IMPROVED COATING COMPOSITIONS AN D PROCESSES FOR MAKING
THE SAME
FIELD OF INVENTION
[0001] The present invention relates to coating compositions, processes for making them, and methods of application of the coating compositions. Further, the present invention relates to a process and apparatus for coating a metal substrate, for example an elongated metal tubular substrate such as a pipe. Most particularly, the coating can be used as an anti-corrosion coating on a pipe for use in oil, gas and water pipeline applications. Even more particularly, the invention relates to improved coating compositions, processes and methods for use with locally sourced polyethylene found in certain countries, such as Russia.
BACKGROUND
[0002] Fusion bonded epoxy (FBE) is often used as an anti-corrosion coating on pipe. FBE consists of a solid epoxy which is applied to a clean, hot pipe, typically using a powder coating process. The FBE powder melts when it contacts the hot pipe, forming a generally uniform film surface. FBE coatings provide excellent anti-corrosion properties, but have poor low temperature bend-ability and impact resistance when used as a single layer coating, and are thus prone to impact damage during transportation. Single layer FBE coatings are also prone to absorbing water when exposed to elevated temperatures (above 50°C) in hot and wet environments; this in turn can cause blistering when induction heating is used in preparing a field joint. FBE can be applied as a dual layer coating to provide tough physical properties and minimize damage during handling, transportation and installation. However, dual layer FBE coatings are not price competitive.
[0003] US patent 5,178,902, assigned to the present applicant, describes a high performance composite coating (HPCC) for pipe, comprising three layers of
material, namely an FBE coating, which itself is coated with an adhesive layer, followed by a polyolefin top coat. The polyolefin top coat is a non-crosslinked polyolefin, and provides very good impact resistance. It also prevents moisture permeation and is resistant to elevated ambient temperatures (for example, above 50°C but below 80°C) in hot and wet environments. The primary purpose of the intermediate, adhesive layer, is to bond the polyolefin layer to the FBE coating. Typically, without the use of such an adhesive layer, there can be some difficulty in obtaining a strong and durable bond between the FBE coating and the polyolefin top coat. In addition, with this approach, the cost of such a system can be significantly higher than the main competitive system, which is an FBE only single layer coating.
[0004] Other prior art approaches include "compatibilizing" the top coat polyolefin layer to the FBE coating, using a blend of epoxy and polyolefin in the top coat layer. Such prior art approaches can be found in U.S. Patents 5,198,497 (Mathur), 5,709,948 (Perez et al) and WO 2007/022031 published February 22, 2007 (Perez et al). Relatively high temperatures are required during the blending of the composition in order to polymerize the epoxy resin component. The fact that polymerization occurs during the mixing of the two components, i .e. in the presence of the polyolefin, creates a so-called "interpenetrating polymer network". These high temperatures require the use of higher polyolefins, such as
polypropylene. Also by Perez et al., US patents 8,231,943, 7,790,288 and patent publication 2007/0034316, describe interpenetrating polymer networks comprising a polyolefin (in all cases, polypropylene) and an epoxy. However, though these interpenetrating polymer networks - based compositions appear to work well, they require considerable skill, expense, and high temperatures to make, due to the requirement for an interpenetrating polymer network. Notably, to polymerize at least one of the polyolefin and epoxy in the presence of the other to form an interpenetrating network requires considerably higher temperature and complex equipment.
[0005] Other prior art coatings include the polyolefin and epoxy resin mixtures proposed in U.S. patent 4,345,004 (Miyake et al). However, blends
exemplified in the Miyake et al patent are not as stable as may be considered desirable as the epoxy component tends to separate as a phase separate from the polyolefin component, or the blends require solvents for application. The latter present problems of porosity of the coating as a result of off-gassing of solvent residue.
[0006] Recently, it has been found that a cross-linked top coat polyolefin layer is desirable. Cross-linked polyolefins provide much improved temperature resistance, are much more impact resistant and generally more durable than their non-cross linked equivalents. However, inherent in their nature is that melting a cross-linked polyolefin requires a much higher melt temperature, which can make it impossible or impractical for extruding directly onto a pipe, or, worse, onto an FBE coating that is already applied to the pipe, since the temperature at which the cross-linked polyolefin can be extruded will often exceed the melt temperature of the FBE layer.
[0007] Coating compositions that use a portion of locally sourced polyolefin in combination with a two or three part master batch system is described in the present applicant's earlier application, PCT/CA2013/050765. However, it would be desirable to provide master batch compositions optimized for use with less than optimal locally sourced polyolefin, such as Russian sourced Lukoil PE-277-73.
[0008] Thus, it would be desirable to provide a coating for a pipe that overcomes one or more of the problems of the prior art. It would also be desirable to provide a method for coating a pipe that overcomes such problems and/or is more cost effective than the prior art methods.
SUMMARY OF THE INVENTION
[0009] According to one aspect of the invention is provided an epoxy master batch composition, comprising, by weight: over 50%, preferably over 55%, more preferably about 59%, solid curable epoxy resin; 20-40%, preferably 20-30%,
most preferably about 23%, polyethylene; 0.1-5%, preferably about 2.5% solid adhesion promoter; 10-15%, preferably about 12%, compatibilizer polymer; 0-3%, preferably about 0.5%, filler; optionally 1-5%, preferably about 2.5% black master batch; and optionally 0.2 - 1.5% UV stabilizer and/or antioxidant.
[0010] According to a further aspect of the invention is provided a filler master batch composition, comprising, by weight: 30-50%, preferably about 42% polyethylene or polypropylene; 50 - 70%, preferably about 54%, filler; 1-5%, preferably about 1.7%, compatibilizer polymer; 0.5-2.0%, preferably about 1%, solid adhesion promoter; optionally 0.2 - 1.5% UV stabilizer and/or antioxidant; optionally 1-10%, preferably about 3.5% curing agent; optionally 1-5%, preferably about 2.5% black master batch; optionally about 3-15%, preferably about 7% rubber; and optionally 3-15%, preferably about 7.5% glass fibers or glass beads.
[0011] According to yet another aspect of the invention is provided a cure master batch composition, comprising, by weight: 10-20%, preferably about 15% polyethylene; 70-80%, preferably about 77% polyolefin copolymer; 1-10%, preferably about 3.5% curing agent; and 1-10%, preferably about 4.5% filler.
[0012] According to yet another aspect of the invention is provided a method for coating an elongate metallic tubular article, comprising : heating the elongate metallic tubular article; applying a fusion bonded epoxy or a low application temperature epoxy coating to the elongate metallic tubular article; applying a coating composition to the fusion bonded epoxy or low application temperature epoxy coating; wherein the coating composition is a melted blend of: the epoxy master batch; the filler master batch; a polyolefin; and, optionally an adhesion promoter and black master batch.
[0013] According to yet another aspect of the invention is provided a method for coating an elongate metallic tubular article, comprising : heating the elongate metallic tubular article; applying a fusion bonded epoxy or a low application temperature epoxy coating to the elongate metallic tubular article; applying a coating composition to the fusion bonded epoxy or low application temperature
epoxy coating; wherein the coating composition is a melted blend of: the epoxy master batch; the filler master batch; the cure master batch; a polyolefin; and, optionally, an adhesion promoter and black or white master batch.
[0014] In certain embodiments, the epoxy master batch has a difference in melting point of the polyethylene and the solid curable epoxy resin of less than 40%, preferably less than 20%, more preferably less than 10%, even more preferably less than 5%.
[0015] In certain embodiments, the compatibilizer polymer in the epoxy master batch is a grafted polyethylene, for example, Fusabond M603 or equivalent.
[0016] In certain embodiments, the polyethylene in the epoxy master batch is Novacor RMs-539U or equivalent.
[0017] In certain embodiments, the adhesion promoter in the epoxy master batch is a silane, for example, A-1100-DLC or A-1120-DLC or equivalent.
[0018] In certain embodiments, the solid epoxy resin is selected from the group consisting of DER 6155, DER 664UE, DER 667E, EPON 1004F, EPON 2005, EPON 1007F, DEN 438, DEN 439, and EPON 2014, for example, DER 6155.
[0019] In certain embodiments, the compatibilizer polymer is a
grafted/modified polyethylene, for example, Fusabond M603 or equivalent.
[0020] In certain embodiments, the polyethylene is Novacor RMs-539U or equivalent.
[0021] In certain embodiments, the adhesion promoter is A-1100-DLC or A- 1120-DLC or equivalent.
[0022] In certain embodiments, the filler is calcium carbonate, calcium sulfate, barium sulfate, a clay, (for example montmorillonite or bentonite), glass beads and bubbles, glass fibers, microbeads, mica, silica, feldspar, and/or calcium meta silicate (for example wollastonite).
[0023] In certain embodiments, the curing agent is a cyanoguanidine, a hydrazide compound, a hydrazine, a phenolic hardener, an anhydride, an aliphatic primary amine, an aromatic primary amine, an aliphatic secondary amine, and/or an aromatic secondary amine.
[0024] In certain embodiments, the curing agent is dicyandiamide omicure DDA-10 or equivalent.
[0025] According to another aspect of the invention is provided a kit comprising : an epoxy master batch as hereindescribed; a filler master batch as hereindescribed; and instructions for performing the method as hereindescribed for the manufacture of a coating composition, said instructions including instructions for combining the epoxy master batch with the filler master batch, a polyolefin, and optionally an adhesion promoter/compatibilizer, and melting said combination to form the coating composition.
[0026] According to yet a further aspect of the invention is provided a kit comprising : an epoxy master batch as hereindescribed; a filler master batch as hereindescribed; a cure master batch as hereindescribed; and instructions for performing the method as hereindescribed for the manufacture of a coating composition, said instructions including instructions for combining the epoxy master batch, the filler master batch, the cure master batch, a polyolefin, and optionally an adhesion promoter/compatibilizer, and melting said combination to form the coating composition.
[0027] In certain embodiments, the kit further comprises the adhesion promoter. In certain embodiments, the kit further comprises the polyolefin .
[0028] In certain embodiments, the instructions include an indication of a weight ratio of epoxy master batch, filler master batch, polyolefin, and optionally cure master batch and/or adhesion promoter, to be combined.
[0029] In certain embodiments, the instructions indicate the weight ratio is about 46% polyolefin, about 27% filler master batch, about 13% epoxy master
batch, about 6.5% cure master batch with or without modifiers, about 3% adhesion promoter, and optionally about 4.5% black master batch.
[0030] According to yet a further aspect of the invention is provided a method for manufacturing a coating composition, comprising : combining an epoxy master batch as hereindescribed, a filler master batch as hereindescribed, a polyolefin, and optionally an adhesion promoter to form an essentially homogeneous mixture;
melting the essentially homogeneous mixture to form the coating composition.
[0031] According to yet a further aspect of the invention is provided a method for coating a pipe, comprising applying the melted coating composition to a preheated surface of an epoxy coated pipe, then allowing said coating composition to cool to about room temperature. In certain embodiments, the method further comprises the step of curing the polymer composition as or after it cools to about room temperature. In certain embodiments, the curing is performed with the aid of an infra-red heater, before said coating composition is room temperature.
[0032] In certain embodiments, the method comprises, after coating the pipe with the coating composition, further coating the pipe with a top coat, for example a polyester top coat or equivalent.
[0033] In certain embodiments, the method further comprises curing the coating composition, for example, by heating the coating composition with an infrared heater. In further embodiments, the method further comprises applying a top coat to the coating composition coating, for example, a polyester top coat.
BRIEF DESCRIPTION OF THE DRAWINGS
[0034] Reference will now be made, by way of example, to the accompanying drawings which show example embodiments of the present application, and in which :
[0035] Figure 1 is a schematic depicting an apparatus for coating a moving elongate metallic tubular article of the present invention;
[0036] Figure 2 is a schematic depicting an apparatus for coating a moving elongate metallic tubular article of the present invention;
[0037] Figure 3 is a schematic depicting an apparatus for coating a moving elongate metallic tubular article of the present invention;
[0038] Figure 4 is a schematic depicting an apparatus for coating a stationary elongate metallic tubular article of the present invention;
[0039] Figure 5 is a schematic depicting an apparatus for coating a moving elongate metallic tubular article of the present invention.
[0040] Similar reference numerals may have been used in different figures to denote similar components.
DESCRIPTION
[0041] The present invention comprises two, or, in certain embodiments, three, "master batch" compositions, which are combined, in situ, with locally sourced polyethylene, and optionally with an adhesion promoter, to form a blended coating composition . The coating composition is easily and cheaply made, and is a blend of its constituents and not an interpetrating network of its constituents, since no meaningful amount of polymerization occurs at or after the time the master batches are blended together. The "master batches" can be prepared off-site, and pelletized into stable, essentially inert pellets, for convenient and easy transport, measurement, and mixing. The coating composition, utilizing the master batches, can be made in situ, at the site of pipe coating, using cheap and available
apparatus and does not require a high level of worker skill or discretion. Throughout this document, the master batches will be referred to as master batch A, master batch B, and, where utilized, master batch C.
[0042] In a preferred embodiment, a method of coating a pipe with the composition of the invention comprises mixing together the master batch
compositions, for example, in a standard cement mixer or a tumble blender or gravimetric feeder with blending and mixing, along with locally sourced
polyethylene, and optionally an adhesion promoter. The mixed solid product is then loaded into a one part hot extruder with an appropriate sheet die for coating a pipe. The pipe can be previously coated with epoxy, for example, a fusion bonded epoxy or a low application temperature epoxy, to form a two part coating composition. Optionally, the coating composition can also be further coated with a "top coat", for example, of polyester, to create a three layer U.V. Resistant coating.
[0043] In another embodiment, instead of loading the mixed solid product into a one part hot extruder, it can be micronized and utilized with conventional spray coating apparatus, for spray coating onto a pipe.
[0044] Master Batch A
[0045] In one form of the present invention, one of the master batches, "master batch A" comprises: polyolefin (preferably polyethylene, polypropylene, or a mixture of polyethylene and polypropylene, more preferably a polyethylene and a modified or anhydride grafted polyethylene such as a polyethylene grafted with maleic anhydride moieties such as Fusabond M603 (Dupont) or as otherwise described below); solid epoxy resin; and a compatibilizer and/or adhesion
promoter, such as a solid silane, or as otherwise described below. As would be understood to a person of skill in the art, master batch A should contain as much polyolefin and adhesion promoter as necessary for compatibilization with the solid epoxy resin, with the goal being as much solid epoxy resin as possible, as a percentage (by weight) of the overall master batch A. In preferred embodiments, all of the components of master batch A are in solid form .
[0046] Thus at least one of the polyolefin used in master batch A has the function of being a compatibilizer copolymer, for compatibilizing the epoxy to polyolefin.
[0047] Polyolefins and modified polyolefins useful as compatibilizer copolymers in master batch A of the present invention are well known to those of ordinary skill in the art.
[0048] Examples of modified polyolefins include polyethylene grafted with maleic anhydride wax such as Licocene (trade-mark) PE-MA 4351 available from Clariant International Ltd., Muttenz, Switzerland or Ovevac (trade-mark) 18365S available from Arkema Inc., Philadelphia, Pennsylvania, U.S.A. and polyethylene grafted with maleic anhydride moieties such as Fusabond (trade-mark) EMB265D or M603, available from Dupont Company, Wilmington, Delaware, U.S.A., Amplify (trade-mark) grade GR204 available from Dow Chemical Company, Midland, Michigan, U.S.A. and A-C 573A available from Honeywell, Morristown, New Jersey, U.S.A. Further examples include copolymers of ethylene and acrylic acid such as Primacor (trade-mark) 3150 from Dow, or A-C 540 from Honeywell, or of ethylene and methacrylic acid, such as Nucrel (trade-mark) 599 available from Dupont Company. Still further examples include terpolymers for example a terpolymer of ethylene, acrylic ester and maleic anhydride such as Lotader (trade-mark) 4210, or a terpolymer of ethylene-methylacrylate and glycidyl methacrylate such as Lotader AX 8840, both from Arkema Inc.
[0049] While polyethylene is greatly preferred for use as a polyolefin in master batch A, other polyolefins, homopolymers and copolymers thereof known to confer resistance to moisture penetration can of course be used. Examples of suitable polyolefins are well known to those skilled in the art and include
polypropylene, ethylene-propylene copolymers, and copolymers based on ethylene- butene, ethylene-hexene, ethylene-octene and the like.
[0050] Examples of suitable curable epoxy resins in solid form include but are not restricted to resins produced from the reaction of epichlorohydrin and bisphenol
A such as DER 6155, 664UE and 667E all from DOW Chemicals and EPON 1004F and 2005 from Hexion Specialty Chemicals Inc. Houston, Texas. Curable epoxy
resin produced from the reaction between a liquid epoxy resin and bisphenol A such as EPON 1007F from aforementioned Hexion may also be used. Furthermore, curable novolac modified solid epoxy resins such as DEN 438 and DEN 439 from DOW Chemicals or curable solid resins containing epoxy phenolic novolac such as EPON 2014 can also be used. Further, blends of one or more of solid epoxy resins or those containing bisphenol F and cresol moieties may be employed. Preferably, a solid epoxy resin is used.
[0051] In certain embodiments, master batch A may also comprise coloring agents, such as black polyethylene-based masterbatch, to readily distinguish it from master batch B or other components or competitor products in the field, and to further stabilize the coating. In certain preferred embodiments, master batch A may also comprise a grafted polyethylene, and/or a UV stabilizer and/or
antioxidant. In certain embodiments, master batch A may comprise over 50%, preferably over 55% by weight, more preferably over 58% by weight of solid epoxy resin. In certain embodiments, master batch A may comprise between 20-40% of polyethylene, preferably 20-30%, most preferably about 25% polyethylene. In certain embodiments, master batch A comprises between 0.1-5% by weight of a solid adhesion promoter powder. In certain embodiments, master batch A comprises 10-15% of grafted polyethylene.
[0052] It has been found that, when using master batch A formulations with certain locally sourced polyolefin, such as Lukoil PE-277-73, a larger percentage of adhesion promoter is desirable, for example 1-5% by weight, preferably 2-3% by weight, more preferably about 2.5% by weight of adhesion promoter powder is desirable. It has also been unexpectedly found that having a small percentage of filler in the master batch A improves compatibility with master batch B, and promotes a more even local filler concentration in the final coated pipe. The filler used should have similar properties, or be identical to, the filler that is the bulk of master batch B.
[0053] To promote compatibilization, it is desirable that the polyethylene and the solid epoxy resin in master batch A have similar melting points. For example, it is desirable that the polyethylene and the solid epoxy resin in master batch A both have a melting point between about 115 and about 130°C.
[0054] In a preferred embodiment, master batch A comprises about 23% polyethylene (Novacor RMs-539UU, Nova Chemicals, Alberta, Canada), about 12% modified or grafted polyethylene (Fusabond M603, DuPont), about 2.5% adhesion promoter powder, about 59% solid epoxy resin (D. E.R. 6155), about 2.5% black polyethylene-based masterbatch (19858, Ampacet, Tarrytown, NY), and about 0.6% filler, such as wollostonite.
[0055] To make master batch A, all of the components are mixed thoroughly and compounded together in a hot melt extruder. The resultant extrudate is a blended product which can be formed into pellets.
[0056] Master Batch B
[0057] In one form of the present invention, one of the master batches, "master batch B", may comprise : polyolefin (preferably polyethylene); filler; a curing agent suitable for curing the epoxy resin of master batch A; and an adhesion promoter/compatibilizer such as a silane. In preferred embodiments, all
components are in solid form .
[0058] As would be understood to a person of skill in the art, master batch B should contain as much polyolefin and adhesion promoter as necessary for compatibilization with the filler, with the goal being as much filler as possible, as a percentage (by weight) of the overall composition. In certain embodiments, as described further below, master batch B also contains sufficient curing agent for the curing of the epoxy resin of master batch A in a desirable amount of time, when combined with it. Note that, in certain embodiments, the adhesion
promoter/compatibilizer, when present in sufficient amounts, can act as a curing agent for the epoxy resin of master batch A; accordingly, a discrete curing agent is not required.
[0059] Curing agents are also not required in master batch B where the coating composition utilizes three master batches (master batches A, B, and C). In two master batch embodiments, master batch A and master batch B are combined with a locally sourced polyolefin and optionally an adhesion promoter to make the coating composition of the invention. However, in certain cases, it is desirable to have the curing agent as part of a third master batch, i.e. master batch C. Thus, in embodiments utilizing a master batch C, it follows that master batch B will not contain a curing agent, since the curing agent would instead be found in master batch C.
[0060] Polyolefins and modified polyolefins useful as compatibilizer
copolymers in master batch B of the present invention are well known to those of ordinary skill in the art, and are as described above for master batch A.
[0061] Examples of suitable curing agents include thermally latent curing agents well known to those of ordinary skill in the art and, as will be apparent to one skilled in the art, are preferably selected taking into consideration the residence time and temperature profile in the compounding equipment. Examples of such suitable curing agent are cyanoguanidines (commonly known as DICY) available from CVC Speciality Chemicals Inc under the trade name DDA 10 or from Air
Products and Chemicals Inc, Allentown PA, under the trade name Amicure CG 1200.
Hydrazide compounds and hydrazines such as adipic acid dihydrazides (ADH) and isophtalic dihidrazide (IDH) both available from A&C Catalysts inc. Linden NJ, phenolic hardeners such as the DEH line of products (DEH 85) from DOW Chemicals anhydrides such as methyl hexahydrophtalic anhydride, nadic methyl anhydride and methyl tetrahydrophtalic anhydride, available from Dixie Chemical Company Inc.
Houston TX can also be used as curing agents. Aliphatic and aromatic primary and
secondary amines and their reaction products with epoxy resins, which are well known to act as curing agents for epoxy resins and need not be discussed in detail herein, may also be employed.
[0062] As noted above the function of the filler in the master batch B is to improve the physical properties of the coating composition, especially its impact resistance, hardness, and shrinkage (i.e. reduction of shrinkage). Suitable fillers that may be used in the above described composition for this function are well known to those skilled in the art and include calcium carbonate, calcium sulfate, barium sulfate, clays, for example montmorillonite and bentonite, glass beads and bubbles, chopped glass fibres, microbeads, and mica, silica, feldspar and calcium metasilicate also known as wollastonite.
[0063] In certain embodiments, master batch B may also comprise coloring agents, such as black polyethylene-based masterbatch, to readily distinguish it from master batch A in the field. Of course, as would be evident to a person of skill in the art, the concentration or addition of black masterbatch should be different in master batch A as compared to master batch B, so that the color of each master batch is different from the other, for easy differentiation in the field. In certain embodiments, master batch B may also comprise a grafted polyethylene and/or UV stabilizer and/or antioxidant. In certain embodiments, master batch B may comprise over 50% by weight, of filler. In certain embodiments, master batch B may comprise between 20-50% of polyethylene. In certain embodiments, master batch B comprises between 0.5-1.5% by weight of a solid adhesion promoter powder. In certain embodiments, master batch B comprises 1-5% of grafted polyethylene. In certain embodiments, master batch B comprises between 0.5- 1.5% by weight of a UV stabilizer and/or antioxidant. In certain embodiments, master batch B may comprise enough curing agent for the epoxy resin of master batch A. In certain embodiments, master batch B comprises about 1-10%, preferably about 3.5% by weight of curing agent.
[0064] It has been found that, when using master batch B with certain locally sourced polyolefins, such as Lukoil PE-277-73, a larger percentage of polyethylene, and a resultant lower amount of filler, is desirable for optimal compatibilization. For example, more than 40% polyethylene may be desirable, for example, 40-50%, preferably about 42% polyethylene (by weight), and less than 60% by weight, for example 50-70%, preferably about 54% filler is desirable.
[0065] To promote compatibilization, it is desirable that the polyethylene and the filler powder in master batch B have similar physical and chemical affinity and that the polyolefin readily wet the filler and provide sufficient fluidity to the master batch. It is also desirable that the polyolefin used in master batch B be compatible with the polyolefin used in master batch A, for example, the two polyolefins should have similar melt indexes, similar melting points, and should blend well together. In preferable embodiments, the same polyolefin is used in both master batch A and master batch B.
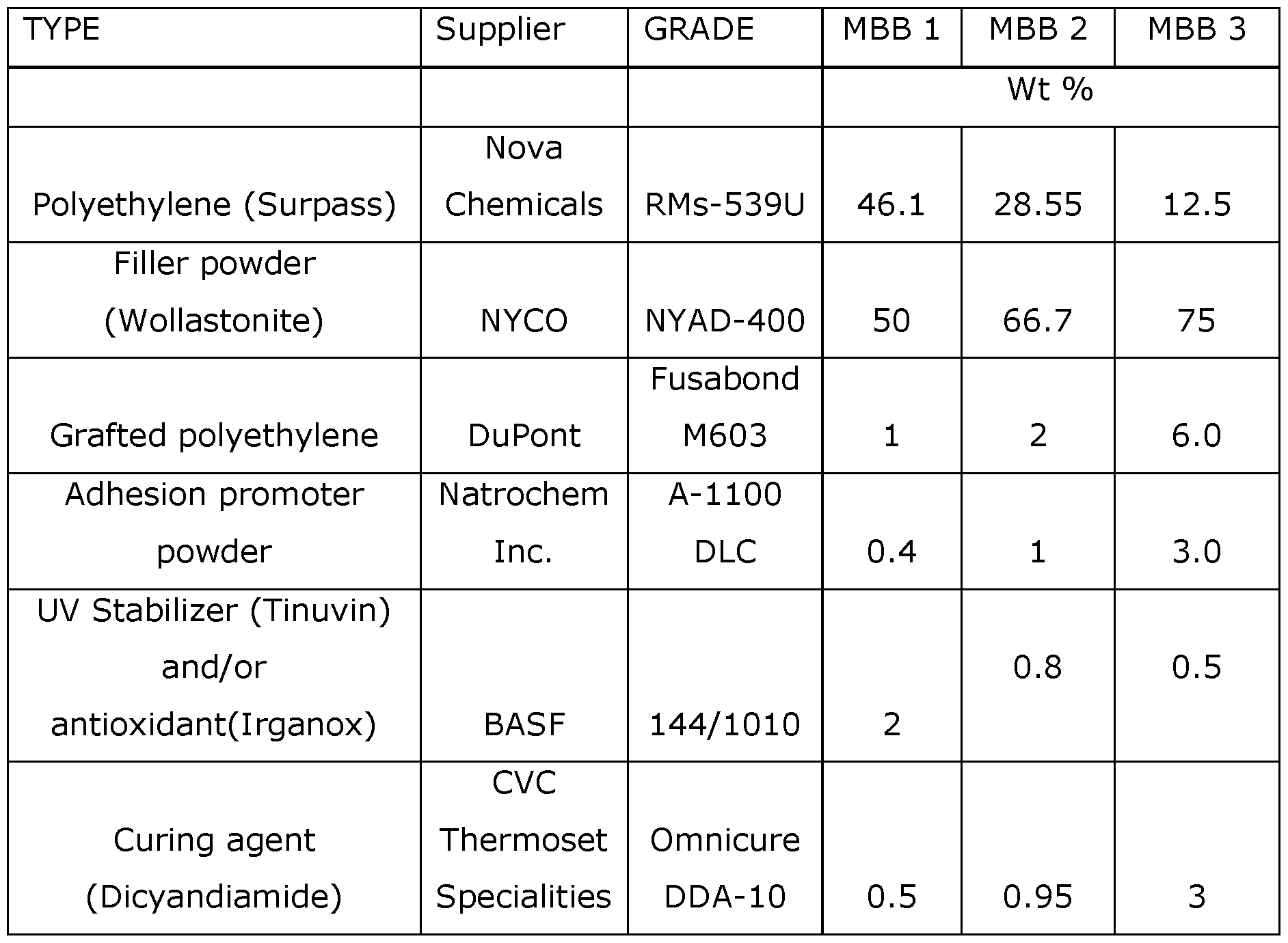
[0066] In a preferred embodiment, master batch B comprises 20-30%, for example, about 25% polyethylene (Novacor RMs-539U, Nova Chemicals, Alberta, Canada), 1-4%, for example, about 2% grafted polyethylene (Fusabond M603, DuPont), 50-60%, for example about 55% filler powder (Wollastonite NYAD-400, NYCO, NY, USA), 0.5-1.5%, for example about 0.9% UV stabilizer (Tinuvin 144, BASF), 0.5-1.5, for example, about 1% adhesion promoter powder, and 0.5-5%, for example, about 3.5% curing agent (dicyandiamide Omnicure DDA-10, CVC Thermoset Specialities, NJ, USA) and may contain 0.05 - 0.2% of antioxidant Irganox 1010 from BASF (all percentages by weight). Note that master batch B compositions for use with a separate cure master batch (master batch C as described further below) may have curing agent omitted in master batch B.
[0067] To make master batch B, all of the components are mixed thoroughly and compounded together in a hot melt extruder, which extrudes the blended product into pellets.
[0068] Master Batch C
[0069] In certain embodiments, it is preferable to separate the curing agent into a separate master batch, "master batch C". In coating compositions utilizing a master batch C, the corresponding master batch B will not contain a curing agent. Coating compositions utilizing a master batch C are advantageous since a different master batch C can be selected by the user from an inventory having different concentrations or types of curing agent, depending on ambient conditions, such as temperature, humidity, etc., at the geographic location the coating is to be performed. Thus, the master batches A and B can remain constant, with master batch C selected for the desired curing agent. This results in a lower inventory requirement for master batches A and B, which is desirable, since the bulk of the cost and weight typically resides in master batches A and B.
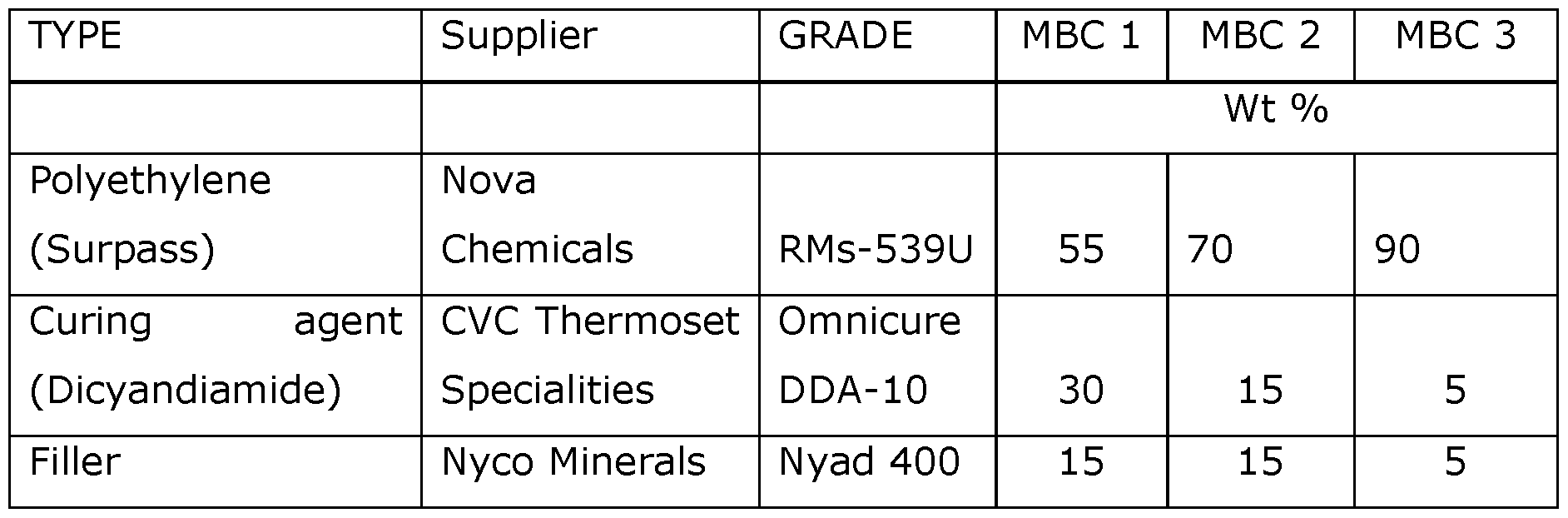
[0070] Master batch C compositions thus comprise a polyolefin and a curing agent. It is desirable that the polyolefin of master batch C has similar melting point and melting index as the polyolefin used in master batches A and/or B. In preferred embodiments, the same polyolefin or polyolefin blend is used in all three of the master batch compositions. Master batch C compositions may comprise up to 50% by weight curing agent. In preferred embodiments, master batch C compositions comprise about 3%, for example, 2-5% by weight, of curing agent, the remainder being polyolefin. Example of suitable curing agents for master batch C compositions are as described above for master B.
[0071] It has been found that, when utilizing master batch C with suboptimal locally sourced polyolefin such as Lukoil PE-277-73, certain modifications are desirable. First, it is desirable to have a small amount of filler, compatible with or identical to the filler present in the master batch B, to promote more even filler local concentration in the final coated pipe. Second, it has been found that it is desirable to use a copolymer, such as Kraton G-1657, to improve compatibilization with the locally sourced polyethylene. Specifically, it has been found that the
addition of Kraton G-1657 significantly improves low temperature properties of the blend. Note that it was found that Kraton G1657 could be added to any of the master batches, or as a separate component of the system; as exemplified was used in master batch B.
[0072] It has also been unexpectedly found that it is desirable, when using such locally sourced polyolefin, to significantly decrease the amount of curing agent in the master batch C, to better control the curing reaction. For example, master batch C may contain about 2-5% curing agent, in contrast to previously utilized master batch C formulations which typically had curing agent concentrations of over 10%.
[0073] Coating Compositions
[0074] One advantage of the present master batch compositions A and B is that they do not require a liquid compatibilizer to incorporate the filler/epoxy to the polyethylene.
[0075] While the above-described master batches may in one form
advantageously be provided as a dry blend of the components in fine particulate form suitable for spray application, in a preferred form, the composition is melt processed to provide a pelletized, solid, preferably substantially homogeneous blend having all of the components substantially uniformly distributed therein. In the above-described master batches, the epoxy resin is provided in solid form, rather than in the form of a liquid epoxy resin as in the U.S. patents to Mathur and
Perez et al and in the Perez et al WO publication mentioned above. Whereas, in the proposals using liquid epoxy, higher temperatures are required in order to further polymerize the liquid epoxy, for example, to form an interpenetrating network, in the above described composition lower temperatures may be employed when blending the composition since there is no need to polymerize the epoxy (or to form an interpenetrating network) and, accordingly, polyethylene, one or more
polyethylene copolymers, or a mixture thereof, may be employed in the polyolefin- containing component, since relatively lower processing temperatures are used.
[0076] In the preferred form, in order to avoid an excessive tendency for one component or the other to separate out from the blend, when subjected to compounding and melt processing, it is preferred that, in master batch A, a substantial portion of the polyolefin has its melting point closely matched to that of a substantial portion of the curable epoxy resin in solid form . Similarly, it is preferred that, in master batch B, (and, where used, master batch C), a substantial portion of the polyolefin has its melting point closely matched to that of a
substantial portion of the polyolefin of master batch A.
[0077] In the preferred form, as noted above, at least 50% by weight of each of the polyolefin and the curable epoxy resin in solid form (in master batch A) exhibit melting point differences within the preferred maxima described above. Compositions having less than 50% of the polyolefin containing component or of the curable epoxy resin in solid (in master batch A) exhibiting melting point differences within the preferred maxima provide coatings that are acceptable for some applications. However, they tend to exhibit a higher degree of heterogeneity as a result of somewhat increased phase separation between the polyolefin, polyolefin copolymer, and epoxy moieties (in the case of master batch A). More preferably, the polyolefin-based portion and the epoxy-based portion conforming to above preferred maximum melting point differences are at least 60% by weight, still more preferably at least 70% by weight, even more preferably at least 80% by weight, and most preferably at least 90% by weight.
[0078] In some compositions in accordance with the invention, the polyolefin and/or the curable epoxy resin component comprise a mixture of polymers, for example the polyolefin comprises a mixture of different polyolefin-based polymers, or the curable epoxy resin comprises a mixture of different curable epoxy resins in solid form . In such case, it is preferred that at least 50% by weight of the
respective component has its melting points within the parameters mentioned above in comparison to the melting points of the other component.
[0079] In the preferred form, master batches A, B and C are provided in a dry form, substantially wholly free of solvent. In this instance, "solvent" refers to a solvent that is liquid at room temperature, i.e., at 20°C. The presence of solvents tend to result in undesired porosity in the eventual coating, as a result of pores formed by evaporation of the solvent during or after completion of the coating procedure.
[0080] More preferably, in order to facilitate application of the coating composition, to make each of master batches A, B, and C the respective ingredients thereof are compounded together to make a flowable mixture. In a preferred form the flowable mixture forms a substantially homogeneous blend. The substantially homogenous blend is extruded into pellets. It is important to note that the ingredients blend, but because polymerization occurs before the ingredients are ever in contact with one another, an interpenetrating network is not created.
[0081] The procedures used for blending together meltable polymeric components at elevated temperature, for example to form a substantially
homogeneous blend, are well known to those skilled in the art and need not be described in detail herein. Examples of suitable procedures are described in the above-mentioned Mathur U.S. patent 5,198,497, the disclosures of which are incorporated herein by reference.
[0082] The three master batches (master batch A, B, and C, as described above) are reasonably inert, and stable at room temperature and within a fairly large temperature range for extended periods of time. Thus they can be made at a centralized factory, and shipped to a job site where it is desired to coat a pipe.
Once at the job site, it is very easy to mix appropriate amounts of the two master batches, (or, where appropriate, three master batches) add polyolefin, preferably
locally-sourced polyolefin, more preferably, locally-sourced polyethylene in pellets of similar size to the pellets of the master batches. The locally-sourced polyolefin preferably has a melt index and/or melting points similar to the polyolefins used in the master batches, more particularly, the locally-sourced polyolefin preferably has a melt index of 3-6 g/10 min at 190°C. Similarly to the relationship between master batches A and B, described above, in the preferred form, in order to avoid an excessive tendency for one component or the other to separate out from the coating composition when subjected to compounding and melt processing, it is preferred that, in the locally sourced polyolefin, a substantial portion of the polyolefin has its melt index closely matched to that of master batches A, B, and, where utilized, C. Preferably, the melt index difference between the said
substantial portion of the locally sourced polyolefin and master batches A, B and/or C is less than 40%, more preferably less than 20%. In an even more preferred embodiment, the composition of the locally sourced polyolefin and the polyolefin used in master batches A, B, and C are the same.
[0083] Optionally, and preferably, a solid adhesion promoter/compatibilizer may also be added, for example, a polyethylene grafted with maleic anhydride, such as Fusabond.
[0084] The components (master batch A, master batch B, optionally master batch C, polyolefin, and optionally an adhesion promoter) can be thoroughly mixed quite easily using known methods, for example, in a cement mixer or tumble blender, then run through a standard, prior art, hot melt extruder, running at an appropriate melt temperature, for example, about 170-190°C. This provides a substantially homogeneous coating composition, suitable for coating pipe, with very little to no phase separation or heterogeneity. The melted coating composition can be applied to a pipe or other object which is desired to be coated, using known means, for example, by conventional crosshead extrusion or side wrap procedures.
The coating composition is then allowed to cool and solidify on the pipe or other substrate to form a protective coating thereon.
[0085] Alternatively, the coating composition can be solidified, pulverized to fine particle size (for example, micronized) and spray applied to a substrate, using known methods.
[0086] In preferred forms of the present invention, the compositions thus applied provide excellent protective properties, including excellent resistance to moisture penetration (provided by the polyolefin component), enhanced corrosion resistance and adhesion to the pipe (provided by the epoxy component), and excellent resistance to damage to the coating caused by impact, increased hardness, and decreased coating shrink-back (provided by the filler).
[0087] In other preferred forms, where a master batch C is used, the percentage by weight of each component in the coating composition is: master batch A: 10-20%, preferably about 15%; master batch B: 18-42%, preferably about 27%; master batch C: 4-10%, preferably about 6%; locally sourced polyethylene: 35-60%, preferably about 45%; and adhesion
promoter/compatibilizer: 2-6%, preferably about 3%; optionally, 3-8% black master batch and 0.1 - 0.2% antioxidant can be added.
[0088] Following application of the coating composition of the invention, the coating, which remains curable by virtue of the presence of the curable epoxy resin component and curing agent, may be further cured by for example heating or may be allowed to cure at ambient temperature. In order to shorten curing times, the composition, more specifically, the master batch B or C components of the composition may include a cure accelerator for the epoxy resin . Example of such cure accelerators are: aromatic substituted ureas such as U24M from CVC Speciality Chemicals Inc, Amine adducts such as EPIKURE P-101 from Hexion Specialty
Chemicals Inc. Houston, Texas and imidazoles such as IMICURE AMI-1 from Air Products and Chemicals Inc.
[0089] The coating composition can be sold in a kit form, the kit comprising master batch A, master batch B, and optionally master batch C, either in separate containers or pre-mixed, and either in pre-measured amounts or in bulk; and instructions for combining the master batches A and B (and, where appropriate, C) with a polyolefin, preferably a locally-sourced polyolefin, more preferably a locally- sourced polyethylene; and optionally an adhesion promoter. The instructions would include directions for mixing the pellets to form a relatively homogeneous mix, then melting the pellets together to form the coating composition. Optionally, the kit could also comprise the adhesion promoter, either in bulk, or in a pre-measured amount. Optionally, the kit could also include the polyolefin, either in bulk, or in a pre-measured amount. In one embodiment, the kit would contain all the
components, pre-measured and ready to combine, melt, and extrude at the job site. Alternatively, the kit could include directions indicating the proper weight ratios of each master batch etc. to prepare the coating composition, as otherwise detailed herein. In certain embodiments, instead of or in addition to being part of the kit, master batch C could be sold separately.
[0090] The coating compositions of the present invention are intended to provide superior performance to previously known single layer FBE coatings, at a competitive cost.
[0091] Specifically, preferred embodiments of the present invention are intended to provide performance improvements over single layer FBE in improved resistance to moisture permeation and damage caused by impact. It can also be applied on a substrate as a single layer with acceptable properties for most applications.
[0092] As compared with the HPCC coating, preferred embodiments of the present invention are intended to be less expensive while providing a simplified application method.
[0093] One advantage of preferred embodiments of the present invention is that a large part, for example, about 45% by weight, of the coating, can be locally sourced polyolefin. This reduces costs significantly, for example, the costs of transporting the coating, where coating of pipes is done in situ.
[0094] A further advantage of certain preferred embodiments of the present invention is that, on site, coating the composition on a pipe can be performed utilizing very simple, readily available, one-part, low temperature extruders, through the use of pre-prepared master batches.
[0095] Method of coating
[0096] As noted above, the specification also discloses a new method for coating a metallic article. The method enables, for instance, the coating of a metallic elongate article, such as a steel pipe used in oil, gas and water pipeline, with a crosslinked, or partially crosslinked, polyolefin coating that provides excellent moisture, impact, and corrosion resistance. The entire coating process can be performed "in-line", in a series of steps in the same manufacturing facility, for example, in the same pipe conveying apparatus.
[0097] The process includes the steps of applying a crosslinkable polyolefin to the exterior surface of the pipe, crosslinking the polyolefin in situ, through the application of one or more source of energy such as a source of infra-red energy, then rapidly cooling the coating. The method provides ease of application of the polyolefin, since it is applied in a non-crosslinked form, and thus can be applied at a relatively low temperature, which is still hot enough to melt the non-crosslinked form . The method also provides the excellent, hard, durable and impact and moisture resistant surface of a cross-linked polyolefin. The method provides ease
and low cost, since the crosslinking process can (optionally) occur before the coating has time to cool.
[0098] The application of the crosslinkable polyolefin can be, for example, through a hot melt extrusion process, wherein the crosslinkable polyolefin is heated, then extruded at a temperature of about 180°C or lower, onto the pipe, using a flat die, or alternatively a circular die surrounding the pipe. In this manner, an even coating of hot, melted, crosslinkable polyolefin is applied to and coats the pipe. The pipe may have been previously treated or coated. For example, the pipe may have been previously coated with a fusion bonded epoxy or liquid epoxy, or an adhesive, or both an epoxy and an adhesive, either as a laminate or a blend. In the case of a flat die, the die can rotate around the pipe, or in alternative
configurations, the pipe itself could be rotating as it passes the die. In certain embodiments, the pipe may have been previously coated with a low application temperature epoxy; such embodiments are particularly advantageous, since a lower extruding temperature can be utilized.
[0099] A plurality of extruders can be used, in line, for the application of a thicker coating, or, for example, two or more coatings of different compositions. The extrusion process can also be run in-line with a tape or strand applicator, which allows the application of a reinforcing layer. The tape or strand applicator is typically downstream of at least one of the extruders, for applying, for example, a glass fiber mesh, or another composite such as a series of relatively parallel carbon fiber strands, or another composite, directly onto or partially into a cooling layer of extruded polyolefin . In some embodiments, the tape or strand applicator can be configured to apply the tape or strand between two extrusion steps, (for example, between two extruders) extruding a polyolefin blend of the same composition, to provide a single coating with an imbedded reinforcing layer. In other embodiments, the polyolefin blends being extruded from the two extruders may be different.
[00100] In an alternative embodiment, instead of hot melt extruding the crosslinkable polyolefin onto the pipe, the crosslinkable polyolefin of the present
invention can be pulverized or micronized, and applied to the pipe utilizing a spray coating process using known means. As would be appreciated, any combination of spray coating and extruding can be utilized, for example, extruding a layer of crosslinkable polyolefin, then applying a reinforcing layer, then applying a spray coated second layer of crosslinkable polyolefin.
[00101] The term "crosslinkable", when utilized herein, means a non- crosslinked or partially crosslinked material that can be further crosslinked through the application of an energy, such as infra red heat, gamma radiation, UV light, or electron beam exposure, or a combination thereof.
[00102] The term "crosslinked", when utilized herein, means a partially or fully crosslinked polyolefin material . The crosslinking can be uniform, wherein the entire bulk of the polymer has about the same cross-link density, or non-uniform, for example, a gradient crosslink, where the portion of the crosslinked material closest to the pipe has less cross-link density than the material furthest from the pipe. For example, a form of energy that does not go through the entirety of the coating can be utilized, to form a gradient crosslink.
[00103] The source of energy used can be any source of energy which results in an increase in the cross-link density of the crosslinkable polyolefin. For example, the source can be a source of infra-red energy, a source of ultra-violet energy, an electron beam, a source of microwave energy, an induction coil, a source of hot air, or even a standard convection oven. A combination of sources can also be used. For example the source of energy can be an infra red heating element. The infra red heating element, such as an infrared gun, is configured to heat the coating to above 200°C, typically to 220-240°C, preferably 220-225°C for 5-30 seconds.
[00104] In one embodiment, the method is provided with a temperature detector to detect the temperature of the coating composition, to ensure that the temperature is maintained in the range as required by the application
requirements, for crosslinking the polyolefin. In a further embodiment, a feedback loop can be provided, along with appropriate controls. The feedback loop connects
the temperature detector with the source of energy. While the controls allow the source of energy to be manipulated to ensure that the crosslinking process of the coating composition is maintained in an appropriate range, as required by the application requirements and the components used.
[00105] In a further embodiment in accordance with the specification, cooling or rapid cooling can also be performed. The rapid cooling can be a cold water quenching, either by applying a stream of water to the outside of the coated pipe, and/or to its inside. In certain embodiments, the stream of water is a laminar flow of water on the outside of the pipe. Use of such a laminar flow of water decreases surface imperfections caused by the water when cooling the hot polyolefin surface.
[00106] In many embodiments, the exterior surface of the elongate metallic article can be cleaned before application of the crosslinkable polyolefin. The cleaning can be to remove surface dirt, sand, or rust, and can include a hot water wash, blasting and/or acid washing the surface. Acid washing can be done with phosphoric acid at a concentration of 4-15%, typically 5%, with a dwell time from 15-30 seconds, followed by rinsing with high pressure (1200 psi minimum) deionized water to ensure no residual acid is left on the surface of the pipe.
Preferably, the cleaning is also done in-line, immediately before the application of crosslinkable polyolefin, or immediately before the application of the first coating onto the metallic surface, where there is a coating between the metallic surface and the crosslinkable polyolefin, as described further, below.
[00107] Preferably, the surface of the pipe is also heated immediately prior to the application of the crosslinkable polyolefin coating (and/or immediately before the application of the first coating onto the metallic surface, where there is a coating between the metallic surface and the crosslinkable polyolefin, as described further, below). The heating of the pipe allows the hot melted crosslinkable polyolefin to better bond to the pipe surface, and prevents localized cooling and setting of the crosslinkable polyolefin as it hits the pipe surface. Preferably, the pipe is heated to an external surface temperature of 220-240°C, though a lower
pre-heat temperature, for example, 160°C - 220°C, may also be desirable for certain applications, for example, with the use of a low application temperature fusion bonded epoxy (LAT FBE) layer as the first coating.
[00108] In certain embodiments, it is desirable to have a multi-layer coating on the metallic pipe, with the crosslinked polyolefin coating being the external coating and surface of a laminate. For instance, it may be desirable to apply an anti- corrosion layer, for instance, an epoxy coating layer, which may be a fusion bonded epoxy or a liquid epoxy, to the exterior surface of the pipe before the application of the crosslinkable polyolefin. This may be done, again, in-line, by painting or spraying a liquid epoxy, or spray coating a fusion bonded epoxy, to the hot pipe, using conventional methods, preferably 10-20 seconds before application of the crosslinkable polyolefin (or the adhesive layer, as described further, below). For spray coating, the pipe should be hot, for example, 220-240°C for a traditional fusion bonded epoxy, or 160-220°C for a LAT FBE coating.
[00109] Instead of, or in addition to, the epoxy coating, it may be desirable to apply an adhesive layer as part of the laminate, either between the epoxy coating and the crosslinked polyolefin coating, or between the metal of the pipe and the crosslinked polyolefin coating in embodiments that do not include the epoxy coating layer. Here, again, the adhesive layer may be extruded or sprayed onto the exterior surface of the pipe (or onto the epoxy coating, as appropriate), in line, using conventional methods, immediately before application of the crosslinkable polyolefin. The use of an adhesive layer is particularly advantageous where there is a spiral weld on the metallic pipe.
[00110] Figure 1 shows a schematic of an apparatus performing an
embodiment of the method. A metal pipe 2 is conveyed in direction 1 along a conventional conveying assembly, comprising a conveyor frame 26 and conveying wheels 24. In this particular embodiment, the metal pipe is conveyed without significant rotational movement. Pipe 2 is conveyed through a circular extrusion die 8 through which a flow of melted, non-crosslinked polyolefin 12 is extruded, onto
the surface of the pipe 2 to form a non-crosslinked polyolefin coating 4. Pipe 2 is then conveyed through an infra-red heater 14 mounted on infra-red heater frame 16 and surrounding the pipe 2. The infra red heater 14 applies infra-red energy for 5-25 seconds to the non-crosslinked polyolefin coating 4, cross-linking it to form cross-linked polyolefin coating 6. The pipe 2 having cross-linked polyolefin coating 6 is then conveyed through water dispensing system 18 which dispenses cool water 19 onto the pipe 2, rapidly cooling the cross-linked polyolefin coating 6. It would be appreciated that the speed of the conveying of the pipe 2, the rate/speed of non-crosslinked polyolefin 12 extruded through the die 8, and the thickness of the opening in the die 8, will contribute to the thickness of non-crosslinked polyolefin coating 4. In addition, the speed of the conveying of the pipe 2, the amount, wavelength, and proximity of the energy transmitted by infra-red heater 14, and the length of the infra-red heater 14 will all contribute to the amount of cross- linking in cross-linked polyolefin coating 6. All these parameters can easily and readily be adjusted to obtain the desired pipe coating characteristics. It would also be appreciated that a tape or strand laying device (not shown) can be configured to apply composite, such as a glass fiber mesh, between the extrusion die 8 and the infra-red heater frame 14. It would also be appreciated that the apparatus may also provide a second extrusion die (not shown), between the tape or strand laying device (not shown) and the infra-red heater frame 14. Finally, it would be appreciated that a spray coating apparatus (not shown) could be utilized, with a micronized form of the polyolefin coating, instead of the extruder and extrusion die 8.
[00111] Figure 2 shows a schematic of an apparatus performing a further embodiment of the method. Metal pipe 2 is conveyed along a conventional conveying assembly, comprising a conveyor frame 26 and conveying wheels 24. In this particular embodiment, the metal pipe 2 is conveyed without significant rotational movement. Pipe 2 is conveyed through a pre-heater 27 which preheats the pipe to the required temperature. The pipe 2 is then conveyed through powder coater 7 which in turn is connected to a source of powdered fusion bonded epoxy 5.
The powder coater 7 applies the powdered fusion bonded epoxy to the hot pipe 2 to form a fusion bonded epoxy coated pipe surface, or fusion bonded epoxy coating 3. (It would be appreciated that a Low Application Temperature epoxy coating could be added in a similar fashion). The pipe 2 is then conveyed through a circular extrusion die 8 through which a flow of melted, non-crosslinked polyolefin 12 is extruded, onto the surface of the pipe 2 to form a non-crosslinked polyolefin coating 4 (as previously described, the non-crosslinked polyolefin 12 may also be spray applied). Pipe 2 is then conveyed through an infra-red heater 14 mounted on infra-red heater frame 16 and surrounding the pipe 2. The infra red heater 14 applies infra-red energy for 5-25 seconds to the non-crosslinked polyolefin coating 4, cross-linking it to form cross-linked polyolefin coating 6. The pipe 2 having cross-linked polyolefin coating 6 is then conveyed through water dispensing system 18 which dispenses cool water 19 onto the pipe 2, rapidly cooling the cross-linked polyolefin coating 6. It would be appreciated that the speed of the conveying of the pipe 2, the rate/speed of non-crosslinked polyolefin 12 extruded through the die 8, and the thickness of the opening in the die 8, will contribute to the thickness of non-crosslinked polyolefin coating 4. In addition, the speed of the conveying of the pipe 2, the amount, wavelength, and proximity of the energy transmitted by infrared heater 14, and the length of the infra-red heater 14 will all contribute to the amount of cross-linking in cross-linked polyolefin coating 6. It would also be appreciated that the speed of the conveying of the pipe 2, and the rate at which FBE/LAT is sprayed onto the pipe by powder coater 7 will both contribute to the thickness of the fusion bonded epoxy coating 3. All these parameters can easily and readily be adjusted to obtain the desired pipe coating characteristics. A second circular extrusion die (not shown) may also be provided, through which a flow of melted, non-crosslinked polyolefin, either identical in composition to, or different to, the melted, non-crosslinked polyolefin 12 extruded from extrusion die 8. A composite tape or strand applicator may be provided between the extrusion die 8 and the infra-red heater 14, or between the extrusion die 8 and the second extrusion die (not shown), to apply a composite reinforcing layer.
[00112] Figure 3 shows a schematic of an apparatus performing a further embodiment of the method. A metal pipe 2 is conveyed in direction 1 along a conventional conveying assembly, comprising a conveyor frame 26 and conveying wheels 24. In this particular embodiment, the metal pipe is conveyed both longitudinally and rotationally, i .e. the pipe rotates as it moves forward along the conveying apparatus. Pipe 2 is conveyed through a flat extrusion die 38 through which a flow of melted, non-crosslinked polyolefin 12 is extruded, onto the surface of the pipe 2. Since the pipe is rotating, the flow of melted, non-crosslinked polyolefin 12 forms a coating on the entire surface of pipe 2 - non-crosslinked polyolefin coating 4. Pipe 2 is then conveyed through an infra-red heater 40, which applies infra-red energy for 5-25 seconds to a portion of the non-crosslinked polyolefin coating 4, cross-linking it to form cross-linked polyolefin coating 6. The pipe 2 having cross-linked polyolefin coating 6 is then conveyed through water dispensing system 18 which dispenses cool water 19 onto the pipe 2, rapidly cooling the cross-linked polyolefin coating 6. It would be appreciated that the speed of the conveying and of the rotating of the pipe 2, the rate/speed of non- crosslinked polyolefin 12 extruded through the die 8, and the thickness of the opening in the die 8, will contribute to the thickness of non-crosslinked polyolefin coating 4. In addition, the speed of the conveying and the rotating of the pipe 2, the amount, wavelength, and proximity of the energy transmitted by infra-red heater 14, and the length of the infra-red heater 14 will all contribute to the amount of cross-linking in cross-linked polyolefin coating 6. All these parameters can easily and readily be adjusted to obtain the desired pipe coating characteristics. Like the circular extrusion die example above, the apparatus may contain a second extrusion die, and/or a tape/strand applicator (not shown), and/or a spray applicator in substitution for either or both of the extruders.
[00113] It would also be appreciated that the additional elements as shown in figure 2 (pre-heater, powder coater, etc.) could also be utilized in a method with a rotating pipe as described in figure 3.
[00114] Figure 4 shows a schematic of an apparatus performing a further embodiment of the method. The embodiment shown in Figure 4 is of particular use in coating a pipe already in the field, or where the pipe is of a length that is unmanageable for conveying as described in the methods of Figures 1-3. In this method, the pipe remains stationary. A track 28 is placed proximal and generally parallel to the pipe. A plurality of carts (pre-heater cart 30, extruder cart 32, IR heater cart 34, and cooling cart 36) are placed on the track 28. The carts (30, 32, 34, 36) each comprise wheels 25 which allow displacement of the carts (30, 32, 34, 36) along the track 28. Thus the carts 30, 32, 34, 36 are displaceable along side of the length of the pipe 2, and generally parallel to it. Cart 30 is a pre-heater cart comprising pre-heater 27. Pre-heater 27 is mounted to an arm 29 and has two configurations, an open configuration, and (as shown) a closed configuration. Arm 29 can swivel and adjust. Thus, when pre-heater cart 30 is on track 28, pre-heater 27 can be mounted to surround pipe 2 and travel along pipe 2 when cart 30 is displaced along track 28. Likewise, extruder cart 32 comprises circular extrusion die 8 which can be configured to surround pipe 2 and through which a flow of melted, non-crosslinked polyolefin is extruded, onto the surface of the pipe 2 to form a non-crosslinked polyolefin coating 4. The extruder cart 32 also comprises an extruder 13 in which is placed non-crosslinked polyolefin, for plasticization. The hot, melted, non-cross-linked polyolefin is displaced from extruder 13 through circular extrusion die 8 through conduit 15. IR heater cart 34 likewise comprises infra-red heater 14, which is mounted to a frame 16 that is adjustable. Infra-red heater 14 has two configurations, an open configuration and (as shown) a closed configuration. Frame 16 can swivel and adjust. Thus, when IR heater cart 34 is on track 28, infra-red heater 14 can be mounted to surround pipe 2 and travel along pipe 2 when cart 34 is displaced along track 28. Finally, Figure 4 schematically shows cooling cart 36 which comprises water dispensing system 18 attached to arm 20. Water dispensing system 18 dispenses cool water 19 onto the pipe 2, rapidly cooling the cross-linked polyolefin coating 6. Also shown is water input 22. As would be appreciated, a tape applicator cart (not shown) could also be used to
apply a composite tape or a plurality of composite strands to the pipe. Typically, a tape applicator cart would be displaced around the track 28 between the extruder cart 32 and the IR heater cart 34. In some applications, tape applicator cart (not shown) can be configured to be displaced along the track 28 between two extruder carts 32.
[00115] As would be appreciated by a person in the art, the system shown in Figure 4 can be used in the field, on a pre-installed pipe. It can also be used on pipe lengths of non-standard size, for example, for coating small pipe lengths that would not otherwise fit on a conveying assembly of Figures 1-3, or curved or nonstandard shaped pipes. As would be appreciated, although pre-heater 27, infra-red heater 14, and extrusion die 8 are shown having two configurations, for placement onto a pipe, this is an optional embodiment; a simpler apparatus can be made where these components only have one configuration (closed and as shown), and are placed on a pipe length by threading the end of the pipe through them .
[00116] As would also be appreciated by a person of skill in the art, the use of individual carts as shown in Figure 4 allows for a high amount of flexibility in the method. For example, a powder coating cart (not shown), configured to spray coat fusion bonded epoxy powder, could be placed between the pre-heater cart 30 and the extruder cart 32 in applications where a fusion bonded epoxy coating is desired . A tape applicator cart (not shown) can provide a composite reinforcing layer.
Alternatively, multiple processes can be integrated on one cart - for example, a single cart could have both the extrusion and the infra-red heater components.
[00117] Figure 5 shows a schematic of an apparatus performing a further embodiment of the method . Metal pipe 2 is conveyed in direction 1 along a conventional conveying assembly, comprising a conveyor frame 26 and conveying wheels 24. In this particular embodiment, the metal pipe is conveyed both longitudinally and rotationally, i .e. the pipe rotates as it moves forward along the conveying apparatus. Pipe 2 is conveyed through a pre-heater 27 which preheats the pipe to the required temperature. The pipe 2 is then conveyed through powder
coater 7 which in turn is connected to a source of powdered fusion bonded epoxy 5 (or, as previously discussed, LAT). The powder coater 7 applies the powdered fusion bonded epoxy to the hot pipe 2 to form a fusion bonded epoxy coated pipe surface, or fusion bonded epoxy coating 3. The pipe 2 is then conveyed through a spray coater 42 which is in turn connected to a source of adhesive 44. The spray coater 42 applies/extrudes the adhesive to the hot pipe 2 to form an adhesive coated pipe surface, or adhesive coating 46. The pipe 2 is then conveyed through a flat extrusion die 38 through which a flow of melted, non-crosslinked polyolefin 12 is extruded, onto the surface of the pipe 2. Since the pipe is rotating, the flow of melted, non-crosslinked polyolefin 12 forms a coating on the entire surface of pipe 2 - non-crosslinked polyolefin coating 4. Pipe 2 is then conveyed through an infrared heater 14 mounted on infra-red heater frame 16 and surrounding the pipe 2. The infra red heater 14 applies infra-red energy for 5-25 seconds to the non- crosslinked polyolefin coating 4, cross-linking it to form cross-linked polyolefin coating 6. The pipe 2 having cross-linked polyolefin coating 6 is then conveyed through water dispensing system 18 which dispenses cool water 19 onto the pipe 2, rapidly cooling the cross-linked polyolefin coating 6. It would be appreciated that the speed of the conveying and of the rotating of the pipe 2, the rate/speed of non- crosslinked polyolefin 12 extruded through the die 38, and the thickness of the opening in the die 38, will contribute to the thickness of non-crosslinked polyolefin coating 4. In addition, the speed of the conveying and the rotating of the pipe 2, the amount, wavelength, and proximity of the energy transmitted by infra-red heater 14, and the length of the infra-red heater 14 will all contribute to the amount of cross-linking in cross-linked polyolefin coating 6. It would also be appreciated that the speed of the conveying and the rotating of the pipe 2, and the rate at which FBE is sprayed onto the pipe by powder coater 7 will both contribute to the thickness of the fusion bonded epoxy coating 3. It would additionally be appreciated that the speed and the rotating of the conveying of the pipe 2, and the rate at which adhesive is sprayed onto the pipe by spray coater 42, will contribute to the thickness of adhesive coating 46. All these parameters can easily and readily
be adjusted to obtain the desired pipe coating characteristics. In certain embodiments (not shown), a tape dispenser is provided, which applies a composite tape to the pipe, after the extrusion of polyolefin onto the surface of the pipe, but typically before the application of infra-red heat. Where a tape dispenser is provided, a second extruder may apply a second layer of polyolefin, after the tape is dispensed. The tape itself may be aramid, glass fiber, carbon fiber, or any other known reinforcing fiber or mesh composite. In certain embodiments (not shown), a spray applicator is provided, for applying the non-crosslinked polyolefin, either in combination with or substitution for the extruder and extrusion die.
[00118] Example 1: Making a Variety of Crosslinkable Polyolefin
Compositions for Use in Forming a Polyolefin Coating on a Pipe
[00119] Two, or, in certain embodiments, three, "master batch" compositions, as described below, can be mixed together, in situ, with locally sourced
polyethylene, and optionally with an adhesion promoter, to form a blended coating composition. The mixture can then be extruded onto a pipe.
[00120] (i) Manufacturing of master batch A
[00121] fal Polyethylene
[00122] Three "Master batch A" compositions, "MBA1", "MBA2", and "MBA3", respectively, were prepared, as follows.
[00123] A compounding machine (specifically, a ko-kneader or a single screw compounder with gravimetric feeders, though a twin screw extruder could also be used) was operated in such way that solid pellets of polyethylene, black master batch, and grafted polyethylene were fed into a gravimetric feeder at the beginning of the barrel. Roughly halfway down the barrel, in the direction of flow to the pelletizer, a second gravimetric feeder was used to feed approximately half of the epoxy flakes. A third and fourth gravimetric feeder, approximately 2/3 to ¾ of the way down, was used to feed the remainder of the epoxy flakes and the adhesion promoter powder with filler. The gravimetric feeders were Brabender feeders with
twin, low shear screws for feeding powders, flakes and a single screw for feeding pellets, as appropriate.
[00124] The compositions prepared had the components and amounts described in Table 1, below. 500 lbs of each master batch A composition were prepared.
[00125] Table 1
[00126] The bulk of the composition was composed of a bulk solid epoxy resin, to which a compatibilizer was added in the form of a grafted polyethylene.
[00127] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled in an underwater pelletizer. Once cooled, the pellets were dried at about 75°C for about 3 hours, and stored in air-tight containers.
[00128] (b Polypropylene
[00129] Three Master Batch "A" compositions, "MBA 4", "MBA 5", and "MBA 6", respectively, are prepared similarly to the master batch A compositions prepared with polyethylene, above, but utilizing polypropylene as the polyolefin. Note that, since polypropylene is used instead of polyethylene, higher melting temperatures (relative to those required for (a), above) may be utilized.
[00130] The compositions prepared have the components and amounts described in Table 2, below. 500 lbs of each master batch A composition are prepared.
[00131] Table 2
[00132] (c) polvolefin blend
[00133] Three Master Batch "A" com positions, "M BA 7", "M BA 8", and "M BA 9", respectively, are prepared sim ilarly to the master batch A com positions prepared with polyethylene, above, but uti lizing a combination of polyethylene and
polypropylene as the polyolefins.
[00134] The compositions prepared have the components and amounts described in Table 3, below. 500 lbs of each master batch A composition are prepared .
[00135] Table 3
[00136] It is noted that the "blended" polyethylene/polyolefin compositions described in Table 3 all describe compositions where approximately 50% by weight of the polyolefin is polypropylene and approximately 50% of the polyolefin by weight is polyethylene. However, it would be understood and evident to a person of skill in the art that a wide range of polyethylene : polypropylene ratios could be used, and that other combinations of polyolefins could also be used at varying ratios, depending on the characteristics of the final product desired, without affecting the scope of the invention.
[00137] (d) Manufacturing of an improved master batch A for use with Russian polyethylene
[00138] It was found that the Russian, locally sourced polyethylene, such as Lukoil PE-227-73, used with the master batches to make pipe coatings, had certain properties and/or impurities that required refinement of the master batches. A "Master Batch A" composition, MBA-R, based on MBA 3, was found to be optimal for use with such polyethylene.
[00139] A compounding machine (specifically, a ko-kneader or a single screw compounder with gravimetric feeders, though a twin screw extruder could also be used) was operated in such way that solid pellets of polyethylene, black master batch, and grafted polyethylene were fed into a gravimetric feeder at the beginning of the barrel. Roughly halfway down the barrel, in the direction of flow to the pelletizer, a second gravimetric feeder was used to feed approximately half of the epoxy flakes. A third and fourth gravimetric feeder, approximately 2/3 to ¾ of the way down, was used to feed the remainder of the epoxy flakes and the adhesion promoter powder with filler. The gravimetric feeders were Brabender feeders with twin, low shear screws for feeding powders, flakes and a single screw for feeding pellets, as appropriate.
[00140] The compositions prepared had the components and amounts described in Table 4, below. 500 lbs of the master batch A-R composition was prepared.
[00141] Table 4
[00142] The bulk of the composition was composed of a bulk solid epoxy resin, to which a compatibilizer was added in the form of a grafted polyethylene.
[00143] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled in an underwater pelletizer. Once cooled, the pellets were dried at about 75°C for about 3 hours, and stored in air-tight containers.
[00144] fiO Manufacturing of master batch B
[00145] (a) Polyethylene
[00146] Three "Master batch B" compositions, "MBB 1", "MBB 2", and "MBB 3", respectively, were prepared, as follows.
[00147] A compounding machine, preferably a ko-kneader or a single screw compounder with four gravimetric feeders, (though a twin screw extruder could also be used) was operated in such way that solid pellets of polyethylene and grafted polyethylene were fed at the beginning of the barrel, and roughly halfway
down the barrel, in the direction of flow to the pelletizer, a second gravimetric feeder was used to feed approximately half the filler powder, other powders and small particulates (adhesion promoter powder, UV stabilizer, and curing agent). A third and/or fourth gravimetric feeder, approximately 2/3 to ¾ of the way down, is used for the remaining filler powder, other powder and small particulates. The machine was preferably operated at a temperature of 170-190°C or less. The gravimetric feeders were of the Brabender type; twin screw, low shear feeders for powders and a single screw feeder for the pellets.
[00148] The compositions prepared had the components and amounts described in Table 5, below. 500 lbs of each master batch B composition were prepared.
[00149] Table 5
[00150] As shown, the bulk of the composition was composed of filler
(Wollastonite), to which a compatibilizer was added in the form of a grafted polyethylene.
[00151] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried at 75°C for 3 hours and stored in air-tight containers.
[00152] (b) Polyethylene, no curing agent
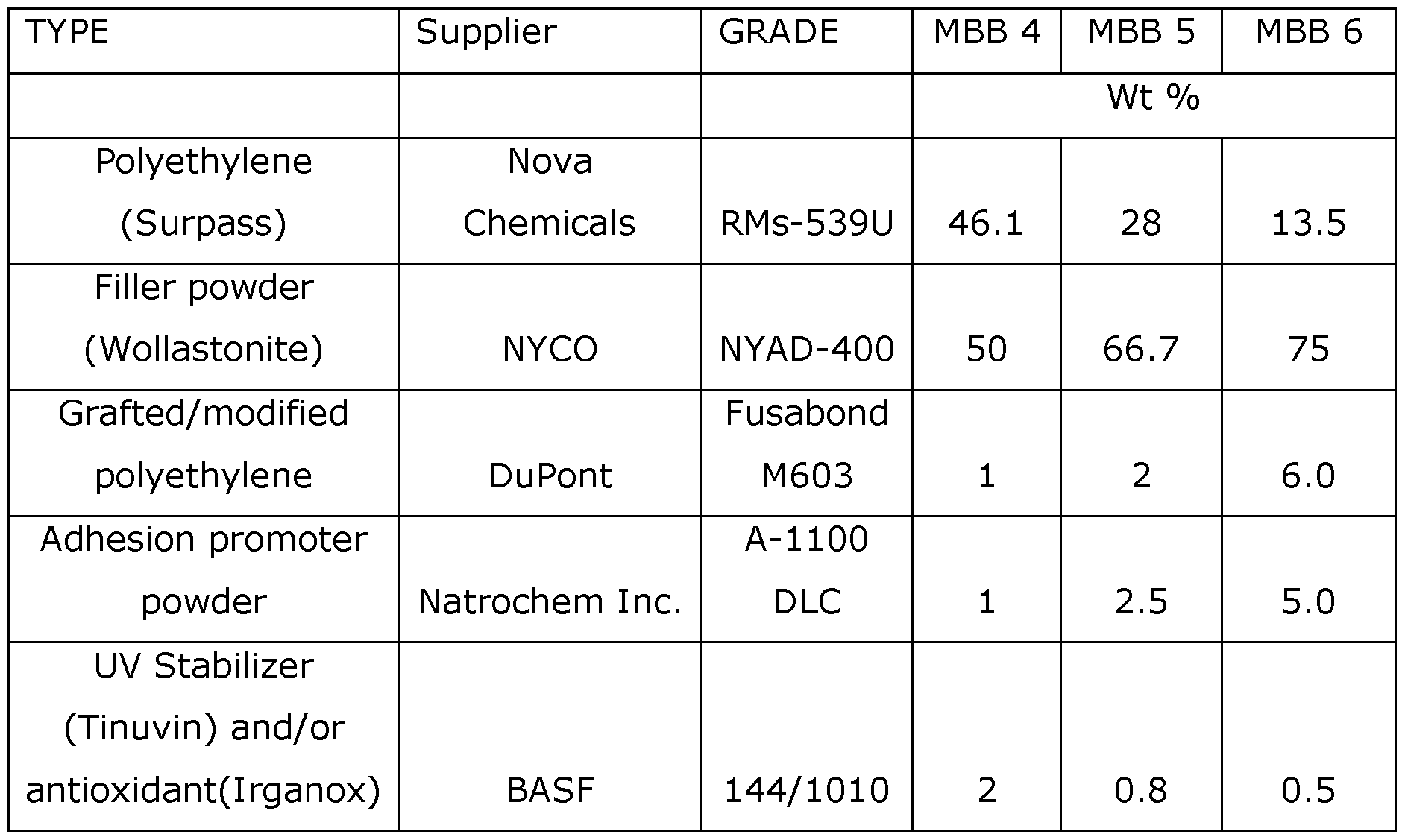
[00153] It was surprisingly found that certain adhesion promoters, when provided in suitable quantities, could provide enough amide to cure the epoxy of master batch A without the need for a separated, dedicated curing agent. This was desirable, inter alia, since it allowed for handling at higher temperature without the risk of affecting the curing agent since the curing agent need not be present.
Accordingly, "master batch B" compositions with increased adhesion promoter, and lacking a more traditional curing agent, were prepared, as follows.
[00154] A compounding machine, preferably a Ko-kneader or a single screw compounder (though a twin screw extruder could also be used) was operated in a manner similar to that described above for (a).
[00155] The compositions prepared had the components and amounts described in Table 6, below. 500 lbs of each master batch B composition (master batch B 4, 5, and 6, respectively) were prepared.
[00156] Table 6
[00157] Exiti ng from the com pounder barrel, the com pounded m ixture was pelletized and cooled in an underwater pelletizer. Once cooled, the pellets were dried and stored in ai r-tight containers.
[00158] (c) Polyethylene, for use with Master Batch C
[00159] As previously described, the methods and com positions can be used either with curing agent contained with in master batch B, or with curing agent in a separate master batch C, as described below. For compositions util izing a separate master batch C, it fol lows that master batch B would not requ ire curing agent, or an excess of adhesion promoter/compatibi lizer, as described above . Accordingly, master batch B preparations contain ing no dedicated curing agent were prepared as follows.
[00160] A com pounding mach ine was used as described in example (a), above .
The compositions prepared had the components and amounts described in Table 7, below. 500 lbs of each master batch B composition (master batch B 7, 8, 9, 9A and
9B, respectively) were prepared. In MBB 9A, Micro balloons (which could be replaced with glass microspheres or other similar material) were added as a replacement for a portion of the Filler and of the Polyethylene; in MBB 9B, micro balloons were added as replacement of a portion of the filler only. When mixed with the other master batches in proportion, it was found that micro balloons could be optionally or additionally added externally, also by side feeder in the ko kneader or twin screw extruder or modified single screw extruder with gravimetric feeders so as to obtain micro balloons in the range of 20 to 25% in the final product. It was found that the addition of micro balloons and/or glass microspheres in this manner resulted in the formation of a syntactic matrix, providing enhanced insulation properties for the coating.
[00161] Table 7
[00162] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried and stored in air-tight containers.
[00163] id) Polypropylene
[00164] Three "master batch B" compositions, "MBB 10", "MBB 11", and "MBB 12", respectively, were prepared in a manner similar to the examples above, but using polypropylene. As would be understood to a person of skill in the art, a
higher operating temperature was required for polypropylene as compared to polyethylene.
[00165] The compositions prepared had the components and amounts described in Table 8, below. 500 lbs of each master batch B composition (master batch B 10, 11, and 12, respectively) were prepared.
[00166] Table 8
[00167] As shown, the bulk of the composition was composed of filler (Wollastonite), to which a compatibilizer was added in the form of a grafted polypropylene.
[00168] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down using an underwater pelletizer. Once cooled, the pellets were dried and stored in air-tight containers.
[00169] (e) Polypropylene, no curing agent
[00170] It was surprisingly found that adhesion promoter, when provided in suitable quantities, could provide enough amide to cure the epoxy of master batch A. This was desirable, inter alia, since it allowed for handling at higher temperature without the risk of affecting the curing agent. Accordingly, "master batch B" compositions with increased adhesion promoter, and lacking curing agent, were prepared, as described above, but with the components shown below.
[00171] The compositions prepared had the components and amounts described in Table 9, below. 500 lbs of each master batch B composition (master batch B 4, 5, and 6, respectively) were prepared.
[00172] Table 9
[00173] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried and stored in air-tight containers.
[00174] (f) Polypropylene, for use with Master Batch C
[00175] As previously described, the methods and compositions can be used either with curing agent contained within master batch B, or with curing agent in a separate master batch C, as described below. For compositions utilizing a separate master batch C, it follows that master batch B would not contain curing agent. Accordingly, master batch B preparations containing no cure were prepared as described above, but with the composition described below.
[00176] The compositions prepared had the components and amounts described in Table 10, below. 500 lbs of each master batch B composition (master batches B 16, 17, 18, 19 and 20, respectively) were prepared. In MBB 19, similar
to MBB9A, described above, Micro balloons (which could be replaced with glass microspheres or other similar material) were added as replacement for part of the Filler and of the Polypropylene; in MBB 20, similar to MBB9B, described above, micro balloons were added as replacement for a portion of the filler only. When mixed with the other master batches in proportion, micro bubbles it was found that micro balloons could be optionally or additionally added externally also by side feeder in the ko kneader or twin screw extruder or modified single screw extruder with gravimetric feeders so as to get micro balloons in the range of 20 to 25% in the final product. It was found that the addition of micro balloons and/or glass microspheres in this manner resulted in the formation of a syntactic matrix, providing enhanced insulation properties for the coating.
[00177] Table 10
[00178] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried and stored in air-tight containers.
[00179] fc Polvolefin blend
[00180] As would be understood to a person of skill in the art, polyolefin compositions of examples (a)-(f), above, could be made with a blend of polyolefins, instead of only polypropylene and/or polyethylene. For example, a blend of 50% (by weight) polyethylene and 50% polypropylene, or 75% polypropylene/25% polyethylene, or 25% polypropylene/75% polyethylene could be made using the
similar techniques and otherwise similar ingredients as described above. Thus, Master Batch "B" compositions are prepared similarly to the master batch B compositions prepared with polyethylene, above, but utilizing a combination of polyethylene and polypropylene as the polyolefins.
[00181] It would be understood that a wide range of
polyethylene: polypropylene ratios could be used depending on the characteristics of the final product desired, without affecting the scope of the invention.
[00182] fiO Manufacturing of master batch B for use with Russian locally sourced polyethylene
[00183] It was found that the Russian, locally sourced polyethylene, used with the master batches to make pipe coatings, had certain properties and/or impurities that required refinement of the master batches. A "Master Batch B" composition, MBB-R, based on MBB 4 and for use with a "Master Batch C" containing curing agent, was prepared and found to be optimal for use with such polyethylene.
[00184] A compounding machine, preferably a ko-kneader or a single screw compounder with four gravimetric feeders, (though a twin screw extruder could also be used) was operated in such way that solid pellets of polyethylene and grafted polyethylene were fed at the beginning of the barrel, and roughly halfway down the barrel, in the direction of flow to the pelletizer, a second gravimetric feeder was used to feed approximately half the filler powder, other powders and small particulates (adhesion promoter powder, UV stabilizer, and curing agent). A third and/or fourth gravimetric feeder, approximately 2/3 to ¾ of the way down, is used for the remaining filler powder, other powder and small particulates. The machine was preferably operated at a temperature of 170-190°C or less. The gravimetric feeders were of the Brabender type; twin screw, low shear feeders for powders and a single screw feeder for the pellets.
[00185] The compositions prepared had the components and amounts described in Table 11, below. 500 lbs of the master batch B composition was prepared.
[00186] Table 11
[00187] As shown, the bulk of the composition was composed of fi ller
(Wollastonite), to which a compatibi lizer was added in the form of a grafted polyethylene.
[00188] Exiti ng from the com pounder barrel, the com pounded m ixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried at 75°C for 3 hours and stored in air-tight containers.
[00189] (ii i) Manufacturing of master batch C [00190] (a Polyethylene
[00191] In certain cases, as described above, it is desirable to have a "Master batch C", contain ing only polyolefin and curi ng agent. Th is can be combined with master batches B (containing no curing agent) and master batch A, as described
below. The advantage of having a separate "curing" master batch C is that different curing agents can easily be selected, simply by selecting a different master batch C. Different curing agents are desirable for different desired speed of curing, different ambient temperature conditions, etc.
[00192] "Master batch C" compositions were prepared, as follows.
[00193] A compounding machine, preferably a ko-kneader or a single screw compounder (though a twin screw extruder could also be used), was operated in such way that solid pellets of polyethylene were fed at the beginning of the barrel and roughly halfway down the barrel, in a gravimetric feeder, in the direction of flow to the pelletizer. Second and third gravimetric feeders halfway to 2/3rd down the barrel were used to feed premixed curing agent. The machine was preferably operated at a temperature of 170-180°C or less.
[00194] The compositions prepared had the components and amounts described in Table 12, below.
[00195] Table 12
[00196] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried and stored in air-tight containers.
[00197] Similar polypropylene master batches C4, 5, and 6, are also made, substituting polypropylene for the polyethylene of Table 12.
[00198] Likewise, polypropylene/polyethylene blended master batch C compositions can be made, much as exemplified for master batches A and B, above.
[00199] (iii) Manufacturing of master batch C for use with Russian locally sourced polyethylene
[00200] It was found that the Russian, locally sourced polyethylene, used with the master batches to make pipe coatings, had certain properties and/or impurities that required refinement of the master batches. A "Master Batch C" composition, MBC-R, with dramatically different composition, than those taught above, performed much better when used with such locally sourced polyethylene. "Master batch C-R" composition were prepared, as follows.
[00201] A compounding machine, preferably a ko-kneader or a single screw compounder (though a twin screw extruder could also be used), was operated in such way that solid pellets of polyethylene were fed at the beginning of the barrel and roughly halfway down the barrel, in a gravimetric feeder, in the direction of flow to the pelletizer. Second and third gravimetric feeders halfway to 2/3rd down the barrel were used to feed premixed curing agent. The machine was preferably operated at a temperature of 170-180°C or less.
[00202] The composition prepared had the components and amounts described in Table 13, below.
[00203] Table 13
[00204] Exiting from the compounder barrel, the compounded mixture was pelletized and cooled down in an underwater pelletizer. Once cooled, the pellets were dried and stored in air-tight containers.
[00205] Example 2 - Manufacturing and application of a coating composition
[00206] (a) Master batch A and B (no master batch C)
[00207] Master batches A and B, prepared as described above, were added to pellets of locally sourced polyethylene and an adhesion promoter powder
(Fusabond) to form coating compositions "CC1", "CC2", "CC3" and "CC4" in the amounts shown in Table 14, below, to a total of 500 lbs of material :
[00208] Table 14
[00209] The locally sourced polyethylene used had a melt index in the range of 3-6 grams/10 min at 190°C/2.16 kg load.
[00210] The four ingredients were mixed essentially to homogeneity, in solid form, using a cement mixer. The resultant mixture was then fed into a hot melt extruder, for melting and application onto a metal pipe length. The metal pipe length was cleaned and pre-heated to a temperature of 180-240°C, for example, 200°C, coated with a fusion bonded epoxy primer using known and conventional means, then the hot melted coating composition was applied by conventional crosshead or side extrusion, onto the outer surface. Immediately after coating, and in-line with it, the pipe coating was simultaneously cured and cross-linked by passing it through an infra red heater, which applied infra-red energy for
approximately 5-25 seconds.
[00211] Similar coating compositions CC5, CC6, CC7, CC8, CC9, CC10 and CC11 are made, utilizing MBA 2 and MBA 3, as well as MBB 2, 3, 4, 5, and 6, for example as detailed in Table 15, below.
[00212] Table 15
[00213] Similarly, polypropylene coating compositions CC12-CC18 are made, using a similar protocol, mixing the batches according to the proportions found in Table 16, below:
[00214] Table 16
[00215] (b) Master batch A, B and C
[00216] Master batches A, B, and C, prepared as described above, are added to pellets of locally sourced polyethylene and an adhesion promoter powder (Fusabond) and Black Master batch to form coating compositions CC19-CC22 in the amounts shown in Table 17, below, to a total of 500 lbs of material :
[00217] Table 17
[00218] The locally sourced polyethylene used had a melt index in the range of 3-6 grams/10 min at 190°C/2.16 kg load.
[00219] The five ingredients were mixed essentially to homogeneity, in solid form, using a tumble blender. The resultant mixture was then fed into a hot melt extruder, for melting and application onto a metal pipe length. The metal pipe length was cleaned and pre-heated to a temperature of 180-240°C, for example, 200°C, a coating of fusion bonded epoxy or LAT was added, and the hot melted coating composition was applied to the already pre-applied fusion bonded epoxy by conventional crosshead extrusion, onto the outer surface of the epoxy primer - coated pipe. Immediately after coating, and in-line with it, the pipe coating was simultaneously cured and cross-linked by passing it through an infra red heater, which applied infra-red energy for approximately 5-25 seconds.
[00220] Similar coating compositions CC23 - CC29 are made, utilizing MBA 2 and MBA 3, as well as MBB 2, 3, 4, 5, 6, and MBC 2 and 3, for example as detailed in Table 18, below.
[00221] Table 18
[00222] Similarly, polypropylene coating compositions CC30-CC36 are made, using a similar protocol, mixing the batches according to the proportions found in Table 19, below:
[00223] Table 19
[00224] Similar polyethylene/polypropylene blend coating compositions are also made, utilizing master batch A7, 8, and 9, and the corresponding master batch B and/or C, similarly to the examples outlined above. Similar
polyethylene/polypropylene blend coating compositions are also made utilizing the micro balloon - added formulas MBB9A, MBB9B, MBB19, and MBB20.
[00225] (b) Master batch A, B and C for use with Russian locally sourced polyethylene
[00226] Master batches A-R, B-R, and C-R, prepared as described above, are added to pellets of Russian locally sourced polyethylene (Lukoil PE-277-73) and an adhesion promoter powder (Fusabond) and Black Master batch to form a coating composition CC-R in the amounts shown in Table 20, below, to a total of 500 lbs of material :
[00227] Table 20
[00228] The six ingredients were mixed essentially to homogeneity, in solid form, using a tumble blender. The resultant mixture was then fed into a hot melt extruder, for melting and application onto a metal pipe length. The metal pipe length was cleaned and pre-heated to a temperature of 180-240°C, for example, 200°C, a coating of fusion bonded epoxy was added, and the hot melted coating composition was applied to the already pre-applied fusion bonded epoxy by conventional crosshead extrusion, onto the outer surface of the epoxy primer - coated pipe. Immediately after coating, and in-line with it, the pipe coating was simultaneously cured and cross-linked by passing it through an infra red heater, which applied infra-red energy for approximately 5-25 seconds.
[00229] Note that, in an alternate embodiment, the six ingredients were also mixed with a seventh ingredient - a rubber such as Kraton G1657, to improve low temperature properties and/or compatibilization, as discussed above.
[00230] Example 3: Coating a pipe
[00231] The coating compositions CC1-CC36 and CC-R are used to coat a pipe according to the following method.
[00232] A metal pipe is pre-heated, blasted, then heated to an appropriate temperature for application of fusion bonded epoxy. For a traditional (powder form) coating of fusion bonded epoxy, this pre-heating is to 225-235°C. However, a liquid epoxy may be applied, for example a Low Application Temperature epoxy, in which case a preheat of 170-200°C is sufficient, leading to a significant cost and time savings. The pipe was then coated with epoxy, either by known spray powder coating methods (for powder form epoxy) or by spraying or spreading liquid epoxy (for liquid epoxy), using conventional and known procedure for such a coating. Any one of the coating compositions CC1-CC36, as described above, are made using the methodology described above, and extruded onto the outer surface of the hot, FBE- coated pipe length, by conventional crosshead extrusion or sheet die (or
alternatively, by spraying the coating composition after it has been micronized). The coating composition typically contacts the pipe within 3 - 20 seconds of the epoxy application. Typically, the pipe is about 185-190°C at the time of coating composition application onto a liquid epoxy-coated pipe, or about 225°C at the time of application onto a powder coated epoxy-coated pipe. The coating composition is then allowed to cool and solidify onto the epoxy coating. Cooling may be active, for example, by quenching with water. Curing of the coating composition is completed by an appropriate curing method based on the curing agent used. For example, for coating compositions CC1-CC18, the coated pipe length is heated at 190°C - 240°C, to accelerate curing, using an infra red heat source. Immediately after curing, and in-line with it, the pipe coating was cross-linked by passing it through an infra red heater, which applied infra-red energy.
[00233] Once the coating is complete, optionally, the coating can be further coated, for example, with an exterior impact coating of polyolefin or U.V. resistant coating, using known methods.
[00234] Example 4: Properties of the Applied Coating
[00235] The properties of the coating applied on a pipe according to Example 3 were tested; the results summarized in Table 21 as follows:
[00236] Table 21
Properties Unit Test Value
Method
Appearance and ISO Uniform colour, free of defects and continuity 21809-1, discontinuities, delaminations,
Annex B separations and pinholes.
Minimum impact J/mm ISO >7
strength at 23 °C 21809-1,
Annex E
Indentation at 23 °C mm Annex F ≤ 0.1
80°C ≤ 0.2
Elongation at break of % ISO 527 NA
SureBond (23°C +/- 3°C)
Degree of cure of FBE °C ISO Max. Δ Tg : +3
primer 21809-1,
Annex D
Product stability % Δ MFR ISO 1133 NA
during extrusion of
the SUREBOND layer
process
Average radius of ISO ≤ 7
cathodic disbondment 21809-1, ≤ 7
at: Annex H,
mm
23 °C/28 days; -1,5 V or
≤ 15
or 65 °C/ 24h;-3,5 V
CSA
Z245.21,
Maximum operation
Clause
temperature/28days/
12.3
-1.5 V
Flexibility at 0°C ISO 5
% strain 21809-1,
Annex I
Hot water soak test ISO No loss of adhesion
21809-1,
Annex J
[00237] Although the invention has been described with reference to illustrative embodiments, it is to be understood that it is not limited to these precise embodiments and that various changes and modifications may be effected therein by one skilled in the art. All such changes and modifications are intended to be encompassed by the appended claims.