WO2013018226A1 - Snap fastener-forming method, intermediate snap member, and snap fastener - Google Patents
Snap fastener-forming method, intermediate snap member, and snap fastener Download PDFInfo
- Publication number
- WO2013018226A1 WO2013018226A1 PCT/JP2011/067884 JP2011067884W WO2013018226A1 WO 2013018226 A1 WO2013018226 A1 WO 2013018226A1 JP 2011067884 W JP2011067884 W JP 2011067884W WO 2013018226 A1 WO2013018226 A1 WO 2013018226A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- snap
- female
- male
- peripheral side
- side portion
- Prior art date
Links
Images















Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B17/00—Press-button or snap fasteners
- A44B17/0064—Details
- A44B17/0088—Details made from sheet metal
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B17/00—Press-button or snap fasteners
- A44B17/0052—Press-button fasteners consisting of four parts
Definitions
- the present invention relates to a snap button forming method, an intermediate snap member, and a snap button, and more specifically, a snap button forming method capable of selectively forming a male snap or a female snap as desired from the intermediate snap member, and
- the present invention relates to an intermediate snap member that can be formed on both of a male snap and a female snap that can be engaged with each other, and a snap button that can form a male snap or a female snap from such an intermediate snap member.
- the snap button is composed of a pair of male snaps and female snaps that are engaged and disengaged with each other, and is generally used for joints of clothing and potatoes.
- the male snap includes an engaging convex portion
- the female snap includes a concave portion that receives the engaging convex portion of the male snap.
- the male snap and the female snap are separate products and are manufactured independently from the raw material to the final product, and are stored separately after manufacturing. And according to a customer's order, a male snap and a male snap are combined and conveyed. Therefore, the manufacturing cost for two products, male snap and female snap, is required. Moreover, it is necessary to store the stocks of the male snap and the female snap so that the customer's order can be quickly met, and the burden of inventory management is large.
- the present invention has been made paying attention to the above points, and its purpose is to reduce the snap button manufacturing cost and the burden of inventory management, a snap button forming method, an intermediate snap member, And providing a snap button.
- a method of forming a snap button which is an intermediate snap member that can be formed on both a male snap and a female snap that can be engaged with each other, A process A for obtaining an intermediate snap member having a bottom portion and a cylindrical peripheral side portion rising from a radially outer end of the bottom portion, and selectively selecting a male snap or a female snap by deforming the peripheral side portion of the intermediate snap member And a step B of forming in a step.
- an intermediate snap member is formed from a material metal or resin (step A), and then a male snap or a female snap can be selectively formed from the intermediate snap member as desired (step B). . Therefore, the process A is made common among the manufacturing processes of the male snap and the female snap. Further, only the intermediate snap member can be stored, and the intermediate snap member can be processed into a male snap or a female snap according to the customer's order.
- the intermediate snap member is made of metal.
- Preferred examples of the metal include aluminum alloys and copper alloys, but are not limited thereto.
- the step B is performed when the intermediate snap member is fixed to the cloth. That is, the step of processing the intermediate snap member into a male snap or a female snap (step B) and the step of attaching the intermediate snap member to the fabric using a separate mounting member are performed simultaneously.
- the intermediate snap member is fixed to the fabric as a male snap or a female snap.
- the fabric includes woven fabric, cloth, nonwoven fabric, felt, leather, resin sheet and the like.
- a plurality of cutout portions cut out from the upper end downward are provided in the circumferential side portion of the intermediate snap member.
- the intermediate snap member has such a peripheral side portion on the peripheral side portion, the intermediate snap member can be easily deformed into a male snap or a female snap.
- the cutouts are preferably provided at equiangular intervals in the circumferential direction of the peripheral side part, and the number of cutouts is not limited, but is preferably at least three, preferably about six.
- the peripheral side portion of the intermediate snap member has a curled upper end portion.
- the upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap or the female side engaging portion of the female snap.
- step B the upper end of the peripheral side of the female snap or the upper end of the male snap is curled.
- the upper end of the peripheral side portion of the intermediate snap member is curled at the same time as the step of processing the intermediate snap member into a male snap or a female snap (step B).
- the upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap or the female side engaging portion of the female snap.
- an intermediate snap member that can be formed on both of a male snap and a female snap that can be engaged with each other, and rises from a disk-shaped bottom portion and a radially outer end of the bottom portion.
- An intermediate snap member is provided that includes a cylindrical peripheral side that deforms when selectively formed into a snap or female snap.
- a male snap or a female snap can be selectively formed from the intermediate snap member as desired. Therefore, most of the manufacturing process of the male snap and the female snap is shared. Further, only the intermediate snap member can be stored, and the intermediate snap member can be processed into a male snap or a female snap according to the customer's order.
- the intermediate snap member is made of metal.
- Preferred examples of the metal include aluminum alloys and copper alloys, but are not limited thereto.
- a plurality of cutout portions cut out from the upper end downward are provided in the circumferential side portion of the intermediate snap member.
- the intermediate snap member has such a peripheral side portion on the peripheral side portion, the intermediate snap member can be easily deformed into a male snap or a female snap.
- the cutouts are preferably provided at equiangular intervals in the circumferential direction of the peripheral side part, and the number of cutouts is not limited, but is preferably at least three, preferably about six.
- the peripheral side portion of the intermediate snap member has a curled upper end portion.
- the upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap or the female side engaging portion of the female snap.
- the intermediate snap member has a cylindrical post portion protruding downward from the bottom portion, and the post portion is attached to the fabric when the intermediate snap member is attached to the fabric as a male snap or a female snap. After passing through, it is crimped.
- the attachment of the intermediate snap member to the fabric as a male snap or a female snap is performed by applying a separate attachment member from the opposite side of the fabric in the same manner as the attachment of the conventional male snap or female snap to the fabric. This can be done by caulking the fabric after passing the fabric to the male snap or female snap side.
- the post portion is penetrated through the fabric, and then crimped on the opposite side of the fabric so that the intermediate snap member ( A male snap or a female snap) can be attached to the fabric.
- the intermediate snap member has a circumferentially extending groove on the inner peripheral surface of the peripheral side portion for forming a buckling portion when deforming into a male snap or a female snap.
- the peripheral side portion is buckled from the groove, so that the constricted portion of the male snap or the protruding portion of the female snap can be formed accurately and easily.
- the groove can extend continuously or discontinuously in the circumferential direction of the circumferential side.
- a snap button that can be formed from an intermediate snap member into both a male snap and a female snap that can be engaged with each other, wherein the intermediate snap member includes a disc-shaped bottom portion, A cylindrical peripheral side portion that rises from the radially outer end of the bottom portion, the male snap has a male side engagement portion that engages with the female snap on the peripheral side portion, and the female snap is The snap button which has the female side engaging part engaged with the male snap on the peripheral side part is provided.
- either the male snap or the female snap is selectively formed from the intermediate snap member. Therefore, the manufacturing process of an intermediate
- middle snap member is shared among the manufacturing processes of a male snap and a female snap. Further, only the intermediate snap member can be stored, and the intermediate snap member can be processed into a male snap according to the customer's order.
- the male side engaging part and the female side engaging part in the peripheral side part of each of the male snap and the female snap are formed by processing the peripheral side part of the intermediate snap member.
- the snap button is made of metal.
- Preferred examples of the metal include aluminum alloys and copper alloys, but are not limited thereto.
- a plurality of cutout portions cut out from the upper end downward are provided in the circumferential side portion of the male snap and the circumferential side portion of the female snap.
- the cutouts are preferably provided at equiangular intervals in the circumferential direction of the peripheral side part, and the number of cutouts is not limited, but is preferably at least three, preferably about six.
- the male side engaging portion and the female side engaging portion include a curled upper end portion of a peripheral side portion.
- the upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap and the female side engaging portion of the female snap.
- the male engaging portion includes a constricted portion having a minimum outer diameter of the peripheral side portion.
- the constricted portion of the peripheral side portion is a part of the male engaging portion of the male snap.
- the female engagement portion includes a protruding portion in which the outer diameter of the peripheral side portion protrudes radially outward.
- the protruding portion of the peripheral side portion becomes a part of the female side engaging portion of the female snap.
- the male snap and the female snap are engaged, and the diameter of the bottom of each of the male snap and the female snap and the number of notches provided on the peripheral side portion are the same.
- the male snap and the female snap having the same bottom diameter and the same number of notches on the circumferential side can be selectively formed from the intermediate snap member.
- the male snap or the female snap can be selectively formed from the intermediate snap member as desired, most of the manufacturing process of the male snap and the female snap is made common, and the manufacturing cost of the snap button can be reduced. it can. Moreover, the burden of inventory management can be reduced by storing only the intermediate snap member and processing the intermediate snap member into a male snap or a female snap according to a customer's order.
- FIG. 1 is a plan view showing a first embodiment of an intermediate snap member of the present invention.
- FIG. 2 is a cross-sectional view taken along line AA in FIG.
- FIG. 3 is an explanatory view of a longitudinal section of the mounting member.
- FIG. 4 is a cross-sectional explanatory view showing a case where the intermediate snap member is attached to the fabric as a female snap.
- FIG. 5 is a cross-sectional explanatory view showing a case where the intermediate snap member is attached to the fabric as a male snap.
- FIG. 6 is a cross-sectional explanatory view showing a state where the female snap and the male snap are concentrically facing each other.
- FIG. 7 is an explanatory cross-sectional view showing the engaged state of the female snap and the male snap.
- FIG. 1 is a plan view showing a first embodiment of an intermediate snap member of the present invention.
- FIG. 2 is a cross-sectional view taken along line AA in FIG.
- FIG. 3 is an
- FIG. 8 is a plan view showing a second embodiment of the intermediate snap member of the present invention.
- 9 is a cross-sectional view taken along line BB in FIG.
- FIG. 10 is a cross-sectional explanatory view showing a state in which the intermediate snap member and the attachment member are arranged concentrically with the cloth interposed therebetween.
- FIG. 11 is an explanatory cross-sectional view showing a state before the intermediate snap member is processed into a male snap.
- FIG. 12 is a cross-sectional explanatory view showing a state in which the intermediate snap member is processed into a male snap.
- FIG. 13 is an explanatory cross-sectional view showing a state in which the intermediate snap member is processed into a female snap.
- FIG. 14 is an explanatory cross-sectional view illustrating a state in which the female snap and the male snap according to the second embodiment are concentrically opposed to each other.
- FIG. 15 is a cross-sectional explanatory view showing an engaged state of the female snap and the male snap according to the second embodiment.
- FIG. 16 is a cross-sectional explanatory view showing another example of the attachment member.
- FIG. 17 is a cross-sectional explanatory view showing a state in which the third embodiment of the intermediate snap member of the present invention and a washer are arranged concentrically with a cloth interposed therebetween.
- FIG. 18 is a cross-sectional explanatory view showing a state in which the intermediate snap member of the third embodiment is attached to the cloth.
- FIG. 19 is a cross-sectional explanatory view showing a modification of the intermediate snap member of the second embodiment shown in FIG. 8 and the like.
- FIG. 1 is a plan view showing an intermediate member 10 that is an embodiment (first embodiment) of an intermediate snap member (hereinafter also referred to as “intermediate member”) of the present invention, and FIG. FIG.
- the intermediate member 10 is formed by drawing or the like from a metal plate such as an aluminum alloy or a copper alloy.
- the intermediate member 10 is formed from a disk-like bottom portion 11 and an upper side from the radially outer end of the bottom portion 11 (upper and lower are shown in FIG.
- a cylindrical peripheral side portion 12 that rises in a direction perpendicular to the surface of the bottom portion 11 (also referred to as a direction away from the bottom portion).
- a circular opening 13 is provided in the center of the bottom 11.
- the opening 13 is attached when the intermediate member 10 is attached to the fabrics 1 and 2 as the female snap 30 or the male snap 40 (see FIGS. 4 and 5 etc.) using the mounting member 20 shown in FIG. This is for passing the post portion 22 of the member 20.
- the slit-shaped notch part 14 is the circumferential direction (refers to the circumferential direction with respect to the axis passing through the center of the disk-shaped bottom part 11 of the intermediate member 10). ) At six equiangular intervals (60 degrees).
- Each notch 14 is a V-shaped or triangular elongated cut whose width (length along the circumferential direction) gradually decreases from the upper end of the circumferential side portion 12, and its vertical length is the circumferential side portion.
- the height of 12 is about 2/3 to 3/4.
- the peripheral side portion 12 extends from the bottom portion 11 to the bottom portion 11 substantially perpendicularly (substantially parallel to an axis passing through the center of the disk-like bottom portion 11 of the intermediate member 10), and radially outward from the upper end of the base portion 12a. It has an upper end portion 12b that swells and curves in a C-shape radially inward.
- the peripheral portion 12 has the cutout portion 14, the curling (curving) processing of the upper end portion 12b of the peripheral side portion 12, the female snap 30 (see FIG. 4) or the male snap 40 (see FIG. 5) of the intermediate member 10 described later. Is easier than the case where there is no notch 14. Furthermore, the bottom part 11 is provided with an annular convex part 11a continuous in the circumferential direction which is convex downward.
- the intermediate member 10 can be selectively formed into a female snap 30 or a male snap 40 as desired.
- the intermediate member 10 is processed into either the female snap 30 or the male snap 40.
- FIG. 3 is a longitudinal cross-sectional explanatory view of the attachment member 20 used when attaching the intermediate member 10 to the fabrics 1 and 2.
- the mounting member 20 is formed by drawing a metal plate or the like, and includes a disk-shaped base portion 21 and a cylindrical post portion 22 that projects upward from the base portion 21 concentrically with the base portion 21.
- FIG. 4 is an explanatory cross-sectional view showing a case where the intermediate member 10 is attached to the fabric 1 as a female snap 30.
- the female upper die 50 includes a cylindrical punch 51 for caulking the post portion 22 of the mounting member 10, and a female die main body 52 for surrounding the punch 51 and processing the intermediate member 10 into the female snap 30. Is provided.
- the punch 51 is accommodated in the hollow portion 52 d of the female die body 52 so as to be movable up and down with respect to the female die body 52.
- the punch 51 includes, on its bottom surface, a central projecting portion 51a that projects most downward and an annular recess 51b that is recessed upward near the outer end in the radial direction.
- the projecting portion 51a and the recessed portion 51b are inclined.
- the surface 51c is gently connected.
- the female die main body 52 includes an insert portion 52 a for insertion into a space on the radially inner side of the peripheral side portion 12 of the intermediate member 10.
- On the outer peripheral surface of the insert portion 52a there are formed an inclined portion 52b whose outer diameter gradually increases slightly from the lower end to the upper side, and a large diameter portion 52c whose outer diameter becomes substantially constant upward from the upper end of the inclined portion 52b.
- the outer diameter in the vicinity of the lower end of the inclined portion 52b is substantially equal to the minimum inner diameter of the upper end portion 12b of the peripheral side portion 12 of the intermediate member 10 (the inner diameter of the inner end in the radial direction of the upper end portion 12b).
- the diameter is slightly larger than the inner diameter of the base portion 12 a of the peripheral side portion 12 of the intermediate member 10.
- the holding of the intermediate member 10 with respect to the female upper die 50 is performed so that the upper end portion 12b of the peripheral side portion 12 of the intermediate member 10 is adapted to the inclined portion 52b of the insert portion 52a of the female die main body 52.
- the snap attachment device is operated to lower the female upper die 50 toward the lower die.
- the intermediate member 10 can be held by holding its outer surface with a holder (not shown) and releasing the holding at the time of attachment.
- the post portion 22 of the mounting member 20 penetrates the cloth 1 upward, and then passes through the opening 13 of the bottom portion 11 of the intermediate member 10, and then the punch 51 of the female upper die 50 is depressed. It is crimped by the part 51b (refer FIG. 4).
- the insert portion 52a of the female die main body 52 enters deeply into the space on the radially inner side of the peripheral side portion 12 of the intermediate member 10, and accordingly, the peripheral side portion of the intermediate member 10 12 is pushed radially outward from the inclined portion 52b and the large diameter portion 52c of the insert portion 52a.
- the base portion 12a of the peripheral side portion 12 is deformed so as to be slightly inclined upward and radially outward, and the inner diameter of the upper end portion 12b is enlarged (see FIG. 4), whereby the intermediate member 10 becomes the female snap 30.
- the peripheral side portion of the intermediate member 10, the peripheral side portion of the female snap 30 corresponding to the base portion 12 a and the upper end portion 12 b, the base portion and the upper end portion thereof are represented by reference numerals 32, 32 a and 32 b, respectively.
- Other parts are substantially the same as the intermediate member 10, and therefore the same reference numerals as those of the intermediate member 10 are used.
- the convex portion 11 a of the bottom portion 11 plays a role of tightening the fabric 1 with the base portion 21 of the attachment member 20.
- the fixing of the female snap 30 to the cloth 1 and the processing of the intermediate member 10 to the female snap 30 are the same timing as described above, and the upper die 50 for female is lowered.
- the punch 51 is lowered, the post portion 22 of the mounting member 20 is caulked, and then the female die main body 52 deforms the peripheral side portion 12 of the intermediate member 10 to become the female snap 30.
- the operations of the punch 51 and the female die main body 52 are caused by the descending of the series of female upper dies 50, and thus are expressions including such timing processing.
- FIG. 5 is a cross-sectional explanatory view showing a case where the intermediate member 10 is attached to the fabric 2 as a male snap 40.
- Reference numeral 60 in FIG. 5 is a male upper die that is raised and lowered by the snap attachment device.
- the male upper die 60 is similar to the punch 51 described above, and includes a punch 61 including a recessed portion 61b and the like, and a male die body 62 that surrounds the punch 61 and processes the intermediate member 10 into the male snap 40.
- the male die main body 62 includes a concave portion 62a that is recessed upward from the bottom surface thereof and that receives the peripheral side portion 12 of the intermediate member 10.
- the recess 62a has an upper end surface 62d as its bottom surface and an inner peripheral surface.
- the inner peripheral surface has an inclined portion 62b whose inner diameter gradually decreases slightly from the lower end to the upper portion, and a recess from the upper end of the inclined portion 62b.
- a small-diameter portion 62c having a substantially constant inner diameter is formed near the upper end of 62a.
- the small diameter portion 62c and the upper end surface 62d are rounded.
- the inner diameter in the vicinity of the lower end of the inclined portion 62b is substantially equal to the maximum outer diameter of the upper end portion 12b of the peripheral side portion 12 of the intermediate member 10 (the outer diameter of the outer end in the radial direction of the upper end portion 12b), and the inner diameter of the small diameter portion 62c.
- the attachment member 20 is placed on a lower die (not shown) of the press machine, and the intermediate member 10 is held by the male upper die 60.
- the holding of the intermediate member 10 with respect to the male upper die 60 is performed so that the upper end portion 12 b of the peripheral side portion 12 of the intermediate member 10 is adapted to the inclined portion 62 b of the concave portion 62 a of the male die main body 62.
- the snap attachment device is operated to lower the male upper die 60 toward the lower die.
- the post 22 of the mounting member 20 penetrates the cloth 2 upward, and then passes through the opening 13 of the bottom 11 of the intermediate member 10, and is then crimped by the recess 61 b of the punch 61 of the male upper die 60 ( Thereby, the intermediate member 10, that is, the male snap 40 is fixed to the fabric 2. At the same time, as will be described in detail below, the intermediate member 10 is processed into the male snap 40.
- the peripheral side portion 12 of the intermediate member 10 enters deeply into the concave portion 62a of the male die main body 62, and accordingly, the peripheral side portion 12 of the intermediate member 10 is moved into the concave portion 62a. It is pushed radially inward from the inclined portion 62b and the small diameter portion 62c. As a result, the base portion 12a of the peripheral side portion 12 is deformed so as to be slightly inclined upward and radially inward, and the inner diameter of the upper end portion 12b is reduced (see FIG. 5), whereby the intermediate member 10 becomes the male snap 40. .
- the peripheral side portion of the intermediate member 10, the peripheral side portion of the male snap 40 corresponding to the base portion 12a and the upper end portion 12b, the base portion and the upper end portion thereof are represented by reference numerals 42, 42a and 42b, respectively. Other parts are substantially the same as the intermediate member 10, and therefore the same reference numerals as those of the intermediate member 10 are used.
- a constricted portion 42 d having a reduced diameter is formed at the boundary between the base portion 42 a and the upper end portion 42 b in the peripheral side portion 42 of the male snap 40. The radially inward contraction from the peripheral side portion 12 to the peripheral side portion 42 is easily performed by the presence of the notch portion 14.
- the convex portion 11 a of the bottom portion 11 plays a role of tightening the fabric 1 with the base portion 21 of the attachment member 20.
- the fixing of the male snap 40 to the cloth 1 and the processing of the intermediate member 10 to the male snap 40 are the same timing as described above, and the male upper die 60 is lowered.
- the punch 61 first descends, the post portion 22 of the mounting member 20 is caulked, and then, the male die body 62 deforms the peripheral side portion 12 of the intermediate member 10 to become the male snap 40.
- the processing includes such timing processing.
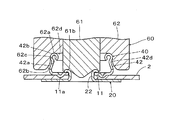
- FIG. 6 is a cross-sectional explanatory view showing a state in which the female snap 30 attached to the fabric 1 and the male snap 40 attached to the fabric 2 face each other concentrically.
- FIG. 7 is an explanatory cross-sectional view showing a state in which the female snap 30 and the male snap 40 are connected from the state of FIG.
- the female snap 30 and the male snap 40 are connected by fitting the peripheral side portion 42 of the male snap 40 into a space inside the peripheral side portion 32 of the female snap 30 in the radial direction (hereinafter referred to as “female side space”).
- the connection is released by removing the peripheral side portion 42 of the male snap 40 from the female side space.
- the inner diameter (minimum inner diameter of upper end portion 32 b) of radial inner end 32 c of upper end portion 32 b of peripheral side portion 32 of female snap 30 is the upper end portion 42 b of peripheral side portion 42 of male snap 40. It is slightly smaller than the outer diameter of the radially outer end 42c (the maximum outer diameter of the upper end portion 42b). Therefore, the upper end portion 42b of the peripheral side portion 42 of the male snap 40 enters the female side space of the female snap 30 at the time of transition from the non-connected state of FIG.
- the upper end portion 42b abuts on the upper end portion 32b of the peripheral side portion 32, and the upper end portion 42b is temporarily elastically displaced radially inward and / or the upper end portion 32b temporarily outward in the radial direction.
- the elastic displacement is restored and the male snap 40 and the female snap 30 are connected (see FIG. 7).
- the upper end portion 32 a of the female snap 30 is engaged with the constricted portion 42 d of the male snap 40.
- the upper end portion 32a (and the engagement space) of the female snap 30 is a female side engaging portion, and the upper end portion 42b and the constricted portion 42d of the male snap 40 are male side engaging portions.
- FIG. 8 is a plan view showing an intermediate member 70 which is the second embodiment of the intermediate snap member of the present invention
- FIG. 9 is a cross-sectional view taken along the line BB of FIG.
- the intermediate member 70 is formed from a metal plate by drawing or the like, and includes a disk-shaped bottom portion 71, and a cylindrical peripheral side portion 72 that rises upward (upper and lower are based on FIG. 9) from the radially outer end of the bottom portion 71. Is provided.
- the bottom 71 is the same as the bottom 11 of the intermediate member 10 of the first embodiment, and includes a central opening 73 and an annular convex 71a.
- the circumferential side portion 72 is provided with six triangular cutout portions 74 at regular angular intervals (60 degrees) in the circumferential direction downward from the upper end thereof.
- the peripheral side portion 72 extends from the bottom 71 to the bottom 71 substantially perpendicularly (substantially parallel to the axis of the intermediate member 70).
- the upper end portion 12b of the peripheral side portion 12 is curled before being attached to the fabrics 1 and 2, that is, before being processed into the female snap 30 or the male snap 40.
- the peripheral side portion 72 of the member 70 has an upper end 82a or a middle portion 70 when the intermediate member 70 is attached to the fabrics 3 and 4 as male snaps 80 or female snaps 90 (see FIGS. 12 and 13, etc.). Processing to the peripheral side portion 82 or 92 including the curling of 92a is performed.
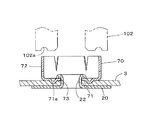
- FIG. 10 is an explanatory cross-sectional view showing a state in which the intermediate member 70 and the attachment member 20 (the same reference numerals are assigned to the intermediate member 70 and the attachment member 20 in FIG. 3) with the cloth 3 interposed therebetween. .
- the intermediate member 70 is lowered by operating a snap attachment device (not shown) from this state, after the post portion 22 of the attachment member 20 passes through the cloth 1 and then passes through the opening 73 of the bottom portion 71 of the intermediate member 70. 4 and a punch (not shown) similar to the punch 51 of FIG. Thereby, as shown in FIG. 11, the intermediate member 70 is fixed to the fabric 2.
- the peripheral side portion 72 of the intermediate member 70 is rotated around the male snap 80 shown in FIG. 12 by the male die body 102 of the male upper die schematically shown in FIG. In FIG. 11, for convenience, the peripheral side portion 72 of the intermediate member 70 is shown in an unprocessed state while the post portion 72 is crimped.
- the male die main body 102 includes a cylindrical portion that surrounds a punch (not shown), and has an annular recess 102a that is recessed in a substantially semicircular shape upward from its bottom surface.
- the radially outer end of the recess 102 a is at substantially the same radial position as the radially outer end of the upper end portion of the peripheral side portion 72 of the intermediate member 70.
- the intermediate member 70 becomes the male snap 80
- the peripheral side portion 72 of the intermediate member 70 becomes the peripheral side portion 82 including the curved upper end portion 82 a of the male snap 80.
- the peripheral side portion 82 of the male snap 80 includes a constricted portion 82b that protrudes slightly inward in the radial direction at a substantially middle portion in the vertical direction.
- the inner diameter of the peripheral side portion 82 excluding the curved upper end portion 82a is the smallest at the constricted portion 82b, gradually increases slightly from the constricted portion 82b to the upper upper end portion 82a, and further, the bottom portion 71 below the constricted portion 82b. It expands only slightly.
- the same reference numerals are used for the male snap 80 for the bottom 71 including the opening 73 and the convex portion 71 a of the intermediate member 70 and the cutout 74.
- the processing from the peripheral side portion 72 to the peripheral side portion 82 including the curvature of the upper end portion 82 a is easily performed by the presence of the notch portion 74.
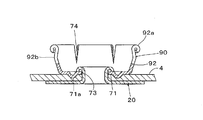
- FIG. 13 is an explanatory cross-sectional view showing a state in which the female snap 90 is formed from the intermediate member 70.
- the female snap 90 is formed by applying a female die body (not shown) to the intermediate member 70.
- the female die body has a recess (not shown) similar to the recess 102a of the male die body 102, but the inner radius end of this recess is different from that of the recess 102a.
- the intermediate member 70 is fixed to the dough 4 by the attachment member 20 by lowering the female upper die including the female die body and the punch.
- the upper end portion of the peripheral side portion 72 of the intermediate member 70 is curled in a C shape radially outward by the depression of the female die main body, and the peripheral side portion 72 is pushed downward by the female die main body.
- the intermediate portion 72 in the vertical direction of the peripheral side portion 72 (the portion slightly above the middle) is deformed so as to slightly protrude outward in the radial direction (see FIG. 13).
- the intermediate member 70 becomes the female snap 90
- the peripheral side portion 72 of the intermediate member 70 becomes the peripheral side portion 92 including the curved upper end portion 92 a of the female snap 90.
- the peripheral side portion 92 of the female snap 90 includes a protruding portion 92b that protrudes slightly outward in the radial direction at a portion slightly above the middle in the vertical direction.
- the outer diameter of the peripheral side portion 92 excluding the curved upper end portion 92a is the largest at the protruding portion 92b, gradually decreases slightly from the protruding portion 92b to the upper upper end portion 92a, and further, the bottom portion below the protruding portion 92b. It also reduces to 71.
- the same reference numerals are also used for the female snap 90 for the bottom portion 71 including the opening 73 and the convex portion 71a of the intermediate member 70, and the cutout portion 74. The processing from the peripheral side portion 72 to the peripheral side portion 92 including the curling of the upper end portion 92 a is easily performed by the presence of the notch portion 74.
- FIG. 14 is a cross-sectional explanatory view showing a state in which the male snap 80 attached to the fabric 3 and the female snap 90 attached to the fabric 4 are concentrically opposed to each other.
- FIG. 15 is a cross-sectional explanatory view showing a state in which the male snap 80 and the female snap 90 are connected from the state of FIG.
- the male snap 80 and the female snap 90 are connected by fitting the peripheral side portion 82 of the male snap 80 into the female side space radially inward of the peripheral side portion 92 of the female snap 90, and this connection is released. This is done by extracting the peripheral side portion 82 of the male snap 80 from the female side space. Referring to FIG.
- the inner diameter (minimum inner diameter of upper end portion 92 a) of radial inner end 92 c of upper end portion 92 a of peripheral side portion 92 of female snap 90 is the upper end portion 82 a of peripheral side portion 82 of male snap 80. It is slightly smaller than the outer diameter of the radially outer end 82c (the maximum outer diameter of the upper end 82a). Therefore, at the time of transition from the unconnected state of FIG. 14 to the connected state of FIG. 15, the upper end portion 82 a of the peripheral side portion 82 of the male snap 80 immediately before entering the female side space of the female snap 90.
- the upper end portion 82a abuts on the upper end portion 82a of the circumferential side portion 82, and the upper end portion 82a is temporarily elastically displaced radially inward and / or the upper end portion 92a temporarily outward in the radial direction. Then, when the upper end portion 82a on the male snap 80 side gets over the upper end portion 92a on the female snap 90 side, the elastic displacement is restored, and the radially outer end 82c of the upper end portion 82a of the peripheral side portion 82 of the male snap 80 is restored.
- the male snap 80 and the female snap 90 are connected (see FIG. 15).
- the upper end portion 82a and the constricted portion 82b of the male snap 80 are male side engaging portions
- the upper end portion 92a and the protruding portion 92b (and the engaging space) of the female snap 90 are female side engaging portions.
- the male snap 80 and the female snap 90 are formed from the same intermediate member 10, and the diameter of the bottom 11, the diameter of the opening 13, the position where the protrusion 11 a is formed, and the notch 14. Can be recognized as the same intermediate member 10.
- the diameter of the bottom and the number of notches are the same, so that it can be recognized as the same intermediate member. Furthermore, by measuring the dimensions of the peripheral side portion 12 and comparing the dimensions of both peripheral side portions 12, it is possible to analyze and judge more accurately.
- FIG. 16 is an explanatory cross-sectional view showing another example of the attachment member.
- the mounting member 110 includes a disk-shaped base portion 111 and pins 112 (shown by being crimped in a curved shape in FIG. 16) that protrude from the base portion 111.
- the base 111 includes a disk-shaped core 111a that is integral with the pin 112, and a metal cover 111b that covers the core 111a.
- the pin 112 and the core 111a are made of metal or synthetic resin.
- the intermediate member 70a shown in a state where it is not processed into a male snap or a female snap is the same as the intermediate member 70 described above except that an opening is not provided at the center of the bottom portion 71b. is there.
- each pin 112 penetrates the fabric 3a upward, and then penetrates the bottom 71b of the intermediate member 70a, and then is curved by an upper die (not shown). Clamped on. Thereby, the intermediate member 70a is fixed to the cloth 3a.
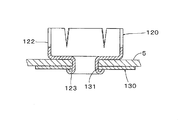
- FIG. 17 is an explanatory cross-sectional view showing a state in which the intermediate member 120, which is the third embodiment of the intermediate snap member of the present invention, and the washer 130 are arranged concentrically with the fabric 5 interposed therebetween.
- FIG. 18 is a cross-sectional explanatory view showing a state in which the intermediate member 120 is attached to the fabric 5.
- the intermediate member 120 is formed from a metal plate by drawing or the like, and includes a disk-shaped bottom 121, a cylindrical peripheral side portion 122 that rises upward from the radially outer end of the bottom 121, and a lower portion from the center of the bottom 121. And a protruding cylindrical post portion 123.
- the circumferential side portion 122 is the same as the circumferential side portion 72 of the intermediate member 70 of the second embodiment, and has six notches 124 in the circumferential direction.
- the post portion 123 is concentric with the axis of the intermediate member 120 and has a substantially constant diameter. Further, the lower end side of the post portion 123 is opened, and the upper end side is also opened to a space inside the circumferential side portion 122 in the radial direction.
- the washer 130 is a disk-shaped metal member having an opening 131 having substantially the same diameter as the outer diameter of the post portion 123.
- the intermediate member 120 is attached to the fabric 5 as shown in FIG.
- the intermediate member 120 is processed into a male snap or a female snap at the same time as the caulking process.
- the peripheral side portion 122 of the intermediate member 120 is shown in an unprocessed state. This is to explain that the peripheral side portion 122 is deformed by the lowering of the series of female upper die or male upper die so as to be a female snap or a male snap. Expressed as simultaneous.
- FIG. 19 shows an intermediate member 70b which is a modification of the intermediate member 70 of the second embodiment described in FIGS.
- the intermediate member 70b is formed on the inner peripheral surface of the peripheral side portion 72 (substantially the same as the intermediate member 70, and therefore has the same reference number) and the constricted portion 82b of the male snap member 80 or the female snap 90 described above.
- a portion to be buckled as the protruding portion 92b has a slight groove 72b or a recess continuous in the circumferential direction.
- the intermediate member is attached to the cloth by the attachment member.
- the attachment process to the cloth on the intermediate member and the formation of the female snap or the male snap are the same for the female. It is performed by an upper die or a male upper die. Therefore, it is not preferable in terms of manufacturing cost and inventory management to perform the attachment process and the female snap or the male snap in separate steps.
- the female snap or the male snap can be selectively formed by exchanging (replacing) the female upper die or the male upper die.
- the punch for caulking the post of the mounting member is the same, it is not necessary to replace the punch.
- the punch may be incorporated in the attachment device.
Landscapes
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
Abstract
Provided is a snap fastener-forming method that can reduce snap fastener production costs and inventory control workload. An intermediate snap member (10), which has a disc-shaped bottom part (11) and a cylindrical side part (12) that stands on the outer edge of the bottom part (11) in the radial direction, is obtained. Then, the side part (12) of the intermediate snap member (10) is deformed to selectively form a male snap (40) or a female snap (30) as desired. The intermediate snap member (10) can be made of metal. The working from the intermediate snap member (10) to the male snap (40) or to the female snap (30) can be performed when the intermediate snap member (10) is fixed to a fabric (15).
Description
本発明は、スナップボタンの形成方法、中間スナップ部材、及びスナップボタンに関し、更に詳しくは、中間スナップ部材から所望により雄スナップ又は雌スナップを選択的に形成することができるスナップボタンの形成方法と、相互に係合可能な雄スナップ及び雌スナップのいずれにも形成可能な中間スナップ部材と、このような中間スナップ部材から雄スナップ又は雌スナップを形成可能なスナップボタンに関する。
The present invention relates to a snap button forming method, an intermediate snap member, and a snap button, and more specifically, a snap button forming method capable of selectively forming a male snap or a female snap as desired from the intermediate snap member, and The present invention relates to an intermediate snap member that can be formed on both of a male snap and a female snap that can be engaged with each other, and a snap button that can form a male snap or a female snap from such an intermediate snap member.
スナップボタンは、相互に係合及び脱係合される一対の雄スナップと雌スナップから構成され、衣類、鞄類の合わせ目等に一般的に使用されている。雄スナップは係合凸部を備えて、雌スナップは、雄スナップの係合凸部を受け入れる凹部を備える。雄スナップと雌スナップとは別個の製品であり、素材から最終製品までそれぞれ独立に製造され、製造後は別々に保管されている。そして、顧客の注文に応じて、雄スナップと雄スナップとが組み合わされ、搬送等されている。そのため、雄スナップと雌スナップの二製品分の製造コストがかかっている。また、顧客の注文に迅速に応じることができるように、雄スナップ及び雌スナップそれぞれの在庫を保管しておく必要があり、在庫管理の負担が大きい。
The snap button is composed of a pair of male snaps and female snaps that are engaged and disengaged with each other, and is generally used for joints of clothing and potatoes. The male snap includes an engaging convex portion, and the female snap includes a concave portion that receives the engaging convex portion of the male snap. The male snap and the female snap are separate products and are manufactured independently from the raw material to the final product, and are stored separately after manufacturing. And according to a customer's order, a male snap and a male snap are combined and conveyed. Therefore, the manufacturing cost for two products, male snap and female snap, is required. Moreover, it is necessary to store the stocks of the male snap and the female snap so that the customer's order can be quickly met, and the burden of inventory management is large.
本発明は、上記のような点に着目してなされたものであり、その目的は、スナップボタンの製造コストや在庫管理の負担を低減することができる、スナップボタンの形成方法、中間スナップ部材、及びスナップボタンを提供することにある。
The present invention has been made paying attention to the above points, and its purpose is to reduce the snap button manufacturing cost and the burden of inventory management, a snap button forming method, an intermediate snap member, And providing a snap button.
上記課題を解決するため、本発明によれば、スナップボタンの形成方法であって、相互に係合可能な雄スナップ及び雌スナップのいずれにも形成可能な中間スナップ部材にして、円板状の底部と、底部の半径方向外側端から立ち上がる円筒状の周側部とを有する中間スナップ部材を得る工程Aと、前記中間スナップ部材の周側部を変形させて、雄スナップ又は雌スナップを選択的に形成する工程Bとを含む方法が提供される。
In order to solve the above problems, according to the present invention, there is provided a method of forming a snap button, which is an intermediate snap member that can be formed on both a male snap and a female snap that can be engaged with each other, A process A for obtaining an intermediate snap member having a bottom portion and a cylindrical peripheral side portion rising from a radially outer end of the bottom portion, and selectively selecting a male snap or a female snap by deforming the peripheral side portion of the intermediate snap member And a step B of forming in a step.
本発明では、まず、素材である金属又は樹脂から中間スナップ部材を形成し(工程A)、次いで、中間スナップ部材から所望により雄スナップ又は雌スナップを選択的に形成する(工程B)ことができる。そのため、雄スナップ及び雌スナップの製造工程のうち工程Aが共通化する。また、中間スナップ部材のみを保管しておき、顧客の注文に応じて、中間スナップ部材を雄スナップ又は雌スナップに加工することができる。
In the present invention, first, an intermediate snap member is formed from a material metal or resin (step A), and then a male snap or a female snap can be selectively formed from the intermediate snap member as desired (step B). . Therefore, the process A is made common among the manufacturing processes of the male snap and the female snap. Further, only the intermediate snap member can be stored, and the intermediate snap member can be processed into a male snap or a female snap according to the customer's order.
本発明の一実施形態では、前記中間スナップ部材は金属製である。金属としては、アルミニウム合金、銅合金等を好ましく挙げることができるが、これらに限定されるものではない。
In one embodiment of the present invention, the intermediate snap member is made of metal. Preferred examples of the metal include aluminum alloys and copper alloys, but are not limited thereto.
本発明の一実施形態では、前記工程Bは、中間スナップ部材を生地に固定する際に行われる。すなわち、中間スナップ部材を雄スナップ又は雌スナップに加工する工程(工程B)と、別個の取付部材を用いる等して中間スナップ部材を生地に取り付ける工程とが同時に行われる。この場合、中間スナップ部材は、雄スナップ又は雌スナップとして生地に固定される。なお、生地には、織物、布、不織布、フェルト、革、樹脂シート等が含まれる。
In one embodiment of the present invention, the step B is performed when the intermediate snap member is fixed to the cloth. That is, the step of processing the intermediate snap member into a male snap or a female snap (step B) and the step of attaching the intermediate snap member to the fabric using a separate mounting member are performed simultaneously. In this case, the intermediate snap member is fixed to the fabric as a male snap or a female snap. The fabric includes woven fabric, cloth, nonwoven fabric, felt, leather, resin sheet and the like.
本発明の一実施形態では、前記中間スナップ部材の周側部には、上端から下方へと切り欠かれた切欠部が周方向に複数設けられる。中間スナップ部材が周側部にこのような周側部を有することにより、中間スナップ部材の雄スナップ又は雌スナップへの変形加工が容易なものとなる。切欠部は、周側部の周方向に等角度間隔に設けることが好ましく、切欠部の数としては、限定はしないが、少なくとも三つ、好ましくは六つ程度が好ましい。
In one embodiment of the present invention, a plurality of cutout portions cut out from the upper end downward are provided in the circumferential side portion of the intermediate snap member. When the intermediate snap member has such a peripheral side portion on the peripheral side portion, the intermediate snap member can be easily deformed into a male snap or a female snap. The cutouts are preferably provided at equiangular intervals in the circumferential direction of the peripheral side part, and the number of cutouts is not limited, but is preferably at least three, preferably about six.
本発明の一実施形態では、前記中間スナップ部材の周側部は、カーリング加工された上端部を有する。このカーリングされた周側部の上端部は、雄スナップの雄側係合部又は雌スナップの雌側係合部の一部となる。
In one embodiment of the present invention, the peripheral side portion of the intermediate snap member has a curled upper end portion. The upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap or the female side engaging portion of the female snap.
本発明の一実施形態では、前記工程Bにおいて、雌スナップの周側部の上端部又は雄スナップの上端部をカーリング加工する。この場合、中間スナップ部材を雄スナップ又は雌スナップに加工する工程(工程B)と同時に、中間スナップ部材の周側部の上端部をカーリング加工する。このカーリングされた周側部の上端部は、雄スナップの雄側係合部又は雌スナップの雌側係合部の一部となる。
In one embodiment of the present invention, in step B, the upper end of the peripheral side of the female snap or the upper end of the male snap is curled. In this case, the upper end of the peripheral side portion of the intermediate snap member is curled at the same time as the step of processing the intermediate snap member into a male snap or a female snap (step B). The upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap or the female side engaging portion of the female snap.
別の本発明によれば、相互に係合可能な雄スナップ及び雌スナップのいずれにも形成可能な中間スナップ部材であって、円板状の底部と、底部の半径方向外側端から立ち上がり、雄スナップ又は雌スナップへと選択的に形成される際に変形させる円筒状の周側部とを備える中間スナップ部材が提供される。
According to another aspect of the present invention, there is provided an intermediate snap member that can be formed on both of a male snap and a female snap that can be engaged with each other, and rises from a disk-shaped bottom portion and a radially outer end of the bottom portion. An intermediate snap member is provided that includes a cylindrical peripheral side that deforms when selectively formed into a snap or female snap.
本発明では、中間スナップ部材から所望により雄スナップ又は雌スナップを選択的に形成することができる。そのため、雄スナップ及び雌スナップの製造工程の大部分が共通化する。また、中間スナップ部材のみを保管しておき、顧客の注文に応じて、中間スナップ部材を雄スナップ又は雌スナップに加工することができる。
In the present invention, a male snap or a female snap can be selectively formed from the intermediate snap member as desired. Therefore, most of the manufacturing process of the male snap and the female snap is shared. Further, only the intermediate snap member can be stored, and the intermediate snap member can be processed into a male snap or a female snap according to the customer's order.
本発明の一実施形態では、前記中間スナップ部材は金属製である。金属としては、アルミニウム合金、銅合金等を好ましく挙げることができるが、これらに限定されるものではない。
In one embodiment of the present invention, the intermediate snap member is made of metal. Preferred examples of the metal include aluminum alloys and copper alloys, but are not limited thereto.
本発明の一実施形態では、前記中間スナップ部材の周側部には、上端から下方へと切り欠かれた切欠部が周方向に複数設けられる。中間スナップ部材が周側部にこのような周側部を有することにより、中間スナップ部材の雄スナップ又は雌スナップへの変形加工が容易なものとなる。切欠部は、周側部の周方向に等角度間隔に設けることが好ましく、切欠部の数としては、限定はしないが、少なくとも三つ、好ましくは六つ程度が好ましい。
In one embodiment of the present invention, a plurality of cutout portions cut out from the upper end downward are provided in the circumferential side portion of the intermediate snap member. When the intermediate snap member has such a peripheral side portion on the peripheral side portion, the intermediate snap member can be easily deformed into a male snap or a female snap. The cutouts are preferably provided at equiangular intervals in the circumferential direction of the peripheral side part, and the number of cutouts is not limited, but is preferably at least three, preferably about six.
本発明の一実施形態では、前記中間スナップ部材の周側部は、カーリング加工された上端部を有する。このカーリングされた周側部の上端部は、雄スナップの雄側係合部又は雌スナップの雌側係合部の一部となる。
In one embodiment of the present invention, the peripheral side portion of the intermediate snap member has a curled upper end portion. The upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap or the female side engaging portion of the female snap.
本発明の一実施形態では、前記中間スナップ部材は、底部から下方に突出する円筒状のポスト部を有し、ポスト部は、中間スナップ部材を雄スナップ又は雌スナップとして生地に取り付ける際に、生地を貫通した後に加締められる。中間スナップ部材の雄スナップ又は雌スナップとしての生地への取り付けは、従来の雄スナップ又は雌スナップの生地への取り付けと同様に、生地の反対側から別個の取付部材を適用し、取付部材の一部を雄スナップ又は雌スナップ側へと生地を貫通させた後、加締めることによって行うことができる。しかし、本実施形態のように中間スナップ部材に底部から下方に突出するポスト部を設けることにより、このポスト部を生地に貫通させた後、生地の反対側で加締めることにより、中間スナップ部材(雄スナップ又は雌スナップ)の生地への取り付けを行うことができる。
In an embodiment of the present invention, the intermediate snap member has a cylindrical post portion protruding downward from the bottom portion, and the post portion is attached to the fabric when the intermediate snap member is attached to the fabric as a male snap or a female snap. After passing through, it is crimped. The attachment of the intermediate snap member to the fabric as a male snap or a female snap is performed by applying a separate attachment member from the opposite side of the fabric in the same manner as the attachment of the conventional male snap or female snap to the fabric. This can be done by caulking the fabric after passing the fabric to the male snap or female snap side. However, by providing a post portion projecting downward from the bottom portion of the intermediate snap member as in this embodiment, the post portion is penetrated through the fabric, and then crimped on the opposite side of the fabric so that the intermediate snap member ( A male snap or a female snap) can be attached to the fabric.
本発明の一実施形態では、前記中間スナップ部材は、周側部の内周面に、雄スナップ又は雌スナップへと変形する際の座屈部分とするための周方向に延びる溝を有する。この場合、中間スナップ部材を雄スナップ又は雌スナップに変形加工する際、周側部を溝から座屈させることにより、雄スナップの括れ部又は雌スナップの突き出し部を正確かつ容易に形成することができる。溝は、周側部の周方向に連続的に又は不連続に延びることができる。
In one embodiment of the present invention, the intermediate snap member has a circumferentially extending groove on the inner peripheral surface of the peripheral side portion for forming a buckling portion when deforming into a male snap or a female snap. In this case, when the intermediate snap member is deformed into a male snap or a female snap, the peripheral side portion is buckled from the groove, so that the constricted portion of the male snap or the protruding portion of the female snap can be formed accurately and easily. it can. The groove can extend continuously or discontinuously in the circumferential direction of the circumferential side.
別の本発明によれば、中間スナップ部材から、相互に係合可能な雄スナップ及び雌スナップのいずれにも形成可能なスナップボタンであって、前記中間スナップ部材は、円板状の底部と、底部の半径方向外側端から立ち上がる円筒状の周側部とを有し、前記雄スナップは、その周側部に、雌スナップに係合させる雄側係合部を有し、前記雌スナップは、その周側部に、雄スナップに係合させる雌側係合部を有するスナップボタンが提供される。
According to another aspect of the present invention, a snap button that can be formed from an intermediate snap member into both a male snap and a female snap that can be engaged with each other, wherein the intermediate snap member includes a disc-shaped bottom portion, A cylindrical peripheral side portion that rises from the radially outer end of the bottom portion, the male snap has a male side engagement portion that engages with the female snap on the peripheral side portion, and the female snap is The snap button which has the female side engaging part engaged with the male snap on the peripheral side part is provided.
本発明では、中間スナップ部材から雄スナップ又は雌スナップのいずれかが選択的に形成される。そのため、雄スナップ及び雌スナップの製造工程のうち中間スナップ部材の製造工程が共通化する。また、中間スナップ部材のみを保管しておき、顧客の注文に応じて、中間スナップ部材を雄スナップに加工することができる。雄スナップ及び雌スナップそれぞれの周側部における雄側係合部及び雌側係合部は、中間スナップ部材の周側部を加工することにより形成される。
In the present invention, either the male snap or the female snap is selectively formed from the intermediate snap member. Therefore, the manufacturing process of an intermediate | middle snap member is shared among the manufacturing processes of a male snap and a female snap. Further, only the intermediate snap member can be stored, and the intermediate snap member can be processed into a male snap according to the customer's order. The male side engaging part and the female side engaging part in the peripheral side part of each of the male snap and the female snap are formed by processing the peripheral side part of the intermediate snap member.
本発明の一実施形態では、前記スナップボタンは金属製である。金属としては、アルミニウム合金、銅合金等を好ましく挙げることができるが、これらに限定されるものではない。
In one embodiment of the present invention, the snap button is made of metal. Preferred examples of the metal include aluminum alloys and copper alloys, but are not limited thereto.
本発明の一実施形態では、前記雄スナップの周側部及び前記雌スナップの周側部には、上端から下方へと切り欠かれた切欠部が周方向に複数設けられる。雄スナップ及び雌スナップの周側部にこのような周側部を有することにより、雄スナップと雌スナップが相互に係合及び脱係合する際に、両者の周側部の弾性変形が助長される。切欠部は、周側部の周方向に等角度間隔に設けることが好ましく、切欠部の数としては、限定はしないが、少なくとも三つ、好ましくは六つ程度が好ましい。
In one embodiment of the present invention, a plurality of cutout portions cut out from the upper end downward are provided in the circumferential side portion of the male snap and the circumferential side portion of the female snap. By having such peripheral side portions on the peripheral side portions of the male snap and the female snap, when the male snap and the female snap are engaged and disengaged with each other, elastic deformation of the peripheral side portions of both is promoted. The The cutouts are preferably provided at equiangular intervals in the circumferential direction of the peripheral side part, and the number of cutouts is not limited, but is preferably at least three, preferably about six.
本発明の一実施形態では、前記雄側係合部及び前記雌側係合部は、周側部の、カーリング加工された上端部を含む。このカーリングされた周側部の上端部は、雄スナップの雄側係合部及び雌スナップの雌側係合部の各一部となる。
In one embodiment of the present invention, the male side engaging portion and the female side engaging portion include a curled upper end portion of a peripheral side portion. The upper end portion of the curled circumferential side portion becomes a part of the male side engaging portion of the male snap and the female side engaging portion of the female snap.
本発明の一実施形態では、前記雄側係合部は、周側部の外径が最小となる括れ部を含む。この周側部の括れ部は、雄スナップの雄側係合部の一部となる。
In one embodiment of the present invention, the male engaging portion includes a constricted portion having a minimum outer diameter of the peripheral side portion. The constricted portion of the peripheral side portion is a part of the male engaging portion of the male snap.
本発明の一実施形態では、前記雌側係合部は、周側部の外径が半径方向外側に突き出る突き出し部を含む。この周側部の突き出し部は、雌スナップの雌側係合部の一部となる。
In one embodiment of the present invention, the female engagement portion includes a protruding portion in which the outer diameter of the peripheral side portion protrudes radially outward. The protruding portion of the peripheral side portion becomes a part of the female side engaging portion of the female snap.
本発明の一実施形態において、前記雄スナップおよび雌スナップが係合し、雄スナップおよび雌スナップのそれぞれの底部の直径および、周側部に設けられる切欠部の数が同じであることを含む。このように底部の直径および周側部の切欠部の数が同じ雄スナップおよび雌スナップは、中間スナップ部材から選択的に形成可能である。
In one embodiment of the present invention, the male snap and the female snap are engaged, and the diameter of the bottom of each of the male snap and the female snap and the number of notches provided on the peripheral side portion are the same. As described above, the male snap and the female snap having the same bottom diameter and the same number of notches on the circumferential side can be selectively formed from the intermediate snap member.
本発明では、中間スナップ部材から所望により雄スナップ又は雌スナップを選択的に形成可能であるため、雄スナップと雌スナップの製造工程の大部分が共通化し、スナップボタンの製造コストを削減することができる。また、中間スナップ部材のみを保管しておき、顧客の注文に応じて、中間スナップ部材を雄スナップ又は雌スナップに加工することにより、在庫管理の負担を低減することができる。
In the present invention, since the male snap or the female snap can be selectively formed from the intermediate snap member as desired, most of the manufacturing process of the male snap and the female snap is made common, and the manufacturing cost of the snap button can be reduced. it can. Moreover, the burden of inventory management can be reduced by storing only the intermediate snap member and processing the intermediate snap member into a male snap or a female snap according to a customer's order.
以下、本発明の好適な実施形態を図面に基づいて説明するが、本発明は、それら実施形態に限定されるものではない。図1は、本発明の中間スナップ部材(以下「中間部材」ともいう。)の一実施形態(第1実施形態)である中間部材10を示す平面図であり、図2は、図1のA-A線矢視断面図である。中間部材10は、アルミニウム合金、銅合金等の金属製の板から絞り加工等により形成されるもので、円板状の底部11と、底部11の半径方向外側端から上方(上下は図2に基づき、底部11の面に垂直で底部から離れる方向ともいう)に立ち上がる円筒状の周側部12とを備える。底部11の中央には円形の開口13が設けられる。開口13は、詳しくは後述するが、図3に示す取付部材20を用いて中間部材10を雌スナップ30又は雄スナップ40(図4、5等参照)として生地1、2に取り付ける際に、取付部材20のポスト部22を通すためのものである。また、周側部12には、その上端から下方へとスリット状の切欠部14が周方向(中間部材10の円板状の底部11の中心を通る軸線に対する周方向をいう。以下、同じ。)において等角度(60度)間隔で六つ設けられている。各切欠部14は、周側部12の上端から下方へと幅(周方向に沿う長さ)が次第に狭まるV字状もしくは三角形状の細長い切り込みであり、その上下方向の長さは周側部12の高さの約2/3~3/4程度である。周側部12は、底部11から底部11に対しほぼ垂直(中間部材10の円板状の底部11の中心を通る軸線にほぼ平行)に延びる基部12aと、基部12aの上端から半径方向外側に膨らみつつ半径方向内側にC字状に湾曲する上端部12bとを有する。周側部12に切欠部14があるため、周側部12の上端部12bのカーリング(湾曲)加工や、後述する中間部材10の雌スナップ30(図4参照)又は雄スナップ40(図5参照)への加工が、切欠部14が無い場合に比べ、容易なものとなる。更に、底部11には、下方に凸となる周方向に連続する円環状の凸部11aが設けられる。
Hereinafter, preferred embodiments of the present invention will be described with reference to the drawings. However, the present invention is not limited to these embodiments. FIG. 1 is a plan view showing an intermediate member 10 that is an embodiment (first embodiment) of an intermediate snap member (hereinafter also referred to as “intermediate member”) of the present invention, and FIG. FIG. The intermediate member 10 is formed by drawing or the like from a metal plate such as an aluminum alloy or a copper alloy. The intermediate member 10 is formed from a disk-like bottom portion 11 and an upper side from the radially outer end of the bottom portion 11 (upper and lower are shown in FIG. And a cylindrical peripheral side portion 12 that rises in a direction perpendicular to the surface of the bottom portion 11 (also referred to as a direction away from the bottom portion). A circular opening 13 is provided in the center of the bottom 11. As will be described in detail later, the opening 13 is attached when the intermediate member 10 is attached to the fabrics 1 and 2 as the female snap 30 or the male snap 40 (see FIGS. 4 and 5 etc.) using the mounting member 20 shown in FIG. This is for passing the post portion 22 of the member 20. Moreover, the slit-shaped notch part 14 is the circumferential direction (refers to the circumferential direction with respect to the axis passing through the center of the disk-shaped bottom part 11 of the intermediate member 10). ) At six equiangular intervals (60 degrees). Each notch 14 is a V-shaped or triangular elongated cut whose width (length along the circumferential direction) gradually decreases from the upper end of the circumferential side portion 12, and its vertical length is the circumferential side portion. The height of 12 is about 2/3 to 3/4. The peripheral side portion 12 extends from the bottom portion 11 to the bottom portion 11 substantially perpendicularly (substantially parallel to an axis passing through the center of the disk-like bottom portion 11 of the intermediate member 10), and radially outward from the upper end of the base portion 12a. It has an upper end portion 12b that swells and curves in a C-shape radially inward. Since the peripheral portion 12 has the cutout portion 14, the curling (curving) processing of the upper end portion 12b of the peripheral side portion 12, the female snap 30 (see FIG. 4) or the male snap 40 (see FIG. 5) of the intermediate member 10 described later. Is easier than the case where there is no notch 14. Furthermore, the bottom part 11 is provided with an annular convex part 11a continuous in the circumferential direction which is convex downward.
中間部材10は、所望により雌スナップ30又は雄スナップ40へと選択的に形成され得る。本実施形態では、中間部材10を取付部材20を用いて生地1、2に取り付ける時に、中間部材10を雌スナップ30又は雄スナップ40のいずれかに加工する。図3は、中間部材10を生地1、2に取り付ける際に用いる取付部材20の縦断面説明図である。取付部材20は、金属板を絞り加工等して成り、円板状のベース部21と、ベース部21から上方にベース部21と同心に突出する円筒状のポスト部22とを備える。図4は、中間部材10を雌スナップ30として生地1に取り付ける場合を示す断面説明図である。図4中の参照番号50は、スナップ取付装置(プレス機)によって昇降される雌用上方ダイである。雌用上方ダイ50は、取付部材10のポスト部22を加締めるための円柱状のパンチ51と、パンチ51を包囲し、中間部材10を雌スナップ30に加工するための雌用ダイ本体52とを備える。パンチ51は、雌用ダイ本体52の中空部52dに雌用ダイ本体52に対し上下動可能に収容される。パンチ51は、取付部材10のポスト部22を加締める時に、雌用ダイ本体52に対し、上方に引っ込んだ(退避した)状態から下方の図4に示す状態へと変位する。パンチ51は、その底面に、最も下方に突出する中央の突出部51aと、半径方向外側端付近で上方に窪む円環状の窪み部51bとを含み、突出部51aと窪み部51bとは傾斜面51cでなだらかに連結される。雌用ダイ本体52は、中間部材10の周側部12の半径方向内側の空間に挿入するためのインサート部52aを備える。インサート部52aの外周面には、下端から上方へと外径が次第に若干拡大する傾斜部52bと、傾斜部52bの上端から上方へと外径がほぼ一定となる大径部52cとが形成される。傾斜部52bの下端付近の外径は、中間部材10の周側部12の上端部12bの最小内径(上端部12bの半径方向内側端の内径)とほぼ等しく、また、大径部52cの外径が中間部材10の周側部12の基部12aの内径よりもわずかに大きい。中間部材10を雌スナップ30として生地1に取り付ける場合、まず、プレス機の下方ダイ(図示せず)上に取付部材20を載置し、雌用上方ダイ50に中間部材10を保持させる。この雌用上方ダイ50に対する中間部材10の保持は、雌用ダイ本体52のインサート部52aにおける傾斜部52bに対し中間部材10の周側部12の上端部12bを適合させるようにして行われる。次いで、取付部材20と中間部材10との間に生地1を配した後、スナップ取付装置を操作して雌用上方ダイ50を下方ダイに向かって降下させる。これにより、以下に詳述するように、中間部材10すなわち雌スナップ30の生地1への固定と、中間部材10の雌スナップ30への加工とが同時に行われる。なお、中間部材10の保持は、その外側面を図示せぬホルダーで保持し、取付時に、その保持を解除するようにすることもできる。
The intermediate member 10 can be selectively formed into a female snap 30 or a male snap 40 as desired. In the present embodiment, when the intermediate member 10 is attached to the fabrics 1 and 2 using the attachment member 20, the intermediate member 10 is processed into either the female snap 30 or the male snap 40. FIG. 3 is a longitudinal cross-sectional explanatory view of the attachment member 20 used when attaching the intermediate member 10 to the fabrics 1 and 2. The mounting member 20 is formed by drawing a metal plate or the like, and includes a disk-shaped base portion 21 and a cylindrical post portion 22 that projects upward from the base portion 21 concentrically with the base portion 21. FIG. 4 is an explanatory cross-sectional view showing a case where the intermediate member 10 is attached to the fabric 1 as a female snap 30. Reference numeral 50 in FIG. 4 is an upper die for a female that is raised and lowered by a snap attachment device (press machine). The female upper die 50 includes a cylindrical punch 51 for caulking the post portion 22 of the mounting member 10, and a female die main body 52 for surrounding the punch 51 and processing the intermediate member 10 into the female snap 30. Is provided. The punch 51 is accommodated in the hollow portion 52 d of the female die body 52 so as to be movable up and down with respect to the female die body 52. When the post portion 22 of the mounting member 10 is caulked, the punch 51 is displaced from the retracted (retracted) state to the state shown in FIG. 4 below with respect to the female die main body 52. The punch 51 includes, on its bottom surface, a central projecting portion 51a that projects most downward and an annular recess 51b that is recessed upward near the outer end in the radial direction. The projecting portion 51a and the recessed portion 51b are inclined. The surface 51c is gently connected. The female die main body 52 includes an insert portion 52 a for insertion into a space on the radially inner side of the peripheral side portion 12 of the intermediate member 10. On the outer peripheral surface of the insert portion 52a, there are formed an inclined portion 52b whose outer diameter gradually increases slightly from the lower end to the upper side, and a large diameter portion 52c whose outer diameter becomes substantially constant upward from the upper end of the inclined portion 52b. The The outer diameter in the vicinity of the lower end of the inclined portion 52b is substantially equal to the minimum inner diameter of the upper end portion 12b of the peripheral side portion 12 of the intermediate member 10 (the inner diameter of the inner end in the radial direction of the upper end portion 12b). The diameter is slightly larger than the inner diameter of the base portion 12 a of the peripheral side portion 12 of the intermediate member 10. When attaching the intermediate member 10 to the dough 1 as the female snap 30, first, the attachment member 20 is placed on a lower die (not shown) of the press, and the intermediate member 10 is held by the female upper die 50. The holding of the intermediate member 10 with respect to the female upper die 50 is performed so that the upper end portion 12b of the peripheral side portion 12 of the intermediate member 10 is adapted to the inclined portion 52b of the insert portion 52a of the female die main body 52. Next, after the fabric 1 is disposed between the attachment member 20 and the intermediate member 10, the snap attachment device is operated to lower the female upper die 50 toward the lower die. Thereby, as described in detail below, the fixing of the intermediate member 10, that is, the female snap 30 to the cloth 1, and the processing of the intermediate member 10 to the female snap 30 are performed simultaneously. The intermediate member 10 can be held by holding its outer surface with a holder (not shown) and releasing the holding at the time of attachment.
雌用上方ダイ50が降下すると、取付部材20のポスト部22が生地1を上方に貫通し、次いで中間部材10の底部11の開口13を通った後、雌用上方ダイ50のパンチ51の窪み部51bで加締められる(図4参照)。この加締め加工と同時に、雌用ダイ本体52のインサート部52aが中間部材10の周側部12の半径方向内側の空間に下方へと深く入り込み、これに伴って、中間部材10の周側部12がインサート部52aの傾斜部52b及び大径部52cから半径方向外側に押される。これにより、周側部12の基部12aが上方かつ半径方向外側に若干傾斜するよう変形すると共に、上端部12bの内径が拡大する(図4参照)ことにより、中間部材10が雌スナップ30となる。なお、中間部材10の周側部12、その基部12a及び上端部12bに対応する雌スナップ30の周側部、その基部及び上端部を、参照番号32、32a及び32bでそれぞれ表し、雌スナップ30の他の部分は、中間部材10と実質的に同じであるため中間部材10と同じ参照番号を用いる。周側部12から周側部32への半径方向外側への拡張は、切欠部14の存在により容易に行われる。生地1に取り付けられた雌スナップ30において、底部11の凸部11aが取付部材20のベース部21との間で生地1を締め付ける役割を果たす。また、雌スナップ30の生地1への固定と、中間部材10の雌スナップ30への加工とが同時とは、上記したように、同じタイミングであることに加え、雌用上方ダイ50が降下する際に、まずパンチ51が降下して、取付部材20のポスト部22を加締め、引き続いて、雌用ダイ本体52が中間部材10の周側部12を変形して、雌スナップ30となるようにすることも、パンチ51と雌用ダイ本体52の動作は、一連の雌用上方ダイ50の降下によって起こることから、このようなタイミングの加工も含む表現である。
When the female upper die 50 is lowered, the post portion 22 of the mounting member 20 penetrates the cloth 1 upward, and then passes through the opening 13 of the bottom portion 11 of the intermediate member 10, and then the punch 51 of the female upper die 50 is depressed. It is crimped by the part 51b (refer FIG. 4). Simultaneously with this caulking process, the insert portion 52a of the female die main body 52 enters deeply into the space on the radially inner side of the peripheral side portion 12 of the intermediate member 10, and accordingly, the peripheral side portion of the intermediate member 10 12 is pushed radially outward from the inclined portion 52b and the large diameter portion 52c of the insert portion 52a. As a result, the base portion 12a of the peripheral side portion 12 is deformed so as to be slightly inclined upward and radially outward, and the inner diameter of the upper end portion 12b is enlarged (see FIG. 4), whereby the intermediate member 10 becomes the female snap 30. . Note that the peripheral side portion of the intermediate member 10, the peripheral side portion of the female snap 30 corresponding to the base portion 12 a and the upper end portion 12 b, the base portion and the upper end portion thereof are represented by reference numerals 32, 32 a and 32 b, respectively. Other parts are substantially the same as the intermediate member 10, and therefore the same reference numerals as those of the intermediate member 10 are used. The outward expansion in the radial direction from the peripheral side portion 12 to the peripheral side portion 32 is easily performed due to the presence of the notch portion 14. In the female snap 30 attached to the fabric 1, the convex portion 11 a of the bottom portion 11 plays a role of tightening the fabric 1 with the base portion 21 of the attachment member 20. Further, the fixing of the female snap 30 to the cloth 1 and the processing of the intermediate member 10 to the female snap 30 are the same timing as described above, and the upper die 50 for female is lowered. At this time, first, the punch 51 is lowered, the post portion 22 of the mounting member 20 is caulked, and then the female die main body 52 deforms the peripheral side portion 12 of the intermediate member 10 to become the female snap 30. In other words, the operations of the punch 51 and the female die main body 52 are caused by the descending of the series of female upper dies 50, and thus are expressions including such timing processing.
図5は、中間部材10を雄スナップ40として生地2に取り付ける場合を示す断面説明図である。図5中の参照番号60は、スナップ取付装置によって昇降される雄用上方ダイである。雄用上方ダイ60は、上述したパンチ51と同様の、窪み部61b等を含むパンチ61と、パンチ61を包囲し、中間部材10を雄スナップ40に加工するための雄用ダイ本体62とを備える。雄用ダイ本体62は、その底面から上方に凹となる、中間部材10の周側部12を受け入れる凹部62aを備える。凹部62aは、その底面である上端面62dと、内周面とを有し、内周面には、下端から上方へと内径が次第に若干縮小する傾斜部62bと、傾斜部62bの上端から凹部62aの上端付近へと内径がほぼ一定となる小径部62cとが形成される。小径部62cと上端面62dとの間には丸みが付けられる。傾斜部62bの下端付近の内径は、中間部材10の周側部12の上端部12bの最大外径(上端部12bの半径方向外側端の外径)とほぼ等しく、また、小径部62cの内径が中間部材10の周側部12の基部12aの外径よりもわずかに小さい。中間部材10を雄スナップ40として生地1に取り付ける場合、まず、プレス機の下方ダイ(図示せず)上に取付部材20を載置し、雄用上方ダイ60に中間部材10を保持させる。この雄用上方ダイ60に対する中間部材10の保持は、雄用ダイ本体62の凹部62aにおける傾斜部62bに対し中間部材10の周側部12の上端部12bを適合させるようにして行われる。次いで、取付部材20と中間部材10との間に生地2を配した後、スナップ取付装置を操作して雄用上方ダイ60を下方ダイに向かって降下させる。これにより、取付部材20のポスト22が生地2を上方に貫通し、次いで中間部材10の底部11の開口13を通った後、雄用上方ダイ60のパンチ61の窪み部61bで加締められ(図5参照)、これにより、中間部材10すなわち雄スナップ40が生地2に固定される。これと同時に、以下に詳述するように、中間部材10の雄スナップ40への加工が行われる。
FIG. 5 is a cross-sectional explanatory view showing a case where the intermediate member 10 is attached to the fabric 2 as a male snap 40. Reference numeral 60 in FIG. 5 is a male upper die that is raised and lowered by the snap attachment device. The male upper die 60 is similar to the punch 51 described above, and includes a punch 61 including a recessed portion 61b and the like, and a male die body 62 that surrounds the punch 61 and processes the intermediate member 10 into the male snap 40. Prepare. The male die main body 62 includes a concave portion 62a that is recessed upward from the bottom surface thereof and that receives the peripheral side portion 12 of the intermediate member 10. The recess 62a has an upper end surface 62d as its bottom surface and an inner peripheral surface. The inner peripheral surface has an inclined portion 62b whose inner diameter gradually decreases slightly from the lower end to the upper portion, and a recess from the upper end of the inclined portion 62b. A small-diameter portion 62c having a substantially constant inner diameter is formed near the upper end of 62a. The small diameter portion 62c and the upper end surface 62d are rounded. The inner diameter in the vicinity of the lower end of the inclined portion 62b is substantially equal to the maximum outer diameter of the upper end portion 12b of the peripheral side portion 12 of the intermediate member 10 (the outer diameter of the outer end in the radial direction of the upper end portion 12b), and the inner diameter of the small diameter portion 62c. Is slightly smaller than the outer diameter of the base portion 12a of the peripheral side portion 12 of the intermediate member 10. When attaching the intermediate member 10 to the dough 1 as the male snap 40, first, the attachment member 20 is placed on a lower die (not shown) of the press machine, and the intermediate member 10 is held by the male upper die 60. The holding of the intermediate member 10 with respect to the male upper die 60 is performed so that the upper end portion 12 b of the peripheral side portion 12 of the intermediate member 10 is adapted to the inclined portion 62 b of the concave portion 62 a of the male die main body 62. Next, after the fabric 2 is disposed between the attachment member 20 and the intermediate member 10, the snap attachment device is operated to lower the male upper die 60 toward the lower die. As a result, the post 22 of the mounting member 20 penetrates the cloth 2 upward, and then passes through the opening 13 of the bottom 11 of the intermediate member 10, and is then crimped by the recess 61 b of the punch 61 of the male upper die 60 ( Thereby, the intermediate member 10, that is, the male snap 40 is fixed to the fabric 2. At the same time, as will be described in detail below, the intermediate member 10 is processed into the male snap 40.
雄用上方ダイ60が降下すると、雄用ダイ本体62の凹部62aに中間部材10の周側部12が上方へと深く入り込み、これに伴って、中間部材10の周側部12が凹部62aの傾斜部62b及び小径部62cから半径方向内側に押される。これにより、周側部12の基部12aが上方かつ半径方向内側に若干傾斜するよう変形すると共に、上端部12bの内径が縮小する(図5参照)ことにより、中間部材10が雄スナップ40となる。なお、中間部材10の周側部12、その基部12a及び上端部12bに対応する雄スナップ40の周側部、その基部及び上端部を、参照番号42、42a及び42bでそれぞれ表し、雄スナップ40の他の部分は、中間部材10と実質的に同じであるため中間部材10と同じ参照番号を用いる。雄スナップ40の周側部42における基部42aと上端部42bとの境界には縮径する括れ部42dが形成される。周側部12から周側部42への半径方向内側への収縮は、切欠部14の存在により容易に行われる。生地1に取り付けられた雄スナップ40において、底部11の凸部11aが取付部材20のベース部21との間で生地1を締め付ける役割を果たす。また、雄スナップ40の生地1への固定と、中間部材10の雄スナップ40への加工とが同時とは、上記したように、同じタイミングであることに加え、雄用上方ダイ60が降下する際に、まずパンチ61が降下して、取付部材20のポスト部22を加締め、引き続いて、雄用ダイ本体62が中間部材10の周側部12を変形して、雄スナップ40となるようにすることも、パンチ61と雄用ダイ本体62の動作が、一連の雄用上方ダイ60の降下によって起こることから、このようなタイミングの加工も含む表現である。
When the male upper die 60 is lowered, the peripheral side portion 12 of the intermediate member 10 enters deeply into the concave portion 62a of the male die main body 62, and accordingly, the peripheral side portion 12 of the intermediate member 10 is moved into the concave portion 62a. It is pushed radially inward from the inclined portion 62b and the small diameter portion 62c. As a result, the base portion 12a of the peripheral side portion 12 is deformed so as to be slightly inclined upward and radially inward, and the inner diameter of the upper end portion 12b is reduced (see FIG. 5), whereby the intermediate member 10 becomes the male snap 40. . The peripheral side portion of the intermediate member 10, the peripheral side portion of the male snap 40 corresponding to the base portion 12a and the upper end portion 12b, the base portion and the upper end portion thereof are represented by reference numerals 42, 42a and 42b, respectively. Other parts are substantially the same as the intermediate member 10, and therefore the same reference numerals as those of the intermediate member 10 are used. A constricted portion 42 d having a reduced diameter is formed at the boundary between the base portion 42 a and the upper end portion 42 b in the peripheral side portion 42 of the male snap 40. The radially inward contraction from the peripheral side portion 12 to the peripheral side portion 42 is easily performed by the presence of the notch portion 14. In the male snap 40 attached to the fabric 1, the convex portion 11 a of the bottom portion 11 plays a role of tightening the fabric 1 with the base portion 21 of the attachment member 20. Further, the fixing of the male snap 40 to the cloth 1 and the processing of the intermediate member 10 to the male snap 40 are the same timing as described above, and the male upper die 60 is lowered. At this time, the punch 61 first descends, the post portion 22 of the mounting member 20 is caulked, and then, the male die body 62 deforms the peripheral side portion 12 of the intermediate member 10 to become the male snap 40. In other words, since the operations of the punch 61 and the male die main body 62 are caused by the descending of the series of male upper dies 60, the processing includes such timing processing.
図6は、生地1に取り付けた雌スナップ30と、生地2に取り付けた雄スナップ40とを同心状に対面させた状態を示す断面説明図である。図7は、図6の状態から雌スナップ30と雄スナップ40を連結させた状態を示す断面説明図である。雌スナップ30と雄スナップ40の連結は、雌スナップ30の周側部32の半径方向内側の空間(以下「雌側空間」という。)に、雄スナップ40の周側部42を嵌め込むことによって行われ、この連結の解除は、雌側空間から雄スナップ40の周側部42を抜き取ることによって行われる。図6を参照して、雌スナップ30の周側部32の上端部32bにおける半径方向内側端32cの内径(上端部32bの最小内径)は、雄スナップ40の周側部42の上端部42bにおける半径方向外側端42cの外径(上端部42bの最大外径)よりもわずかに小さい。そのため、図6の非連結状態から図7の連結状態への移行時において、雄スナップ40の周側部42の上端部42bが、雌スナップ30の雌側空間に入り込む直前に、雌スナップ30の周側部32の上端部32bと当接して、上端部42bが半径方向内側に及び/又は上端部32bが半径方向外側に一時的に弾性変位する。そして、雄スナップ40側の上端部42bが雌スナップ30側の上端部32bを乗り越えると、上記弾性変位が復元して、雄スナップ40と雌スナップ30が連結した状態(図7参照)となる。この連結状態において、雌スナップ30の上端部32aが雄スナップ40の括れ部42dに係合する。本実施形態では、雌スナップ30の上端部32a(及び係合空間)が雌側係合部となり、雄スナップ40の上端部42b及び括れ部42dが雄側係合部となる。
FIG. 6 is a cross-sectional explanatory view showing a state in which the female snap 30 attached to the fabric 1 and the male snap 40 attached to the fabric 2 face each other concentrically. FIG. 7 is an explanatory cross-sectional view showing a state in which the female snap 30 and the male snap 40 are connected from the state of FIG. The female snap 30 and the male snap 40 are connected by fitting the peripheral side portion 42 of the male snap 40 into a space inside the peripheral side portion 32 of the female snap 30 in the radial direction (hereinafter referred to as “female side space”). The connection is released by removing the peripheral side portion 42 of the male snap 40 from the female side space. Referring to FIG. 6, the inner diameter (minimum inner diameter of upper end portion 32 b) of radial inner end 32 c of upper end portion 32 b of peripheral side portion 32 of female snap 30 is the upper end portion 42 b of peripheral side portion 42 of male snap 40. It is slightly smaller than the outer diameter of the radially outer end 42c (the maximum outer diameter of the upper end portion 42b). Therefore, the upper end portion 42b of the peripheral side portion 42 of the male snap 40 enters the female side space of the female snap 30 at the time of transition from the non-connected state of FIG. The upper end portion 42b abuts on the upper end portion 32b of the peripheral side portion 32, and the upper end portion 42b is temporarily elastically displaced radially inward and / or the upper end portion 32b temporarily outward in the radial direction. When the upper end 42b on the male snap 40 side gets over the upper end 32b on the female snap 30 side, the elastic displacement is restored and the male snap 40 and the female snap 30 are connected (see FIG. 7). In this connected state, the upper end portion 32 a of the female snap 30 is engaged with the constricted portion 42 d of the male snap 40. In the present embodiment, the upper end portion 32a (and the engagement space) of the female snap 30 is a female side engaging portion, and the upper end portion 42b and the constricted portion 42d of the male snap 40 are male side engaging portions.
図8は、本発明の中間スナップ部材の第2実施形態である中間部材70を示す平面図であり、図9は、図8のB-B矢視断面図である。中間部材70は、金属板から絞り加工等により形成され、円板状の底部71と、底部71の半径方向外側端から上方(上下は図9に基づく)に立ち上がる円筒状の周側部72とを備える。底部71は、第1実施形態の中間部材10の底部11と同様であり、中央の開口73及び円環状の凸部71aを有する。周側部72には、その上端から下方へと三角形状の切欠部74が周方向において等角度(60度)間隔で六つ設けられている。周側部72は、底部71から底部71に対しほぼ垂直(中間部材70の軸線にほぼ平行)に延びる。第1実施形態の中間部材10では、周側部12の上端部12bが、生地1、2への取り付け以前、すなわち雌スナップ30又は雄スナップ40に加工する前にカーリング加工されていたが、中間部材70の周側部72は、以下に詳述するように、中間部材70を雄スナップ80又は雌スナップ90(図12、13等参照)として生地3、4に取り付ける際に、上端部82a又は92aのカーリングを含む周側部82又は92への加工が行われる。
FIG. 8 is a plan view showing an intermediate member 70 which is the second embodiment of the intermediate snap member of the present invention, and FIG. 9 is a cross-sectional view taken along the line BB of FIG. The intermediate member 70 is formed from a metal plate by drawing or the like, and includes a disk-shaped bottom portion 71, and a cylindrical peripheral side portion 72 that rises upward (upper and lower are based on FIG. 9) from the radially outer end of the bottom portion 71. Is provided. The bottom 71 is the same as the bottom 11 of the intermediate member 10 of the first embodiment, and includes a central opening 73 and an annular convex 71a. The circumferential side portion 72 is provided with six triangular cutout portions 74 at regular angular intervals (60 degrees) in the circumferential direction downward from the upper end thereof. The peripheral side portion 72 extends from the bottom 71 to the bottom 71 substantially perpendicularly (substantially parallel to the axis of the intermediate member 70). In the intermediate member 10 of the first embodiment, the upper end portion 12b of the peripheral side portion 12 is curled before being attached to the fabrics 1 and 2, that is, before being processed into the female snap 30 or the male snap 40. As described in detail below, the peripheral side portion 72 of the member 70 has an upper end 82a or a middle portion 70 when the intermediate member 70 is attached to the fabrics 3 and 4 as male snaps 80 or female snaps 90 (see FIGS. 12 and 13, etc.). Processing to the peripheral side portion 82 or 92 including the curling of 92a is performed.
図10は、生地3を挟んで中間部材70と取付部材20(図3の取付部材20と同じものであるため、同じ参照番号を付す)を同心状に配置した状態を示す断面説明図である。この状態から図示しないスナップ取付装置を操作して中間部材70を降下させると、取付部材20のポスト部22が生地1を上方に貫通し、次いで中間部材70の底部71の開口73を通った後、図4のパンチ51と同様のパンチ(図示せず)で加締められる。これにより、図11に示すように、中間部材70が生地2に固定される。なお、このポスト部22の加締め加工と同時に、図11に概略的に示す雄用上方ダイの雄用ダイ本体102により、中間部材70の周側部72を図12に示す雄スナップ80の周側部82へと加工するが、図11では、便宜的に、ポスト部72を加締めた状態で、中間部材70の周側部72を未加工の状態で表している。雄用ダイ本体102は、図示しないパンチを包囲する円筒状部分を含み、その底面から上方に略半円形状に凹となる円環状の窪み102aを有する。窪み102aの半径方向外側端は、中間部材70の周側部72の上端部の半径方向外側端とほぼ同じ半径方向位置にある。雄用ダイ本体102は、中間部材70の生地3への取り付け時に、図示しない下方ダイに対する間隔が所定値に達するまで降下する。この際、中間部材70の周側部72の上端部が雄用ダイ本体102の窪み102aによって半径方向内側にC字状にカーリングされると共に、周側部72が雄用ダイ本体102によって下方に押され、周側部72の上下方向のほぼ中間部が半径方向内側にわずかに突き出るように変形させられる(図12参照)。これにより、中間部材70が雄スナップ80となり、中間部材70の周側部72が雄スナップ80の、湾曲状の上端部82aを含む周側部82となる。雄スナップ80の周側部82は、上下方向のほぼ中間部に半径方向内側にわずかに突き出る括れ部82bを含む。湾曲状の上端部82aを除く周側部82の内径は、括れ部82bで最も小さく、括れ部82bから上方の上端部82aへと次第にわずかに拡大し、更に、括れ部82bから下方の底部71へもほんのわずか拡大する。中間部材70の開口73及び凸部71aを含む底部71、及び切欠部74については、雄スナップ80についても同じ参照番号を用いる。周側部72から、上端部82aの湾曲を含む周側部82への加工は、切欠部74の存在により容易に行われる。
FIG. 10 is an explanatory cross-sectional view showing a state in which the intermediate member 70 and the attachment member 20 (the same reference numerals are assigned to the intermediate member 70 and the attachment member 20 in FIG. 3) with the cloth 3 interposed therebetween. . When the intermediate member 70 is lowered by operating a snap attachment device (not shown) from this state, after the post portion 22 of the attachment member 20 passes through the cloth 1 and then passes through the opening 73 of the bottom portion 71 of the intermediate member 70. 4 and a punch (not shown) similar to the punch 51 of FIG. Thereby, as shown in FIG. 11, the intermediate member 70 is fixed to the fabric 2. Simultaneously with the caulking process of the post portion 22, the peripheral side portion 72 of the intermediate member 70 is rotated around the male snap 80 shown in FIG. 12 by the male die body 102 of the male upper die schematically shown in FIG. In FIG. 11, for convenience, the peripheral side portion 72 of the intermediate member 70 is shown in an unprocessed state while the post portion 72 is crimped. The male die main body 102 includes a cylindrical portion that surrounds a punch (not shown), and has an annular recess 102a that is recessed in a substantially semicircular shape upward from its bottom surface. The radially outer end of the recess 102 a is at substantially the same radial position as the radially outer end of the upper end portion of the peripheral side portion 72 of the intermediate member 70. When the intermediate member 70 is attached to the fabric 3, the male die body 102 is lowered until the distance to the lower die (not shown) reaches a predetermined value. At this time, the upper end portion of the peripheral side portion 72 of the intermediate member 70 is curled in a C shape radially inward by the recess 102 a of the male die main body 102, and the peripheral side portion 72 is lowered downward by the male die main body 102. It is pushed and deformed so that the substantially middle portion in the vertical direction of the peripheral side portion 72 protrudes slightly inward in the radial direction (see FIG. 12). Thereby, the intermediate member 70 becomes the male snap 80, and the peripheral side portion 72 of the intermediate member 70 becomes the peripheral side portion 82 including the curved upper end portion 82 a of the male snap 80. The peripheral side portion 82 of the male snap 80 includes a constricted portion 82b that protrudes slightly inward in the radial direction at a substantially middle portion in the vertical direction. The inner diameter of the peripheral side portion 82 excluding the curved upper end portion 82a is the smallest at the constricted portion 82b, gradually increases slightly from the constricted portion 82b to the upper upper end portion 82a, and further, the bottom portion 71 below the constricted portion 82b. It expands only slightly. The same reference numerals are used for the male snap 80 for the bottom 71 including the opening 73 and the convex portion 71 a of the intermediate member 70 and the cutout 74. The processing from the peripheral side portion 72 to the peripheral side portion 82 including the curvature of the upper end portion 82 a is easily performed by the presence of the notch portion 74.
図13は、中間部材70から雌スナップ90を形成した状態を示す断面説明図である。雌スナップ90は、中間部材70に対し、図示しない雌用ダイ本体を適用することによって形成される。雌用ダイ本体は、雄用ダイ本体102の窪み102aと類似の窪み(図示せず)を有するが、この窪みの半径内側端は、窪み102aとは異なり、中間部材70の周側部72の上端部の半径方向内側端とほぼ同じ半径方向位置にある。このような雌用ダイ本体とパンチを含む雌用上方ダイを降下させることにより、中間部材70が取付部材20により生地4に固定される。これと同時に、中間部材70の周側部72の上端部が雌用ダイ本体の窪みによって半径方向外側にC字状にカーリングされると共に、周側部72が雌用ダイ本体によって下方に押され、周側部72の上下方向のほぼ中間部(中間よりわずかに上方の部分)が半径方向外側にわずかに突き出るように変形させられる(図13参照)。これにより、中間部材70が雌スナップ90となり、中間部材70の周側部72が雌スナップ90の、湾曲状の上端部92aを含む周側部92となる。雌スナップ90の周側部92は、上下方向の中間よりわずかに上方の部分に半径方向外側にわずかに突き出る突き出し部92bを含む。湾曲状の上端部92aを除く周側部92の外径は、突き出し部92bで最も大きく、突き出し部92bから上方の上端部92aへと次第にわずかに縮小し、更に、突き出し部92bから下方の底部71へも縮小する。中間部材70の開口73及び凸部71aを含む底部71、及び切欠部74については、雌スナップ90についても同じ参照番号を用いる。周側部72から、上端部92aのカーリングを含む周側部92への加工は、切欠部74の存在により容易に行われる。
FIG. 13 is an explanatory cross-sectional view showing a state in which the female snap 90 is formed from the intermediate member 70. The female snap 90 is formed by applying a female die body (not shown) to the intermediate member 70. The female die body has a recess (not shown) similar to the recess 102a of the male die body 102, but the inner radius end of this recess is different from that of the recess 102a. At the same radial position as the radially inner end of the upper end. The intermediate member 70 is fixed to the dough 4 by the attachment member 20 by lowering the female upper die including the female die body and the punch. At the same time, the upper end portion of the peripheral side portion 72 of the intermediate member 70 is curled in a C shape radially outward by the depression of the female die main body, and the peripheral side portion 72 is pushed downward by the female die main body. The intermediate portion 72 in the vertical direction of the peripheral side portion 72 (the portion slightly above the middle) is deformed so as to slightly protrude outward in the radial direction (see FIG. 13). Thereby, the intermediate member 70 becomes the female snap 90, and the peripheral side portion 72 of the intermediate member 70 becomes the peripheral side portion 92 including the curved upper end portion 92 a of the female snap 90. The peripheral side portion 92 of the female snap 90 includes a protruding portion 92b that protrudes slightly outward in the radial direction at a portion slightly above the middle in the vertical direction. The outer diameter of the peripheral side portion 92 excluding the curved upper end portion 92a is the largest at the protruding portion 92b, gradually decreases slightly from the protruding portion 92b to the upper upper end portion 92a, and further, the bottom portion below the protruding portion 92b. It also reduces to 71. The same reference numerals are also used for the female snap 90 for the bottom portion 71 including the opening 73 and the convex portion 71a of the intermediate member 70, and the cutout portion 74. The processing from the peripheral side portion 72 to the peripheral side portion 92 including the curling of the upper end portion 92 a is easily performed by the presence of the notch portion 74.
図14は、生地3に取り付けた雄スナップ80と、生地4に取り付けた雌スナップ90とを同心状に対面させた状態を示す断面説明図である。図15は、図14の状態から雄スナップ80と雌スナップ90を連結させた状態を示す断面説明図である。雄スナップ80と雌スナップ90の連結は、雌スナップ90の周側部92の半径方向内側の雌側空間に、雄スナップ80の周側部82を嵌め込むことによって行われ、この連結の解除は、雌側空間から雄スナップ80の周側部82を抜き取ることによって行われる。図14を参照して、雌スナップ90の周側部92の上端部92aにおける半径方向内側端92cの内径(上端部92aの最小内径)は、雄スナップ80の周側部82の上端部82aにおける半径方向外側端82cの外径(上端部82aの最大外径)よりもわずかに小さい。そのため、図14の非連結状態から図15の連結状態への移行時において、雄スナップ80の周側部82の上端部82aが、雌スナップ90の雌側空間に入り込む直前に、雄スナップ80の周側部82の上端部82aと当接して、上端部82aが半径方向内側に及び/又は上端部92aが半径方向外側に一時的に弾性変位する。そして、雄スナップ80側の上端部82aが雌スナップ90側の上端部92aを乗り越えると、上記弾性変位が復元しつつ、雄スナップ80の周側部82の上端部82aにおける半径方向外側端82cが雌スナップ90の突き出し部92bの半径方向内側に係合すると共に、雌スナップ90の周側部92の上端部92aにおける半径方向内側端92cが雄スナップ80の括れ部82bの半径方向外側に係合し、雄スナップ80と雌スナップ90が連結した状態(図15参照)となる。本実施形態では、雄スナップ80の上端部82a及び括れ部82bが雄側係合部となり、雌スナップ90の上端部92a及び突き出し部92b(及び係合空間)が雌側係合部となる。そして、この実施の形態によれば、雄スナップ80及び雌スナップ90が同じ中間部材10から成形されており、底部11の直径や、開口13の直径、突部11aの形成位置や、切欠部14の数が同じであることをもって、同じ中間部材10と認識することができる。なお、以下の実施形態において、開口や突部を設けていない場合には、少なくとも底部の直径および切欠部の数が同じであることによって、同じ中間部材と認識できる。さらに、周側部12の寸法を測定して、両方の周側部12の寸法を比較することによって、より正確に分析、判断できる。
FIG. 14 is a cross-sectional explanatory view showing a state in which the male snap 80 attached to the fabric 3 and the female snap 90 attached to the fabric 4 are concentrically opposed to each other. FIG. 15 is a cross-sectional explanatory view showing a state in which the male snap 80 and the female snap 90 are connected from the state of FIG. The male snap 80 and the female snap 90 are connected by fitting the peripheral side portion 82 of the male snap 80 into the female side space radially inward of the peripheral side portion 92 of the female snap 90, and this connection is released. This is done by extracting the peripheral side portion 82 of the male snap 80 from the female side space. Referring to FIG. 14, the inner diameter (minimum inner diameter of upper end portion 92 a) of radial inner end 92 c of upper end portion 92 a of peripheral side portion 92 of female snap 90 is the upper end portion 82 a of peripheral side portion 82 of male snap 80. It is slightly smaller than the outer diameter of the radially outer end 82c (the maximum outer diameter of the upper end 82a). Therefore, at the time of transition from the unconnected state of FIG. 14 to the connected state of FIG. 15, the upper end portion 82 a of the peripheral side portion 82 of the male snap 80 immediately before entering the female side space of the female snap 90. The upper end portion 82a abuts on the upper end portion 82a of the circumferential side portion 82, and the upper end portion 82a is temporarily elastically displaced radially inward and / or the upper end portion 92a temporarily outward in the radial direction. Then, when the upper end portion 82a on the male snap 80 side gets over the upper end portion 92a on the female snap 90 side, the elastic displacement is restored, and the radially outer end 82c of the upper end portion 82a of the peripheral side portion 82 of the male snap 80 is restored. Engage radially inward of the protruding portion 92b of the female snap 90, and engage the radially inner end 92c of the upper end portion 92a of the peripheral side portion 92 of the female snap 90 radially outward of the constricted portion 82b of the male snap 80. Then, the male snap 80 and the female snap 90 are connected (see FIG. 15). In the present embodiment, the upper end portion 82a and the constricted portion 82b of the male snap 80 are male side engaging portions, and the upper end portion 92a and the protruding portion 92b (and the engaging space) of the female snap 90 are female side engaging portions. According to this embodiment, the male snap 80 and the female snap 90 are formed from the same intermediate member 10, and the diameter of the bottom 11, the diameter of the opening 13, the position where the protrusion 11 a is formed, and the notch 14. Can be recognized as the same intermediate member 10. In the following embodiments, when no opening or protrusion is provided, at least the diameter of the bottom and the number of notches are the same, so that it can be recognized as the same intermediate member. Furthermore, by measuring the dimensions of the peripheral side portion 12 and comparing the dimensions of both peripheral side portions 12, it is possible to analyze and judge more accurately.
図16は、取付部材の別の例を示す断面説明図である。取付部材110は、円板状のべース部111と、ベース部111から二本突出するピン112(図16において湾曲状に加締められて示される)とを有する。ベース部111は、ピン112と一体の円板状のコア111aと、コア111aに被せられた金属製のカバー111bとから構成され、ピン112とコア111aは金属製又は合成樹脂製である。図16に便宜的に雄スナップ又は雌スナップに加工されていない状態で示す中間部材70aは、その底部71bの中央に開口が設けられていない点を除き、既述した中間部材70と同じものである。中間部材70aを雄スナップ又は雌スナップとして生地3aに固定する際、各ピン112は、生地3aを上方に貫通し、次いで、中間部材70aの底部71bを突き抜けた後、図示しない上方ダイにより湾曲状に加締められる。これにより、中間部材70aは生地3aに固定される。
FIG. 16 is an explanatory cross-sectional view showing another example of the attachment member. The mounting member 110 includes a disk-shaped base portion 111 and pins 112 (shown by being crimped in a curved shape in FIG. 16) that protrude from the base portion 111. The base 111 includes a disk-shaped core 111a that is integral with the pin 112, and a metal cover 111b that covers the core 111a. The pin 112 and the core 111a are made of metal or synthetic resin. For convenience, the intermediate member 70a shown in a state where it is not processed into a male snap or a female snap is the same as the intermediate member 70 described above except that an opening is not provided at the center of the bottom portion 71b. is there. When the intermediate member 70a is fixed to the fabric 3a as a male snap or a female snap, each pin 112 penetrates the fabric 3a upward, and then penetrates the bottom 71b of the intermediate member 70a, and then is curved by an upper die (not shown). Clamped on. Thereby, the intermediate member 70a is fixed to the cloth 3a.
図17は、本発明の中間スナップ部材の第3実施形態である中間部材120と、ワッシャー130とを生地5を挟んで同心状に配置した状態を示す断面説明図である。図18は、中間部材120を生地5に取り付けた状態を示す断面説明図である。中間部材120は、金属板から絞り加工等により形成され、円板状の底部121と、底部121の半径方向外側端から上方に立ち上がる円筒状の周側部122と、底部121の中央から下方に突出する円筒状のポスト部123とを備える。周側部122は、第2実施形態の中間部材70の周側部72と同様であり、周方向に六つの切欠部124を有する。ポスト部123は、中間部材120の軸線と同心で、径がほぼ一定である。また、ポスト部123の下端側は開放すると共に、上端側も周側部122の半径方向内側の空間へと開放している。ワッシャー130は、ポスト部123の外径とほぼ同径の開口131を有する円板状の金属部材である。中間部材120の生地5への取り付けは、中間部材120のポスト部123が生地5を下方に貫通し、次いで、ワッシャー130の開口131を通った後、図示しない下方ダイによって図18に示すように加締められることによって行われる。なお、この加締め加工と同時に中間部材120が雄スナップ又は雌スナップに加工されるが、図18では中間部材120の周側部122を未加工の状態で表している。これは、一連の雌用上方ダイまたは雄用上方ダイの降下によって、周側部122を変形させて、雌スナップまたは雄スナップとすることを説明するものであり、便宜的にこのタイミングによる加工も同時と表現する。
FIG. 17 is an explanatory cross-sectional view showing a state in which the intermediate member 120, which is the third embodiment of the intermediate snap member of the present invention, and the washer 130 are arranged concentrically with the fabric 5 interposed therebetween. FIG. 18 is a cross-sectional explanatory view showing a state in which the intermediate member 120 is attached to the fabric 5. The intermediate member 120 is formed from a metal plate by drawing or the like, and includes a disk-shaped bottom 121, a cylindrical peripheral side portion 122 that rises upward from the radially outer end of the bottom 121, and a lower portion from the center of the bottom 121. And a protruding cylindrical post portion 123. The circumferential side portion 122 is the same as the circumferential side portion 72 of the intermediate member 70 of the second embodiment, and has six notches 124 in the circumferential direction. The post portion 123 is concentric with the axis of the intermediate member 120 and has a substantially constant diameter. Further, the lower end side of the post portion 123 is opened, and the upper end side is also opened to a space inside the circumferential side portion 122 in the radial direction. The washer 130 is a disk-shaped metal member having an opening 131 having substantially the same diameter as the outer diameter of the post portion 123. The intermediate member 120 is attached to the fabric 5 as shown in FIG. 18 by a lower die (not shown) after the post portion 123 of the intermediate member 120 penetrates the fabric 5 downward and then passes through the opening 131 of the washer 130. This is done by crimping. The intermediate member 120 is processed into a male snap or a female snap at the same time as the caulking process. In FIG. 18, the peripheral side portion 122 of the intermediate member 120 is shown in an unprocessed state. This is to explain that the peripheral side portion 122 is deformed by the lowering of the series of female upper die or male upper die so as to be a female snap or a male snap. Expressed as simultaneous.
図19は、図8~15で説明した第2実施形態の中間部材70の変形例である中間部材70bを示す。中間部材70bは、周側部72(中間部材70と実質的に同じであるため、同じ参照番号を付す)の内周面に、既述した雄スナップ部材80の括れ部82b又は雌スナップ90の突き出し部92bとして座屈させる部分に、周方向に連続するわずかな溝72bもしくは窪みを有する。このような溝72bを設けることにより、中間部材70を雄スナップ80又は雌スナップ90に加工する際、周側部72が確実に溝72bから座屈するため、雄スナップ部材80の括れ部82b又は雌スナップ90の突き出し部92bを正確かつ容易に形成可能となる。
FIG. 19 shows an intermediate member 70b which is a modification of the intermediate member 70 of the second embodiment described in FIGS. The intermediate member 70b is formed on the inner peripheral surface of the peripheral side portion 72 (substantially the same as the intermediate member 70, and therefore has the same reference number) and the constricted portion 82b of the male snap member 80 or the female snap 90 described above. A portion to be buckled as the protruding portion 92b has a slight groove 72b or a recess continuous in the circumferential direction. By providing such a groove 72b, when the intermediate member 70 is processed into the male snap 80 or the female snap 90, the peripheral side portion 72 is surely buckled from the groove 72b. The protruding portion 92b of the snap 90 can be formed accurately and easily.
上記に記述するように、中間部材は取付部材によって生地に取り付けられるが、上記実施形態において、中間部材への生地への取付加工と、雌スナップ又は雄スナップに形成することとは、同じ雌用上方ダイ又は雄用上方ダイによって行われるものである。したがって、取付加工と、雌スナップ又は雄スナップに形成することとが、別の工程で行うことは、製造コストや在庫管理の負担の点で好ましくない。また、雌スナップ又は雄スナップへの選択的に形成する際に、1台の取付装置によって行うことができる。この場合には、雌用上方ダイ又は雄用上方ダイを交換(取替え)することで、雌スナップ又は雄スナップを選択的に形成することができる。なお、取付部材のポストを加締めるパンチが同じである場合には、パンチは交換する必要がない。そして、パンチが取付装置に組み込まれているものであってもよい。
As described above, the intermediate member is attached to the cloth by the attachment member. In the above embodiment, the attachment process to the cloth on the intermediate member and the formation of the female snap or the male snap are the same for the female. It is performed by an upper die or a male upper die. Therefore, it is not preferable in terms of manufacturing cost and inventory management to perform the attachment process and the female snap or the male snap in separate steps. Moreover, when selectively forming to a female snap or a male snap, it can carry out with one mounting apparatus. In this case, the female snap or the male snap can be selectively formed by exchanging (replacing) the female upper die or the male upper die. When the punch for caulking the post of the mounting member is the same, it is not necessary to replace the punch. The punch may be incorporated in the attachment device.
1、2、3、3a、4、5 生地
10、70、70a、70b、120 中間スナップ部材
11、71、71b、121 底部
12、32、42、72、82、92、122 周側部
12b、32b、42b、82a、92a 上端部
14、74、124 切欠部
20、110 取付部材
22 ポスト部
30、90 雌スナップ
40、80 雄スナップ
42d、82b 括れ部
72b 溝
92b 突き出し部
112 ピン
123 ポスト部
130 ワッシャー 1, 2, 3, 3a, 4, 5 fabric 10, 70, 70a, 70b, 120 intermediate snap member 11, 71, 71b, 121 bottom 12, 32, 42, 72, 82, 92, 122 circumferential side 12b, 32b, 42b, 82a, 92a Upper end portion 14, 74, 124 Notch portion 20, 110 Mounting member 22 Post portion 30, 90 Female snap 40, 80 Male snap 42d, 82b Constricted portion 72b Groove 92b Protruding portion 112 Pin 123 Post portion 130 Washer
10、70、70a、70b、120 中間スナップ部材
11、71、71b、121 底部
12、32、42、72、82、92、122 周側部
12b、32b、42b、82a、92a 上端部
14、74、124 切欠部
20、110 取付部材
22 ポスト部
30、90 雌スナップ
40、80 雄スナップ
42d、82b 括れ部
72b 溝
92b 突き出し部
112 ピン
123 ポスト部
130 ワッシャー 1, 2, 3, 3a, 4, 5
Claims (19)
- スナップボタンの形成方法であって、
相互に係合可能な雄スナップ(40、80)及び雌スナップ(30、90)のいずれにも形成可能な中間スナップ部材(10、70、70a、70b、120)にして、円板状の底部(11、71、121)と、底部(11、71、121)の半径方向外側端から立ち上がる円筒状の周側部(12、72、122)とを有する中間スナップ部材(10、70、70a、70b、120)を得る工程Aと、
前記中間スナップ部材(10、70、70a、70b、120)の周側部(12、72、122)を変形させて、雄スナップ(40、80)又は雌スナップ(30、90)を選択的に形成する工程Bとを含む方法。 A method of forming a snap button,
An intermediate snap member (10, 70, 70a, 70b, 120) that can be formed on either of the male snaps (40, 80) and the female snaps (30, 90) that can be engaged with each other. Intermediate snap members (10, 70, 70a) having (11, 71, 121) and cylindrical peripheral side portions (12, 72, 122) rising from the radially outer ends of the bottom portions (11, 71, 121). 70b, 120) to obtain step A;
The peripheral snap part (12, 72, 122) of the intermediate snap member (10, 70, 70a, 70b, 120) is deformed to selectively select the male snap (40, 80) or the female snap (30, 90). And forming step B. - 前記中間スナップ部材(10、70、70a、70b、120)は金属製である請求項1の方法。 The method of claim 1, wherein the intermediate snap member (10, 70, 70a, 70b, 120) is made of metal.
- 前記工程Bは、中間スナップ部材(10、70、70a、70b、120)を生地(1、2、3、3a、4、5)に固定する際に行われる請求項1又は2の方法。 The method according to claim 1 or 2, wherein the step B is performed when the intermediate snap member (10, 70, 70a, 70b, 120) is fixed to the fabric (1, 2, 3, 3a, 4, 5).
- 前記中間スナップ部材(10、70、70a、70b、120)の周側部(12、72、122)には、上端から下方へと切り欠かれた切欠部(14、74、124)が周方向に複数設けられる請求項1~3のいずれか一つの方法。 In the peripheral side portions (12, 72, 122) of the intermediate snap member (10, 70, 70a, 70b, 120), cutout portions (14, 74, 124) cut out from the upper end downward are circumferential. The method according to any one of claims 1 to 3, wherein a plurality of methods are provided.
- 前記中間スナップ部材(10)の周側部(12)は、カーリング加工された上端部(12b)を有する請求項1~4のいずれか一つの方法。 The method according to any one of claims 1 to 4, wherein the peripheral side portion (12) of the intermediate snap member (10) has a curled upper end portion (12b).
- 前記工程Bにおいて、雌スナップ(90)の周側部(92)の上端部(92a)又は雄スナップ(80)の上端部(82a)をカーリング加工する請求項1~4のいずれか一つの方法。 The method according to any one of claims 1 to 4, wherein, in the step B, the upper end (92a) of the peripheral side portion (92) of the female snap (90) or the upper end (82a) of the male snap (80) is curled. .
- 相互に係合可能な雄スナップ(40、80)及び雌スナップ(30、90)のいずれにも形成可能な中間スナップ部材(10、70、70a、70b、120)であって、
円板状の底部(11、71、121)と、底部(11、71、121)の半径方向外側端から立ち上がり、雄スナップ(40、80)又は雌スナップ(30、90)へと選択的に形成される際に変形させる円筒状の周側部(12、72、122)とを備える中間スナップ部材。 An intermediate snap member (10, 70, 70a, 70b, 120) that can be formed on both of the mutually engageable male snap (40, 80) and female snap (30, 90),
A disc-shaped bottom (11, 71, 121) and a radial snap-off of the bottom (11, 71, 121), and selectively into a male snap (40, 80) or a female snap (30, 90) An intermediate snap member comprising cylindrical peripheral side portions (12, 72, 122) that are deformed when formed. - 前記中間スナップ部材(10、70、70a、70b、120)は金属製である請求項7の中間スナップ部材。 The intermediate snap member according to claim 7, wherein the intermediate snap member (10, 70, 70a, 70b, 120) is made of metal.
- 前記中間スナップ部材(10、70、70a、70b、120)の周側部(12、72、122)には、上端から下方へと切り欠かれた切欠部(14、74、124)が周方向に複数設けられる請求項7又は8の中間スナップ部材。 In the peripheral side portions (12, 72, 122) of the intermediate snap member (10, 70, 70a, 70b, 120), cutout portions (14, 74, 124) cut out from the upper end downward are circumferential. 9. The intermediate snap member according to claim 7 or 8, wherein a plurality of intermediate snap members are provided on the intermediate snap member.
- 前記中間スナップ部材(10)の周側部(12)は、カーリング加工された上端部(12b)を有する請求項7~9のいずれか一つの中間スナップ部材。 The intermediate snap member according to any one of claims 7 to 9, wherein the peripheral side portion (12) of the intermediate snap member (10) has a curled upper end portion (12b).
- 前記中間スナップ部材(120)は、底部(121)から下方に突出する円筒状のポスト部(123)を有し、ポスト部(123)は、中間スナップ部材(120)を雄スナップ又は雌スナップとして生地に取り付ける際に、生地(5)を貫通した後に加締められる請求項7~10のいずれか一つの中間スナップ部材。 The intermediate snap member (120) has a cylindrical post portion (123) protruding downward from the bottom portion (121), and the post portion (123) has the intermediate snap member (120) as a male snap or a female snap. The intermediate snap member according to any one of claims 7 to 10, wherein the intermediate snap member is crimped after passing through the dough (5) when attached to the dough.
- 前記中間スナップ部材(70b)は、周側部(72)の内周面に、雄スナップ又は雌スナップへと変形する際の座屈部分とするための周方向に延びる溝(72b)を有する請求項7~11のいずれか一つの中間スナップ部材。 The said intermediate | middle snap member (70b) has the groove | channel (72b) extended in the circumferential direction for making it a buckling part at the time of deform | transforming into a male snap or a female snap in the internal peripheral surface of a peripheral side part (72). Item 12. The intermediate snap member according to any one of Items 7 to 11.
- 中間スナップ部材(10、70、70a、70b、120)から、相互に係合可能な雄スナップ(40、80)及び雌スナップ(30、90)のいずれにも形成可能なスナップボタン(40、80、30、90)であって、
前記中間スナップ部材(10、70、70a、70b、120)は、円板状の底部(11、71、121)と、底部(11、71、121)の半径方向外側端から立ち上がる円筒状の周側部(12、72、122)とを有し、
前記雄スナップ(40、80)は、その周側部(42、82)に、雌スナップ(30、90)に係合させる雄側係合部(42b、82b)を有し、
前記雌スナップ(30、90)は、その周側部(32、92)に、雄スナップ(40、80)に係合させる雌側係合部(32a、92a、92b)を有するスナップボタン。 Snap buttons (40, 80) that can be formed from the intermediate snap members (10, 70, 70a, 70b, 120) to both the male snaps (40, 80) and the female snaps (30, 90) that can be engaged with each other. , 30, 90)
The intermediate snap member (10, 70, 70a, 70b, 120) has a disk-shaped bottom (11, 71, 121) and a cylindrical periphery rising from the radially outer end of the bottom (11, 71, 121). Side (12, 72, 122),
The male snap (40, 80) has a male side engaging portion (42b, 82b) to be engaged with the female snap (30, 90) on its peripheral side portion (42, 82).
The female snap (30, 90) is a snap button having a female side engaging portion (32a, 92a, 92b) to be engaged with the male snap (40, 80) on the peripheral side portion (32, 92). - 前記スナップボタン(40、80、30、90)は金属製である請求項13のスナップボタン。 The snap button according to claim 13, wherein the snap buttons (40, 80, 30, 90) are made of metal.
- 前記雄スナップ(40、80)の周側部(42、82)及び前記雌スナップ(30、90)の周側部(32、92)には、上端から下方へと切り欠かれた切欠部(14、74、124)が周方向に複数設けられる請求項13又は14のスナップボタン。 A cutout portion (notched) cut from the upper end downward is formed in the peripheral side portions (42, 82) of the male snap (40, 80) and the peripheral side portions (32, 92) of the female snap (30, 90). The snap button according to claim 13 or 14, wherein a plurality of pins 14, 74, 124) are provided in the circumferential direction.
- 前記雄側係合部(42b、82b)及び前記雌側係合部(32a、92a、92b)は、周側部(42、82、32、92)の、カーリング加工された上端部(42b、82b、32a、92a)を含む請求項13~15のいずれか一つのスナップボタン。 The male side engaging part (42b, 82b) and the female side engaging part (32a, 92a, 92b) are curled upper end parts (42b, 42b, 92b) of the peripheral side part (42, 82, 32, 92). The snap button according to any one of claims 13 to 15, comprising 82b, 32a, 92a).
- 前記雄側係合部(42b、82b)は、周側部(42、82)の外径が最小となる括れ部(42d、82d)を含む請求項16のスナップボタン。 The snap button according to claim 16, wherein the male side engaging portion (42b, 82b) includes a constricted portion (42d, 82d) in which the outer diameter of the peripheral side portion (42, 82) is minimized.
- 前記雌側係合部(32a、92a、92b)は、周側部(32、92)の外径が半径方向外側に突き出る突き出し部(92b)を含む請求項16のスナップボタン。 The snap button according to claim 16, wherein the female side engaging portion (32a, 92a, 92b) includes a protruding portion (92b) in which the outer diameter of the peripheral side portion (32, 92) protrudes radially outward.
- 前記雄スナップ(40、80)および雌スナップ(30、90)が係合し、雄スナップ(40、80)および雌スナップ(30、90)のそれぞれの底部(1、71、71b、121)の直径および、周側部(42、82、32、92)に設けられる切欠部(14、74、124)の数が同じであることを含む請求項15のスナップボタン。 The male snap (40, 80) and the female snap (30, 90) are engaged, and the bottom (1, 71, 71b, 121) of each of the male snap (40, 80) and the female snap (30, 90) is engaged. 16. The snap button according to claim 15, comprising the same diameter and the same number of notches (14, 74, 124) provided in the peripheral sides (42, 82, 32, 92).
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013526702A JP5599947B2 (en) | 2011-08-04 | 2011-08-04 | Method for forming snap button, intermediate snap member, and snap button |
| CN201180072625.3A CN103717101B (en) | 2011-08-04 | 2011-08-04 | The formation method of snap-fastener, snap-fastener middleware and snap-fastener |
| PCT/JP2011/067884 WO2013018226A1 (en) | 2011-08-04 | 2011-08-04 | Snap fastener-forming method, intermediate snap member, and snap fastener |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2011/067884 WO2013018226A1 (en) | 2011-08-04 | 2011-08-04 | Snap fastener-forming method, intermediate snap member, and snap fastener |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013018226A1 true WO2013018226A1 (en) | 2013-02-07 |
Family
ID=47628786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/067884 WO2013018226A1 (en) | 2011-08-04 | 2011-08-04 | Snap fastener-forming method, intermediate snap member, and snap fastener |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5599947B2 (en) |
| CN (1) | CN103717101B (en) |
| WO (1) | WO2013018226A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024162394A1 (en) * | 2023-02-01 | 2024-08-08 | 株式会社インスピレーション・ワールド | Snap button with variable fastening positions |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105077858B (en) * | 2015-07-31 | 2018-07-27 | 浙江伟星实业发展股份有限公司 | A kind of group of button and preparation method thereof of being in step with |
| DE112016006675B4 (en) * | 2016-03-30 | 2020-12-31 | Ykk Corporation | Push button and forming process for a male snap button |
| US11528967B2 (en) | 2018-11-22 | 2022-12-20 | Ykk Corporation | Male snap button and female snap button |
| CN110638153B (en) * | 2019-08-30 | 2022-06-03 | 宏基钮扣(石狮)有限公司 | High-precision button |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006068388A (en) * | 2004-09-03 | 2006-03-16 | Ykk Corp | Stud and button |
| WO2009107782A1 (en) * | 2008-02-29 | 2009-09-03 | Ykk株式会社 | Male snap part and female snap part |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1132815A (en) * | 1997-07-17 | 1999-02-09 | Ykk Corp | Snap button and attaching method |
| JP3100361B2 (en) * | 1997-12-29 | 2000-10-16 | スコービル・ジャパン株式会社 | Button |
| JP4034281B2 (en) * | 2004-03-26 | 2008-01-16 | 丸山金属工業株式会社 | Hook / eyelet fitting and washer |
-
2011
- 2011-08-04 JP JP2013526702A patent/JP5599947B2/en active Active
- 2011-08-04 WO PCT/JP2011/067884 patent/WO2013018226A1/en active Application Filing
- 2011-08-04 CN CN201180072625.3A patent/CN103717101B/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006068388A (en) * | 2004-09-03 | 2006-03-16 | Ykk Corp | Stud and button |
| WO2009107782A1 (en) * | 2008-02-29 | 2009-09-03 | Ykk株式会社 | Male snap part and female snap part |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024162394A1 (en) * | 2023-02-01 | 2024-08-08 | 株式会社インスピレーション・ワールド | Snap button with variable fastening positions |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5599947B2 (en) | 2014-10-01 |
| JPWO2013018226A1 (en) | 2015-03-05 |
| CN103717101A (en) | 2014-04-09 |
| CN103717101B (en) | 2016-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5599947B2 (en) | Method for forming snap button, intermediate snap member, and snap button | |
| EP3228206B1 (en) | Upper structure of female snap fastener, female snap fastener, and method for attaching female snap fastener to material | |
| US20150352622A1 (en) | Method for forming a pressed component, method for manufacturing a pressed component, and die apparatus for forming a pressed component | |
| EP2826573B1 (en) | Method for producing a holder | |
| KR101935703B1 (en) | Female snap button | |
| EP2540186B1 (en) | Button fixing member and method for forming button fixing member, eyelet member and method for forming eyelet member | |
| KR101867186B1 (en) | The material thickness correction method of process press for shock absorber seal manufacturing and mold | |
| KR101942780B1 (en) | Female button of snap button | |
| JP5859030B2 (en) | Button mounting device and button holding die | |
| KR101163742B1 (en) | Doulbe ring and mathod for manufacturing the same | |
| KR101855929B1 (en) | Manufacturing method for container shaped item such as oil pan | |
| TWI629020B (en) | Detention and method of forming male body | |
| TWI501735B (en) | Pressing method and buckle | |
| CN102802963B (en) | Decorative element with and forming method thereof | |
| US11305325B2 (en) | Processing method for metal plate | |
| JP6252806B2 (en) | Method for manufacturing lock pawl and method for manufacturing asymmetric part | |
| KR101747380B1 (en) | Big basket manufacturing method | |
| KR101753096B1 (en) | Metal eyelet | |
| JP5401201B2 (en) | Manufacturing method of substantially cylindrical member | |
| KR101596349B1 (en) | Manufacturing method of clutch reaction plate for auto transmission and clutch reaction plate manufactured by method thereof | |
| JP2011240394A (en) | Method of manufacturing dead-end cylindrical member | |
| JP6578488B1 (en) | Punching device | |
| JP2002106535A (en) | Nut case and its manufacturing method in push-on nut | |
| KR101888415B1 (en) | Apparatus for continuous manufacturing velcro tape | |
| US20150174635A1 (en) | Stamping method and stamping apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11870216 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013526702 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 11870216 Country of ref document: EP Kind code of ref document: A1 |