により構成される部分を含む請求項1~8のいずれか1項に記載の化粧材。 The decorative material according to any one of claims 1 to 8, wherein the raised printing layer includes a portion composed of a group of protrusions.
- 前記盛上げ印刷層が、盛上げ助剤を含有する請求項1~9のいずれか1項に記載の化粧材。 The decorative material according to any one of claims 1 to 9, wherein the raised printing layer contains a raised aid.
- 前記盛上げ印刷層が、その表面に前記盛上げ助剤に対応した微細な凸形状を有し、前記凸状部が該微細な凸形状に対応する微細凸状部を有する請求項10に記載の化粧材。 The cosmetic according to claim 10, wherein the raised printing layer has a fine convex shape corresponding to the raised auxiliary agent on its surface, and the convex portion has a fine convex portion corresponding to the fine convex shape. Material.
- 前記表面保護層が、硬化性樹脂組成物の硬化物からなる請求項1~11のいずれか1項に記載の化粧材。 The decorative material according to any one of claims 1 to 11, wherein the surface protective layer is a cured product of a curable resin composition.
- 更に、前記基材の前記絵柄層を有する面とは反対側の面に、接着剤層を介して被着体を有する請求項1~12のいずれか1項に記載の化粧材。 The decorative material according to any one of claims 1 to 12, further comprising an adherend via an adhesive layer on a surface of the base material opposite to the surface having the pattern layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021509374A JP7409371B2 (en) | 2019-03-28 | 2020-03-23 | Decorative material |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019063412 | 2019-03-28 | ||
| JP2019-063412 | 2019-03-28 | ||
| JP2019-174664 | 2019-09-25 | ||
| JP2019174664 | 2019-09-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020196377A1 true WO2020196377A1 (en) | 2020-10-01 |
Family
ID=72610962
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/012643 WO2020196377A1 (en) | 2019-03-28 | 2020-03-23 | Decorative material |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7409371B2 (en) |
| WO (1) | WO2020196377A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022209516A1 (en) | 2021-03-31 | 2022-10-06 | 大日本印刷株式会社 | Decorative sheet and decorative material |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5638261A (en) * | 1979-09-07 | 1981-04-13 | Noda Plywood Mfg Co Ltd | Manufacture of smoothly planed board |
| JPS571728A (en) * | 1980-06-05 | 1982-01-06 | Toppan Printing Co Ltd | Manufacture of decorative material |
| JPS5881161A (en) * | 1981-11-10 | 1983-05-16 | 凸版印刷株式会社 | Decorative material having solid feeling |
| JPH03258544A (en) * | 1990-03-09 | 1991-11-18 | Dainippon Printing Co Ltd | Decorative sheet and its manufacture |
| JPH10119228A (en) * | 1996-10-24 | 1998-05-12 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2008087157A (en) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2014080020A (en) * | 2012-09-25 | 2014-05-08 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2014195874A (en) * | 2013-03-29 | 2014-10-16 | 大建工業株式会社 | Decorative plate |
| JP2015171811A (en) * | 2014-02-18 | 2015-10-01 | 大日本印刷株式会社 | decorative sheet |
| JP2015171810A (en) * | 2014-02-18 | 2015-10-01 | 大日本印刷株式会社 | decorative sheet |
-
2020
- 2020-03-23 JP JP2021509374A patent/JP7409371B2/en active Active
- 2020-03-23 WO PCT/JP2020/012643 patent/WO2020196377A1/en active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5638261A (en) * | 1979-09-07 | 1981-04-13 | Noda Plywood Mfg Co Ltd | Manufacture of smoothly planed board |
| JPS571728A (en) * | 1980-06-05 | 1982-01-06 | Toppan Printing Co Ltd | Manufacture of decorative material |
| JPS5881161A (en) * | 1981-11-10 | 1983-05-16 | 凸版印刷株式会社 | Decorative material having solid feeling |
| JPH03258544A (en) * | 1990-03-09 | 1991-11-18 | Dainippon Printing Co Ltd | Decorative sheet and its manufacture |
| JPH10119228A (en) * | 1996-10-24 | 1998-05-12 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2008087157A (en) * | 2006-09-29 | 2008-04-17 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2014080020A (en) * | 2012-09-25 | 2014-05-08 | Dainippon Printing Co Ltd | Decorative sheet |
| JP2014195874A (en) * | 2013-03-29 | 2014-10-16 | 大建工業株式会社 | Decorative plate |
| JP2015171811A (en) * | 2014-02-18 | 2015-10-01 | 大日本印刷株式会社 | decorative sheet |
| JP2015171810A (en) * | 2014-02-18 | 2015-10-01 | 大日本印刷株式会社 | decorative sheet |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022209516A1 (en) | 2021-03-31 | 2022-10-06 | 大日本印刷株式会社 | Decorative sheet and decorative material |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7409371B2 (en) | 2024-01-09 |
| JPWO2020196377A1 (en) | 2020-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7201065B2 (en) | Decorative sheet and decorative material using the same | |
| JP7060155B2 (en) | Matte goods | |
| JP6957934B2 (en) | Decorative sheet and decorative material using it | |
| JP6760459B2 (en) | Decorative sheet | |
| JP7196968B2 (en) | matte goods | |
| JP7392352B2 (en) | Decorative material | |
| JP7196969B2 (en) | matte goods | |
| JP2019038195A (en) | Dark color pattern decorative sheet and decorative member therewith | |
| WO2020196377A1 (en) | Decorative material | |
| JP7198440B2 (en) | Decorative sheets and materials | |
| JP7225635B2 (en) | decorative material | |
| JP2022053446A (en) | Decorative material | |
| JP2021160286A (en) | Decorative material and method for manufacturing decorative material | |
| JP7392279B2 (en) | Decorative material | |
| JP7001196B2 (en) | Cosmetic materials and decorative materials | |
| WO2022209492A1 (en) | Cosmetic sheet and cosmetic material | |
| WO2021066035A1 (en) | Decorative material for floor | |
| JP7415403B2 (en) | Decorative sheets and decorative materials | |
| JP7294482B1 (en) | laminate | |
| JP2019038194A (en) | Decorative sheet and decorative material using the same | |
| WO2021065043A1 (en) | Decorative material | |
| JP2022151531A (en) | Decorative sheet and decorative material | |
| JPWO2020067293A1 (en) | Wood grain decorative material | |
| JP2021055315A (en) | Decorative material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20776327 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021509374 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20776327 Country of ref document: EP Kind code of ref document: A1 |