WO2017171366A1 - 항복강도와 연성이 우수한 고강도 냉연강판, 도금강판 및 이들의 제조방법 - Google Patents
항복강도와 연성이 우수한 고강도 냉연강판, 도금강판 및 이들의 제조방법 Download PDFInfo
- Publication number
- WO2017171366A1 WO2017171366A1 PCT/KR2017/003351 KR2017003351W WO2017171366A1 WO 2017171366 A1 WO2017171366 A1 WO 2017171366A1 KR 2017003351 W KR2017003351 W KR 2017003351W WO 2017171366 A1 WO2017171366 A1 WO 2017171366A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- rolled steel
- cold rolled
- ductility
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the present invention relates to a high-strength cold-rolled steel sheet, a plated steel sheet, and a method for manufacturing the same, which have excellent yield strength and ductility, which can be preferably used as materials for electronic products and materials for vehicles including cars, trains and ships.
- the metamorphic steel is classified into so-called DP (Dual Phase) steel, Transformation Induced Plasticity (TRIP) steel, and Complex Phase (CP) steel.
- DP Dual Phase
- TRIP Transformation Induced Plasticity
- CP Complex Phase
- Each of these steels has mechanical properties, that is, according to the type and fraction of the parent phase and the second phase.
- the level of tensile strength and elongation will be different, especially in the case of TRIP steel containing residual austenite, the balance between tensile strength and elongation (TS x El) shows the highest value.
- CP steel of the metamorphic structure steel as described above is lower than the other steels, and is limited to simple processing such as roll forming, and high ductility DP steel and TRIP steel are applied to cold press forming.
- Patent Document 1 proposes a method for producing a high strength steel sheet having excellent workability by using annealing twice, and after heating to an austenite single phase during the first annealing, the temperature is 20 ° C / sec or more to a temperature of Ms or more and Bs or less.
- the process of cooling at the average cooling rate and the second phase annealing at the second annealing suggest that the final structure contains more than 50% of sour bainite and 3 ⁇ 30% of retained austenite. Doing.
- patent document 2 although the process is the same as patent document 1, when it heats to austenite single phase at the time of primary annealing, it performs the process of cooling at the average cooling rate of 20 degree-C / sec or more to the temperature below Ms point, and at the time of secondary annealing, By applying two-phase annealing, it suggests that the final tissue contains more than 50% of martensite and 3 ⁇ 20% of retained austenite.
- Patent Documents 1 and 2 have the advantage of improving the elongation flange and ductility at the same time, but the disadvantage of adding the process cost by performing annealing twice and the high temperature annealing during the first annealing of the steel containing a large amount of Si and Mn There is a disadvantage that it is impossible to continuously work the same kind of material by causing the dent in the annealing furnace. In addition, there is a disadvantage in that the important shape is poor in the press-molding material by cooling at a fast average cooling rate of 20 ° C./sec or more after the austenite heat treatment at the time of primary annealing.
- TWIP winning Induced Plasticity
- TWIP steel disclosed in Patent Literature 3, the balance between tensile strength and elongation (TS ⁇ El) is 50,000 MPa% or more, which shows very excellent material properties.
- the content of C is 0.4% by weight
- the content of Mn is required at least about 25% by weight
- the content of C is 0.6% by weight
- the content of Mn is about 20%. If it is not satisfied, the austenite phase that causes twinning in the mother phase is not secured stably, and epsilon martensite ( ⁇ ) of HCP structure and martensite ( ⁇ ) of BCT structure are extremely detrimental to workability.
- the TWIP steel to which the alloying component is added in a large amount is not only difficult to process such as casting and rolling due to the problems resulting from the alloying component, but also has a problem in that the manufacturing cost is greatly increased economically.
- Patent Document 4 discloses a method of constituting a main structure with residual austenite and martensite (Quenching and Partitioning Process (Q & P)), as shown in the report using the non-patent document (Non-Patent Document 1). If the low 0.2% level, yield strength is low around 400MPa, and the elongation obtained in the final product is only similar to the existing TRIP steel. In addition, a method of significantly increasing yield strength by deriving an alloy amount of carbon and manganese has been derived, but in this case, there is a disadvantage in that weldability is poor due to the addition of excessive alloying components.
- Patent Document 5 has also proposed a method of improving the final physical properties by controlling the microstructure before the two times annealing process Q & P heat treatment.
- Patent Document 5 has also proposed a method of improving the final physical properties by controlling the microstructure before the two times annealing process Q & P heat treatment.
- Patent Document 1 Japanese Unexamined Patent Publication No. 2002-309334
- Patent Document 2 Japanese Unexamined Patent Publication No. 2002-302734
- Patent Literature 3 Korean Laid-Open Patent Publication No. 1994-0002370
- Patent Document 4 US Patent Publication No. 2006-0011274
- Patent Document 5 Korean Unexamined Patent Publication No. 2015-0130612
- Non-Patent Document 1 ISIJ International, Vol. 51, 2011, p. 137-144
- high-strength cold rolled steel has low alloy cost compared to TWIP steel, secures high yield strength and ductility required for automotive structural member materials, and does not cause dent in annealing furnace during operation.
- a plated steel sheet and a method of manufacturing the same In order to provide a steel sheet, a plated steel sheet and a method of manufacturing the same.
- the microstructure has an area fraction of 5% or less of polygonal ferrite having a ratio of short axis and long axis exceeding 0.4, a fraction of 70% or less of needle ferrite having a ratio of short axis and long axis 0.4 or less, 0.6-25% of needle retained austenite, and Including the remaining martensite,
- the present invention relates to a high strength cold rolled steel sheet having excellent yield strength and ductility having an internal oxidation depth of 1 ⁇ m or less from the surface.
- Another aspect of the present invention relates to a high strength plated steel sheet having excellent yield strength and ductility in which one of a hot dip galvanized layer, an alloyed hot dip galvanized layer, an aluminum-silicon plated layer, and a zinc-magnesium-aluminum plated layer is formed on a surface of the cold rolled steel sheet.
- Another aspect of the present invention comprises the steps of heating the steel slab satisfying the above-described alloy composition to 1000 ⁇ 1300 °C;
- the second annealing step of cooling at an average cooling rate of less than 20 °C / second to a temperature of less than 500 °C to maintain for at least 1 second and then cooled. It relates to a high strength cold rolled steel sheet excellent in yield strength and ductility.
- Another aspect of the present invention further includes the step of forming one of a hot dip galvanized layer, an alloyed hot dip galvanized layer, an aluminum-silicon plating layer and a zinc-magnesium-aluminum plating layer on the surface of the cold rolled steel sheet after the second annealing step. It relates to a method for producing a high strength coated steel sheet excellent in yield strength and ductility.
- the present invention provides a high-strength cold rolled steel sheet, plated steel sheet and a method of manufacturing a high tensile strain strength of 780MPa or more superior to the high-ductile transformation tissue steel such as DP steel or TRIP steel and Q & P steel subjected to Q & P heat treatment. It can also produce and provide stably without producing dent defects during production.
- the ultra-high strength steel sheet of the present invention is likely to be utilized for the weight reduction of materials for electronic products and materials for vehicles including automobiles, trains and ships.
- Figure 1 shows an example of the annealing process according to the present invention, (a) the first annealing process and (b) the second annealing process.
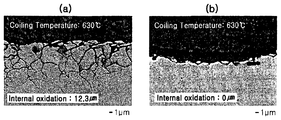
- Figure 2 shows the internal oxidation depth and formation after hot rolling of (a) Inventive Example 2 and (b) Comparative Example 5.
- the present inventors have deeply studied the effect of the phase composition obtained by the first annealing performed before the second annealing in the two annealing process on the final physical properties. It has been found that the yield strength and ductility of the final product can be improved by forming it.
- the high-strength cold-rolled steel sheet having excellent yield strength and ductility which is an aspect of the present invention, is% by weight, carbon (C): 0.1-0.3%, silicon (Si): 0.1-2.0%, aluminum (Al): 0.005-1.5%, Manganese (Mn): 1.5 ⁇ 3.0%, Phosphorus (P): 0.04% or less (excluding 0%), Sulfur (S): 0.015% or less (excluding 0%), Nitrogen (N): 0.02% or less (0 %, Excluding antimony (Sb): 0.01 ⁇ 0.1%, the remaining Fe and inevitable impurities, the sum of Si and Al (Si + Al, wt%) satisfies 1 ⁇ 3.5%, the microstructure 5% or less of polygonal ferrite with an area fraction of 0.4 or less in the ratio of short axis and long axis, 70% or less of acicular ferrite with a ratio of 0.4 or less in the minor axis and long axis,
- the content of each component means weight% unless otherwise specified.
- Carbon (C) is an effective element for reinforcing steel, and is an important element added in the present invention for stabilizing residual austenite and securing strength.
- it is preferable to add 0.1% or more, but if the content exceeds 0.3%, there is a problem that not only the risk of cast defect occurs, but also the weldability is greatly reduced. Therefore, the content of C in the present invention is preferably limited to 0.1 ⁇ 0.3%.
- Silicon (Si) is an element that suppresses the precipitation of carbides in ferrite, promotes diffusion of carbon in the ferrite into austenite, and consequently contributes to stabilization of residual austenite.
- Aluminum (Al) is an element that deoxidizes by combining with oxygen in the steel, and for this purpose, it is preferable to maintain the content of 0.005% or more.
- Al contributes to stabilization of retained austenite through suppression of carbide formation in ferrite as in Si.
- the content of Al in the present invention is preferably limited to 0.005 ⁇ 1.5%.
- both Si and Al are elements that contribute to stabilization of retained austenite, and in order to achieve this effectively, the sum of Si and Al content (Si + Al, wt%) satisfies 1.0 to 3.5%. Do.
- Manganese (Mn) is an element effective in forming and stabilizing residual austenite while controlling the transformation of ferrite. If the Mn content is less than 1.5%, a large amount of ferrite transformation occurs, making it difficult to secure the target strength.On the other hand, when the Mn content exceeds 3.0%, the phase transformation is too delayed when the second Q & P heat treatment is performed. As a large amount is formed, there is a problem that it is difficult to secure the intended ductility. Therefore, the content of Mn in the present invention is preferably limited to 1.5 ⁇ 3.0%.
- Antimony (Sb) has an effect of inhibiting internal concentration after hot rolling by inhibiting surface concentration of Si and Al and movement of element oxide through grain boundary segregation, and for the same reason due to surface concentration of Si and Al during annealing. It suppresses oxidation and improves the surface quality of plating. However, if the content is less than 0.01%, the effect of inhibiting internal oxidation is not sufficient, and the internal oxidation depth of the final product may exceed 1 ⁇ m from the surface, and if the content exceeds 0.1%, alloying of the galvanized layer May cause delays.
- Phosphorus (P) can obtain a solid solution effect and stabilize the residual austenite, but if the content exceeds 0.04%, there is a problem that the weldability is lowered and the risk of brittleness of the steel is increased. Therefore, in the present invention, the content of P may be 0.04% or less, more preferably 0.02% or less.
- S Sulfur
- the S content is advantageously limited to 0%, but it is inevitably contained in the manufacturing process, so it is important to manage the upper limit, and if the content exceeds 0.015%, the ductility and weldability of the steel sheet may be impaired. This is high. Therefore, the present invention is preferably limited to 0.015% or less.
- N Nitrogen
- N is an effective element for stabilizing austenite, but if the content exceeds 0.02%, the risk of brittleness of steel increases, and the quality of performance is increased as AlN is excessively precipitated by reacting with Al. There is a problem of deterioration. Therefore, in the present invention, it is preferable to limit the content of N to 0.02% or less.
- the cold rolled steel sheet of the present invention may further include at least one of Ti, Nb, V, Zr, and W in order to improve the strength, in addition to the above components.
- Titanium (Ti), niobium (Nb), vanadium (V), zirconium (Zr), and tungsten (W) are effective elements for precipitation strengthening and grain refinement of steel sheets. There is a problem that is difficult to do. On the other hand, if the content exceeds 0.1% in the case of Ti, Nb, V and Zr, 0.5% in the case of W, the above-mentioned effect is saturated, there is a problem that the manufacturing cost increases significantly, and precipitates are formed excessively, rather There is a problem that ductility is greatly reduced.
- cold rolled steel sheet of the present invention may further include one or more of Mo, Ni, Cu and Cr.
- Molybdenum (Mo), nickel (Ni), copper (Cu) and chromium (Cr) are the elements contributing to the stabilization of residual austenite, and these elements are combined with C, Si, Mn, and Al to stabilize austenite. Contribute. If the content of these elements is more than 1.0% for Mo, Ni and Cr, 0.5% for Cu, there is a problem that the manufacturing cost is excessively increased, it is preferable to control not to exceed the content.
- Ni is more preferably added together at this time.
- cold rolled steel sheet of the present invention may further include one or more of Ca, Bi and B.
- Calcium (Ca) is an element that is advantageous for improving workability by controlling the form of sulfide. When the content exceeds 0.01%, the above-mentioned effect is saturated, and therefore it is preferably included at 0.01% or less.
- Bismuth (Bi) is an element that has an effect of inhibiting the movement of surface oxide elements such as Si and Al through grain boundary segregation to improve plating surface quality. When the content exceeds 0.1%, the above-mentioned effect is saturated, It is preferably included in 0.1% or less.
- Boron (B) has the effect of suppressing soft ferrite transformation at high temperature by improving the hardenability by the composite effect with Mn, Cr, etc., but when the content exceeds 0.01%, excessive B is concentrated on the steel surface during plating. Since it may cause deterioration of adhesion, it is preferable to include the content in 0.01% or less.
- the remaining component of the present invention is iron (Fe).
- iron Fe
- impurities which are not intended from raw materials or the surrounding environment may be inevitably mixed, and thus cannot be excluded. Since these impurities are known to those skilled in the art of ordinary steel manufacturing, not all of them are specifically mentioned herein.
- Cold rolled steel sheet of the present invention that satisfies the composition of the above-mentioned composition is 5% or less polygonal ferrite having a small area ratio of 0.4 and less than 0.4%, and needle-like ferrite having a ratio of 0.4 or less of a short axis and a long axis in a microstructure.
- Retained austenite contains 0.6-25% and the remaining martensite.
- Polygonal ferrite having a ratio between the short axis and the long axis exceeding 0.4 is limited to 5% or less because it serves to lower the yield strength of the present invention applied to structural members, etc., and the acicular ferrite and residual austenite having a short axis and long axis ratio of 0.4 or less are used.
- the main structure of the present invention is an organization advantageous for securing strength and ductility.
- the retained austenite is an essential structure for advantageously securing a balance between strength and ductility, but when the fraction is too excessive to exceed 25% (the upper limit), carbon is dispersed and diffused, and thus stabilization of the retained austenite is not sufficient. there is a problem. Therefore, it is preferable that the fraction of retained austenite in the present invention satisfies 25% or less.
- the lower limit is based on the residual austenite fraction of 0.6% or more which should preferably be secured after the first annealing in the present invention.
- the steel sheet of the present invention preferably has an internal oxidation depth of 1 ⁇ m or less from the surface together with the characteristics of the microstructure.
- Sb is basically contained 0.01 ⁇ 0.1%, the element is due to the combination of the surface concentrated elements such as Mn, Si, Al and oxygen diffuse into the steel during cooling and winding after hot finishing rolling
- the internal oxidation layer formed after hot rolling may undergo cracking of the internal oxidation layer through subsequent pickling and cold rolling processes, which causes dent defects in the steel sheet due to dropping and adhesion to rolls in the annealing furnace during subsequent annealing operations. .
- These dent defects inferior to the surface quality of subsequent annealing coils, including the corresponding product coils, making normal product production difficult.
- the above problems may occur when the internal oxidation depth of the final cold rolled steel sheet is greater than 1 ⁇ m.
- the lower the internal oxidation the more advantageous it is to suppress the dent defect
- the lower limit of the internal oxidation depth is not particularly limited, and includes zero.
- the cold rolled steel sheet of the present invention that satisfies the alloy composition and the microstructure described above has a tensile strength of 780 MPa or more, excellent yield strength and ductility, and can prevent excellent dent defects during annealing, thereby ensuring excellent productivity.
- the cold rolled steel sheet according to the present invention is manufactured through the manufacturing process described below, wherein the microstructure after the first annealing process, that is, the microstructure before the second annealing process should contain more than 0.6% acicular residual austenite, The remainder preferably consists of one or more of bainite, martensite and tempered martensite.
- residual austenite is contained less than 0.6% after the first annealing process, the yield strength is lowered and the elongation is lowered. Because there is a problem. Therefore, it is preferable that residual austenite is 0.6% or more.
- YSxEl (MPa%) of the final annealing product exhibits excellent properties of 16,000 or more. Therefore, it is more preferable to secure 1.5% or more of retained austenite after primary annealing.
- Another aspect of the present invention is a high-strength plated steel sheet having excellent yield strength and ductility, wherein one of a hot dip galvanized layer, an alloyed hot dip galvanized layer, an aluminum-silicon plated layer, and a zinc-magnesium-aluminum plated layer is formed on the surface of the cold rolled steel sheet of the present invention. Formed.
- a method of manufacturing a high strength cold rolled steel sheet having excellent yield strength and ductility may be manufactured by heating, hot rolling, winding, cold rolling, and annealing a steel slab satisfying the alloy composition described above.
- the conditions of each of the above steps will be described in detail.
- a step of heating and homogenizing the steel slab prior to performing the hot rolling, it is preferable to undergo a step of heating and homogenizing the steel slab, more preferably, in a temperature range of 1000 to 1300 ° C.
- the temperature is less than 1000 °C during the heating, a problem that the rolling load is rapidly increased, while the temperature exceeds 1300 °C not only increases the energy cost, but also causes a problem of excessive amount of surface scale. Therefore, it is preferable to perform the heating process of a steel slab at 1000-1300 degreeC in this invention.
- the heated steel slab is hot rolled to produce a hot rolled steel sheet, wherein hot finish rolling is preferably performed at 800 to 950 ° C.
- the hot finish rolling temperature during hot rolling in the present invention is preferably limited to 800 ⁇ 950 °C.
- the hot rolled steel sheet manufactured according to the above is wound, and at this time, the winding temperature is preferably 750 ° C. or lower, and more preferably 650 ° C. or lower for suppressing the internal oxide layer.
- the winding temperature is too high during winding, excessively scale occurs on the surface of the hot-rolled steel sheet, causing surface defects and deteriorating plating property.
- the steel containing a large amount of Mn, Si, Al, etc. as in the present invention it may promote internal oxidation to cause dent defects in a subsequent annealing process. Therefore, it is good to perform a winding process at 750 degreeC or less, More preferably, it is 650 degrees C or less.
- the lower limit of the coiling temperature is not particularly limited, but it is more preferably carried out at Ms ⁇ 750 °C in consideration of the difficulty of subsequent cold rolling due to too high hot-rolled sheet strength by the production of martensite.
- the wound hot rolled steel sheet is pickled to remove the oxide layer, and then cold rolled to produce a cold rolled steel sheet in order to match the shape and thickness of the steel sheet.
- general general annealing in order to prevent the formation of coarse grains during recrystallization, it is common to set a lower limit of the cold reduction rate.
- the primary annealing is performed before the final annealing as in the present invention, the above problems do not occur. There is no restriction on the rolling reduction rate during cold rolling.
- Annealing Phase First Annealing Stage and Secondary Annealing Stage
- 5% or less of polygonal ferrite having a ratio of short axis and long axis exceeding 0.4 by area fraction as a final microstructure 70% or less of acicular ferrite having a ratio of short axis and long axis 0.4 or less, and 0.6-25% of retained austenite And the remaining martensite, and for producing a cold rolled steel sheet having an internal oxidation depth of 1 ⁇ m or less from the surface, it is important to control the subsequent annealing process to obtain such a cold rolled steel sheet.
- a conventional annealing heat treatment including austempering or Q & P heat treatment is performed after cold rolling.
- a low temperature structure containing at least 0.6% acicular residual austenite is ensured, and then heated and maintained at a temperature in the range of Ac1 to Ac3 during the second annealing.
- Yield strength and ductility increase as the amount of residual austenite obtained after the first annealing increases, and when YSxEl (MPa%) of the final annealing product is more than 16,000 when securing the residual austenite of 1.5% or more after the first annealing, It is more preferable to secure 1.5% or more of retained austenite after primary annealing because it exhibits physical properties.
- the primary annealing heat treatment for annealing the cold rolled steel sheet thus prepared at a temperature of Ac3 or more and cooling at an average cooling rate of 25 ° C / sec or less (see FIG. 1A).
- the cooling rate is limited to ensure that the retained austenite is 0.6% or more, and when cooled to 25 ° C / sec or less, it is possible to more stably retain the retained austenite by dynamic partitioning. Residual austenite of more than% can be secured. Dynamic partitioning means that the alloying elements are redistributed between phases during cooling at high temperatures.
- the fifth heat treatment represents a typical austempering heat treatment, and the average cooling rate is very slow.
- the microstructure of the cold rolled steel sheet subjected to the first annealing heat treatment should contain at least 0.6% of retained austenite, and the formation of the soft polygonal ferrite inhibits the obtaining of the final final annealing structure during the subsequent annealing heat treatment.
- the rest may be secured by any of low temperature microstructure bainite or martensite and tempered martensite.
- the heat treatment condition is to ensure the excellent yield strength and ductility of the cold rolled steel sheet manufactured by austempering or Q & P process in the final annealing process, if the needle-like residual austenite is less than 0.6% after the first annealing process This is because the yield strength is lowered and the elongation is lowered.
- the heating in the range of Ac1 ⁇ Ac3 is to ensure the stability of austenite through the distribution of the alloying element to austenite during annealing, to ensure the retained austenite in the final structure at room temperature, It is easy to ensure needle-like structure by acicular-type residual austenite formed after the primary annealing heat treatment from maintaining at the temperature.
- the cooling temperature is preferably set to 500 ° C. or lower, because the austenite phase is transformed into pearlite when kept at a temperature above 500 ° C. for a long time, thereby making it difficult to secure residual austenite. Therefore, it is preferable to heat up to a temperature of 500 ° C. or lower for a long time and inevitably increase the temperature to 500 ° C. or higher during the melt alloying heat treatment, but the melt alloying heat treatment within 1 minute does not significantly degrade the properties of the present invention steel. .
- the slow cooling section may be passed immediately after the annealing, but the microstructure and physical properties of the present invention may be secured by minimizing the transformation of polygonal ferrite into the slow cooling section. Can be.
- the present invention is a conventional austempering by securing a needle-like microstructure at the time of secondary annealing by heating and maintaining a low-temperature tissue containing 0.6% or more of needle-like retained austenite in the Ac1 ⁇ Ac3 range, High yield strength and ductility can be secured compared to the physical properties obtained from Q & P process and general two-anneal heat treatment which does not secure residual austenite during the first annealing.
- another aspect of the present invention is a method of manufacturing a high strength coated steel sheet excellent in yield strength and ductility further comprises the step of forming a plating layer on the surface of the cold rolled steel sheet after the second annealing step.
- the forming of the plating layer may be performed by immersion in a hot dip galvanizing bath to form a hot dip galvanizing layer or alloying the formed hot dip galvanizing layer to form an alloyed hot dip galvanizing layer.
- the aluminum-silicon plating layer or the zinc-magnesium-aluminum plating layer may be formed by immersion in the aluminum-silicon or zinc-magnesium-aluminum melting pot.
- Ingots having a thickness of 90 mm and a width of 175 mm having the composition shown in Table 1 were prepared by vacuum melting, and then heated at 1200 ° C. for 1 hour to homogenize, followed by hot finish rolling at 900 ° C. or higher of Ar 3 or higher, and 630 ° C. After cooling to and loaded into a furnace preheated to 630 ° C. and maintained for 1 hour, hot rolling was simulated by furnace cooling. Thereafter, the hot rolled sheet was cold rolled at a cold reduction rate of 50 to 60%, and then subjected to annealing heat treatment under the conditions shown in Table 2 to produce a final cold rolled steel sheet, yield strength and tensile strength of each cold rolled steel sheet. The results of measuring the strength and the elongation are shown in Table 2 together.
- Bs (Bainite transformation start temperature), Ms (Martensitic transformation start temperature), Ac1 (Austenite appearance temperature at elevated temperature), Ac3 (Austenitic single-phase heat treatment temperature at the end of the ferrite at elevated temperature)
- Ms Martensitic transformation start temperature
- Ac1 Austenite appearance temperature at elevated temperature
- Ac3 Austenitic single-phase heat treatment temperature at the end of the ferrite at elevated temperature
- Example 2 of Comparative Example 1 in which the microstructure is a cold rolled structure after primary annealing, final annealing (secondary annealing) is performed without cold annealing.
- the other examples showed the microstructure obtained by performing the primary annealing in the austenitic single-phase zone and cooling.
- the cooling temperature below Ms expressed in the column next to the final annealing temperature indicates the temperature cooled in the range of Ms to Mf during Q & P heat treatment
- the reheating temperature indicates the heat treatment temperature elevated for secondary redistribution.
- the embodiment in which the two temperatures are represented as none is an example in which the overaging treatment of the general annealing process is applied, not Q & P, and shows the heat treatment temperature in the heat expressed as the overaging temperature. Examples in which the Q & P heat treatment was performed are distinguished from each other by marking none in the heat of the overaging temperature.
- Comparative Example 2 (Fig. 1 (a) 1) was cooled to room temperature through water cooling (average cooling rate 1000 °C / sec or more), and further cooled by using liquid nitrogen.
- Comparative Example 3 (Fig. 1 (a) 2) was cooled to room temperature through water cooling (average cooling rate 1000 °C / sec or more).
- Comparative Example 4 (FIG. 1 (a) 3) was cooled through Mist cooling (average cooling rate 180 °C / sec).
- Inventive Example 1 (FIG. 1 (a) 4) was cooled to room temperature at a cooling rate of 25 ° C / sec.
- Inventive Example 2 (Fig. 1 (a) 5) was cooled by applying austempering as shown in No. 5 of Fig. 1A.
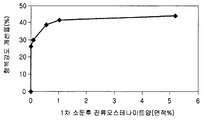
- Comparative Example 1 In order to confirm the yield strength improvement rate of Comparative Example 1, Comparative Examples 2 to 4 and Inventive Examples 1 to 2, which differed in cooling conditions after the first annealing, did not perform annealing twice with respect to Invention Steel 1, The yield strength improvement rate was measured based on the product of elongation and the product of tensile strength and elongation, the ratio of yield strength and tensile strength, and Comparative Example 1. In addition, the yield strength improvement rate after the second annealing according to the amount of acicular residual austenite after the first annealing is shown in a graph.
- Comparative Examples 2 to 4 and Inventive Examples 1 to 2 both of which were subjected to annealing, improved yield strength, and the product of yield strength and elongation was also improved. As the fraction of austenite increases, the yield strength and the product of yield strength and elongation are more pronounced.
- Inventive Example 3 using Inventive Steel 2 has a lower carbon strength than Invented Steel 1, but a low tensile strength, but still shows a high yield ratio.
- Inventive Example 4 using Inventive Steel 3 had a low yield ratio due to the introduction of ferrite due to the addition of a large amount of Al.
- TSxEl exhibited excellent properties of 20,000 MPa% or more by securing 1.3% of acicular retained austenite before the second annealing.
- Comparative Example 6 using Comparative Steel 2 was difficult to secure the tensile strength criteria limited in the present invention because the amount of carbon added is very low, Comparative Example 7 using Comparative Steel 3 was excellent in strength due to the addition of a large amount of Mn, but the elongation is lowered This cursor TSxEl was less than 20,000 MPa%.
- Comparative steel 1 has a similar component system except that invention steel 1 and Sb are not added.
- Comparative Example 5 using Comparative Steel 1 there is almost no difference in physical properties from Inventive Example 2 using Inventive Steel 1, but as shown in FIG. 2, the internal oxidation depth after hot rolling is 12.3 ⁇ m, followed by pickling, cold rolling, and annealing. Surface cracks and dents occurred at the time.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
Description
| 구분 | C | Mn | Si | P | S | Al | Ti | Nb | Sb | N | Bs | Ms | Ac1 | Ac3 |
| 발명강1 | 0.22 | 2.17 | 1.47 | 0.006 | 0.002 | 0.03 | - | - | 0.021 | 0.005 | 575 | 380 | 743 | 832 |
| 발명강2 | 0.15 | 2.2 | 1.49 | 0.012 | 0.004 | 0.03 | - | - | 0.018 | 0.003 | 592 | 409 | 743 | 852 |
| 발명강3 | 0.18 | 2.56 | 1.44 | 0.011 | 0.004 | 0.42 | 0.02 | 0.023 | 0.051 | 0.004 | 551 | 385 | 738 | 995 |
| 비교강1 | 0.22 | 2.21 | 1.51 | 0.01 | 0.004 | 0.03 | - | - | - | 0.004 | 572 | 379 | 743 | 835 |
| 비교강2 | 0.08 | 1.74 | 1.42 | 0.011 | 0.004 | 0.03 | - | - | 0.019 | 0.003 | 652 | 452 | 746 | 884 |
| 비교강3 | 0.27 | 4.83 | 1.57 | 0.012 | 0.003 | 0.03 | - | - | 0.02 | 0.003 | 322 | 278 | 717 | 750 |
| 강종 | 구분 | 1차소둔후미세조직 | 내부산화 깊이(㎛) | 2차소둔온도(℃) | Ms이하 냉각온도(℃) | 재가열온도(℃) | 과시효온도(℃) | 항복강도 (MPa) | 인장강도 (MPa) | 연신율(%) |
| 발명강1 | 비교예1 | 냉연조직+잔류γ 0% | 0 | 810 | None | none | 420 | 412 | 1012 | 23 |
| 비교예2 | 마르텐사이트+잔류γ 0% | 0 | 810 | None | none | 420 | 521 | 1033 | 25 | |
| 비교예3 | 마르텐사이트+잔류γ 0.08% | 0 | 810 | None | none | 420 | 537 | 1017 | 25 | |
| 비교예4 | 마르텐사이트+잔류γ 0.54% | 0 | 810 | None | none | 420 | 572 | 999 | 27 | |
| 발명예1 | 마르텐사이트+잔류γ 1.02% | 0 | 810 | None | none | 420 | 584 | 1010 | 27 | |
| 발명예2 | 베이나이트+마르텐사이트+잔류γ 5.17% | 0 | 810 | None | none | 420 | 594 | 981 | 29 | |
| 발명강2 | 발명예3 | 마르텐사이트+잔류γ 0.6% | 0 | 810 | 250 | 440 | none | 580 | 842 | 27 |
| 발명강3 | 발명예4 | 마르텐사이트+잔류γ 1.3% | 0 | 810 | 250 | 440 | none | 598 | 1150 | 18 |
| 비교강1 | 비교예5 | 베이나이트+마르텐사이트+잔류γ 4.51% | 12.3 | 810 | None | none | 420 | 588 | 983 | 28 |
| 비교강2 | 비교예6 | 마르텐사이트+잔류γ 0.6% | 0 | 810 | 350 | 440 | none | 455 | 640 | 33 |
| 비교강3 | 비교예7 | 마르텐사이트+잔류γ 0.64% | 0 | 730 | 150 | 440 | none | 1050 | 1215 | 13 |
| 구분 | YSxEl(MPa%) | TSxEl(MPa%) | YS 개선율(%) | YS/TS(%) |
| 비교예1 | 9476 | 23276 | - | 41 |
| 비교예2 | 13030 | 25833 | 26.5 | 50 |
| 비교예3 | 13425 | 25425 | 30.3 | 53 |
| 비교예4 | 15444 | 26973 | 38.8 | 57 |
| 발명예1 | 15768 | 27270 | 41.7 | 58 |
| 발명예2 | 17226 | 28449 | 44.2 | 61 |
Claims (12)
- 중량%로, 탄소(C): 0.1~0.3%, 실리콘(Si): 0.1~2.0%, 알루미늄(Al): 0.005~1.5%, 망간(Mn): 1.5~3.0%, 인(P): 0.04% 이하(0%는 제외), 황(S): 0.015% 이하(0%는 제외), 질소(N): 0.02% 이하(0%는 제외), 안티몬(Sb): 0.01~0.1%, 나머지 Fe 및 불가피한 불순물을 포함하며, 상기 Si 및 Al의 합(Si+Al, 중량%)은 1~3.5%를 만족하고,미세조직은 면적분율로 단축과 장축의 비가 0.4를 초과하는 폴리고널 페라이트가 5% 이하, 단축과 장축의 비가 0.4 이하인 침상형 페라이트가 70% 이하, 잔류 오스테나이트가 0.6~25% 및 나머지 마르텐사이트를 포함하고,내부산화 깊이가 표면으로부터 1㎛ 이하인 항복강도와 연성이 우수한 고강도 냉연강판.
- 제1항에 있어서,상기 냉연강판은 2차 소둔 단계 이전의 미세조직이 면적분율로 0.6% 이상의 침상형 잔류 오스테나이트, 나머지는 베이나이트, 마르텐사이트 및 템퍼드 마르텐사이트 중 1 이상으로 이루어지는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판.
- 제1항에 있어서,상기 냉연강판은 티타늄(Ti): 0.005~0.1%, 니오븀(Nb): 0.005~0.1%, 바나듐(V): 0.005~0.1%, 지르코늄(Zr): 0.005~0.1% 및 텅스텐(W): 0.005~0.5%으로 이루어진 그룹에서 선택된 1종 이상을 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판.
- 제1항에 있어서,상기 냉연강판은 몰리브덴(Mo): 1% 이하(0%는 제외), 니켈(Ni): 1% 이하(0%는 제외), 구리(Cu): 0.5% 이하(0%는 제외) 및 크롬(Cr): 1% 이하(0%는 제외)로 이루어진 그룹에서 선택된 1종 이상을 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판.
- 제1항에 있어서,상기 냉연강판은 칼슘(Ca): 0.01% 이하(0%는 제외), Bi: 0.1% 이하(0%는 제외) 및 보론(B): 0.01% 이하(0%는 제외)로 이루어진 그룹에서 선택된 1종 이상을 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판.
- 제1항에 있어서,상기 냉연강판의 인장강도는 780MPa 이상인 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판.
- 제1항 내지 제6항 중 어느 한 항에 있어서,상기 냉연강판의 표면에 용융아연도금층, 합금화 용융아연도금층, 알루미늄-실리콘 도금층 및 아연-마그네슘-알루미늄 도금층 중 하나가 형성되어 있는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 도금강판.
- 중량%로, 탄소(C): 0.1~0.3%, 실리콘(Si): 0.1~2.0%, 알루미늄(Al): 0.005~1.5%, 망간(Mn): 1.5~3.0%, 인(P): 0.04% 이하(0%는 제외), 황(S): 0.015% 이하(0%는 제외), 질소(N): 0.02% 이하(0%는 제외), 안티몬(Sb): 0.01~0.1%, 잔부 Fe 및 불가피한 불순물을 포함하며, 상기 Si 및 Al의 합(Si+Al, 중량%)은 1~3.5%를 만족하는 강 슬라브를 1000~1300℃로 가열하는 단계;상기 가열된 강 슬라브를 800~950℃에서 열간 마무리 압연하여 열연강판을 제조하는 단계;상기 열연강판을 750℃ 이하에서 권취하는 단계;상기 권취된 열연강판을 냉간압연하여 냉연강판을 제조하는 단계;상기 냉연강판을 Ac3 이상의 온도로 소둔 및 25℃/초 이하의 평균 냉각속도로 냉각하는 1차 소둔 단계; 및상기 1차 소둔 후 Ac1~Ac3범위의 온도로 가열 및 유지한 후, 500℃ 이하의 온도까지 20℃/초 미만의 평균 냉각속도로 냉각하여 1초 이상 유지한 후 냉각하는 2차 소둔 단계를 포함하는 항복강도와 연성이 우수한 고강도 냉연강판의 제조방법.
- 제8항에 있어서,상기 강 슬라브는 티타늄(Ti): 0.005~0.1%, 니오븀(Nb): 0.005~0.1%, 바나듐(V): 0.005~0.1%, 지르코늄(Zr): 0.005~0.1% 및 텅스텐(W): 0.005~0.5%으로 이루어진 그룹에서 선택된 1종 이상을 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판의 제조방법.
- 제9항에 있어서,상기 강 슬라브는 몰리브덴(Mo): 1% 이하(0%는 제외), 니켈(Ni): 1% 이하(0%는 제외), 구리(Cu): 0.5% 이하(0%는 제외) 및 크롬(Cr): 1% 이하(0%는 제외)로 이루어진 그룹에서 선택된 1종 이상을 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판의 제조방법.
- 제 9항에 있어서,상기 강 슬라브는 칼슘(Ca): 0.01% 이하(0%는 제외), Bi: 0.1% 이하(0%는 제외) 및 보론(B): 0.01% 이하(0%는 제외)로 이루어진 그룹에서 선택된 1종 이상을 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 냉연강판의 제조방법.
- 청구항 8 내지 11 중 어느 한 항에 있어서,상기 2차 소둔 단계 후 냉연강판의 표면에 용융아연도금층, 합금화 용융아연도금층, 알루미늄-실리콘 도금층 및 아연-마그네슘-알루미늄 도금층 중 하나를 형성하는 단계를 추가로 포함하는 것을 특징으로 하는 항복강도와 연성이 우수한 고강도 도금강판의 제조방법.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/079,722 US20190071745A1 (en) | 2016-03-28 | 2017-03-28 | High-strength cold rolled steel sheet with excellent yield strength and ductility, coated steel plate, and method for manufacturing same |
| EP17775790.3A EP3438315A1 (en) | 2016-03-28 | 2017-03-28 | High-strength cold rolled steel sheet with excellent yield strength and ductility, coated steel plate, and method for manufacturing same |
| JP2018550600A JP2019512608A (ja) | 2016-03-28 | 2017-03-28 | 降伏強度と延性に優れた高強度冷延鋼板、めっき鋼板、及びこれらの製造方法 |
| CN201780020986.0A CN108884536A (zh) | 2016-03-28 | 2017-03-28 | 屈服强度和延展性优异的高强度冷轧钢板、镀覆钢板及它们的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2016-0036872 | 2016-03-28 | ||
| KR1020160036872A KR101786318B1 (ko) | 2016-03-28 | 2016-03-28 | 항복강도와 연성이 우수한 고강도 냉연강판, 도금강판 및 이들의 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017171366A1 true WO2017171366A1 (ko) | 2017-10-05 |
Family
ID=59966126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2017/003351 WO2017171366A1 (ko) | 2016-03-28 | 2017-03-28 | 항복강도와 연성이 우수한 고강도 냉연강판, 도금강판 및 이들의 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20190071745A1 (ko) |
| EP (1) | EP3438315A1 (ko) |
| JP (1) | JP2019512608A (ko) |
| KR (1) | KR101786318B1 (ko) |
| CN (1) | CN108884536A (ko) |
| WO (1) | WO2017171366A1 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102077182B1 (ko) * | 2017-12-26 | 2020-02-13 | 주식회사 포스코 | 인산염 처리성이 우수한 초고강도 도금 냉연강판 제조방법 |
| KR102457019B1 (ko) * | 2020-06-17 | 2022-10-21 | 주식회사 포스코 | 성형성이 우수한 고강도 강판 및 이의 제조방법 |
| WO2022004819A1 (ja) * | 2020-06-30 | 2022-01-06 | Jfeスチール株式会社 | 亜鉛めっき鋼板、部材及びそれらの製造方法 |
| CN112410668B (zh) * | 2020-11-11 | 2021-09-14 | 鞍钢股份有限公司 | 一种780MPa级汽车结构用钢及生产方法 |
| CN112458382B (zh) * | 2020-11-11 | 2021-09-14 | 鞍钢股份有限公司 | 一种550MPa级汽车结构用钢及生产方法 |
| EP4442851A1 (en) * | 2021-11-29 | 2024-10-09 | POSCO Co., Ltd | Ultra-high strength cold-rolled steel sheet having excellent elongation and manufacturing method thereof |
| JP7493132B1 (ja) | 2022-12-16 | 2024-05-31 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板、及びそれらの製造方法、並びに部材 |
| WO2024127766A1 (ja) * | 2022-12-16 | 2024-06-20 | Jfeスチール株式会社 | 高強度鋼板、高強度めっき鋼板、及びそれらの製造方法、並びに部材 |
| CN117778905B (zh) * | 2023-12-22 | 2024-08-20 | 武汉科技大学 | 一种高强度高塑性中锰钢及生产方法 |
| CN117960829B (zh) * | 2024-03-29 | 2024-07-05 | 攀钢集团研究院有限公司 | 热冲压构件的制备方法及热冲压构件 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20040091751A (ko) * | 2002-03-18 | 2004-10-28 | 제이에프이 스틸 가부시키가이샤 | 연성 및 내피로특성에 우수한 고장력 용융 아연도금강판의제조방법 |
| JP2008514820A (ja) * | 2004-09-30 | 2008-05-08 | ポスコ | 形状凍結性に優れた高強度冷延鋼板及びその製造方法 |
| KR20120110538A (ko) * | 2011-03-29 | 2012-10-10 | 현대제철 주식회사 | 고강도 강판 및 그 제조 방법 |
| KR20130027794A (ko) * | 2011-09-08 | 2013-03-18 | 현대하이스코 주식회사 | 저항복비형 초고강도 냉연강판, 용융도금강판 및 그 제조 방법 |
| KR20150130612A (ko) * | 2014-05-13 | 2015-11-24 | 주식회사 포스코 | 연성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4188581B2 (ja) * | 2001-01-31 | 2008-11-26 | 株式会社神戸製鋼所 | 加工性に優れた高強度鋼板およびその製造方法 |
| KR100711358B1 (ko) * | 2005-12-09 | 2007-04-27 | 주식회사 포스코 | 성형성, 소부경화성 및 도금특성이 우수한 고강도 냉연강판및 용융아연도금강판, 그리고 이들의 제조방법 |
| KR100711475B1 (ko) * | 2005-12-26 | 2007-04-24 | 주식회사 포스코 | 용융아연도금특성이 우수한 고 가공성 고강도 강판의제조방법 |
| KR20080061853A (ko) * | 2006-12-28 | 2008-07-03 | 주식회사 포스코 | 기계적 성질 및 표면 품질이 우수한 고강도 아연도금용 강판 및 그 제조방법 |
| KR101008117B1 (ko) * | 2008-05-19 | 2011-01-13 | 주식회사 포스코 | 표면특성이 우수한 고가공용 고강도 박강판 및용융아연도금강판과 그 제조방법 |
| JP5457840B2 (ja) * | 2010-01-07 | 2014-04-02 | 株式会社神戸製鋼所 | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 |
| JP5786316B2 (ja) * | 2010-01-22 | 2015-09-30 | Jfeスチール株式会社 | 加工性および耐衝撃特性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JP5765092B2 (ja) * | 2010-07-15 | 2015-08-19 | Jfeスチール株式会社 | 延性と穴広げ性に優れた高降伏比高強度溶融亜鉛めっき鋼板およびその製造方法 |
| CN103237906B (zh) * | 2010-11-15 | 2015-11-25 | Posco公司 | 制造抗拉强度等级为590MPa、可加工性优异且在其材料性能方面偏差小的高强度冷轧/热轧DP钢的方法 |
| WO2015177582A1 (fr) * | 2014-05-20 | 2015-11-26 | Arcelormittal Investigación Y Desarrollo Sl | Tôle d'acier doublement recuite à hautes caractéristiques mécaniques de résistance et ductilité, procédé de fabrication et utilisation de telles tôles |
-
2016
- 2016-03-28 KR KR1020160036872A patent/KR101786318B1/ko active IP Right Grant
-
2017
- 2017-03-28 US US16/079,722 patent/US20190071745A1/en not_active Abandoned
- 2017-03-28 CN CN201780020986.0A patent/CN108884536A/zh active Pending
- 2017-03-28 EP EP17775790.3A patent/EP3438315A1/en not_active Withdrawn
- 2017-03-28 JP JP2018550600A patent/JP2019512608A/ja active Pending
- 2017-03-28 WO PCT/KR2017/003351 patent/WO2017171366A1/ko active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20040091751A (ko) * | 2002-03-18 | 2004-10-28 | 제이에프이 스틸 가부시키가이샤 | 연성 및 내피로특성에 우수한 고장력 용융 아연도금강판의제조방법 |
| JP2008514820A (ja) * | 2004-09-30 | 2008-05-08 | ポスコ | 形状凍結性に優れた高強度冷延鋼板及びその製造方法 |
| KR20120110538A (ko) * | 2011-03-29 | 2012-10-10 | 현대제철 주식회사 | 고강도 강판 및 그 제조 방법 |
| KR20130027794A (ko) * | 2011-09-08 | 2013-03-18 | 현대하이스코 주식회사 | 저항복비형 초고강도 냉연강판, 용융도금강판 및 그 제조 방법 |
| KR20150130612A (ko) * | 2014-05-13 | 2015-11-24 | 주식회사 포스코 | 연성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3438315A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108884536A (zh) | 2018-11-23 |
| KR20170113858A (ko) | 2017-10-13 |
| US20190071745A1 (en) | 2019-03-07 |
| EP3438315A4 (en) | 2019-02-06 |
| JP2019512608A (ja) | 2019-05-16 |
| EP3438315A1 (en) | 2019-02-06 |
| KR101786318B1 (ko) | 2017-10-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2017171366A1 (ko) | 항복강도와 연성이 우수한 고강도 냉연강판, 도금강판 및 이들의 제조방법 | |
| WO2015174605A1 (ko) | 연성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 | |
| WO2017078278A1 (ko) | 성형성 및 구멍확장성이 우수한 초고강도 강판 및 이의 제조방법 | |
| WO2017222189A1 (ko) | 항복강도가 우수한 초고강도 고연성 강판 및 그 제조방법 | |
| WO2015099221A1 (ko) | 고강도 저비중 강판 및 그 제조방법 | |
| WO2018110867A1 (ko) | 항복강도, 연성 및 구멍확장성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 | |
| WO2019124693A1 (ko) | 가공성이 우수한 고강도 강판 및 이의 제조방법 | |
| WO2015023012A1 (ko) | 초고강도 강판 및 그 제조방법 | |
| WO2020050573A1 (ko) | 항복강도비가 우수한 초고강도 고연성 강판 및 그 제조방법 | |
| WO2018117501A1 (ko) | 굽힘 가공성이 우수한 초고강도 강판 및 이의 제조방법 | |
| WO2016104881A1 (ko) | 굽힘 특성이 우수한 hpf 성형부재 및 그 제조방법 | |
| WO2016098963A1 (ko) | 구멍확장능이 우수한 용융아연도금강판, 합금화 용융아연도금강판 및 그 제조방법 | |
| WO2017105025A1 (ko) | 화성처리성 및 굽힘가공성이 우수한 초고강도 강판 및 이의 제조방법 | |
| WO2017188654A1 (ko) | 항복비가 우수한 초고강도 고연성 강판 및 이의 제조방법 | |
| WO2018080133A1 (ko) | 구멍확장성 및 항복비가 우수한 초고강도 강판 및 그 제조방법 | |
| WO2022086050A1 (ko) | 연성이 우수한 초고강도 강판 및 그 제조방법 | |
| WO2023022445A1 (ko) | 열간성형용 강재, 열간성형 부재 및 이들의 제조방법 | |
| WO2018117470A1 (ko) | 저온역 버링성이 우수한 고강도 강판 및 이의 제조방법 | |
| WO2018117466A1 (ko) | 용접성이 우수한 전봉강관용 열연강판 및 이의 제조방법 | |
| WO2018105904A1 (ko) | 소부 경화성 및 상온 내시효성이 우수한 용융 아연계 도금강판 및 그 제조방법 | |
| WO2022139400A1 (ko) | 점용접성 및 성형성이 우수한 초고장력 냉연강판, 초고장력 도금강판 및 그 제조방법 | |
| WO2021112488A1 (ko) | 내구성이 우수한 후물 복합조직강 및 그 제조방법 | |
| WO2021125790A2 (ko) | 가공용 주석 도금원판 및 그 제조방법 | |
| WO2017111428A1 (ko) | 연성, 구멍가공성 및 표면처리 특성이 우수한 고강도 냉연강판, 용융아연도금강판 및 이들의 제조방법 | |
| WO2016093513A2 (ko) | 성형성이 우수한 복합조직강판 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018550600 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017775790 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2017775790 Country of ref document: EP Effective date: 20181029 |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17775790 Country of ref document: EP Kind code of ref document: A1 |