WO2014041802A1 - Hot-rolled steel sheet and method for manufacturing same - Google Patents
Hot-rolled steel sheet and method for manufacturing same Download PDFInfo
- Publication number
- WO2014041802A1 WO2014041802A1 PCT/JP2013/005388 JP2013005388W WO2014041802A1 WO 2014041802 A1 WO2014041802 A1 WO 2014041802A1 JP 2013005388 W JP2013005388 W JP 2013005388W WO 2014041802 A1 WO2014041802 A1 WO 2014041802A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cooling
- temperature
- less
- steel sheet
- hot
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 193
- 239000010959 steel Substances 0.000 title claims abstract description 193
- 238000000034 method Methods 0.000 title claims description 48
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 229910000734 martensite Inorganic materials 0.000 claims abstract description 97
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 37
- 239000000203 mixture Substances 0.000 claims abstract description 31
- 239000010410 layer Substances 0.000 claims abstract description 21
- 239000002344 surface layer Substances 0.000 claims abstract description 15
- 229910001563 bainite Inorganic materials 0.000 claims abstract description 14
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 14
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 12
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 11
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 11
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 10
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 9
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 7
- 229910052698 phosphorus Inorganic materials 0.000 claims abstract description 6
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 5
- 229910052717 sulfur Inorganic materials 0.000 claims abstract description 5
- 238000001816 cooling Methods 0.000 claims description 192
- 238000005096 rolling process Methods 0.000 claims description 51
- 239000000463 material Substances 0.000 claims description 31
- 230000008569 process Effects 0.000 claims description 24
- 238000004804 winding Methods 0.000 claims description 23
- 230000009467 reduction Effects 0.000 claims description 21
- 238000005098 hot rolling Methods 0.000 claims description 16
- 230000009466 transformation Effects 0.000 claims description 16
- 238000010438 heat treatment Methods 0.000 claims description 14
- 230000001186 cumulative effect Effects 0.000 claims description 12
- 239000002245 particle Substances 0.000 claims description 9
- 229910052720 vanadium Inorganic materials 0.000 claims description 9
- 239000012535 impurity Substances 0.000 claims description 7
- 239000002994 raw material Substances 0.000 abstract description 3
- 230000000694 effects Effects 0.000 description 21
- 230000007423 decrease Effects 0.000 description 16
- 229910001566 austenite Inorganic materials 0.000 description 14
- 230000015572 biosynthetic process Effects 0.000 description 12
- 230000007704 transition Effects 0.000 description 11
- 238000012360 testing method Methods 0.000 description 9
- 238000009863 impact test Methods 0.000 description 6
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 6
- 239000006104 solid solution Substances 0.000 description 6
- 238000005728 strengthening Methods 0.000 description 6
- 238000009864 tensile test Methods 0.000 description 6
- 238000009835 boiling Methods 0.000 description 5
- 229910052796 boron Inorganic materials 0.000 description 5
- 230000000717 retained effect Effects 0.000 description 5
- 238000009826 distribution Methods 0.000 description 4
- 238000001556 precipitation Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000005482 strain hardening Methods 0.000 description 3
- 150000003568 thioethers Chemical class 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 239000000498 cooling water Substances 0.000 description 2
- 239000010779 crude oil Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910052738 indium Inorganic materials 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 238000010583 slow cooling Methods 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000005539 carbonized material Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000007542 hardness measurement Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 238000009828 non-uniform distribution Methods 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 239000003129 oil well Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 229910001562 pearlite Inorganic materials 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/02—Rolling special iron alloys, e.g. stainless steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1261—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to a low-yield-ratio high-strength hot-rolled steel sheet suitable as a material for spiral steel pipes or ERW steel pipes used for line pipes and a method for producing the same.
- it relates to ensuring a low yield ratio and excellent low temperature toughness while preventing a decrease in yield strength after pipe making.
- spiral steel pipes that are formed by spirally winding a steel sheet can be used to efficiently produce large-diameter steel pipes, and in recent years have come to be widely used as line pipes for transporting crude oil and natural gas.
- pipelines for long-distance transportation are required to have high transportation efficiency and have a high pressure, and there are many oil wells and gas wells in cold regions, and they often pass through cold regions.
- the line pipe used is required to have high strength and high toughness.
- the line pipe is required to have a low yield ratio. The yield ratio of the spiral steel pipe in the longitudinal direction of the pipe hardly changes depending on the pipe making, and almost coincides with that of the hot-rolled steel sheet.
- Patent Document 1 describes a method of manufacturing a hot-rolled steel sheet for a low-yield ratio high-tensile line pipe excellent in low-temperature toughness.
- the technique described in Patent Document 1 contains, by weight, C: 0.03-0.12%, Si: 0.50% or less, Mn: 1.70% or less, Al: 0.070% or less, and Nb: 0.01-0.05%.
- V 0.01 to 0.02%
- Ti 0.01 to 0.20% of a steel slab containing at least one kind is heated to 1180 to 1300 ° C, then rough rolling finish temperature: 950 to 1050 ° C, finish rolling finish temperature : Hot rolled under conditions of 760 to 800 ° C, cooled at a cooling rate of 5 to 20 ° C / s, started air cooling until reaching 670 ° C, held for 5 to 20s, then 20 ° C / It is cooled at a cooling rate of s or higher and wound at a temperature of 500 ° C. or lower to form a hot rolled steel sheet.
- Patent Document 1 the tensile strength of 60 kg / mm 2 or more (590 MPa or higher) in yield ratio of 85% or less, fracture appearance transition temperature: hot-rolled steel sheet having a -60 ° C. or less of the high toughness It can be manufactured.
- Patent Document 2 describes a method for producing a hot-rolled steel sheet for a high-strength, low-yield ratio pipe.
- Patent Document 2 contains C: 0.02 to 0.12%, Si: 0.1 to 1.5%, Mn: 2.0% or less, Al: 0.01 to 0.10%, and Mo + Cr: 0.1 to 1.5%
- the steel to be heated is heated to 1000-1300 ° C, the hot rolling is finished in the range of 750-950 ° C, cooled to the coiling temperature at a cooling rate of 10-50 ° C / s, and in the range of 480-600 ° C. It is a manufacturing method of the hot-rolled steel plate wound up.
- Patent Document 2 without quenching from the austenite temperature range, it is mainly composed of ferrite, has a martensite with an area ratio of 1 to 20%, has a yield ratio of 85% or less, In addition, it is said that a hot-rolled steel sheet with a small decrease in yield strength after pipe making can be obtained.
- Patent Document 3 describes a method for producing a low yield ratio electric resistance welded steel pipe excellent in low temperature toughness.
- Patent Document 3 includes, in mass%, C: 0.01 to 0.09%, Si: 0.50% or less, Mn: 2.5% or less, Al: 0.01 to 0.10%, Nb: 0.005 to 0.10% In addition, one or more of Mo: 0.5% or less, Cu: 0.5% or less, Ni: 0.5% or less, Cr: 0.5% or less, Mn, Si, P, Cr, Ni, Mo A slab with a composition containing Mneq that satisfies the content relation of 2.0 or more is hot-rolled, cooled to 500 to 650 ° C at a cooling rate of 5 ° C / s or more, and this temperature range.
- Patent Document 3 it has a structure containing bainitic ferrite as a main phase and containing 3% or more martensite and, if necessary, 1% or more retained austenite, and has a fracture surface transition temperature of It is said that ERW steel pipes with excellent low temperature toughness and high plastic deformation absorption ability can be manufactured at -50 ° C or lower.
- Patent Document 4 describes a low yield ratio high toughness thick steel plate.
- JP 63-227715 A Japanese Patent Laid-Open No. 10-176239 JP 2006-299413 JP JP 2010-59472 A
- the technique described in Patent Document 3 has a problem that it has not yet been able to stably secure excellent low-temperature toughness, which is a recent cold region specification, with a fracture surface transition temperature vTrs of ⁇ 80 ° C. or lower.
- the thick steel plate obtained by the technique described in Patent Document 4 can only secure a toughness of about ⁇ 30 to ⁇ 41 ° C. at the fracture surface transition temperature vTrs at the latest. There is a problem that can not be dealt with. In recent years, high strength and thick steel pipe materials have been demanded from the requirement of transporting crude oil and the like with high efficiency.
- the internal cooling rate will be too slow to form the desired inner layer structure. Can not be.
- the surface hardness can be made uniform, but the maximum hardness of the cross section exceeds 300 points at HV0.5. Due to this increase in hardness, not only the problem of the pipe shape after pipe making, but also the problems of the steel pipe characteristics and the inability to make pipes become obvious.
- the present invention solves the problems of the prior art, and does not require complex heat treatment, and without extensive modification of equipment, and is suitable for steel pipe materials, particularly for spiral steel pipes.
- An object of the present invention is to provide a high yield hot-rolled steel sheet having a low yield ratio and excellent in low temperature toughness that can be prevented from lowering.
- an object is to provide a low yield ratio high strength hot-rolled steel sheet having excellent low-temperature toughness having a thickness of 8 mm or more (more preferably 10 mm or more) and 50 mm or less (more preferably 25 mm or less).
- high strength refers to the case where the yield strength in the 30-degree direction from the rolling direction is 480 MPa or more and the tensile strength in the sheet width direction is 600 MPa or more, and “excellent in low temperature toughness” When the fracture surface transition temperature vTrs of the Charpy impact test is -80 ° C or less, and “low yield ratio” indicates a continuous yield type stress-strain curve and the yield ratio is 85% or less, Each shall be said.
- the “steel plate” includes a steel plate and a steel strip.
- the present inventors diligently studied various factors affecting steel pipe strength after pipe making and steel pipe toughness.
- the decrease in strength due to pipe making is caused by the decrease in yield strength due to the Bauschinger effect on the inner surface of the tube where compressive stress acts and the disappearance of yield elongation on the outer surface side where tensile stress acts. I found out. Therefore, as a result of further research, the inventors have made a structure in which the structure of the steel sheet has fine bainitic ferrite as a main phase, and hard massive martensite is finely dispersed in the bainitic ferrite.
- the surface structure of the steel sheet is tempered martensite phase single phase or tempered. It was also found that a mixed phase of martensite and tempered bainite is effective.
- the present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
- the steel material is, in mass%, C: 0.03-0.10%, Si: 0.01-0.50% , Mn: 1.4 to 2.2%, P: 0.025% or less, S: 0.005% or less, Al: 0.005 to 0.10%, Nb: 0.02 to 0.10%, Ti: 0.001 to 0.030%, Mo: 0.01 to 0.50%, Cr: A steel material having a composition comprising 0.01 to 0.50%, Ni: 0.01 to 0.50%, the balance being Fe and inevitable impurities, and the hot rolling step, heating the steel material to a heating temperature of 1050 to 1300 ° C, The heated steel material is subjected to rough rolling to form a sheet bar, and the sheet bar is subjected to a finish rolling at a temperature range of 930 ° C.
- the cooling process is started immediately after finishing rolling, and the surface temperature is equal to or lower than the martensite transformation start temperature (Ms point) at an average cooling rate of 100 ° C./s or higher.
- Ms point martensite transformation start temperature
- the tertiary cooling that cools to a cooling stop temperature in the temperature range of 600 to 450 ° C at a cooling rate of 30 ° C / s, and the average from the cooling stop temperature of the tertiary cooling to the coiling temperature at the center temperature of the plate thickness And cooling at a cooling rate of 2 ° C./s or less, or quaternary cooling in which the liquid is retained for 20 seconds or more in the temperature range from the cooling stop temperature of the tertiary cooling to the coiling temperature.
- a method for producing a hot-rolled steel sheet characterized by a step of winding at a surface temperature and a winding temperature: 450 ° C. or higher.
- a method for producing a hot-rolled steel sheet characterized by having a composition satisfying a Moeq defined in the range of 1.4 to 2.2%.
- yield strength in the direction of 30 degrees from the rolling direction is 480 MPa or more
- tensile strength in the plate width direction is 600 MPa or more
- fracture surface transition temperature vTrs of Charpy impact test is -80 ° C or less
- yield ratio A low yield ratio high strength hot-rolled steel sheet having an excellent low temperature toughness of 85% or less is obtained.
- the low yield ratio high-strength hot-rolled steel sheet of this invention can be manufactured easily and cheaply, without performing special heat processing.
- the present invention has a remarkable industrial effect.
- a line pipe laid by the reel barge method and an ERW steel pipe for a line pipe that requires earthquake resistance can be easily and inexpensively manufactured.
- the low-yield ratio high-strength hot-rolled steel sheet according to the present invention is used as a raw material, there is also an effect that a high-strength spiral steel pipe pile serving as a building member and a port member having excellent earthquake resistance can be manufactured.
- the spiral steel pipe using such a hot-rolled steel sheet has a low yield ratio in the longitudinal direction of the pipe, it has an effect that it can also be applied to high-value-added high-strength steel pipe piles.
- C 0.03-0.10% C precipitates as a carbide and contributes to an increase in the strength of the steel sheet through precipitation strengthening. It is also an element that contributes to improving the toughness of the steel sheet through grain refinement. Further, C has an action of forming a solid solution in the steel, stabilizing austenite, and promoting the formation of untransformed austenite. In order to obtain these effects, a content of 0.03% or more is required. On the other hand, if the content exceeds 0.10%, the tendency to form coarse cementite at the grain boundaries becomes strong, and the toughness decreases.
- C is limited to the range of 0.03-0.10%.
- the content is 0.04 to 0.09%.
- Si: 0.01-0.50% Si contributes to increasing the strength of the steel sheet through solid solution strengthening. Moreover, it contributes to yield ratio reduction through formation of a hard second phase (for example, martensite). In order to obtain these effects, a content of 0.01% or more is required. On the other hand, if the content exceeds 0.50%, the generation of oxide scale containing firelite becomes remarkable, and the appearance of the steel sheet deteriorates. For this reason, Si was limited to the range of 0.01 to 0.50%. Note that the content is preferably 0.20 to 0.40%.
- Mn 1.4-2.2% Mn dissolves to improve the hardenability of the steel and promote the formation of martensite. Further, it is an element that lowers the bainitic ferrite transformation start temperature and contributes to improvement of steel sheet toughness through refinement of the structure. In order to obtain these effects, a content of 1.4% or more is required. On the other hand, the content exceeding 2.2% lowers the toughness of the weld heat affected zone. For this reason, Mn was limited to the range of 1.4 to 2.2%. From the viewpoint of stable production of massive martensite, it is preferably 1.6 to 2.0%. P: 0.025% or less P dissolves and contributes to an increase in steel sheet strength, but at the same time lowers toughness.
- P is reduced as an impurity as much as possible.
- P is limited to 0.025% or less.
- P is 0.015% or less. Since excessive reduction raises the refining cost, it is preferable to make it about 0.001% or more.
- S: 0.005% or less S forms coarse sulfide inclusions such as MnS in the steel and causes cracks such as slabs. Moreover, the ductility of a steel plate is reduced. Such a phenomenon becomes remarkable when the content exceeds 0.005%. For this reason, S was limited to 0.005% or less. In addition, Preferably it is 0.004% or less.
- Al acts as a deoxidizer. Further, it is an element effective for fixing N that causes strain aging. In order to obtain these effects, a content of 0.005% or more is required. On the other hand, if the content exceeds 0.10%, the amount of oxide in the steel increases and the toughness of the base metal and the bath contact portion decreases. Further, when a steel material such as a slab or a steel plate is heated in a heating furnace, a nitride layer is easily formed on the surface layer, which may increase the yield ratio.
- Nb 0.02 to 0.10% Nb is a solid solution in steel or precipitated as carbonitride, and suppresses the austenite grain size and suppresses the recrystallization of austenite grains. Is possible. It is also an element that precipitates finely as carbide or carbonitride and contributes to an increase in the strength of the steel sheet.
- the content is preferably 0.03 to 0.07%.
- Ti: 0.001 to 0.030% Ti fixes N as nitride and contributes to prevention of slab cracking. Moreover, it has the effect
- Mo 0.01-0.50% Mo contributes to improving hardenability, attracts C in bainitic ferrite to untransformed austenite, and promotes martensite formation by improving the hardenability of untransformed austenite. Furthermore, it is an element that contributes to an increase in steel sheet strength by solid solution in steel and solid solution strengthening. In order to obtain these effects, a content of 0.01% or more is required. On the other hand, if the content exceeds 0.50%, martensite is formed more than necessary, and the toughness of the steel sheet is lowered. In addition, Mo is an expensive element, and a large amount thereof causes an increase in material cost. For this reason, Mo is limited to the range of 0.01 to 0.50%. Note that the content is preferably 0.10 to 0.40%.
- Cr 0.01-0.50% Cr delays the ⁇ ⁇ ⁇ transformation, contributes to improving hardenability, and has an action of promoting martensite formation. In order to acquire such an effect, 0.01% or more of content is required. On the other hand, if it exceeds 0.50%, defects tend to occur frequently in the weld. For this reason, Cr is limited to the range of 0.01 to 0.50%. Note that the content is preferably 0.20 to 0.45%.
- Ni 0.01-0.50% Ni contributes to improving hardenability and promotes martensite formation. In addition, it is an element that further contributes to improved toughness. In order to obtain these effects, a content of 0.01% or more is required.
- the content is 0.30 to 0.45%.
- Moeq is an index representing the hardenability of untransformed austenite remaining in the steel sheet after passing through the cooling step.
- Moeq is less than 1.4%, the hardenability of untransformed austenite is insufficient, and it transforms into pearlite or the like during the subsequent winding process.
- Moeq exceeds 2.2%, martensite is generated more than necessary, and the toughness decreases.
- Moeq is preferably limited to a range of 1.4 to 2.2%. If Moeq is 1.5% or more, the yield ratio is low and the deformability is further improved. For this reason, Moeq is more preferably 1.5% or more.
- One or more selected from Cu: 0.50% or less, V: 0.10% or less, B: 0.0005% or less Cu, V, and B are all elements that contribute to increasing the strength of the steel sheet, and can be selected and contained as necessary.
- V and Cu contribute to increasing the strength of the steel sheet through solid solution strengthening or precipitation strengthening.
- B segregates at the grain boundaries and contributes to increasing the strength of the steel sheet through improving hardenability.
- Ca 0.0005 to 0.0050% Ca is an element that contributes to the control of the morphology of sulfides in which coarse sulfides are spherical sulfides, and can be contained as required.
- the low yield ratio high strength hot-rolled steel sheet of the present invention has the above-described composition, and further includes a sheet thickness direction surface side layer (hereinafter sometimes simply referred to as a surface layer) and a sheet thickness direction inner surface side layer (hereinafter simply referred to as a surface layer). (Sometimes referred to as the inner layer).
- a sheet thickness direction surface side layer herein refers to a region having a depth of less than 1.5 mm in the plate thickness direction from the front and back surfaces of the steel sheet.
- the “thickness direction inner surface side layer (inner layer)” refers to a region having a depth of 1.5 mm or more in the thickness direction inward from the front and back surfaces of the steel plate.
- the plate thickness direction surface side layer (surface layer) exhibits a tempered martensite phase single phase structure or a mixed structure of a tempered martensite phase and a tempered bainite phase.
- tissue By setting it as such a structure
- the hot-rolled steel sheet is subjected to non-uniform cooling history, for example, cooling that passes through the transition boiling region, the hardness increases locally, and hardness unevenness occurs.
- a problem can be avoided by making the surface layer a tempered martensite phase single phase structure or a mixed structure of a tempered martensite phase and a tempered bainite phase.
- the mixing ratio of the tempered martensite phase and the tempered bainite phase is not particularly limited, but the tempered martensite phase is 60 to 100% in area ratio and the tempered bainite phase is changed.
- the area ratio is preferably 0 to 40% from the viewpoint of temper softening treatment.
- the above structure is 50% or more of the cumulative reduction rate in the temperature range of 930 ° C. or less in finish rolling, and the surface temperature is 100 ° C./s or more at the surface temperature in the cooling step after finish rolling.
- the tertiary cooling is performed at the temperature at the center of the plate thickness at an average cooling rate of 5 to 30 ° C / s to the cooling stop temperature in the temperature range of 600 to 450 ° C, and further cooling of the tertiary cooling. Cool from the stop temperature to the coiling temperature at the center of the plate thickness at an average cooling rate of 2 ° C / s or stay for 20s or more in the temperature range from the cooling stop temperature to the coiling temperature of the tertiary cooling. Can be obtained by sequentially performing the quaternary cooling. In addition, the tissue and the area ratio can be observed, measured, identified and calculated by the method described in Examples described later.
- the hardness at a position of 0.5 mm in the thickness direction from the steel sheet surface is 95% or less of the maximum hardness in the thickness direction. That is, it is important from the viewpoint of ensuring the workability of the hot-rolled steel sheet and the pipe shape after pipe forming that the hardness at the position 0.5 mm from the steel sheet surface in the thickness direction does not become the maximum hardness in the thickness direction. is there.
- the maximum hardness in the plate thickness direction is preferably Vickers hardness HV0.5 and 165 points or more. Moreover, it is preferably 300 points or less, more preferably 280 points or less.
- the hardness is cooled to a temperature below the martensitic transformation start temperature (Ms point) at an average cooling rate of 100 ° C./s or higher at the surface temperature in the manufacturing conditions, particularly in the cooling step after finishing rolling. It can be obtained by performing primary cooling and secondary cooling that retains at a surface temperature of 600 ° C. or more for 1 s or more after completion of the primary cooling. Moreover, hardness can be measured by the method as described in the Example mentioned later.
- the thickness direction inner surface side layer is composed of a main phase and a second phase in which a bulk martensite having an aspect ratio of less than 5.0 is dispersed as a second phase with a bainitic ferrite phase as a main phase.
- the main phase refers to a phase having an occupied area of 50% or more in area ratio.
- Bainitic ferrite is preferably 85% or more in area ratio, and more preferably 88.3% or more.
- the main phase bainitic ferrite is a phase having a substructure with a high dislocation density, and includes acicular ferrite and acicular ferrite.
- the bainitic ferrite does not include polygonal ferrite having a very low dislocation density or quasi (pseudo) polygonal ferrite with a substructure such as fine subgrains. In order to secure a desired high strength, it is necessary that fine carbonitride is precipitated in the bainitic ferrite as the main phase.
- the bainitic ferrite as the main phase has an average particle size of 10 ⁇ m or less.
- the average particle size exceeds 10 ⁇ m, the work hardening ability in a low strain region of less than 5% is insufficient, and the yield strength decreases due to bending during spiral pipe making.
- the second phase in the inner layer is massive martensite with an area ratio of 1.4 to 15% and an aspect ratio of less than 5.0.
- the massive martensite referred to in the present invention is martensite generated from untransformed austenite in the old ⁇ grain boundary or in the old ⁇ grain in the cooling process after rolling.
- such massive martensite is dispersed between the old ⁇ grain boundaries or the bainitic ferrite grains as the main phase and the bainitic ferrite grains.
- Martensite is harder than the main phase, and a large amount of movable dislocations can be introduced into the bainitic ferrite during processing, and the yield behavior can be a continuous yield type.
- martensite has a higher tensile strength than bainitic ferrite, a low yield ratio can be achieved.
- the martensite is a massive martensite having an aspect ratio of less than 5.0, more movable dislocations can be introduced into the surrounding bainitic ferrite, which is effective in improving the deformability.
- the aspect ratio of martensite is 5.0 or more, it becomes rod-shaped martensite (non-aggregated martensite) and the desired low yield ratio cannot be achieved, but if the rod-shaped martensite is less than 30% in terms of the area ratio with respect to the total amount of martensite. acceptable.
- the bulk martensite is preferably 70% or more in terms of the area ratio of the total amount of martensite.
- an aspect ratio can be measured by the method as described in the Example mentioned later. In order to ensure such an effect, it is necessary to disperse massive martensite having an area ratio of 1.4% or more. If the bulk martensite is less than 1.4%, it becomes difficult to secure a desired low yield ratio.
- lump martensite was limited to the range of 1.4 to 15%.
- Preferably it is 10% or less.
- a 2nd phase may contain the bainite etc. of about 7.0% or less by area ratio other than a block martensite.
- the above structure is 50% or more of the cumulative reduction rate in the temperature range of 930 ° C. or less in finish rolling, and the surface temperature is 100 ° C./s or more at the surface temperature in the cooling step after finish rolling.
- Primary cooling for cooling to a temperature equal to or lower than the martensite transformation start temperature (Ms point) at an average cooling rate, secondary cooling for retaining at a surface temperature of 600 ° C. or more for 1 s or more after completion of the primary cooling, After the completion of the secondary cooling, the tertiary cooling is performed at the temperature at the center of the plate thickness at an average cooling rate of 5 to 30 ° C / s to the cooling stop temperature in the temperature range of 600 to 450 ° C, and further cooling of the tertiary cooling.
- Ms point martensite transformation start temperature
- the size of the massive martensite is preferably 5.0 ⁇ m or less at maximum and 0.5 to 3.0 ⁇ m on average. When the bulk martensite size exceeds 3.0 ⁇ m on average, it becomes a starting point of brittle fracture or facilitates the propagation of cracks, and the low temperature toughness decreases.
- the size of the massive martensite is preferably 5.0 ⁇ m or less at maximum and 0.5 to 3.0 ⁇ m on average. In addition, the size was defined as “diameter” of 1/2 of the sum of the long side length and the short side length.
- the largest of them was regarded as the “maximum” of the size of the massive martensite, and the value obtained by arithmetically averaging the “diameter” of each obtained grain was designated as the “average” of the size of the massive martensite.
- the number of martensite to be measured is 100 or more.
- the above structure is 50% or more of the cumulative reduction rate in the temperature range of 930 ° C. or less in finish rolling, and the surface temperature is 100 ° C./s or more at the surface temperature in the cooling step after finish rolling.
- the tertiary cooling is performed at the temperature at the center of the plate thickness at an average cooling rate of 5 to 30 ° C / s to the cooling stop temperature in the temperature range of 600 to 450 ° C, and further cooling of the tertiary cooling. Cool from the stop temperature to the coiling temperature at the center of the plate thickness at an average cooling rate of 2 ° C / s or stay for 20s or more in the temperature range from the cooling stop temperature to the coiling temperature of the tertiary cooling. Can be obtained by sequentially performing the quaternary cooling.
- the preferable manufacturing method of the low yield ratio high-strength hot-rolled steel sheet of this invention is demonstrated.
- the steel material having the above composition is subjected to a hot rolling process, a cooling process, and a winding process to obtain a hot rolled steel sheet.
- a steel material such as a slab by a known melting method.
- the obtained steel material is subjected to a hot rolling process.
- a steel material having the above composition is heated to a heating temperature of 1050 to 1300 ° C., subjected to rough rolling to form a sheet bar, and the sheet bar is subjected to a cumulative reduction in a temperature range of 930 ° C. or less.
- Rate It is a process of applying hot rolling to 50% or more to obtain a hot-rolled steel sheet. Heating temperature: 1050-1300 ° C
- the steel material used in the present invention essentially contains Nb and Ti as described above.
- the heating temperature of the steel material is 1050 ° C. or higher. If it is less than 1050 degreeC, each element will remain undissolved and desired steel plate strength will not be obtained. On the other hand, when the temperature exceeds 1300 ° C., the crystal grains become coarse and the steel sheet toughness decreases. For this reason, the heating temperature of the steel material was limited to 1050-1300 ° C.
- the steel material heated to the above heating temperature is subjected to rough rolling to form a sheet bar.
- the conditions for rough rolling need not be particularly limited as long as a sheet bar having a desired size and shape can be secured.
- Finish rolling is a rolling with a cumulative reduction ratio of 50% or more in a temperature range of 930 ° C. or lower. Cumulative rolling reduction in the temperature range below 930 ° C: 50% or more 50% cumulative rolling reduction in the temperature range below 930 ° C due to the refinement of bainitic ferrite and fine dispersion of massive martensite in the inner layer structure That's it. If the cumulative rolling reduction in the temperature range of 930 ° C or lower is less than 50%, the rolling amount is insufficient, and fine bainitic ferrite that is the main phase in the inner layer structure cannot be secured.
- the cumulative rolling reduction in the temperature range of 930 ° C. or lower in finish rolling is limited to 50% or more.
- the cumulative rolling reduction is preferably 80% or less. Even if the rolling reduction exceeds 80%, the effect is saturated, the occurrence of segregation becomes significant, and the Charpy impact test absorbed energy may be reduced.
- the finish rolling temperature of finish rolling is preferably 850 to 760 ° C.
- finishing temperature of finish rolling exceeds 850 ° C and becomes high, it is necessary to increase the reduction amount per pass in order to increase the cumulative reduction rate in the temperature range of 930 ° C or less to 50% or more. There may be an increase in load.
- the temperature is lower than 760 ° C., ferrite is produced during rolling, which causes coarsening of the structure and precipitates, and may reduce the low temperature toughness and strength.
- the obtained hot-rolled steel sheet is then subjected to a cooling step.
- the cooling step starts cooling immediately after finishing rolling, and performs primary cooling to cool to a temperature below the martensitic transformation start temperature (Ms point) at an average cooling rate of 100 ° C./s or more at the surface temperature,
- Ms point martensitic transformation start temperature
- the secondary cooling is maintained for 1 s or more at a surface temperature of 600 ° C. or more, and after the completion of the secondary cooling, the temperature at the center of the plate thickness is 600 to 600 ° C. at an average cooling rate of 5 to 30 ° C./s.
- the cooling rate in the primary cooling means the average of the temperature range of 600 to 450 ° C. at the surface temperature.
- the upper limit of the average cooling rate of primary cooling is not limited. Depending on the capacity of the cooling device used, it is possible to cool at a higher rate.
- Ms point martensitic transformation start temperature
- tissue it is less than 10 second, Preferably it is less than 7 second. If it stays for a long time in the temperature range below Ms point, the area
- Secondary cooling is followed by primary cooling, but in secondary cooling, it is not particularly cooled, and is retained for 1 s or more at a surface temperature of 600 ° C. or higher by reheating or heating from the inside.
- the martensite phase and the bainite phase are tempered, and the surface layer structure becomes a tempered martensite phase single phase structure or a mixed structure of the tempered martensite phase and the tempered bainite phase.
- the steel sheet surface temperature is less than 600 ° C. and the residence time is less than 1 s, the tempering of the surface layer structure becomes insufficient. For this reason, secondary cooling was set as the process which makes 1 s or more stay at the temperature of a steel plate surface temperature of 600 degreeC or more.
- the method for raising the surface temperature of the steel sheet to a temperature of 600 ° C. or higher includes a method using heat in the thickness direction and a method using an external heating facility, but is not particularly limited.
- a steel sheet surface layer structure is formed by primary cooling and secondary cooling, followed by tertiary cooling to form a steel sheet inner layer structure having bainitic ferrite as the main phase and massive martensite as the second phase.
- the cooling rate of the tertiary cooling is an average cooling rate of 750 to 600 ° C., which is the polygonal ferrite formation temperature range, in the center of the plate thickness, and is in the range of 5 to 30 ° C./s.
- the average cooling rate is less than 5 ° C./s, the structure of the inner layer becomes a structure mainly composed of polygonal ferrite, and it becomes difficult to secure a structure having a desired bainitic ferrite as a main phase.
- the average cooling rate exceeds 30 ° C./s, the concentration of the alloy elements into untransformed austenite becomes insufficient, and the desired amount of massive martensite cannot be finely dispersed by the subsequent cooling.
- the cooling rate at the central portion of the plate thickness is limited to 5 to 30 ° C./s, and preferably 5 to 25 ° C./s.
- the temperature at the center of the plate thickness can be obtained by heat transfer calculation or the like based on the surface temperature of the steel plate, the temperature of the cooling water, the amount of water, and the like.
- the cooling stop temperature in the tertiary cooling is in the range of 600 to 450 ° C. If the cooling stop temperature is higher than the above-described temperature range, it is difficult to secure a structure of the inner layer whose main phase is desired bainitic ferrite.
- FIG. 1 schematically shows the cooling in the temperature range from the cooling stop temperature of the tertiary cooling to the winding temperature as the fourth cooling at the plate thickness center temperature.
- the fourth cooling is slow cooling as shown in FIG.
- slow cooling is cooling from the cooling stop temperature of the above-mentioned tertiary cooling to the coiling temperature at the sheet thickness center temperature, an average cooling rate of 2 ° C / s or less, preferably 1.5 ° C / s or less?
- the cooling is to be retained for 20 seconds or more in the temperature range from the cooling stop temperature of the above-described tertiary cooling to the coiling temperature.
- the untransformed ⁇ remains between the bainitic ferrites, resulting in a rod-like shape, making it difficult to produce the desired massive martensite.
- the hot rolled steel sheet is subjected to a winding process.
- the winding process is a winding process at a surface temperature and a winding temperature of 450 ° C. or higher. If the coiling temperature is less than 450 ° C., the desired low yield ratio cannot be realized. For this reason, the coiling temperature was limited to 450 ° C. or higher. By setting it as the above-mentioned process, it can be made to retain for a predetermined time or more in the temperature range in which ferrite and austenite coexist.
- a hot-rolled steel sheet manufactured by the above-described manufacturing method is used as a pipe-forming material, and is subjected to a normal pipe-making process to be a spiral steel pipe or an electric-welded steel pipe.
- the pipe making process is not particularly limited, and any ordinary process can be applied.
- the present invention will be described in more detail based on examples.
- the molten steel having the composition shown in Table 1 was made into a slab (thickness: 220 mm) by a continuous casting method to obtain a steel material. Next, these steel materials are heated to the heating temperature shown in Table 2 and subjected to rough rolling to form a sheet bar, and then the sheet bar is subjected to finish rolling under the conditions shown in Table 2 to obtain a hot-rolled steel sheet (sheet thickness: A hot rolling process of 8 to 25 mm) was performed. Immediately after finishing rolling, the obtained hot-rolled steel sheet was subjected to a cooling process including primary cooling to quaternary cooling shown in Table 2. After the cooling step, a winding step of winding at a winding temperature shown in Table 2 and then allowing to cool was performed.
- a test piece was collected and subjected to a structure observation, a tensile test, an impact test, and a hardness test.
- the test method is as follows. (1) Microstructure observation From the obtained hot-rolled steel sheet, a microstructural specimen was taken so that the cross section in the rolling direction (L cross section) became the observation surface. The test piece was polished and subjected to Nital corrosion, and the structure was observed and imaged using an optical microscope (magnification: 500 times) or an electron microscope (magnification: 2000 times). The type of tissue, the tissue fraction (area ratio) of each phase, and the average particle diameter were measured from the obtained inner layer structure photograph using an image analyzer.
- the average particle size of bainitic ferrite which is the main phase in the inner layer structure, was determined by a cutting method in accordance with JISG 0552.
- the aspect ratio of the martensite grain is the ratio of the length in the longitudinal direction of each grain, that is, the direction in which the grain size is maximum (long side) and the length in the direction perpendicular to the length (short side), (long side). / (Short side). Martensite grains having an aspect ratio of less than 5.0 are defined as massive martensite. Martensite having an aspect ratio of 5.0 or more is referred to as “bar-shaped” martensite.
- the size of the massive martensite is 1/2 the sum of the long side length and the short side length of each grain of the massive martensite, and the diameter of each obtained grain is arithmetically averaged.
- the average size of martensite was used.
- the largest value among the diameter of each grain of massive martensite was made into the maximum of the magnitude
- the measured martensite grains were 100 or more.
- Full thickness test pieces (width 38.1 mm; GL 50 mm) were collected and subjected to a tensile test in accordance with ASTM A 370 regulations to determine tensile properties (yield strength YS, tensile strength TS).
- (3) Impact test V-notch test specimens were taken from the obtained hot-rolled steel sheet so that the longitudinal direction of the test specimen was perpendicular to the rolling direction, and the Charby impact test was conducted in accordance with ASTM 370 regulations.
- the fracture surface transition temperature vTrs (° C.) was obtained.
- a spiral steel pipe (outer diameter: 1067 mm ⁇ ) was manufactured by a spiral pipe making process using the obtained hot-rolled steel sheet as a pipe material.
- From the obtained steel pipe take a tensile test piece (test piece specified in API) so that the tensile direction is the pipe circumferential direction, conduct a tensile test in accordance with the provisions of ASTMA 370, and obtain tensile properties (yield).
- the yield strength in the direction of 30 degrees from the rolling direction was 480 MPa or more
- the tensile strength in the sheet width direction was 600 MPa or more
- the fracture surface transition temperature vTrs was ⁇ It has excellent toughness of 80 ° C or less and a low yield ratio high strength high toughness hot rolled steel sheet with a yield ratio of 85% or less.
- a hot-rolled steel sheet having the desired characteristics has not been obtained depending on whether the toughness is reduced or the low yield ratio is not ensured.
- the steel sheet is suitable as a material for spiral steel pipes or ERW steel pipes.
Abstract
Description
このような要求に対し、例えば特許文献1には、低温靭性に優れた低降伏比高張力ラインパイプ用熱延鋼板の製造方法が記載されている。特許文献1に記載された技術では、重量%で、C:0.03~0.12%、Si:0.50%以下、Mn:1.70%以下、Al:0.070%以下を含有し、さらに、Nb:0.01~0.05%、V:0.01~0.02%、Ti:0.01~0.20%のうちの少なくとも1種を含有する鋼スラブを、1180~1300℃に加熱した後、粗圧延終了温度:950~1050℃、仕上圧延終了温度:760~800℃の条件で熱間圧延を行い、5~20℃/s の冷却速度で冷却し、670℃に至るまでの間に空冷を開始し5~20s間保持し、ついで20℃/s以上の冷却速度で冷却し、500℃以下の温度で巻取り、熱延鋼板とするとしている。特許文献1に記載された技術によれば、引張強さ60kg/mm2以上(590MPa以上)で降伏比が85%以下、破面遷移温度:-60℃以下の高靭性を有する熱延鋼板が製造できるとしている。
また、特許文献2には、高強度低降伏比パイプ用熱延鋼板の製造方法が記載されている。特許文献2に記載された技術は、C:0.02~0.12%、Si:0.1~1.5%、Mn:2.0%以下、Al:0.01~0.10%を含有し、さらに、Mo+Cr:0.1~1.5%を含有する鋼を1000~1300℃に加熱し、750~950℃の範囲で熱問圧延を終了し、冷却速度:10~50℃/sにて巻取温度まで冷却し、480~600℃の範囲で巻取る、熱延鋼板の製造方法である。特許文献2に記載された技術によれば、オーステナイト温度域からの急冷を行うことなく、フェライトを主体とし、面積率で1~20% のマルテンサイトを有し、降伏比が85%以下で、かつ造管後の降伏強さ低下量の少ない熱延鋼板が得られるとしている。
また、特許文献3には、低温靭性に優れた低降伏比電縫鋼管の製造方法が記載されている。特許文献3に記載された技術では、質量%で、C:0.01~0.09% 、Si:0 .50%以下、Mn:2.5%以下、Al:0.01~0.10% 、Nb:0.005~0.10%を含み、さらにMo:0.5%以下、Cu:0.5%以下、Ni:0.5%以下、Cr:0 .5%以下のうちの1種または2種以上を、Mn、Si、P、Cr、Ni、Moの含有量の関係式であるMneqが2.0以上を満足するように含有する組成のスラブを熱間圧延し、5℃/s以上の冷却速度で500~650℃まで冷却して巻取り、この温度範囲で10min以上滞留させてから500℃未満の温度まで冷却して熱延鋼板とし、該熱延鋼板を造管して電縫鋼管とする。特許文献3に記載された技術によれば、ベイニティックフェライトを主相とし、3%以上のマルテンサイトと、必要に応じ1%以上の残留オーステナイトを含む組織を有し、破面遷移温度が-50℃以下で、低温靭性に優れ、かつ高い塑性変形吸収能を有する電縫鋼管を製造できるとしている。
また、特許文献4には、低降伏比高靭性厚鋼板が記載されている。特許文献4に記載された技術では、C:0.03~0.15%、Si:1.0%以下、Mn:1.0~2.0%、Al:0.005~0.060%、Ti:0.008~0.030%、N:0.0020~0.010%、O:0.010%以下を含む組成のスラブに、好ましくは950~1300℃に加熱し、(Ar3変態点+100℃)~(Ar3変態点+150℃)の温度範囲での圧下率を10% 以上とし、仕上げ圧延温度を800~700℃とした熱間圧延を施したのち、仕上げ圧延温度から-50℃以内で加速冷却を開始し、5~50℃/sの平均冷却速度で400~150℃まで水冷したのち、空冷することにより、平均粒径が10~50μmのフェライトと、1~20面積%の島状マルテンサイトが分散したベイナイトとの混合組織を有する低降伏比で高靭性の厚鋼板を得ることができるとしている。なお、島状マルテンサイトの形状(棒状、塊状:後述)についての言及は無い。 In recent years, spiral steel pipes that are formed by spirally winding a steel sheet can be used to efficiently produce large-diameter steel pipes, and in recent years have come to be widely used as line pipes for transporting crude oil and natural gas. In particular, pipelines for long-distance transportation are required to have high transportation efficiency and have a high pressure, and there are many oil wells and gas wells in cold regions, and they often pass through cold regions. For this reason, the line pipe used is required to have high strength and high toughness. Furthermore, from the viewpoint of buckling resistance and earthquake resistance, the line pipe is required to have a low yield ratio. The yield ratio of the spiral steel pipe in the longitudinal direction of the pipe hardly changes depending on the pipe making, and almost coincides with that of the hot-rolled steel sheet. Therefore, in order to reduce the yield ratio of a line pipe made of spiral steel pipe, it is necessary to lower the yield ratio of the hot-rolled steel sheet as the material.
In response to such a demand, for example, Patent Document 1 describes a method of manufacturing a hot-rolled steel sheet for a low-yield ratio high-tensile line pipe excellent in low-temperature toughness. The technique described in Patent Document 1 contains, by weight, C: 0.03-0.12%, Si: 0.50% or less, Mn: 1.70% or less, Al: 0.070% or less, and Nb: 0.01-0.05%. , V: 0.01 to 0.02%, Ti: 0.01 to 0.20% of a steel slab containing at least one kind is heated to 1180 to 1300 ° C, then rough rolling finish temperature: 950 to 1050 ° C, finish rolling finish temperature : Hot rolled under conditions of 760 to 800 ° C, cooled at a cooling rate of 5 to 20 ° C / s, started air cooling until reaching 670 ° C, held for 5 to 20s, then 20 ° C / It is cooled at a cooling rate of s or higher and wound at a temperature of 500 ° C. or lower to form a hot rolled steel sheet. According to the technique described in Patent Document 1, the tensile strength of 60 kg / mm 2 or more (590 MPa or higher) in yield ratio of 85% or less, fracture appearance transition temperature: hot-rolled steel sheet having a -60 ° C. or less of the high toughness It can be manufactured.
Patent Document 2 describes a method for producing a hot-rolled steel sheet for a high-strength, low-yield ratio pipe. The technology described in Patent Document 2 contains C: 0.02 to 0.12%, Si: 0.1 to 1.5%, Mn: 2.0% or less, Al: 0.01 to 0.10%, and Mo + Cr: 0.1 to 1.5% The steel to be heated is heated to 1000-1300 ° C, the hot rolling is finished in the range of 750-950 ° C, cooled to the coiling temperature at a cooling rate of 10-50 ° C / s, and in the range of 480-600 ° C. It is a manufacturing method of the hot-rolled steel plate wound up. According to the technique described in Patent Document 2, without quenching from the austenite temperature range, it is mainly composed of ferrite, has a martensite with an area ratio of 1 to 20%, has a yield ratio of 85% or less, In addition, it is said that a hot-rolled steel sheet with a small decrease in yield strength after pipe making can be obtained.
Patent Document 3 describes a method for producing a low yield ratio electric resistance welded steel pipe excellent in low temperature toughness. The technology described in Patent Document 3 includes, in mass%, C: 0.01 to 0.09%, Si: 0.50% or less, Mn: 2.5% or less, Al: 0.01 to 0.10%, Nb: 0.005 to 0.10% In addition, one or more of Mo: 0.5% or less, Cu: 0.5% or less, Ni: 0.5% or less, Cr: 0.5% or less, Mn, Si, P, Cr, Ni, Mo A slab with a composition containing Mneq that satisfies the content relation of 2.0 or more is hot-rolled, cooled to 500 to 650 ° C at a cooling rate of 5 ° C / s or more, and this temperature range. Then, the steel sheet is retained for 10 minutes or more and then cooled to a temperature of less than 500 ° C. to form a hot-rolled steel sheet. According to the technique described in Patent Document 3, it has a structure containing bainitic ferrite as a main phase and containing 3% or more martensite and, if necessary, 1% or more retained austenite, and has a fracture surface transition temperature of It is said that ERW steel pipes with excellent low temperature toughness and high plastic deformation absorption ability can be manufactured at -50 ° C or lower.
Patent Document 4 describes a low yield ratio high toughness thick steel plate. In the technique described in Patent Document 4, C: 0.03 to 0.15%, Si: 1.0% or less, Mn: 1.0 to 2.0%, Al: 0.005 to 0.060%, Ti: 0.008 to 0.030%, N: 0.0020 to 0.010% , O: Heated to a slab having a composition containing 0.010% or less, preferably 950 to 1300 ° C, and the reduction rate in the temperature range of (Ar3 transformation point + 100 ° C) to (Ar3 transformation point + 150 ° C) is 10% or more. After hot rolling at a finish rolling temperature of 800-700 ° C, accelerated cooling is started within -50 ° C from the finish rolling temperature, and up to 400-150 ° C at an average cooling rate of 5-50 ° C / s. After cooling with water, air-cooled steel sheets with a low yield ratio and high toughness having a mixed structure of ferrite with an average particle size of 10 to 50 μm and bainite with 1 to 20 area% of island martensite dispersed You can get. In addition, there is no mention about the shape (bar shape, lump shape: mentioned later) of island martensite.
また、特許文献2に記載された技術では、依然として造管後の降伏強さの低下が認められ、最近の鋼管強度の増加要求を満足できない場合が生じるという問題がある。
また、特許文献3に記載された技術では、最近の寒冷地仕様である、破面遷移温度vTrsが-80℃以下という優れた低温靭性を安定して確保できるまでには至っていないという問題がある。
また、特許文献4に記載された技術で得られた厚鋼板では、破面遷移温度vTrsで高々-30~-41℃程度の靭性しか確保できておらず、最近の更なる靭性向上の要望には対処できないという問題がある。
また、近年、原油等を高効率で輸送するという要求から、高強度でかつ厚肉の鋼管用素材が求められている。しかし、高強度化のために合金元素量が増大すること、厚肉化に伴い熱延鋼板製造工程での急冷処理を余儀なくされること、という問題がある。熱延鋼板は、限られた長さの水冷帯を高速で搬送されてコイル状に巻取られるため、板厚が厚くなるほど強い冷却を行う必要がある。このため、鋼板の表面硬さが必要以上に高くなるという問題がある。
特に、例えば、10mm以上と板厚が厚い熱延鋼板を製造する場合、仕上圧延では100~250mpmという高速で通板するため、仕上圧延後の冷却帯も同様に高速で通板される。そのため、板厚が厚くなるほど大きな熱伝達係数を有する冷却を行う必要がある。このため、熱延鋼板の表面硬さが必要以上に高くなり、熱延鋼板表面は板厚内部に比べて硬化し、しかも不均一な分布を示すことが多くなるという問題がある。このような硬さの不均一な分布は、鋼管特性のバラツキを生じるという問題も生じている。また、この表面硬さ分布における不均一化は、冷却過程の遷移沸騰温度域(膜沸騰と核沸騰の境界)に鋼板表面が滞留することにより生じる。回避のためには、鋼板の表面温度が500℃以下にならないようにする必要があるが、板厚が厚い場合には、内部の冷却速度が遅くなりすぎて、所望の内層組織を形成することができなくなる。一方、鋼板表面温度を、遷移沸騰領域より低い温度域まで低下させることにより、表面硬さの均一化が実現できるが、断面最高硬さがHV0.5で300ポイントを超えるようになる。この硬さの上昇により、造管後のパイプ形状の不具合に留まらず、鋼管特性の不具合、さらには造管できないという問題も顕在化してくる。
本発明は、かかる従来技術の問題を解決し、複雑な熱処理を施すことなく、また、大掛かりな設備改造を行なうことなく、鋼管用素材、とくにスパイラル鋼管用として好適な、スパイラル造管後の強度低下が防止できる、低温靭性に優れた低降伏比高強度熱延鋼板を提供することを目的とする。特に、板厚8mm以上(より好ましくは10mm以上)50mm以下(より好ましくは25mm以下)の低温靭性に優れた低降伏比高強度熱延鋼板を提供することを目的とする。ここでいう「高強度」とは、圧延方向から30度方向の降伏強さが480MPa以上、板幅方向の引張強さが600MPa以上である場合を、また「低温靭性に優れた」とは、シャルピー衝撃試験の破面遷移温度vTrsが-80℃以下である場合を、また、「低降伏比」 とは、連続降伏型の応力歪曲線を示し、降伏比が85%以下である場合を、それぞれ云うものとする。また、「鋼板」には鋼板および鋼帯を含むものとする。 However, in the technique described in Patent Document 1, since the cooling rate is large before and after air cooling, particularly after air cooling, it is necessary to quickly and appropriately control the cooling rate, the cooling stop temperature, and the like. In order to manufacture a steel plate, there is a problem that a large-scale cooling facility is required. Moreover, the hot-rolled steel sheet obtained by the technique described in Patent Document 1 has a problem that it has a structure mainly composed of soft polygonal ferrite and it is difficult to obtain a desired high strength.
Moreover, in the technique described in Patent Document 2, a decrease in yield strength after pipe forming is still recognized, and there is a problem that a recent increase in steel pipe strength cannot be satisfied.
In addition, the technique described in Patent Document 3 has a problem that it has not yet been able to stably secure excellent low-temperature toughness, which is a recent cold region specification, with a fracture surface transition temperature vTrs of −80 ° C. or lower. .
In addition, the thick steel plate obtained by the technique described in Patent Document 4 can only secure a toughness of about −30 to −41 ° C. at the fracture surface transition temperature vTrs at the latest. There is a problem that can not be dealt with.
In recent years, high strength and thick steel pipe materials have been demanded from the requirement of transporting crude oil and the like with high efficiency. However, there is a problem that the amount of alloying elements is increased for increasing the strength, and a rapid cooling process in the hot-rolled steel sheet manufacturing process is inevitably accompanied with the increase in thickness. Since a hot-rolled steel sheet is transported at a high speed through a limited length of a water-cooled zone and wound in a coil shape, it is necessary to perform strong cooling as the plate thickness increases. For this reason, there exists a problem that the surface hardness of a steel plate becomes higher than necessary.
In particular, for example, when manufacturing a hot-rolled steel sheet having a thickness of 10 mm or more, the finishing zone is fed at a high speed of 100 to 250 mpm, so that the cooling zone after the finish rolling is similarly fed at a high speed. Therefore, it is necessary to perform cooling having a large heat transfer coefficient as the plate thickness increases. For this reason, there is a problem that the surface hardness of the hot-rolled steel sheet becomes higher than necessary, and the surface of the hot-rolled steel sheet is hardened as compared with the inside of the plate thickness, and the uneven distribution is often increased. Such a non-uniform distribution of hardness also causes a problem that the steel pipe characteristics vary. Further, the nonuniformity in the surface hardness distribution is caused by the steel sheet surface staying in the transition boiling temperature region (boundary between film boiling and nucleate boiling) in the cooling process. In order to avoid this, it is necessary to prevent the surface temperature of the steel sheet from becoming 500 ° C or lower. However, if the plate is thick, the internal cooling rate will be too slow to form the desired inner layer structure. Can not be. On the other hand, by reducing the steel sheet surface temperature to a temperature range lower than the transition boiling region, the surface hardness can be made uniform, but the maximum hardness of the cross section exceeds 300 points at HV0.5. Due to this increase in hardness, not only the problem of the pipe shape after pipe making, but also the problems of the steel pipe characteristics and the inability to make pipes become obvious.
The present invention solves the problems of the prior art, and does not require complex heat treatment, and without extensive modification of equipment, and is suitable for steel pipe materials, particularly for spiral steel pipes. An object of the present invention is to provide a high yield hot-rolled steel sheet having a low yield ratio and excellent in low temperature toughness that can be prevented from lowering. In particular, an object is to provide a low yield ratio high strength hot-rolled steel sheet having excellent low-temperature toughness having a thickness of 8 mm or more (more preferably 10 mm or more) and 50 mm or less (more preferably 25 mm or less). The term “high strength” as used herein refers to the case where the yield strength in the 30-degree direction from the rolling direction is 480 MPa or more and the tensile strength in the sheet width direction is 600 MPa or more, and “excellent in low temperature toughness” When the fracture surface transition temperature vTrs of the Charpy impact test is -80 ° C or less, and "low yield ratio" indicates a continuous yield type stress-strain curve and the yield ratio is 85% or less, Each shall be said. The “steel plate” includes a steel plate and a steel strip.
そこで、本発明者らは、更なる研究を行った結果、鋼板の組織を、微細なベイニティックフェライトを主相とし、該ベイニティックフェライト中に硬質な塊状マルテンサイトを微細分散させた組織とすることにより、造管後、とくにスパイラル造管後の強度低下を防止できるとともに、85%以下の低降伏比を有し、さらに優れた靭性をも兼備する鋼管とすることができることに想到した。このような組織とすることにより、鋼管素材である鋼板の加工硬化能が向上するため、造管時における管外面側での加工硬化により十分な強度上昇が得られ、造管後、とくにスパイラル造管後、の強度低下を抑制できること、さらに、塊状マルテンサイトを微細に分散させることにより、靭性が顕著に向上することを知見した。
また、鋼板表面硬さの不均一な上昇を防止し、成形後のパイプ形状に優れ、しかも均一変形能を有する鋼管とするためには、鋼板表面組織を焼戻マルテンサイト相単相あるいは焼戻マルテンサイトと焼戻ベイナイトとの混合相とすることが有効であることも知見した。
本発明は、かかる知見に基づき、さらに検討を加えて完成されたものである。すなわち、本発明の要旨は、次のとおりである。
(1)質量%で、C:0.03~0.10%、Si:0.01~0.50%、Mn:1.4~2.2%、P:0.025%以下、S:0.005%以下、Al:0.005~0.10%、Nb:0.02~0.10%、Ti:0.001~0.030%、Mo:0.01~0.50%、Cr:0.01~0.50%、Ni:0.01~0.50%を含み、残部Feおよび不可避的不純物からなる組成を有し、内層が、平均粒径10μm以下のベイニティックフェライトを主相とし、第二相として、面積率で1.4~15%のアスペクト比:5.0未満の塊状マルテンサイトを含む組織であり、表層が、焼戻マルテンサイト相または焼戻マルテンサイト相と焼戻ベイナイト相とからなる組織である、ことを特徴とする熱延鋼板。
(2)(1)において、前記組成が、質量%で、次(1)式
Moeq (%) =Mo+0.36Cr+0.77Mn+0.07Ni ‥‥ (1)
(ここで、Mn、Ni、Cr、Mo:各元素の含有量(質量%))
で定義されるMoeqが1.4~2.2%の範囲を満足する組成であることを特徴とする熱延鋼板。
(3)(1)または(2)において、前記組成に加えてさらに、質量%で、Cu:0.50%以下、V:0.10%以下、B:0.0005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする熱延鋼板。
(4)(1)ないし(3)のいずれかにおいて、前記組成に加えてさらに、質量%で、Ca:0.0005~0.0050%を含有することを特徴とする熱延鋼板。
(5)(1)ないし(4)のいずれかにおいて、前記塊状マルテンサイトの大きさが、最大で5.0μm以下、平均で、0.5~3.0μmであることを特徴とする熱延鋼板。
(6)(1)ないし(5)のいずれかにおいて、板厚方向表面から深さ0.5mm位置の硬さが板厚方向最高硬さの95%以下であることを特徴とする熱延鋼板。
(7)鋼素材に、熱延工程、冷却工程、巻取工程を施して、熱延鋼板とするにあたり、前記鋼素材を、質量%で、C:0.03~0.10%、Si:0.01~0.50%、Mn:1.4~2.2%、P:0.025%以下、S:0.005%以下、Al:0.005~0.10%、Nb:0.02~0.10%、Ti:0.001~0.030%、Mo:0.01~0.50%、Cr:0.01~0.50%、Ni:0.01~0.50%を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材とし、前記熱延工程を、前記鋼素材を加熱温度:1050~1300℃に加熱し、該加熱された鋼素材に、粗圧延を施しシートバーとし、該シートバーに、930℃以下の温度域での累積圧下率:50%以上となる仕上圧延を施し熱延鋼板とする工程とし、前記冷却工程を、仕上圧延終了後直ちに冷却を開始し、表面温度で、100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度(Ms点)以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却と、該二次冷却終了後、板厚中央部温度で、平均で5~30℃/sの冷却速度で、600~450℃ の温度域の冷却停止温度まで冷却する三次冷却と、さらに、該三次冷却の冷却停止温度から巻取温度までを板厚中央部温度で、平均で2℃/s以下の冷却速度で冷却するか、あるいは前記三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる四次冷却とを順次施す工程とし、前記巻取工程を、表面温度で巻取温度:450℃以上で巻取る工程とする、ことを特徴とする熱延鋼板の製造方法。
(8)(7)において、 前記組成が、質量%で、次(1)式
Moeq(%)=Mo+0.36Cr+0.77Mn+0.07Ni ‥‥‥(1)
(ここで、Mn、Ni、Cr、Mo:各元素の含有量(質量%))
で定義されるMoeqが1.4~2.2%の範囲を満足する組成であることを特徴とする熱延鋼板の製造方法。
(9)(7)または(8)において、前記組成に加えてさらに、質量%で、Cu:0.50%以下、V:0.10%以下、B:0.0005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする熱延鋼板の製造方法。
(10)(7)ないし(9)のいずれかにおいて、前記組成に加えてさらに、質量%で、Ca:0.0005~0.0050%を含有することを特徴とする熱延鋼板の製造方法。 In order to achieve the above-mentioned object, the present inventors diligently studied various factors affecting steel pipe strength after pipe making and steel pipe toughness. As a result, the decrease in strength due to pipe making is caused by the decrease in yield strength due to the Bauschinger effect on the inner surface of the tube where compressive stress acts and the disappearance of yield elongation on the outer surface side where tensile stress acts. I found out.
Therefore, as a result of further research, the inventors have made a structure in which the structure of the steel sheet has fine bainitic ferrite as a main phase, and hard massive martensite is finely dispersed in the bainitic ferrite. As a result, it was conceived that a steel pipe having a low yield ratio of 85% or less and further excellent toughness can be obtained after pipe making, in particular, after strength reduction after spiral pipe making. . With such a structure, the work hardening ability of the steel sheet, which is the steel pipe material, is improved, so that a sufficient increase in strength is obtained by work hardening on the pipe outer surface side during pipe making. It has been found that the strength reduction after the pipe can be suppressed and that the toughness is remarkably improved by finely dispersing the massive martensite.
In addition, in order to prevent a non-uniform increase in the surface hardness of the steel sheet, to make a steel pipe excellent in pipe shape after forming and having a uniform deformability, the surface structure of the steel sheet is tempered martensite phase single phase or tempered. It was also found that a mixed phase of martensite and tempered bainite is effective.
The present invention has been completed based on such findings and further studies. That is, the gist of the present invention is as follows.
(1) By mass%, C: 0.03 to 0.10%, Si: 0.01 to 0.50%, Mn: 1.4 to 2.2%, P: 0.025% or less, S: 0.005% or less, Al: 0.005 to 0.10%, Nb: 0.02 0.10%, Ti: 0.001 to 0.030%, Mo: 0.01 to 0.50%, Cr: 0.01 to 0.50%, Ni: 0.01 to 0.50%, the composition of the balance Fe and unavoidable impurities, Bainitic ferrite with an average particle size of 10 μm or less as the main phase, and the second phase is a structure containing massive martensite with an area ratio of 1.4 to 15% in area ratio: less than 5.0, and the surface layer is tempered martensite A hot-rolled steel sheet characterized by having a structure comprising a phase or a tempered martensite phase and a tempered bainite phase.
(2) In (1), the composition is expressed by mass%, and the following formula (1)
Moeq (%) = Mo + 0.36Cr + 0.77Mn + 0.07Ni (1)
(Where Mn, Ni, Cr, Mo: content of each element (mass%))
A hot-rolled steel sheet characterized by having a composition satisfying a Moeq defined in the range of 1.4 to 2.2%.
(3) In (1) or (2), in addition to the above composition, in addition to mass, Cu: 0.50% or less, V: 0.10% or less, B: 0.0005% or less A hot-rolled steel sheet containing more than seeds.
(4) A hot rolled steel sheet according to any one of (1) to (3), further containing Ca: 0.0005 to 0.0050% by mass% in addition to the above composition.
(5) The hot rolled steel sheet according to any one of (1) to (4), wherein the bulk martensite has a maximum size of 5.0 μm or less and an average of 0.5 to 3.0 μm.
(6) The hot rolled steel sheet according to any one of (1) to (5), wherein the hardness at a depth of 0.5 mm from the surface in the thickness direction is 95% or less of the maximum hardness in the thickness direction.
(7) When the steel material is subjected to a hot rolling process, a cooling process, and a winding process to obtain a hot rolled steel sheet, the steel material is, in mass%, C: 0.03-0.10%, Si: 0.01-0.50% , Mn: 1.4 to 2.2%, P: 0.025% or less, S: 0.005% or less, Al: 0.005 to 0.10%, Nb: 0.02 to 0.10%, Ti: 0.001 to 0.030%, Mo: 0.01 to 0.50%, Cr: A steel material having a composition comprising 0.01 to 0.50%, Ni: 0.01 to 0.50%, the balance being Fe and inevitable impurities, and the hot rolling step, heating the steel material to a heating temperature of 1050 to 1300 ° C, The heated steel material is subjected to rough rolling to form a sheet bar, and the sheet bar is subjected to a finish rolling at a temperature range of 930 ° C. or lower and finish rolling to be 50% or more to form a hot rolled steel sheet, The cooling process is started immediately after finishing rolling, and the surface temperature is equal to or lower than the martensite transformation start temperature (Ms point) at an average cooling rate of 100 ° C./s or higher. Primary cooling to a temperature of 2 ° C., secondary cooling in which the surface temperature stays at a temperature of 600 ° C. or higher for 1 s or more after the completion of the primary cooling, and the average thickness of the central portion after the secondary cooling is 5 to The tertiary cooling that cools to a cooling stop temperature in the temperature range of 600 to 450 ° C at a cooling rate of 30 ° C / s, and the average from the cooling stop temperature of the tertiary cooling to the coiling temperature at the center temperature of the plate thickness And cooling at a cooling rate of 2 ° C./s or less, or quaternary cooling in which the liquid is retained for 20 seconds or more in the temperature range from the cooling stop temperature of the tertiary cooling to the coiling temperature. A method for producing a hot-rolled steel sheet, characterized by a step of winding at a surface temperature and a winding temperature: 450 ° C. or higher.
(8) In (7), the composition is expressed by mass%, and the following formula (1)
Moeq (%) = Mo + 0.36Cr + 0.77Mn + 0.07Ni (1)
(Where Mn, Ni, Cr, Mo: content of each element (mass%))
A method for producing a hot-rolled steel sheet, characterized by having a composition satisfying a Moeq defined in the range of 1.4 to 2.2%.
(9) In (7) or (8), in addition to the above-mentioned composition, by mass%, one or two selected from Cu: 0.50% or less, V: 0.10% or less, B: 0.0005% or less The manufacturing method of the hot rolled sheet steel characterized by including a seed or more.
(10) The method for producing a hot-rolled steel sheet according to any one of (7) to (9), further comprising Ca: 0.0005 to 0.0050% by mass% in addition to the above composition.
C:0.03~0.10%
Cは、炭化物として析出し、析出強化を介し鋼板の強度増加に寄与する。結晶粒微細化を介し鋼板の靭性向上にも寄与する元素でもある。さらに、Cは、鋼中に固溶しオーステナイトを安定化し、未変態オーステナイトの形成を促進する作用を有する。これらの効果を得るためには、0.03%以上の含有を必要とする。一方、0.10%を超える含有は、結晶粒界に粗大なセメンタイトを形成する傾向が強くなり、靭性が低下する。このため、Cは0.03~0.10%の範囲に限定した。なお、好ましくは0.04~0.09%である。
Si:0.01~0.50%
Siは、固溶強化を介して鋼板の強度増加に寄与する。また、硬質第二相(例えば、マルテンサイト)の形成を介し、降伏比低減に寄与する。これらの効果を得るためには、0.01%以上の含有を必要とする。一方、0.50%を超える含有は、ファイヤライトを含む酸化スケールの生成が顕著となり、鋼板外観性状が低下する。このため、Siは0.01~0.50%の範囲に限定した。なお、好ましくは0.20~0.40%である。
Mn:1.4~2.2%
Mnは、固溶して鋼の焼入れ性を向上させ、マルテンサイトの生成を促進させる。また、ベイニティックフェライト変態開始温度を低下させ、組織の微細化を介して鋼板靭性の向上に寄与する元素である。これらの効果を得るためには、1.4%以上の含有を必要とする。一方、2.2%を超える含有は、溶接熱影響部の靭性を低下させる。このため、Mnは1.4~2.2%の範囲に限定した。なお、塊状マルテンサイトの安定生成という観点からは、好ましくは1.6~2.0%である。
P : 0.025%以下
Pは、固溶して鋼板強度の増加に寄与するが、同時に靭性を低下させる。このため、本発明では、Pは不純物として可及的に低減することが好ましい。しかし、0.025%までは許容できる。このようなことから、Pは0.025%以下に限定した。なお、好ましくは0.015%以下である。過度の低減は精錬コストを高騰させるため、0.001%以上程度とすることが好ましい。
S:0 .005%以下
Sは、鋼中ではMnS等の粗大な硫化物系介在物を形成し、スラブ等の割れを生起する。また、鋼板の延性を低下させる。このような現象は0.005%を超える含有で顕著になる。このため、Sは0.005%以下に限定した。なお、好ましくは0.004%以下である。なお、S含有量は零%でも問題ないが、過度の低減は精錬コストを高騰させるため、0.0001%以上程度とすることが好ましい。
Al:0.005~0.10%
Alは、脱酸剤として作用する。また、歪時効の原因となるNを固定するのに有効な元素である。これらの効果を得るためには、0.005%以上の含有を必要とする。一方、0.10%を超える含有は、鋼中酸化物が増加し母材および浴接部の靭性を低下させる。また、スラブ等の鋼素材、鋼板を加熱炉で加熱する際に、表層で窒化層を形成しやすく、降伏比の増加をもたらす恐れがある。このため、Alは0.005~0.10%の範囲に限定した。なお、好ましくは0.08%以下である。
Nb:0.02~0.10%
Nbは、鋼中に固溶し、あるいは炭窒化物として析出し、オーステナイト粒の組大化を抑制するとともに、オーステナイト粒の再結晶を抑制する作用を有し、オーステナイトの未再結晶温度域圧延を可能とする。また、炭化物あるいは炭窒化物として微細に析出して、鋼板の強度増加に寄与する元素でもある。熱間圧延後の冷却中に、熱間圧延により導入された転位上に炭化物あるいは炭窒化物として析出し、γ→ α変態の核として作用し、ベイニティックフェライトの粒内生成を促進し、微細な塊状の未変態オーステナイト、ひいては微細な塊状のマルテンサイトの生成に寄与する。これらの効果を得るためには0.02%以上の含有を必要とする。一方、0.10%を超える過剰な含有は、熱間圧延時の変形抵抗が増大し、熱間圧延が困難となる恐れがある。また、0.10%を超える過剰な含有は、主相であるベイニティックフェライトの降伏強さの増加を招き、85%以下の降伏比を確保することが困難となる。このため、Nbは0.02~0.10%の範囲に限定した。なお、好ましくは0.03~0.07%である。
Ti:0.001~0.030%
Tiは、Nを窒化物として固定し、スラブ割れの防止に寄与する。また、炭化物として微細に析出して鋼板強度を増加させる作用を有する。このような効果を得るためには、0.001%以上の含有を必要とする。一方、0.030%を超えて多量に含有するとベイニティックフェライト変態点を過度に上昇させ、鋼板の靭性が低下する。このため、Ti は0.001~0.030%の範囲に限定した。なお、好ましくは0.005~0.025%である。
Mo:0.01~0.50%
Moは、焼入れ性向上に寄与し、ベイニティックフェライト中のCを未変態オーステナイト中に引き寄せ、未変態オーステナイトの焼入性を向上させることを介してマルテンサイト形成を促進する作用を有る。さらに、鋼中に固溶し固溶強化により鋼板強度の増加に寄与する元素である。これらの効果を得るためには、0.01%以上の含有を必要とする。一方、0.50%を超える含有は、必要以上にマルテンサイトを形成させ、鋼板の靭性を低下させる。また、Moは高価な元素であり、多量の含有は材料コストの高騰を招く。このようなことから、Moは0.01~0.50%の範囲に限定した。なお、好ましくは0.10~0.40%である。
Cr:0.01~0.50%
Crは、γ→ α変態を遅延させ、焼入れ性向上に寄与し、マルテンサイト形成を促進する作用を有する。このような効果を得るためには、0.01%以上の含有を必要とする。一方、0.50%を超える含有は、溶接部に欠陥を多発させる傾向となる。このため、Crは0.01~0.50%の範囲に限定した。なお、好ましくは0.20~0.45%である。
Ni :0.01~0.50%
Niは、焼入れ性向上に寄与し、マルテンサイト形成を促進する。加えて、さらに靭性の向上に寄与する元素である。これらの効果を得るためには、0.01%以上の含有を必要とする。一方、0.50%を超えて含有しても、効果が飽和し含有量に見合う効果が期待できないため経済的に不利となる。このため、Ni は0.01~0.50% の範囲に限定した。なお、好ましくは0.30~0.45%である。
上記した成分が基本の成分であるが、本発明では、上記した成分を、上記した含有範囲内で、かつ、次(1)式
Moeq(%)=Mo+0.36Cr+0.77Mn+0.07Ni ‥‥‥(1)
(ここで、Mn、Ni、Cr、Mo:各元素の含有量(質量%))
で定義されるMoeqが、1.4~2.2%の範囲を満足するように調整することが好ましい。
Moeqは、冷却工程を経た後に、鋼板中に残存する未変態オーステナイトの焼入れ性を表す指標である。Moeqが1.4%未満では、未変態オーステナイトの焼入れ性が不足し、その後の巻取工程中にパーライト等に変態する。一方、Moeqが2.2%を超えると、必要以上にマルテンサイトが生成し、靭性が低下する。このため、Moeqは1.4~2.2%の範囲に限定することが好ましい。Moeqが1.5%以上であれば、低降伏比となり、さらに変形能が向上する。このため、Moeqは1.5%以上とすることがより好ましい。
本発明では、上記した成分の範囲で、さらに必要に応じて、選択元素として、Cu:0.50%以下、V:0.10%以下、B:0.0005%以下のうちから選ばれた1種または2種以上、および/または、Ca:0.0005~0.0050%を含有することができる。
Cu:0.50%以下、V:0.10%以下、B:0.0005%以下のうちから選ばれた1種または2種以上
Cu、V、Bはいずれも、鋼板の高強度化に寄与する元素であり、必要に応じて選択して含有できる。
V、Cuは、固溶強化、あるいは析出強化を介して、鋼板の高強度化に寄与する。また、Bは、結晶粒界に偏析して、焼入れ性向上を介し鋼板の高強度化に寄与する。このような効果を得るためには、Cu:0.01%以上、V:0.01%以上、B:0.0001%以上、含有することが好ましい。一方、V:0.10%を超える含有は溶接性を低下させる。B:0.0005%を超える含有は鋼板の靭性を低下させる。Cu:0.50%を超える含有は熱間加工性を低下させる。このため、含有する場合には、Cu:0.50%以下、V:0.10%以下、B:0.0005%以下に限定することが好ましい。
Ca:0.0005~0.0050%
Caは、粗大な硫化物を球状の硫化物とする硫化物の形態制御に寄与する元素であり、必要に応じて含有できる。このような効果を得るためには、Ca:0.0005%以上含有することが好ましい。一方、Ca:0.0050%を超える含有は、鋼板の清浄度を低下させる。このため、含有する場合にはCa:0.0005~0.0050%の範囲に限定することが好ましい。
上記した成分以外の残部は、Feおよび不可避的不純物からなる。不可避的不純物としては、N:0.005%以下、O:0.005%以下、Mg:0.003%以下、Sn:0.005%以下が許容できる。
つぎに、本発明の低降伏比高強度熱延鋼板の組織限定理由について説明する。
本発明の低降伏比高強度熱延鋼板は、上記した組成を有し、さらに、板厚方向表面側層(以下、単に表層と称することもある)と板厚方向内面側層(以下、単に内層と称することもある)とが異なる組織を有する。このように板厚方向各位置で異なる組織を有することにより、鋼管とした場合の低降伏比と均一変形能を具備させることができる。ここでいう「板厚方向表面側層(表層)」とは、鋼板表裏面から板厚方向に深さ1.5mm未満の領域をいうものとする。また、「板厚方向内面側層(内層)」とは、鋼板表裏面から内側に板厚方向に深さ1.5mm以上の領域をいうものとする。
板厚方向表面側層(表層)は、焼戻マルテンサイト相単相組織または焼戻マルテンサイト相と焼戻ベイナイト相との混合組織を呈する。このような組織とすることにより、板厚方向表面側の硬さを低下させて、優れた均一変形能を具備させることができる。パイプ成形は曲げ変形であるため、板厚方向の加工歪は板厚中心から距離が離れるほど大きく、板厚が厚いほど顕著となるので、表層組織を調整することが重要となる。
熱延鋼板が、冷却履歴の不均一、例えば遷移沸騰領域を通過する冷却を受けた場合等には、局所的に硬さ上昇が発生し、硬さムラが発生する。このような問題は、表層を焼戻マルテンサイト相単相組織または焼戻マルテンサイト相と焼戻ベイナイト相との混合組織とすることにより回避することができる。なお、混合組織の場合、焼戻マルテンサイト相と焼戻ベイナイト相との混合比率は、とくに限定する必要はないが、焼戻マルテンサイト相を面積率で60~100%、焼戻ベイナイト相を面積率で0~40%とすることが焼戻軟化処理の観点から好ましい。なお、上記組織は、製造条件、中でも、仕上圧延における930℃以下の温度域での累積圧下率を50%以上とし、仕上圧延終了後の冷却工程において、表面温度で、100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度(Ms点)以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却と、該二次冷却終了後、板厚中央部温度で、平均で5~30℃/sの冷却速度で、600~450℃ の温度域の冷却停止温度まで冷却する三次冷却と、さらに、該三次冷却の冷却停止温度から巻取温度までを板厚中央部温度で、平均で2℃/s以下の冷却速度で冷却するか、あるいは前記三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる四次冷却とを順次施すことにより得ることができる。また、組織および面積率は後述する実施例に記載の方法で観察、測定し、同定、算出することができる。
さらに、鋼板表面から板厚方向に0.5mmの位置における硬さが、板厚方向の最高硬さの95%以下であることが好ましい。すなわち、鋼板表面から板厚方向に0.5mmの位置の硬さが、板厚方向の最高硬さにならないことが、熱延鋼板の加工性及び造管後のパイプ形状の確保という観点から肝要である。なお、板厚方向の最高硬さは、ビッカース硬さHV0.5で、165ポイント以上とすることが好ましい。また、好ましくは300ポイント以下、より好ましくは280ポイント以下である。なお、上記硬さは、製造条件、中でも、仕上圧延終了後の冷却工程において、表面温度で100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度(Ms点)以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却とを施すことにより得ることができる。また、硬さは後述する実施例に記載の方法で測定することができる。
一方、板厚方向内面側層(内層)は、ベイニティックフェライト相を主相とし、第二相としてアスペクト比:5.0未満の塊状マルテンサイトを分散させた、主相と第二相とからなる組織を呈する。ここで、主相とは、面積率で50%以上の占有面積を有する相をいう。ベイニティックフェライトは面積率で85%以上とすることが好ましく、より好ましくは88.3%以上である。主相であるベイニティックフェライトは、転位密度が高い下部組織を有する相であり、針状フェライト、アシキュラーフェライトを含む。なお、ベイニティックフェライトには、転位密度が極めて低いポリゴナルフェライトや、細かいサブグレン等の下部組織をともなう準(擬)ポリゴナルフェライトは含まれない。なお、所望の高強度を確保するために、主相であるベイニティックフェライトには、微細な炭窒化物が析出していることが必要となる。なお、主相であるベイニティックフェライトは、10μm以下の平均粒径を有する。平均粒径が10μmを超えて大きくなると、5%未満の低歪域での加工硬化能が不十分で、スパイラル造管時の曲げ加工により降伏強さが低下する。主相の平均粒径を微細にすることにより、マルテンサイトを多く含む場合であっても、所望の低温靭性を確保することができるようになる。
そして、内層における第二相は、面積率で1.4~15%のアスペクト比:5.0未満の塊状マルテンサイトとする。本発明でいう塊状マルテンサイトは、圧延後の冷却過程で未変態オーステナイトから旧γ粒界、あるいは旧γ粒内、に生成したマルテンサイトである。本発明では、このような塊状マルテンサイトを、旧γ粒界、あるいは主相であるベイニティックフェライト粒とベイニティックフェライト粒の間に分散させる。マルテンサイトは、主相と比べ硬質であり、加工時にベイニティックフェライト中に可動転位を多量に導入することができ、降伏挙動を連続降伏型とすることができる。また、マルテンサイトはベイニティックフェライトより高い引張強さを有するため、低降伏比を達成できることになる。また、マルテンサイトを、アスペクト比:5.0未満の塊状マルテンサイトとすることにより、周囲のベイニティックフェライトに、より多くの可動転位を導入することができ、変形能向上に効果を発揮する。マルテンサイトのアスペクト比が5.0以上では、棒状なマルテンサイト(非塊状マルテンサイト)となり、所望の低降伏比を達成できなくなるが、棒状マルテンサイトがマルテンサイト全量に対する面積率で30%未満であれば許容できる。塊状マルテンサイトはマルテンサイト全量の面積率で70%以上とすることが好ましい。なお、アスペクト比は後述する実施例に記載の方法で測定することができる。
このような効果を確保するためには、面積率で1.4%以上の塊状マルテンサイトを分散させることが必要となる。塊状マルテンサイトが1.4%未満では、所望の低降伏比を確保することが難しくなる。一方、塊状マルテンサイトが面積率で15%を超えると、低温靭性が著しく低下する。このため、塊状マルテンサイトは1.4~15%の範囲に限定した。なお、好ましくは10%以下である。なお、第二相は塊状マルテンサイトの他、面積率で7.0%以下程度のベイナイトなどを含有してもよい。
なお、上記組織は、製造条件、中でも、仕上圧延における930℃以下の温度域での累積圧下率を50%以上とし、仕上圧延終了後の冷却工程において、表面温度で、100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度(Ms点)以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却と、該二次冷却終了後、板厚中央部温度で、平均で5~30℃/sの冷却速度で、600~450℃ の温度域の冷却停止温度まで冷却する三次冷却と、さらに、該三次冷却の冷却停止温度から巻取温度までを板厚中央部温度で、平均で2℃/s以下の冷却速度で冷却するか、あるいは前記三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる四次冷却とを順次施すことにより得ることができる。
また、塊状マルテンサイトの大きさは、最大で5.0μm以下、平均で、0.5~3.0μmとすることが好ましい。塊状マルテンサイトの大きさが平均で3.0μmを超えて粗大化すると、脆性破壊の起点となりやすく、あるいは亀裂の伝播を促進させやすく、低温靭性が低下する。また、平均で0.5μm未満となると、粒が細かくなりすぎて、周辺のベイニティックフェライトへの可動転位の導入量が少なくなる。また、最大で5.0μm超えでは靭性が低下する。このため、塊状マルテンサイトの大きさは、最大で5.0μm以下、平均で、0.5~3.0μmとすることが好ましい。なお、大きさは長辺長さと短辺長さの和の1/2を「直径」とした。そして、そのうちの最大のものを塊状マルテンサイトの大きさの「最大」とし、得られた各粒の「直径」を算術平均した値を塊状マルテンサイトの大きさの「平均」とした。なお、測定するマルテンサイトは100個以上とする。
なお、上記組織は、製造条件、中でも、仕上圧延における930℃以下の温度域での累積圧下率を50%以上とし、仕上圧延終了後の冷却工程において、表面温度で、100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度(Ms点)以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却と、該二次冷却終了後、板厚中央部温度で、平均で5~30℃/sの冷却速度で、600~450℃ の温度域の冷却停止温度まで冷却する三次冷却と、さらに、該三次冷却の冷却停止温度から巻取温度までを板厚中央部温度で、平均で2℃/s以下の冷却速度で冷却するか、あるいは前記三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる四次冷却とを順次施すことにより得ることができる。
なお、組織、面積率および平均粒径は後述する実施例に記載の方法で観察、測定し、同定、算出することができる。
次に、本発明の低降伏比高強度熱延鋼板の好ましい製造方法について説明する。
本発明では、上記した組成を有する鋼素材に、熱延工程、冷却工程、巻取工程を施して熱延鋼板とする。
なお、使用する鋼素材の製造方法はとくに限定する必要はなく、上記した組成の溶鋼を転炉、電気炉等の通常公知の溶製方法を用いて、溶製し、連続鋳造法等の通常公知の溶製方法により、スラブ等の鋼素材とすることが好ましい。
得られた鋼素材には、熱延工程を施す。
熱延工程は、上記した組成を有する鋼素材を、加熱温度:1050~1300℃に加熱し、粗圧延を施しシートバーとしたのち、該シートバーに、930℃以下の温度域での累積圧下率:50%以上となる仕上圧延を施し熱延鋼板とする工程とする。
加熱温度:1050~1300℃
本発明で使用する鋼素材は、上記したようにNb、Tiを必須含有する。析出強化により所望の高強度を確保するためには、これらの粗大な炭化物、窒化物等を一旦溶解させて、その後微細析出させることが必要となる。そのため、鋼素材の加熱温度は1050℃以上とする。1050℃未満では、各元素が未固溶のままとなり、所望の鋼板強度が得られない。一方、1300℃を超えて高温になると、結晶粒の粗大化が生じ、鋼板靭性が低下する。このため、鋼素材の加熱温度は1050~ 1300℃に限定した。
上記した加熱温度に加熱された鋼素材は、粗圧延を施されてシートバーとされる。粗圧延の条件はとくに限定する必要はなく、所望の寸法形状のシートバーが確保できる条件であればよい。
得られたシートバーは、ついで仕上圧延され、所望の寸法形状の熱延鋼板とされる。仕上圧延は、930℃以下の温度域での累積圧下率:50%以上の圧延とする。
930℃以下の温度域での累積圧下率:50%以上
内層組織におけるベイニティックフェライトの微細化および塊状マルテンサイトの微細分散のために、930℃以下の温度域での累積圧下率を50%以上とする。930℃以下の温度域での累積圧下率が50%未満では、圧下量が不足し、内層組織における主相である微細なベイニティックフェライトを確保できない。また、γ→ α変態の核生成を促進するNbC等の析出サイトとなる転位が不足し、ベイニティックフェライトの粒内生成が不足し、塊状マルテンサイトを形成するための塊状の未変態γを微細かつ多数分散して残留させることができなくなる。このため、仕上圧延における930℃以下の温度域での累積圧下率を50%以上に限定した。なお、好ましくは累積圧下率は80%以下である。圧下率が80%を超えて大きくしても、効果が飽和し、さらにセバレーションの発生が著しくなり、シャルピー衝撃試験吸収エネルギーの低下を招く場合がある。
なお、仕上圧延の圧延終了温度は、鋼板靭性、鋼板強度、圧延負荷等の観点から、850~760℃とすることが好ましい。仕上圧延の圧延終了温度が850℃ を超えて高温となると、930℃以下の温度域での累積圧下率を50%以上とするために、1パス当たりの圧下量を大きくする必要があり、圧延荷重の増加を招く場合がある。一方、760℃未満と低温となると、圧延中にフェライトが生成し、組織、析出物の粗大化を招き、低温靭性、強度が低下する場合がある。
得られた熱延鋼板は、ついで冷却工程を施される。
冷却工程は、仕上圧延終了後直ちに冷却を開始し、表面温度で、100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度(Ms点)以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却と、該二次冷却終了後、板厚中央部温度で、平均で5~30℃/sの冷却速度で、600~450℃ の温度域の冷却停止温度まで冷却する三次冷却と、さらに、該三次冷却の冷却停止温度から巻取温度までを、板厚中央部温度で平均で2℃/s以下の冷却速度で冷却するか、あるいは前記三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる四次冷却とを順次施す工程とし、前記巻取工程を、表面温度で巻取温度:450℃以上で巻取工程とする。
仕上圧延終了後、直ちに、好ましくは15s以内に冷却を開始する。 First, the reasons for limiting the composition of the hot-rolled steel sheet of the present invention will be described. Hereinafter, unless otherwise specified, mass% is simply expressed as%.
C: 0.03-0.10%
C precipitates as a carbide and contributes to an increase in the strength of the steel sheet through precipitation strengthening. It is also an element that contributes to improving the toughness of the steel sheet through grain refinement. Further, C has an action of forming a solid solution in the steel, stabilizing austenite, and promoting the formation of untransformed austenite. In order to obtain these effects, a content of 0.03% or more is required. On the other hand, if the content exceeds 0.10%, the tendency to form coarse cementite at the grain boundaries becomes strong, and the toughness decreases. For this reason, C is limited to the range of 0.03-0.10%. Preferably, the content is 0.04 to 0.09%.
Si: 0.01-0.50%
Si contributes to increasing the strength of the steel sheet through solid solution strengthening. Moreover, it contributes to yield ratio reduction through formation of a hard second phase (for example, martensite). In order to obtain these effects, a content of 0.01% or more is required. On the other hand, if the content exceeds 0.50%, the generation of oxide scale containing firelite becomes remarkable, and the appearance of the steel sheet deteriorates. For this reason, Si was limited to the range of 0.01 to 0.50%. Note that the content is preferably 0.20 to 0.40%.
Mn: 1.4-2.2%
Mn dissolves to improve the hardenability of the steel and promote the formation of martensite. Further, it is an element that lowers the bainitic ferrite transformation start temperature and contributes to improvement of steel sheet toughness through refinement of the structure. In order to obtain these effects, a content of 1.4% or more is required. On the other hand, the content exceeding 2.2% lowers the toughness of the weld heat affected zone. For this reason, Mn was limited to the range of 1.4 to 2.2%. From the viewpoint of stable production of massive martensite, it is preferably 1.6 to 2.0%.
P: 0.025% or less P dissolves and contributes to an increase in steel sheet strength, but at the same time lowers toughness. For this reason, in this invention, it is preferable to reduce P as an impurity as much as possible. However, up to 0.025% is acceptable. Therefore, P is limited to 0.025% or less. In addition, Preferably it is 0.015% or less. Since excessive reduction raises the refining cost, it is preferable to make it about 0.001% or more.
S: 0.005% or less S forms coarse sulfide inclusions such as MnS in the steel and causes cracks such as slabs. Moreover, the ductility of a steel plate is reduced. Such a phenomenon becomes remarkable when the content exceeds 0.005%. For this reason, S was limited to 0.005% or less. In addition, Preferably it is 0.004% or less. In addition, although there is no problem even if S content is 0%, since excessive reduction raises refining cost, it is preferable to make it about 0.0001% or more.
Al: 0.005-0.10%
Al acts as a deoxidizer. Further, it is an element effective for fixing N that causes strain aging. In order to obtain these effects, a content of 0.005% or more is required. On the other hand, if the content exceeds 0.10%, the amount of oxide in the steel increases and the toughness of the base metal and the bath contact portion decreases. Further, when a steel material such as a slab or a steel plate is heated in a heating furnace, a nitride layer is easily formed on the surface layer, which may increase the yield ratio. For this reason, Al is limited to the range of 0.005 to 0.10%. In addition, Preferably it is 0.08% or less.
Nb: 0.02 to 0.10%
Nb is a solid solution in steel or precipitated as carbonitride, and suppresses the austenite grain size and suppresses the recrystallization of austenite grains. Is possible. It is also an element that precipitates finely as carbide or carbonitride and contributes to an increase in the strength of the steel sheet. During cooling after hot rolling, it precipitates as carbides or carbonitrides on the dislocations introduced by hot rolling, acts as the core of γ → α transformation, promotes intragranular formation of bainitic ferrite, This contributes to the formation of fine massive untransformed austenite and, in turn, fine massive martensite. In order to obtain these effects, a content of 0.02% or more is required. On the other hand, an excessive content exceeding 0.10% increases deformation resistance during hot rolling, which may make hot rolling difficult. An excessive content exceeding 0.10% leads to an increase in the yield strength of the main phase bainitic ferrite, making it difficult to ensure a yield ratio of 85% or less. For this reason, Nb was limited to the range of 0.02 to 0.10%. Note that the content is preferably 0.03 to 0.07%.
Ti: 0.001 to 0.030%
Ti fixes N as nitride and contributes to prevention of slab cracking. Moreover, it has the effect | action which precipitates finely as a carbide | carbonized_material and increases steel plate strength. In order to obtain such an effect, a content of 0.001% or more is required. On the other hand, if the content exceeds 0.030%, the bainitic ferrite transformation point is excessively raised and the toughness of the steel sheet is lowered. For this reason, Ti is limited to the range of 0.001 to 0.030%. Note that the content is preferably 0.005 to 0.025%.
Mo: 0.01-0.50%
Mo contributes to improving hardenability, attracts C in bainitic ferrite to untransformed austenite, and promotes martensite formation by improving the hardenability of untransformed austenite. Furthermore, it is an element that contributes to an increase in steel sheet strength by solid solution in steel and solid solution strengthening. In order to obtain these effects, a content of 0.01% or more is required. On the other hand, if the content exceeds 0.50%, martensite is formed more than necessary, and the toughness of the steel sheet is lowered. In addition, Mo is an expensive element, and a large amount thereof causes an increase in material cost. For this reason, Mo is limited to the range of 0.01 to 0.50%. Note that the content is preferably 0.10 to 0.40%.
Cr: 0.01-0.50%
Cr delays the γ → α transformation, contributes to improving hardenability, and has an action of promoting martensite formation. In order to acquire such an effect, 0.01% or more of content is required. On the other hand, if it exceeds 0.50%, defects tend to occur frequently in the weld. For this reason, Cr is limited to the range of 0.01 to 0.50%. Note that the content is preferably 0.20 to 0.45%.
Ni: 0.01-0.50%
Ni contributes to improving hardenability and promotes martensite formation. In addition, it is an element that further contributes to improved toughness. In order to obtain these effects, a content of 0.01% or more is required. On the other hand, if the content exceeds 0.50%, the effect is saturated and an effect commensurate with the content cannot be expected, which is economically disadvantageous. For this reason, Ni is limited to the range of 0.01 to 0.50%. Preferably, the content is 0.30 to 0.45%.
The above-described components are basic components. In the present invention, the above-described components are contained within the above-described content range, and the following formula (1)
Moeq (%) = Mo + 0.36Cr + 0.77Mn + 0.07Ni (1)
(Here, Mn, Ni, Cr, Mo: Content of each element (mass%))
It is preferable to adjust so that Moeq defined by the formula satisfies the range of 1.4 to 2.2%.
Moeq is an index representing the hardenability of untransformed austenite remaining in the steel sheet after passing through the cooling step. When Moeq is less than 1.4%, the hardenability of untransformed austenite is insufficient, and it transforms into pearlite or the like during the subsequent winding process. On the other hand, when Moeq exceeds 2.2%, martensite is generated more than necessary, and the toughness decreases. For this reason, Moeq is preferably limited to a range of 1.4 to 2.2%. If Moeq is 1.5% or more, the yield ratio is low and the deformability is further improved. For this reason, Moeq is more preferably 1.5% or more.
In the present invention, one or more selected from Cu: 0.50% or less, V: 0.10% or less, and B: 0.0005% or less as a selection element, as necessary, within the range of the components described above. And / or Ca: 0.0005 to 0.0050%.
One or more selected from Cu: 0.50% or less, V: 0.10% or less, B: 0.0005% or less
Cu, V, and B are all elements that contribute to increasing the strength of the steel sheet, and can be selected and contained as necessary.
V and Cu contribute to increasing the strength of the steel sheet through solid solution strengthening or precipitation strengthening. In addition, B segregates at the grain boundaries and contributes to increasing the strength of the steel sheet through improving hardenability. In order to obtain such effects, it is preferable to contain Cu: 0.01% or more, V: 0.01% or more, and B: 0.0001% or more. On the other hand, the content exceeding V: 0.10% reduces weldability. B: Content exceeding 0.0005% lowers the toughness of the steel sheet. Cu: Content exceeding 0.50% reduces hot workability. For this reason, when it contains, it is preferable to limit to Cu: 0.50% or less, V: 0.10% or less, B: 0.0005% or less.
Ca: 0.0005 to 0.0050%
Ca is an element that contributes to the control of the morphology of sulfides in which coarse sulfides are spherical sulfides, and can be contained as required. In order to acquire such an effect, it is preferable to contain Ca: 0.0005% or more. On the other hand, the content exceeding Ca: 0.0050% reduces the cleanliness of the steel sheet. For this reason, when it contains, it is preferable to limit to Ca: 0.0005 to 0.0050% of range.
The balance other than the components described above consists of Fe and inevitable impurities. As unavoidable impurities, N: 0.005% or less, O: 0.005% or less, Mg: 0.003% or less, Sn: 0.005% or less are acceptable.
Next, the reason for limiting the structure of the low yield ratio high strength hot rolled steel sheet of the present invention will be described.
The low yield ratio high strength hot-rolled steel sheet of the present invention has the above-described composition, and further includes a sheet thickness direction surface side layer (hereinafter sometimes simply referred to as a surface layer) and a sheet thickness direction inner surface side layer (hereinafter simply referred to as a surface layer). (Sometimes referred to as the inner layer). Thus, by having a different structure at each position in the plate thickness direction, it is possible to provide a low yield ratio and uniform deformability in the case of a steel pipe. The “sheet thickness direction surface side layer (surface layer)” herein refers to a region having a depth of less than 1.5 mm in the plate thickness direction from the front and back surfaces of the steel sheet. Further, the “thickness direction inner surface side layer (inner layer)” refers to a region having a depth of 1.5 mm or more in the thickness direction inward from the front and back surfaces of the steel plate.
The plate thickness direction surface side layer (surface layer) exhibits a tempered martensite phase single phase structure or a mixed structure of a tempered martensite phase and a tempered bainite phase. By setting it as such a structure | tissue, the hardness of the plate | board thickness direction surface side can be reduced and the outstanding uniform deformability can be comprised. Since pipe forming is bending deformation, the processing strain in the plate thickness direction increases as the distance from the plate thickness center increases, and becomes greater as the plate thickness increases. Therefore, it is important to adjust the surface layer structure.
When the hot-rolled steel sheet is subjected to non-uniform cooling history, for example, cooling that passes through the transition boiling region, the hardness increases locally, and hardness unevenness occurs. Such a problem can be avoided by making the surface layer a tempered martensite phase single phase structure or a mixed structure of a tempered martensite phase and a tempered bainite phase. In the case of a mixed structure, the mixing ratio of the tempered martensite phase and the tempered bainite phase is not particularly limited, but the tempered martensite phase is 60 to 100% in area ratio and the tempered bainite phase is changed. The area ratio is preferably 0 to 40% from the viewpoint of temper softening treatment. In addition, the above structure is 50% or more of the cumulative reduction rate in the temperature range of 930 ° C. or less in finish rolling, and the surface temperature is 100 ° C./s or more at the surface temperature in the cooling step after finish rolling. Primary cooling for cooling to a temperature equal to or lower than the martensite transformation start temperature (Ms point) at an average cooling rate, secondary cooling for retaining at a surface temperature of 600 ° C. or more for 1 s or more after completion of the primary cooling, After the completion of the secondary cooling, the tertiary cooling is performed at the temperature at the center of the plate thickness at an average cooling rate of 5 to 30 ° C / s to the cooling stop temperature in the temperature range of 600 to 450 ° C, and further cooling of the tertiary cooling. Cool from the stop temperature to the coiling temperature at the center of the plate thickness at an average cooling rate of 2 ° C / s or stay for 20s or more in the temperature range from the cooling stop temperature to the coiling temperature of the tertiary cooling. Can be obtained by sequentially performing the quaternary cooling. In addition, the tissue and the area ratio can be observed, measured, identified and calculated by the method described in Examples described later.
Furthermore, it is preferable that the hardness at a position of 0.5 mm in the thickness direction from the steel sheet surface is 95% or less of the maximum hardness in the thickness direction. That is, it is important from the viewpoint of ensuring the workability of the hot-rolled steel sheet and the pipe shape after pipe forming that the hardness at the position 0.5 mm from the steel sheet surface in the thickness direction does not become the maximum hardness in the thickness direction. is there. The maximum hardness in the plate thickness direction is preferably Vickers hardness HV0.5 and 165 points or more. Moreover, it is preferably 300 points or less, more preferably 280 points or less. The hardness is cooled to a temperature below the martensitic transformation start temperature (Ms point) at an average cooling rate of 100 ° C./s or higher at the surface temperature in the manufacturing conditions, particularly in the cooling step after finishing rolling. It can be obtained by performing primary cooling and secondary cooling that retains at a surface temperature of 600 ° C. or more for 1 s or more after completion of the primary cooling. Moreover, hardness can be measured by the method as described in the Example mentioned later.
On the other hand, the thickness direction inner surface side layer (inner layer) is composed of a main phase and a second phase in which a bulk martensite having an aspect ratio of less than 5.0 is dispersed as a second phase with a bainitic ferrite phase as a main phase. Presents an organization. Here, the main phase refers to a phase having an occupied area of 50% or more in area ratio. Bainitic ferrite is preferably 85% or more in area ratio, and more preferably 88.3% or more. The main phase bainitic ferrite is a phase having a substructure with a high dislocation density, and includes acicular ferrite and acicular ferrite. The bainitic ferrite does not include polygonal ferrite having a very low dislocation density or quasi (pseudo) polygonal ferrite with a substructure such as fine subgrains. In order to secure a desired high strength, it is necessary that fine carbonitride is precipitated in the bainitic ferrite as the main phase. The bainitic ferrite as the main phase has an average particle size of 10 μm or less. When the average particle size exceeds 10 μm, the work hardening ability in a low strain region of less than 5% is insufficient, and the yield strength decreases due to bending during spiral pipe making. By making the average particle size of the main phase fine, it is possible to ensure desired low-temperature toughness even when a large amount of martensite is contained.
The second phase in the inner layer is massive martensite with an area ratio of 1.4 to 15% and an aspect ratio of less than 5.0. The massive martensite referred to in the present invention is martensite generated from untransformed austenite in the old γ grain boundary or in the old γ grain in the cooling process after rolling. In the present invention, such massive martensite is dispersed between the old γ grain boundaries or the bainitic ferrite grains as the main phase and the bainitic ferrite grains. Martensite is harder than the main phase, and a large amount of movable dislocations can be introduced into the bainitic ferrite during processing, and the yield behavior can be a continuous yield type. Moreover, since martensite has a higher tensile strength than bainitic ferrite, a low yield ratio can be achieved. In addition, when the martensite is a massive martensite having an aspect ratio of less than 5.0, more movable dislocations can be introduced into the surrounding bainitic ferrite, which is effective in improving the deformability. If the aspect ratio of martensite is 5.0 or more, it becomes rod-shaped martensite (non-aggregated martensite) and the desired low yield ratio cannot be achieved, but if the rod-shaped martensite is less than 30% in terms of the area ratio with respect to the total amount of martensite. acceptable. The bulk martensite is preferably 70% or more in terms of the area ratio of the total amount of martensite. In addition, an aspect ratio can be measured by the method as described in the Example mentioned later.
In order to ensure such an effect, it is necessary to disperse massive martensite having an area ratio of 1.4% or more. If the bulk martensite is less than 1.4%, it becomes difficult to secure a desired low yield ratio. On the other hand, if the massive martensite exceeds 15% in area ratio, the low temperature toughness is remarkably lowered. For this reason, lump martensite was limited to the range of 1.4 to 15%. In addition, Preferably it is 10% or less. In addition, a 2nd phase may contain the bainite etc. of about 7.0% or less by area ratio other than a block martensite.
In addition, the above structure is 50% or more of the cumulative reduction rate in the temperature range of 930 ° C. or less in finish rolling, and the surface temperature is 100 ° C./s or more at the surface temperature in the cooling step after finish rolling. Primary cooling for cooling to a temperature equal to or lower than the martensite transformation start temperature (Ms point) at an average cooling rate, secondary cooling for retaining at a surface temperature of 600 ° C. or more for 1 s or more after completion of the primary cooling, After the completion of the secondary cooling, the tertiary cooling is performed at the temperature at the center of the plate thickness at an average cooling rate of 5 to 30 ° C / s to the cooling stop temperature in the temperature range of 600 to 450 ° C, and further cooling of the tertiary cooling. Cool from the stop temperature to the coiling temperature at the center of the plate thickness at an average cooling rate of 2 ° C / s or stay for 20s or more in the temperature range from the cooling stop temperature to the coiling temperature of the tertiary cooling. Can be obtained by sequentially performing the quaternary cooling.
The size of the massive martensite is preferably 5.0 μm or less at maximum and 0.5 to 3.0 μm on average. When the bulk martensite size exceeds 3.0 μm on average, it becomes a starting point of brittle fracture or facilitates the propagation of cracks, and the low temperature toughness decreases. On the other hand, if the average is less than 0.5 μm, the grains become too fine and the amount of movable dislocations introduced into the surrounding bainitic ferrite decreases. In addition, if it exceeds 5.0 μm at the maximum, the toughness decreases. Therefore, the size of the massive martensite is preferably 5.0 μm or less at maximum and 0.5 to 3.0 μm on average. In addition, the size was defined as “diameter” of 1/2 of the sum of the long side length and the short side length. The largest of them was regarded as the “maximum” of the size of the massive martensite, and the value obtained by arithmetically averaging the “diameter” of each obtained grain was designated as the “average” of the size of the massive martensite. The number of martensite to be measured is 100 or more.
In addition, the above structure is 50% or more of the cumulative reduction rate in the temperature range of 930 ° C. or less in finish rolling, and the surface temperature is 100 ° C./s or more at the surface temperature in the cooling step after finish rolling. Primary cooling for cooling to a temperature equal to or lower than the martensite transformation start temperature (Ms point) at an average cooling rate, secondary cooling for retaining at a surface temperature of 600 ° C. or more for 1 s or more after completion of the primary cooling, After the completion of the secondary cooling, the tertiary cooling is performed at the temperature at the center of the plate thickness at an average cooling rate of 5 to 30 ° C / s to the cooling stop temperature in the temperature range of 600 to 450 ° C, and further cooling of the tertiary cooling. Cool from the stop temperature to the coiling temperature at the center of the plate thickness at an average cooling rate of 2 ° C / s or stay for 20s or more in the temperature range from the cooling stop temperature to the coiling temperature of the tertiary cooling. Can be obtained by sequentially performing the quaternary cooling.
In addition, a structure | tissue, an area rate, and an average particle diameter can be observed and measured by the method as described in the Example mentioned later, can be identified and calculated.
Next, the preferable manufacturing method of the low yield ratio high-strength hot-rolled steel sheet of this invention is demonstrated.
In the present invention, the steel material having the above composition is subjected to a hot rolling process, a cooling process, and a winding process to obtain a hot rolled steel sheet.
In addition, it is not necessary to specifically limit the manufacturing method of the steel raw material to be used, and the molten steel having the above composition is melted by using a generally known melting method such as a converter or an electric furnace, and a normal casting method or the like is usually used. It is preferable to use a steel material such as a slab by a known melting method.
The obtained steel material is subjected to a hot rolling process.
In the hot rolling process, a steel material having the above composition is heated to a heating temperature of 1050 to 1300 ° C., subjected to rough rolling to form a sheet bar, and the sheet bar is subjected to a cumulative reduction in a temperature range of 930 ° C. or less. Rate: It is a process of applying hot rolling to 50% or more to obtain a hot-rolled steel sheet.
Heating temperature: 1050-1300 ° C
The steel material used in the present invention essentially contains Nb and Ti as described above. In order to secure a desired high strength by precipitation strengthening, it is necessary to dissolve these coarse carbides, nitrides and the like once and then finely precipitate them. Therefore, the heating temperature of the steel material is 1050 ° C. or higher. If it is less than 1050 degreeC, each element will remain undissolved and desired steel plate strength will not be obtained. On the other hand, when the temperature exceeds 1300 ° C., the crystal grains become coarse and the steel sheet toughness decreases. For this reason, the heating temperature of the steel material was limited to 1050-1300 ° C.
The steel material heated to the above heating temperature is subjected to rough rolling to form a sheet bar. The conditions for rough rolling need not be particularly limited as long as a sheet bar having a desired size and shape can be secured.
The obtained sheet bar is then finish-rolled to obtain a hot-rolled steel sheet having a desired size and shape. Finish rolling is a rolling with a cumulative reduction ratio of 50% or more in a temperature range of 930 ° C. or lower.
Cumulative rolling reduction in the temperature range below 930 ° C: 50% or more 50% cumulative rolling reduction in the temperature range below 930 ° C due to the refinement of bainitic ferrite and fine dispersion of massive martensite in the inner layer structure That's it. If the cumulative rolling reduction in the temperature range of 930 ° C or lower is less than 50%, the rolling amount is insufficient, and fine bainitic ferrite that is the main phase in the inner layer structure cannot be secured. In addition, dislocations that become precipitation sites such as NbC that promote nucleation of γ → α transformation are insufficient, intragranular formation of bainitic ferrite is insufficient, and massive untransformed γ to form massive martensite It cannot be dispersed finely and in large numbers. For this reason, the cumulative rolling reduction in the temperature range of 930 ° C. or lower in finish rolling is limited to 50% or more. The cumulative rolling reduction is preferably 80% or less. Even if the rolling reduction exceeds 80%, the effect is saturated, the occurrence of segregation becomes significant, and the Charpy impact test absorbed energy may be reduced.
The finish rolling temperature of finish rolling is preferably 850 to 760 ° C. from the viewpoints of steel plate toughness, steel plate strength, rolling load, and the like. When the finishing temperature of finish rolling exceeds 850 ° C and becomes high, it is necessary to increase the reduction amount per pass in order to increase the cumulative reduction rate in the temperature range of 930 ° C or less to 50% or more. There may be an increase in load. On the other hand, if the temperature is lower than 760 ° C., ferrite is produced during rolling, which causes coarsening of the structure and precipitates, and may reduce the low temperature toughness and strength.
The obtained hot-rolled steel sheet is then subjected to a cooling step.
The cooling step starts cooling immediately after finishing rolling, and performs primary cooling to cool to a temperature below the martensitic transformation start temperature (Ms point) at an average cooling rate of 100 ° C./s or more at the surface temperature, After cooling is completed, the secondary cooling is maintained for 1 s or more at a surface temperature of 600 ° C. or more, and after the completion of the secondary cooling, the temperature at the center of the plate thickness is 600 to 600 ° C. at an average cooling rate of 5 to 30 ° C./s. The tertiary cooling for cooling to the cooling stop temperature in the temperature range of ~ 450 ° C and the cooling stop temperature of the tertiary cooling to the winding temperature at an average cooling rate of 2 ° C / s or less at the plate thickness center temperature. It is a step of sequentially performing cooling or quaternary cooling that retains for 20 s or more in the temperature range from the cooling stop temperature of the tertiary cooling to the winding temperature, and the winding step is a winding temperature: 450 ° C. at the surface temperature. This is the winding process.
Immediately after finishing rolling, cooling is preferably started within 15 s.
三次冷却における冷却停止温度は600~450℃ の範囲の温度とする。冷却停止温度が上記した温度範囲より高温では、所望のベイニティックフェライトを主相とする内層の組織を確保することが難しくなる。一方、冷却停止温度が上記した温度域より低温では、未変態γがほぼ変態を完了して所望量の塊状マルテンサイトを確保できなくなる。
本発明では、上記した一次冷却~三次冷却に続いて、四次冷却を施す。四次冷却として三次冷却の冷却停止温度から巻取温度までの温度域の冷却を、板厚中央部温度で、図1に模式的に示す。四次冷却は、図1に示すように緩冷却とする。この温度域を緩冷却とすることにより、C等の合金元素がさらに未変態γ中へ拡散して、未変態γが安定化して、その後の冷却により塊状マルテンサイトの生成が容易となる。このような緩冷却として、上記した三次冷却の冷却停止温度から巻取温度までを板厚中央部温度で、平均で2℃/s以下の冷却速度、好ましくは1.5℃/s以下で冷却するか、あるいは上記した三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる冷却とする。二次冷却の冷却停止温度から巻取温度までを、平均で2℃/s超の冷却速度で冷却すると、C等の合金元素が未変態γ中へ十分に拡散できず、未変態γの安定化が不十分となり、図1に点線で示す冷却のように、未変態γがベイニティックフェライト間に残存する形で棒状となり、所望の塊状マルテンサイトの生成が困難となる。
なお、この四次冷却は、ランナウトテーブルの後段での注水を停止して行うことが好ましい。板厚の薄い鋼板では、所望の冷却条件を確保するために、鋼板上に残存する冷却水の完全除去、保温カバーの設置等で調整することが好ましい。さらに、上記した温度域で20s以上の滞留時間を確保するためには搬送速度を調整することが好ましい。
四次冷却後、熱延鋼板は巻取工程を施される。
巻取工程は、表面温度で巻取温度:450℃以上で巻取工程とする。
巻取温度が450℃未満では、所望の低降伏比化を実現できなくなる。このため、巻取温度は450℃以上に限定した。上記した工程とすることにより、フェライトとオーステナイトが共存する温度域で所定時間以上、滞留させることができる。
上記した製造方法で製造された熱延鋼板を造管素材として、通常の造管工程を経て、スパイラル鋼管、電縫鋼管とされる。造管工程はとくに限定する必要はなく、通常の工程がいずれも適用できる。
以下、実施例に基づいて、さらに本発明について詳しく説明する。 The cooling rate of the tertiary cooling is an average cooling rate of 750 to 600 ° C., which is the polygonal ferrite formation temperature range, in the center of the plate thickness, and is in the range of 5 to 30 ° C./s. When the average cooling rate is less than 5 ° C./s, the structure of the inner layer becomes a structure mainly composed of polygonal ferrite, and it becomes difficult to secure a structure having a desired bainitic ferrite as a main phase. On the other hand, when the average cooling rate exceeds 30 ° C./s, the concentration of the alloy elements into untransformed austenite becomes insufficient, and the desired amount of massive martensite cannot be finely dispersed by the subsequent cooling. It is difficult to obtain a hot-rolled steel sheet having a low yield ratio and a desired excellent low-temperature toughness. Accordingly, the cooling rate at the central portion of the plate thickness is limited to 5 to 30 ° C./s, and preferably 5 to 25 ° C./s. The temperature at the center of the plate thickness can be obtained by heat transfer calculation or the like based on the surface temperature of the steel plate, the temperature of the cooling water, the amount of water, and the like.
The cooling stop temperature in the tertiary cooling is in the range of 600 to 450 ° C. If the cooling stop temperature is higher than the above-described temperature range, it is difficult to secure a structure of the inner layer whose main phase is desired bainitic ferrite. On the other hand, when the cooling stop temperature is lower than the above temperature range, the untransformed γ is almost completely transformed and a desired amount of massive martensite cannot be secured.
In the present invention, quaternary cooling is performed following the primary to tertiary cooling described above. FIG. 1 schematically shows the cooling in the temperature range from the cooling stop temperature of the tertiary cooling to the winding temperature as the fourth cooling at the plate thickness center temperature. The fourth cooling is slow cooling as shown in FIG. By slowly cooling this temperature range, alloy elements such as C are further diffused into the untransformed γ, the untransformed γ is stabilized, and the subsequent cooling facilitates the formation of massive martensite. As such slow cooling, is cooling from the cooling stop temperature of the above-mentioned tertiary cooling to the coiling temperature at the sheet thickness center temperature, an average cooling rate of 2 ° C / s or less, preferably 1.5 ° C / s or less? Alternatively, the cooling is to be retained for 20 seconds or more in the temperature range from the cooling stop temperature of the above-described tertiary cooling to the coiling temperature. When cooling from the cooling stop temperature of the secondary cooling to the coiling temperature at an average cooling rate exceeding 2 ° C./s, alloy elements such as C cannot sufficiently diffuse into the untransformed γ, and the stability of the untransformed γ As in the cooling shown by the dotted line in FIG. 1, the untransformed γ remains between the bainitic ferrites, resulting in a rod-like shape, making it difficult to produce the desired massive martensite.
In addition, it is preferable to perform this quaternary cooling by stopping water injection at the latter stage of the run-out table. In the case of a steel plate having a thin plate thickness, it is preferable to adjust by completely removing the cooling water remaining on the steel plate, installing a heat insulating cover, or the like in order to ensure desired cooling conditions. Furthermore, in order to ensure a residence time of 20 seconds or more in the above temperature range, it is preferable to adjust the conveyance speed.
After the fourth cooling, the hot rolled steel sheet is subjected to a winding process.
The winding process is a winding process at a surface temperature and a winding temperature of 450 ° C. or higher.
If the coiling temperature is less than 450 ° C., the desired low yield ratio cannot be realized. For this reason, the coiling temperature was limited to 450 ° C. or higher. By setting it as the above-mentioned process, it can be made to retain for a predetermined time or more in the temperature range in which ferrite and austenite coexist.
A hot-rolled steel sheet manufactured by the above-described manufacturing method is used as a pipe-forming material, and is subjected to a normal pipe-making process to be a spiral steel pipe or an electric-welded steel pipe. The pipe making process is not particularly limited, and any ordinary process can be applied.
Hereinafter, the present invention will be described in more detail based on examples.
得られた熱延鋼板から、試験片を採取し、組織観察、引張試験、衝撃試験、硬さ試験を実施した。
試験方法はつぎのとおりである。
(1)組織観察
得られた熱延鋼板から、圧延方向断面(L断面)が観察面となるように、組織観察用試験片を採取した。試験片を研磨し、ナイタール腐食して、光学顕微鏡(倍率:500倍)または電子顕微鏡(倍率:2000倍)を用いて、組織観察を行い、撮像した。得られた内層の組織写真から、画像解析装置を用いて、組織の種類、各相の組織分率(面積率)、平均粒径を測定した。なお、表層については、組織写真から組織の種類の同定のみを行った。
内層組織における主相であるベイニティックフェライトの平均粒径は、JISG 0552に準拠して切断法で求めた。なお、マルテンサイト粒のアスペクト比は、各粒における長手方向すなわち粒径が最大である方向の長さ(長辺)とそれに直角な方向の長さ(短辺)との比、(長辺) / (短辺)、で算出するものとする。アスペクト比が5.0未満のマルテンサイト粒を塊状マルテンサイトと定義する。アスペクト比が5.0以上のマルテンサイトは、「棒状」マルテンサイトと称する。また、塊状マルテンサイトの大きさは、塊状マルテンサイト各粒の長辺長さと短辺長さの和の1/2を直径とし、得られた各粒の直径を算術平均し、その鋼板における塊状マルテンサイトの大きさの平均とした。なお、塊状マルテンサイト各粒の直径のうちの最大の値を塊状マルテンサイトの大きさの最大とした。測定したマルテンサイト粒は100個以上とした。
(2)引張試験
得られた熱延鋼板から、引張方向が、圧延方向と直角方向(板幅方向)および圧延方向から30度方向となるように、それぞれ引張試験片(API-5Lに規定される全厚試験片(幅38.1mm;GL50mm))を採取し、ASTM A 370の規定に準拠して、引張試験を実施し、引張特性(降伏強さYS、引張強さTS) を求めた。
(3) 衝撃試験
得られた熱延鋼板から、試験片長手方向が、圧延方向に直角方向となるように、Vノッチ試験片を採取し、ASTMA 370の規定に準拠して、シャルビー衝撃試験を実施し、破面遷移温度vTrs (℃)を求めた。
(4)硬さ試験
得られた熱延鋼板から、硬さ測定用試験片を採取し、ビッカース硬度計(試験力:4.9N)(荷重:500g)を用いて、断面硬さを測定した。鋼板表面から、0.5mm間隔で板厚方向に連続的に測定し、表面から板厚方向(深さ方向)に0.5mm位置での硬さ、および板厚方向の最高硬さを求めた。そして、板厚方向の最高硬さが300ポイント以下、表面から深さ0.5mm位置の硬さの板厚方向の最高硬さに対する割合が95%以下である場合を、硬さ分布が良好である評価した。
次に、得られた熱延鋼板を管素材として、スパイラル造管工程により、スパイラル鋼管(外径:1067mmφ)を製造した。得られた鋼管から、引張方向が管周方向となるように、引張試験片(APIに定める試験片)を採取し、ASTMA 370の規定に準拠して、引張試験を実施し、引張特性(降伏強さYS、引張強さTS)を測定した。得られた結果から、ΔYS(=鋼管YS-鋼板30°YS) を算出し、造管による強度低下の程度を評価した。
得られた結果を表3に示す。 The molten steel having the composition shown in Table 1 was made into a slab (thickness: 220 mm) by a continuous casting method to obtain a steel material. Next, these steel materials are heated to the heating temperature shown in Table 2 and subjected to rough rolling to form a sheet bar, and then the sheet bar is subjected to finish rolling under the conditions shown in Table 2 to obtain a hot-rolled steel sheet (sheet thickness: A hot rolling process of 8 to 25 mm) was performed. Immediately after finishing rolling, the obtained hot-rolled steel sheet was subjected to a cooling process including primary cooling to quaternary cooling shown in Table 2. After the cooling step, a winding step of winding at a winding temperature shown in Table 2 and then allowing to cool was performed.
From the obtained hot-rolled steel sheet, a test piece was collected and subjected to a structure observation, a tensile test, an impact test, and a hardness test.
The test method is as follows.
(1) Microstructure observation From the obtained hot-rolled steel sheet, a microstructural specimen was taken so that the cross section in the rolling direction (L cross section) became the observation surface. The test piece was polished and subjected to Nital corrosion, and the structure was observed and imaged using an optical microscope (magnification: 500 times) or an electron microscope (magnification: 2000 times). The type of tissue, the tissue fraction (area ratio) of each phase, and the average particle diameter were measured from the obtained inner layer structure photograph using an image analyzer. In addition, about the surface layer, only the identification of the kind of structure | tissue was performed from the structure | tissue photograph.
The average particle size of bainitic ferrite, which is the main phase in the inner layer structure, was determined by a cutting method in accordance with JISG 0552. The aspect ratio of the martensite grain is the ratio of the length in the longitudinal direction of each grain, that is, the direction in which the grain size is maximum (long side) and the length in the direction perpendicular to the length (short side), (long side). / (Short side). Martensite grains having an aspect ratio of less than 5.0 are defined as massive martensite. Martensite having an aspect ratio of 5.0 or more is referred to as “bar-shaped” martensite. In addition, the size of the massive martensite is 1/2 the sum of the long side length and the short side length of each grain of the massive martensite, and the diameter of each obtained grain is arithmetically averaged. The average size of martensite was used. In addition, the largest value among the diameter of each grain of massive martensite was made into the maximum of the magnitude | size of massive martensite. The measured martensite grains were 100 or more.
(2) Tensile test From the obtained hot-rolled steel sheet, the tensile test piece (API-5L is specified) so that the tensile direction is perpendicular to the rolling direction (sheet width direction) and 30 degrees from the rolling direction. Full thickness test pieces (width 38.1 mm; GL 50 mm) were collected and subjected to a tensile test in accordance with ASTM A 370 regulations to determine tensile properties (yield strength YS, tensile strength TS).
(3) Impact test V-notch test specimens were taken from the obtained hot-rolled steel sheet so that the longitudinal direction of the test specimen was perpendicular to the rolling direction, and the Charby impact test was conducted in accordance with ASTM 370 regulations. The fracture surface transition temperature vTrs (° C.) was obtained.
(4) Hardness test From the obtained hot-rolled steel sheet, a specimen for hardness measurement was collected, and the cross-sectional hardness was measured using a Vickers hardness tester (test force: 4.9 N) (load: 500 g). Measurements were continuously made from the surface of the steel sheet in the thickness direction at intervals of 0.5 mm, and the hardness at the 0.5 mm position in the thickness direction (depth direction) from the surface and the maximum hardness in the thickness direction were determined. And the hardness distribution is good when the maximum hardness in the thickness direction is 300 points or less and the ratio of the hardness at the depth of 0.5 mm from the surface to the maximum hardness in the thickness direction is 95% or less. evaluated.
Next, a spiral steel pipe (outer diameter: 1067 mmφ) was manufactured by a spiral pipe making process using the obtained hot-rolled steel sheet as a pipe material. From the obtained steel pipe, take a tensile test piece (test piece specified in API) so that the tensile direction is the pipe circumferential direction, conduct a tensile test in accordance with the provisions of ASTMA 370, and obtain tensile properties (yield). Strength YS and tensile strength TS) were measured. From the obtained results, ΔYS (= steel pipe YS−steel sheet 30 ° YS) was calculated, and the degree of strength reduction due to pipe making was evaluated.
The obtained results are shown in Table 3.

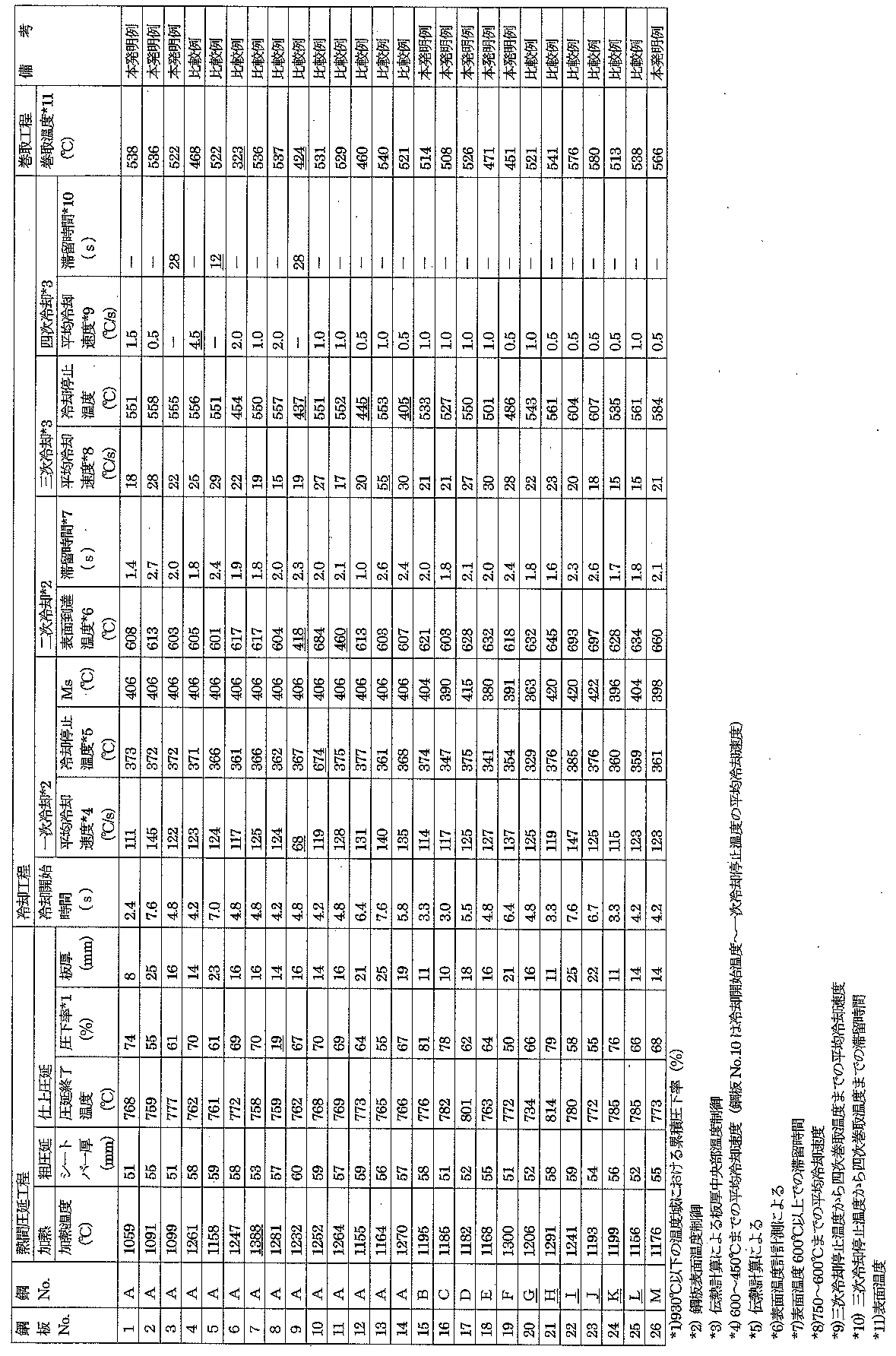
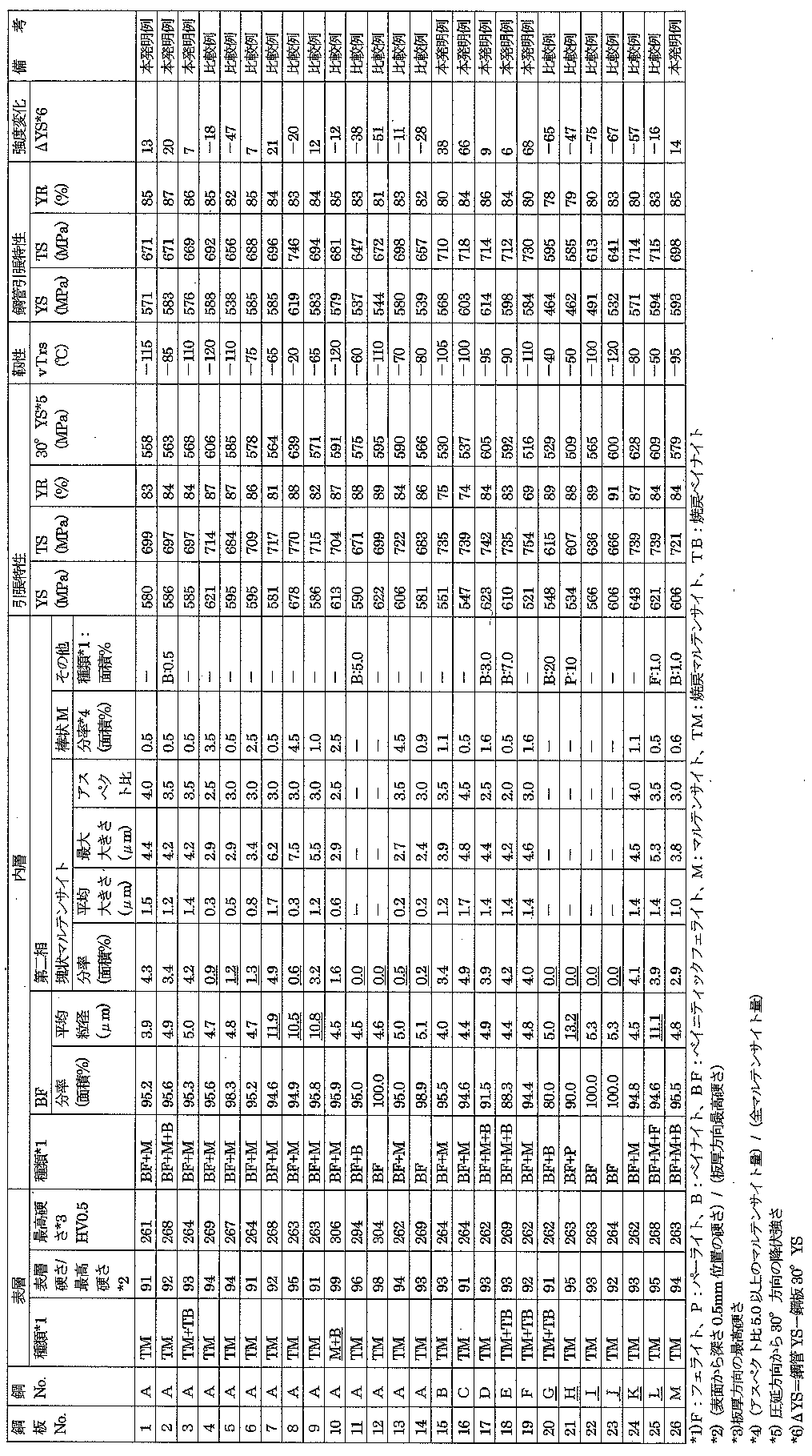
Claims (10)
- 質量%で、C:0.03~0.10%、Si:0.01~0.50%、Mn:1.4~2.2%、P:0.025%以下、S:0.005%以下、Al:0.005~0.10%、Nb:0.02~0.10%、Ti:0.001~0.030%、Mo:0.01~0.50%、Cr:0.01~0.50%、Ni:0.01~0.50%を含み、残部Feおよび不可避的不純物からなる組成を有し、
内層が、平均粒径10μm以下のベイニティックフェライトを主相とし、第二相として、面積率で1.4~15%のアスペクト比:5.0未満の塊状マルテンサイトを含む組織であり、
表層が、焼戻マルテンサイト相または焼戻マルテンサイト相と焼戻ベイナイト相とからなる組織である、
ことを特徴とする熱延鋼板。 In mass%, C: 0.03-0.10%, Si: 0.01-0.50%, Mn: 1.4-2.2%, P: 0.025% or less, S: 0.005% or less, Al: 0.005-0.10%, Nb: 0.02-0.10% Ti: 0.001 to 0.030%, Mo: 0.01 to 0.50%, Cr: 0.01 to 0.50%, Ni: 0.01 to 0.50%, and the composition consisting of the balance Fe and inevitable impurities,
The inner layer is composed of bainitic ferrite having an average particle size of 10 μm or less as a main phase, and the second phase is a structure containing massive martensite with an area ratio of 1.4 to 15% in area ratio: less than 5.0,
The surface layer is a structure composed of a tempered martensite phase or a tempered martensite phase and a tempered bainite phase.
A hot-rolled steel sheet characterized by that. - 前記組成が、質量%で、下記(1)式で定義されるMoeqが1.4~2.2%の範囲を満足する組成であることを特徴とする請求項1に記載の熱延鋼板。
記
Moeq (%) =Mo+0.36Cr+0.77Mn+0.07Ni ‥‥(1)
ここで、Mn、Ni、Cr、Mo:各元素の含有量(質量%) 2. The hot-rolled steel sheet according to claim 1, wherein the composition is a composition satisfying a mass% and Moeq defined by the following formula (1) in a range of 1.4 to 2.2%.
Record
Moeq (%) = Mo + 0.36Cr + 0.77Mn + 0.07Ni (1)
Here, Mn, Ni, Cr, Mo: Content of each element (mass%) - 前記組成に加えてさらに、質量%で、Cu:0.50%以下、V:0.10%以下、B:0.0005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする請求項1または2に記載の熱延鋼板。 In addition to the composition, the composition further contains one or more selected from Cu: 0.50% or less, V: 0.10% or less, and B: 0.0005% or less in terms of mass%. The hot rolled steel sheet according to 1 or 2.
- 前記組成に加えてさらに、質量%で、Ca:0.0005~0.0050%を含有することを特徴とする請求項1ないし3のいずれか一項に記載の熱延鋼板。 The hot rolled steel sheet according to any one of claims 1 to 3, further comprising Ca: 0.0005 to 0.0050% by mass% in addition to the composition.
- 前記塊状マルテンサイトの大きさが、最大で5.0μm以下、平均で0.5~3.0μmであることを特徴とする請求項1ないし4のいずれか一項に記載の熱延鋼板。 The hot rolled steel sheet according to any one of claims 1 to 4, wherein the bulk martensite has a maximum size of 5.0 µm or less and an average of 0.5 to 3.0 µm.
- 板厚方向表面から深さ0.5mm位置の硬さが板厚方向最高硬さの95%以下であることを特徴とする請求項1ないし5のいずれか一項に記載の熱延鋼板。 The hot-rolled steel sheet according to any one of claims 1 to 5, wherein the hardness at a depth of 0.5 mm from the surface in the thickness direction is 95% or less of the maximum hardness in the thickness direction.
- 鋼素材に、熱延工程、冷却工程、巻取工程を施して、熱延鋼板とするにあたり、
前記鋼素材を、質量%で、
C:0.03~0.10%、Si:0.01~0.50%、Mn:1.4~2.2%、P:0.025%以下、S:0.005%以下、Al:0.005~0.10%、Nb:0.02~0.10%、Ti:0.001~0.030%、Mo:0.01~0.50%、Cr:0.01~0.50%、Ni:0.01~0.50%を含み、残部Feおよび不可避的不純物からなる組成を有する鋼素材とし、
前記熱延工程を、前記鋼素材を加熱温度:1050~1300℃に加熱し、該加熱された鋼素材に、粗圧延を施しシートバーとし、該シートバーに、930℃以下の温度域での累積圧下率:50%以上となる仕上圧延を施し熱延鋼板とする工程とし、
前記冷却工程を、仕上圧延終了後直ちに冷却を開始し、表面温度で、100℃/s以上の平均冷却速度で、マルテンサイト変態開始温度以下の温度まで冷却する一次冷却と、該一次冷却終了後、表面温度で600℃以上の温度で1s以上滞留させる二次冷却と、該二次冷却終了後、板厚中央部温度で、平均で5~30℃/sの冷却速度で、600~450℃の温度域の冷却停止温度まで冷却する三次冷却と、さらに、該三次冷却の冷却停止温度から巻取温度までを板厚中央部温度で、平均で2℃/s以下の冷却速度で冷却するか、あるいは前記三次冷却の冷却停止温度から巻取温度までの温度域で20s以上滞留させる四次冷却とを順次施す工程とし、
前記巻取工程を、表面温度で巻取温度:450℃以上で巻き取る工程とする、
ことを特徴とする熱延鋼板の製造方法。 The steel material is subjected to a hot rolling process, a cooling process, and a winding process to make a hot rolled steel sheet.
The steel material in mass%,
C: 0.03-0.10%, Si: 0.01-0.50%, Mn: 1.4-2.2%, P: 0.025% or less, S: 0.005% or less, Al: 0.005-0.10%, Nb: 0.02-0.10%, Ti: 0.001 Steel material having a composition comprising the balance Fe and inevitable impurities, including 0.030%, Mo: 0.01-0.50%, Cr: 0.01-0.50%, Ni: 0.01-0.50%,
In the hot rolling step, the steel material is heated to a heating temperature of 1050 to 1300 ° C., the heated steel material is subjected to rough rolling to form a sheet bar, and the sheet bar is heated at a temperature range of 930 ° C. or less. Cumulative rolling reduction: It is a process to make a hot-rolled steel sheet by applying finish rolling to 50% or more,
The cooling step is started immediately after finishing rolling, and at the surface temperature, cooling at an average cooling rate of 100 ° C./s or higher to a temperature below the martensite transformation start temperature, and after the completion of the primary cooling Secondary cooling for 1 s or more at a surface temperature of 600 ° C or higher, and after completion of the secondary cooling, 600 to 450 ° C at an average cooling rate of 5 to 30 ° C / s at the center temperature of the plate thickness Cooling to the cooling stop temperature in the temperature range, and further cooling from the cooling stop temperature of the tertiary cooling to the coiling temperature at the center temperature of the plate thickness at an average cooling rate of 2 ° C / s or less? Or a step of sequentially performing quaternary cooling for retaining for 20 s or more in the temperature range from the cooling stop temperature to the coiling temperature of the tertiary cooling,
The winding step is a step of winding at a winding temperature of 450 ° C. or more at the surface temperature,
A method for producing a hot-rolled steel sheet. - 前記組成が、質量%で、下記(1)式で定義されるMoeqが1.4~2.2%の範囲を満足する組成であることを特徴とする請求項7に記載の熱延鋼板の製造方法。
記
Moeq(%)=Mo+0.36Cr+0.77Mn+0.07Ni ‥‥‥(1)
ここで、Mn、Ni、Cr、Mo:各元素の含有量(質量%) The method for producing a hot-rolled steel sheet according to claim 7, wherein the composition is a composition satisfying a mass% and Moeq defined by the following formula (1) in a range of 1.4 to 2.2%.
Record
Moeq (%) = Mo + 0.36Cr + 0.77Mn + 0.07Ni (1)
Here, Mn, Ni, Cr, Mo: Content of each element (mass%) - 前記組成に加えてさらに、質量%で、Cu:0.50%以下、V:0.10%以下、B:0.0005%以下のうちから選ばれた1種または2種以上を含有することを特徴とする請求項7または8に記載の熱延鋼板の製造方法。 In addition to the composition, the composition further contains one or more selected from Cu: 0.50% or less, V: 0.10% or less, and B: 0.0005% or less in terms of mass%. A method for producing a hot-rolled steel sheet according to 7 or 8.
- 前記組成に加えてさらに、質量%で、Ca:0.0005~0.0050%を含有することを特徴とする請求項7ないし9のいずれか一項に記載の熱延鋼板の製造方法。 10. The method for producing a hot-rolled steel sheet according to claim 7, further comprising Ca: 0.0005 to 0.0050% by mass% in addition to the composition.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13837646.2A EP2871254B1 (en) | 2012-09-13 | 2013-09-11 | Hot-rolled steel sheet and method for manufacturing same |
| JP2014510588A JP5605527B2 (en) | 2012-09-13 | 2013-09-11 | Hot-rolled steel sheet and manufacturing method thereof |
| BR112015005419-6A BR112015005419B1 (en) | 2012-09-13 | 2013-09-11 | HOT ROLLED STEEL SHEET AND METHOD FOR MANUFACTURING THE SAME |
| IN772DEN2015 IN2015DN00772A (en) | 2012-09-13 | 2013-09-11 | |
| CN201380047480.0A CN104619876B (en) | 2012-09-13 | 2013-09-11 | Hot rolled steel plate and manufacture method thereof |
| US14/428,217 US20150232970A1 (en) | 2012-09-13 | 2013-09-11 | Hot-rolled steel sheet and method for manufacturing the same |
| KR1020157007700A KR101702794B1 (en) | 2012-09-13 | 2013-09-11 | Hot-rolled steel sheet and method for manufacturing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012201266 | 2012-09-13 | ||
| JP2012-201266 | 2012-09-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014041802A1 true WO2014041802A1 (en) | 2014-03-20 |
Family
ID=50277943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/005388 WO2014041802A1 (en) | 2012-09-13 | 2013-09-11 | Hot-rolled steel sheet and method for manufacturing same |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150232970A1 (en) |
| EP (1) | EP2871254B1 (en) |
| JP (1) | JP5605527B2 (en) |
| KR (1) | KR101702794B1 (en) |
| CN (1) | CN104619876B (en) |
| IN (1) | IN2015DN00772A (en) |
| WO (1) | WO2014041802A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017130875A1 (en) * | 2016-01-27 | 2017-08-03 | Jfeスチール株式会社 | High-strength hot-rolled steel sheet for electric resistance welded steel pipe, and method for manufacturing same |
| JP2018127646A (en) * | 2017-02-06 | 2018-08-16 | Jfeスチール株式会社 | High strength hot rolled steel sheet and method for producing the same |
| JP6690787B1 (en) * | 2019-03-29 | 2020-04-28 | Jfeスチール株式会社 | ERW steel pipe, its manufacturing method, and steel pipe pile |
| CN111566249A (en) * | 2017-12-24 | 2020-08-21 | 株式会社Posco | High-strength steel sheet and method for producing same |
| JP2022513269A (en) * | 2018-12-19 | 2022-02-07 | ポスコ | Structural steel with excellent brittle fracture resistance and its manufacturing method |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10047416B2 (en) * | 2012-09-13 | 2018-08-14 | Jfe Steel Corporation | Hot rolled steel sheet and method for manufacturing the same |
| WO2017050790A1 (en) * | 2015-09-22 | 2017-03-30 | Tata Steel Ijmuiden B.V. | A hot-rolled high-strength roll-formable steel sheet with excellent stretch-flange formability and a method of producing said steel |
| KR101830437B1 (en) * | 2016-04-25 | 2018-02-20 | 현대자동차주식회사 | High toughness, heat-treated steel pipe having a three-layer structure and manufacturing method thereof |
| EP3584337B1 (en) * | 2017-02-17 | 2020-12-23 | JFE Steel Corporation | High strength hot-rolled steel sheet and method for producing same |
| EP3617336A4 (en) * | 2017-04-28 | 2020-09-16 | Nippon Steel Corporation | High strength steel sheet and method for manufacturing same |
| KR101999015B1 (en) | 2017-12-24 | 2019-07-10 | 주식회사 포스코 | Steel for structure having superior resistibility of brittle crack arrestability and manufacturing method thereof |
| KR20220030288A (en) * | 2019-11-27 | 2022-03-10 | 제이에프이 스틸 가부시키가이샤 | Steel plate and its manufacturing method |
| WO2021123877A1 (en) * | 2019-12-17 | 2021-06-24 | Arcelormittal | Hot rolled steel sheet and method of manufacturing thereof |
| WO2021125386A1 (en) * | 2019-12-18 | 2021-06-24 | 주식회사 포스코 | Hot rolled steel sheet having excellent blanking properties and uniforminty, and manufacturing method thereof |
| CN114107612B (en) * | 2021-11-30 | 2023-04-18 | 马鞍山钢铁股份有限公司 | Tempering heat treatment design method for H-shaped steel, hot-rolled H-shaped steel for anti-seismic and fireproof building structure and tempering heat treatment method for hot-rolled H-shaped steel |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63227715A (en) | 1987-03-17 | 1988-09-22 | Kawasaki Steel Corp | Production of hot-rolled steel sheet for line pipe having excellent low-temperature toughness, low yield ratio, and high tensile strength |
| JPH10176239A (en) | 1996-10-17 | 1998-06-30 | Kobe Steel Ltd | High strength and low yield ratio hot rolled steel sheet for pipe and its production |
| JP2006299413A (en) | 2005-03-24 | 2006-11-02 | Jfe Steel Kk | Method for producing low yield-ratio electric-resistance welded steel tube excellent in low temperature toughness |
| JP2008248384A (en) * | 2007-03-08 | 2008-10-16 | Nippon Steel Corp | High-strength hot-rolled steel plate excellent in low-temperature toughness for spiral pipe and manufacturing method therefor |
| JP2010059472A (en) | 2008-09-03 | 2010-03-18 | Kobe Steel Ltd | Thick steel plate with low yield ratio and high toughness |
| JP2010209471A (en) * | 2007-07-23 | 2010-09-24 | Nippon Steel Corp | Steel pipe superior in deformation properties, and method for manufacturing the same |
| JP2013007101A (en) * | 2011-06-24 | 2013-01-10 | Kobe Steel Ltd | Method for manufacturing high strength steel plate excelling in balance of low-temperature toughness and strength, and control method for the same |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19612818C2 (en) * | 1996-03-30 | 1998-04-09 | Schloemann Siemag Ag | Process for cooling warm-rolled steel profiles |
| GB0719457D0 (en) * | 2007-10-04 | 2007-11-14 | Skf Ab | Heat-treatment process for a steel |
| JP5499731B2 (en) | 2009-01-30 | 2014-05-21 | Jfeスチール株式会社 | Thick high-tensile hot-rolled steel sheet with excellent HIC resistance and method for producing the same |
| RU2478124C1 (en) * | 2009-01-30 | 2013-03-27 | ДжФЕ СТИЛ КОРПОРЕЙШН | Thick-wall high-strength hot-rolled steel sheet with high tensile strength, high-temperature toughness, and method of its production |
| CN103276291A (en) * | 2009-01-30 | 2013-09-04 | 杰富意钢铁株式会社 | Heavy gauge, high tensile strength, hot rolled steel sheet with excellent HIC resistance and manufacturing method therefor |
| JP5679114B2 (en) | 2011-02-24 | 2015-03-04 | Jfeスチール株式会社 | Low yield ratio high strength hot rolled steel sheet with excellent low temperature toughness and method for producing the same |
-
2013
- 2013-09-11 JP JP2014510588A patent/JP5605527B2/en active Active
- 2013-09-11 CN CN201380047480.0A patent/CN104619876B/en active Active
- 2013-09-11 EP EP13837646.2A patent/EP2871254B1/en active Active
- 2013-09-11 US US14/428,217 patent/US20150232970A1/en not_active Abandoned
- 2013-09-11 IN IN772DEN2015 patent/IN2015DN00772A/en unknown
- 2013-09-11 WO PCT/JP2013/005388 patent/WO2014041802A1/en active Application Filing
- 2013-09-11 KR KR1020157007700A patent/KR101702794B1/en active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63227715A (en) | 1987-03-17 | 1988-09-22 | Kawasaki Steel Corp | Production of hot-rolled steel sheet for line pipe having excellent low-temperature toughness, low yield ratio, and high tensile strength |
| JPH10176239A (en) | 1996-10-17 | 1998-06-30 | Kobe Steel Ltd | High strength and low yield ratio hot rolled steel sheet for pipe and its production |
| JP2006299413A (en) | 2005-03-24 | 2006-11-02 | Jfe Steel Kk | Method for producing low yield-ratio electric-resistance welded steel tube excellent in low temperature toughness |
| JP2008248384A (en) * | 2007-03-08 | 2008-10-16 | Nippon Steel Corp | High-strength hot-rolled steel plate excellent in low-temperature toughness for spiral pipe and manufacturing method therefor |
| JP2010209471A (en) * | 2007-07-23 | 2010-09-24 | Nippon Steel Corp | Steel pipe superior in deformation properties, and method for manufacturing the same |
| JP2010059472A (en) | 2008-09-03 | 2010-03-18 | Kobe Steel Ltd | Thick steel plate with low yield ratio and high toughness |
| JP2013007101A (en) * | 2011-06-24 | 2013-01-10 | Kobe Steel Ltd | Method for manufacturing high strength steel plate excelling in balance of low-temperature toughness and strength, and control method for the same |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2871254A4 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017130875A1 (en) * | 2016-01-27 | 2017-08-03 | Jfeスチール株式会社 | High-strength hot-rolled steel sheet for electric resistance welded steel pipe, and method for manufacturing same |
| JP6237961B1 (en) * | 2016-01-27 | 2017-11-29 | Jfeスチール株式会社 | High strength hot-rolled steel sheet for ERW steel pipe and method for producing the same |
| US11214847B2 (en) | 2016-01-27 | 2022-01-04 | Jfe Steel Corporation | High-strength hot-rolled steel sheet for electric resistance welded steel pipe and manufacturing method therefor |
| JP2018127646A (en) * | 2017-02-06 | 2018-08-16 | Jfeスチール株式会社 | High strength hot rolled steel sheet and method for producing the same |
| CN111566249A (en) * | 2017-12-24 | 2020-08-21 | 株式会社Posco | High-strength steel sheet and method for producing same |
| JP2021508774A (en) * | 2017-12-24 | 2021-03-11 | ポスコPosco | High-strength steel sheet and its manufacturing method |
| CN111566249B (en) * | 2017-12-24 | 2022-05-13 | 株式会社Posco | High-strength steel sheet and method for producing same |
| JP7096337B2 (en) | 2017-12-24 | 2022-07-05 | ポスコ | High-strength steel plate and its manufacturing method |
| JP2022513269A (en) * | 2018-12-19 | 2022-02-07 | ポスコ | Structural steel with excellent brittle fracture resistance and its manufacturing method |
| JP7348947B2 (en) | 2018-12-19 | 2023-09-21 | ポスコ カンパニー リミテッド | Structural steel material with excellent brittle fracture resistance and its manufacturing method |
| JP6690787B1 (en) * | 2019-03-29 | 2020-04-28 | Jfeスチール株式会社 | ERW steel pipe, its manufacturing method, and steel pipe pile |
| WO2020202333A1 (en) * | 2019-03-29 | 2020-10-08 | Jfeスチール株式会社 | Electric resistance welded steel pipe and method for manufacturing same, and steel pipe pile |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014041802A1 (en) | 2016-08-12 |
| JP5605527B2 (en) | 2014-10-15 |
| CN104619876B (en) | 2016-12-21 |
| KR101702794B1 (en) | 2017-02-03 |
| EP2871254A1 (en) | 2015-05-13 |
| EP2871254B1 (en) | 2020-06-24 |
| IN2015DN00772A (en) | 2015-07-03 |
| US20150232970A1 (en) | 2015-08-20 |
| BR112015005419A2 (en) | 2017-07-04 |
| CN104619876A (en) | 2015-05-13 |
| EP2871254A4 (en) | 2015-11-18 |
| KR20150038747A (en) | 2015-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5605527B2 (en) | Hot-rolled steel sheet and manufacturing method thereof | |
| JP5776398B2 (en) | Low yield ratio high strength hot rolled steel sheet with excellent low temperature toughness and method for producing the same | |
| JP5605526B2 (en) | Hot-rolled steel sheet and manufacturing method thereof | |
| KR101333854B1 (en) | Thick high-tensile-strength hot-rolled steel sheet with excellent low-temperature toughness and process for production of same | |
| JP5679114B2 (en) | Low yield ratio high strength hot rolled steel sheet with excellent low temperature toughness and method for producing the same | |
| EP2735622B1 (en) | Low-yield-ratio high-strength hot-rolled steel plate with excellent low-temperature toughness and process for producing same | |
| KR102379935B1 (en) | steel pipe and plate | |
| JP6477570B2 (en) | Hot-rolled steel sheet and manufacturing method thereof | |
| KR100815717B1 (en) | High strength linepipe steel plate for large diameter pipe with high low-temperature ductility and hic resistance at the h2s containing environment and manufacturing method thereof | |
| JP2008056962A (en) | Steel sheet for high strength line pipe which is excellent in resistance to crack induced by hydrogen and has small reduction in yield stress due to bauschinger effect, and manufacturing method therefor | |
| JP5418251B2 (en) | Manufacturing method of thick-walled high-tensile hot-rolled steel sheet with excellent HIC resistance | |
| KR20110110278A (en) | Heavy gauge, high tensile strength, hot rolled steel sheet with excellent hic resistance and manufacturing method therefor | |
| JP5401863B2 (en) | Manufacturing method for thick-walled high-tensile hot-rolled steel sheet with excellent low-temperature toughness | |
| JP7339339B2 (en) | Ultra-high-strength steel material with excellent cold workability and SSC resistance, and method for producing the same | |
| JP2015190026A (en) | Thick high strength electroseamed steel pipe for linepipe and manufacturing method therefor | |
| JP6519024B2 (en) | Method of manufacturing low yield ratio high strength hot rolled steel sheet excellent in low temperature toughness | |
| JP6179604B2 (en) | Steel strip for electric resistance welded steel pipe, electric resistance welded steel pipe, and method for producing steel strip for electric resistance welded steel pipe | |
| JP6565890B2 (en) | Low yield ratio and high strength hot rolled steel sheet with excellent low temperature toughness | |
| JP2010196157A (en) | Thick, high tensile-strength hot-rolled steel sheet having excellent low temperature toughness and manufacturing method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2014510588 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13837646 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013837646 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14428217 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20157007700 Country of ref document: KR Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112015005419 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112015005419 Country of ref document: BR Kind code of ref document: A2 Effective date: 20150311 |