WO2014136475A1 - Pulsed power core sand-processing device - Google Patents
Pulsed power core sand-processing device Download PDFInfo
- Publication number
- WO2014136475A1 WO2014136475A1 PCT/JP2014/050570 JP2014050570W WO2014136475A1 WO 2014136475 A1 WO2014136475 A1 WO 2014136475A1 JP 2014050570 W JP2014050570 W JP 2014050570W WO 2014136475 A1 WO2014136475 A1 WO 2014136475A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- casting
- core
- discharge
- core sand
- electrode
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D29/00—Removing castings from moulds, not restricted to casting processes covered by a single main group; Removing cores; Handling ingots
- B22D29/001—Removing cores
- B22D29/007—Removing cores by using explosive shock waves
Definitions
- the present invention relates to a core sand treatment apparatus that collapses core sand in a cast product by using pulse power (instant discharge of accumulated electric energy).
- Patent Documents 1 to 3 propose proposals for removing it by collapsing with pulse power.
- Patent Document 1 a spark is generated by applying a high voltage to a liquid in which a casting is immersed, and the bound state of the core is loosened by the shock wave of the spark and the casting is moved in a reciprocating stroke. It is described that the core sand remaining in the area can be efficiently removed.
- Patent Document 2 as a core sand dropping device that crushes a core in a casting with a shock wave generated by underwater discharge, a cage that can be raised and lowered is provided in a water tank, and the casting is accommodated in the cage and provided above the cage.
- a structure in which a discharge electrode is attached to a traveling carriage is disclosed.
- Patent Document 3 proposes a method for crushing rocks and concrete by continuously drilling a plurality of holes in rocks and concrete, inserting electrode rods into these holes, and sequentially discharging them. Has been.
- Patent Documents 1 to 3 the entire processing apparatus (machine frame) is grounded without providing any electrode in contact with the casting. Since Patent Document 3 is rock or concrete, there is no worry of electric shock. However, in Patent Documents 1 and 2, since the machine frame of the device is grounded, it is conceivable that the ground may come off at the mass production site. It is dangerous to touch the machine frame during discharge.
- Patent Documents 1 and 2 no consideration is given to which part of the casting the shock wave is directed to. For this reason, melt damage may occur in places that should not be damaged. In Patent Document 3, there is no description of discharge itself.
- Patent Documents 1 and 2 discharge is performed in a liquid in order to reduce a loud sound generated at the time of discharge.
- Patent Document 3 there is no description of soundproofing or soundproofing measures.
- the discharge sound generated at the time of discharge is a soaring sound like a lightning strike, effective soundproofing and soundproofing measures are required at the work site.
- the core sand treatment apparatus using pulse power includes a pair of electrodes for discharging the casting in the water tank and is discharged into the casting by being discharged in water. This is a device that destroys and drops the core.
- One electrode of the set of electrodes may be a casting itself, and the remaining electrodes form a slight gap with the casting and the tip is directed to the casting.
- the tip of the electrode provided with the gap is pointed (including a rounded shape), and by making it sharp, discharge becomes easy, and at the same time, discharge aimed at a specific position such as a casting gate can be performed.
- the tip of the other electrode can be grounded reliably by making it flat.
- both the electrodes are biased downward by a spring in order to alleviate the impact received during discharge.
- the inner surface and the outer surface are made of stainless steel plates, and a vibration absorbing layer (for example, butyl rubber) and a sound absorbing layer (for example, soft urethane) are provided between the inner surface and the outer surface.
- a vibration absorbing layer for example, butyl rubber
- a sound absorbing layer for example, soft urethane
- a shock wave is directly transmitted to the casting through a slight gap between the tip of one of the electrodes for discharge and the casting. Therefore, the core sand remaining inside the casting can be efficiently destroyed and dropped off.
- melting damage may occur at the discharge portion of the casting, there is no adverse effect on the product if the electrode is directed to the portion to be machined in the subsequent process.
- one of the electrodes for discharge or the entire casting itself was grounded and an independent circuit was isolated from the machine frame from the discharge part to the ground, so it was in contact with the machine frame of the water tank during the discharge. It is safe as well. The same applies when the other electrode is the casting itself.
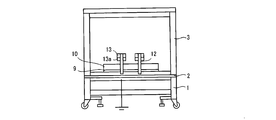
- FIG. 1 shows a state after the set base is fixed in the water tank
- FIG. 3 shows a state before the set base is fixed in the water tank.
- reference numeral 1 denotes a mounting table
- a water tank 3 is installed on the mounting table 1 via an insulator 2 such as rubber.
- the shock wave is larger as the viscosity is higher, such as oil, but pure water is preferable in view of post-treatment.
- it is not necessary to install the mounting table 1, but it is preferable to install it for safety as shown in the illustrated example.
- the structure of the water tank 3 is a discharge sound antireflection plate 4 made of stainless steel or the like on the inner surface in contact with water, and a vibration absorbing layer 5 such as butyl rubber is provided outside the discharge sound antireflection plate 4.
- a sound absorbing layer 6 such as soft urethane is provided on the outside of the vibration absorbing layer 5, and the outermost side is a sound insulating plate 7 such as stainless steel.
- a pump 8 that generates a water flow in the water in the water tank 3 is disposed outside the water tank 3, and it is desirable to discharge the crushed core in the casting from the bottom of the water tank (not shown) by the water flow.
- a receiving seat 9 is fixed on the inner bottom surface of the water tank 3, and a positioning member 10 made of an insulator is fixed on the receiving seat 9 with an insulating bolt (not shown).
- a concave portion 10a into which the set base 11 is fitted is formed on the inner periphery of the positioning member 10 so as to stand upright.
- a lock member 12 is arranged around the seat 9.
- the lock member 12 includes a pressing piece 13 that is pressed from above in a state in which the set base 11 is fitted in the recess 10a of the positioning member 10, and the lower surface of the pressing piece 13 is formed of an insulator 13a.
- the set table 11 is made of metal and has a lower plate 14.
- the lower plate 14 is for positioning and fixing the casting W, and the surface to be fixed is the uneven portion 14a, so that the reflection of the shock wave of the pulse power can be used effectively.
- Supports 15 are erected from the four corners of the lower plate 14, and an upper plate 16 is attached to the upper ends of these supports 15.
- a pair of electrodes 17 (low potential side) and electrodes 18 (high potential) are attached to the upper plate 16. Side) is attached. Note that the low potential and the high potential setting may be reversed.
- a rail 19 is disposed above the water tank 3, and a self-propelled vehicle 20 is attached to the rail 19, so that the set table 11 can be conveyed.
- the electrode during conveyance may be left connected even if a conducting wire (cable) is removed.
- the electrode 17 has a discharge portion 21 at the lower end, and the tip of the discharge portion 21 is rounded and pointed. Therefore, it is easy to discharge and it is easy to control the direction of discharge.
- the electrode 18 includes a power receiving unit 22 at the lower end, and the lower surface of the power receiving unit 22 is a flat surface. Therefore, the casting W can be reliably grounded.
- the electrode 17 and the electrode 18 are attached to the upper plate 16 with the discharge portion 21 and the power receiving portion 22 biased downward via springs 23 and 24, respectively.
- the spring 23 is for reducing the impact when the electrode 17 is discharged, and is essential on the electrode 17 side.
- the water tank 3 is filled with water as a soundproofing liquid.
- the water is preferably pure water, but is not limited thereto.
- the water level is set to be higher than the casting W set on the setting table 11.
- the casting W is set on the setting table 11. At this time, as shown in FIG.
- the discharge part 21 of the electrode 17 is opposed to the casting W through a gap, and the power receiving part 22 of the electrode 18 is brought into contact with the casting W.
- the size of the gap is suitably 3 to 7 mm in order to generate an efficient shock wave.
- a conductive wire 25 connected to the pulse power generator is connected to the electrode 17, and a grounding conductive wire 26 is connected to the electrode 18 to generate pulse power.
- a spark 27 is generated between the discharge portion 21 of the electrode 17 and the casting W, a shock wave is transmitted to the core 28 in the casting W, the core 28 is collapsed, and the pump The water constituting the core 28 is discharged into the water in the water tank 3 by the water flow generated from the water.
- the core power processing apparatus using pulse power according to the present invention is not limited to an automobile engine, and can be widely used as an apparatus for removing core sand from a casting using a sand core.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Disintegrating Or Milling (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Abstract
[Problem] To provide a pulsed power core sand-processing device that is safe and efficient. [Solution] A casting (W) and the discharge section (21) of a positive electrode (17) are disposed facing each other across a gap and the power-receiving section (22) of the negative electrode (18) is made to contact the casting (W). Next, a lead (25), which connects to a pulsed power-generating unit, is connected to the positive electrode (17), a grounding lead (26) is connected to the negative electrode (18), and a high voltage is applied on the positive electrode (17). A spark (27) is generated between the discharge section (21) of the positive electrode (17) and the casting (W), the shock wave is transmitted to the core (28) inside the casting (W), the core (28) disintegrates, and the sand configuring the core (28) is released into water inside a water tank (3).
Description
本発明は、パルスパワー(蓄積した電気エネルギーの瞬時放電)を利用して鋳造品内の中子砂を崩壊させる中子砂処理装置に関する。
The present invention relates to a core sand treatment apparatus that collapses core sand in a cast product by using pulse power (instant discharge of accumulated electric energy).
鋳造工程後のエンジン等の鋳物内に鋳込まれて固まっている中子は除去し難い場合があり、これをパルスパワーで崩壊させて除去する提案が特許文献1~3になされている。
In some cases, a core that has been cast and hardened in a casting such as an engine after the casting process may be difficult to remove, and proposals for removing it by collapsing with pulse power have been made in Patent Documents 1 to 3.
特許文献1には、鋳物を浸漬させた液体に高電圧を印加してスパークを発生させ、このスパークの衝撃波によって中子の結着状態を緩めると共に鋳物を往復ストローク動せしめることで、鋳物の内部に留まっている中子砂を効率よく除去することが記載されている。
In Patent Document 1, a spark is generated by applying a high voltage to a liquid in which a casting is immersed, and the bound state of the core is loosened by the shock wave of the spark and the casting is moved in a reciprocating stroke. It is described that the core sand remaining in the area can be efficiently removed.
特許文献2には、水中放電による衝撃波で鋳物内の中子を破砕する中子砂落とし装置として、水槽内に昇降可能なケージを設け、このケージ内に鋳物を収納し、ケージ上方に設けた走行台車に放電電極を取付けた構造が開示されている。
In Patent Document 2, as a core sand dropping device that crushes a core in a casting with a shock wave generated by underwater discharge, a cage that can be raised and lowered is provided in a water tank, and the casting is accommodated in the cage and provided above the cage. A structure in which a discharge electrode is attached to a traveling carriage is disclosed.
特許文献3には、岩やコンクリートを破砕するための方法として、岩やコンクリートに複数の穴をあけ、この穴に電極棒を差し込み、順番に放電させることで、連続的に破砕する方法が提案されている。
Patent Document 3 proposes a method for crushing rocks and concrete by continuously drilling a plurality of holes in rocks and concrete, inserting electrode rods into these holes, and sequentially discharging them. Has been.
特許文献1~3は鋳物と接触する電極を特に設けず処理装置全体(機枠)が接地している。特許文献3は岩やコンクリートなので感電の心配はないが、特許文献1,2にあっては装置の機枠をアースしているので量産現場においてはアースが外れる場合も考えられるため、この場合は放電時に機枠に接触すると危険である。
In Patent Documents 1 to 3, the entire processing apparatus (machine frame) is grounded without providing any electrode in contact with the casting. Since Patent Document 3 is rock or concrete, there is no worry of electric shock. However, in Patent Documents 1 and 2, since the machine frame of the device is grounded, it is conceivable that the ground may come off at the mass production site. It is dangerous to touch the machine frame during discharge.
また、特許文献1、2にあっては、鋳物のどの部分に衝撃波を向けるかについての考慮がなされていない。このため損傷してはいけない箇所に溶損を与えることがある。特許文献3においては、放電に関する記述そのものが無い。
In Patent Documents 1 and 2, no consideration is given to which part of the casting the shock wave is directed to. For this reason, melt damage may occur in places that should not be damaged. In Patent Document 3, there is no description of discharge itself.
又、特許文献1,2にあっては、放電時に発生する大きな音を小さくするため、液中で放電させるようにしているが、特許文献3にあっては防音や遮音の対策の記述は無く、放電時に発生する放電音はいわゆる落雷のような轟音のため、作業現場では効果的な防音や遮音の対策が必要とされる。
In Patent Documents 1 and 2, discharge is performed in a liquid in order to reduce a loud sound generated at the time of discharge. However, in Patent Document 3, there is no description of soundproofing or soundproofing measures. In addition, since the discharge sound generated at the time of discharge is a soaring sound like a lightning strike, effective soundproofing and soundproofing measures are required at the work site.
上記課題を解決するため、本発明に係るパルスパワーによる中子砂処理装置は、水槽内の鋳物に対し放電を行う一組の電極を備えて水中放電させることで、鋳物内に鋳込まれている中子を破壊し脱落させるようにした装置である。
In order to solve the above-mentioned problems, the core sand treatment apparatus using pulse power according to the present invention includes a pair of electrodes for discharging the casting in the water tank and is discharged into the casting by being discharged in water. This is a device that destroys and drops the core.
前記一組の電極の内の一方の電極を鋳物自体としても良く、残りの電極は鋳物との間に僅かなギャップを形成すると共に先端を鋳物に向ける。
One electrode of the set of electrodes may be a casting itself, and the remaining electrodes form a slight gap with the casting and the tip is directed to the casting.
一組の電極の内の一方の電極または鋳物自体をアースして水槽の枠体に対し絶縁された構造とすることにより、放電時に万一機枠に触れることがあっても感電しない構造とする。
By grounding one electrode of the set of electrodes or the casting itself and insulating it from the frame of the water tank, a structure that does not cause an electric shock even if the machine frame is touched during discharge .
前記ギャップを設けた電極の先端部は尖っており(丸味を持った形状も含む)、尖らせることで放電が容易になると同時に特定の位置例えば鋳物の湯口を狙っての放電が可能となる。他方の電極の先端は平坦面とすることでアースが確実に行える。
The tip of the electrode provided with the gap is pointed (including a rounded shape), and by making it sharp, discharge becomes easy, and at the same time, discharge aimed at a specific position such as a casting gate can be performed. The tip of the other electrode can be grounded reliably by making it flat.
また、両電極は放電時に受ける衝撃を緩和するために、スプリングによって下方に付勢することが好ましい。
Further, it is preferable that both the electrodes are biased downward by a spring in order to alleviate the impact received during discharge.
また、前記水槽の構造としては、内側面と外側面をステンレス板にて構成され、この内側面と外側面の間に振動吸収層(例えばブチルゴム)と吸音層(例えば軟質ウレタン)を設けた構造が考えられる。斯かる構造とすることで、作業現場における絶縁性と防音性を確保することができる。
As the structure of the water tank, the inner surface and the outer surface are made of stainless steel plates, and a vibration absorbing layer (for example, butyl rubber) and a sound absorbing layer (for example, soft urethane) are provided between the inner surface and the outer surface. Can be considered. By adopting such a structure, it is possible to ensure insulation and soundproofing at the work site.
本発明に係るパルスパワーによる中子砂処理装置によれば、放電用の一組の電極の内の一方の電極の先端と鋳物間に僅かなギャップを介して衝撃波が直接鋳物に伝わるようにしたので、鋳物内部に残っている中子砂を効率良く破壊し脱落させることができる。又、鋳物の放電箇所に溶損が生じる場合があるが、後工程で機械加工処理する部分に電極を向ければ、製品への悪影響がない。
又、放電用の一組の電極の内の一方の電極または鋳物全体そのものをアースし放電部から接地までを機枠から絶縁した独立回路としたので、放電時に万一水槽の機枠に接触したとしても安全である。又、他方電極を鋳物自体としても同様である。 According to the core sand processing apparatus using pulse power according to the present invention, a shock wave is directly transmitted to the casting through a slight gap between the tip of one of the electrodes for discharge and the casting. Therefore, the core sand remaining inside the casting can be efficiently destroyed and dropped off. In addition, although melting damage may occur at the discharge portion of the casting, there is no adverse effect on the product if the electrode is directed to the portion to be machined in the subsequent process.
In addition, one of the electrodes for discharge or the entire casting itself was grounded and an independent circuit was isolated from the machine frame from the discharge part to the ground, so it was in contact with the machine frame of the water tank during the discharge. It is safe as well. The same applies when the other electrode is the casting itself.
又、放電用の一組の電極の内の一方の電極または鋳物全体そのものをアースし放電部から接地までを機枠から絶縁した独立回路としたので、放電時に万一水槽の機枠に接触したとしても安全である。又、他方電極を鋳物自体としても同様である。 According to the core sand processing apparatus using pulse power according to the present invention, a shock wave is directly transmitted to the casting through a slight gap between the tip of one of the electrodes for discharge and the casting. Therefore, the core sand remaining inside the casting can be efficiently destroyed and dropped off. In addition, although melting damage may occur at the discharge portion of the casting, there is no adverse effect on the product if the electrode is directed to the portion to be machined in the subsequent process.
In addition, one of the electrodes for discharge or the entire casting itself was grounded and an independent circuit was isolated from the machine frame from the discharge part to the ground, so it was in contact with the machine frame of the water tank during the discharge. It is safe as well. The same applies when the other electrode is the casting itself.
以下に本発明の一実施例を添付図面に基づいて説明する。ここで、図1では水槽内にセット台が固定された後の状態を示し、図3では水槽内にセット台が固定される前の状態を示している。
Hereinafter, an embodiment of the present invention will be described with reference to the accompanying drawings. Here, FIG. 1 shows a state after the set base is fixed in the water tank, and FIG. 3 shows a state before the set base is fixed in the water tank.
図中1は載置台であり、この載置台1上にゴムなどの絶縁体2を介して水槽3が設置されている。水槽3内に満たす液体としては油の様な粘性が大きい液体ほど衝撃波は大きいが、後処理を考えれば純水が好ましい。また本発明では載置台1については設置する必要はないが、図示例のように安全のため設置しておく方が好ましい。
In the figure, reference numeral 1 denotes a mounting table, and a water tank 3 is installed on the mounting table 1 via an insulator 2 such as rubber. As the liquid filled in the water tank 3, the shock wave is larger as the viscosity is higher, such as oil, but pure water is preferable in view of post-treatment. In the present invention, it is not necessary to install the mounting table 1, but it is preferable to install it for safety as shown in the illustrated example.
水槽3の構造は図4に示すように、水と接する内側面をステンレスなどの放電音反射防止板4とし、この放電音反射防止板4の外側にブチルゴムなどの振動吸収層5を設け、この振動吸収層5の外側に軟質ウレタンなどの吸音層6を設け、最外側をステンレスなどの遮音板7としている。
As shown in FIG. 4, the structure of the water tank 3 is a discharge sound antireflection plate 4 made of stainless steel or the like on the inner surface in contact with water, and a vibration absorbing layer 5 such as butyl rubber is provided outside the discharge sound antireflection plate 4. A sound absorbing layer 6 such as soft urethane is provided on the outside of the vibration absorbing layer 5, and the outermost side is a sound insulating plate 7 such as stainless steel.
水槽3の外部には水槽3内の水に水流を発生させるポンプ8が配置され、鋳物の中の破砕された中子を水流によって水槽底部(図示せず)から外に排出することが望ましい。
A pump 8 that generates a water flow in the water in the water tank 3 is disposed outside the water tank 3, and it is desirable to discharge the crushed core in the casting from the bottom of the water tank (not shown) by the water flow.
水槽3の内側底面上には受座9が固定され、この受座9上に絶縁体からなる位置決め部材10が図示しない絶縁ボルトにて固定されている。この位置決め部材10の周縁部は起立し内側にセット台11が嵌り込む凹部10aが形成されている。
A receiving seat 9 is fixed on the inner bottom surface of the water tank 3, and a positioning member 10 made of an insulator is fixed on the receiving seat 9 with an insulating bolt (not shown). A concave portion 10a into which the set base 11 is fitted is formed on the inner periphery of the positioning member 10 so as to stand upright.
前記受座9の周囲には、ロック部材12を配置している。このロック部材12は位置決め部材10の凹部10a内にセット台11が嵌り込んだ状態で、上方から押しつける押圧片13を備え、この押圧片13の下面は絶縁体13aで構成している。
A lock member 12 is arranged around the seat 9. The lock member 12 includes a pressing piece 13 that is pressed from above in a state in which the set base 11 is fitted in the recess 10a of the positioning member 10, and the lower surface of the pressing piece 13 is formed of an insulator 13a.
前記セット台11は金属製で、下部プレート14を有する。この下部プレート14は鋳物Wを位置決めして固定するためのもので固定する面を凹凸部14aとすることで、パルスパワーの衝撃波の反射を有効に利用することができる。
The set table 11 is made of metal and has a lower plate 14. The lower plate 14 is for positioning and fixing the casting W, and the surface to be fixed is the uneven portion 14a, so that the reflection of the shock wave of the pulse power can be used effectively.
前記下部プレート14の四隅からは支柱15が立設され、これら支柱15の上端部に上部プレート16が取り付けられ、この上部プレート16に一組の電極17(低電位側)と電極18(高電位側)が取り付けられている。尚、低電位と高電位設定は逆でも良い。
Supports 15 are erected from the four corners of the lower plate 14, and an upper plate 16 is attached to the upper ends of these supports 15. A pair of electrodes 17 (low potential side) and electrodes 18 (high potential) are attached to the upper plate 16. Side) is attached. Note that the low potential and the high potential setting may be reversed.
また水槽3の上方にはレール19が配置され、このレール19には自走車20が取り付けられ、前記セット台11が搬送可能とされている。尚、搬送中の電極は導線(ケーブル)を外しても接続したままでもよい。
Further, a rail 19 is disposed above the water tank 3, and a self-propelled vehicle 20 is attached to the rail 19, so that the set table 11 can be conveyed. In addition, the electrode during conveyance may be left connected even if a conducting wire (cable) is removed.
前記電極17は下端に放電部21を備え、この放電部21の先端は丸味をもって尖っている。したがって放電しやすく且つ放電の方向をコントロールすることが容易である。また電極18は下端に受電部22を備え、この受電部22の下面は平坦面とされている。したがって鋳物Wを確実にアースすることができる。
The electrode 17 has a discharge portion 21 at the lower end, and the tip of the discharge portion 21 is rounded and pointed. Therefore, it is easy to discharge and it is easy to control the direction of discharge. The electrode 18 includes a power receiving unit 22 at the lower end, and the lower surface of the power receiving unit 22 is a flat surface. Therefore, the casting W can be reliably grounded.
また電極17及び電極18はそれぞれスプリング23,24を介して放電部21及び受電部22が下方に付勢されて前記上部プレート16に取り付けられている。スプリング23は電極17から放電した際の衝撃を緩和するためのもので電極17側には必須である。
The electrode 17 and the electrode 18 are attached to the upper plate 16 with the discharge portion 21 and the power receiving portion 22 biased downward via springs 23 and 24, respectively. The spring 23 is for reducing the impact when the electrode 17 is discharged, and is essential on the electrode 17 side.
以上において、水槽3内に防音用の液体として水を満たす。水は純水が好ましいが、これに限定はされない。水位はセット台11にセットされた鋳物Wよりも水位が高くなるようにする。
In the above, the water tank 3 is filled with water as a soundproofing liquid. The water is preferably pure water, but is not limited thereto. The water level is set to be higher than the casting W set on the setting table 11.
次いで、鋳物Wをセット台11にセットする。この時、図5(a)に示すように。鋳物Wに電極17の放電部21をギャップを介して対向させ、また電極18の受電部22を鋳物Wに接触させる。ギャップの大きさは効率的な衝撃波を発生させるために3~7mmが適当である。
Next, the casting W is set on the setting table 11. At this time, as shown in FIG. The discharge part 21 of the electrode 17 is opposed to the casting W through a gap, and the power receiving part 22 of the electrode 18 is brought into contact with the casting W. The size of the gap is suitably 3 to 7 mm in order to generate an efficient shock wave.
次いで、電極17にはパルスパワー発生部につながる導線25を接続し、電極18には接地用の導線26を接続してパルスパワーを発生させる。すると図5(b)に示すように、電極17の放電部21と鋳物Wの間でスパーク27が発生し、衝撃波が鋳物W内の中子28に伝達され、中子28が崩壊し、ポンプから発生する水流により、中子28を構成していた砂が水槽3内の水中に放出される。
Next, a conductive wire 25 connected to the pulse power generator is connected to the electrode 17, and a grounding conductive wire 26 is connected to the electrode 18 to generate pulse power. Then, as shown in FIG. 5B, a spark 27 is generated between the discharge portion 21 of the electrode 17 and the casting W, a shock wave is transmitted to the core 28 in the casting W, the core 28 is collapsed, and the pump The water constituting the core 28 is discharged into the water in the water tank 3 by the water flow generated from the water.
尚、前記したように鋳物Wを載置するセット台11の下部プレート14の表面には凹凸部14aを形成しているため、図5(b)に示すように凹凸部14aで衝撃波が効果的に反射され、振動が反射して鋳物W内の中子28に伝達される。
In addition, since the uneven part 14a is formed in the surface of the lower plate 14 of the set stand 11 which mounts the casting W as mentioned above, a shock wave is effective in the uneven part 14a as shown in FIG.5 (b). The vibration is reflected and transmitted to the core 28 in the casting W.
上記したように、スパーク27は放電部21と鋳物Wとの間で発生するため、鋳物Wを溶損することが考えられる。しかしながら鋳物Wの表面は後工程の機械加工で除去する部分であるため、何ら問題はない。
As described above, since the spark 27 is generated between the discharge part 21 and the casting W, it is considered that the casting W is melted. However, there is no problem because the surface of the casting W is a part to be removed by a subsequent machining process.
本発明に係るパルスパワーによる中子砂処理装置は自動車のエンジンに限らず、砂中子を用いた鋳物から中子砂を除去する装置として広く利用することができる。
The core power processing apparatus using pulse power according to the present invention is not limited to an automobile engine, and can be widely used as an apparatus for removing core sand from a casting using a sand core.
1…載置台、2…絶縁体、3…水槽、4…放電音反射防止板、5…振動吸収層、6…吸音層、7…遮音板、8…ポンプ、9…受座、10…位置決め部材、10a…凹部、11…セット台、12…ロック部材、14…下部プレート、14a…凹凸部、15…支柱、16…上部プレート、17…電極、18…電極、19…レール、20…自走車、21…放電部、22…受電部、23、24…スプリング、25、26…導線、27…スパーク、28…中子、W…鋳物
DESCRIPTION OF SYMBOLS 1 ... Mounting stand, 2 ... Insulator, 3 ... Water tank, 4 ... Discharge sound reflection prevention board, 5 ... Vibration absorption layer, 6 ... Sound absorption layer, 7 ... Sound insulation board, 8 ... Pump, 9 ... Seat, 10 ... Positioning Member, 10a ... concave portion, 11 ... set base, 12 ... lock member, 14 ... lower plate, 14a ... uneven portion, 15 ... support, 16 ... upper plate, 17 ... electrode, 18 ... electrode, 19 ... rail, 20 ... self Traveling vehicle, 21 ... discharge part, 22 ... power receiving part, 23, 24 ... spring, 25, 26 ... conducting wire, 27 ... spark, 28 ... core, W ... casting
Claims (4)
- 水槽内で水中放電させることで、水槽内にセットした鋳物内部に残っている中子砂を破壊し脱落させる一組の電極を備えたパルスパワーによる中子砂処理装置において、前記一組の電極のうち一方の電極は鋳物との間にギャップを有すると共に鋳物に向けて放電を行う尖った放電部を備え、他方の電極はアースされると共に鋳物に接触する平坦な受電部を備えることを特徴とするパルスパワーによる中子砂処理装置 In the core sand treatment apparatus by pulse power, comprising a pair of electrodes for destroying and dropping off the core sand remaining in the casting set in the water tank by discharging in water in the water tank, the set of electrodes One of the electrodes has a gap between the casting and a sharp discharge portion that discharges toward the casting, and the other electrode is grounded and has a flat power receiving portion that contacts the casting. Core sand processing equipment with pulse power
- 請求項1に記載のパルスパワーによる中子砂処理装置において、前記一方の電極は鋳物の後工程で機械加工処理される部分に向けて放電を行うように配置されていることを特徴とするパルスパワーによる中子砂処理装置。 2. The core sand processing apparatus using pulse power according to claim 1, wherein the one electrode is arranged so as to discharge toward a portion to be machined in a subsequent process of casting. Core sand processing equipment with power.
- 請求項1に記載のパルスパワーによる中子砂処理装置において、少なくとも前記一方の電極の放電部は放電時の衝撃を緩和するためにスプリングによって付勢されていることを特徴とするパルスパワーによる中子砂処理装置。 2. The core power treatment apparatus using pulse power according to claim 1, wherein at least the discharge part of said one electrode is urged by a spring in order to alleviate an impact during discharge. Child sand processing equipment.
- 請求項1に記載のパルスパワーによる中子砂処理装置において、前記水槽内には鋳物を載置するセット台が設けられ、このセット台には衝撃波を反射する凹凸部が表面に形成された下部プレートを備えることを特徴とするパルスパワーによる中子砂処理装置。 2. The core sand processing apparatus using pulse power according to claim 1, wherein a set stand for placing a casting is provided in the water tank, and a concave portion for reflecting a shock wave is formed on the set stand. A core sand processing apparatus using pulse power, comprising a plate.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013043261A JP5367189B1 (en) | 2013-03-05 | 2013-03-05 | Core sand processing equipment by pulse power |
| JP2013-043261 | 2013-03-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014136475A1 true WO2014136475A1 (en) | 2014-09-12 |
Family
ID=49850416
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/050570 WO2014136475A1 (en) | 2013-03-05 | 2014-01-15 | Pulsed power core sand-processing device |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5367189B1 (en) |
| WO (1) | WO2014136475A1 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018200747A (en) * | 2017-05-25 | 2018-12-20 | 株式会社融合技術開発センター | Pulsed power generator |
| JP7308488B2 (en) * | 2020-02-13 | 2023-07-14 | マツダ株式会社 | Core sand removal device and core sand removal method |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4838241A (en) * | 1971-09-18 | 1973-06-05 | ||
| JPS52156732A (en) * | 1976-06-22 | 1977-12-27 | Harukobusukii Fuiriaru V Nauch | Electric liquid pressure type knockkout device for casting core |
| JPS5584269A (en) * | 1978-12-19 | 1980-06-25 | Inoue Japax Res Inc | Molding sand stripping device |
| JPS57205025A (en) * | 1981-04-29 | 1982-12-16 | Pk Biyuuroo Erekutorogidorabur | Electric fluid type blast method and device for casting |
| JPS589763A (en) * | 1981-07-09 | 1983-01-20 | Isuzu Motors Ltd | Electrohydraulic sand stripper for core |
| JPS58188558A (en) * | 1982-04-26 | 1983-11-04 | プロエクトノ−コンストルクトルスコエ・ブユロ・エレクトロギドラブリキ・アカデミイ・ナウク・ウクラインスコイ・エスエスア−ル | Liquid spark-discharge shakeout device for casting |
| JPS58196140A (en) * | 1982-05-06 | 1983-11-15 | プロエクトノ−コンストルクトルスコエ・ブユロ・エレクトロギドラブリキ・アカデミイ・ナウク・ウクラインスコイ・エスエスア−ル | Electric fluid-like spray device for purifying casting |
| JPS617058A (en) * | 1984-06-20 | 1986-01-13 | Sugino Mach:Kk | Cleaning method of casting |
| JPH01159954U (en) * | 1988-10-13 | 1989-11-07 | ||
| JPH0975769A (en) * | 1995-09-15 | 1997-03-25 | Forschungszentrum Karlsruhe Gmbh | Method for fragmenting and pulverizing solid coagulated fromnonmetallic component or partially from metal component |
| JP2007090230A (en) * | 2005-09-28 | 2007-04-12 | Kumagai Gumi Co Ltd | Electrode of discharge disintegrator |
| JP2008105067A (en) * | 2006-10-26 | 2008-05-08 | Sintokogio Ltd | Fixture member for stripping sand from casting |
| JP2011177099A (en) * | 2010-03-01 | 2011-09-15 | Kumamoto Univ | Apparatus and method, both for forming cracks in animal aggregate |
| JP2012139718A (en) * | 2010-12-28 | 2012-07-26 | Taiyo Machinery Co Ltd | Method for removing casting sand, and casting sand removing device |
-
2013
- 2013-03-05 JP JP2013043261A patent/JP5367189B1/en not_active Expired - Fee Related
-
2014
- 2014-01-15 WO PCT/JP2014/050570 patent/WO2014136475A1/en active Application Filing
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4838241A (en) * | 1971-09-18 | 1973-06-05 | ||
| JPS52156732A (en) * | 1976-06-22 | 1977-12-27 | Harukobusukii Fuiriaru V Nauch | Electric liquid pressure type knockkout device for casting core |
| JPS5584269A (en) * | 1978-12-19 | 1980-06-25 | Inoue Japax Res Inc | Molding sand stripping device |
| JPS57205025A (en) * | 1981-04-29 | 1982-12-16 | Pk Biyuuroo Erekutorogidorabur | Electric fluid type blast method and device for casting |
| JPS589763A (en) * | 1981-07-09 | 1983-01-20 | Isuzu Motors Ltd | Electrohydraulic sand stripper for core |
| JPS58188558A (en) * | 1982-04-26 | 1983-11-04 | プロエクトノ−コンストルクトルスコエ・ブユロ・エレクトロギドラブリキ・アカデミイ・ナウク・ウクラインスコイ・エスエスア−ル | Liquid spark-discharge shakeout device for casting |
| JPS58196140A (en) * | 1982-05-06 | 1983-11-15 | プロエクトノ−コンストルクトルスコエ・ブユロ・エレクトロギドラブリキ・アカデミイ・ナウク・ウクラインスコイ・エスエスア−ル | Electric fluid-like spray device for purifying casting |
| JPS617058A (en) * | 1984-06-20 | 1986-01-13 | Sugino Mach:Kk | Cleaning method of casting |
| JPH01159954U (en) * | 1988-10-13 | 1989-11-07 | ||
| JPH0975769A (en) * | 1995-09-15 | 1997-03-25 | Forschungszentrum Karlsruhe Gmbh | Method for fragmenting and pulverizing solid coagulated fromnonmetallic component or partially from metal component |
| JP2007090230A (en) * | 2005-09-28 | 2007-04-12 | Kumagai Gumi Co Ltd | Electrode of discharge disintegrator |
| JP2008105067A (en) * | 2006-10-26 | 2008-05-08 | Sintokogio Ltd | Fixture member for stripping sand from casting |
| JP2011177099A (en) * | 2010-03-01 | 2011-09-15 | Kumamoto Univ | Apparatus and method, both for forming cracks in animal aggregate |
| JP2012139718A (en) * | 2010-12-28 | 2012-07-26 | Taiyo Machinery Co Ltd | Method for removing casting sand, and casting sand removing device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014168810A (en) | 2014-09-18 |
| JP5367189B1 (en) | 2013-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6563652B2 (en) | Method and apparatus for disassembling recyclable articles | |
| RU2392422C1 (en) | Method for production of oil with help of elastic vibration energy and facility for its implementation | |
| JP5367189B1 (en) | Core sand processing equipment by pulse power | |
| US8746365B2 (en) | Electro-hydraulic drilling with shock wave reflection | |
| CN107250480B (en) | Device and method for breaking rock by means of pulsed electrical energy | |
| JP4727256B2 (en) | Electric discharge crushing method | |
| CN105514752B (en) | A kind of quick extracting apparatus of drop bar | |
| CN216081190U (en) | Protection device for prevent blasting rubble from splashing | |
| JPH0220792A (en) | Method and device for breaking concrete sheet or reinforced concrete and rock in non-mechanical manner | |
| RU2808176C1 (en) | Method for electric hydroimpulsive destruction of reinforced concrete structures | |
| CN221868551U (en) | Hydraulic hammer crusher for copper refining slag treatment | |
| RU76256U1 (en) | DEVICE FOR RESTORING THE PRODUCTIVITY OF A WATER WELL | |
| RU159571U1 (en) | DEVICE FOR DESTRUCTION OF CYLINDRICAL REINFORCED CONCRETE PRODUCTS | |
| CN214644341U (en) | Broken dismouting of protection type high pressure water jet is put | |
| JPH10212891A (en) | Electric crushing method | |
| CN215462206U (en) | Three-dimensional demulsification device | |
| CA2803172A1 (en) | Impact baffle for controlling high-pressure fluid jets and methods of cutting with fluid jets | |
| CN215800954U (en) | Bridge guard structure for preventing dangerous rock falling | |
| SU829931A1 (en) | Rock-breaking method and apparatus | |
| JPH11131968A (en) | Electric crushing method and device | |
| JPH1057833A (en) | Discharge impact breakage apparatus for reinforced concrete member and method thereof | |
| JP4202331B2 (en) | Excavation method of horizontal shaft | |
| JP3902054B2 (en) | Concrete structure demolition method and device for applying shock wave by plasma used in the demolition method | |
| JPH10180231A (en) | Joined body separation and device therefor | |
| JP2007154514A (en) | Method of excavating tunnel peripheral edge part |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14760914 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 14760914 Country of ref document: EP Kind code of ref document: A1 |