WO2019189455A1 - Manufacturing method, information processing device, relational expression calculation device, and manufacturing system - Google Patents
Manufacturing method, information processing device, relational expression calculation device, and manufacturing system Download PDFInfo
- Publication number
- WO2019189455A1 WO2019189455A1 PCT/JP2019/013350 JP2019013350W WO2019189455A1 WO 2019189455 A1 WO2019189455 A1 WO 2019189455A1 JP 2019013350 W JP2019013350 W JP 2019013350W WO 2019189455 A1 WO2019189455 A1 WO 2019189455A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- annealing
- manufacturing
- concentration
- relational expression
- annealing temperature
- Prior art date
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Systems or methods specially adapted for specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- General Physics & Mathematics (AREA)
- Business, Economics & Management (AREA)
- Economics (AREA)
- Strategic Management (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- General Health & Medical Sciences (AREA)
- Human Resources & Organizations (AREA)
- Marketing (AREA)
- Primary Health Care (AREA)
- Metallurgy (AREA)
- Tourism & Hospitality (AREA)
- General Business, Economics & Management (AREA)
- Thermal Sciences (AREA)
- Theoretical Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Automation & Control Theory (AREA)
- General Factory Administration (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Abstract
In order to calculate an annealing temperature for obtaining an aluminum sheet having a desired mechanical property, without resorting to preliminary testing and the like, an aluminum sheet manufacturing method includes: a step (S102) in which the impurity concentration of an aluminum sheet material or intermediate product is measured; a step (S118 or S120) in which an annealing temperature enabling a mechanical property value of the aluminum sheet to satisfy a prescribed mechanical property value range is calculated on the basis of the impurity concentration; and a step (S122) in which annealing is carried out at the annealing temperature.
Description
本発明は、アルミニウム板材を製造するための製造方法等に関する。
The present invention relates to a manufacturing method for manufacturing an aluminum plate.
金属板材の製造プロセスでは、発注元の指定した機械特性値(機械試験で測定できる特性値)の範囲を満たした最終製品を製造する必要がある。そのため、製造時の諸条件から機械特性値を算出する技術が開発されている。例えば、特許文献1には、鋼材の品質特性値を予測する方法であって、鋼材の過去の製造条件と、該条件で得られた品質特性値とを保存した品質データベースを用いて、機械特性値を予測する技術が開示されている。
In the metal plate manufacturing process, it is necessary to manufacture a final product that satisfies the range of mechanical property values (characteristic values that can be measured by mechanical tests) specified by the orderer. Therefore, a technique for calculating a mechanical characteristic value from various conditions at the time of manufacture has been developed. For example, Patent Literature 1 is a method for predicting quality characteristic values of steel materials, using a quality database that stores past production conditions of steel materials and quality characteristic values obtained under the conditions, and mechanical characteristics. Techniques for predicting values are disclosed.
ところで、アルミニウム板材の製造プロセスには、焼鈍工程が含まれる。アルミニウム板材の機械特性値は、この焼鈍時の焼鈍温度によって変化することが分かっている。
By the way, the manufacturing process of the aluminum plate material includes an annealing process. It has been found that the mechanical property value of the aluminum plate varies depending on the annealing temperature during the annealing.
しかしながら、アルミニウム板材の製造では、同じ温度で焼鈍を実行した場合でも、製造ロットによって、最終的に製造されるアルミニウム板材の機械特性値に、ばらつきが生じる。ばらつきの要因は種々考えられるが、どのような因子がどのように機械特性値に影響しているかは不明であった。
However, in the production of an aluminum plate material, even when annealing is performed at the same temperature, the mechanical property value of the finally produced aluminum plate material varies depending on the production lot. There are various causes of the variation, but it is unclear what factor affects the mechanical property value.
また、製造プロセスのスケールおよび工程の詳細(例えば、加熱および冷却の過程)をラボ試験で再現することも困難であるため、ラボ試験の結果から前記因子を特定すること、および、機械特性値を算出することは困難であった。
In addition, it is difficult to reproduce the scale and process details of the manufacturing process (for example, heating and cooling processes) in the laboratory test. It was difficult to calculate.
そのため、従来の製造方法では、例えば最終工程として焼鈍工程を実施する場合、焼鈍の直前の中間製造物に対して予備試験を行って、その後、オペレータが、該予備試験の結果を考慮して経験則で焼鈍温度を決定していた。
Therefore, in the conventional manufacturing method, for example, when the annealing process is performed as the final process, a preliminary test is performed on the intermediate product immediately before the annealing, and then the operator experiences in consideration of the result of the preliminary test. The annealing temperature was determined by the law.
本発明の一態様は、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することを目的とする。
An object of one embodiment of the present invention is to calculate an annealing temperature for obtaining an aluminum plate having desired mechanical characteristics.
前記の課題を解決するために、本発明の一態様に係る製造方法は、アルミニウム板材の製造方法であって、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を測定する濃度測定ステップと、前記不純物の濃度に基づいて、前記アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出ステップと、前記焼鈍温度で焼鈍を実行する焼鈍ステップと、を含む。
In order to solve the above-described problem, a manufacturing method according to one aspect of the present invention is a method for manufacturing an aluminum plate material, which is included in the material or intermediate product of the aluminum plate material. A concentration measuring step for measuring the concentration of impurities that are not the main components of the product and that are not intentionally added to the material or the intermediate product, and based on the concentration of the impurities, the machine for the aluminum plate A temperature calculating step for calculating an annealing temperature for the characteristic value to satisfy a predetermined mechanical characteristic value range; and an annealing step for executing the annealing at the annealing temperature.
前記の課題を解決するために、本発明の一態様に係る情報処理装置は、アルミニウム板材の製造における材料または中間製造物の、主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を示す情報を取得する不純物濃度取得部と、前記不純物の濃度に基づいて、アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出部と、を備える。
In order to solve the above-described problem, an information processing apparatus according to one embodiment of the present invention is not a main component of a material or an intermediate product in manufacturing an aluminum plate material, and is intentionally included in the material or the intermediate product. An impurity concentration acquisition unit that acquires information indicating the concentration of impurities that are not added, and an annealing temperature for satisfying a predetermined mechanical property value range of the mechanical property value of the aluminum plate based on the impurity concentration And a temperature calculation unit for calculating.
前記の課題を解決するために、本発明の一態様に係る関係式算出装置は、複数の焼鈍温度のそれぞれについて、アルミニウム板材の製造における中間製造物の焼鈍を実行した場合の、不純物の濃度と、前記中間製造物を製造するまでの少なくとも1工程における加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データを取得する実績データ取得部と、前記実績データに基づいて、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との関係式を算出する関係式算出部と、を備え、前記不純物は、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である。
In order to solve the above-described problem, the relational expression calculating apparatus according to one aspect of the present invention is configured so that, for each of a plurality of annealing temperatures, the concentration of impurities when performing annealing of an intermediate product in the manufacture of an aluminum plate material Based on the actual data, the actual data acquisition unit for acquiring actual data in which the processing conditions in at least one process until the intermediate product is manufactured and the mechanical property value of the annealed aluminum sheet material are associated with each other. A relational expression calculating unit that calculates a relational expression between the concentration of the impurity, the processing condition, the mechanical property value, and the annealing temperature, and the impurity is contained in a material of the aluminum plate or an intermediate product It is a component that is not a main component of the material or the intermediate product and is not intentionally added to the material or the intermediate product.
本発明の一態様によれば、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を予備試験等に頼らずに算出することができる。
According to one aspect of the present invention, the annealing temperature for obtaining an aluminum sheet having desired mechanical properties can be calculated without relying on a preliminary test or the like.
本発明は、アルミニウム板材を製造する際に使用可能な製造方法、製造システム、および各種装置等に関する。製造するアルミニウム板材の種類は特に限定されないが、例えばH2nアルミニウム板材が挙げられる。
The present invention relates to a manufacturing method, a manufacturing system, and various apparatuses that can be used when manufacturing an aluminum plate. Although the kind of aluminum plate material to manufacture is not specifically limited, For example, a H2n aluminum plate material is mentioned.
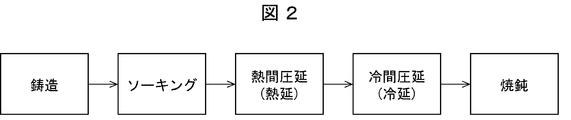
まず始めに、アルミニウム板材の製造フローの特徴について説明する。図2は、H2nアルミニウム板材の製造フローを示す図である。H2nアルミニウム板材は、材料を鋳造した後、ソーキング、熱間圧延(熱延)、冷間圧延(冷延)、および焼鈍の加工処理を、この順序で施すことで製造される。
First, the characteristics of the aluminum plate manufacturing flow will be described. FIG. 2 is a diagram showing a manufacturing flow of the H2n aluminum plate. The H2n aluminum plate is manufactured by casting the material and then performing soaking, hot rolling (hot rolling), cold rolling (cold rolling), and annealing in this order.
なお、アルミニウム板材の製造フローは、該板材の種類によって異なる。本発明は、途中工程の少なくとも1工程において焼鈍を実施するような製造フローを採用している製造システムに対して、適用することができる。
It should be noted that the manufacturing flow of the aluminum plate differs depending on the type of the plate. The present invention can be applied to a manufacturing system that employs a manufacturing flow in which annealing is performed in at least one of the intermediate steps.
例えば、本発明に係る製造システムが採用する製造フローは、図2に示すように最終工程として1回だけ焼鈍(最終焼鈍)を行うような製造フローであってもよい。また例えば、本発明に係る製造システムが採用する製造フローは、途中工程で1回以上の焼鈍(中間焼鈍)を行い、さらに最終焼鈍を行うような製造フローであってもよい。また例えば、本発明に係る製造システムが採用する製造フローは、最終焼鈍は実行せず、途中工程で1回以上の中間焼鈍を行うような製造フローであってもよい。
For example, the manufacturing flow employed by the manufacturing system according to the present invention may be a manufacturing flow in which annealing (final annealing) is performed only once as a final process as shown in FIG. For example, the manufacturing flow which the manufacturing system which concerns on this invention employ | adopts may be a manufacturing flow which performs annealing more than once in the middle process (intermediate annealing), and also performs final annealing. Further, for example, the manufacturing flow employed by the manufacturing system according to the present invention may be a manufacturing flow in which the final annealing is not performed and the intermediate annealing is performed one or more times in the intermediate process.
最終製品であるアルミニウム板材の機械特性値は、焼鈍温度によって変化することが分かっている。また、詳しくは後述するが、焼鈍温度以外にも、機械特性値を変化させ得る要因が種々存在する。
機械 It is known that the mechanical properties of the final product, aluminum plate, change depending on the annealing temperature. As will be described in detail later, there are various factors other than the annealing temperature that can change the mechanical characteristic value.
本発明の発明者らは、アルミニウム板材の機械特性値を変化させ得る種々の要因を見出した。そして、発明者らは、該要因が機械特性値に与える影響を考慮して焼鈍温度を算出する方法を見出した。以下、本発明の一実施の形態について説明する。
The inventors of the present invention have found various factors that can change the mechanical property value of an aluminum plate. The inventors have found a method for calculating the annealing temperature in consideration of the influence of the factor on the mechanical characteristic value. Hereinafter, an embodiment of the present invention will be described.
〔実施形態1〕
≪製造システムの要部構成≫
以下、本発明の第1の実施形態(実施形態1)について、図1~4を用いて説明する。図3は、本実施形態に係る製造システム100の要部構成を示す図である。製造システム100は、図示の通り、設備3(設備3A~3D)と、製造条件データベース(DB)2と、情報処理装置1と、焼鈍設備4とを含む。Embodiment 1
≪Main part configuration of manufacturing system≫
Hereinafter, a first embodiment (Embodiment 1) of the present invention will be described with reference to FIGS. FIG. 3 is a diagram showing a main configuration of themanufacturing system 100 according to the present embodiment. The production system 100 includes equipment 3 (equipment 3A to 3D), a production condition database (DB) 2, an information processing apparatus 1, and an annealing equipment 4 as shown in the figure.
≪製造システムの要部構成≫
以下、本発明の第1の実施形態(実施形態1)について、図1~4を用いて説明する。図3は、本実施形態に係る製造システム100の要部構成を示す図である。製造システム100は、図示の通り、設備3(設備3A~3D)と、製造条件データベース(DB)2と、情報処理装置1と、焼鈍設備4とを含む。
≪Main part configuration of manufacturing system≫
Hereinafter, a first embodiment (Embodiment 1) of the present invention will be described with reference to FIGS. FIG. 3 is a diagram showing a main configuration of the
(設備3A~3E)
設備3A~3Eは、図2に示したアルミニウム板材の製造フローの各ステップを実行するものである。鋳造設備3Aは、アルミニウム板材の材料(以降、単に材料と称する)を鋳造するための設備である。ソーキング設備3Bは、中間製造物にソーキング処理を施すための設備である。熱延設備3Cは、中間製造物に熱延処理を施すための設備である。冷延設備3Dは、中間製造物に冷延処理を施すための設備である。設備3A~3Dはそれぞれ、自設備にて加工処理を実施した時の各種パラメータを加工条件として測定し、該加工条件の数値を製造条件DB2に送信する。 (Equipment 3A-3E)
Thefacilities 3A to 3E execute each step of the production flow of the aluminum plate material shown in FIG. The casting facility 3A is a facility for casting an aluminum plate material (hereinafter simply referred to as a material). The soaking facility 3B is a facility for performing a soaking process on the intermediate product. The hot rolling facility 3C is a facility for subjecting the intermediate product to a hot rolling process. The cold rolling facility 3D is a facility for performing a cold rolling process on the intermediate product. Each of the facilities 3A to 3D measures various parameters when processing is performed in its own facility as processing conditions, and transmits numerical values of the processing conditions to the manufacturing condition DB 2.
設備3A~3Eは、図2に示したアルミニウム板材の製造フローの各ステップを実行するものである。鋳造設備3Aは、アルミニウム板材の材料(以降、単に材料と称する)を鋳造するための設備である。ソーキング設備3Bは、中間製造物にソーキング処理を施すための設備である。熱延設備3Cは、中間製造物に熱延処理を施すための設備である。冷延設備3Dは、中間製造物に冷延処理を施すための設備である。設備3A~3Dはそれぞれ、自設備にて加工処理を実施した時の各種パラメータを加工条件として測定し、該加工条件の数値を製造条件DB2に送信する。 (
The
加工条件は、数値で示されるものであれば、その種類は特に限定されない。例えば、鋳造設備3Aは、加工条件として、鋳造温度および鋳造時間を測定して製造条件DB2に送信してもよい。なお、本実施形態において、「加工条件」とは、設備3A~3Dに対し他の制御装置等から設定されたパラメータの値ではなく、設備3A~3Dが実際に稼働したときの、パラメータの実測値である。
The processing conditions are not particularly limited as long as they are numerical values. For example, the casting equipment 3A may measure the casting temperature and the casting time as processing conditions and transmit them to the manufacturing condition DB 2. In the present embodiment, the “machining condition” is not a parameter value set from another control device or the like for the equipment 3A to 3D, but an actual measurement of the parameters when the equipment 3A to 3D is actually operated. Value.
(不純物濃度の測定)
本実施形態に係る製造システム100において、アルミニウム板材の材料は、最終製品になるまでのいずれかのタイミングで、該材料に含まれている不純物の濃度(不純物濃度)が測定される。例えば、材料の段階、鋳造設備3Aの鋳造処理が完了した段階、または冷延設備3Dの冷延処理が完了した段階等で、不純物濃度を測定してよい。 (Measurement of impurity concentration)
In themanufacturing system 100 according to the present embodiment, the concentration of impurities contained in the material of the aluminum plate material (impurity concentration) is measured at any timing until the material becomes the final product. For example, the impurity concentration may be measured at the material stage, the stage where the casting process of the casting facility 3A is completed, or the stage where the cold rolling process of the cold rolling facility 3D is completed.
本実施形態に係る製造システム100において、アルミニウム板材の材料は、最終製品になるまでのいずれかのタイミングで、該材料に含まれている不純物の濃度(不純物濃度)が測定される。例えば、材料の段階、鋳造設備3Aの鋳造処理が完了した段階、または冷延設備3Dの冷延処理が完了した段階等で、不純物濃度を測定してよい。 (Measurement of impurity concentration)
In the
本実施形態において、「不純物」とは、アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分を意味している。
In this embodiment, the “impurity” is not included in the material of the aluminum plate material or the intermediate product, is not a main component of the material or the intermediate product, and is intentionally included in the material or the intermediate product. Means ingredients not added.
例えば、H2nアルミニウム板材を製造する場合、アルミニウム板材の材料または中間製造物に不純物として含まれ得るのは、Si、Mg、Zn、Cu、Cr等である。製造システム100では、材料または中間製造物におけるこれらの元素それぞれの単位量当たりの含有量を測定する。なお、後述するクラス特定においては、これらの元素の単位量当たりの含有量の合計値を用いる。
For example, when producing an H2n aluminum plate, Si, Mg, Zn, Cu, Cr, etc. may be contained as impurities in the aluminum plate material or intermediate product. In the manufacturing system 100, the content per unit amount of each of these elements in the material or the intermediate product is measured. In class identification described later, the total content of these elements per unit amount is used.
なお、アルミニウムと別の金属との合金の板材を製造する場合等では、アルミニウム以外の金属を意図的に添加することがある。このような場合、合金を得るため意図的に添加した金属(例えばMg)は、前記不純物に含まれない。
In addition, when manufacturing the board | plate material of an alloy of aluminum and another metal, metals other than aluminum may be added intentionally. In such a case, a metal (for example, Mg) intentionally added to obtain an alloy is not included in the impurities.
鋳造設備3Aの鋳造処理が完了した段階で不純物濃度を測定する場合を例にとり、具体的に説明する。鋳造設備3Aにおいて鋳造処理が完了すると、材料は、アルミニウムのインゴットに成型された状態になる。このインゴットを、製造ラインとは別の試験場に運び、該試験場で不純物濃度を測定する。測定方法は特に限定されない。測定された不純物濃度の値は、試験者等の人の手で、または測定に用いた機器から自動的に、PC5に入力される。PC5は入力された不純物濃度の値を、製造条件DB2に送信する。
The case where the impurity concentration is measured at the stage when the casting process of the casting equipment 3A is completed will be specifically described. When the casting process is completed in the casting facility 3A, the material is molded into an aluminum ingot. The ingot is transported to a test site separate from the production line, and the impurity concentration is measured at the test site. The measuring method is not particularly limited. The measured impurity concentration value is input to the PC 5 by a person such as a tester or automatically from the equipment used for the measurement. The PC 5 transmits the input impurity concentration value to the manufacturing condition DB 2.
なお、不純物濃度の測定と、測定した不純物濃度の製造条件DB2への送信とを自動化してもよい。例えば、不純物濃度を自動的に測定する装置(不純物濃度測定装置)を、製造システム100の製造ラインの設備3A~3Dの前後いずれかの位置に配置し、該装置で不純物濃度を測定してもよい。そして、不純物濃度測定装置は、測定した不純物濃度を製造条件DB2に送信してもよい。これにより、中間製造物の不純物濃度を測定する場合、該中間製造物を製造ラインから一旦取り除いて、不純物濃度の測定試験を行わなくても良くなる。そのため、製造システム100におけるアルミニウム板材の製造スピードを上昇させることができる。
Note that the measurement of the impurity concentration and the transmission of the measured impurity concentration to the manufacturing condition DB 2 may be automated. For example, an apparatus for automatically measuring the impurity concentration (impurity concentration measuring apparatus) may be disposed at any position before or after the facilities 3A to 3D of the production line of the production system 100, and the impurity concentration may be measured by the apparatus. Good. Then, the impurity concentration measuring apparatus may transmit the measured impurity concentration to the manufacturing condition DB2. Thereby, when measuring the impurity concentration of an intermediate product, it is not necessary to remove the intermediate product from the production line and perform an impurity concentration measurement test. Therefore, the manufacturing speed of the aluminum plate material in the manufacturing system 100 can be increased.
(製造条件DB2)
製造条件DB2は、製造条件情報を作成して記憶する。製造条件DB2は、設備3A~3Dから加工条件の値を順次受信する。また、製造条件DB2は、PC5から不純物濃度の値を受信する。製造条件DB2は、ある製造ロットについての不純物濃度の値と、収集すべき加工条件の値とを全て受信したら、製造ロットの識別子(例えば、ロット番号)に、不純物濃度の値および各種加工条件の値を対応付けた製造条件情報21を生成する。製造条件DB2は、生成した製造条件情報21を記憶する。 (Manufacturing condition DB2)
The manufacturing condition DB 2 creates and stores manufacturing condition information. The manufacturing condition DB 2 sequentially receives the processing condition values from thefacilities 3A to 3D. Further, the manufacturing condition DB 2 receives the value of the impurity concentration from the PC 5. When the manufacturing condition DB 2 receives all the values of the impurity concentration and the processing condition values to be collected for a certain manufacturing lot, the manufacturing lot identifier (for example, lot number) includes the impurity concentration value and various processing conditions. Manufacturing condition information 21 in which values are associated is generated. The manufacturing condition DB 2 stores the generated manufacturing condition information 21.
製造条件DB2は、製造条件情報を作成して記憶する。製造条件DB2は、設備3A~3Dから加工条件の値を順次受信する。また、製造条件DB2は、PC5から不純物濃度の値を受信する。製造条件DB2は、ある製造ロットについての不純物濃度の値と、収集すべき加工条件の値とを全て受信したら、製造ロットの識別子(例えば、ロット番号)に、不純物濃度の値および各種加工条件の値を対応付けた製造条件情報21を生成する。製造条件DB2は、生成した製造条件情報21を記憶する。 (Manufacturing condition DB2)
The manufacturing condition DB 2 creates and stores manufacturing condition information. The manufacturing condition DB 2 sequentially receives the processing condition values from the
図4は、製造条件情報21のデータ構造の一例を示す図である。同図では、設備3A~3Dがそれぞれ2種類ずつの加工条件の値を取得した場合の、製造条件情報21の一例を示している。製造条件情報21は、図示の通り、「ロット番号」列と、「不純物濃度」列と、複数の「加工条件」列(加工条件A~Hの列)とを含む。製造条件情報21は、「ロット番号」列の情報に、他の列の情報が対応付けられたデータである。なお、図示の例では具体的な数値は記載していないが、各レコードの加工条件A~Hの列にはそれぞれ、加工条件の実測値が格納される。
FIG. 4 is a diagram showing an example of the data structure of the manufacturing condition information 21. As shown in FIG. In the figure, an example of the manufacturing condition information 21 is shown when the equipments 3A to 3D each acquire two types of processing condition values. As shown in the drawing, the manufacturing condition information 21 includes a “lot number” column, an “impurity concentration” column, and a plurality of “processing condition” columns (columns of processing conditions A to H). The manufacturing condition information 21 is data in which information in other columns is associated with information in the “lot number” column. Although specific numerical values are not described in the illustrated example, the measured values of the machining conditions are stored in the columns of the machining conditions A to H of each record.
「ロット番号」列には、製造ロットの識別子であるロット番号が格納される。「不純物濃度」列には、「ロット番号」列のロット番号に対応する材料または中間製造物の不純物濃度の値が格納される。「加工条件」列にはそれぞれ、設備3A~3Dにおける「ロット番号」列のロット番号に対応する加工条件の値が格納される。
The lot number that is the identifier of the production lot is stored in the “lot number” column. In the “impurity concentration” column, the value of the impurity concentration of the material or intermediate product corresponding to the lot number in the “lot number” column is stored. The “processing condition” column stores the value of the processing condition corresponding to the lot number in the “lot number” column in each of the facilities 3A to 3D.
換言すると、製造条件情報21の1レコードは、ある製造ロットの材料、または該材料に由来する中間製造物に含まれる不純物の濃度を示す情報である。また、製造条件情報21は、ある製造ロットの焼鈍の対象となる中間製造物を製造するまでの、少なくとも1工程における加工条件を示す情報である。
In other words, one record of the production condition information 21 is information indicating the concentration of impurities contained in a material of a certain production lot or an intermediate product derived from the material. The manufacturing condition information 21 is information indicating processing conditions in at least one process until an intermediate product that is an object of annealing of a certain manufacturing lot is manufactured.
なお、製造システム100の設備3A~3Dの全設備において加工条件を測定および送信する必要はない。例えば、加工条件がほとんど変動しない工程を実行する設備は、加工条件の測定および送信を行わなくてもよい。製造システム100では、設備3A~3Dの少なくとも1設備において、少なくとも1種類の加工条件の数値が測定され、製造条件DB2に送信されればよい。また、図示の例と異なり、本発明に係る製造システムが中間焼鈍を行う場合は、該中間焼鈍より前の工程を実行する設備のうち少なくとも1設備において、1種類以上の加工条件を測定して、製造条件DBに送信する。
Note that it is not necessary to measure and transmit the processing conditions in all the facilities 3A to 3D of the manufacturing system 100. For example, equipment that performs a process in which the machining conditions hardly change may not perform measurement and transmission of the machining conditions. In the manufacturing system 100, at least one of the equipments 3A to 3D may be measured and a numerical value of at least one processing condition may be measured and transmitted to the manufacturing condition DB2. In addition, unlike the example shown in the figure, when the manufacturing system according to the present invention performs intermediate annealing, at least one facility among the facilities that perform the process prior to the intermediate annealing measures one or more types of processing conditions. To the manufacturing condition DB.
ここで、「製造ロット」とは、鋳造設備3Aによる1回の鋳造処理で鋳造されるインゴット(またはインゴット群)を示す。なお、製造条件DB2が製造ロットを取得する方法は特に限定されない。例えば鋳造処理が完了した際に、オペレータがロット番号をPC5等に入力し、該PC5が該ロット番号を不純物濃度と対応付けて製造条件DB2に送信してもよい。また、鋳造設備3Aが、自己の鋳造処理が完了した際にロット番号を自動採番し、該ロット番号を加工条件と対応付けて製造条件DB2に送信してもよい。
Here, “production lot” indicates an ingot (or a group of ingots) cast by one casting process by the casting equipment 3A. The method for obtaining the production lot by the production condition DB 2 is not particularly limited. For example, when the casting process is completed, the operator may input the lot number into the PC 5 or the like, and the PC 5 may transmit the lot number to the manufacturing condition DB 2 in association with the impurity concentration. Alternatively, the casting equipment 3A may automatically assign a lot number when its casting process is completed, and transmit the lot number to the manufacturing condition DB 2 in association with the processing conditions.
また、製造ロットと、不純物濃度の値と、各種加工条件の値との対応付けの方法も特に限定されない。例えば、製造条件DB2はPC5から製造ロットの識別子を取得してから所定時間内に受信した加工条件の値については、該識別子に対応付けることにしてもよい。また例えば、製造条件DB2は設備3Aから製造ロットの識別子を取得してから所定時間内に受信した不純物濃度の値および加工条件の値については、該識別子に対応付けることにしてもよい。
Further, the method for associating the production lot, the value of the impurity concentration, and the values of various processing conditions is not particularly limited. For example, the manufacturing condition DB 2 may associate the value of the processing condition received within a predetermined time after acquiring the manufacturing lot identifier from the PC 5 with the identifier. Further, for example, the manufacturing condition DB 2 may associate the value of the impurity concentration and the processing condition received within a predetermined time after acquiring the manufacturing lot identifier from the equipment 3A with the identifier.
また例えば、オペレータがPC5に入力した製造ロットの識別子は、設備3A~3Dに送信されてもよい。この場合、設備3A~3Dは、受信した製造ロットの識別子に測定した加工条件の値を対応付けた状態で製造条件DB2に送信する。なお、この場合、製造条件DB2は予め製造ロットの識別子を受信しておく必要は無い。
For example, the identifier of the production lot input by the operator to the PC 5 may be transmitted to the facilities 3A to 3D. In this case, the equipment 3A to 3D transmits the received processing lot identifier to the manufacturing condition DB 2 in a state where the measured processing condition values are associated with each other. In this case, the manufacturing condition DB 2 does not need to receive the manufacturing lot identifier in advance.
また例えば、設備3Aが採番した製造ロットの識別子をPC5および設備3B~3Dに送信してもよい。この場合、PC5は受信した製造ロットの識別子に、不純物濃度の値を対応付けた状態で製造条件DB2に送信する。設備3B~3Dは、受信した製造ロットの識別子に測定した加工条件の値を対応付けた状態で製造条件DB2に送信する。この場合も、製造条件DB2は予め製造ロットの識別子を受信しておく必要は無い。
For example, the identifier of the production lot numbered by the facility 3A may be transmitted to the PC 5 and the facilities 3B to 3D. In this case, the PC 5 transmits the received manufacturing lot identifier to the manufacturing condition DB 2 in a state where the impurity concentration value is associated with the identifier. The facilities 3B to 3D transmit to the manufacturing condition DB 2 in a state where the measured processing condition values are associated with the received manufacturing lot identifiers. Also in this case, the manufacturing condition DB 2 does not need to receive the manufacturing lot identifier in advance.
(情報処理装置1)
情報処理装置1は、焼鈍温度を算出する装置である。情報処理装置1は、入力部11と、表示部12と、情報取得部(不純物濃度取得部)13と、制御部10と、記憶部14とを含む。情報処理装置1は、例えばPC、タブレットPC、スマートフォン等の電子機器で実現される。 (Information processing apparatus 1)
Theinformation processing apparatus 1 is an apparatus that calculates an annealing temperature. The information processing apparatus 1 includes an input unit 11, a display unit 12, an information acquisition unit (impurity concentration acquisition unit) 13, a control unit 10, and a storage unit 14. The information processing apparatus 1 is realized by an electronic device such as a PC, a tablet PC, or a smartphone.
情報処理装置1は、焼鈍温度を算出する装置である。情報処理装置1は、入力部11と、表示部12と、情報取得部(不純物濃度取得部)13と、制御部10と、記憶部14とを含む。情報処理装置1は、例えばPC、タブレットPC、スマートフォン等の電子機器で実現される。 (Information processing apparatus 1)
The
入力部11は、ユーザの入力操作を受け付けて、入力内容を制御部10に送る。例えば、入力部11は、ユーザの製造ロットを指定する操作、および、機械特性値を入力する操作を受け付ける。表示部12は、後述する算出部(温度算出部)101が算出した焼鈍温度を表示する。なお、入力部11と表示部12は、一体に形成されたタッチパネルであってもよい。また、表示部12は必須の構成ではない。また、製造ロットの指定および機械特性値の入力が必要ない場合(例えば、予め製造ロットと、目標となる機械特性値が定められている場合)は、入力部11は設けられなくてもよい。
The input unit 11 accepts a user input operation and sends the input content to the control unit 10. For example, the input unit 11 receives an operation for designating a user's production lot and an operation for inputting a mechanical characteristic value. The display unit 12 displays the annealing temperature calculated by the calculation unit (temperature calculation unit) 101 described later. The input unit 11 and the display unit 12 may be a touch panel formed integrally. Moreover, the display part 12 is not an essential structure. Further, when it is not necessary to specify a production lot and input a mechanical characteristic value (for example, when a production lot and a target mechanical characteristic value are determined in advance), the input unit 11 may not be provided.
情報取得部13は、制御部10が指定する製造ロットに対応する製造条件情報21のレコードが示す情報を、製造条件DB2から取得する。情報取得部13は取得した情報を制御部10に送る。
The information acquisition unit 13 acquires information indicated by the record of the manufacturing condition information 21 corresponding to the manufacturing lot designated by the control unit 10 from the manufacturing condition DB 2. The information acquisition unit 13 sends the acquired information to the control unit 10.
制御部10は、特定の製造ロットの不純物濃度の値、加工条件の値、および得たい機械特性値に基づいて、焼鈍温度を算出する。また、制御部10は、算出した焼鈍温度で焼鈍を実行するように、焼鈍設備4を制御する。制御部10は、より詳しくは、クラス特定部102と、算出部101とを含む。
The control unit 10 calculates the annealing temperature based on the impurity concentration value, the processing condition value, and the desired mechanical property value of a specific production lot. Moreover, the control part 10 controls the annealing equipment 4 so that annealing may be performed with the calculated annealing temperature. More specifically, the control unit 10 includes a class specifying unit 102 and a calculation unit 101.
クラス特定部102は、算出部101の指示に従って、ある製造ロットの不純物濃度の値がいずれのクラスに属しているかを特定する(クラス特定)。クラス特定部102は特定したクラス分類を算出部101に伝える。
The class identification unit 102 identifies which class the impurity concentration value of a certain production lot belongs to according to the instruction of the calculation unit 101 (class identification). The class specifying unit 102 notifies the calculating unit 101 of the specified class classification.
ここで、「クラス」とは、アルミニウム板材の材料または中間製造物の、不純物濃度の取り得る値の範囲を区切ったものである。不純物濃度の取り得る値の範囲は、アルミニウム板材を製造した際の製造実績を示すデータ(実績データ、後述)から定められてよい。
Here, “class” refers to the range of possible values of the impurity concentration of the aluminum plate material or intermediate product. The range of values that the impurity concentration can take may be determined from data (actual data, which will be described later) indicating manufacturing results when an aluminum plate is manufactured.
なお、不純物濃度の値をどの範囲で、いくつに区切るかについては特に限定されないが、これも実績データに基づいて定められることが望ましい。本実施形態では、不純物濃度として、Si、Mg、Zn、Cu、Crの元素それぞれの単位量当たりの含有量(質量パーセント)の合計値を用いる。また、本実施形態では、クラス特定部102は、不純物濃度の閾値を0.06とし、不純物濃度の値が該閾値より大きい場合は、不純物濃度のクラスをクラスAと特定し、閾値以下である場合は、不純物濃度のクラスをクラスBと特定する。
It should be noted that there is no particular limitation as to which range and how many impurity concentration values are divided, but it is desirable that this is also determined based on actual data. In the present embodiment, the total value of the contents (mass percent) per unit amount of each element of Si, Mg, Zn, Cu, and Cr is used as the impurity concentration. In this embodiment, the class specifying unit 102 sets the impurity concentration threshold value to 0.06, and if the impurity concentration value is larger than the threshold value, the class specifying unit 102 specifies the impurity concentration class as class A and is equal to or lower than the threshold value. In this case, the class of impurity concentration is specified as class B.
算出部101は、ある製造ロットにおける焼鈍温度を算出する。算出部101は、クラス特定部102が特定したクラスに応じた関係式に、入力された機械特性値と、不純物濃度と、加工条件とを代入することで、焼鈍温度を算出する。ここで、関係式とは、不純物濃度と、加工条件と、機械特性値と、焼鈍温度との相関関係を示す式である。したがって、例えば不純物濃度と、加工条件と、機械特性値とを関係式に代入することで、焼鈍温度を求めることができる。
The calculation unit 101 calculates the annealing temperature in a certain production lot. The calculating unit 101 calculates the annealing temperature by substituting the input mechanical characteristic value, impurity concentration, and processing conditions into the relational expression corresponding to the class specified by the class specifying unit 102. Here, the relational expression is an expression showing a correlation among the impurity concentration, the processing condition, the mechanical characteristic value, and the annealing temperature. Therefore, for example, the annealing temperature can be obtained by substituting the impurity concentration, the processing condition, and the mechanical characteristic value into the relational expression.
具体的には、算出部101は、入力部11において製造ロットおよび機械特性値を入力する操作がなされた場合、該入力内容を取得し、該入力内容から、焼鈍温度の算出対象となる製造ロットの識別子と、該製造ロットで製造するアルミニウム板材の機械特性の目標値とを特定する。
Specifically, the calculation unit 101 acquires the input content when an operation for inputting the production lot and the mechanical characteristic value is performed in the input unit 11, and from the input content, the manufacturing lot for which the annealing temperature is to be calculated. And the target value of the mechanical characteristics of the aluminum plate material manufactured in the manufacturing lot.
算出部101は特定した製造ロットの識別子に応じた製造条件情報21のレコードを取得するよう、情報取得部13に指示する。情報取得部13から製造条件情報21のレコードを取得すると、算出部101は、クラス特定部102に該レコードが示す製造ロットの不純物濃度が属しているクラスを特定させる。クラス特定部102から特定したクラスが伝えられると、算出部101は、該クラスに応じた関係式141を、記憶部14から読み出す。
The calculation unit 101 instructs the information acquisition unit 13 to acquire a record of the production condition information 21 corresponding to the identified production lot identifier. When the record of the manufacturing condition information 21 is acquired from the information acquisition unit 13, the calculation unit 101 causes the class specifying unit 102 to specify the class to which the impurity concentration of the manufacturing lot indicated by the record belongs. When the class specified by the class specifying unit 102 is transmitted, the calculation unit 101 reads the relational expression 141 corresponding to the class from the storage unit 14.
そして、算出部101は、読み出した関係式に、特定した機械特性の目標値と、不純物濃度の値と、加工条件の値とを代入することで、焼鈍温度を算出する。算出部101は、算出した焼鈍温度を表示部12に送り、該温度を表示部12に表示させる。
And the calculation part 101 calculates annealing temperature by substituting the target value of the specified mechanical characteristic, the value of impurity concentration, and the value of processing conditions into the read relational expression. The calculation unit 101 sends the calculated annealing temperature to the display unit 12 and causes the display unit 12 to display the temperature.
記憶部14は、関係式141を記憶する。関係式141は、クラス分類に応じた分だけ準備される。関係式141は、製造システム100の稼働時までに、予め算出されて記憶部14に格納されている。関係式141の算出方法は後で詳述する。
The storage unit 14 stores the relational expression 141. The relational expression 141 is prepared by an amount corresponding to the class classification. The relational expression 141 is calculated in advance and stored in the storage unit 14 until the manufacturing system 100 is in operation. The calculation method of the relational expression 141 will be described in detail later.
(焼鈍設備4)
焼鈍設備4は、中間製造物に焼鈍を施すための設備である。焼鈍設備4は、情報処理装置1の制御部10からの制御指示を受けて、該制御部10の算出部101が算出した焼鈍温度で焼鈍を実行する。 (Annealing equipment 4)
The annealing equipment 4 is equipment for annealing the intermediate product. The annealing facility 4 receives the control instruction from thecontrol unit 10 of the information processing apparatus 1 and performs annealing at the annealing temperature calculated by the calculation unit 101 of the control unit 10.
焼鈍設備4は、中間製造物に焼鈍を施すための設備である。焼鈍設備4は、情報処理装置1の制御部10からの制御指示を受けて、該制御部10の算出部101が算出した焼鈍温度で焼鈍を実行する。 (Annealing equipment 4)
The annealing equipment 4 is equipment for annealing the intermediate product. The annealing facility 4 receives the control instruction from the
なお、本実施形態では情報処理装置1が焼鈍設備4に制御指示を出すこととしたが、本発明の実施形態はこれに限られない。例えば、情報処理装置1の制御部10は、焼鈍設備4に焼鈍温度を送信し、焼鈍設備4が該焼鈍温度で焼鈍を自律して実行してもよい。もしくは、制御部10は、焼鈍設備4を制御している制御装置(図示せず)に焼鈍温度を送信し、制御装置が焼鈍設備4を、該焼鈍温度で焼鈍を実行するように制御してもよい。
In the present embodiment, the information processing apparatus 1 issues a control instruction to the annealing equipment 4, but the embodiment of the present invention is not limited to this. For example, the control unit 10 of the information processing apparatus 1 may transmit the annealing temperature to the annealing equipment 4 and the annealing equipment 4 may autonomously execute annealing at the annealing temperature. Alternatively, the control unit 10 transmits the annealing temperature to a control device (not shown) that controls the annealing equipment 4, and the control device controls the annealing equipment 4 to perform annealing at the annealing temperature. Also good.
(製造システムの変形例)
なお、製造するアルミニウム板材の種類、および、得たい機械特性値等に応じて、図2に示した製造フローは適宜変更可能である。例えば、ソーキング、熱延、および冷延いずれかの工程の前後に焼鈍(中間焼鈍)工程が追加されてもよい。また、所望の機械特性を有するアルミニウム板材が得られるのであれば、少なくとも1回(1工程)の焼鈍以外の各種工程は省いてもよい。例えば、冷延工程を省いてもよい。そのため、図3に示す製造システム100の設備3も、前記製造フローに応じて適宜追加または省略されてよい。 (Modification of manufacturing system)
Note that the manufacturing flow shown in FIG. 2 can be changed as appropriate according to the type of aluminum plate to be manufactured, the mechanical characteristic value to be obtained, and the like. For example, an annealing (intermediate annealing) step may be added before or after any of the soaking, hot rolling, and cold rolling steps. Moreover, as long as the aluminum plate material which has a desired mechanical characteristic is obtained, you may abbreviate | omit various processes other than at least 1 time (1 process) annealing. For example, the cold rolling process may be omitted. Therefore, the equipment 3 of themanufacturing system 100 shown in FIG. 3 may be added or omitted as appropriate according to the manufacturing flow.
なお、製造するアルミニウム板材の種類、および、得たい機械特性値等に応じて、図2に示した製造フローは適宜変更可能である。例えば、ソーキング、熱延、および冷延いずれかの工程の前後に焼鈍(中間焼鈍)工程が追加されてもよい。また、所望の機械特性を有するアルミニウム板材が得られるのであれば、少なくとも1回(1工程)の焼鈍以外の各種工程は省いてもよい。例えば、冷延工程を省いてもよい。そのため、図3に示す製造システム100の設備3も、前記製造フローに応じて適宜追加または省略されてよい。 (Modification of manufacturing system)
Note that the manufacturing flow shown in FIG. 2 can be changed as appropriate according to the type of aluminum plate to be manufactured, the mechanical characteristic value to be obtained, and the like. For example, an annealing (intermediate annealing) step may be added before or after any of the soaking, hot rolling, and cold rolling steps. Moreover, as long as the aluminum plate material which has a desired mechanical characteristic is obtained, you may abbreviate | omit various processes other than at least 1 time (1 process) annealing. For example, the cold rolling process may be omitted. Therefore, the equipment 3 of the
≪処理の流れ≫
次に、本実施形態に係る製造システム100が、ある製造ロットについての焼鈍温度を決定して、焼鈍を実行する製造方法について図1を用いて説明する。図1は、製造システム100の処理の流れを示すフローチャートである。なお、以下の説明では、鋳造処理の直後にロット番号の採番および不純物濃度の測定が行われることとする。 ≪Process flow≫
Next, a manufacturing method in which themanufacturing system 100 according to the present embodiment determines an annealing temperature for a certain manufacturing lot and performs annealing will be described with reference to FIG. FIG. 1 is a flowchart showing a process flow of the manufacturing system 100. In the following description, lot numbering and impurity concentration measurement are performed immediately after the casting process.
次に、本実施形態に係る製造システム100が、ある製造ロットについての焼鈍温度を決定して、焼鈍を実行する製造方法について図1を用いて説明する。図1は、製造システム100の処理の流れを示すフローチャートである。なお、以下の説明では、鋳造処理の直後にロット番号の採番および不純物濃度の測定が行われることとする。 ≪Process flow≫
Next, a manufacturing method in which the
製造システム100の製造ラインの稼働が開始すると、材料は鋳造設備3Aで鋳造され、インゴットに成型される。なお、鋳造設備3Aは鋳造時の加工条件を測定し、製造条件DB2に送信してもよい。
When operation of the production line of the production system 100 starts, the material is cast in the casting facility 3A and formed into an ingot. The casting equipment 3A may measure the processing conditions at the time of casting and send them to the manufacturing condition DB 2.
製造システム100において、成型されたインゴットは順次試験場に運ばれて、ロット番号の採番と不純物濃度の測定が行われる(S102、濃度測定ステップ)。ロット番号および不純物濃度はPC5に入力または取得される。PC5はロット番号と、不純物濃度の値とを対応付けて製造条件DB2に送信する。
In the manufacturing system 100, the molded ingot is sequentially transported to the test site, and lot numbering and impurity concentration measurement are performed (S102, concentration measurement step). The lot number and impurity concentration are input or acquired in the PC 5. The PC 5 associates the lot number with the impurity concentration value and transmits it to the manufacturing condition DB 2.
不純物濃度が測定されたインゴットは再び製造ラインに戻され、設備3B~3Dの加工処理を受ける。設備3B~3Dは、各々の担う加工処理を実行する際に加工条件を測定し(S104)、加工処理が完了すると、該加工条件を製造条件DB2に送信する。
The ingot whose impurity concentration has been measured is returned to the production line again, and undergoes the processing of the equipment 3B to 3D. The facilities 3B to 3D measure the machining conditions when executing the respective machining processes (S104). When the machining processes are completed, the machining conditions are transmitted to the manufacturing condition DB 2.
製造条件DB2は、受信したロット番号と、不純物濃度の値と、各種加工条件の値とを対応付けて製造条件情報21のレコードを作成する(S106)。作成されたレコードは製造条件DB2に記憶される。
The manufacturing condition DB 2 creates a record of the manufacturing condition information 21 by associating the received lot number, the value of the impurity concentration, and the values of various processing conditions (S106). The created record is stored in the manufacturing condition DB 2.
情報処理装置1は、入力部11を介して、ユーザのロット番号および機械特性値の入力を受け付ける。ユーザは、所望する機械特性値(アルミニウム板材の機械特性値)を、入力部11を介し入力する。情報処理装置1の制御部10は、該ロット番号および該機械特性値を取得する(S108)。
The information processing apparatus 1 accepts input of the user's lot number and mechanical characteristic value via the input unit 11. The user inputs a desired mechanical property value (a mechanical property value of the aluminum plate material) via the input unit 11. The control unit 10 of the information processing apparatus 1 acquires the lot number and the mechanical characteristic value (S108).
制御部10は、取得したロット番号に応じた製造条件情報21のレコードを取得するよう、情報取得部13に指示する。情報取得部13は、製造条件情報21のレコードを取得する(S110、加工条件取得ステップ)。クラス特定部102は、該レコードに記載の不純物濃度が属しているクラスを特定する。例えば、クラス特定部102は、不純物濃度が閾値(0.06質量パーセント)より大きい場合(S112でNO)、不純物濃度のクラスをクラスAと判定する(S114、クラス特定ステップ)。一方、不純物濃度が閾値(0.06質量パーセント)以下である場合(S112でYES)、不純物濃度のクラスをクラスBと判定する(S116、クラス特定ステップ)。
The control unit 10 instructs the information acquisition unit 13 to acquire the record of the manufacturing condition information 21 corresponding to the acquired lot number. The information acquisition unit 13 acquires a record of the manufacturing condition information 21 (S110, processing condition acquisition step). The class specifying unit 102 specifies the class to which the impurity concentration described in the record belongs. For example, when the impurity concentration is larger than the threshold value (0.06 mass percent) (NO in S112), the class specifying unit 102 determines that the class of impurity concentration is class A (S114, class specifying step). On the other hand, when the impurity concentration is equal to or less than the threshold value (0.06 mass percent) (YES in S112), the class of impurity concentration is determined to be class B (S116, class specifying step).
算出部101は、クラス特定部102が特定したクラスに応じた関係式を用いて、焼鈍温度を算出する。例えば、焼鈍温度の算出対象となる製造ロットの不純物濃度のクラスがクラスAである場合、算出部101は第1関係式を用いて焼鈍温度を算出する(S118、温度算出ステップ)。一方、不純物濃度のクラスがクラスBである場合、算出部101は第2関係式を用いて焼鈍温度を算出する(S120、温度算出ステップ)。制御部10は、算出した焼鈍温度を表示部12に表示させるとともに、焼鈍設備4に該温度で焼鈍を実行するよう指示する。焼鈍設備4は、制御部10からの制御に従って、算出部101が算出した焼鈍温度で、焼鈍を実行する(S122、焼鈍ステップ)。
The calculation unit 101 calculates the annealing temperature using a relational expression corresponding to the class specified by the class specifying unit 102. For example, when the impurity concentration class of the manufacturing lot that is the target of calculating the annealing temperature is class A, the calculation unit 101 calculates the annealing temperature using the first relational expression (S118, temperature calculation step). On the other hand, when the class of impurity concentration is class B, the calculation unit 101 calculates the annealing temperature using the second relational expression (S120, temperature calculation step). The control unit 10 displays the calculated annealing temperature on the display unit 12 and instructs the annealing equipment 4 to perform annealing at the temperature. The annealing equipment 4 performs annealing at the annealing temperature calculated by the calculation unit 101 according to the control from the control unit 10 (S122, annealing step).
アルミニウム板材は、製造ロットによって不純物の濃度にばらつきがある。このばらつきは、材料の段階で、または製造プロセスのいずれかの段階で生じるものである。発明者らは、この不純物の濃度が、最終製造物であるアルミニウム板材の機械特性値に影響することを見出した。
Aluminum plate materials vary in impurity concentration depending on the production lot. This variation can occur at the material stage or at any stage of the manufacturing process. The inventors have found that the concentration of this impurity affects the mechanical property value of the aluminum sheet as the final product.
前記の製造方法によれば、アルミニウム板材を製造する際の、材料または中間製造物に含まれている不純物の濃度を測定しておき、該不純物の濃度と、得たい機械特性値(所定の機械特性値)とから、焼鈍温度を算出することができる。したがって、前記の製造方法は、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することができる。
According to the above manufacturing method, the concentration of impurities contained in a material or an intermediate product when an aluminum plate material is manufactured is measured, and the concentration of impurities and desired mechanical property values (predetermined machine From the characteristic value, the annealing temperature can be calculated. Therefore, the said manufacturing method can calculate the annealing temperature for obtaining the aluminum plate which has a desired mechanical characteristic.
焼鈍までの工程における加工条件は、アルミニウム板材の機械特性値に影響すると考えられる。前記の製造方法によれば、アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を、加工条件に応じて算出することができる。したがって、前記の製造方法によれば、焼鈍温度をより正確に算出することができる。
The processing conditions in the process up to annealing are considered to affect the mechanical property values of the aluminum sheet. According to the manufacturing method, the annealing temperature for the mechanical property value of the aluminum plate to satisfy the predetermined mechanical property value range can be calculated according to the processing conditions. Therefore, according to the manufacturing method, the annealing temperature can be calculated more accurately.
また、前記製造方法によれば、不純物の濃度を複数のクラスに区切り、クラスごとに関係式を定めている。これにより、例えば、クラスごとに異なった、最適な関係式を用いて焼鈍温度を算出することができる。したがって、前記の製造方法によれば、より正確に焼鈍温度を算出することができる。
Further, according to the manufacturing method, the impurity concentration is divided into a plurality of classes, and a relational expression is defined for each class. Thereby, for example, the annealing temperature can be calculated using an optimum relational expression that is different for each class. Therefore, according to the manufacturing method, the annealing temperature can be calculated more accurately.
本実施形態では、関係式から焼鈍温度を算出する場合について説明した。しかしながら、関係式は、不純物濃度と、加工条件と、機械特性値と、焼鈍温度との相関関係を示す式である。したがって、不純物濃度と、加工条件と、焼鈍温度とを定めることにより、関係式から機械特性値を算出することもできる。
In the present embodiment, the case where the annealing temperature is calculated from the relational expression has been described. However, the relational expression is an expression showing a correlation among the impurity concentration, the processing condition, the mechanical characteristic value, and the annealing temperature. Therefore, the mechanical property value can be calculated from the relational expression by determining the impurity concentration, the processing conditions, and the annealing temperature.
例えば、本実施形態に係る製造システム100の算出部101は、焼鈍温度(実測値ではなく、焼鈍の際の予定温度)を入力部11に対する入力等から取得し、該焼鈍温度と、取得した不純物濃度および加工条件を、クラスごとの関係式に代入する。これにより、算出部101は、機械特性値を算出することができる。なお、算出部101は、算出した機械特性値を表示部12に表示させてもよい。
For example, the calculation unit 101 of the manufacturing system 100 according to the present embodiment acquires an annealing temperature (not an actual measurement value but a planned temperature at the time of annealing) from an input to the input unit 11, and the annealing temperature and the acquired impurities The concentration and processing conditions are substituted into the relational expression for each class. Thereby, the calculation part 101 can calculate a mechanical characteristic value. The calculation unit 101 may display the calculated mechanical characteristic value on the display unit 12.
〔実施形態2〕
本発明の第2の実施形態(実施形態2)について、以下に説明する。なお、説明の便宜上、前記実施形態にて説明した部材と同じ機能を有する部材については、同じ符号を付記し、その説明を繰り返さない。 [Embodiment 2]
A second embodiment (Embodiment 2) of the present invention will be described below. For convenience of explanation, members having the same functions as those described in the embodiment are given the same reference numerals, and the description thereof will not be repeated.
本発明の第2の実施形態(実施形態2)について、以下に説明する。なお、説明の便宜上、前記実施形態にて説明した部材と同じ機能を有する部材については、同じ符号を付記し、その説明を繰り返さない。 [Embodiment 2]
A second embodiment (Embodiment 2) of the present invention will be described below. For convenience of explanation, members having the same functions as those described in the embodiment are given the same reference numerals, and the description thereof will not be repeated.
本実施形態では、実施形態1に記載の製造システム100において、情報処理装置1の記憶部14に格納されていた関係式を算出するためのシステム(製造システム200)と、該関係式の算出方法について、図5~7を用いて説明する。
In the present embodiment, in the manufacturing system 100 described in the first embodiment, a system (manufacturing system 200) for calculating a relational expression stored in the storage unit 14 of the information processing apparatus 1, and a method for calculating the relational expression Will be described with reference to FIGS.
図5は、本実施形態に係る製造システム200の要部構成を示す図である。製造システム200は、設備3A~3Dと、PC5と、実績DB6と、関係式算出装置7とを含む。
FIG. 5 is a diagram showing a main configuration of the manufacturing system 200 according to the present embodiment. The manufacturing system 200 includes facilities 3A to 3D, a PC 5, a performance DB 6, and a relational expression calculation device 7.
設備3A~3Dは図3に示すものと同様の機能を備えている。設備3A~3Dは、各々の加工処理の際に加工条件を測定し、測定した加工条件の値を実績DB6に送信する。
The facilities 3A to 3D have the same functions as those shown in FIG. The facilities 3A to 3D measure the machining conditions at the time of each machining process, and transmit the values of the measured machining conditions to the performance DB 6.
PC5は、入力された、または取得した不純物濃度の値を実績DB6に送信する。焼鈍設備4は、所定の焼鈍温度で焼鈍を実行する。焼鈍の実行後、焼鈍設備4は、焼鈍温度の値を実績DB6に送信する。
The PC 5 transmits the input or acquired impurity concentration value to the performance DB 6. The annealing equipment 4 performs annealing at a predetermined annealing temperature. After execution of annealing, annealing equipment 4 transmits the value of annealing temperature to performance DB6.
実績DB6は、実績データを作成して記憶する。実績DB6は、設備3A~3Dから加工条件の値を順次受信する。また、実績DB6は、PC5から不純物濃度の値を受信する。また、実績DB6は、焼鈍設備4から焼鈍温度を受信する。実績DB6は、ある製造ロットについての不純物濃度の値と、収集すべき加工条件の値と、焼鈍温度とを全て受信したら、製造ロットの識別子(例えば、ロット番号)に、不純物濃度の値と、各種加工条件の値と、焼鈍温度とを対応付けた実績データ61を作成する。実績DB6は、作製した実績データ61を記憶する。
The achievement DB 6 creates and stores achievement data. The performance DB 6 sequentially receives values of the processing conditions from the facilities 3A to 3D. The performance DB 6 receives the impurity concentration value from the PC 5. In addition, the performance DB 6 receives the annealing temperature from the annealing equipment 4. When the results DB 6 receives all the values of the impurity concentration for a certain production lot, the values of the processing conditions to be collected, and the annealing temperature, the identifier of the production lot (for example, the lot number), the value of the impurity concentration, Result data 61 in which values of various processing conditions are associated with annealing temperatures is created. The record DB 6 stores the prepared record data 61.
図6は、実績データ61のデータ構造の一例を示す図である。同図では、設備3A~3Dがそれぞれ2種類ずつの加工条件の値を取得した場合の実績データ61の一例を示している。実績データ61には、複数(図示の例では3通り)の焼鈍温度で焼鈍を行った場合のデータが含まれている。
FIG. 6 is a diagram showing an example of the data structure of the result data 61. In the figure, an example of the result data 61 when each of the equipments 3A to 3D acquires two kinds of values of the processing conditions is shown. The actual data 61 includes data when annealing is performed at a plurality of (three in the illustrated example) annealing temperatures.
実績データ61は、図示の通り、「ロット番号」列と、「不純物濃度」列と、複数の「加工条件」列(加工条件A~Hの列)と、「焼鈍温度」列の情報を含む。このうち、「焼鈍温度」列以外の列には、実施形態1にて説明した製造条件情報21と同様の情報が格納される。「焼鈍温度」列には、焼鈍温度の数値が格納される。図6の例では、焼鈍温度の具体的な数値は記載していないが、各レコードの「焼鈍温度」列には、「ロット番号」列のロット番号に対応する中間製造物が焼鈍設備4で焼鈍された際の、焼鈍温度の実測値がそれぞれ格納される。
As shown in the figure, the actual data 61 includes information on a “lot number” column, an “impurity concentration” column, a plurality of “processing conditions” columns (columns of processing conditions A to H), and an “annealing temperature” column. . Among these, information similar to the manufacturing condition information 21 described in the first embodiment is stored in columns other than the “annealing temperature” column. A numerical value of the annealing temperature is stored in the “annealing temperature” column. In the example of FIG. 6, specific numerical values of the annealing temperature are not described, but in the “annealing temperature” column of each record, the intermediate product corresponding to the lot number in the “lot number” column is the annealing equipment 4. The actual measured values of the annealing temperature at the time of annealing are stored.
関係式算出装置7は、実績データ61を用いて関係式を算出する。関係式算出装置7は、実績データ取得部71と、関係式算出部72と、を含む。
The relational expression calculation device 7 calculates a relational expression using the result data 61. The relational expression calculation device 7 includes a record data acquisition unit 71 and a relational expression calculation unit 72.
実績データ取得部71は、実績DB6から実績データ61を取得する。ここで、実績データ取得部71は、実施形態1に示す情報取得部13と異なり、実績データ61の1レコードではなく、実績データ61の全データを取得する。なお、実績データ61のレコードのうち、後述する関係式の算出に用いないレコードが指定されている場合は、実績データ取得部71は該指定されているレコード以外の実績データ61を取得する。
The achievement data acquisition unit 71 acquires the achievement data 61 from the achievement DB 6. Here, unlike the information acquisition unit 13 shown in the first embodiment, the result data acquisition unit 71 acquires all data of the result data 61 instead of one record of the result data 61. In addition, when the record which is not used for the calculation of the relational expression mentioned later among the records of the performance data 61 is designated, the performance data acquisition part 71 acquires the performance data 61 other than the designated record.
なお、実績データ61の取得タイミングは特に限定されない。例えば、製造システム200における製造ラインが停止した際に、実績データ61を一括取得すればよい。実績データ取得部71は取得したデータを関係式算出部72に送る。
In addition, the acquisition timing of the performance data 61 is not particularly limited. For example, when the production line in the production system 200 is stopped, the record data 61 may be acquired collectively. The record data acquisition unit 71 sends the acquired data to the relational expression calculation unit 72.
関係式算出部72は、実績データ61に基づいて関係式を算出する。算出された関係式は、関係式算出装置7の記憶部(図示せず)に記憶されてもよいし、実施形態1にて説明した情報処理装置1に送信され、情報処理装置1によって記憶部14に格納されてもよい。
The relational expression calculation unit 72 calculates a relational expression based on the result data 61. The calculated relational expression may be stored in a storage unit (not shown) of the relational expression calculation apparatus 7, or is transmitted to the information processing apparatus 1 described in the first embodiment and is stored in the storage unit by the information processing apparatus 1. 14 may be stored.
(関係式の算出方法)
図7は、関係式を算出するための処理(関係式算出処理)の流れを示すフローチャートである。関係式算出部72は実績データ61を取得すると(S202)、実績データ61の各レコードを、該レコードに記録されている不純物濃度の値に応じてクラス分類する(S204)。このクラス分類はクラス特定部102と同様の処理を行えばよい。そして、関係式算出部72は、分類したクラスごとに、関係式の算出を行う。以降の処理は、特段の記載が無い限り、クラスごとに行われるものである。 (Relation formula calculation method)
FIG. 7 is a flowchart showing a flow of processing for calculating a relational expression (relational expression calculation processing). When the relationalexpression calculation unit 72 acquires the record data 61 (S202), each record of the record data 61 is classified according to the impurity concentration value recorded in the record (S204). This class classification may be performed in the same manner as the class specifying unit 102. Then, the relational expression calculation unit 72 calculates a relational expression for each classified class. The subsequent processing is performed for each class unless otherwise specified.
図7は、関係式を算出するための処理(関係式算出処理)の流れを示すフローチャートである。関係式算出部72は実績データ61を取得すると(S202)、実績データ61の各レコードを、該レコードに記録されている不純物濃度の値に応じてクラス分類する(S204)。このクラス分類はクラス特定部102と同様の処理を行えばよい。そして、関係式算出部72は、分類したクラスごとに、関係式の算出を行う。以降の処理は、特段の記載が無い限り、クラスごとに行われるものである。 (Relation formula calculation method)
FIG. 7 is a flowchart showing a flow of processing for calculating a relational expression (relational expression calculation processing). When the relational
具体的には、関係式算出部72はまず、クラスごとに、不純物濃度および加工条件を説明変数として、実績データの主成分分析を行う(S206)。これにより、説明変数同士を無相関化(直交化)させる。その後、関係式算出部72は、実績データ61の各レコードについて、焼鈍温度ごとに、得られた機械特性を目的変数として重回帰分析を実施する。これにより、クラスごと、および焼鈍温度ごとの回帰式を得ることができる(S208)。
Specifically, the relational expression calculation unit 72 first performs principal component analysis of the result data using the impurity concentration and processing conditions as explanatory variables for each class (S206). Thereby, the explanatory variables are made uncorrelated (orthogonalized). Thereafter, the relational expression calculation unit 72 performs a multiple regression analysis for each record of the record data 61, using the obtained mechanical characteristics as objective variables for each annealing temperature. Thereby, the regression formula for every class and every annealing temperature can be obtained (S208).
目標とする機械特性値に対する最適焼鈍温度を推定するには、不純物濃度および加工条件と、機械特性値とをつなぐ回帰係数の、焼鈍温度への依存性を決める必要がある。そのため、関係式算出部72は、同じクラスの、複数の焼鈍温度についての複数の回帰式を用いて、焼鈍温度の値を線形補間する。これにより、クラスごとの、不純物濃度と、加工条件と、機械特性値と、焼鈍温度との相関関係を示す関係式が得られる(S210)。
To estimate the optimum annealing temperature for the target mechanical property value, it is necessary to determine the dependence of the regression coefficient connecting the impurity concentration and processing conditions on the mechanical property value to the annealing temperature. Therefore, the relational expression calculation unit 72 linearly interpolates the value of the annealing temperature using a plurality of regression equations for the plurality of annealing temperatures of the same class. As a result, a relational expression showing the correlation among the impurity concentration, the processing condition, the mechanical property value, and the annealing temperature is obtained for each class (S210).
具体的に説明すると、例えば説明変数xiと目的変数yが下式により表現されるとする。なお、式中aiは回帰係数、bは定数、添字iは説明変数種を示す。

aiおよびbの焼鈍温度への依存性を、焼鈍温度の領域毎に下式のように定めることで、焼鈍温度がt1~t3の場合の式中の各値を線形補間する。なお、式中tは焼鈍温度を示す。また、t1~t3は図6に示す温度t1~t3と同一であり、その値の大小関係はt1<t2<t3である。

これらの関係により、製造条件ai、bi、…xiと焼鈍温度tとから、機械特定値yを算出することができる。所望の機械特性値に対する最適なtは、tを温度t1~t3の範囲で走査したとき各温度に対して決まる。aiおよびbiに関して絶対誤差

が最小となるtを、焼鈍温度として決定すればよい。
More specifically, for example, it is assumed that the explanatory variable x i and the objective variable y are expressed by the following equations. In the formula, a i is a regression coefficient, b is a constant, and subscript i is an explanatory variable type.
By defining the dependence of a i and b on the annealing temperature for each annealing temperature region as shown in the following equation, each value in the equation when the annealing temperature is t1 to t3 is linearly interpolated. In the formula, t represents the annealing temperature. Further, t1 to t3 are the same as the temperatures t1 to t3 shown in FIG. 6, and the magnitude relationship of the values is t1 <t2 <t3.
These relationships, manufacturing conditions a i, b i, and a ... x i and annealing temperature t, can be calculated mechanical specific value y. The optimum t for the desired mechanical property value is determined for each temperature when t is scanned in the temperature range from t1 to t3. absolute error with respect to a i and b i
The minimum t may be determined as the annealing temperature.
なお、実施例においては製造時の実績データに対して主成分分析と重回帰分析を組み合わせた主成分回帰による回帰式推定を行っているが、クラス分類後の回帰式推定法は、主成分回帰に限られるものではない。例えば主成分分析ではなく、ニューラルネットワーク回帰、サポートベクター回帰、ランダムフォレスト回帰、ベイズ回帰等を用いて途中式を算出し、該途中式から関係式を算出することもできる。
In the embodiment, regression equation estimation is performed by principal component regression combining principal component analysis and multiple regression analysis on the actual data at the time of manufacturing. However, the regression equation estimation method after class classification is principal component regression. It is not limited to. For example, instead of principal component analysis, an intermediate equation may be calculated using neural network regression, support vector regression, random forest regression, Bayesian regression, or the like, and a relational equation may be calculated from the intermediate equation.
〔ソフトウェアによる実現例〕
情報処理装置1、製造条件DB2、PC5、実績DB6、および関係式算出装置7等、製造システム100および200に含まれる各装置における制御ブロックは、集積回路(ICチップ)等に形成された論理回路(ハードウェア)によって実現してもよいし、ソフトウェアによって実現してもよい。 [Example of software implementation]
The control blocks in each device included in the manufacturing systems 100 and 200, such as the information processing device 1, the manufacturing condition DB 2, the PC 5, the performance DB 6, and the relational expression calculation device 7, are logic circuits formed in an integrated circuit (IC chip) or the like. It may be realized by (hardware) or may be realized by software.
情報処理装置1、製造条件DB2、PC5、実績DB6、および関係式算出装置7等、製造システム100および200に含まれる各装置における制御ブロックは、集積回路(ICチップ)等に形成された論理回路(ハードウェア)によって実現してもよいし、ソフトウェアによって実現してもよい。 [Example of software implementation]
The control blocks in each device included in the
後者の場合、前記各装置は、各機能を実現するソフトウェアであるプログラムの命令を実行するコンピュータを備えている。このコンピュータは、例えば1つ以上のプロセッサを備えていると共に、前記プログラムを記憶したコンピュータ読み取り可能な記録媒体を備えている。そして、前記コンピュータにおいて、前記プロセッサが前記プログラムを前記記録媒体から読み取って実行することにより、本発明の目的が達成される。前記プロセッサとしては、例えばCPU(Central Processing Unit)を用いることができる。前記記録媒体としては、「一時的でない有形の媒体」、例えば、ROM(Read Only Memory)等の他、テープ、ディスク、カード、半導体メモリ、プログラマブルな論理回路などを用いることができる。また、前記プログラムを展開するRAM(Random Access Memory)などをさらに備えていてもよい。また、前記プログラムは、該プログラムを伝送可能な任意の伝送媒体(通信ネットワークや放送波等)を介して前記コンピュータに供給されてもよい。なお、本発明の一態様は、前記プログラムが電子的な伝送によって具現化された、搬送波に埋め込まれたデータ信号の形態でも実現され得る。
In the latter case, each device includes a computer that executes instructions of a program that is software for realizing each function. The computer includes, for example, one or more processors and a computer-readable recording medium storing the program. In the computer, the processor reads the program from the recording medium and executes the program, thereby achieving the object of the present invention. As the processor, for example, a CPU (Central Processing Unit) can be used. As the recording medium, a “non-temporary tangible medium” such as a ROM (Read Only Memory), a tape, a disk, a card, a semiconductor memory, a programmable logic circuit, or the like can be used. Further, a RAM (Random Access Memory) for expanding the program may be further provided. The program may be supplied to the computer via an arbitrary transmission medium (such as a communication network or a broadcast wave) that can transmit the program. Note that one aspect of the present invention can also be realized in the form of a data signal embedded in a carrier wave, in which the program is embodied by electronic transmission.
本発明は上述した各実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、異なる実施形態にそれぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
The present invention is not limited to the above-described embodiments, and various modifications are possible within the scope shown in the claims, and embodiments obtained by appropriately combining technical means disclosed in different embodiments. Is also included in the technical scope of the present invention.
〔付記事項〕
本発明の一態様に係る製造方法は、アルミニウム板材の製造方法であって、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を測定する濃度測定ステップと、前記不純物の濃度に基づいて、前記アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出ステップと、前記焼鈍温度で焼鈍を実行する焼鈍ステップと、を含む。 [Additional Notes]
A manufacturing method according to an aspect of the present invention is a method for manufacturing an aluminum plate material, which is not included in the material or intermediate product of the aluminum plate material and is not a main component of the material or the intermediate product, and A concentration measuring step for measuring a concentration of an impurity which is a component not intentionally added to the material or the intermediate product, and based on the concentration of the impurity, a mechanical property value of the aluminum plate is a predetermined mechanical property value A temperature calculating step for calculating an annealing temperature for satisfying the range; and an annealing step for performing annealing at the annealing temperature.
本発明の一態様に係る製造方法は、アルミニウム板材の製造方法であって、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を測定する濃度測定ステップと、前記不純物の濃度に基づいて、前記アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出ステップと、前記焼鈍温度で焼鈍を実行する焼鈍ステップと、を含む。 [Additional Notes]
A manufacturing method according to an aspect of the present invention is a method for manufacturing an aluminum plate material, which is not included in the material or intermediate product of the aluminum plate material and is not a main component of the material or the intermediate product, and A concentration measuring step for measuring a concentration of an impurity which is a component not intentionally added to the material or the intermediate product, and based on the concentration of the impurity, a mechanical property value of the aluminum plate is a predetermined mechanical property value A temperature calculating step for calculating an annealing temperature for satisfying the range; and an annealing step for performing annealing at the annealing temperature.
アルミニウム板材は、製造ロットによって不純物の濃度にばらつきがある。このばらつきは、材料の段階で、または製造プロセスのいずれかの段階で生じるものである。発明者らは、この不純物の濃度が、最終製造物であるアルミニウム板材の機械特性値に影響することを見出した。
Aluminum plate materials vary in impurity concentration depending on the production lot. This variation can occur at the material stage or at any stage of the manufacturing process. The inventors have found that the concentration of this impurity affects the mechanical property value of the aluminum sheet as the final product.
前記の製造方法によれば、アルミニウム板材を製造する際の、材料または中間製造物に含まれている不純物の濃度を測定しておき、該不純物の濃度と、得たい機械特性値(所定の機械特性値)とから、焼鈍温度を算出することができる。したがって、前記の製造方法は、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することができる。
According to the above manufacturing method, the concentration of impurities contained in a material or an intermediate product when an aluminum plate material is manufactured is measured, and the concentration of impurities and desired mechanical property values (predetermined machine From the characteristic value, the annealing temperature can be calculated. Therefore, the said manufacturing method can calculate the annealing temperature for obtaining the aluminum plate which has a desired mechanical characteristic.
前記製造方法は、前記焼鈍の対象となる中間製造物を製造するまでの、少なくとも1工程における加工条件を示す情報を取得する加工条件取得ステップを含んでいてもよく、前記温度算出ステップでは、前記不純物の濃度と、前記加工条件とに応じて前記焼鈍温度を算出してもよい。
The manufacturing method may include a processing condition acquisition step of acquiring information indicating processing conditions in at least one process until the intermediate product to be annealed is manufactured. In the temperature calculation step, The annealing temperature may be calculated according to the impurity concentration and the processing conditions.
焼鈍までの工程における加工条件は、アルミニウム板材の機械特性値に影響すると考えられる。前記の製造方法によれば、アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を、加工条件に応じて算出することができる。したがって、前記の製造方法によれば、焼鈍温度をより正確に算出することができる。
The processing conditions in the process up to annealing are considered to affect the mechanical property values of the aluminum sheet. According to the manufacturing method, the annealing temperature for the mechanical property value of the aluminum plate to satisfy the predetermined mechanical property value range can be calculated according to the processing conditions. Therefore, according to the manufacturing method, the annealing temperature can be calculated more accurately.
前記製造方法の前記温度算出ステップでは、複数の焼鈍温度のそれぞれについて、前記中間製造物の焼鈍を実行した場合の、前記不純物の濃度および前記加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データに基づいて、前記焼鈍温度を算出してもよい。
In the temperature calculation step of the manufacturing method, for each of a plurality of annealing temperatures, the concentration of the impurities and the processing conditions when the intermediate product is annealed, and the mechanical property value of the aluminum sheet after annealing, The annealing temperature may be calculated on the basis of the result data associated with.
前記の製造方法によれば、所定の不純物の濃度および所定の加工条件で製造された中間製造物を、所定の焼鈍温度で焼鈍した場合に実際に得られた機械特性値から、これから焼鈍を実行する中間製造物の焼鈍温度を算出することができる。
According to the above manufacturing method, annealing is performed from the mechanical property value actually obtained when the intermediate product manufactured at a predetermined impurity concentration and a predetermined processing condition is annealed at a predetermined annealing temperature. It is possible to calculate the annealing temperature of the intermediate product.
また、前記の製造方法によれば、異なる焼鈍温度での実績データに基づいて焼鈍温度を算出する。そのため、例えば線形補間等を用いて、焼鈍温度が変化した場合の、機械特性値の変化を予測することができる。したがって、前記の製造方法によれば、焼鈍温度をより正確に算出することができる。
Further, according to the above manufacturing method, the annealing temperature is calculated based on the actual data at different annealing temperatures. Therefore, for example, a change in mechanical property value when the annealing temperature changes can be predicted using linear interpolation or the like. Therefore, according to the manufacturing method, the annealing temperature can be calculated more accurately.
前記製造方法の前記温度算出ステップでは、前記実績データに基づいて決定される、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との相関関係に基づいて、前記焼鈍温度を算出してもよい。
In the temperature calculation step of the manufacturing method, the annealing is performed based on a correlation among the impurity concentration, the processing condition, the mechanical property value, and the annealing temperature, which is determined based on the actual data. The temperature may be calculated.
不純物の濃度は濃度測定ステップにおいて測定される。また、加工条件は加工条件取得ステップにおいて取得される情報から特定される。したがって、前記の製造方法によれば、上述のように測定および特定された、不純物の濃度および加工条件と、得たい機械特性値との相関関係から、焼鈍温度を特定することができる。
Impurity concentration is measured in the concentration measurement step. Further, the processing conditions are specified from the information acquired in the processing condition acquisition step. Therefore, according to the manufacturing method described above, the annealing temperature can be specified from the correlation between the impurity concentration and processing conditions measured and specified as described above and the desired mechanical property value.
したがって、前記の製造方法は、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することができる。また、予め決定された相関関係から焼鈍温度を算出するため、温度算出ステップにおいて都度実績データを収集して分析する必要が無い。したがって、前記の製造方法によれば、焼鈍温度の算出を迅速に行うことができる。
Therefore, the manufacturing method can calculate an annealing temperature for obtaining an aluminum plate having desired mechanical characteristics. In addition, since the annealing temperature is calculated from a predetermined correlation, it is not necessary to collect and analyze performance data every time in the temperature calculation step. Therefore, according to the manufacturing method, the annealing temperature can be calculated quickly.
前記製造方法では、前記実績データに含まれる前記不純物の濃度の、取り得る値の範囲を区切ることで、該不純物の濃度についての複数のクラスが予め定められていてもよく、前記相関関係を示す関係式が前記クラスごとに設定されていてもよく、前記不純物の濃度が、前記複数のクラスのいずれに属しているかを特定するクラス特定ステップを含んでいてもよく、前記温度算出ステップでは、前記クラス特定ステップが特定した前記クラスに応じた前記関係式を用いて、前記焼鈍温度を算出してもよい。
In the manufacturing method, a plurality of classes of the concentration of the impurity may be determined in advance by dividing a range of possible values of the concentration of the impurity included in the actual data, and indicate the correlation The relational expression may be set for each of the classes, and may include a class specifying step for specifying which of the plurality of classes the impurity concentration belongs to. The annealing temperature may be calculated using the relational expression corresponding to the class specified in the class specifying step.
上述のように、不純物の濃度はアルミニウム板材の機械特性値に影響する。前記製造方法によれば、不純物の濃度を複数のクラスに区切り、クラスごとに関係式を定めている。これにより、例えば、クラスごとに異なった、最適な関係式を用いて焼鈍温度を算出することができる。したがって、前記の製造方法によれば、より正確に焼鈍温度を算出することができる。
As described above, the impurity concentration affects the mechanical properties of the aluminum plate. According to the manufacturing method, the impurity concentration is divided into a plurality of classes, and a relational expression is defined for each class. Thereby, for example, the annealing temperature can be calculated using an optimum relational expression that is different for each class. Therefore, according to the manufacturing method, the annealing temperature can be calculated more accurately.
前記製造方法における前記相関関係は、前記実績データに含まれる前記不純物の濃度および前記加工条件を説明変数として主成分分析した後、焼鈍により得られた機械特性値を前記説明変数に対する目的変数として重回帰分析を実施することにより算出される回帰式を用いて算出される関係式で示されてもよい。
The correlation in the manufacturing method is obtained by performing principal component analysis using the concentration of impurities and the processing conditions included in the actual data as explanatory variables, and then superimposing mechanical property values obtained by annealing as objective variables for the explanatory variables. You may show by the relational expression calculated using the regression formula calculated by implementing regression analysis.
前記の構成によれば、主成分分析を実施することによって、機械特性値に影響する要因である不純物の濃度および加工条件のうち、固有値が所定値以下である要因を、関係式から排除することができる。そして、それぞれ相関が少ない要因を説明変数として重回帰分析を実施して得られた回帰式を基に、関係式を算出する。したがって、前記の製造方法によれば、焼鈍温度をより正確に算出することが可能な関係式を算出することができる。
According to the above configuration, by performing the principal component analysis, the factor that the eigenvalue is equal to or less than the predetermined value among the impurity concentration and the processing condition that are the factors affecting the mechanical property value is excluded from the relational expression. Can do. Then, a relational expression is calculated on the basis of a regression equation obtained by performing multiple regression analysis using factors having little correlation as explanatory variables. Therefore, according to the manufacturing method, it is possible to calculate a relational expression that can calculate the annealing temperature more accurately.
本発明の一態様に係る情報処理装置は、アルミニウム板材の製造における材料または中間製造物の、主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を示す情報を取得する不純物濃度取得部と、前記不純物の濃度に基づいて、アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出部と、を備える。
An information processing device according to one embodiment of the present invention includes an impurity which is not a main component of a material or an intermediate product in the manufacture of an aluminum plate and is a component not intentionally added to the material or the intermediate product. An impurity concentration acquisition unit that acquires information indicating the concentration, and a temperature calculation unit that calculates an annealing temperature for the mechanical property value of the aluminum plate material to satisfy a predetermined range of the mechanical property value based on the concentration of the impurity. Prepare.
前記の構成によれば、アルミニウム板材を製造する際の、材料または中間製造物に含まれている不純物の濃度を測定しておき、該不純物の濃度と、得たい機械特性値(所定の機械特性値)とから、焼鈍温度を算出することができる。したがって、前記の構成によれば、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することができる。
According to the above configuration, the concentration of the impurities contained in the material or intermediate product when the aluminum plate material is manufactured is measured, and the concentration of the impurities and the desired mechanical property value (predetermined mechanical property) Value), the annealing temperature can be calculated. Therefore, according to the said structure, the annealing temperature for obtaining the aluminum plate which has a desired mechanical characteristic is computable.
本発明の一態様に係る関係式算出装置は、複数の焼鈍温度のそれぞれについて、アルミニウム板材の製造における中間製造物の焼鈍を実行した場合の、不純物の濃度と、前記中間製造物を製造するまでの少なくとも1工程における加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データを取得する実績データ取得部と、前記実績データに基づいて、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との関係式を算出する関係式算出部と、を備え、前記不純物は、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である。
The relational expression calculating apparatus according to one aspect of the present invention provides a concentration of impurities and an intermediate product when the intermediate product is annealed in the production of an aluminum sheet for each of a plurality of annealing temperatures. The actual data acquisition unit for acquiring actual data in which the processing conditions in at least one step of the process and the mechanical property values of the annealed aluminum sheet material are associated, the concentration of the impurities based on the actual data, and the processing conditions A relational expression calculating unit that calculates a relational expression between the mechanical characteristic value and the annealing temperature, and the impurity is contained in the material of the aluminum plate or the intermediate product, It is a component that is not a main component of the intermediate product and is not intentionally added to the material or the intermediate product.
前記の構成によれば、不純物の濃度および加工条件と、得たい機械特性値とを代入することによって、焼鈍温度を算出することが可能な関係式を算出できる。換言すると、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することが可能な関係式を算出することができる。
According to the above configuration, a relational expression capable of calculating the annealing temperature can be calculated by substituting the impurity concentration and processing conditions and the desired mechanical property value. In other words, it is possible to calculate a relational expression that can calculate an annealing temperature for obtaining an aluminum plate having desired mechanical characteristics.
本発明の一態様に係る製造システムは、アルミニウム板材の製造システムであって、前記情報処理装置と、前記情報処理装置の前記温度算出部が算出した焼鈍温度で焼鈍を実行する焼鈍設備と、を含む。
The manufacturing system which concerns on 1 aspect of this invention is a manufacturing system of an aluminum plate material, Comprising: The annealing equipment which performs annealing with the annealing temperature which the said temperature calculation part of the said information processing apparatus computed. Including.
前記の製造システムによれば、不純物の濃度を測定しておき、該不純物の濃度と、得たい機械特性値(所定の機械特性値)とから、焼鈍温度を算出することができる。そして、算出された焼鈍温度で焼鈍を実行することができる。したがって、前記の製造システムによれば、例えば予備試験を実施せずとも、所望の機械特性を有するアルミニウム板材を製造することができる。
According to the manufacturing system described above, the concentration of impurities can be measured in advance, and the annealing temperature can be calculated from the concentration of impurities and the desired mechanical characteristic value (predetermined mechanical characteristic value). And annealing can be performed at the calculated annealing temperature. Therefore, according to the manufacturing system, for example, an aluminum plate having desired mechanical properties can be manufactured without performing a preliminary test.
前記製造システムは、前記関係式算出装置を含んでいてもよく、前記製造システムにおいて、前記情報処理装置の前記温度算出部は、前記関係式算出装置が算出した前記関係式を用いて、前記焼鈍温度を算出してもよい。
The manufacturing system may include the relational expression calculation device. In the manufacturing system, the temperature calculation unit of the information processing apparatus uses the relational expression calculated by the relational expression calculation device to perform the annealing. The temperature may be calculated.
前記の製造システムによれば、不純物の濃度および加工条件と、得たい機械特性値とを関係式に代入することによって、焼鈍温度を算出することができる。したがって、前記の製造システムによれば、所望の機械特性を有するアルミニウム板材を得るための焼鈍温度を算出することができる。また、予め算出された関係式を用いて焼鈍温度を算出するため、焼鈍温度の算出を迅速に行うことができる。
According to the above-described manufacturing system, the annealing temperature can be calculated by substituting the impurity concentration and processing conditions and the desired mechanical property value into the relational expression. Therefore, according to the said manufacturing system, the annealing temperature for obtaining the aluminum plate material which has a desired mechanical characteristic is computable. Moreover, since the annealing temperature is calculated using a relational expression calculated in advance, the annealing temperature can be calculated quickly.
実施形態1では、不純物濃度の閾値を、不純物元素の濃度の総和で0.06質量パーセントとした。この不純物濃度の閾値が適切か否かを試験した。
In Embodiment 1, the impurity concentration threshold was set to 0.06 mass percent in terms of the total concentration of impurity elements. It was tested whether this impurity concentration threshold was appropriate.
供試材として、図2に示した一般的なH2n製造フローで作製されたA1200アルミニウム板材を用意した。供試材における不純物元素Si、Mg、Zn、Cu、およびCrの濃度をそれぞれ測定し、該濃度の合計値を算出した。算出した合計値についてヒストグラムを作成した。
As a test material, an A1200 aluminum plate produced by the general H2n production flow shown in FIG. 2 was prepared. The concentrations of impurity elements Si, Mg, Zn, Cu, and Cr in the test material were measured, and the total value of the concentrations was calculated. A histogram was created for the calculated total value.
図8は、供試材の不純物濃度の分布を示す図である。図8について、混合正規分布モデルを仮定しEMアルゴリズムを適用すると、図中の破線で示す通りに、供試材の不純物濃度は、不純物濃度の高い分布と、低い分布との2つのクラスタに分類できた。
FIG. 8 is a diagram showing the distribution of the impurity concentration of the test material. Assuming a mixed normal distribution model in FIG. 8 and applying the EM algorithm, as shown by the broken line in the figure, the impurity concentration of the test material is classified into two clusters: a distribution with a high impurity concentration and a distribution with a low impurity concentration. did it.
低濃度のクラスタは平均値μ=0.0523、標準偏差σ=0.0025、高濃度側のクラスタは平均値μ=0.0692、標準偏差σ=0.0044であった。これらの値から、例えば、低濃度側のクラスタを基準として、平均値+3σ=0.06程度の値を、不純物濃度の閾値として設定し、該閾値以下か否かでクラス分類を行うことが適当であることが分かる。
The low concentration cluster had an average value μ = 0.0523 and a standard deviation σ = 0.005, and the high concentration side cluster had an average value μ = 0.0692 and a standard deviation σ = 0.004. From these values, for example, it is appropriate to set a value of average value + 3σ = 0.06 as a threshold value of impurity concentration with reference to a cluster on the low concentration side, and perform classification according to whether or not the threshold value is lower than the threshold value It turns out that it is.
なお、図示の通り、低濃度側のクラスタの頻度の頂点と、高濃度側のクラスタの頻度の頂点とは比較的分かれている。したがって、閾値は、低濃度側のクラスタと高頻度側のクラスタとの境界の範囲内であれば、0.06質量パーセント以外の値に定められても良い。例えば、閾値は、0.057~0.06質量パーセントの範囲内で、適宜定められてもよい。
As shown in the figure, the peak of the frequency of the cluster on the low concentration side and the peak of the frequency of the cluster on the high concentration side are relatively separated. Therefore, the threshold value may be set to a value other than 0.06 mass percent as long as it is within the boundary range between the low concentration cluster and the high frequency cluster. For example, the threshold value may be appropriately determined within the range of 0.057 to 0.06 mass percent.
実施形態1では、不純物濃度のクラスに応じた関係式を用いて焼鈍温度または機械特性値を算出する。また、実施形態2では、クラスごとに分けて関係式を作成する。このように、クラス分類を行って関係式を作成し、そしてクラスごとの関係式を用いて焼鈍温度または機械特性値を算出することの有用性を検証するために、試験を行った。
In Embodiment 1, the annealing temperature or the mechanical characteristic value is calculated using a relational expression corresponding to the class of impurity concentration. In the second embodiment, relational expressions are created separately for each class. In this way, tests were performed to verify the usefulness of classifying and creating a relational expression and calculating the annealing temperature or mechanical property value using the relational expression for each class.
以下、試験の手順を説明する。図2に示した一般的なH2n製造フローで、A1200アルミニウム板材を作製した。その際、該板材の材料の鋳造後の不純物濃度、該板材の製造までの加工条件、焼鈍温度、および、作製したA1200アルミニウム板材で得られた機械特性値(引張強さおよび耐力)の実測値を記録しておいた。
The test procedure is described below. An A1200 aluminum plate was produced by the general H2n production flow shown in FIG. At that time, the impurity concentration after casting of the material of the plate material, the processing conditions until the production of the plate material, the annealing temperature, and the actual measured values of the mechanical property values (tensile strength and proof stress) obtained with the produced A1200 aluminum plate material Was recorded.
なお、A1200アルミニウム板材の焼鈍温度は、所定の温度h1、h2、およびh3の3通りであった。温度h1、h2、およびh3はそれぞれ異なる温度である。また、温度h1、h2、およびh3は、H2n製造フローでA1200アルミニウム板材を製造する際に、一般的に設定し得る焼鈍温度の範囲内の温度である。
In addition, the annealing temperature of the A1200 aluminum plate material was three kinds of predetermined temperatures h1, h2, and h3. The temperatures h1, h2, and h3 are different temperatures. Further, the temperatures h1, h2, and h3 are temperatures within a range of annealing temperatures that can be generally set when manufacturing an A1200 aluminum sheet in the H2n manufacturing flow.
そして、下記(1)と(2)との比較、ならびに(1)と(3)との比較結果を、標準偏差として算出した。
Then, the comparison between the following (1) and (2) and the comparison result between (1) and (3) were calculated as standard deviation.
(1)機械特性値の実測値。
(1) Actual measured values of mechanical characteristics.
(2)実施形態2で示した方法で準備した関係式を用いて算出した機械特性値。より詳しくは、該機械特性値は、不純物濃度の実測値に基づいて、実施形態1で示した方法でクラス分類を行い、該クラスに応じた関係式を用いて算出された。なお、関係式に代入する不純物濃度、加工条件、および焼鈍温度の値は、実測値を用いた。
(2) Mechanical characteristic values calculated using the relational expressions prepared by the method shown in the second embodiment. More specifically, the mechanical property value was calculated using a relational expression corresponding to the class after performing class classification by the method shown in Embodiment 1 based on the measured value of the impurity concentration. In addition, the measured value was used for the value of the impurity concentration, the processing conditions, and the annealing temperature that are substituted into the relational expression.
(3)製造システム200と同様の方法であるが、クラス分類を行わない回帰分析により算出された関係式を用いて算出した機械特性値。関係式に代入する不純物濃度、加工条件、および焼鈍温度の値は、(2)と同様、実測値を用いた。
(3) A mechanical characteristic value calculated using a relational expression calculated by a regression analysis that is the same method as that of the manufacturing system 200 but does not perform classification. As in (2), measured values were used for the impurity concentration, processing conditions, and annealing temperature values assigned to the relational expression.
図9は、上記(1)~(3)の機械特性値の比較結果を示す図である。「機械特性」列には機械特性の種類が示されている。「焼鈍温度」列は焼鈍温度を示す。「クラス」列は不純物濃度に応じて分類されるクラスの名称を示す。上述のように、本実施例におけるクラス分類の方法は、実施形態1におけるクラス分類の方法と同一である。「クラス分類なし」列は、(1)と(3)とを比較した場合の平均二乗誤差の値を示す。「クラス分類あり」列は、(1)と(2)とを比較した場合の平均二乗誤差の値を示す。
FIG. 9 is a diagram showing a comparison result of the mechanical characteristic values (1) to (3). The “mechanical properties” column shows the type of mechanical properties. The “annealing temperature” column indicates the annealing temperature. The “class” column indicates names of classes classified according to the impurity concentration. As described above, the class classification method in the present embodiment is the same as the class classification method in the first embodiment. The “no classification” column indicates the value of the mean square error when (1) and (3) are compared. The “classified” column shows the value of the mean square error when (1) and (2) are compared.
図示の通り、(1)と(2)とを比較した場合の平均二乗誤差の値は、(1)と(3)とを比較した場合の平均二乗誤差の値よりも小さいことが分かった。換言すると、クラス分類に応じた関係式を用いて機械特性値を算出した場合、クラスに関わらず同じ関係式を用いて機械特性値を算出した場合よりも、実測値との誤差が少なかった。特にクラスB(すなわち、不純物濃度が低い場合)における(2)と(3)との予測性能の差が大きかった。
As shown in the figure, it was found that the mean square error value when comparing (1) and (2) is smaller than the mean square error value when comparing (1) and (3). In other words, when the mechanical characteristic value is calculated using a relational expression corresponding to the class classification, there is less error from the actually measured value than when the mechanical characteristic value is calculated using the same relational expression regardless of the class. In particular, the difference in predicted performance between (2) and (3) in class B (that is, when the impurity concentration is low) was large.
図9で示されたように、クラス分類を行って、クラスごとの関係式を用いて機械特性値を算出することで、より正確に機械特性値を予測することができる。なお、本実施例では機械特性値の算出について例示したが、関係式は、不純物濃度と、加工条件と、機械特性値と、焼鈍温度との相関関係を示す式である。したがって、焼鈍温度の算出についても機械特性値の算出と同様に、クラスごとの関係式を用いて算出することで、より正確な値が算出できるといえる。
As shown in FIG. 9, by performing classification and calculating the mechanical property value using the relational expression for each class, the mechanical property value can be predicted more accurately. In this embodiment, the calculation of the mechanical characteristic value is exemplified, but the relational expression is an expression showing a correlation among the impurity concentration, the processing condition, the mechanical characteristic value, and the annealing temperature. Therefore, it can be said that a more accurate value can be calculated by calculating the annealing temperature using the relational expression for each class as in the calculation of the mechanical characteristic value.
1 情報処理装置
11 入力部
12 表示部
13 情報取得部(不純物濃度取得部)
14 記憶部
141 関係式
10 制御部
101 算出部(温度算出部)
102 クラス特定部
2 製造条件DB
21 製造条件情報
3A~3D 設備
4 焼鈍設備
5 PC
6 実績DB
61 実績データ
7 関係式算出装置
71 実績データ取得部
72 関係式算出部 DESCRIPTION OFSYMBOLS 1 Information processing apparatus 11 Input part 12 Display part 13 Information acquisition part (impurity concentration acquisition part)
14storage unit 141 relational expression 10 control unit 101 calculation unit (temperature calculation unit)
102 Class specific part 2 Manufacturing condition DB
21Manufacturing Condition Information 3A-3D Equipment 4 Annealing Equipment 5 PC
6 results DB
61 Actual data 7 Relationalexpression calculation device 71 Actual data acquisition part 72 Relational expression calculation part
11 入力部
12 表示部
13 情報取得部(不純物濃度取得部)
14 記憶部
141 関係式
10 制御部
101 算出部(温度算出部)
102 クラス特定部
2 製造条件DB
21 製造条件情報
3A~3D 設備
4 焼鈍設備
5 PC
6 実績DB
61 実績データ
7 関係式算出装置
71 実績データ取得部
72 関係式算出部 DESCRIPTION OF
14
102 Class specific part 2 Manufacturing condition DB
21
6 results DB
61 Actual data 7 Relational
Claims (10)
- アルミニウム板材の製造方法であって、
前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を測定する濃度測定ステップと、
前記不純物の濃度に基づいて、前記アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出ステップと、
前記焼鈍温度で焼鈍を実行する焼鈍ステップと、を含む製造方法。 A method for producing an aluminum plate,
Concentration of impurities contained in the material of the aluminum plate or the intermediate product, not the main component of the material or the intermediate product, and a component not intentionally added to the material or the intermediate product A concentration measurement step for measuring
Based on the concentration of the impurities, a temperature calculation step of calculating an annealing temperature for satisfying a predetermined mechanical property value range of the mechanical property value of the aluminum plate, and
An annealing step for performing annealing at the annealing temperature. - 前記焼鈍の対象となる中間製造物を製造するまでの、少なくとも1工程における加工条件を示す情報を取得する加工条件取得ステップを含み、
前記温度算出ステップでは、前記不純物の濃度と、前記加工条件とに応じて前記焼鈍温度を算出することを特徴とする、請求項1に記載の製造方法。 Including a processing condition acquisition step of acquiring information indicating processing conditions in at least one step until the intermediate product to be annealed is manufactured;
The manufacturing method according to claim 1, wherein, in the temperature calculation step, the annealing temperature is calculated according to the concentration of the impurity and the processing condition. - 前記温度算出ステップでは、複数の焼鈍温度のそれぞれについて、前記中間製造物の焼鈍を実行した場合の、前記不純物の濃度および前記加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データに基づいて、前記焼鈍温度を算出することを特徴とする、請求項2に記載の製造方法。 In the temperature calculation step, for each of a plurality of annealing temperatures, the concentration of the impurity and the processing conditions when the annealing of the intermediate product is executed are associated with the mechanical property values of the aluminum sheet after annealing. The manufacturing method according to claim 2, wherein the annealing temperature is calculated based on performance data.
- 前記温度算出ステップでは、前記実績データに基づいて決定される、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との相関関係に基づいて、前記焼鈍温度を算出することを特徴とする、請求項3に記載の製造方法。 In the temperature calculating step, the annealing temperature is calculated based on a correlation among the impurity concentration, the processing condition, the mechanical property value, and the annealing temperature, which is determined based on the actual data. The manufacturing method of Claim 3 characterized by the above-mentioned.
- 前記実績データに含まれる前記不純物の濃度の、取り得る値の範囲を区切ることで、該不純物の濃度についての複数のクラスが予め定められており、
前記相関関係を示す関係式が前記クラスごとに設定されており、
前記不純物の濃度が、前記複数のクラスのいずれに属しているかを特定するクラス特定ステップを含み、
前記温度算出ステップでは、前記クラス特定ステップが特定した前記クラスに応じた前記関係式を用いて、前記焼鈍温度を算出することを特徴とする、請求項4に記載の製造方法。 By dividing a range of possible values of the concentration of the impurity contained in the actual data, a plurality of classes for the concentration of the impurity are determined in advance,
A relational expression indicating the correlation is set for each class,
A class specifying step for specifying which of the plurality of classes the concentration of the impurity belongs to;
The manufacturing method according to claim 4, wherein in the temperature calculating step, the annealing temperature is calculated using the relational expression corresponding to the class specified in the class specifying step. - 前記相関関係は、前記実績データに含まれる前記不純物の濃度および前記加工条件を説明変数として主成分分析した後、焼鈍により得られた機械特性値を前記説明変数に対する目的変数として重回帰分析を実施することにより算出される回帰式を用いて算出される関係式で示されることを特徴とする、請求項4または5に記載の製造方法。 The correlation is principal component analysis using the concentration of impurities and the processing conditions included in the actual data as explanatory variables, and then a multiple regression analysis is performed using mechanical property values obtained by annealing as objective variables for the explanatory variables. It is shown by the relational expression calculated using the regression formula calculated by doing, The manufacturing method of Claim 4 or 5 characterized by the above-mentioned.
- アルミニウム板材の製造における材料または中間製造物の、主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分である不純物の濃度を示す情報を取得する不純物濃度取得部と、
前記不純物の濃度に基づいて、アルミニウム板材の機械特性値が所定の機械特性値の範囲を満たすための焼鈍温度を算出する温度算出部と、を備えることを特徴とする、情報処理装置。 An impurity concentration acquisition unit that acquires information indicating the concentration of impurities that are not the main component of the material or intermediate product in the manufacture of the aluminum plate and that are components not intentionally added to the material or intermediate product; ,
An information processing apparatus comprising: a temperature calculation unit that calculates an annealing temperature for the mechanical property value of the aluminum plate to satisfy a predetermined range of the mechanical property value based on the impurity concentration. - 複数の焼鈍温度のそれぞれについて、アルミニウム板材の製造における中間製造物の焼鈍を実行した場合の、不純物の濃度と、前記中間製造物を製造するまでの少なくとも1工程における加工条件と、焼鈍後のアルミニウム板材の機械特性値とを対応付けた実績データを取得する実績データ取得部と、
前記実績データに基づいて、前記不純物の濃度と、前記加工条件と、前記機械特性値と、前記焼鈍温度との相関関係を示す関係式を算出する関係式算出部と、を備え、
前記不純物は、前記アルミニウム板材の材料または中間製造物に含まれている、該材料または該中間製造物の主成分でなく、かつ該材料または該中間製造物に意図的に添加していない成分であることを特徴とする、関係式算出装置。 For each of a plurality of annealing temperatures, the concentration of impurities, the processing conditions in at least one step until the production of the intermediate product, and the aluminum after annealing are performed when the intermediate product is annealed in the production of the aluminum sheet. A record data acquisition unit for acquiring record data in association with the mechanical property values of the plate material;
A relational expression calculation unit that calculates a relational expression indicating a correlation between the impurity concentration, the processing condition, the mechanical characteristic value, and the annealing temperature based on the actual data;
The impurity is a component contained in the material or intermediate product of the aluminum plate, not a main component of the material or intermediate product, and a component not intentionally added to the material or intermediate product. A relational expression calculation apparatus characterized by being. - 請求項7に記載の情報処理装置と、
前記情報処理装置の前記温度算出部が算出した焼鈍温度で焼鈍を実行する焼鈍設備と、を含むことを特徴とする、アルミニウム板材の製造システム。 An information processing apparatus according to claim 7;
And an annealing facility that performs annealing at the annealing temperature calculated by the temperature calculation unit of the information processing apparatus. - 請求項8に記載の関係式算出装置を含み、
前記情報処理装置の前記温度算出部は、前記関係式算出装置が算出した前記関係式を用いて、前記焼鈍温度を算出することを特徴とする、請求項9に記載のアルミニウム板材の製造システム。 Including the relational expression calculating apparatus according to claim 8;
The said temperature calculation part of the said information processing apparatus calculates the said annealing temperature using the said relational expression which the said relational expression calculation apparatus calculated, The manufacturing system of the aluminum plate material of Claim 9 characterized by the above-mentioned.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018062594A JP7118690B2 (en) | 2018-03-28 | 2018-03-28 | Manufacturing method, information processing device, relational expression calculation device, and manufacturing system |
| JP2018-062594 | 2018-03-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019189455A1 true WO2019189455A1 (en) | 2019-10-03 |
Family
ID=68062144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013350 WO2019189455A1 (en) | 2018-03-28 | 2019-03-27 | Manufacturing method, information processing device, relational expression calculation device, and manufacturing system |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7118690B2 (en) |
| WO (1) | WO2019189455A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7281958B2 (en) | 2019-05-08 | 2023-05-26 | 株式会社Uacj | Feature prediction device, manufacturing condition optimization device, control method for feature prediction device, control program |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61279630A (en) * | 1985-06-04 | 1986-12-10 | Kawasaki Steel Corp | Manufacture of high ductility and strength cold rolled steel sheet |
| JPH08199314A (en) * | 1995-01-30 | 1996-08-06 | Sumitomo Metal Ind Ltd | Ferritic stainless steel and its production |
| JP2003226927A (en) * | 2001-11-30 | 2003-08-15 | Toyota Motor Corp | Aluminum alloy panel for flat hem working |
| JP2003277832A (en) * | 2002-03-22 | 2003-10-02 | Jfe Steel Kk | Method for manufacturing high-strength cold-rolled steel plate |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014038595A (en) | 2012-07-20 | 2014-02-27 | Jfe Steel Corp | Material prediction device and material control method for steel material |
| JP6439780B2 (en) | 2015-12-24 | 2018-12-19 | Jfeスチール株式会社 | Magnetic property prediction device and magnetic property control device for electrical steel sheet |
-
2018
- 2018-03-28 JP JP2018062594A patent/JP7118690B2/en active Active
-
2019
- 2019-03-27 WO PCT/JP2019/013350 patent/WO2019189455A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61279630A (en) * | 1985-06-04 | 1986-12-10 | Kawasaki Steel Corp | Manufacture of high ductility and strength cold rolled steel sheet |
| JPH08199314A (en) * | 1995-01-30 | 1996-08-06 | Sumitomo Metal Ind Ltd | Ferritic stainless steel and its production |
| JP2003226927A (en) * | 2001-11-30 | 2003-08-15 | Toyota Motor Corp | Aluminum alloy panel for flat hem working |
| JP2003277832A (en) * | 2002-03-22 | 2003-10-02 | Jfe Steel Kk | Method for manufacturing high-strength cold-rolled steel plate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019173096A (en) | 2019-10-10 |
| JP7118690B2 (en) | 2022-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Kumar et al. | Optimization of green sand casting process parameters of a foundry by using Taguchi’s method | |
| Syrcos | Die casting process optimization using Taguchi methods | |
| JP5169096B2 (en) | Quality prediction apparatus, quality prediction method, and product manufacturing method | |
| JP6439780B2 (en) | Magnetic property prediction device and magnetic property control device for electrical steel sheet | |
| JP4739447B2 (en) | Failure factor analysis display method and failure factor analysis display device | |
| EP3100802A1 (en) | Method, device and program for determining casting state in continuous casting | |
| JP4613751B2 (en) | Manufacturing condition calculation method, quality adjustment method, steel manufacturing method, manufacturing condition calculation device, quality adjustment system, and computer program | |
| JP7297831B2 (en) | Manufacturing condition output device, quality control system and program | |
| JP7027536B2 (en) | Analysis system and analysis method | |
| JP2014038595A (en) | Material prediction device and material control method for steel material | |
| JP5962290B2 (en) | Steel heat transfer coefficient prediction apparatus and cooling control method | |
| CN101118422A (en) | Virtual measurement prediction generated by semi-conductor, method for establishing prediction model and system | |
| CN113486457A (en) | Die casting defect prediction and diagnosis system | |
| WO2019189455A1 (en) | Manufacturing method, information processing device, relational expression calculation device, and manufacturing system | |
| Harsch et al. | Influence of scattering material properties on the robustness of deep drawing processes | |
| Sika et al. | Demerit control chart as a decision support tool in quality control of ductile cast-iron casting process | |
| JP2019173096A5 (en) | ||
| US10974318B2 (en) | Cast product mechanical characteristic prediction method, cast product mechanical characteristic prediction system, and computer readable recording medium recording cast product mechanical characteristic prediction program | |
| JP2018124667A (en) | Production process analyzing apparatus and production management system using the same | |
| Mares et al. | Artificial intelligence-based control system for the analysis of metal casting properties | |
| Krajewski et al. | A novel approach for the simulation of surface crack formation in continuous casting | |
| Gutiérrez et al. | Statistical study to evaluate the effect of processing variables on shrinkage incidence during solidification of nodular cast irons | |
| Schreyer et al. | Data Analysis of Production Data for Continuous Casting of Aluminum Rolling Ingots | |
| Seifi et al. | Designing different sampling plans based on process capability index | |
| Nishimura et al. | Anomaly detection and analysis by a gradient boosting trees and neural network ensemble model |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19776378 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 19776378 Country of ref document: EP Kind code of ref document: A1 |