WO2015012236A1 - Metal plate with tapped hole, frame, and method for manufacturing metal plate with tapped hole - Google Patents
Metal plate with tapped hole, frame, and method for manufacturing metal plate with tapped hole Download PDFInfo
- Publication number
- WO2015012236A1 WO2015012236A1 PCT/JP2014/069244 JP2014069244W WO2015012236A1 WO 2015012236 A1 WO2015012236 A1 WO 2015012236A1 JP 2014069244 W JP2014069244 W JP 2014069244W WO 2015012236 A1 WO2015012236 A1 WO 2015012236A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- metal plate
- wall portion
- screw hole
- screw
- hole
- Prior art date
Links
- 239000002184 metal Substances 0.000 title claims abstract description 233
- 238000004519 manufacturing process Methods 0.000 title claims description 51
- 238000000034 method Methods 0.000 title description 23
- 230000002093 peripheral effect Effects 0.000 claims description 49
- 238000005553 drilling Methods 0.000 claims description 38
- 238000012545 processing Methods 0.000 claims description 38
- 238000005452 bending Methods 0.000 claims description 12
- 238000012360 testing method Methods 0.000 description 19
- 230000008569 process Effects 0.000 description 16
- 238000012986 modification Methods 0.000 description 13
- 230000004048 modification Effects 0.000 description 13
- 238000000465 moulding Methods 0.000 description 11
- 230000007423 decrease Effects 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000007493 shaping process Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 238000010079 rubber tapping Methods 0.000 description 5
- 238000010008 shearing Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- NAWXUBYGYWOOIX-SFHVURJKSA-N (2s)-2-[[4-[2-(2,4-diaminoquinazolin-6-yl)ethyl]benzoyl]amino]-4-methylidenepentanedioic acid Chemical compound C1=CC2=NC(N)=NC(N)=C2C=C1CCC1=CC=C(C(=O)N[C@@H](CC(=C)C(O)=O)C(O)=O)C=C1 NAWXUBYGYWOOIX-SFHVURJKSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/24—Making other particular articles nuts or like thread-engaging members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
- B21D19/10—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws working inwardly
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/02—Nuts or like thread-engaging members made of thin sheet material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/12—Nuts or like thread-engaging members with thread-engaging surfaces formed by inserted coil-springs, discs, or the like; Independent pieces of wound wire used as nuts; Threaded inserts for holes
- F16B37/122—Threaded inserts, e.g. "rampa bolts"
Definitions
- the present invention relates to a metal plate with a screw hole, a housing, and a manufacturing method of the metal plate with a screw hole. More specifically, a metal plate with a screw hole that has a screw hole excellent in fastening force with a male screw and can prevent the screw hole from being damaged, and a housing having the metal plate with the screw hole even when the thickness is reduced And a method of manufacturing the metal plate with screw holes.
- the metal plates processed into various shapes by cutting and bending are often used for the outdoor units of air conditioners and the housing of substation equipment. Since a screw structure is widely used for the attachment part of this type of metal plate and other metal plates and accessory parts constituting the housing, a screw hole may be formed in the metal plate.
- FIG. 11 is a diagram schematically showing a screw hole included in a conventional metal plate, and is a vertical cross-sectional view when seen in a cross section including the central axis of the screw hole.
- a metal plate 510 having a screw hole is shown.
- a male screw 550 and another metal plate 551 having a through hole 551a are further illustrated with imaginary lines. Show.
- the metal plate 510 shown in the figure has a cylindrical vertical wall portion 511 that functions as a screw hole (hereinafter, this vertical wall portion 511 may be referred to as a screw hole 511).
- One end of the vertical wall portion 511 is continuous with the main body 513 of the metal plate, and an internal thread 511b is formed on the inner peripheral surface.
- FIG. 12A and FIG. 12B are longitudinal sectional views schematically showing an example of a process for forming a screw hole in a conventional metal plate, FIG. 12A shows a drilling step, and FIG. 12B shows a burring step.
- a pilot hole is made in the metal plate 520 to be processed. Drilling of the pilot hole can be performed by shearing or cutting.
- a punch 531 and a die 532 for drilling as shown in FIG. 12A are used.
- a part of the metal plate 520 is pushed into the through hole of the die 532 together with the punch 531.
- a part of the metal plate 520 is cut out and separated by blades provided on the punch 531 and the die 532, respectively, thereby making a pilot hole.
- An elongated flange, which becomes a vertical wall portion, is formed on the metal plate 520 with a prepared hole by burring.
- a burring punch 533, a burring die 534, and a blank holder 539 are used for burring.
- the punch 533, the die 534 and the blank holder 539 are moved so as to be relatively close to each other, and the punch 533 and the bottom of the metal plate 520 are moved.
- the peripheral part of the hole is pushed into the recess of the die 534.
- the peripheral portion of the prepared hole of the metal plate 520 is expanded in the radial direction while being extended in the pushing direction of the punch 533, and as a result, a cylindrical extending flange, that is, the vertical wall portion 511 is formed.
- the screw hole 511 can be formed in the metal plate 520 by processing the internal thread 511b using, for example, a tap (not shown) on the inner peripheral surface of the cylindrical vertical wall portion 511 formed in this way.
- the housing proposed in Patent Document 1 has a screw hole formed in the second sheet metal member among the constituent members.
- the screw hole of the second sheet metal member has a first flat plate portion and a second flat plate portion that are formed so that the end edges of the sheet metal member are folded and arranged opposite to each other.
- the screw hole of the second sheet metal member further protrudes in a cylindrical shape from the first flat plate portion and has a threaded portion on the inner peripheral surface, and protrudes in a cylindrical shape from the second flat plate portion and has an inner periphery.
- the surface has a threaded portion, and has a second cylindrical portion arranged substantially in series with the first cylindrical portion.
- the female screw is formed as a threaded portion on the inner peripheral surface of the first cylindrical portion and the second cylindrical portion, the axial dimension in contact with the male screw is lengthened to increase the tightening torque. It is explained that it can be secured.
- Patent Document 2 discloses a first thin plate in which a first cylindrical portion is formed and a second thin plate in which a second cylindrical portion is formed, and the first cylindrical portion is provided in the second cylindrical portion.
- a structure in which the second thin plate is fastened to the first thin plate by screwing a tapping screw into the inner peripheral surface of the first cylindrical portion from the second thin plate side after being overlapped so as to be fitted coaxially is disclosed. Has been.
- a female screw 511b is formed on the inner peripheral surface of the vertical wall portion (extension flange) 511 formed by burring.
- the fastening force with the male screw is reduced as the metal plate used for home appliances, automobile parts, and the like is required to be lighter.
- deformation of the screw hole 511 may cause the screw hole 511 and the male screw 550 not to mesh with each other, that is, the screw hole 511 may be damaged.
- the paragraph number [0014] states that “the first cylindrical portion is inflated radially outward and pressed against the second cylindrical portion, so that the thin plates are firmly connected with the screw member without loosening. As described in ‘Fixed’, the play between the first tubular portion and the second tubular portion is eliminated, thereby aiming to prevent relative displacement between the first thin plate and the second thin plate. .
- the second cylindrical shape can be sufficiently obtained even if the first cylindrical portion is expanded radially outward. As a result, the above-described effects may not be obtained.
- Patent Document 2 is not always sufficient from the viewpoint of reliably obtaining a sufficient fastening force.
- the present invention has been made in view of the above circumstances, and is capable of reducing an increase in processing cost, and having a screw hole with excellent fastening force with a male screw even when the thickness is reduced, and capable of preventing the screw hole from being damaged. It aims at providing the metal plate with a hole, the housing
- the present inventors analyzed a decrease in screw fastening force and a phenomenon of breakage caused by thinning of the conventional metal plate described in FIG. 11, and the following (a) to (d): Got the factor.
- A In the burring process, the base portion of the vertical wall portion 511 is thinned with the formation of the cylindrical vertical wall portion 511.
- the “root portion” means a portion 511a of the vertical wall portion 511 that is continuous with the metal plate main body 513 as shown by being surrounded by a two-dot chain line in FIG.
- B Since the thread groove is processed up to the root portion where the thickness is reduced by the thinning of (a), a portion having a very thin thickness is generated.
- the present inventors have found that the screw hole is divided into a cylindrical outer wall portion rising from a metal plate and a cylindrical inner wall portion folded inward from the outer wall portion. It was conceived that a heavy wall was formed and a female screw was formed on the inner peripheral surface of the inner wall. Thereby, even when the thickness of the metal plate is reduced, the screw hole is excellent in fastening force with the male screw, and damage to the screw hole can be prevented.
- the present inventors configure a double wall of a cylindrical inner wall portion that rises from a metal plate and a cylindrical outer wall portion that is folded outward from the inner wall portion. Further, it has been conceived that substantially the same effect can be obtained even in a configuration in which a female screw is formed on the inner peripheral surface of the inner wall portion.
- One aspect of the present invention is a metal plate having a screw hole, wherein the screw hole rises from one surface of the metal plate, and the outer wall extends from an edge of the outer wall portion.
- a metal plate with a screw hole including a cylindrical inner wall portion folded inside the portion, and an internal thread formed on the inner peripheral surface of the inner wall portion.
- the tip of the inner wall portion and the other surface of the metal plate may be flush with each other.
- the outer peripheral surface of the inner wall portion is separated from the inner peripheral surface of the outer wall portion in a state where a male screw is not screwed into the female screw of the screw hole.
- the tip of the inner wall portion and the other surface of the metal plate may be flush with each other.
- Another aspect of the present invention is a metal plate having a screw hole, wherein the screw hole rises from one surface of the metal plate, and the edge of the inner wall portion
- a metal plate with a screw hole according to any one of (1) to (5) above.
- Still another embodiment of the present invention is a method for producing a metal plate with a threaded hole according to any one of (1) to (4) above, wherein the outer wall portion and an inner side of the outer wall portion are provided. Forming a disk part continuous with the metal plate, forming a pilot hole in the center of the disk part, and bending the disk part with the pilot hole inside the outer wall part. Forming the inner wall portion, and processing the female thread on the inner peripheral surface of the molded inner wall portion.
- the following formula (a) A punch having a shoulder size with a radius R (mm) satisfying the above may be used. 0.5 ⁇ R / t ⁇ 1.0 (a) Formula (9)
- the pilot hole is formed on the metal plate having a thickness dimension t (mm).
- the pilot hole may be formed so that a radius r (mm) of the pilot hole satisfies the following formula (b).
- Still another embodiment of the present invention is a method for manufacturing a metal plate with a threaded hole according to any one of the above (1) to (4), wherein a pilot hole is formed in the metal plate. Forming the outer wall part and a disk part continuous to the inside of the outer wall part concentrically with the pilot hole, and forming the inner wall part by bending the disk part to the inside of the outer wall part. And a step of processing the female screw on the inner peripheral surface of the inner wall portion.
- the metal plate with a threaded hole according to one aspect of the present invention described in the above (1) to (4) has a double wall structure having an outer wall portion and an inner wall portion folded inward from the outer wall portion. ing. According to this configuration, when the male screw is screwed into the female screw of the inner wall portion, the inner wall portion is subjected to the pressing force of the male screw and tends to be spread outward in the radial direction, but is supported by the outer wall portion around it. Therefore, excessive deformation of the inner wall portion is restricted. As a result, it is possible to prevent a screw hole from being damaged and a decrease in fastening force due to excessive expansion of the inner wall.
- the inner wall portion is always in a state of being given elastic force in the direction of diameter reduction due to the springback effect that occurs when the inner wall portion is folded back inside the outer wall portion.
- the male screw is screwed into the female screw of the inner wall portion
- the female screw is always pressed against the male screw and comes into close contact with each other, so that a high fastening force without loosening can be secured.
- the conventional female screw is not formed on the outer wall portion, it is possible to prevent the root portion of the outer wall portion from being further thinned and easily damaged by the female screw formation.
- the internal thread is formed in the base part of an inner wall part, since the circumference
- the screw hole is excellent in fastening force with the male screw and can be prevented from being damaged even if the plate thickness is reduced.
- the metal plate with a screw hole has a double wall structure having an inner wall portion and an outer wall portion that is folded outward from the inner wall portion.
- the inner wall portion is subjected to the pressing force of the male screw and tends to be spread outward in the radial direction, but is supported by the outer wall portion around it. Therefore, excessive deformation of the inner wall portion is restricted. As a result, it is possible to prevent a screw hole from being damaged and a decrease in fastening force due to excessive expansion of the inner wall.
- the housing according to the aspect described in (6) includes the above-described metal plate with a screw hole, the screw hole has excellent fastening force with a male screw and can prevent the screw hole from being damaged. Therefore, it is possible to prevent the screwed male screw from loosening.
- the method for manufacturing a metal plate with a screw hole according to the embodiments described in the above (7) to (14) can process a screw hole that has excellent fastening force and can prevent breakage as described above. In addition, increases in the number of processes and processing costs can be reduced.
- FIG. 2 is an enlarged view of a portion A in FIG. 1, after a tapping screw is screwed in. It is a disassembled perspective view which shows the housing
- a metal plate with a screw hole of the present invention a housing including the metal plate with a screw hole, and a manufacturing method of the metal plate with a screw hole will be described with reference to the drawings.
- the metal plate with a screw hole of this invention is applicable to both a steel plate without plating and a plated steel plate.
- FIG. 1 is a diagram schematically showing a screw hole of a metal plate 10 with a screw hole according to the present embodiment, and is a longitudinal sectional view when seen in a cross section including a central axis CL of the screw hole.
- the metal plate 51 which has the external thread 50 and the through-hole 51a is also shown with the imaginary line.
- the screw hole 12 included in the metal plate 10 with a screw hole of the present embodiment (hereinafter also simply referred to as the metal plate 10) includes an outer wall portion 12a and an inner wall portion 12b.
- the outer wall portion 12 a has a cylindrical shape that rises substantially vertically from the main body 10 a of the metal plate 10.
- the base portion 12a1 that is one end in the axial direction is continuous with the main body 10a, and the central axis CL thereof is perpendicular to the surface 10x of the main body 10a.
- the other end 12a2 of the outer wall portion 12a in the direction along the central axis CL is continuous with the root portion 12c of the inner wall portion 12b.
- the inner wall portion 12b has a cylindrical shape arranged coaxially with the outer wall portion 12a, and is formed by being folded inward from the upper end (the other end 12a2) of the outer wall portion 12a.
- the internal thread 12b1 is formed in the internal peripheral surface of the inner wall part 12b.
- the screw hole 12 of the metal plate 10 with the screw hole of the present embodiment can reduce the thinning at the root portion 12c of the inner wall portion 12b and improve the fastening force of the screw hole 12 even when the plate thickness t is reduced. At the same time, breakage of the screw hole 12 can be prevented.
- the metal plate 10 with the screw hole of the present embodiment can suppress the thinning of the root portion 12c of the inner wall portion 12b will be described later.
- “the root portion 12c of the inner wall portion 12b” means a portion that is continuous with the other end 12a2 of the outer wall portion 12a as shown by being surrounded by a one-dot chain line in FIG.
- the screw hole 12 included in the metal plate 10 with the screw hole of the present embodiment has a double wall structure including an outer wall portion 12a and an inner wall portion 12b formed by folding back the outer wall portion 12a.
- the inner wall portion 12b receives a force in the diameter increasing direction by pressing from the male screw 50 during the screwing operation or loosening operation of the male screw 50, the inner wall portion 12b is supported from the periphery by the outer wall portion 12a. It is possible to prevent excessive deformation in the diameter expansion direction, and it is possible to prevent the fastening force from being lowered and the screw hole 12 from being damaged.
- the screw hole 12 included in the metal plate 10 with the screw hole according to the present embodiment is formed so that the outer peripheral surface of the inner wall portion 12b is in contact with the inner peripheral surface of the outer wall portion 12a at the time of bending as described in the manufacturing method described later.
- the molded inner wall 12b is slightly deformed in the direction of diameter reduction by the spring back. Therefore, in a state where the male screw 50 is not screwed into the female screw 12b1 of the screw hole 12, the outer peripheral surface of the inner wall portion 12b is separated from the inner peripheral surface of the outer wall portion 12a, and the male screw 50 is screwed into the female screw 12b1 of the screw hole 12. In this state, at least a part of the outer peripheral surface of the inner wall portion 12b is in contact with the inner peripheral surface of the outer wall portion 12a. This configuration will be described in more detail with reference to FIGS.
- the tip 12b3 of the inner wall portion 12b is caused to be the root portion of the outer wall portion 12a by the spring back generated after the screw hole 12 is formed by bending. It is slightly separated from 12a1. Therefore, a slight gap is formed between the outer peripheral surface of the inner wall portion 12b and the inner peripheral surface of the outer wall portion 12a. Subsequently, as shown in FIG.
- the inner wall portion 12 b that has received the pressing force by the male screw 50 is elastically deformed in the diameter increasing direction according to the amount of spring back, As a result, the outer peripheral surface of the inner wall portion 12b abuts on the inner peripheral surface of the outer wall portion 12a, and the gap is eliminated. Therefore, as described above, the deformation of the inner wall portion 12b is received and regulated by the outer wall portion 12a.
- the inner wall portion 12b exhibits a restoring force to return to the state of FIG. Due to this restoring force, the inner wall portion 12b is urged toward the male screw 50 as shown by an arrow X in FIG. 3, so that the female screw 12b1 and the male screw 50 are kept in close contact with each other. Therefore, the fastening force between the screw hole 12 and the male screw 50 can be further increased to prevent the male screw 50 from loosening.
- the screw holed metal plate 10 of the present embodiment includes the cylindrical outer wall portion 12a in which the screw hole 12 rises perpendicularly from one surface 10x of the metal plate 10 and the upper end edge of the outer wall portion 12a.
- a cylindrical inner wall portion 12b folded inside the outer wall portion 12a, and an internal thread 12b1 is formed on the inner peripheral surface of the inner wall portion 12b.
- tip 12b3 of the inner wall part 12b and the other surface 10y of a metal plate are flush
- the degree of unevenness due to the formation of the screw holes 12 is minimized. It is possible to limit the length of the female screw 12b1 to the maximum. Therefore, the metal plate 10 with a screw hole which has both aesthetics and fastening force can be obtained.
- the housing 70 according to the present embodiment includes the above-described metal plate 10 with screw holes, a member (metal plate) 51 having a through hole 51a, and a screw hole inserted in the through hole 51a. 12 and a male screw 50 that joins between the screw-holed metal plate 10 and the member 51.
- 4 is an exploded perspective view, but a cross-sectional view of the main part of the screw hole 12 in a state where the metal plate 10 with the screw hole and the member 51 are joined by screwing the male screw 50 into the screw hole 12 is shown in FIG. It is as shown in.
- the housing 70 of this embodiment since the metal plate 10 with a screw hole has the above-described structure, the fastening force between the screw hole 12 and the male screw 50 is excellent, and the screw hole 12 can be prevented from being damaged. It has become. Moreover, it is the housing
- the member 51 which is a metal plate having a through-hole 51a, is attached to the tip 12b3 side of the inner wall portion 12b.
- the present invention is not limited to this configuration.
- a mounting configuration can also be adopted. That is, in FIG. 1, the vertical arrangement relationship between the metal plate 10 with the screw holes and the member 51 may be reversed.
- the “tip 12b3 of the inner wall portion 12b” means an end located opposite to the root portion 12c in the direction along the central axis CL.
- the member 51 is not limited to a metal plate, and includes an accessory having a through hole.
- the manufacturing method of the metal plate 10 with a screw hole of this embodiment is demonstrated.
- the hole making step is performed after the outer wall portion forming step, but a modified example (described later) in which the outer wall portion forming step is performed after the hole making step can also be employed.
- FIG. 5A to 5D are schematic diagrams showing a processing flow of the metal plate manufacturing method of the present embodiment, in which FIG. 5A is an outer wall forming step, FIG. 5B is a drilling step, FIG. 5C is an inner wall forming step, and FIG. Indicates the female thread forming step.
- the outer wall portion forming step the outer wall portion 20a and the disc portion 20b connected to the outer wall portion 20a are formed on the metal plate 20 (material) to be processed.
- the cylindrical outer wall portion 20 a rises from the metal plate 20 such that one end in the direction of the central axis CL is continuous with the main body of the metal plate 20 and the central axis CL is perpendicular to the surface of the metal plate 20.
- the inner side of the other end in the direction of the central axis CL of the outer wall portion 20a is continuous with the disc portion 20b.
- the outer wall portion 20a and the disc portion 20b having such a shape can be formed by overhanging or drawing using a punch and a die.
- a blank holder 36a is further used in addition to the overhanging punch 35 and the overhanging die 36.
- the punch 35, the die 36 and the blank holder 36 a are moved relative to each other, and a part of the metal plate 20 is moved together with the punch 35. Push into the die 36. Thereby, the cylindrical outer wall portion 20a and the disc portion 20b are formed on the metal plate 20.
- a pilot hole is drilled in the center of the disc portion 20b. That is, as shown in FIG. 5B, the pilot hole 20b1 is formed in the disc portion 20b by performing drilling by shearing using the punch 31 for punching and the die 32 for drilling. Drilling can also be performed by cutting using a drill or drilling with a laser cutting machine.
- the inner wall portion 12b is formed by folding the disk portion 20b having the prepared hole 20b1 and folding it inside the outer wall portion 20a (12a).
- the disk portion 20b can be bent by a so-called hole expanding process.
- the hole expanding process can be performed using a hole expanding punch 37, a hole expanding die 38 and a blank holder 39 as shown in FIG. 5C. That is, with the die 38 and the blank holder 39 sandwiching the metal plate 20 from the front and back surfaces, the punch 37 and the die 38 and the blank holder 39 are relatively moved. At that time, the punch 37 is pressed into the pilot hole 20b1.
- the disc portion 20b of the metal plate 20 is pushed into the outer wall portion 20a together with the punch 37, the disc portion 20b is expanded in the radial direction while being stretched in the pushing direction of the punch 37.
- An inner wall portion 12b (20b) that is cylindrical and is folded inward from the outer wall portion 12a (20a) is formed.
- the outer peripheral surface of the inner wall portion 12b is formed so as to be in contact with the inner peripheral surface of the outer wall portion 12a.
- the inner wall portion 12b is slightly deformed in the diameter reducing direction by the spring back, as shown in FIG. A gap occurs.
- the internal thread 12b1 is processed on the inner peripheral surface of the formed inner wall 12b.
- the internal thread 12b1 can be processed with the tap 40.
- FIG. 5D the metal plate 10 with a screw hole, that is, the screw hole 12 including the outer wall portion 12a and the inner wall portion 12b obtained by folding back a part of the outer wall portion 12a, The plate 20 can be processed.
- the manufacturing method of the present embodiment it is possible to reduce the thinning at the root portion of the screw hole as compared with the conventional method of forming the screw hole using burring as described with reference to FIG. That is, in the conventional manufacturing method, as shown in FIG. 12B, in the state of holding the metal plate 520 between the die 534 and the blank holder 539 during the burring process, together with the punch 533, the peripheral portion of the metal plate 520 Is pushed into the recess of the die 534 and deformed to form the vertical wall portion 511.
- the base portion 511 a around the deformed pilot hole and the portion sandwiched between the die 534 and the blank holder 539 are close to each other, so that the base portion of the vertical wall portion 511 is very large. Tensile stress is generated and, as a result, thinning is promoted.
- the circular plate portion 20b and the outer wall portion 20a (12a) together with the punch 37 are sandwiched between the die 38 and the blank holder 39 in the inner wall portion forming step.
- the inner wall portion 12b is formed by being pushed and deformed inside.
- the outer wall portion 12 a is interposed between the deformed disc portion 20 b and the portion sandwiched between the die 38 and the blank holder 39 in the metal plate 20.
- the fastening force between the formed screw hole 12 and the male screw 50 can be improved, and damage to the screw hole 12 can be prevented.
- the screw hole 12 has a double wall structure of the outer wall portion 12a and the inner wall portion 12b, the inner wall portion 12b can be prevented from being deformed in the diameter increasing direction, and the fastening force is reduced by deformation and the screw hole 12 Damage can be prevented.
- the disk portion 20 b is bent to form the inner wall portion 12 b, when the male screw 50 is screwed into the screw hole 12, a restoring force is generated by the spring back of the inner wall portion 12 b, and the inner wall portion 12 b comes into close contact with the male screw 50. As a result, the fastening force of the screw hole 12 is further improved, and the screwed male screw 50 can be more reliably prevented from loosening.
- the screw hole 12 can be formed by four steps of outer wall forming, drilling, inner wall forming, and female screw forming. Therefore, compared with the conventional screw hole proposed in Patent Document 1 described above, Increase in processing man-hours can be reduced. In the above four steps, high machining accuracy is not required. Therefore, according to the manufacturing method of the present embodiment, an increase in processing cost can be reduced as compared with the screw hole proposed in Patent Document 1 described above.
- FIGS. 6A to 6D show a drilling step
- FIG. 6B shows an outer wall forming step
- FIG. 6C shows an inner wall forming step
- FIG. 6D shows an internal thread forming step.
- a pilot hole is first drilled in the drilling step. That is, as shown in FIG. 6A, drilling is performed by shearing using a punch 31 for punching and a die 32 for drilling, and a pilot hole 20b1 is made in the metal plate 20 to be processed. Drilling can also be performed by cutting using a drill or drilling with a laser cutting machine.
- a cylindrical outer wall portion 20a and a disc portion 20b continuous with the outer wall portion 20a are formed on the metal plate 20.
- the cylindrical outer wall portion 20 a rises from the metal plate 20 so that the base portion, which is one end in the axial direction, is continuous with the metal plate 20 and the center axis CL is perpendicular to the surface of the metal plate 20.
- the inner side of the other end of the outer wall part 20a in the direction along the center axis line CL is continuous with the disk part 20b.
- the outer wall portion 20a and the disc portion 20b are formed such that the pilot hole 20b1 and the cylindrical outer wall portion 20a are concentric.
- the outer wall portion 20a and the disk portion 20b can be formed by overhanging or drawing using a punch and a die.
- a blank holder 36a is used in addition to the overhanging punch 35 and the overhanging die 36 shown in FIG. 6B.
- the metal plate 20 is disposed so that the center of the pilot hole 20b1 coincides with the center of the recess of the die 36, and the metal plate 20 is sandwiched between the die 36 and the blank holder 36a.
- the punch 35, the die 36, and the blank holder 36a are relatively moved, and a part of the metal plate 20 is pushed into the die 36 together with the punch 35.
- the cylindrical outer wall portion 20a and the disc portion 20b are formed on the metal plate 20.
- the pilot hole 20b1 is deformed and expanded in diameter.
- the inner disk portion 12b is formed by folding the formed disc portion 20b inward from the outer wall portion 12a.
- the female screw 12b1 is processed on the inner peripheral surface of the inner wall portion 12b.
- the bending of the disc portion 20b can be performed by hole expansion processing as in the above-described embodiment.
- the processing of the female screw 12b1 is not particularly limited as in the above-described embodiment, and can be processed by the tap 40, for example.
- the screw hole 12 provided with the outer wall portion 12a and the inner wall portion 12b can be formed in the metal plate 20 also by the manufacturing method of the above modification. Also in this modified example, when the disk part 20b is bent in the inner wall part forming step, between the disk part 20b to be deformed and the part sandwiched between the die 38 and the blank holder 39 in the metal plate 20. The outer wall 12a is interposed. For this reason, the thickness reduction of the root portion 12c of the inner wall portion 12b can be reduced. As a result, the fastening force of the screw hole 12 can be improved and the screw hole 12 can be prevented from being damaged.
- the obtained screw hole 12 has a double wall structure having the outer wall portion 12a and the inner wall portion 12b. Therefore, the inner wall portion 12b is excessively increased in the diameter increasing direction. It is possible to prevent the deformation, thereby preventing the fastening force from being lowered and the screw hole 12 from being damaged. Further, when the male screw 50 is screwed into the screw hole 12, the inner wall portion 12b is brought into close contact with the male screw 50 by the spring back. Thereby, the fastening force of the screw hole 12 can be further improved, and the screwed male screw 50 can be prevented from loosening.
- the screw hole 12 can be formed by four steps of drilling, outer wall forming, inner wall forming, and female screw forming, the number of processing is increased compared to the conventional screw hole proposed in Patent Document 1 described above. Can be suppressed. In addition, high processing accuracy is not required for the above four steps. Therefore, this modification can reduce an increase in processing cost as compared with the screw hole proposed in Patent Document 1 described above.
- the steps of forming the outer wall portion and the inner wall portion can be performed with the same apparatus, and in this case, the increase in the number of processing can be further suppressed.
- the hole expanding punch 37 (not shown) shown in FIG. 6C is arranged so as to face the overhanging punch 35.
- the inner wall portion 12b can be immediately formed with the hole expanding punch 37.
- the “shoulder radius” of the punch 35 refers to the outer peripheral surface of the punch 35 that contacts the outer wall portion 20a (12a) formed on the metal plate 20 and the punch 35 that contacts the formed disk portion 20b. This means the radius of the R portion connecting the tip surface (see FIGS. 5A and 6B).
- the “radius of the pilot hole before the inner wall part molding in the inner wall part molding step” specifically corresponds to the radius of the pilot hole 20b1 drilled in the drilling step shown in FIG. 5B in the above embodiment, In the modified example, the radius of the prepared hole 20b1 in the state of being deformed in the diameter increasing direction in the outer wall portion forming step shown in FIG. 6B after the drilling step is applicable.
- the punch 35 connects the outer wall portion 20a (12a) and the disc portion 20b to the R portion (curved portion). ), And this part may be thinned and lead to breakage, resulting in a product failure, and the production yield is reduced.
- the radius R (mm) of the shoulder of the punch 35 is larger than 1.0 ⁇ t (mm)
- an R portion (curved portion) connecting the outer wall portion 20a (12a) and the disc portion 20b in the inner wall portion forming step As a result, the outer wall portion 20a (12a) falls to the inner wall portion 12b side, and as a result, the product may be defective.
- the radius r (mm) of the pilot hole 20b1 is smaller than 0.5 ⁇ t (mm)
- Power is excessive.
- the R portion (curved portion) connecting the outer wall portion 20a (12a) and the main body of the metal plate 20 is deformed, and as a result, the inner wall portion 12b and the outer wall portion 20a (12a) cannot be formed, resulting in a product defect. There is a decrease in manufacturing yield.
- the inner wall portion 12b formed by the inner wall portion forming step has a small height and a small number of threads. For this reason, there exists a possibility that sufficient fastening force with the external thread 50 cannot be obtained.
- the punch 37 having a tapered portion at the tip as shown in FIGS. 5C and 6C in the inner wall forming step.
- the reason for this is that if a punch 37 provided with a tapered portion whose outer diameter decreases as it approaches the tip as compared with the straight-shaped burring punch 533 shown in FIG. This is because it is easy to promote bending deformation at the R portion (bending portion) connecting the outer wall portion 20a (12a) and the disc portion 20b, and the falling of the outer wall portion 20a (12a) can be suppressed.
- FIG. 7 is a diagram schematically illustrating the screw hole 12 of the metal plate 100 with the screw hole according to the present embodiment, and corresponds to FIG. 3 when viewed in a cross section including the central axis CL of the screw hole 12. It is a longitudinal cross-sectional view.
- the length dimension L1 of the inner wall part 12b is longer than the thing of the said 1st Embodiment.
- the front end 12b3 of the inner wall portion 12b protrudes from the other surface 10y of the metal plate.
- the protruding portion of the inner wall portion 12 b is replaced with the other metal plate 51.
- the alignment can be easily performed.
- the length dimension of the female screw 12b1 can be made longer than that of the first embodiment, the length of the portion screwed with the male screw 50 can be made longer and fastening can be performed more reliably.
- FIG. 8 is a diagram schematically showing the screw hole 12 of the metal plate 110 with the screw hole according to the present embodiment, and corresponds to FIG. 3 when viewed in a cross section including the central axis CL of the screw hole 12. It is a longitudinal cross-sectional view.
- the length dimension L2 of the inner wall part 12b is shorter than the thing of the said 1st Embodiment.
- the front end 12b3 of the inner wall portion 12b is at a position deeper than the other surface 10y of the metal plate. Therefore, when screwing, a slight gap is generated between the surfaces of the other metal plates 51.
- the inner wall portion 12b is shorter than in the case of the first embodiment. The length of the portion screwed with the male screw 50 is shortened.
- the inner wall portion 12b is allowed to have its tip 12b3 approaching the screw head of the male screw 50. Then, when the male screw 50 is tightened, the male screw 50 tries to draw the inner wall portion 12b toward itself, and as a result, the cylindrical inner wall portion 12b attempts to reduce the diameter. As a result, the inner wall portion 12b is more closely attached to the male screw 50, and a high fastening force can be ensured.
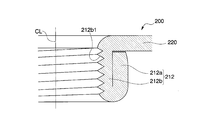
- FIG. 9 is a diagram schematically showing the screw hole 212 of the metal plate 200 with a screw hole according to the present embodiment, and corresponds to FIG. 3 when viewed in a cross section including the central axis CL of the screw hole 212. It is a longitudinal cross-sectional view.
- the metal plate 200 with a screw hole of the present embodiment is a metal plate having a screw hole 212, and the screw hole 212 rises from one surface of the metal plate 220, and an end of the inner wall portion 212b.
- a cylindrical outer wall portion 212a folded from the edge to the outside of the inner wall portion 212b is provided, and a female screw 212b1 is formed on the inner peripheral surface of the inner wall portion 212b.
- the effect of the spring back by the inner wall portion 212b is not obtained, but the deformation of the inner wall portion 212b in the diameter increasing direction when the male screw (not shown) is tightened is prevented. It can be received by the part 212a.
- the metal plate 200 with a screw hole of this embodiment can also be used as a component of a housing
- a screw hole was formed in the metal plate by the method for manufacturing a metal plate with a screw hole of the present invention, and a test for evaluating the fastening force of the screw hole was performed.
- a steel plate having a thickness of 0.4 to 0.6 mm and a tensile strength of 270 MPa was used as a test material.
- screw holes with a nominal diameter of M3 in JIS B0205 (2001) were machined by the method for manufacturing a metal plate with screw holes according to the first embodiment described with reference to FIGS. 5A to 5D.
- the outer wall portion forming step is performed by an overhanging process, and uses an overhanging punch 35 having an outer diameter of 3.2 mm, a die 36 having a concave portion having an inner diameter of 4.6 mm, and a blank holder 36a. Part 20a was molded. At that time, the shoulder radius R of the overhanging punch 35 was changed. Further, the drilling step was performed by a shearing process using the drilling punch 31 and the drilling die 32, and the radius r of the pilot hole 20b1 was changed at that time. The inner wall portion forming step was performed using a hole expanding punch 37 having a tapered tip, a hole expanding die 38 and a blank holder 39.
- the hole expanding punch 37 has a straight portion with a radius of 1.2 mm, a corner portion of the tapered portion having a chamfer of 60 ° with respect to the central axis CL, and a radius of the distal end of the tapered portion of 1.4 mm. I used something.
- a metal plate 10 with a screw hole in which a screw hole by a conventional burring process is formed on a metal plate was also manufactured by the processing flow described with reference to FIGS. 12A and 12B (Test Nos. 1-1A, 2- 1A, 3-1A).
- a metal plate with a screw hole (not shown) having the structure shown in FIG. 1 of Patent Document 2 cited in the background art was also manufactured (Test Nos. 1-1B, 2-1B, 3). -1B). If this comparative example is described with reference to FIG. 1 shown in the first embodiment, even when the male screw 50 is screwed in, the inner peripheral surface of the outer wall portion 12a and the outer peripheral surface of the inner wall portion 12b are separated and have a large gap. This is a structure in which the periphery of the inner wall portion 12b is not supported by the outer wall portion 12a.
- a test for evaluating the fastening force was performed on the screw holes of each metal plate with screw holes.
- the male screw was screwed into the screw hole of the metal plate using a screw fastening device capable of measuring the tightening torque.
- the relationship between the rotation angle of the male screw and the tightening torque was measured. Differentiating the relationship between the rotation angle (°) of the obtained male screw and the tightening torque (N ⁇ m) with respect to the rotation angle, the rate of change of the rotation angle (°) of the male screw and the tightening torque (N ⁇ m / °) Sought a relationship with.
- FIG. 10 is a schematic diagram showing the relationship between the rotation angle of the male screw and the tightening torque and the relationship between the rotation angle of the male screw and the change rate of the tightening torque in the test for evaluating the fastening force of the screw hole.
- the rotation angle increases as the male screw is screwed in
- the tightening torque starts to increase from a constant state at approximately 0 (zero) in the initial stage, then becomes substantially constant again, and then decreases.
- a point O at which the tightening torque is 0 and the state is increased from a constant state was obtained.
- the straight line L connecting the points O and A thus obtained was drawn. Also, a straight line L ′ obtained by translating the straight line L by 10 ° in the direction in which the rotation angle increases is drawn. An intersection point of the straight line L ′ and a curve indicating the relationship between the rotation angle and the tightening torque was defined as a point B.
- the ratio (TB / TA, dimensionless) of the tightening torque (N ⁇ m) at point B to the tightening torque TA (N ⁇ m) at point A was calculated.
- Such TB / TA indicates a rate at which the fastening torque is maintained after the female screw starts plastic deformation, in other words, a rate at which the fastening force with the male screw in the screw hole is maintained after the female screw starts plastic deformation. .
- Tables 1 to 3 show the test numbers in each test. , Thickness t of metal plate, processing method of screw hole, shoulder radius R of overhanging punch, R / t value, conformity with the above formula (1), radius of pilot hole before inner wall forming
- the values of r and r / t, whether or not the equation (2) is satisfied, the production yield, the value of the fastening force index TB / TA and its evaluation, and the test category are shown.
- the conformity to the equation (1) indicates that the value of R / t satisfies the equation (1) in the case of “Y”, and the value of R / t is in the case of “N”.
- (1) Indicates that the expression is not satisfied.
- the conformity to the equation (2) indicates that the value of r / t satisfies the equation (2) when “Y”, and the value of r / t when the value is “N”. 2) Indicates that the expression is not satisfied.
- the fastening force was evaluated as BD in the comparative example, but as VG, GD, or FA in the example of the present invention. Therefore, the metal plate with a screw hole of this invention, the housing
- the base of the vertical wall portion is broken by thinning due to burring, or the thread of the screw hole cannot be sufficiently formed by threading.
- the number of occurrences increased as the thickness of the specimen became thinner.
- the production yield was 70% or less.
- the internal thread portion corresponding to the inner wall portion is not supported by the peripheral portion corresponding to the outer wall portion, so the rigidity is low.
- the screw hole has excellent fastening force with a male screw even when it is thinned. Damage to screw holes can be prevented. Therefore, if the metal plate with a threaded hole of the present invention, the housing provided with the metal plate with a threaded hole, and the method for producing the metal plate with a threaded hole are applied to an outdoor unit of an air conditioner or a housing of a substation facility, This can greatly contribute to thinning.
- Metal plate with screw hole 10x One surface of metal plate 10y: Other surface of metal plate 12: Screw hole 12a, 212a: Outer wall portion 12b, 212b: Inner wall portion 12b1, 212b1: Female screw 12b3: tip of inner wall portion 20b: disc portion 37: punch 50: male screw 51: member 51a: through hole 70: housing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Connection Of Plates (AREA)
- Punching Or Piercing (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Finishing Walls (AREA)
- Domestic Plumbing Installations (AREA)
- Door And Window Frames Mounted To Openings (AREA)
- Forging (AREA)
Abstract
Description
本願は、2013年07月25日に、日本国に出願された特願2013-154105号に基づき優先権を主張し、その内容をここに援用する。 The present invention relates to a metal plate with a screw hole, a housing, and a manufacturing method of the metal plate with a screw hole. More specifically, a metal plate with a screw hole that has a screw hole excellent in fastening force with a male screw and can prevent the screw hole from being damaged, and a housing having the metal plate with the screw hole even when the thickness is reduced And a method of manufacturing the metal plate with screw holes.
This application claims priority based on Japanese Patent Application No. 2013-154105 for which it applied to Japan on July 25, 2013, and uses the content here.
この構造では、第2筒状部の内径と第1筒状部の外径との寸法差が大きいと、例え第1筒状部を半径方向外方に膨らませても、十分に第2筒状部に圧接させることができず、その結果として上記の効果が得られない虞がある。よって、十分な締結力を得るためには、上記の寸法差(遊び寸法)をある程度小さくしておくことが望ましいが、今度は、第2筒状部内への第1筒状部の嵌め込み作業が難しくなり、場合によっては、正しく嵌っていないにもかかわらずタッピングネジを誤ってねじ込んでしまう虞もある。そのような場合、当然ながら第1薄板及び第2薄板間を確実に固定することはできない。しかも、この種のねじ穴は、一カ所だけではなく多数設けられるのが一般的であることから、このような作業ミスが起こる確率が低くないことは否めない。したがって、特許文献2の構造でも、十分な締結力を確実に得るという観点からは必ずしも十分ではない。 Further, in the above-mentioned Patent Document 2, the paragraph number [0014] states that “the first cylindrical portion is inflated radially outward and pressed against the second cylindrical portion, so that the thin plates are firmly connected with the screw member without loosening. As described in ‘Fixed’, the play between the first tubular portion and the second tubular portion is eliminated, thereby aiming to prevent relative displacement between the first thin plate and the second thin plate. .
In this structure, if the dimensional difference between the inner diameter of the second cylindrical portion and the outer diameter of the first cylindrical portion is large, the second cylindrical shape can be sufficiently obtained even if the first cylindrical portion is expanded radially outward. As a result, the above-described effects may not be obtained. Therefore, in order to obtain a sufficient fastening force, it is desirable to reduce the above dimensional difference (play dimension) to some extent, but this time, the work of fitting the first cylindrical portion into the second cylindrical portion is performed. In some cases, the tapping screw may be accidentally screwed in even though it is not properly fitted. In such a case, of course, the first thin plate and the second thin plate cannot be reliably fixed. In addition, since it is common to provide a large number of screw holes of this kind, not only one, it is undeniable that the probability of such work mistakes is not low. Therefore, the structure of Patent Document 2 is not always sufficient from the viewpoint of reliably obtaining a sufficient fastening force.
(a)バーリング加工では、円筒状の縦壁部511の成形に伴って縦壁部511の根元部分が減肉する。なお、「根元部分」とは、図11において二点鎖線で囲んで示すように、縦壁部511の、金属板の本体513と連続する部分511aを意味する。
(b)上記(a)の減肉によって肉厚が薄くなった根元部分までねじ溝を加工することから、肉厚が非常に薄い箇所が発生する。
(c)その肉厚が非常に薄い箇所が弾性変形して締結力が低下する。また、雄ねじ550のねじ込み(締め込み)作業の際に肉厚が非常に薄い箇所に塑性変形が生じ、ねじ穴511が破損する場合や破断に至る場合がある。
(d)雄ねじ550のねじ込み作業や緩め作業等の際に円筒状の縦壁部511が拡径方向に塑性変形し、ねじ穴511のねじ山が雄ねじ550のねじ山と当接する面積が減少する場合がある。この場合、締結力の低下が発生し、ねじ穴511の破損に至る場合もある。 In order to solve the above problem, the present inventors analyzed a decrease in screw fastening force and a phenomenon of breakage caused by thinning of the conventional metal plate described in FIG. 11, and the following (a) to (d): Got the factor.
(A) In the burring process, the base portion of the
(B) Since the thread groove is processed up to the root portion where the thickness is reduced by the thinning of (a), a portion having a very thin thickness is generated.
(C) The part where the wall thickness is very thin is elastically deformed and the fastening force is reduced. Further, when the
(D) When the
また、本発明者らは、ねじ穴の他の態様として、金属板から立ち上がる円筒状の内壁部と、その内壁部から外側に折り返されてなる円筒状の外壁部との二重壁として構成し、さらに内壁部の内周面に雌ねじを形成する構成でも、ほぼ同様の効果が得られることに想到した。 As a result of diligent examination based on these phenomena, the present inventors have found that the screw hole is divided into a cylindrical outer wall portion rising from a metal plate and a cylindrical inner wall portion folded inward from the outer wall portion. It was conceived that a heavy wall was formed and a female screw was formed on the inner peripheral surface of the inner wall. Thereby, even when the thickness of the metal plate is reduced, the screw hole is excellent in fastening force with the male screw, and damage to the screw hole can be prevented.
In addition, as another aspect of the screw hole, the present inventors configure a double wall of a cylindrical inner wall portion that rises from a metal plate and a cylindrical outer wall portion that is folded outward from the inner wall portion. Further, it has been conceived that substantially the same effect can be obtained even in a configuration in which a female screw is formed on the inner peripheral surface of the inner wall portion.
(2)上記(1)に記載のねじ穴付き金属板では、前記内壁部の先端と、前記金属板の他方の面とが面一であってもよい。
(3)上記(1)に記載のねじ穴付き金属板において、前記ねじ穴の前記雌ねじに雄ねじが螺合されていない状態では、前記外壁部の内周面より前記内壁部の外周面が離間し、前記ねじ穴の前記雌ねじに前記雄ねじが螺合されている状態では、前記外壁部の前記内周面に前記内壁部の前記外周面の少なくとも一部が当接する、構成を採用してもよい。
(4)上記(3)に記載のねじ穴付き金属板の場合、前記内壁部の先端と、前記金属板の他方の面とが面一であってもよい。 (1) One aspect of the present invention is a metal plate having a screw hole, wherein the screw hole rises from one surface of the metal plate, and the outer wall extends from an edge of the outer wall portion. A metal plate with a screw hole, including a cylindrical inner wall portion folded inside the portion, and an internal thread formed on the inner peripheral surface of the inner wall portion.
(2) In the metal plate with a screw hole described in (1) above, the tip of the inner wall portion and the other surface of the metal plate may be flush with each other.
(3) In the metal plate with a screw hole according to (1), the outer peripheral surface of the inner wall portion is separated from the inner peripheral surface of the outer wall portion in a state where a male screw is not screwed into the female screw of the screw hole. In the state where the male screw is screwed to the female screw of the screw hole, at least a part of the outer peripheral surface of the inner wall portion abuts on the inner peripheral surface of the outer wall portion. Good.
(4) In the case of the metal plate with screw holes according to (3) above, the tip of the inner wall portion and the other surface of the metal plate may be flush with each other.
(8)上記(7)に記載のねじ穴付き金属板の製造方法では、厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(a)式を満たす半径R(mm)の肩寸法を有するパンチを用いてもよい。
0.5≦R/t≦1.0 (a)式
(9)上記(7)に記載のねじ穴付き金属板の製造方法では、厚み寸法t(mm)の前記金属板に前記下穴をあけるステップで、前記下穴の半径r(mm)が下式(b)を満たすように前記下穴をあけてもよい。
0.5≦r/t≦1.2 (b)式
(10)上記(7)に記載のねじ穴付き金属板の製造方法では、厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(a)式を満たす半径R(mm)の肩寸法を有するパンチを用い、前記金属板に前記下穴をあけるステップで、前記下穴の半径r(mm)が下式(b)を満たすように前記下穴をあけてもよい。
0.5≦R/t≦1.0 (a)式
0.5≦r/t≦1.2 (b)式 (7) Still another embodiment of the present invention is a method for producing a metal plate with a threaded hole according to any one of (1) to (4) above, wherein the outer wall portion and an inner side of the outer wall portion are provided. Forming a disk part continuous with the metal plate, forming a pilot hole in the center of the disk part, and bending the disk part with the pilot hole inside the outer wall part. Forming the inner wall portion, and processing the female thread on the inner peripheral surface of the molded inner wall portion.
(8) In the manufacturing method of the metal plate with a screw hole according to (7) above, in the step of forming the outer wall portion and the disc portion on the metal plate having a thickness dimension t (mm), the following formula (a) A punch having a shoulder size with a radius R (mm) satisfying the above may be used.
0.5 ≦ R / t ≦ 1.0 (a) Formula (9) In the method of manufacturing a metal plate with screw holes according to (7), the pilot hole is formed on the metal plate having a thickness dimension t (mm). In the drilling step, the pilot hole may be formed so that a radius r (mm) of the pilot hole satisfies the following formula (b).
0.5 ≦ r / t ≦ 1.2 (b) Formula (10) In the method for manufacturing a metal plate with screw holes according to (7), the outer wall portion and the metal plate having a thickness dimension t (mm) are provided. In the step of forming the disc portion, using a punch having a shoulder size of radius R (mm) satisfying the following formula (a), the step of drilling the pilot hole in the metal plate, the radius r ( mm) may be formed so that the following formula (b) is satisfied.
0.5 ≦ R / t ≦ 1.0 (a) Formula 0.5 ≦ r / t ≦ 1.2 (b) Formula
(12)上記(11)に記載のねじ穴付き金属板の製造方法では、厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(a)式を満たす半径R(mm)の肩寸法を有するパンチを用いてもよい。
0.5≦R/t≦1.0 (a)式
(13)上記(11)に記載のねじ穴付き金属板の製造方法では、厚み寸法t(mm)の前記金属板に前記下穴をあけるステップで、前記円板部を形成するステップ後の前記下穴の半径r(mm)が下式(b)を満たすように、前記下穴をあけてもよい。
0.5≦r/t≦1.2 (b)式
(14)上記(11)に記載のねじ穴付き金属板の製造方法では、厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(a)式を満たす半径R(mm)の肩寸法を有するパンチを用い、前記金属板に前記下穴をあけるステップで、前記円板部を形成するステップ後の前記下穴の半径r(mm)が下式(b)を満たすように、前記下穴をあける、ようにしてもよい。
0.5≦R/t≦1.0 (a)式
0.5≦r/t≦1.2 (b)式 (11) Still another embodiment of the present invention is a method for manufacturing a metal plate with a threaded hole according to any one of the above (1) to (4), wherein a pilot hole is formed in the metal plate. Forming the outer wall part and a disk part continuous to the inside of the outer wall part concentrically with the pilot hole, and forming the inner wall part by bending the disk part to the inside of the outer wall part. And a step of processing the female screw on the inner peripheral surface of the inner wall portion.
(12) In the method of manufacturing a metal plate with a screw hole according to (11) above, in the step of forming the outer wall portion and the disc portion on the metal plate having a thickness dimension t (mm), the following equation (a) A punch having a shoulder size with a radius R (mm) satisfying the above may be used.
0.5 ≦ R / t ≦ 1.0 (a) Formula (13) In the method of manufacturing a metal plate with screw holes according to (11), the pilot hole is formed on the metal plate having a thickness dimension t (mm). In the drilling step, the pilot hole may be formed so that a radius r (mm) of the pilot hole after the step of forming the disc portion satisfies the following formula (b).
0.5 ≦ r / t ≦ 1.2 (b) Formula (14) In the method for manufacturing a metal plate with screw holes according to (11), the outer wall portion and the metal plate having a thickness dimension t (mm) are provided. In the step of forming the disc portion, the disc portion is formed in the step of drilling the pilot hole in the metal plate using a punch having a shoulder size with a radius R (mm) satisfying the following expression (a). You may make it open the said pilot hole so that the radius r (mm) of the said pilot hole after a step may satisfy the following Formula (b).
0.5 ≦ R / t ≦ 1.0 (a) Formula 0.5 ≦ r / t ≦ 1.2 (b) Formula
締結力の観点でさらに言うと、内壁部を外壁部の内側に折り返して成形加工した際に生じるスプリングバック効果により、内壁部には常に縮径方向の弾性力が付与された状態にある。その結果、内壁部の雌ねじに雄ねじをねじ込んだ際に、雄ねじに対して雌ねじが常に押し付けられて密着した状態となるので、緩みの生じない高い締結力を確保できる。
破損防止の観点でさらに言うと、外壁部には従来有った雌ねじが形成されていないので、この外壁部の根元部分が雌ねじ形成によってさらに薄くなって破損しやすくなるのを防ぐことができる。また、内壁部の根元部分においては、雌ねじが形成されているものの、その周囲が外壁部により覆われた二重壁構造をなしているため、破損しにくい。このように、ねじ穴の2箇所の折り曲げ部分のそれぞれにおいて高い強度を確保出来ているので、破損を防止することが出来る。
以上説明のように、本態様のねじ穴付き金属板によれば、その板厚を薄くしても、ねじ穴が雄ねじとの締結力に優れるとともにねじ穴の破損を防止できる。 The metal plate with a threaded hole according to one aspect of the present invention described in the above (1) to (4) has a double wall structure having an outer wall portion and an inner wall portion folded inward from the outer wall portion. ing. According to this configuration, when the male screw is screwed into the female screw of the inner wall portion, the inner wall portion is subjected to the pressing force of the male screw and tends to be spread outward in the radial direction, but is supported by the outer wall portion around it. Therefore, excessive deformation of the inner wall portion is restricted. As a result, it is possible to prevent a screw hole from being damaged and a decrease in fastening force due to excessive expansion of the inner wall.
Further in terms of fastening force, the inner wall portion is always in a state of being given elastic force in the direction of diameter reduction due to the springback effect that occurs when the inner wall portion is folded back inside the outer wall portion. As a result, when the male screw is screwed into the female screw of the inner wall portion, the female screw is always pressed against the male screw and comes into close contact with each other, so that a high fastening force without loosening can be secured.
From the viewpoint of preventing breakage, since the conventional female screw is not formed on the outer wall portion, it is possible to prevent the root portion of the outer wall portion from being further thinned and easily damaged by the female screw formation. Moreover, although the internal thread is formed in the base part of an inner wall part, since the circumference | surroundings are comprised with the outer wall part, it has comprised the double wall structure, and is hard to be damaged. Thus, since high intensity | strength is ensured in each of the two bending parts of a screw hole, damage can be prevented.
As described above, according to the metal plate with a screw hole of this aspect, the screw hole is excellent in fastening force with the male screw and can be prevented from being damaged even if the plate thickness is reduced.
図1は、本実施形態に係るねじ穴付き金属板10のねじ穴を模式的に示す図であって、ねじ穴の中心軸線CLを含む断面で見た場合の縦断面図である。なお、図1では、構成の理解を容易にするために、ねじ穴付き金属板10に加えて、雄ねじ50と、貫通孔51aを有する金属板51も想像線で示している。
本実施形態のねじ穴付き金属板10(以下、単に金属板10と呼ぶ場合もある)が有するねじ穴12は、図1に示すように、外壁部12aおよび内壁部12bを備える。外壁部12aは、金属板10の本体10aから略垂直に立ち上がる円筒状をなしている。換言すると、円筒状の外壁部12aは、軸方向の一端である根元部分12a1が本体10aと連続し、その中心軸線CLが本体10aの表面10xに対して垂直である。外壁部12aの、中心軸線CLに沿った方向の他端12a2は、内壁部12bの根元部分12cと連続している。内壁部12bは、外壁部12aと同軸に配置された円筒状をなしており、外壁部12aの上端(前記他端12a2)から内側に折り返されて形成されている。そして、内壁部12bの内周面に、雌ねじ12b1が形成されている。 [First Embodiment]
FIG. 1 is a diagram schematically showing a screw hole of a
As shown in FIG. 1, the
続いて、図3に示すように、ねじ穴12に雄ねじ50をねじ込んだ状態では、雄ねじ50による押圧力を受けた内壁部12bが、スプリングバック量に応じて拡径方向に弾性変形し、その結果、内壁部12bの外周面が外壁部12aの内周面に当接して前記隙間が無くなる。そのため、前述の通り、内壁部12bの変形を外壁部12aにより受け止めて規制するが、これに加えて、スプリングバックによって内壁部12bが図2の状態に戻ろうとする復元力を発揮する。この復元力によって、図3の矢印Xに示すように内壁部12bが雄ねじ50に向けて付勢されるため、雌ねじ12b1と雄ねじ50との間が密着し続ける。よって、ねじ穴12及び雄ねじ50間の締結力をより高めて雄ねじ50の緩みを防止することが可能となる。 First, as shown in FIG. 2, in a state before the
Subsequently, as shown in FIG. 3, in the state where the
この構成によれば、ねじ穴付き金属板10の板厚tを薄くしても、ねじ穴12が雄ねじ50との締結力に優れるとともにねじ穴12の破損を防止できる。しかも、ねじ穴12は成形加工で形成された一体物であるので、溶接加工等の手間を必要とせず、加工コストが大幅に増すこともない。 As described above, the screw holed
According to this configuration, even if the thickness t of the
この構成によれば、例えば、このねじ穴付き金属板10の取り付け面となる前記他方の面10yの全面において凹凸の無い平面性が求められる場合に、ねじ穴12の形成による凹凸の度合いを最小限に止めることができるとともに、雌ねじ12b1の長さ寸法を最大に確保出来る。よって、美観と締結力とを兼ね備えたねじ穴付き金属板10を得ることが出来る。 Moreover, in the
According to this configuration, for example, when flatness without unevenness is required on the entire surface of the
図4に示すように、本実施形態の筐体70は、前述のねじ穴付き金属板10と、貫通孔51aを有する部材(金属板)51と、貫通孔51aに挿入された状態でねじ穴12にねじ込まれてねじ穴付き金属板10及び部材51間を結合する雄ねじ50とを具備する。なお、図4は分解斜視図であるが、ねじ穴12に雄ねじ50をねじ込むことでねじ穴付き金属板10と部材51とを接合した状態における、ねじ穴12における要部断面図は、図1に示した通りである。
本実施形態の筐体70によれば、ねじ穴付き金属板10が、上述の構造を備えているため、ねじ穴12と雄ねじ50との締結力に優れるとともに、ねじ穴12の破損防止も可能となっている。また、ねじ込まれた雄ねじ50が緩むことも防止可能な筐体70となっている。なお、筐体70としては、エアコンの室内機や室外機、さらには変電設備の筐体などを例示することができる。 Subsequently, the housing according to the present embodiment will be described below with reference to FIGS. 1 and 4.
As shown in FIG. 4, the
According to the
まず、外壁部成形ステップにおいては、加工対象である金属板20(素材)に、外壁部20aと、この外壁部20aに連なる円板部20bとを成形する。円筒状の外壁部20aは、その中心軸線CL方向の一端が金属板20の本体と連続し、その中心軸線CLが金属板20の表面と垂直となるように金属板20から立ち上がる。外壁部20aはその中心軸線CL方向の他端の内側が、円板部20bと連続する。 5A to 5D are schematic diagrams showing a processing flow of the metal plate manufacturing method of the present embodiment, in which FIG. 5A is an outer wall forming step, FIG. 5B is a drilling step, FIG. 5C is an inner wall forming step, and FIG. Indicates the female thread forming step.
First, in the outer wall portion forming step, the
図6Aは穴あけステップ、図6Bは外壁部成形ステップ、図6Cは内壁部成形ステップ、図6Dは雌ねじ形成ステップをそれぞれ示す。本変形例では、ねじ穴12の形成にあたり、最初に穴あけステップにおいて下穴をあける。すなわち、図6Aに示すように、穴あけ用パンチ31および穴あけ用ダイ32を用いてせん断加工による穴あけを行い、加工対象の金属板20に下穴20b1をあける。穴あけは、ドリルを用いる切削加工やレーザー切断機による穴あけ加工により行うこともできる。 As a method of manufacturing the metal plate with screw holes of the present invention, for example, the modifications shown in FIGS. 6A to 6D can be adopted as forms other than the above description.
6A shows a drilling step, FIG. 6B shows an outer wall forming step, FIG. 6C shows an inner wall forming step, and FIG. 6D shows an internal thread forming step. In this modification, when the
続く雌ねじ形成ステップでは、図6Dに示すように、内壁部12bの内周面に雌ねじ12b1を加工する。円板部20bの折り曲げは、前述の実施形態と同様に穴広げ加工により行うことができる。また、雌ねじ12b1の加工も、前述の実施形態と同様に特に制限はなく、例えば、タップ40により加工することができる。 In the subsequent inner wall portion forming step, as shown in FIG. 6C, the
In the subsequent female screw forming step, as shown in FIG. 6D, the female screw 12b1 is processed on the inner peripheral surface of the
0.5≦R/t≦1.0 (1)式
0.5≦r/t≦1.2 (2)式 In both the first embodiment described above and the modifications thereof, when forming the
0.5 ≦ R / t ≦ 1.0 (1) Formula 0.5 ≦ r / t ≦ 1.2 (2) Formula
以下、本発明の第2実施形態について図7を用いて説明する。説明に際しては、上記第1実施形態との相違点を中心に説明し、その他については上記第1実施形態と同じであるとして説明を省略する。
図7は、本実施形態に係るねじ穴付き金属板100のねじ穴12を模式的に示す図であって、ねじ穴12の中心軸線CLを含む断面で見た場合の、図3に相当する縦断面図である。 [Second Embodiment]
Hereinafter, a second embodiment of the present invention will be described with reference to FIG. In the description, the difference from the first embodiment will be mainly described, and the rest will be omitted because it is the same as the first embodiment.
FIG. 7 is a diagram schematically illustrating the
この構成によれば、例えば、ねじ穴付き金属板100と他の金属板51とを重ねて位置合わせを行う際に、図7に示すように、内壁部12bの突出部分を他の金属板51の貫通孔51a内に嵌め込むことで、容易に位置合わせを行うことができる。
また、雌ねじ12b1の長さ寸法も上記第1実施形態のものより長くできるので、雄ねじ50と螺合する部分の長さを長くして締結をより確実に行うこともできる。 As for the
According to this configuration, for example, when the
Further, since the length dimension of the female screw 12b1 can be made longer than that of the first embodiment, the length of the portion screwed with the
以下、本発明の第3実施形態について図8を用いて説明する。説明に際しては、上記第1実施形態との相違点を中心に説明し、その他については上記第1実施形態と同じであるとして説明を省略する。
図8は、本実施形態に係るねじ穴付き金属板110のねじ穴12を模式的に示す図であって、ねじ穴12の中心軸線CLを含む断面で見た場合の、図3に相当する縦断面図である。 [Third Embodiment]
Hereinafter, a third embodiment of the present invention will be described with reference to FIG. In the description, the difference from the first embodiment will be mainly described, and the rest will be omitted because it is the same as the first embodiment.
FIG. 8 is a diagram schematically showing the
この構成によれば、例えば、ねじ穴付き金属板10と他の金属板51とを重ね合わせてから雄ねじ50でねじ止めした場合、内壁部12bが上記第1実施形態の場合よりも短いため、雄ねじ50と螺合する部分の長さは短くなる。しかしながら、前記隙間が有るため、雄ねじ50を締め込んだ際に、内壁部12bをその先端12b3が雄ねじ50のねじ頭により近づこうとするのが許容される。そして、雄ねじ50の締め込みと共に雄ねじ50が内壁部12bを自らに向かって引き込もうとし、その結果、円筒状の内壁部12bが縮径しようとする。これにより、内壁部12bがより密に雄ねじ50に対して密着することになり、高い締結力を確保することが可能となる。 As for the
According to this configuration, for example, when the
以下、本発明の第4実施形態について図9を用いて説明する。説明に際しては、上記第1実施形態との相違点を中心に説明し、その他については上記第1実施形態と同じであるとして説明を省略する。
図9は、本実施形態に係るねじ穴付き金属板200のねじ穴212を模式的に示す図であって、ねじ穴212の中心軸線CLを含む断面で見た場合の、図3に相当する縦断面図である。 [Fourth Embodiment]
Hereinafter, a fourth embodiment of the present invention will be described with reference to FIG. In the description, the difference from the first embodiment will be mainly described, and the rest will be omitted because it is the same as the first embodiment.
FIG. 9 is a diagram schematically showing the
この構成では、上記第1実施形態と異なり、内壁部212bによるスプリングバックの効果は得られないものの、雄ねじ(不図視)を締め込んだ際の内壁部212bの拡径方向の変形を、外壁部212aにより受け止めることができる。よって、内壁部212bの過度の変形を規制することができるので、金属板220の板厚を薄くしても、ねじ穴212の破損や締結力の低下を防ぐことができる。
なお、本実施形態のねじ穴付き金属板200も、筐体の構成要素として用いることができる。すなわち、ねじ穴を有する金属板と、貫通孔を有する部材と、前記貫通孔に挿入された状態で前記ねじ穴にねじ込まれて前記金属板と前記貫通孔を有する部材とを結合する雄ねじと、を具備する筐体において、前記金属板として、上記のねじ穴付き金属板200を用いることができる。 The
In this configuration, unlike the first embodiment, the effect of the spring back by the
In addition, the
さらに、比較のために、背景技術において引用した特許文献2の図1に記載の構造を具備するねじ穴付き金属板(不図示)も製作した(試験No.1-1B,2-1B,3-1B)。この比較例は、上記実施形態1で示した図1を用いて説明するならば、雄ねじ50をねじ込んだ状態でも、外壁部12aの内周面と内壁部12bの外周面とが離れて大きな隙間が生じており、内壁部12bの周囲が外壁部12aによって支持されていない構造である。 For comparison, a
For comparison, a metal plate with a screw hole (not shown) having the structure shown in FIG. 1 of Patent Document 2 cited in the background art was also manufactured (Test Nos. 1-1B, 2-1B, 3). -1B). If this comparative example is described with reference to FIG. 1 shown in the first embodiment, even when the
VG(Very Good):TB/TA≧1.2を満足することを示す。
GD(Good):1.2>TB/TA≧1.0を満足することを示す。
FA(Fair):1.0>TB/TA≧0.8を満足することを示す。
BD(Bad):TB/TA<0.8を満足することを示す。 The meanings of the symbols in the “Evaluation of fastening force” column in Tables 1 to 3 are as follows.
VG (Very Good): indicates that TB / TA ≧ 1.2 is satisfied.
GD (Good): Indicates that 1.2> TB / TA ≧ 1.0 is satisfied.
FA (Fair): Indicates that 1.0> TB / TA ≧ 0.8 is satisfied.
BD (Bad): Indicates that TB / TA <0.8 is satisfied.



また、比較例(試験No.1-1B,2-1B,3-1B)では、内壁部に相当する雌ねじ加工部分が、外壁部に相当する周囲部分により支持されていないために剛性が低く、そのために、正確なタッピングがしづらく加工精度が保てない、雌ねじの加工精度が周方向で不均一である、といった問題点が見られた。このように、内壁部に相当する雌ねじ加工部分の剛性が弱く、しかも雌ねじの加工精度が低いと、雌ねじ及び雄ねじ間の係り具合が、雌ねじの周方向で不均一になりやすい。 Further, in the comparative examples (Test Nos. 1-1A, 2-1A, 3-1A), the base of the vertical wall portion is broken by thinning due to burring, or the thread of the screw hole cannot be sufficiently formed by threading. The number of occurrences increased as the thickness of the specimen became thinner. As a result, in the comparative example, the production yield was 70% or less. On the other hand, in the example of this invention, all became 90% or more, and the manufacturing yield could be improved.
Further, in the comparative examples (Test Nos. 1-1B, 2-1B, 3-1B), the internal thread portion corresponding to the inner wall portion is not supported by the peripheral portion corresponding to the outer wall portion, so the rigidity is low. For this reason, there are problems such that it is difficult to perform accurate tapping and the processing accuracy cannot be maintained, and the processing accuracy of the female screw is not uniform in the circumferential direction. Thus, if the rigidity of the internal thread processing portion corresponding to the inner wall is weak and the processing accuracy of the internal thread is low, the engagement between the internal thread and the external thread tends to be uneven in the circumferential direction of the internal thread.
10x:金属板の一方の面
10y:金属板の他方の面
12:ねじ穴
12a,212a:外壁部
12b,212b:内壁部
12b1,212b1:雌ねじ
12b3:内壁部の先端
20b:円板部
37:パンチ
50:雄ねじ
51:部材
51a:貫通孔
70:筐体 10, 100, 110, 200: Metal plate with
Claims (14)
- ねじ穴を有する金属板であって、
前記ねじ穴が、前記金属板の一方の面から立ち上がる円筒状の外壁部と、前記外壁部の端縁から前記外壁部の内側に折り返された円筒状の内壁部とを備え、
前記内壁部の内周面に雌ねじが形成されている
ことを特徴とする、ねじ穴付き金属板。 A metal plate having a screw hole,
The screw hole includes a cylindrical outer wall portion that rises from one surface of the metal plate, and a cylindrical inner wall portion that is folded back from the edge of the outer wall portion to the inside of the outer wall portion,
A metal plate with a screw hole, wherein an internal thread is formed on an inner peripheral surface of the inner wall portion. - 前記内壁部の先端と、前記金属板の他方の面とが面一であることを特徴とする、請求項1に記載のねじ穴付き金属板。 The metal plate with a screw hole according to claim 1, wherein the tip of the inner wall portion and the other surface of the metal plate are flush with each other.
- 前記ねじ穴の前記雌ねじに雄ねじが螺合されていない状態では、前記外壁部の内周面より前記内壁部の外周面が離間し、
前記ねじ穴の前記雌ねじに前記雄ねじが螺合されている状態では、前記外壁部の前記内周面に前記内壁部の前記外周面の少なくとも一部が当接する
ことを特徴とする、請求項1に記載のねじ穴付き金属板。 In a state where a male screw is not screwed into the female screw of the screw hole, the outer peripheral surface of the inner wall portion is separated from the inner peripheral surface of the outer wall portion,
The at least one part of the said outer peripheral surface of the said inner wall part contact | abuts to the said inner peripheral surface of the said outer wall part in the state in which the said male screw is screwed together by the said female screw of the said screw hole, A metal plate with a screw hole according to 1. - 前記内壁部の先端と、前記金属板の他方の面とが面一であることを特徴とする、請求項3に記載のねじ穴付き金属板。 The metal plate with a screw hole according to claim 3, wherein the tip of the inner wall portion and the other surface of the metal plate are flush with each other.
- ねじ穴を有する金属板であって、
前記ねじ穴が、前記金属板の一方の面から立ち上がる円筒状の内壁部と、前記内壁部の端縁から前記内壁部の外側に折り返された円筒状の外壁部とを備え、
前記内壁部の内周面に雌ねじが形成されている
ことを特徴とする、ねじ穴付き金属板。 A metal plate having a screw hole,
The screw hole includes a cylindrical inner wall portion that rises from one surface of the metal plate, and a cylindrical outer wall portion that is folded back from the edge of the inner wall portion to the outside of the inner wall portion,
A metal plate with a screw hole, wherein an internal thread is formed on an inner peripheral surface of the inner wall portion. - ねじ穴を有する金属板と、貫通孔を有する部材と、前記貫通孔に挿入された状態で前記ねじ穴にねじ込まれて前記金属板と前記貫通孔を有する部材とを結合する雄ねじと、を具備する筐体であって、
前記金属板が、請求項1~5の何れか一項に記載のねじ穴付き金属板であることを特徴とする筐体。 A metal plate having a screw hole; a member having a through hole; and a male screw that is screwed into the screw hole while being inserted into the through hole to couple the metal plate and the member having the through hole. A housing that
A casing, wherein the metal plate is a metal plate with a screw hole according to any one of claims 1 to 5. - 請求項1~4の何れか一項に記載のねじ穴付き金属板を製造する方法であって、
前記外壁部及び前記外壁部の内側に連続する円板部を前記金属板に成形するステップと、
前記円板部の中心に下穴をあけるステップと、
前記下穴があけられた前記円板部を、前記外壁部の内側に折り曲げて前記内壁部を成形するステップと、
成形された前記内壁部の前記内周面に前記雌ねじを加工するステップと
を有することを特徴とする、ねじ穴付き金属板の製造方法。 A method for producing a metal plate with a screw hole according to any one of claims 1 to 4,
Forming the outer wall portion and a disk portion continuous inside the outer wall portion into the metal plate;
Drilling a pilot hole in the center of the disc part;
Bending the disk portion with the prepared hole formed inside the outer wall portion to form the inner wall portion; and
And a step of processing the female screw on the inner peripheral surface of the molded inner wall portion. - 厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(1)式を満たす半径R(mm)の肩寸法を有するパンチを用いることを特徴とする、請求項7に記載のねじ穴付き金属板の製造方法。
0.5≦R/t≦1.0 (1)式 In the step of forming the outer wall portion and the disc portion on the metal plate having a thickness dimension t (mm), a punch having a shoulder dimension with a radius R (mm) satisfying the following expression (1) is used. The manufacturing method of the metal plate with a screw hole of Claim 7.
0.5 ≦ R / t ≦ 1.0 (1) Formula - 厚み寸法t(mm)の前記金属板に前記下穴をあけるステップで、前記下穴の半径r(mm)が下式(2)を満たすように前記下穴をあけることを特徴とする、請求項7に記載のねじ穴付き金属板の製造方法。
0.5≦r/t≦1.2 (2)式 In the step of opening the pilot hole in the metal plate having a thickness dimension t (mm), the pilot hole is formed so that a radius r (mm) of the pilot hole satisfies the following formula (2). Item 8. A method for producing a metal plate with screw holes according to Item 7.
0.5 ≦ r / t ≦ 1.2 Formula (2) - 厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(1)式を満たす半径R(mm)の肩寸法を有するパンチを用い、
前記金属板に前記下穴をあけるステップで、前記下穴の半径r(mm)が下式(2)を満たすように前記下穴をあける
ことを特徴とする、請求項7に記載のねじ穴付き金属板の製造方法。
0.5≦R/t≦1.0 (1)式
0.5≦r/t≦1.2 (2)式 In the step of forming the outer wall portion and the disc portion on the metal plate having a thickness dimension t (mm), a punch having a shoulder dimension with a radius R (mm) satisfying the following expression (1) is used:
The screw hole according to claim 7, wherein the pilot hole is formed so that a radius r (mm) of the pilot hole satisfies the following formula (2) in the step of drilling the pilot hole in the metal plate. A manufacturing method of a metal plate with a ring.
0.5 ≦ R / t ≦ 1.0 (1) Formula 0.5 ≦ r / t ≦ 1.2 (2) Formula - 請求項1~4の何れか一項に記載のねじ穴付き金属板を製造する方法であって、
下穴を前記金属板にあける穴あけステップと、
前記下穴と同心に、前記外壁部、及び前記外壁部の内側に連続する円板部を成形するステップと、
前記円板部を前記外壁部の内側に折り曲げて前記内壁部を成形するステップと、
前記内壁部の前記内周面に前記雌ねじを加工するステップと、
を有することを特徴とする、ねじ穴付き金属板の製造方法。 A method for producing a metal plate with a screw hole according to any one of claims 1 to 4,
A step of drilling a pilot hole in the metal plate;
Concentrically with the pilot hole, forming the outer wall portion and a disk portion continuous inside the outer wall portion;
Bending the disc part inside the outer wall part to form the inner wall part;
Processing the female thread on the inner peripheral surface of the inner wall portion;
The manufacturing method of the metal plate with a screw hole characterized by having. - 厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(1)式を満たす半径R(mm)の肩寸法を有するパンチを用いることを特徴とする、請求項11に記載のねじ穴付き金属板の製造方法。
0.5≦R/t≦1.0 (1)式 In the step of forming the outer wall portion and the disc portion on the metal plate having a thickness dimension t (mm), a punch having a shoulder dimension with a radius R (mm) satisfying the following expression (1) is used. The manufacturing method of the metal plate with a screw hole of Claim 11.
0.5 ≦ R / t ≦ 1.0 (1) Formula - 厚み寸法t(mm)の前記金属板に前記下穴をあけるステップで、前記円板部を形成するステップ後の前記下穴の半径r(mm)が下式(2)を満たすように、前記下穴をあけることを特徴とする、請求項11に記載のねじ穴付き金属板の製造方法。
0.5≦r/t≦1.2 (2)式 In the step of drilling the pilot hole in the metal plate having a thickness dimension t (mm), the radius r (mm) of the pilot hole after the step of forming the disk portion satisfies the following formula (2): The method for producing a metal plate with screw holes according to claim 11, wherein a pilot hole is formed.
0.5 ≦ r / t ≦ 1.2 Formula (2) - 厚み寸法t(mm)の前記金属板に前記外壁部および前記円板部を成形するステップで、下記(1)式を満たす半径R(mm)の肩寸法を有するパンチを用い、
前記金属板に前記下穴をあけるステップで、前記円板部を形成するステップ後の前記下穴の半径r(mm)が下式(2)を満たすように、前記下穴をあける
ことを特徴とする、請求項11に記載のねじ穴付き金属板の製造方法。
0.5≦R/t≦1.0 (1)式
0.5≦r/t≦1.2 (2)式 In the step of forming the outer wall portion and the disc portion on the metal plate having a thickness dimension t (mm), a punch having a shoulder dimension with a radius R (mm) satisfying the following expression (1) is used:
In the step of drilling the pilot hole in the metal plate, the pilot hole is drilled so that a radius r (mm) of the pilot hole after the step of forming the disc portion satisfies the following formula (2). The manufacturing method of the metal plate with a screw hole of Claim 11.
0.5 ≦ R / t ≦ 1.0 (1) Formula 0.5 ≦ r / t ≦ 1.2 (2) Formula
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| MYPI2015703641A MY182951A (en) | 2013-07-25 | 2014-07-18 | Metal plate with screw hole, housing, and method of manufacturing metal plate with screw hole |
| CN201480019744.6A CN105408641B (en) | 2013-07-25 | 2014-07-18 | The manufacture method of metallic plate with threaded hole, housing and metallic plate with threaded hole |
| KR1020157027280A KR101811931B1 (en) | 2013-07-25 | 2014-07-18 | Metal plate with tapped hole, frame, and method for manufacturing metal plate with tapped hole |
| JP2015528277A JP6137319B2 (en) | 2013-07-25 | 2014-07-18 | Metal plate with screw hole, housing, and method for manufacturing metal plate with screw hole |
| MX2015016278A MX2015016278A (en) | 2013-07-25 | 2014-07-18 | Metal plate with tapped hole, frame, and method for manufacturing metal plate with tapped hole. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-154105 | 2013-07-25 | ||
| JP2013154105 | 2013-07-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015012236A1 true WO2015012236A1 (en) | 2015-01-29 |
Family
ID=52393275
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/069244 WO2015012236A1 (en) | 2013-07-25 | 2014-07-18 | Metal plate with tapped hole, frame, and method for manufacturing metal plate with tapped hole |
Country Status (7)
| Country | Link |
|---|---|
| JP (1) | JP6137319B2 (en) |
| KR (1) | KR101811931B1 (en) |
| CN (1) | CN105408641B (en) |
| MX (1) | MX2015016278A (en) |
| MY (1) | MY182951A (en) |
| TW (1) | TWI620604B (en) |
| WO (1) | WO2015012236A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017074600A (en) * | 2015-10-14 | 2017-04-20 | 株式会社栗山百造 | Method for manufacturing nut with washer |
| WO2022091362A1 (en) * | 2020-10-30 | 2022-05-05 | 東芝三菱電機産業システム株式会社 | Screw hole machining method |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016209119B4 (en) * | 2016-05-25 | 2022-05-25 | Schaeffler Technologies AG & Co. KG | Spindle nut, screw drive and method for manufacturing a spindle nut |
| CN109175902A (en) * | 2018-09-21 | 2019-01-11 | 北京长城华冠汽车科技股份有限公司 | The manufacturing process of beam upper installing hole |
| KR20240082008A (en) * | 2022-12-01 | 2024-06-10 | 삼성전자주식회사 | Refrigerator |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP150683C2 (en) * | 1942-12-20 | |||
| JPS57130013U (en) * | 1981-02-09 | 1982-08-13 | ||
| EP1312812A2 (en) * | 2001-11-20 | 2003-05-21 | ITW Limited | Fastening element |
| JP2005195054A (en) * | 2003-12-26 | 2005-07-21 | Nagayama Denshi Kogyo Kk | T-nut |
| JP2007016930A (en) * | 2005-07-08 | 2007-01-25 | Tachibana Metal Mfg Co Ltd | Attachment cylindrical body, and manufacturing method of the cylindrical body |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6802681B2 (en) * | 2001-11-20 | 2004-10-12 | Itw Limited | Fastening element |
| JP5533151B2 (en) | 2010-04-02 | 2014-06-25 | ダイキン工業株式会社 | Case and air conditioner equipped with the same |
-
2014
- 2014-07-18 KR KR1020157027280A patent/KR101811931B1/en active IP Right Grant
- 2014-07-18 WO PCT/JP2014/069244 patent/WO2015012236A1/en active Application Filing
- 2014-07-18 CN CN201480019744.6A patent/CN105408641B/en active Active
- 2014-07-18 MX MX2015016278A patent/MX2015016278A/en unknown
- 2014-07-18 MY MYPI2015703641A patent/MY182951A/en unknown
- 2014-07-18 JP JP2015528277A patent/JP6137319B2/en active Active
- 2014-07-22 TW TW103125148A patent/TWI620604B/en active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP150683C2 (en) * | 1942-12-20 | |||
| JPS57130013U (en) * | 1981-02-09 | 1982-08-13 | ||
| EP1312812A2 (en) * | 2001-11-20 | 2003-05-21 | ITW Limited | Fastening element |
| JP2005195054A (en) * | 2003-12-26 | 2005-07-21 | Nagayama Denshi Kogyo Kk | T-nut |
| JP2007016930A (en) * | 2005-07-08 | 2007-01-25 | Tachibana Metal Mfg Co Ltd | Attachment cylindrical body, and manufacturing method of the cylindrical body |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017074600A (en) * | 2015-10-14 | 2017-04-20 | 株式会社栗山百造 | Method for manufacturing nut with washer |
| WO2022091362A1 (en) * | 2020-10-30 | 2022-05-05 | 東芝三菱電機産業システム株式会社 | Screw hole machining method |
| JP7132428B1 (en) * | 2020-10-30 | 2022-09-06 | 東芝三菱電機産業システム株式会社 | Threaded hole processing method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6137319B2 (en) | 2017-05-31 |
| KR101811931B1 (en) | 2017-12-22 |
| TW201515733A (en) | 2015-05-01 |
| TWI620604B (en) | 2018-04-11 |
| JPWO2015012236A1 (en) | 2017-03-02 |
| KR20150123921A (en) | 2015-11-04 |
| MX2015016278A (en) | 2016-03-11 |
| MY182951A (en) | 2021-02-05 |
| CN105408641A (en) | 2016-03-16 |
| CN105408641B (en) | 2018-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6137319B2 (en) | Metal plate with screw hole, housing, and method for manufacturing metal plate with screw hole | |
| KR101865733B1 (en) | Nut formed integrally with the bracket and a method of manufacturing the same | |
| US9889509B2 (en) | Cutter heads with improved coupling | |
| JP2002527696A (en) | Integrated screw connection of two metal tubes | |
| US20090252549A1 (en) | Spline Connection Structure | |
| US20160131173A1 (en) | Locking nut set and production method therefor | |
| US20140301796A1 (en) | Tool and method for cutting thread production | |
| CN105041838A (en) | Motor shaft with inner spline and manufacturing method of motor shaft | |
| EP3412923B1 (en) | Rivet nut and manufacturing method therefor | |
| CN102039352A (en) | Manufacturing method of mounting fitting with cap-shaped nut and tap tool used for the method | |
| US9289811B2 (en) | Apparatus and method of manufacturing a split link for use in a flexible tube-bending mandrel | |
| CN109127909B (en) | Thinned hole flanging punch and punch design method | |
| CN110883127A (en) | U-shaped bent pipe machining process | |
| JP4875957B2 (en) | Tapping screw | |
| JP6430242B2 (en) | Gear structure | |
| KR101865732B1 (en) | Nut formed integrally with the bracket and a method of manufacturing the same | |
| CN113102946A (en) | Lantern type rivet nut production process | |
| CN204673292U (en) | A kind of on securing member external screw thread turning twist into two parts the frock of groove | |
| JP4984489B2 (en) | Rack and pinion type steering gear | |
| CN105046035B (en) | A kind of sheet metal part compensation for sag design method | |
| CN203076799U (en) | New structure of cylinder body mounting flange with boss excircle welded on cylinder barrel | |
| CN111185717A (en) | Sheet metal machining process | |
| CN211460124U (en) | Rivet-free snake bone middle joint ring of endoscope | |
| CN209524006U (en) | Contracting tube transmission shaft | |
| CN219624290U (en) | Silencer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480019744.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14829548 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157027280 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/016278 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201507896 Country of ref document: ID |
|
| ENP | Entry into the national phase |
Ref document number: 2015528277 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14829548 Country of ref document: EP Kind code of ref document: A1 |