WO2012141264A1 - Laminated body and medical device - Google Patents
Laminated body and medical device Download PDFInfo
- Publication number
- WO2012141264A1 WO2012141264A1 PCT/JP2012/060066 JP2012060066W WO2012141264A1 WO 2012141264 A1 WO2012141264 A1 WO 2012141264A1 JP 2012060066 W JP2012060066 W JP 2012060066W WO 2012141264 A1 WO2012141264 A1 WO 2012141264A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin layer
- adhesive resin
- layer
- polyolefin
- alicyclic
- Prior art date
Links
Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/10—Bag-type containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/804—Disposable containers or packages with contents which are mixed, infused or dissolved in situ, i.e. without having been previously removed from the package
- B65D85/808—Disposable containers or packages with contents which are mixed, infused or dissolved in situ, i.e. without having been previously removed from the package for immersion in the liquid to release part or all of their contents, e.g. tea bags
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J153/00—Adhesives based on block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J153/02—Vinyl aromatic monomers and conjugated dienes
- C09J153/025—Vinyl aromatic monomers and conjugated dienes modified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
Definitions
- a polyolefin bag such as polyethylene or polypropylene is used.
- the infusion bag made of polyolefin has good hygiene because it does not contain a plasticizer, but it is low in flexibility and has insufficient impact resistance, particularly low temperature impact resistance. Absent.
- Patent Document 1 discloses a material useful for sealing and construction as a hard vinyl chloride resin and a copolyester elastomer or a styrene block. A fusion-bonded copolymer or the like is disclosed.
- Patent Document 2 discloses a multilayer film having a polypropylene resin layer as a surface layer through a sulfone group-containing polyester resin layer and a modified polyolefin layer (adhesive layer) as an antifouling film for vinyl chloride resin wallpaper. Has been.
- Patent Document 3 discloses various bonds between a poly (vinylidene chloride) layer and a polypropylene homopolymer layer as a second layer as a multi-layer structure for producing a medical solution container. Layers are illustrated.
- Patent Document 4 as a medical device, a multilayer film having a connecting layer containing polyester between a vinyl chloride resin layer as a first layer and a layer containing polyolefin as a second layer. Tubing is disclosed.
- the multi-layer structure disclosed in Patent Document 3 can be used even when any bonding layer is used, even when stress is applied to the structure or when a delamination test is performed between layers. It does not have enough adhesiveness to withstand. Therefore, when this was used for an infusion bag, there was anxiety in practical use. Further, the laminate manufactured in Patent Document 4 has insufficient transparency and adhesiveness.
- the present inventor can solve the above problems by using an adhesive resin layer made of a specific resin composition for the soft vinyl chloride resin layer and the polyolefin layer.
- the headline and the present invention were completed. That is, the gist of the present invention resides in the following [1] to [14].
- the styrenic elastomer is composed of at least two polymer blocks P mainly composed of a vinyl aromatic compound and at least one heavy body mainly composed of butadiene and / or isoprene. [1] to [1] to [1] to [1] to [1] to [1] to [5] a block copolymer comprising the combined block Q and the polymer block P occupying 5 to 55% by weight. 3] The laminate according to any one of [1].
- a laminate comprising an alicyclic polyester and an adhesive resin layer (B3) containing a styrene elastomer and a modified polyolefin resin.
- the alicyclic polyester includes a segment mainly composed of units derived from 1,4-cyclohexanedicarboxylic acid and units derived from 1,4-cyclohexanedimethanol;
- a medical container comprising the laminate according to any one of [1] to [8].
- a resin composition comprising an alicyclic polyester and a styrene elastomer, wherein the alicyclic polyester has a melting point of 130 to 200 ° C., and the styrene elastomer has a number average molecular weight of 190,000 or less. object.
- the alicyclic polyester has a segment mainly composed of a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol, and a polyalkylene ether polyol segment [ [11] or [12].
- the styrenic elastomer comprises at least two polymer blocks P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of butadiene and / or isoprene.
- a laminate and a medical container that have good flexibility, hygiene, transparency and impact resistance, and good adhesion between layers. Moreover, according to this invention, the softness
- the laminate according to the first aspect of the present invention includes an adhesive resin layer containing a soft vinyl chloride resin layer (A), an alicyclic polyester having a melting point of 130 to 200 ° C., and a styrene elastomer having a number average molecular weight of 190,000 or less. It has (B1) and a polyolefin layer (C).
- A soft vinyl chloride resin layer
- B1 alicyclic polyester having a melting point of 130 to 200 ° C.
- C polyolefin layer
- the laminate according to the second aspect of the present invention includes a soft vinyl chloride resin layer (A), an adhesive resin layer (B2) containing an alicyclic polyester, an adhesive resin containing a styrene elastomer and a modified polyolefin resin. It has a layer (B3) and a polyolefin layer (C) in this order.
- the resin composition according to the third aspect of the present invention includes an alicyclic polyester and a styrene elastomer, the alicyclic polyester has a melting point of 130 to 200 ° C., and the number average of the styrene elastomer.
- the molecular weight is 190,000 or less.
- the soft vinyl chloride resin layer (A) in the present invention contains at least a vinyl chloride resin.
- the vinyl chloride resin which comprises a soft vinyl chloride resin layer (A) is not limited, The homopolymer or copolymer of vinyl chloride is mentioned.
- Monomers that can be copolymerized with vinyl chloride are not limited, and examples include ethylene, propylene, acrylonitrile, vinyl acetate, maleic acid or an ester thereof, acrylic acid or an ester thereof, methacrylic acid or an ester thereof, and vinylidene chloride.
- a partially crosslinked resin may be used.
- a polymer blend of a polyvinyl chloride resin for example, a polymer blend composed of a vinyl chloride resin and polyvinylidene chloride may be used.
- a vinyl chloride resin used for the soft vinyl chloride resin layer (A) a vinyl chloride homopolymer is preferable.
- the average degree of polymerization of the vinyl chloride resin used for the soft vinyl chloride resin layer (A) is not limited, but is preferably 500 to 6000, more preferably 800 to 3000.
- the reduced viscosity (K value) of the vinyl chloride resin used in the present invention is not limited, but is preferably 50 to 110, more preferably 60 to 90 as a value based on JIS K7367-2 (1999). .
- the production method of the vinyl chloride resin is not limited, and examples thereof include a production method such as a suspension polymerization method, a bulk polymerization method, and an emulsion polymerization method. Further, it may be a plastisol or an aqueous latex in which vinyl chloride resin fine particles are dispersed in an organic medium.
- the soft vinyl chloride resin layer (A) in the present invention preferably contains a plasticizer together with the vinyl chloride resin.
- the plasticizer used for the soft vinyl chloride resin layer (A) is not limited, but specific examples include dimethyl phthalate, diethyl phthalate, dibutyl phthalate, diheptyl phthalate, di-2-ethylhexyl phthalate, di-n-octyl phthalate.
- Phthalates having 1 to 12 carbon atoms such as diisodecyl phthalate, butyl benzyl phthalate, diisononyl phthalate, ethyl phthalyl ethyl glycolate, diundecyl phthalate, ditridecyl phthalate, didodecyl phthalate, diisocumyl phthalate and dinonyl phthalate Acid esters; diisobutyl adipate, dibutyl adipate, di-2-ethylhexyl adipate, diisodecyl adipate, dibutyl diglycol adipate, di-2-ethylhexyl a Rate, dihexyl azelate, diisooctyl azelate, triethyl citrate, acetyl triethyl citrate, tributyl citrate, acetyl tributyl citrate,
- the amount of the plasticizer used in the present invention is not limited, but it is preferably 1 to 150 parts by weight, more preferably 15 to 120 parts by weight, still more preferably 20 to 20 parts by weight based on 100 parts by weight of the vinyl chloride resin. 100 parts by weight.
- the blending amount of the plasticizer By setting the blending amount of the plasticizer to be equal to or more than the lower limit, the flexibility of the laminate of the present invention is improved. On the other hand, by making the compounding quantity of a plasticizer below the said upper limit, while preventing a plasticizer from bleeding out from the laminated body of this invention, the deterioration of a moldability can be prevented.
- the soft vinyl chloride resin layer (A) in the present invention may contain a stabilizer together with the vinyl chloride resin.
- the stabilizer used for the soft vinyl chloride resin layer (A) is not limited, but can be appropriately selected from known stabilizers for vinyl chloride resin, such as tribasic lead sulfate and dibasic phthalates.
- Lead silicate, lead silicate, lead orthosilicate-silica gel coprecipitate, dibasic lead stearate, cadmium-barium stabilizer, barium-zinc stabilizer, calcium-zinc stabilizer, tin stabilizer, and Examples thereof include stabilizers mainly composed of inorganic salts such as magnesium, aluminum or silicon such as hydrotalcite. These stabilizers may use only 1 type of compound, or may use 2 or more types of compounds together.
- the amount of the stabilizer used in the present invention is not limited, but it is preferably 1 to 30 parts by weight, more preferably 2 to 20 parts by weight, still more preferably 3 to 3 parts by weight based on 100 parts by weight of the vinyl chloride resin. 15 parts by weight.
- the stabilizer is blended in the above range, the thermal stability or moldability tends to be good.
- the adhesive resin layer (B1) in the present invention contains at least an alicyclic polyester and a styrene-based elastomer.
- the adhesive resin layer (B1) contains at least an alicyclic polyester and a styrene-based elastomer.
- both the vinyl chloride resin layer (A) and the polyolefin layer (C) can exhibit good adhesiveness. It becomes possible.
- alicyclic polyester expresses an affinity and adhesive effect with soft vinyl chloride resin
- styrene elastomer expresses an affinity and adhesive effect with polyolefin
- the alicyclic polyester and the styrene elastomer have a good affinity.
- the resin composition containing the alicyclic polyester and styrene elastomer used for the adhesive resin layer (B1) is the resin composition according to the third aspect of the present invention.
- the content of the alicyclic compound constituting the alicyclic polyester is preferably 60% by weight or more, more preferably 70% by weight or more, and further preferably 80% by weight or more.
- the adhesive performance as an adhesive resin layer (B1) can be improved by making the content rate of the alicyclic compound which comprises alicyclic polyester more than the said lower limit.
- the upper limit of the content rate of the alicyclic compound which comprises this alicyclic polyester is 100 weight% normally.
- the alicyclic polyester in the present invention contains a polyalkylene ether polyol as a soft segment
- the content of the alicyclic compound constituting the alicyclic polyester the weight of the alkylene ether polyol is excluded and handled.
- the compound is not limited.
- cyclopentane diol such as 1,2-cyclopentanediol and 1,3-cyclopentanediol
- 5-membered ring diols such as 2-cyclopentanedimethanol, 1,3-cyclopentanedimethanol and cyclopentanedimethanol bis (hydroxymethyl) tricyclodecane
- 1,2-cyclohexanediol, 1,3-cyclohexanediol and 1 Cyclohexanediol such as 1,4-cyclohexanediol
- cyclohexanedimethanol such as 1,2-cyclohexanedimethanol, 1,3-cyclohexanedimethanol and 1,4-cyclohexanedimethanol
- cyclohexanedimethanol is preferred, and 1,4-cyclohexanedimethanol is particularly preferred. Two or more of these alicyclic diols can be used in combination.
- the ratio of the trans form is not less than the lower limit, the heat resistance and moldability of the alicyclic polyester tend to be improved. Further, the trans isomer content is usually 100 mol% or less, and more preferably 85 mol% or less. When the ratio of the transformer body is not more than the above upper limit value, the moldability during coextrusion tends to be improved.
- a compound other than the alicyclic compound can be used in combination as a raw material monomer.
- the compound that can be used as the raw material monomer for the alicyclic polyester is not limited, and various dicarboxylic acids, diols, oxycarboxylic acids, caprolactones, polyfunctional compounds, and the like can be used.
- dicarboxylic acids other than alicyclic dicarboxylic acids include terephthalic acid, isophthalic acid, phthalic acid, 2,6-naphthalenedicarboxylic acid, phenylenedioxydicarboxylic acid, 4,4′-diphenyldicarboxylic acid, and 4,4 ′.
- Aromatic dicarboxylic acids such as diphenyl ether dicarboxylic acid, 4,4′-diphenyl ketone dicarboxylic acid, 4,4′-diphenoxyethane dicarboxylic acid and 4,4′-diphenylsulfone dicarboxylic acid; succinic acid, glutaric acid, adipic acid And aliphatic dicarboxylic acids such as pimelic acid, suberic acid, azelaic acid, sebacic acid, undecadicarboxylic acid and dodecadicarboxylic acid. Among these, terephthalic acid or 2,6-naphthalenedicarboxylic acid is preferable, and terephthalic acid is particularly preferable. Two or more dicarboxylic acids other than these alicyclic dicarboxylic acids can be used in combination.
- diols other than alicyclic diols in addition to polyalkylene ether polyols described later, for example, ethylene glycol, propylene glycol, trimethylene glycol, 1,4-butanediol, pentamethylene glycol, hexamethylene glycol, octamethylene glycol, Aliphatic diols such as decamethylene glycol, neopentyl glycol and diethylene glycol; xylylene glycol, 4,4′-dihydroxybiphenyl, 2,2-bis (4′-hydroxyphenyl) propane, 2,2-bis (4′- and aromatic diols such as ⁇ -hydroxyethoxyphenyl) propane, bis (4-hydroxyphenyl) sulfone and bis (4- ⁇ -hydroxyethoxyphenyl) sulfonic acid.
- 1,4-butanediol or ethylene glycol is preferable in addition to the polyalkylene ether polyol described later, and 1,4-butanediol is particularly preferable.
- Two or more diols other than these alicyclic diols can be used in combination.
- polyfunctional compound examples include polyols such as trimellitic acid, pyromellitic acid, and pentaerythritol, tricarboxylic acid, and tetracarboxylic acid.
- polyols such as trimellitic acid, pyromellitic acid, and pentaerythritol, tricarboxylic acid, and tetracarboxylic acid.
- units derived from 1,4-cyclohexanedicarboxylic acid are preferably 50 mol% or more, more preferably 60 mol%, in all dicarboxylic acid units. As mentioned above, it is more preferable that it is 70 mol% or more.
- the upper limit of the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in all dicarboxylic acid units is 100 mol%. If the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in the total dicarboxylic acid units is within the above range, the proportion of unreacted substances or low molecular weight components is small, so that hygiene tends to be good.
- the upper limit of the proportion of 1,4-cyclohexanedimethanol-derived units in all diol units is usually 100 mol%.
- the proportion of units derived from 1,4-cyclohexanedimethanol in all diol units excluding polyalkylene ether polyol is within the above range, the proportion of unreacted substances and low molecular weight components is small, and thus hygiene tends to be good. It becomes.
- the alicyclic polyester used for the adhesive resin layer (B1) in the present invention may be a so-called block copolymer having a hard segment and a soft segment and containing a polyalkylene ether polyol as the soft segment.
- the structure of the alicyclic polyester described above corresponds to the hard segment.
- the alicyclic polyester contains a polyalkylene ether polyol as a soft segment because the crystallization speed is improved and the transparency after heat sterilization tends to be good.
- the polyalkylene ether polyol is an embodiment of “diol other than alicyclic diol” as described above.
- the laminate of the present invention can further improve flexibility, impact resistance, soft touch, and the like.
- the polyalkylene ether polyol constituting the soft segment is not limited, but among them, polyalkylene ether glycol is preferable.
- polyalkylene ether glycol examples include polyethylene ether glycol, polypropylene ether glycol, polytrimethylene ether glycol, polytetramethylene ether glycol, and polyhexamethylene ether glycol. Particularly preferred is polytetramethylene ether glycol. These polyalkylene ether glycols may be used in combination.
- a block copolymer having a hard segment and a soft segment is used as the alicyclic polyester in the present invention
- a structure derived from 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol Is preferably 50 mol% or more, more preferably 60 mol% or more, still more preferably 70 mol% or more, and polytetramethylene ether glycol is preferably used as the soft segment.
- the number average molecular weight of the soft segment that is, the number average molecular weight of the polyalkylene ether polyol is preferably 200 to 4000, more preferably 300 to 3000, and still more preferably 500 to 2500.
- Good flexibility can be obtained by setting the number average molecular weight of the polyalkylene ether polyol to the lower limit value or more. Moreover, by making a number average molecular weight below the said upper limit, the phase-separation within alicyclic polyester can be suppressed and it can prevent that the transparency or heat resistance of a laminated body falls.
- the “number average molecular weight” referred to here is measured by gel permeation chromatography (GPC).
- GPC gel permeation chromatography
- a POLYTETRAHYDROFURAN calibration kit manufactured by POLYMERLABORATORIES, UK may be used.
- the content of the polyalkylene ether polyol in the alicyclic polyester is not limited, but is preferably 3 to 40% by weight, more preferably 6 to 30% by weight.
- the content of the polyalkylene ether polyol that is a soft segment is set to the above lower limit value or more, the flexibility, adhesiveness, and tackiness tend to be improved. Moreover, it can suppress that transparency and heat resistance of a laminated body fall by making content of a soft segment below the said upper limit.
- the content of the structural unit derived from the polyalkylene ether polyol can be calculated from the charged ratio at the time of production or quantified by an instrumental analysis method such as 1 H-NMR spectrum analysis.
- the alicyclic polyester used for the adhesive resin layer (B1) in the present invention has a melt flow rate (MFR) measured at 230 ° C. and a load of 2.16 kg (kgf) according to test condition 4 of JIS K7210 (1999).
- MFR melt flow rate
- it is in the range of 0.1 to 100 (g / 10 minutes), more preferably 0.5 to 80 (g / 10 minutes), and still more preferably 1.0 to 60 (g / 10 minutes). Is preferred.
- the melting point of the alicyclic polyester used for the adhesive resin layer (B1) in the present invention is 130 ° C. or higher, preferably 160 ° C. or higher, and 200 ° C. or lower, in terms of the balance between processability and transparency. Preferably it is 190 degrees C or less.
- the melting point of the alicyclic polyester was determined by using a differential scanning calorimeter (DSC) or the like at a rate of temperature increase of 100 ° C./min from room temperature to 250 ° C. and held for 3 minutes, and then cooled to ⁇ 100 ° C. It is the temperature of the melting peak when the temperature is raised to 250 ° C. at a rate of temperature increase of 10 ° C./min after cooling at 10 ° C./min.
- DSC differential scanning calorimeter
- the styrenic elastomer in the present invention is not limited as long as it has a polymer block mainly composed of a vinyl aromatic compound and a polymer block imparting flexibility, and specifically, for example, vinyl aromatic A block copolymer having at least two polymer blocks P mainly composed of a compound and at least one polymer block Q mainly composed of butadiene and / or isoprene and / or hydrogenating the block copolymer. (Hereinafter, the polymer block P may be abbreviated as “block P” and the polymer block Q may be abbreviated as “block Q”).
- a polymer mainly composed of a vinyl aromatic compound means a polymer obtained by polymerizing a monomer mainly composed of a vinyl aromatic compound, and “a polymer mainly composed of butadiene and / or isoprene”.
- the term “polymerized” means a monomer mainly composed of butadiene and / or isoprene.
- “mainly” here means 50 mol% or more.
- the monomeric vinyl aromatic compound constituting the block P is not limited, but a styrene derivative such as styrene or ⁇ -methylstyrene is preferable. Of these, styrene is the main component.
- the block P may contain a monomer other than the vinyl aromatic compound as a raw material.
- Block Q may be a hydrogenated derivative obtained by hydrogenating a double bond having after polymerization.
- the hydrogenation rate of the block Q is not limited, but is preferably 50 to 100%, more preferably 80 to 100%.
- the weight ratio of the block P in the styrenic elastomer is not limited, but is preferably 5% by weight or more, more preferably 10% by weight or more, on the other hand, 55% by weight or less, preferably 50% by weight. More preferably, it is more preferably 45% by weight or less.
- the weight ratio of the block P is in the above range, the adhesiveness of the laminate of the present invention tends to be good.
- the 1,2-addition structure of isoprene in the microstructure of the block Q is preferably 20% by weight or more, more preferably 30% by weight or more.
- the upper limit is 100% by weight.
- the block copolymer represented by the following formula (1) or (2) is more preferably a hydrogenated derivative (hereinafter sometimes abbreviated as a hydrogenated block copolymer).
- a hydrogenated block copolymer a hydrogenated block copolymer
- the adhesiveness of the laminate of the present invention tends to be good.
- m and n are preferably larger in terms of lowering the order-disorder transition temperature as a rubbery polymer, but smaller in terms of ease of production and cost. .
- m and n are preferably given as integers of 1 to 5, more preferably 2 to 4.
- the block copolymer or hydrogenated block copolymer (hereinafter collectively referred to as “(hydrogenated) block copolymer”) is represented by the formula (2) because it has excellent rubber elasticity. )
- a (hydrogenated) block copolymer represented by formula (1) is preferred to a block copolymer, and (hydrogenated) block copolymer represented by formula (1) wherein m is 3 or less.
- (Hydrogenated) block copolymer represented by the formula (1) in which m is 2 or less is more preferable.
- the number average molecular weight of the styrene elastomer in the first embodiment of the present invention is 190,000 or less. If the number average molecular weight of the styrene-based elastomer exceeds the upper limit, the fluidity is lowered. As a result, the styrene-based elastomer forms a domain in the adhesive resin layer (B1), so that the adhesiveness to other resin layers is reduced. In particular, the adhesion with the polyolefin layer is deteriorated.
- the production method of the styrene elastomer in the present invention is not particularly limited as long as the above structure and physical properties can be obtained. Specifically, for example, it can be obtained by performing block polymerization in an inert solvent using a lithium catalyst or the like. In addition, a known method such as hydrogenation (hydrogenation) of the block copolymer can be employed, for example, in an inert solvent in the presence of a hydrogenation catalyst.
- Examples of commercially available hydrogenated block copolymers include “KRATON (registered trademark) -G” manufactured by Kraton Japan Co., Ltd., “Septon (registered trademark)” and “Hibler (registered trademark)” manufactured by Kuraray Co., Ltd. And “Tuftec (registered trademark)” manufactured by Asahi Kasei Corporation.
- a rubber softener may be contained in the adhesive resin layer (B1) within the range where the effects of the present invention are exhibited.
- Usable rubber softeners are not limited as long as the flexibility of the adhesive resin layer (B1) can be adjusted, and among them, hydrocarbon rubber softeners are preferable.
- Adhesiveness to the polyolefin layer (C) can be improved by setting the blending ratio of the styrene elastomer to the lower limit value or more. Moreover, affinity with a soft vinyl chloride resin can be improved by making the mixture ratio of a styrene-type elastomer below the said upper limit.
- the blending of the alicyclic polyester and the styrene elastomer constituting the adhesive resin layer (B1) in the present invention may be made in advance as a uniform resin composition, or when molding a laminate described later, May be used by appropriately blending (dry blending).
- the method is not limited.
- a method of mixing with a Henschel mixer, a V-blender, a ribbon blender or a tumbler blender The mixture obtained by such a method can be obtained by further kneading with a single screw extruder, twin screw extruder, kneader or Banbury mixer, and then granulating. Moreover, it can also mix using a kneader or a roll.
- the production conditions for producing the resin composition by these methods are not limited, and can be appropriately set under known conditions.
- the temperature at the time of melt mixing may be any temperature at which at least one of the raw material components is in a molten state, but usually the temperature at which all the components used are melted is selected, and the temperature is generally 150 to 250 ° C.
- the adhesive resin layer (B2) in the second aspect of the present invention contains at least alicyclic polyester.
- the vinyl chloride resin layer (A) and the adhesive resin layer (B3) can exhibit good adhesiveness and / or affinity. It becomes possible. Although the cause is not clear, it is considered that the alicyclic polyester has high affinity with both the soft vinyl chloride resin (A) and the resin constituting the adhesive resin layer (B3).
- the content of the alicyclic polyester in the adhesive resin layer (B2) is not limited, but is preferably 50% by weight or more, and more preferably 70% by weight or more.
- the upper limit is preferably 100% by weight.
- the alicyclic polyester in this invention will not be limited if it has an alicyclic compound as a raw material monomer, It is preferable that it is polyester which has an alicyclic compound as a main component.
- “having an alicyclic compound as a main component” means a polyester containing 50% by weight or more of an alicyclic compound as a structural unit of the polyester (in other words, as a raw material monomer).
- the content of the alicyclic compound constituting the alicyclic polyester is preferably 60% by weight or more, more preferably 70% by weight or more, and further preferably 80% by weight or more.
- Adhesive performance as the adhesive resin layer (B2) can be improved by setting the content of the alicyclic compound constituting the alicyclic polyester to the lower limit value or more.
- the upper limit of the content rate of the alicyclic compound which comprises the said alicyclic polyester is 100 weight% normally.
- the alicyclic polyester in the present invention contains a polyalkylene ether polyol as a soft segment
- the content of the alicyclic compound constituting the alicyclic polyester the weight of the alkylene ether polyol is excluded and handled.
- the alicyclic compound constituting the alicyclic polyester in the present invention is the same as that described in the adhesive resin layer (B1) in the laminate according to the first aspect of the present invention as a raw material monomer. Can do.
- the 6-membered ring compound may be a trans isomer or a cis isomer, or a mixture thereof.
- the trans isomer content is preferably 50 mol% or more, more preferably 60 mol% or more, based on the total amount of the trans isomer and the cis isomer. 70 mol% or more is more preferable.
- the ratio of the trans form is not less than the lower limit, the heat resistance and moldability of the alicyclic polyester tend to be improved.
- the upper limit of the trans isomer content is usually 100 mol%, and more preferably 85 mol% or less.
- the ratio of the transformer body is not more than the above upper limit value, the moldability during coextrusion tends to be improved.
- a compound other than the alicyclic compound can be used in combination as a raw material monomer.
- the compounds other than the alicyclic compounds that can be used here are the same as those mentioned in the description of the adhesive resin layer (B1).
- the unit derived from 1,4-cyclohexanedicarboxylic acid is preferably 50 mol% or more, more preferably 60 mol% or more, and still more preferably, among all dicarboxylic acid units. It is 70 mol% or more.
- the upper limit of the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in all dicarboxylic acid units is usually 100 mol%.
- 1,4-cyclohexanedimethanol is preferably 50 mol% or more, more preferably 60 mol% or more, and still more preferably 70 mol in all diols excluding the polyalkylene ether polyol described later. % Or more is preferable.
- the upper limit of the proportion of 1,4-cyclohexanedimethanol-derived units in all diol units is usually 100 mol%.
- the alicyclic polyester used for the adhesive resin layer (B2) in the present invention may be a so-called block copolymer having a hard segment and a soft segment and containing a polyalkylene ether polyol as the soft segment.
- the structure of the alicyclic polyester described above corresponds to the hard segment.
- the alicyclic polyester contains a polyalkylene ether polyol as a soft segment, the crystallization speed is improved and the transparency after heat sterilization tends to be good, which is preferable.
- the polyalkylene ether polyol is an embodiment of “diol other than alicyclic diol” as described above.
- the laminate of the present invention can further improve flexibility, impact resistance, soft touch, and the like.
- a block copolymer having a hard segment and a soft segment is used as the alicyclic polyester in the present invention
- a structure derived from 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol Is preferably 50 mol% or more, more preferably 60 mol% or more, still more preferably 70 mol% or more, and polytetramethylene ether glycol is preferably used as the soft segment.
- the number average molecular weight of the soft segment that is, the number average molecular weight of the polyalkylene ether polyol is preferably 200 to 4000, more preferably 300 to 3000, and still more preferably 500 to 2500.
- the “number average molecular weight” referred to here is measured by gel permeation chromatography (GPC).
- GPC gel permeation chromatography
- a POLYTETRAHYDROFURAN calibration kit manufactured by POLYMERLABORATORIES, UK may be used.
- the content of the polyalkylene ether polyol in the alicyclic polyester is not limited, but is preferably 3 to 40% by weight, more preferably 6 to 30% by weight.
- the content of the polyalkylene ether polyol which is a soft segment
- flexibility, adhesiveness, and tackiness tend to be improved.
- it can suppress that transparency and heat resistance of a laminated body fall by making content of a soft segment below the said upper limit.
- the content of the structural unit derived from the polyalkylene ether polyol can be calculated from the charged ratio at the time of production or quantified by an instrumental analysis method such as 1 H-NMR spectrum analysis.
- the melting point of the alicyclic polyester used for the adhesive resin layer (B2) in the present invention is not limited, it is preferably 130 ° C. or higher, more preferably 160 ° C. or higher from the viewpoint of the balance between processability and transparency. 210 ° C. or less, more preferably 200 ° C. or less.
- the laminate is manufactured by co-extrusion of the adhesive resin layer (B1) together with the soft vinyl chloride resin layer (A) because the melting point is not more than the above upper limit value, molding at a low temperature is possible.
- generation of hydrogen chloride gas derived from a soft vinyl chloride resin can be prevented, and deterioration of the molding machine can be prevented.
- the melting point of the alicyclic polyester was determined by using a differential scanning calorimeter (DSC) or the like at a rate of temperature increase of 100 ° C./min from room temperature to 250 ° C. and held for 3 minutes, and then cooled to ⁇ 100 ° C. It is the temperature of the melting peak when the temperature is raised to 250 ° C. at a rate of temperature increase of 10 ° C./min after cooling at 10 ° C./min.
- DSC differential scanning calorimeter
- the adhesive resin layer (B2) in the present invention has a melt flow rate (MFR) measured at 230 ° C. and a load of 2.16 kg (kgf) in accordance with JIS K7210 (1999), preferably 0.1 to It is preferably 100 (g / 10 minutes), more preferably 0.5 to 80 (g / 10 minutes), and still more preferably 1.0 to 60 (g / 10 minutes).
- MFR melt flow rate
- the adhesive resin layer (B3) in the present invention contains at least a styrene elastomer and a modified polyolefin resin. Since the styrenic elastomer and the modified polyolefin resin have good affinity, the adhesive resin layer (B3) containing these as essential components can exist in a state where the phase structure is stable.
- the adhesive resin layer (B3) contains both a styrene elastomer and a modified polyolefin resin, thereby exhibiting good adhesiveness and / or affinity with the adhesive resin layer (B2) and the polyolefin layer (C). It becomes possible to do.
- the styrene elastomer in the adhesive resin layer (B3) exhibits tackiness, while the modified polyolefin resin chemically reacts with the alicyclic polyester constituting the adhesive resin layer (B2). It is considered that good adhesiveness with the adhesive resin layer (B2) is expressed. Moreover, since the modified polyolefin in the adhesive resin layer (B3) has high affinity with the polyolefin layer (C), it is considered that good adhesiveness is expressed.
- the total content of the styrene-based elastomer and the modified polyolefin resin in the adhesive resin layer (B3) is not limited, but is preferably 20% by weight or more, more preferably 30% by weight or more, and further preferably 40% by weight or more.
- the upper limit is 100% by weight.
- the styrenic elastomer in the present invention is not limited as long as it has a polymer block mainly composed of a vinyl aromatic compound and a polymer block imparting flexibility, except for the number average molecular weight described below, The thing similar to what was mentioned in description of the said adhesive resin layer (B1) can be used.
- the number average molecular weight of the styrene-based elastomer in the present invention is not limited, it is preferably 20000 or more, more preferably as a value in terms of polystyrene measured by gel permeation chromatography (hereinafter sometimes abbreviated as GPC).
- GPC gel permeation chromatography
- the adhesiveness and / or affinity with the adhesive resin layer (B2) and the polyolefin layer (C) tend to be good.
- the production method of the styrene elastomer in the present invention is not particularly limited as long as the above structure and physical properties can be obtained. Specifically, for example, it can be obtained by performing block polymerization in an inert solvent using a lithium catalyst or the like. In addition, a known method such as hydrogenation (hydrogenation) of the block copolymer can be employed, for example, in an inert solvent in the presence of a hydrogenation catalyst.
- Examples of commercially available hydrogenated block copolymers include “KRATON (registered trademark) -G” manufactured by Kraton Japan Co., Ltd., “Septon (registered trademark)” and “Hibler (registered trademark)” manufactured by Kuraray Co., Ltd. And “Tuftec (registered trademark)” manufactured by Asahi Kasei Corporation.
- non-hydrogenated block copolymers examples include “KRATON (registered trademark) -A” manufactured by Kraton Japan Co., Ltd. Asahi Kasei Co., Ltd. “Tufprene (registered trademark)” and the like.
- a rubber softener may be contained in the adhesive resin layer (B3) within the range where the effects of the present invention are exhibited.
- Usable rubber softeners are not limited as long as the flexibility of the adhesive resin layer (B3) can be adjusted, and among them, hydrocarbon rubber softeners are preferable.
- Modified polyolefin resin The modified polyolefin resin in the present invention is obtained by reacting a polyolefin resin and an unsaturated compound.
- the polyolefin resin used for the production of the modified polyolefin resin is selected from known polyolefin resins, and specifically, the resins exemplified as the raw material of the polyolefin layer (C) described later can be used similarly.
- the polyolefin resin is preferably a propylene resin.
- the propylene-based resin means a polymer obtained from a monomer mainly composed of propylene, specifically, a propylene homopolymer, a propylene / ethylene copolymer, a propylene / 1-butene copolymer or a propylene / ethylene. -1-butene copolymer is preferred. Among them, a propylene homopolymer is particularly preferable.
- the polyolefin resin may be any one of the above-mentioned various polyolefin resins, or may be a mixture of plural kinds.
- the melt flow rate (MFR) of the polyolefin resin is not limited, but is preferably 0.01 to 80 g / 10 minutes, more preferably 0.1 to 40 g / 10 minutes from the viewpoint of moldability.
- MFR means a value at 190 ° C. and a load of 2.16 kg when the polyolefin resin is ethylene or an ⁇ -olefin having 3 or more carbon atoms (molar conversion), and the polyolefin resin is propylene. Is the value at 230 ° C. and a load of 2.16 kg.
- the unsaturated compound used in the present invention is not limited as long as it is an unsaturated compound that can react with the polyolefin resin.
- “can react” includes not only the case of reacting with the polyolefin resin by the unsaturated group constituting the unsaturated compound, but also the case of reacting with the polyolefin resin without passing through the unsaturated group. .
- reactive compounds include, but are not limited to, unsaturated carboxylic acids or derivatives thereof, and ethylenically unsaturated silane compounds. Of these, unsaturated carboxylic acids or derivatives thereof are preferred.
- Examples of the unsaturated carboxylic acid or derivative thereof include acrylic acid, maleic acid, fumaric acid, tetrahydrophthalic acid, itaconic acid, citraconic acid, crotonic acid, isocrotonic acid, nadic acid TM (endocis-bicyclo [2,2,1 And unsaturated carboxylic acids such as hept-5-ene-2,3-dicarboxylic acid) and derivatives thereof such as acid halides, amides, imides, anhydrides and esters thereof.
- an acid anhydride is preferable.
- unsaturated carboxylic acid or derivative thereof include maleenyl chloride, maleimide, maleic anhydride, citraconic anhydride, monomethyl maleate, dimethyl maleate, and glycidyl maleate. Of these, maleic acid or its anhydride is particularly preferred.
- the kneader is not particularly limited, and for example, a single or twin screw extruder, a roll, a Banbury mixer, a kneader, and a Brabender mixer can be used.
- the blending ratio of the polyolefin resin and the unsaturated compound is not limited, but the unsaturated compound is preferably 0.01 to 30 parts by weight, more preferably 0.05 to 5 parts by weight, and still more preferably 100 parts by weight of the polyolefin resin. Is preferably blended at a ratio of 0.1 to 1 part by weight.
- the reaction aid for generating radicals is not limited, and specific examples include benzoyl peroxide, dicumyl peroxide, di-tert-butyl peroxide, 2,5-dimethyl-2,5-di (peroxybenzoate). ) Hexin-3, lauroyl peroxide, 2,5-dimethyl-2,5-di (tert-butylperoxy) hexyne-3, 2,5-dimethyl-2,5-di (tert-butylperoxy) hexane, tert- Organic peroxides or organic peresters such as butyl perbenzoate, tert-butyl perisobutylate, tert-butyl perpivalate, and cumyl perpivalate, and azobisisobutyronitrile and dimethylazoisobutylene And azo compounds such as
- reaction aids can be appropriately selected according to the type of polyolefin resin, the type of unsaturated compound, and the reaction conditions, and two or more types may be used in combination.
- the compounding amount of the reaction aid is preferably 0.001 to 3 parts by weight, more preferably 0.005 to 0.5 parts by weight, and still more preferably 0.01 to 0 parts by weight based on 100 parts by weight of the polyolefin resin. .2 parts by weight, particularly preferably 0.01 to 0.1 parts by weight.
- the adhesive resin layer (B3) in the present invention preferably contains an unmodified polyolefin resin in addition to the styrene elastomer and the modified polyolefin resin.
- the unmodified polyolefin resin contained in the adhesive resin layer (B3) the resins exemplified as raw materials for the polyolefin layer (C) described later can be similarly used.
- the unmodified polyolefin resin used for the adhesive resin layer (B3) may be the same as or different from the polyolefin resin used for the polyolefin layer (C) described later. Adhesiveness with a layer (C) may improve.
- the blending ratio (weight ratio) of the styrene elastomer and modified polyolefin resin in the present invention is not limited, but is preferably in the range of 5/95 to 80/20, more preferably 5/95 to 60/40. preferable.
- Formability can be improved by setting the blending ratio of the modified polyolefin resin to the lower limit value or more.
- the adhesiveness with respect to an adhesive resin layer (B2) can be improved by making the mixture ratio of modified polyolefin resin into the said upper limit or less.
- the content when the unmodified polyolefin resin is contained in the adhesive resin layer (B3) is not limited, but is preferably 10% by weight or more, more preferably 20% by weight or more in the adhesive resin layer (B3). More preferably, it is 30% by weight or more, preferably 90% by weight or less, more preferably 80% by weight or less, and still more preferably 70% by weight or less.
- the styrene elastomer, the modified polyolefin resin, and the unmodified polyolefin resin used as necessary may be preliminarily made into a uniform resin composition to constitute the adhesive resin layer (B3) in the present invention. These may be appropriately blended (dry blended) when used to form a laminate described later.
- the method is not limited, and examples thereof include a method of mixing with a Henschel mixer, a V-blender, a ribbon blender or a tumbler blender.
- a mixture obtained by such a method may be further granulated after melt-kneading with a single screw extruder, a twin screw extruder, a kneader, a Banbury mixer, or the like.
- the method of mixing using a kneader or a roll is mentioned, for example.
- the production conditions for producing the resin composition by these methods are not limited, and can be appropriately set under known conditions.
- the temperature at the time of melt mixing may be a temperature at which at least one of the raw material components is in a molten state, but usually a temperature at which all the components used are melted is selected, and it is generally preferable to carry out at 150 to 250 ° C.
- the moldability of the laminate can be improved and the mechanical strength of the laminate can be improved.
- liquidity becomes favorable and the moldability of a laminated body can be improved.
- the polyolefin layer (C) in the present invention contains at least a polyolefin resin.
- the polyolefin resin that can be used for the polyolefin layer (C) is not limited, but for example, homopolymers of ⁇ -olefins such as ethylene, propylene, or 1-butene, the ⁇ -olefins or the ⁇ -olefins thereof.
- ⁇ -olefins having about 4 to 20 carbon atoms such as 3-methyl-1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene or 1-decene, vinyl acetate, vinyl Examples thereof include a copolymer with alcohol, (meth) acrylic acid or (meth) acrylic acid ester.
- polyolefin resins include, for example, ethylene homopolymers such as low, medium and high density polyethylene (branched or linear), ethylene-propylene copolymers, ethylene-1-butene copolymers, ethylene- 4-methyl-1-pentene copolymer, ethylene-1-hexene copolymer, ethylene-1-octene copolymer, ethylene-vinyl acetate copolymer, ethylene-vinyl alcohol copolymer (ethylene-vinyl acetate copolymer) Polymer saponified products), ethylene-based resins such as ethylene- (meth) acrylic acid copolymers and ethylene- (meth) acrylic acid ester copolymers; propylene homopolymers, propylene-ethylene copolymers and propylene- Propylene resins such as ethylene-1-butene copolymer; and 1-butene homopolymer, 1-butene-ethylene copolymer Coalescence and butene -
- polyolefin resins may be used alone or in combination of two or more.
- the polyolefin resin suitable for the polyolefin layer (C) varies depending on the use and required characteristics of the laminate of the present invention, but when used for an infusion bag, an ethylene resin or a propylene resin is preferable.
- the chain form in the case of using a copolymer as the polyolefin resin is not limited and may be any of a block copolymer, a random copolymer, a graft copolymer, etc., but the block copolymer or the random copolymer may be used. Polymers are preferred.
- the polyolefin resin used for the polyolefin layer (C) has a melt flow rate (MFR) of preferably 0.1 g / 10 min or more, more preferably 0.3 g / 10 min or more, and further preferably 0.5 g / 10 min. Above, preferably 50 g / 10 min or less, more preferably 30 g / 10 min or less, and still more preferably 10 g / 10 min or less.
- MFR melt flow rate
- the MFR of the polyolefin resin By setting the MFR of the polyolefin resin to be equal to or higher than the lower limit, the fluidity is increased and the molding becomes easy. Further, by setting the MFR to be equal to or less than the upper limit value, fluidity is suppressed and molding becomes easy.
- MFR means a value at 190 ° C. and a load of 2.16 kg when the polyolefin resin is ethylene or an ⁇ -olefin having 3 or more carbon atoms (molar conversion), and the polyolefin resin is propylene. Is the value at 230 ° C. and a load of 2.16 kg.
- the configuration of the layer in the laminate according to the first aspect of the present invention is not limited, but the soft vinyl chloride resin layer (A) and the adhesive resin layer (B1) are preferably adjacent to each other, and the adhesive resin layer It is preferable that (B1) and the polyolefin layer (C) are adjacent to each other.
- the soft vinyl chloride resin layer (A), the adhesive resin layer (B1), and the polyolefin layer (C) are preferably adjacent to each other in this order.
- the layer structure of the laminate according to the second aspect of the present invention is preferably such that the soft vinyl chloride resin layer (A) and the adhesive resin layer (B2) are adjacent to each other, and the adhesive resin layer (B2). And the adhesive resin layer (B3) are preferably adjacent to each other, and the adhesive resin layer (B3) and the polyolefin layer (C) are preferably adjacent to each other.
- the soft vinyl chloride resin layer (A) and the polyolefin layer (C) can have the respective characteristics, and the flexibility, impact resistance, transparency and hygiene are good. It can be set as a laminated body.
- Each of the laminates according to the first aspect and the second aspect of the present invention is not limited in shape, and may be a planar shape such as a film, a sheet, or a plate shape, a pipe shape, a bag shape, or an indefinite shape. Either may be sufficient.
- the material constituting the other layer is not limited, but specifically, a thermoplastic resin such as a polyamide resin, a polyester resin, a styrene resin, an acrylic resin, or a polycarbonate resin is used. These resins may be a resin composition layer containing a plurality of resins.
- the polyamide resin used for the other layers is not limited. Specifically, nylon 6, nylon 66, nylon 610, nylon 9, nylon 11, nylon 12, nylon 6/66, nylon 66/610, nylon 6/11, MXD nylon, amorphous nylon or terephthalic acid / adipic acid / hexamethylenediamine copolymer is preferably used. These polyamide resins may be used alone or in combination. Among these, nylon 6, nylon 66, or nylon 6/66, which has an excellent melting point and rigidity, is preferable.
- each layer of the laminate of the present invention is not limited, and can be arbitrarily set depending on the layer configuration, application, final product shape, required physical properties, and the like.
- the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 55% or more, and preferably 94% or less with respect to the total thickness. More preferably, it is 90% or less.
- the thickness of the soft vinyl chloride resin layer (A) is not less than the above lower limit value, the flexibility tends to be improved, and when it is not more than the above upper limit value, the hygiene tends to be improved.
- the thickness of the adhesive resin layer (B1) is preferably 1% or more, more preferably 5% or more, preferably 20% or less, more preferably relative to the total thickness. 10% or less.
- the thickness of the adhesive resin layer (B1) is equal to or greater than the lower limit value, the adhesiveness tends to be improved.
- the thickness is equal to or smaller than the upper limit value, the film strength tends to be improved, and the cost is also advantageous. There is a tendency.
- the thickness of the polyolefin layer (C) is preferably 5% or more, more preferably 10% or more, preferably 49% or less, more preferably 20%, based on the total thickness. % Or less.
- the thickness of the polyolefin layer (C) is not less than the lower limit value, heat seal failure tends to be difficult to occur, and when it is not more than the upper limit value, flexibility tends to be improved.
- the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 100% or more, preferably with respect to the thickness of the polyolefin layer (C). It is 2800% or less, more preferably 2000% or less.
- the thickness of the soft vinyl chloride resin layer (A) is not less than the above lower limit value, the flexibility tends to be improved, and when it is not more than the above upper limit value, the heat sealability tends to be improved.
- the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 55% or more, preferably 93% or less, more than the total thickness. Preferably it is 90% or less.
- the thickness of the soft vinyl chloride resin layer (A) is not less than the lower limit, flexibility tends to be improved, and when it is not more than the upper limit, hygiene tends to be improved.
- the thickness of the adhesive resin layer (B2) is preferably 1% or more, more preferably 5% or more, preferably 20% or less, more preferably relative to the total thickness. It is 15% or less, more preferably 10% or less.
- the thickness of the adhesive resin layer (B2) is equal to or greater than the lower limit value, the adhesiveness tends to be improved, and when it is equal to or smaller than the upper limit value, the film strength tends to be improved, and further advantageous in terms of cost. It becomes.
- the thickness of the adhesive resin layer (B3) is preferably 1% or more, more preferably 5% or more, preferably 20% or less, more preferably relative to the total thickness. It is 15% or less, more preferably 10% or less.
- the thickness of the adhesive resin layer (B3) is not less than the lower limit value, the adhesion tends to be improved, and when it is not more than the upper limit value, the film strength tends to be improved, and further, it is advantageous in terms of cost. It becomes.
- the thickness of the polyolefin layer (C) is preferably at least 5%, more preferably at least 10%, preferably at most 48%, more preferably at 30% of the total thickness. % Or less.
- the thickness of the polyolefin layer (C) is not less than the lower limit value, heat sealing failure tends to be difficult to occur, and when the thickness is not more than the upper limit value, flexibility tends to be improved.
- the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 100% or more, preferably with respect to the thickness of the polyolefin layer (C). It is 2800% or less, more preferably 2000% or less.
- the thickness of the soft vinyl chloride resin layer (A) is not less than the lower limit, flexibility tends to be improved, and when it is not more than the upper limit, heat sealability tends to be improved.
- a method for producing the laminate of the present invention various conventionally known methods can be employed. For example, a method of forming an inflation film, a T-die film, a sheet or a pipe by a coextrusion method in which individual molten resins melted by an extruder are supplied to a multilayer die and laminated in the die are formed. Examples thereof include co-injection molding in which individual molten resins are injected into the same mold with a time lag.
- the laminated body of this invention can also be made into an extending
- the stretched laminate may be heat-set, or may be a product without being heat-set. In the case where heat setting is not performed, the stretched laminate is heated to release stress and shrink, so that it can be used as a shrink film.
- these can be made into a draw-formed container or the like through secondary processing such as vacuum forming or pressure forming.
- the shape and use of the molded product obtained from the laminate of the present invention are not limited, but are suitable as a medical container, food packaging material or pharmaceutical packaging material because of its good flexibility, hygiene, transparency and impact resistance. And is particularly suitable for an infusion bag.
- An infusion bag is usually composed of a main body of an infusion bag, a port for injecting a chemical solution, a cap including a rubber stopper for taking out the chemical solution, etc., but the laminate of the present invention is suitable as a main body of an infusion bag. Can be used.
- the method for forming an infusion bag with the laminate of the present invention is not limited, but a method of forming a tubular (cylindrical) inflation film by the above-described coextrusion method and fusing the ends can be preferably employed. .
- the polyolefin layer (C) having good hygiene is on the inside, that is, the side in contact with the infusion, and the soft vinyl chloride resin layer (A) having good flexibility is on the outside. It is preferable to use it as a configuration.
- a packaging material such as food or electronic parts can be mentioned.
- the present invention will be described in more detail with reference to examples.
- the present invention is not limited to the following examples unless it exceeds the gist.
- the values of various production conditions and evaluation results in the following examples have meanings as preferable values of the upper limit or the lower limit in the embodiment of the present invention, and the preferable range is the above-described upper limit or lower limit value.
- a range defined by a combination of values of the following examples or values of the examples may be used.
- a polyether ester block copolymer comprising a polymer of 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol as a hard segment and polytetramethylene ether glycol (number average molecular weight: 2000) as a soft segment. Polymer. The content of polytetramethylene ether glycol is 15% by weight. Melt flow rate measured at 230 ° C. and 2.16 kg load (kgf) 30 g / 10 min. Melting point 197 ° C.
- Aromatic polyester for comparative example (A-2) A block copolymer of polybutylene terephthalate and polytetramethylene ether glycol. Content of polytetramethylene ether glycol (number average molecular weight: 2000) is 77% by weight.
- [Styrene elastomer] (B-1) “KRATON (registered trademark) -G1645MO” manufactured by Kraton Japan Co., Ltd .: a styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1).
- Styrene (block P) content 13% by weight (measured by 13 C-NMR), number average molecular weight: 64000.
- Styrene-isoprene-butadiene-styrene hydrogenated block copolymer It has the structure of the formula (1).
- B-3 “KRATON (registered trademark) -G1641H” (for comparative example) manufactured by Kraton Japan Co., Ltd .: styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1).
- (B-4) “H7135” (for comparative example) manufactured by Kuraray Co., Ltd .: Styrene-isoprene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1).
- B-5 “KRATON (registered trademark) -G1651” (for comparative example) manufactured by Kraton Japan Co., Ltd .: styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1).
- B-6 “KRATON (registered trademark) -A1535HU” (for comparative example) manufactured by Clayton Japan Co., Ltd .: styrene- (butadiene-styrene) -styrene hydrogenated block copolymer. It has the structure of the formula (1).
- ⁇ Polyolefin layer (C)> ( ⁇ -1) “Zeras (registered trademark) 7025” manufactured by Mitsubishi Chemical Corporation: propylene-ethylene block copolymer, MFR (230 ° C., 2.16 kg) 1.6 g / 10 min)
- Example 1-1 In advance, the alicyclic polyester polymer (a-1) and the styrene elastomer (b-1) were mixed with a twin-screw extruder (Nippon Steel Works, Ltd.) based on the blending ratio (parts by weight) shown in Table 1.
- the resin composition pellets used for the adhesive resin layer (B1) were obtained by melting and kneading at a set temperature of 200 ° C. using “TEX-30 ⁇ II” (manufactured by cylinder 30 mm).
- TEX-30 ⁇ II manufactured by cylinder 30 mm
- a sample of the obtained laminated film was cut into a width of 15 mm, and a 180 ° peel test was performed at a speed of 100 mm / min in a 23 ° C. atmosphere.
- the evaluation result of the laminated film of the adhesive resin layer (B1) and the soft vinyl chloride resin layer (A) is “adhesive to PVC”, and the laminated film of the adhesive resin layer (B1) and the polyolefin resin layer (C) is evaluated.
- the result was defined as “adhesiveness to PP”.
- the results are shown in Table 1.
- Example 1-2 Comparative Examples 1-1 to 1-6
- Resin composition pellets used for the resin composition (B1) were produced in the same manner as in Example 1-1 except that the raw materials used were as shown in Table 1.
- a-1 or a-2 was used as it was as the adhesive resin layer (B1).
- Example 1-1 a laminate was produced in the same manner as in Example 1-1, and evaluation of “adhesiveness to PVC”, “adhesiveness to PP” and “Japanese Pharmacopoeia Container Test” was performed. The results are shown in Table 1.
- Comparative Example 1-6 was evaluated as “x” in the “Japanese Pharmacopoeia Container Test” because it did not satisfy the standards in the potassium permanganate consumption test and the ultraviolet absorption spectrum test.
- ⁇ Adhesive resin layer (B3)> (C-1) “Zeras (registered trademark) MC748AP” manufactured by Mitsubishi Chemical Corporation: a resin composition containing a styrene elastomer and anhydrous maleic modified polypropylene. MFR (230 ° C, 2.16 kg) 2.0 g / 10 min) (C-2) “Modic (registered trademark) F512” manufactured by Mitsubishi Chemical Corporation: polyolefin adhesive resin (modified polyolefin resin). MFR (190 ° C., 2.16 kg) 1.5 g / 10 min) (for comparative example)
- Example 2-1 [Adhesion evaluation] Using the materials for the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C), the thickness is 100 ⁇ m by GSI Creos and T-die molding machine. A single layer film was obtained. The molding temperature was set to 190 ° C., and the molding speed was set to 5 m / min.
- the adhesive strength between the respective layers was measured by the following method, thereby schematically evaluating the adhesive strength between the respective layers when the laminate was formed. That is, a single layer film of a soft vinyl chloride resin layer (A) and a single layer film of an adhesive resin layer (B2), a single layer film of an adhesive resin layer (B2) and a single layer film of an adhesive resin layer (B3), an adhesive resin One pair of single layer films of the single layer film of the layer (B3) and the single layer film of the polyolefin layer (C) were stacked, and heat-sealed under the conditions of 210 ° C. and 2 kg / cm 2 .
Abstract
Disclosed is a laminated body which has excellent flexibility, hygienic properties and shock resistance, in addition to outstanding adhesion between layers. Also disclosed is a medical device. Further disclosed is a laminated body having outstanding flexibility, hygienic properties, transparency and low-temperature shock resistance, in addition to excellent adhesion between layers, and which is suited to use in infusion bags.
Description
本発明は、柔軟性、衛生性、透明性および衝撃性が良好であり、層間の接着性が良好な積層体及び医療用容器に関する。特に、本発明は、柔軟性、衛生性、透明性および低温耐衝撃性が良好であり、層間の接着性が良好な、輸液バッグに好適に使用することが出来る積層体に関する。
The present invention relates to a laminate and a medical container that have good flexibility, hygiene, transparency and impact, and good adhesion between layers. In particular, the present invention relates to a laminate that has good flexibility, hygiene, transparency, and low-temperature impact resistance, and good adhesion between layers and can be suitably used for an infusion bag.
医療用の輸液バッグには、従来から、柔軟性が良好である軟質塩化ビニル樹脂製のものが用いられてきた。しかしながら、軟質塩化ビニル樹脂は柔軟性を付与するために多量の可塑剤を含有するため、輸液の種類によっては、可塑剤が輸液中に漏出することが心配される。
Conventionally, infusion bags for medical use have been made of soft vinyl chloride resin having good flexibility. However, since the soft vinyl chloride resin contains a large amount of plasticizer in order to impart flexibility, there is a concern that the plasticizer leaks into the infusion depending on the type of infusion.
可塑剤を含まない樹脂を用いた輸液バッグとしては、ポリエチレン製またはポリプロピレン製など、ポリオレフィン製のものが使用されている。しかしながら、ポリオレフィン製の輸液バッグは、可塑剤を含まないため衛生性が良好であるものの、柔軟性が低く、耐衝撃性、特に低温耐衝撃性が不十分であるため、取扱いの点で十分ではない。
As an infusion bag using a resin that does not contain a plasticizer, a polyolefin bag such as polyethylene or polypropylene is used. However, the infusion bag made of polyolefin has good hygiene because it does not contain a plasticizer, but it is low in flexibility and has insufficient impact resistance, particularly low temperature impact resistance. Absent.
これらの両者の利点を兼ね備えた輸液バッグを得るためには、例えば、軟質塩化ビニル樹脂からなる層と、ポリオレフィンからなる層とを積層体として用いることが考えられる。しかしながら、軟質塩化ビニル樹脂とポリオレフィンとは親和性が低く、接着性・融着性に乏しいため、これらの樹脂を用いて輸液バッグ用の積層体とした場合、両者の界面で剥離してしまい、目的とする性能を得ることは出来ない。
In order to obtain an infusion bag having both of these advantages, for example, it is conceivable to use a layer made of a soft vinyl chloride resin and a layer made of polyolefin as a laminate. However, since the soft vinyl chloride resin and polyolefin have low affinity and poor adhesion and fusion properties, when these resins are used as a laminate for an infusion bag, they peel at the interface between them, The target performance cannot be obtained.
これを改良するためには、軟質塩化ビニル樹脂層とポリオレフィン層の両層に対して良好な接着性を有する接着層が期待される。
In order to improve this, an adhesive layer having good adhesion to both the soft vinyl chloride resin layer and the polyolefin layer is expected.
塩化ビニル樹脂層と他の樹脂層との接着性を改良した複合材料としては、例えば、特許文献1には、シーリング及び建設用途に有用な材料として、硬質塩化ビニル樹脂とコポリエステルエラストマーまたはスチレンブロックコポリマー等とを融着させたものが開示されている。
As a composite material with improved adhesion between a vinyl chloride resin layer and another resin layer, for example, Patent Document 1 discloses a material useful for sealing and construction as a hard vinyl chloride resin and a copolyester elastomer or a styrene block. A fusion-bonded copolymer or the like is disclosed.
また、特許文献2には、塩化ビニル樹脂製の壁紙に対する防汚フィルムとして、スルホン基含有ポリエステル系樹脂層及び変性ポリオレフィン層(接着層)を介してポリプロピレン系樹脂層を表層とする多層フィルムが開示されている。
Patent Document 2 discloses a multilayer film having a polypropylene resin layer as a surface layer through a sulfone group-containing polyester resin layer and a modified polyolefin layer (adhesive layer) as an antifouling film for vinyl chloride resin wallpaper. Has been.
さらに、特許文献3には、医療用溶液の容器を製作するための複数層構造体として、ポリ(ビニリデンクロリド)層と、第2の層としてのポリプロピレンホモポリマー層との間に、種々の結合層が例示されている。
Further, Patent Document 3 discloses various bonds between a poly (vinylidene chloride) layer and a polypropylene homopolymer layer as a second layer as a multi-layer structure for producing a medical solution container. Layers are illustrated.
一方、特許文献4には、医療用デバイスとして、第1の層である塩化ビニル樹脂層と、第2の層であるポリオレフィンを含む層との間に、ポリエステルを含む連結層を有する、多層フィルムおよびチュービングが開示されている。
On the other hand, in Patent Document 4, as a medical device, a multilayer film having a connecting layer containing polyester between a vinyl chloride resin layer as a first layer and a layer containing polyolefin as a second layer. Tubing is disclosed.
しかしながら、前記特許文献1の方法では、輸液バッグ等に好適な軟質塩化ビニル樹脂との融着性、接着性については何ら検討されておらず、また、当該技術ではポリオレフィンとの接着性については全く改良されていない。
However, in the method of Patent Document 1, no study has been made on the fusing property and adhesiveness with a soft vinyl chloride resin suitable for an infusion bag or the like, and in the art, the adhesiveness with polyolefin is not at all. Not improved.
また、前記特許文献2の方法では、塩化ビニル樹脂層とポリプロピレン系樹脂層との間の接着力は発現するものの、輸液バッグ用の積層体として用いる場合は、スルホン基含有ポリエステル系樹脂層及び変性ポリオレフィン層に含まれる物質が薬液に影響を及ぼす懸念がある。
Further, in the method of Patent Document 2, an adhesive force between the vinyl chloride resin layer and the polypropylene resin layer is expressed, but when used as a laminate for an infusion bag, a sulfone group-containing polyester resin layer and a modified resin layer are used. There is a concern that substances contained in the polyolefin layer affect the chemical solution.
さらに、前記特許文献3で開示されている複数層構造体は、何れの結合層を用いた場合においても、該構造体に応力を付加したり、層間の剥離試験を行った場合にも使用に耐え得る程度の接着性は有していない。従って、これを輸液バッグ用に用いた場合には、実用面で不安があった。また、前記特許文献4において製造されている積層体では透明性および接着性等が不十分であった。
Furthermore, the multi-layer structure disclosed in Patent Document 3 can be used even when any bonding layer is used, even when stress is applied to the structure or when a delamination test is performed between layers. It does not have enough adhesiveness to withstand. Therefore, when this was used for an infusion bag, there was anxiety in practical use. Further, the laminate manufactured in Patent Document 4 has insufficient transparency and adhesiveness.
このように、現状では、柔軟性、衛生性、透明性および耐衝撃性を兼ね備え、輸液バッグに好適な積層体は未だ見出されていない状況にある。
Thus, at present, there is a situation in which a laminated body having flexibility, hygiene, transparency and impact resistance and suitable for an infusion bag has not yet been found.
本発明は、かかる状況に鑑みてなされたものであり、その課題は、柔軟性、衛生性、透明性および耐衝撃性が良好であり、層間の接着性が良好な積層体及び医療用容器を提供することにある。特に、本発明は、柔軟性、衛生性、透明性および低温耐衝撃性が良好であり、層間の接着性が良好な、輸液バッグに好適に使用することが出来る積層体を提供することにある。
The present invention has been made in view of such a situation, and its problem is to provide a laminate and a medical container having good flexibility, hygiene, transparency and impact resistance, and good adhesion between layers. It is to provide. In particular, the present invention is to provide a laminate that has good flexibility, hygiene, transparency, and low temperature impact resistance, and good adhesion between layers, and can be suitably used for an infusion bag. .
本発明者は、上記課題に鑑み鋭意検討を行った結果、軟質塩化ビニル樹脂層及びポリオレフィン層に対し、特定の樹脂組成物からなる接着樹脂層を用いることにより、前記課題を解決し得ることを見出し、本発明を完成するに至った。すなわち、本発明の要旨は以下の[1]~[14]に存する。
As a result of intensive studies in view of the above problems, the present inventor can solve the above problems by using an adhesive resin layer made of a specific resin composition for the soft vinyl chloride resin layer and the polyolefin layer. The headline and the present invention were completed. That is, the gist of the present invention resides in the following [1] to [14].
[1] 軟質塩化ビニル樹脂層(A)、脂環式ポリエステル及びスチレン系エラストマーを含有する接着樹脂層(B1)及びポリオレフィン層(C)を有し、該脂環式ポリエステルの融点が130~200℃であり、かつ該スチレン系エラストマーの数平均分子量が190000以下であることを特徴とする積層体。
[1] It has a soft vinyl chloride resin layer (A), an adhesive resin layer (B1) containing a cycloaliphatic polyester and a styrene elastomer, and a polyolefin layer (C), and the melting point of the cycloaliphatic polyester is 130 to 200. And a number average molecular weight of the styrene elastomer is 190,000 or less.
[2] 前記接着樹脂層(B1)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を有する[1]に記載の積層体。
[2] The laminate according to [1], wherein in the adhesive resin layer (B1), the alicyclic polyester has a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol. .
[3] 前記接着樹脂層(B1)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を主な構成単位とするセグメントと、ポリアルキレンエーテルポリオールセグメントとを有する[1]又は[2]に記載の積層体。
[3] In the adhesive resin layer (B1), the alicyclic polyester includes a segment mainly composed of units derived from 1,4-cyclohexanedicarboxylic acid and units derived from 1,4-cyclohexanedimethanol; The laminate according to [1] or [2], comprising a polyalkylene ether polyol segment.
[4] 前記接着樹脂層(B1)において、前記スチレン系エラストマーが、ビニル芳香族化合物を主体とする少なくとも2個の重合体ブロックPと、ブタジエン及び/またはイソプレンを主体とする少なくとも1個の重合体ブロックQからなり、重合体ブロックPが5~55重量%を占めるブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である[1]~[3]の何れか1に記載の積層体。
[4] In the adhesive resin layer (B1), the styrenic elastomer is composed of at least two polymer blocks P mainly composed of a vinyl aromatic compound and at least one heavy body mainly composed of butadiene and / or isoprene. [1] to [1] to [1] to [1] to [1] to [1] to [1] to [5] a block copolymer comprising the combined block Q and the polymer block P occupying 5 to 55% by weight. 3] The laminate according to any one of [1].
[5] 軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)、及びポリオレフィン層(C)をこの順で有する積層体であって、接着樹脂層(B2)が脂環式ポリエステルを含有し、接着樹脂層(B3)がスチレン系エラストマー及び変性ポリオレフィン樹脂を含有することを特徴とする積層体。
[5] A laminate having a soft vinyl chloride resin layer (A), an adhesive resin layer (B2), an adhesive resin layer (B3), and a polyolefin layer (C) in this order, and the adhesive resin layer (B2) A laminate comprising an alicyclic polyester and an adhesive resin layer (B3) containing a styrene elastomer and a modified polyolefin resin.
[6] 前記接着樹脂層(B2)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を有する[5]に記載の積層体。
[6] The laminate according to [5], wherein in the adhesive resin layer (B2), the alicyclic polyester has a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol. .
[7] 前記接着樹脂層(B2)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を主な構成単位とするセグメントと、ポリアルキレンエーテルポリオールセグメントとを有する[5]又は[6]に記載の積層体。
[7] In the adhesive resin layer (B2), the alicyclic polyester includes a segment mainly composed of units derived from 1,4-cyclohexanedicarboxylic acid and units derived from 1,4-cyclohexanedimethanol; The laminate according to [5] or [6], comprising a polyalkylene ether polyol segment.
[8] 前記ポリオレフィン層(C)がエチレン系樹脂及び/またはプロピレン系樹脂である[1]~[7]の何れか1に記載の積層体。
[8] The laminate according to any one of [1] to [7], wherein the polyolefin layer (C) is an ethylene resin and / or a propylene resin.
[9] [1]~[8]の何れか1に記載の積層体からなる医療用容器。
[9] A medical container comprising the laminate according to any one of [1] to [8].
[10] [1]~[9]の何れか1に記載の積層体を構成物として含む輸液バッグ。
[10] An infusion bag containing the laminate according to any one of [1] to [9] as a constituent.
[11] 脂環式ポリエステル及びスチレン系エラストマーを含み、該脂環式ポリエステルの融点が130~200℃であり、かつ該スチレン系エラストマーの数平均分子量が190000以下であることを特徴とする樹脂組成物。
[11] A resin composition comprising an alicyclic polyester and a styrene elastomer, wherein the alicyclic polyester has a melting point of 130 to 200 ° C., and the styrene elastomer has a number average molecular weight of 190,000 or less. object.
[12] 前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を有する[11]に記載の樹脂組成物。
[12] The resin composition according to [11], wherein the alicyclic polyester has a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol.
[13] 前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を主な構成単位とするセグメントと、ポリアルキレンエーテルポリオールセグメントとを有する[11]又は[12]に記載の樹脂組成物。
[13] The alicyclic polyester has a segment mainly composed of a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol, and a polyalkylene ether polyol segment [ [11] or [12].
[14] 前記スチレン系エラストマーが、ビニル芳香族化合物を主体とする少なくとも2個の重合体ブロックPと、ブタジエン及び/またはイソプレンを主体とする少なくとも1個の重合体ブロックQからなり、重合体ブロックPが5~55重量%を占めるブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である[11]~[13]の何れか1に記載の樹脂組成物。
[14] The styrenic elastomer comprises at least two polymer blocks P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of butadiene and / or isoprene. The block copolymer in which P accounts for 5 to 55% by weight and / or a hydrogenated block copolymer obtained by hydrogenating the block copolymer according to any one of [11] to [13] Resin composition.
なお、以下において、上記[1]に係る発明を「本発明の第一の態様」と称し、上記[5]に係る発明を「本発明の第二の態様」と称する。また、本発明の第一の態様に係る積層体と本発明の第二の態様に係る積層体との両者を合わせて「本発明の積層体」と称することがある。さらに、上記[11]に係る発明を「本発明の第三の態様」と称する。
In the following, the invention according to [1] is referred to as “first aspect of the present invention”, and the invention according to [5] is referred to as “second aspect of the present invention”. Further, the laminate according to the first aspect of the present invention and the laminate according to the second aspect of the present invention may be collectively referred to as the “laminate of the present invention”. Further, the invention according to the above [11] is referred to as “third aspect of the present invention”.
本発明によれば、柔軟性、衛生性、透明性および耐衝撃性が良好であり、層間の接着性が良好な積層体及び医療用容器が提供される。また本発明によれば、柔軟性、衛生性、透明性および低温耐衝撃性が良好であり、層間の接着性が良好な、輸液バッグに好適に使用することが出来る積層体が提供される。
According to the present invention, there are provided a laminate and a medical container that have good flexibility, hygiene, transparency and impact resistance, and good adhesion between layers. Moreover, according to this invention, the softness | flexibility, hygiene, transparency, and low temperature impact resistance are favorable, and the laminated body which can be used conveniently for an infusion bag with the favorable adhesiveness of an interlayer is provided.
本発明の第一の態様に係る積層体は、軟質塩化ビニル樹脂層(A)、融点が130~200℃の脂環式ポリエステル及び数平均分子量が190000以下のスチレン系エラストマーを含有する接着樹脂層(B1)及びポリオレフィン層(C)を有することを特徴とする。
The laminate according to the first aspect of the present invention includes an adhesive resin layer containing a soft vinyl chloride resin layer (A), an alicyclic polyester having a melting point of 130 to 200 ° C., and a styrene elastomer having a number average molecular weight of 190,000 or less. It has (B1) and a polyolefin layer (C).
また、本発明の第二の態様に係る積層体は、軟質塩化ビニル樹脂層(A)、脂環式ポリエステルを含有する接着樹脂層(B2)、スチレン系エラストマー及び変性ポリオレフィン樹脂を含有する接着樹脂層(B3)、及びポリオレフィン層(C)をこの順で有することを特徴とする。
The laminate according to the second aspect of the present invention includes a soft vinyl chloride resin layer (A), an adhesive resin layer (B2) containing an alicyclic polyester, an adhesive resin containing a styrene elastomer and a modified polyolefin resin. It has a layer (B3) and a polyolefin layer (C) in this order.
さらに、本発明の第三の態様に係る樹脂組成物は、脂環式ポリエステル及びスチレン系エラストマーを含み、該脂環式ポリエステルの融点が130~200℃であり、かつ該スチレン系エラストマーの数平均分子量が190000以下であることを特徴とする。
Furthermore, the resin composition according to the third aspect of the present invention includes an alicyclic polyester and a styrene elastomer, the alicyclic polyester has a melting point of 130 to 200 ° C., and the number average of the styrene elastomer. The molecular weight is 190,000 or less.
以下、本発明の第一の態様及び第二の態様に係る積層体について、また、本発明の第三の態様に係る樹脂組成物について説明する。
Hereinafter, the laminate according to the first aspect and the second aspect of the present invention and the resin composition according to the third aspect of the present invention will be described.
<軟質塩化ビニル樹脂層(A)>
本発明における軟質塩化ビニル樹脂層(A)は、少なくとも塩化ビニル樹脂を含有する。軟質塩化ビニル樹脂層(A)を構成する塩化ビニル樹脂は限定されないが、塩化ビニルの単独重合体または共重合体が挙げられる。 <Soft vinyl chloride resin layer (A)>
The soft vinyl chloride resin layer (A) in the present invention contains at least a vinyl chloride resin. Although the vinyl chloride resin which comprises a soft vinyl chloride resin layer (A) is not limited, The homopolymer or copolymer of vinyl chloride is mentioned.
本発明における軟質塩化ビニル樹脂層(A)は、少なくとも塩化ビニル樹脂を含有する。軟質塩化ビニル樹脂層(A)を構成する塩化ビニル樹脂は限定されないが、塩化ビニルの単独重合体または共重合体が挙げられる。 <Soft vinyl chloride resin layer (A)>
The soft vinyl chloride resin layer (A) in the present invention contains at least a vinyl chloride resin. Although the vinyl chloride resin which comprises a soft vinyl chloride resin layer (A) is not limited, The homopolymer or copolymer of vinyl chloride is mentioned.
塩化ビニルに共重合体可能なモノマーは限定されないが、例えば、エチレン、プロピレン、アクリロニトリル、酢酸ビニル、マレイン酸またはそのエステル、アクリル酸またはそのエステル、メタクリル酸またはそのエステルおよび塩化ビニリデン等が挙げられる。
Monomers that can be copolymerized with vinyl chloride are not limited, and examples include ethylene, propylene, acrylonitrile, vinyl acetate, maleic acid or an ester thereof, acrylic acid or an ester thereof, methacrylic acid or an ester thereof, and vinylidene chloride.
また、部分的に架橋された樹脂であってもよい。また、ポリ塩化ビニル樹脂のポリマーブレンド物、例えば、塩化ビニル樹脂とポリ塩化ビニリデンからなるポリマーブレンド物を用いてもよい。これらのうち、軟質塩化ビニル樹脂層(A)に用いる塩化ビニル樹脂としては、塩化ビニル単独重合体が好ましい。
Alternatively, a partially crosslinked resin may be used. Further, a polymer blend of a polyvinyl chloride resin, for example, a polymer blend composed of a vinyl chloride resin and polyvinylidene chloride may be used. Among these, as the vinyl chloride resin used for the soft vinyl chloride resin layer (A), a vinyl chloride homopolymer is preferable.
軟質塩化ビニル樹脂層(A)に用いる塩化ビニル樹脂の平均重合度は限定されないが、500~6000であることが好ましく、より好ましくは800~3000である。
The average degree of polymerization of the vinyl chloride resin used for the soft vinyl chloride resin layer (A) is not limited, but is preferably 500 to 6000, more preferably 800 to 3000.
本発明に用いる塩化ビニル樹脂の還元粘度(K値)は限定されないが、JIS K7367-2(1999年)に準拠した値として、50~110であることが好ましく、より好ましくは60~90である。
The reduced viscosity (K value) of the vinyl chloride resin used in the present invention is not limited, but is preferably 50 to 110, more preferably 60 to 90 as a value based on JIS K7367-2 (1999). .
塩化ビニル樹脂の製造方法は限定されず、例えば、懸濁重合法、塊状重合法および乳化重合法等の製造方法が挙げられる。また、塩化ビニル樹脂の微粒子を有機媒体に分散させたプラスチゾルまたは水性ラテックスであってもよい。
The production method of the vinyl chloride resin is not limited, and examples thereof include a production method such as a suspension polymerization method, a bulk polymerization method, and an emulsion polymerization method. Further, it may be a plastisol or an aqueous latex in which vinyl chloride resin fine particles are dispersed in an organic medium.
本発明における軟質塩化ビニル樹脂層(A)は、塩化ビニル樹脂とともに可塑剤を含有していることが好ましい。
The soft vinyl chloride resin layer (A) in the present invention preferably contains a plasticizer together with the vinyl chloride resin.
軟質塩化ビニル樹脂層(A)に用いる可塑剤は限定されないが、具体的には、例えば、ジメチルフタレート、ジエチルフタレート、ジブチルフタレート、ジヘプチルフタレート、ジ-2-エチルヘキシルフタレート、ジ-n-オクチルフタレート、ジイソデシルフタレート、ブチルベンジルフタレート、ジイソノニルフタレート、エチルフタリルエチルグリコレート、ジウンデシルフタレート、ジトリデシルフタレート、ジドデシルフタレート、ジイソクミルフタレートおよびジノニルフタレートなどの炭素数1~12のアルキル基を有するフタル酸エステル類;ジイソブチルアジペート、ジブチルアジペート、ジ-2-エチルヘキシルアジペート、ジイソデシルアジペート、ジブチルジグリコールアジペート、ジ-2-エチルヘキシルアゼレート、ジヘキシルアゼレート、ジイソオクチルアゼレート、トリエチルシトレート、アセチルトリエチルシトレート、トリブチルシトレート、アセチルトリブチルシトレート、アセチルトリオクチルシトレート、ジメチルセバケート、ジブチルセバケート、ジ-2-エチルヘキシルセバケート、メチルアセチルリシノレートおよびブチルアセチルリシノレートなどの脂肪酸エステル類;トリ-(2-エチルヘキシル)トリメリテート、トリ-n-オクチル・トリメリテート、トリイソオクチル・トリメリテート、テトラ-(2-エチルヘキシル)ピロメリテート、テトラ-n-オクチル・ピロメリテート、テトライソオクチル・ピロメリテート、ビフェニルテトラカルボン酸テトラブチルエステル、ビフェニルテトラカルボン酸テトラペンチルエステルおよびビフェニルテトラカルボン酸テトラヘキシルエステルなどの芳香族カルボン酸エステル類;トリ-2-エチルヘキシルホスフェート、トリブトキシエチルホスフェート、トリオレイルホスフェート、トリフェニルホスフェート、トリクレジルホスフェート、トリキシレニルホスフェート、クレジルジフェニルホスフェート、キシレニルジフェニルホスフェートおよび2-エチルヘキシルジフェニルホスフェートなどの正リン酸エステル類;塩素化パラフィン;塩素化脂肪酸エステル;エポキシ化大豆油;エポキシ化あまに油;エポキシブチルステアレート、エポキシオクチルステアレート;メチルフタリルエチルグリコレート、エチルフタリルエチルグリコレートおよびブチルフタリルブチルグリコレートなどが挙げられる。これらの可塑剤は、1種の化合物のみを用いても、2種以上の化合物を併用してもよい。
The plasticizer used for the soft vinyl chloride resin layer (A) is not limited, but specific examples include dimethyl phthalate, diethyl phthalate, dibutyl phthalate, diheptyl phthalate, di-2-ethylhexyl phthalate, di-n-octyl phthalate. Phthalates having 1 to 12 carbon atoms such as diisodecyl phthalate, butyl benzyl phthalate, diisononyl phthalate, ethyl phthalyl ethyl glycolate, diundecyl phthalate, ditridecyl phthalate, didodecyl phthalate, diisocumyl phthalate and dinonyl phthalate Acid esters; diisobutyl adipate, dibutyl adipate, di-2-ethylhexyl adipate, diisodecyl adipate, dibutyl diglycol adipate, di-2-ethylhexyl a Rate, dihexyl azelate, diisooctyl azelate, triethyl citrate, acetyl triethyl citrate, tributyl citrate, acetyl tributyl citrate, acetyl trioctyl citrate, dimethyl sebacate, dibutyl sebacate, di-2-ethylhexyl seba Fatty acid esters such as keto, methyl acetyl ricinolate and butyl acetyl ricinolate; tri- (2-ethylhexyl) trimellitate, tri-n-octyl trimellitate, triisooctyl trimellitate, tetra- (2-ethylhexyl) pyromellitate, tetra -N-octyl pyromellitate, tetraisooctyl pyromellitate, biphenyltetracarboxylic acid tetrabutyl ester, biphenyltetracarboxylic acid tetrape Aromatic carboxylic esters such as tilester and biphenyltetracarboxylic acid tetrahexyl ester; tri-2-ethylhexyl phosphate, tributoxyethyl phosphate, trioleyl phosphate, triphenyl phosphate, tricresyl phosphate, trixylenyl phosphate, cresyl Orthophosphates such as diphenyl phosphate, xylenyl diphenyl phosphate and 2-ethylhexyl diphenyl phosphate; chlorinated paraffin; chlorinated fatty acid ester; epoxidized soybean oil; epoxidized linseed oil; epoxy butyl stearate, epoxy octyl stearate Examples include methyl phthalyl ethyl glycolate, ethyl phthalyl ethyl glycolate and butyl phthalyl butyl glycolate The These plasticizers may be used alone or in combination of two or more compounds.
本発明において可塑剤を用いる場合の配合量は限定されないが、塩化ビニル樹脂100重量部に対して1~150重量部であることが好ましく、より好ましくは15~120重量部、さらに好ましくは20~100重量部である。
The amount of the plasticizer used in the present invention is not limited, but it is preferably 1 to 150 parts by weight, more preferably 15 to 120 parts by weight, still more preferably 20 to 20 parts by weight based on 100 parts by weight of the vinyl chloride resin. 100 parts by weight.
可塑剤の配合量を前記下限値以上とすることにより、本発明の積層体の柔軟性が良好となる。一方、可塑剤の配合量を前記上限値以下とすることにより、本発明の積層体から可塑剤がブリードアウトするのを防ぐとともに、成形性の悪化を防ぐことができる。
By setting the blending amount of the plasticizer to be equal to or more than the lower limit, the flexibility of the laminate of the present invention is improved. On the other hand, by making the compounding quantity of a plasticizer below the said upper limit, while preventing a plasticizer from bleeding out from the laminated body of this invention, the deterioration of a moldability can be prevented.
本発明における軟質塩化ビニル樹脂層(A)は、塩化ビニル樹脂とともに安定剤を含有していてもよい。
The soft vinyl chloride resin layer (A) in the present invention may contain a stabilizer together with the vinyl chloride resin.
軟質塩化ビニル樹脂層(A)に用いる安定剤は限定されないが、公知の塩化ビニル樹脂用安定剤等の中から適宜選択することが可能であり、例えば、三塩基性硫酸鉛、二塩基性フタル酸鉛、ケイ酸鉛、オルトケイ酸鉛-シリカゲル共沈物、二塩基性ステアリン酸鉛、カドミウム-バリウム系安定剤、バリウム-亜鉛系安定剤、カルシウム-亜鉛系安定剤、錫系安定剤、及びハイドロタルサイト等のマグネシウム、アルミニウムまたはケイ素等の無機塩を主成分とした安定剤等などが挙げられる。これらの安定剤は、1種の化合物のみを用いても、2種以上の化合物を併用してもよい。
The stabilizer used for the soft vinyl chloride resin layer (A) is not limited, but can be appropriately selected from known stabilizers for vinyl chloride resin, such as tribasic lead sulfate and dibasic phthalates. Lead silicate, lead silicate, lead orthosilicate-silica gel coprecipitate, dibasic lead stearate, cadmium-barium stabilizer, barium-zinc stabilizer, calcium-zinc stabilizer, tin stabilizer, and Examples thereof include stabilizers mainly composed of inorganic salts such as magnesium, aluminum or silicon such as hydrotalcite. These stabilizers may use only 1 type of compound, or may use 2 or more types of compounds together.
本発明において安定剤を用いる場合の配合量は限定されないが、塩化ビニル樹脂100重量部に対して1~30重量部であることが好ましく、より好ましくは2~20重量部、さらに好ましくは3~15重量部である。安定剤が前記範囲で配合されていると、熱安定性または成形性が良好となる傾向にある。
The amount of the stabilizer used in the present invention is not limited, but it is preferably 1 to 30 parts by weight, more preferably 2 to 20 parts by weight, still more preferably 3 to 3 parts by weight based on 100 parts by weight of the vinyl chloride resin. 15 parts by weight. When the stabilizer is blended in the above range, the thermal stability or moldability tends to be good.
<接着樹脂層(B1)>
本発明における接着樹脂層(B1)は、少なくとも脂環式ポリエステル及びスチレン系エラストマーを含有する。本発明において、接着樹脂層(B1)として脂環式ポリエステル及びスチレン系エラストマーを併用することにより、塩化ビニル樹脂層(A)、ポリオレフィン層(C)の何れとも良好な接着性を発現することが可能となる。 <Adhesive resin layer (B1)>
The adhesive resin layer (B1) in the present invention contains at least an alicyclic polyester and a styrene-based elastomer. In the present invention, by using an alicyclic polyester and a styrene-based elastomer in combination as the adhesive resin layer (B1), both the vinyl chloride resin layer (A) and the polyolefin layer (C) can exhibit good adhesiveness. It becomes possible.
本発明における接着樹脂層(B1)は、少なくとも脂環式ポリエステル及びスチレン系エラストマーを含有する。本発明において、接着樹脂層(B1)として脂環式ポリエステル及びスチレン系エラストマーを併用することにより、塩化ビニル樹脂層(A)、ポリオレフィン層(C)の何れとも良好な接着性を発現することが可能となる。 <Adhesive resin layer (B1)>
The adhesive resin layer (B1) in the present invention contains at least an alicyclic polyester and a styrene-based elastomer. In the present invention, by using an alicyclic polyester and a styrene-based elastomer in combination as the adhesive resin layer (B1), both the vinyl chloride resin layer (A) and the polyolefin layer (C) can exhibit good adhesiveness. It becomes possible.
その原因は明らかではないが、脂環式ポリエステルが軟質塩化ビニル樹脂との親和性および接着性の効果を発現し、一方、スチレン系エラストマーがポリオレフィンとの親和性および接着性の効果を発現し、しかも、脂環式ポリエステルとスチレン系エラストマーが良好な親和性を有するためであると考えられる。
Although the cause is not clear, alicyclic polyester expresses an affinity and adhesive effect with soft vinyl chloride resin, while styrene elastomer expresses an affinity and adhesive effect with polyolefin, Moreover, it is considered that the alicyclic polyester and the styrene elastomer have a good affinity.
なお、接着樹脂層(B1)に用いられる脂環式ポリエステル及びスチレン系エラストマーを含有する樹脂組成物が本発明に係る第3の態様に係る樹脂組成物である。
In addition, the resin composition containing the alicyclic polyester and styrene elastomer used for the adhesive resin layer (B1) is the resin composition according to the third aspect of the present invention.
[脂環式ポリエステル]
本発明における脂環式ポリエステルは、原料モノマーとして脂環式化合物を使用して得られるポリエステルであれば限定されないが、主成分として脂環式化合物を有するポリエステルであることが好ましい。ここで、「主成分として脂環式化合物を有する」とは、ポリエステルの構成単位として(換言すれば、原料モノマーとして)、脂環式化合物を50重量%以上含有するポリエステルを意味する。 [Alicyclic polyester]
The alicyclic polyester in the present invention is not limited as long as it is a polyester obtained by using an alicyclic compound as a raw material monomer, but is preferably a polyester having an alicyclic compound as a main component. Here, “having an alicyclic compound as a main component” means a polyester containing 50% by weight or more of an alicyclic compound as a structural unit of the polyester (in other words, as a raw material monomer).
本発明における脂環式ポリエステルは、原料モノマーとして脂環式化合物を使用して得られるポリエステルであれば限定されないが、主成分として脂環式化合物を有するポリエステルであることが好ましい。ここで、「主成分として脂環式化合物を有する」とは、ポリエステルの構成単位として(換言すれば、原料モノマーとして)、脂環式化合物を50重量%以上含有するポリエステルを意味する。 [Alicyclic polyester]
The alicyclic polyester in the present invention is not limited as long as it is a polyester obtained by using an alicyclic compound as a raw material monomer, but is preferably a polyester having an alicyclic compound as a main component. Here, “having an alicyclic compound as a main component” means a polyester containing 50% by weight or more of an alicyclic compound as a structural unit of the polyester (in other words, as a raw material monomer).
また、該脂環式ポリエステルを構成する脂環式化合物の含率は、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上である。脂環式ポリエステルを構成する脂環式化合物の含率を前記下限値以上とすることにより、接着樹脂層(B1)としての接着性能を向上させることができる。なお、該脂環式ポリエステルを構成する脂環式化合物の含率の上限は、通常100重量%である。
The content of the alicyclic compound constituting the alicyclic polyester is preferably 60% by weight or more, more preferably 70% by weight or more, and further preferably 80% by weight or more. The adhesive performance as an adhesive resin layer (B1) can be improved by making the content rate of the alicyclic compound which comprises alicyclic polyester more than the said lower limit. In addition, the upper limit of the content rate of the alicyclic compound which comprises this alicyclic polyester is 100 weight% normally.
ここで、本発明における脂環式ポリエステルが、後述する通り、ソフトセグメントとしてポリアルキレンエーテルポリオールを含む場合は、該脂環式ポリエステルを構成する脂環式化合物の含率の算出に際しては、該ポリアルキレンエーテルポリオールの重量は除外して取り扱うものとする。
Here, as described later, when the alicyclic polyester in the present invention contains a polyalkylene ether polyol as a soft segment, when calculating the content of the alicyclic compound constituting the alicyclic polyester, The weight of the alkylene ether polyol is excluded and handled.
本発明における脂環式ポリエステルを構成する脂環式化合物は、原料モノマーとして、ジカルボン酸、ジオール、オキシカルボン酸およびカプロラクトン類の何れであってもよく、更には、エステル形成性モノマー以外の化合物として脂環式化合物が用いられていてもよい。好ましくは、ジカルボン酸、ジオールおよびオキシカルボン酸の何れかとして脂環式化合物が用いられる場合が良好であり、更には、ジカルボン酸およびジオールの少なくとも何れかとして脂環式化合物が用いられる場合が良好である。
The alicyclic compound constituting the alicyclic polyester in the present invention may be any of dicarboxylic acid, diol, oxycarboxylic acid and caprolactone as a raw material monomer, and further, as a compound other than an ester-forming monomer. An alicyclic compound may be used. Preferably, an alicyclic compound is used as any one of dicarboxylic acid, diol, and oxycarboxylic acid, and further, an alicyclic compound is used as at least one of dicarboxylic acid and diol. It is.
脂環式ポリエステルを構成する原料モノマーとして脂環式ジカルボン酸を用いる場合、その化合物は限定されないが、例えば、1,2-シクロヘキサンジカルボン酸、1,3-シクロヘキサンジカルボン酸および1,4-シクロヘキサンジカルボン酸等のシクロヘキサンジカルボン酸類;1,4-デカヒドロナフタレンジカルボン酸、1,5-デカヒドロナフタレンジカルボン酸、2,6-デカヒドロナフタレンジカルボン酸および2,7-デカヒドロナフタレンジカルボン酸等のデカヒドロナフタレンジカルボン酸類等が挙げられる。これらのうち、シクロヘキサンジカルボン酸が好ましく、1,4-シクロヘキサンジカルボン酸が特に好ましい。これらの脂環式ジカルボン酸は2種以上を併用することもできる。
When alicyclic dicarboxylic acid is used as a raw material monomer constituting alicyclic polyester, the compound is not limited. For example, 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexanedicarboxylic acid and 1,4-cyclohexanedicarboxylic acid Cyclohexanedicarboxylic acids such as acids; decahydro such as 1,4-decahydronaphthalenedicarboxylic acid, 1,5-decahydronaphthalenedicarboxylic acid, 2,6-decahydronaphthalenedicarboxylic acid and 2,7-decahydronaphthalenedicarboxylic acid And naphthalenedicarboxylic acids. Of these, cyclohexanedicarboxylic acid is preferred, and 1,4-cyclohexanedicarboxylic acid is particularly preferred. Two or more of these alicyclic dicarboxylic acids can be used in combination.
脂環式ポリエステルを構成する原料モノマーとして脂環式ジオールを用いる場合、その化合物は限定されないが、例えば、1,2-シクロペンタンジオールおよび1,3-シクロペンタンジオール等のシクロペンタンジオール;1,2-シクロペンタンジメタノール、1,3-シクロペンタンジメタノールおよびシクロペンタンジメタノールビス(ヒドロキシメチル)トリシクロデカン等の5員環ジオール;1,2-シクロヘキサンジオール、1,3-シクロヘキサンジオールおよび1,4-シクロヘキサンジオール等のシクロヘキサンジオール;1,2-シクロヘキサンジメタノール、1,3-シクロヘキサンジメタノールおよび1,4-シクロヘキサンジメタノール等のシクロヘキサンジメタノール;2,2-ビス-(4-ヒドロキシシクロヘキシル)プロパン等のビスシクロヘキシルジオール等が挙げられる。
When the alicyclic diol is used as a raw material monomer constituting the alicyclic polyester, the compound is not limited. For example, cyclopentane diol such as 1,2-cyclopentanediol and 1,3-cyclopentanediol; 5-membered ring diols such as 2-cyclopentanedimethanol, 1,3-cyclopentanedimethanol and cyclopentanedimethanol bis (hydroxymethyl) tricyclodecane; 1,2-cyclohexanediol, 1,3-cyclohexanediol and 1 Cyclohexanediol such as 1,4-cyclohexanediol; cyclohexanedimethanol such as 1,2-cyclohexanedimethanol, 1,3-cyclohexanedimethanol and 1,4-cyclohexanedimethanol; 2,2-bis- (4-hydroxy Kurohekishiru) biscyclohexyl diol such as propane.
これらのうち、シクロヘキサンジメタノールが好ましく、1,4-シクロヘキサンジメタノールが特に好ましい。これらの脂環式ジオールは、2種以上を併用することもできる。
Of these, cyclohexanedimethanol is preferred, and 1,4-cyclohexanedimethanol is particularly preferred. Two or more of these alicyclic diols can be used in combination.
なお、これらの脂環式ジカルボン酸及び脂環式ジオールは、原料モノマーとしては、エステル形成性の誘導体であってもよい。
These alicyclic dicarboxylic acids and alicyclic diols may be ester-forming derivatives as raw material monomers.
脂環式ポリエステルを構成する脂環式化合物が6員環である場合、該6員環化合物はトランス体であってもシス体であってもよく、これらの混合物であってもよい。脂環式ジカルボン酸、脂環式ジオールの何れについても、トランス体とシス体の合計量に対し、トランス体含有率が50モル%以上であるのが好ましく、60モル%以上であるのがより好ましく、70モル%以上であるのが更に好ましい。
When the alicyclic compound constituting the alicyclic polyester is a 6-membered ring, the 6-membered ring compound may be a trans isomer, a cis isomer, or a mixture thereof. For both the alicyclic dicarboxylic acid and the alicyclic diol, the trans isomer content is preferably 50 mol% or more, more preferably 60 mol% or more, based on the total amount of the trans isomer and the cis isomer. Preferably, it is 70 mol% or more.
トランス体の比率が前記下限値以上であると、脂環式ポリエステルの耐熱性及び成形性が向上する傾向にある。また、トランス体含有率は、通常100モル%以下であり、85モル%以下であることがより好ましい。トランス体の比率が前記上限値以下であると、共押出の際の成形性が向上する傾向にある。
When the ratio of the trans form is not less than the lower limit, the heat resistance and moldability of the alicyclic polyester tend to be improved. Further, the trans isomer content is usually 100 mol% or less, and more preferably 85 mol% or less. When the ratio of the transformer body is not more than the above upper limit value, the moldability during coextrusion tends to be improved.
本発明に用いる脂環式ポリエステルには、原料モノマーとして脂環式化合物以外の化合物を併用することができる。脂環式ポリエステルの原料モノマーとして用いることが出来る化合物は限定されず、種々のジカルボン酸、ジオール、オキシカルボン酸、カプロラクトン類または多官能化合物等を用いることができる。
In the alicyclic polyester used in the present invention, a compound other than the alicyclic compound can be used in combination as a raw material monomer. The compound that can be used as the raw material monomer for the alicyclic polyester is not limited, and various dicarboxylic acids, diols, oxycarboxylic acids, caprolactones, polyfunctional compounds, and the like can be used.
脂環式ジカルボン酸以外のジカルボン酸としては、例えば、テレフタル酸、イソフタル酸、フタル酸、2,6-ナフタレンジカルボン酸、フェニレンジオキシジカルボン酸、4,4’-ジフェニルジカルボン酸、4,4’-ジフェニルエーテルジカルボン酸、4,4’-ジフェニルケトンジカルボン酸、4,4’-ジフェノキシエタンジカルボン酸および4,4’-ジフェニルスルホンジカルボン酸等の芳香族ジカルボン酸;コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカジカルボン酸およびドデカジカルボン酸等の脂肪族ジカルボン酸等が挙げられる。これらの中では、テレフタル酸または2,6-ナフタレンジカルボン酸が好ましく、特にテレフタル酸が好ましい。これらの脂環式ジカルボン酸以外のジカルボン酸は、2種以上を併用することもできる。
Examples of dicarboxylic acids other than alicyclic dicarboxylic acids include terephthalic acid, isophthalic acid, phthalic acid, 2,6-naphthalenedicarboxylic acid, phenylenedioxydicarboxylic acid, 4,4′-diphenyldicarboxylic acid, and 4,4 ′. Aromatic dicarboxylic acids such as diphenyl ether dicarboxylic acid, 4,4′-diphenyl ketone dicarboxylic acid, 4,4′-diphenoxyethane dicarboxylic acid and 4,4′-diphenylsulfone dicarboxylic acid; succinic acid, glutaric acid, adipic acid And aliphatic dicarboxylic acids such as pimelic acid, suberic acid, azelaic acid, sebacic acid, undecadicarboxylic acid and dodecadicarboxylic acid. Among these, terephthalic acid or 2,6-naphthalenedicarboxylic acid is preferable, and terephthalic acid is particularly preferable. Two or more dicarboxylic acids other than these alicyclic dicarboxylic acids can be used in combination.
脂環式ジオール以外のジオールとしては、後述するポリアルキレンエーテルポリオールのほか、例えば、エチレングリコール、プロピレングリコール、トリメチレングリコール、1,4-ブタンジオール、ペンタメチレングリコール、ヘキサメチレングリコール、オクタメチレングリコール、デカメチレングリコール、ネオペンチルグリコールおよびジエチレングリコール等の脂肪族ジオール;キシリレングリコール、4,4’-ジヒドロキシビフェニル、2,2-ビス(4’-ヒドロキシフェニル)プロパン、2,2-ビス(4’-β-ヒドロキシエトキシフェニル)プロパン、ビス(4-ヒドロキシフェニル)スルホンおよびビス(4-β-ヒドロキシエトキシフェニル)スルホン酸等の芳香族ジオール等が挙げられる。
As diols other than alicyclic diols, in addition to polyalkylene ether polyols described later, for example, ethylene glycol, propylene glycol, trimethylene glycol, 1,4-butanediol, pentamethylene glycol, hexamethylene glycol, octamethylene glycol, Aliphatic diols such as decamethylene glycol, neopentyl glycol and diethylene glycol; xylylene glycol, 4,4′-dihydroxybiphenyl, 2,2-bis (4′-hydroxyphenyl) propane, 2,2-bis (4′- and aromatic diols such as β-hydroxyethoxyphenyl) propane, bis (4-hydroxyphenyl) sulfone and bis (4-β-hydroxyethoxyphenyl) sulfonic acid.
これらの中では、後述するポリアルキレンエーテルポリオールのほか、1,4-ブタンジオールまたはエチレングリコールが好ましく、特に1,4-ブタンジオールが好ましい。これらの脂環式ジオール以外のジオールは、2種以上を併用することもできる。
Among these, 1,4-butanediol or ethylene glycol is preferable in addition to the polyalkylene ether polyol described later, and 1,4-butanediol is particularly preferable. Two or more diols other than these alicyclic diols can be used in combination.
多官能化合物としては、例えば、トリメリット酸、ピロメリット酸およびペンタエリスリトール等のポリオール、トリカルボン酸並びにテトラカルボン酸等が挙げられる。
なお、これらの脂環式化合物以外の原料モノマーも、エステル形成性の誘導体として用いてもよい。 Examples of the polyfunctional compound include polyols such as trimellitic acid, pyromellitic acid, and pentaerythritol, tricarboxylic acid, and tetracarboxylic acid.
In addition, you may use raw material monomers other than these alicyclic compounds as an ester-forming derivative.
なお、これらの脂環式化合物以外の原料モノマーも、エステル形成性の誘導体として用いてもよい。 Examples of the polyfunctional compound include polyols such as trimellitic acid, pyromellitic acid, and pentaerythritol, tricarboxylic acid, and tetracarboxylic acid.
In addition, you may use raw material monomers other than these alicyclic compounds as an ester-forming derivative.
以上の中でも、接着樹脂層(B1)に用いる脂環式ポリエステルとしては、全ジカルボン酸単位中、1,4-シクロヘキサンジカルボン酸由来の単位が、好ましくは50モル%以上、より好ましくは60モル%以上、更に好ましくは70モル%以上であることが好ましい。
Among these, as the alicyclic polyester used for the adhesive resin layer (B1), units derived from 1,4-cyclohexanedicarboxylic acid are preferably 50 mol% or more, more preferably 60 mol%, in all dicarboxylic acid units. As mentioned above, it is more preferable that it is 70 mol% or more.
なお、全ジカルボン酸単位中の1,4-シクロヘキサンジカルボン酸由来の単位の割合の上限は、100モル%である。全ジカルボン酸単位中の1,4-シクロヘキサンジカルボン酸由来の単位の割合が前記範囲内であると、未反応物または低分子量成分の割合が少ないため、衛生性が良好な傾向となる。
The upper limit of the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in all dicarboxylic acid units is 100 mol%. If the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in the total dicarboxylic acid units is within the above range, the proportion of unreacted substances or low molecular weight components is small, so that hygiene tends to be good.
また、脂環式ポリエステルとしては、後述するポリアルキレンエーテルポリオールを除く全ジオール中、1,4-シクロヘキサンジメタノールが、好ましくは50モル%以上、より好ましくは60モル%以上、更に好ましくは70モル%以上であることが好ましい。
In addition, as the alicyclic polyester, 1,4-cyclohexanedimethanol is preferably 50 mol% or more, more preferably 60 mol% or more, and still more preferably 70 mol in all diols excluding the polyalkylene ether polyol described later. % Or more is preferable.
なお、全ジオール単位中の1,4-シクロヘキサンジメタノール由来の単位の割合の上限は、通常100モル%である。ポリアルキレンエーテルポリオールを除く全ジオール単位中の1,4-シクロヘキサンジメタノール由来の単位の割合が前記範囲内であると、未反応物や低分子量成分の割合が少ないため、衛生性が良好な傾向となる。
The upper limit of the proportion of 1,4-cyclohexanedimethanol-derived units in all diol units is usually 100 mol%. When the proportion of units derived from 1,4-cyclohexanedimethanol in all diol units excluding polyalkylene ether polyol is within the above range, the proportion of unreacted substances and low molecular weight components is small, and thus hygiene tends to be good. It becomes.
本発明における接着樹脂層(B1)に用いる脂環式ポリエステルは、ハードセグメントとソフトセグメントとを有し、ソフトセグメントとしてポリアルキレンエーテルポリオールを含む、いわゆるブロック共重合体であってもよい。ここでハードセグメントとしては、上記した脂環式ポリエステルの構造が相当する。
The alicyclic polyester used for the adhesive resin layer (B1) in the present invention may be a so-called block copolymer having a hard segment and a soft segment and containing a polyalkylene ether polyol as the soft segment. Here, the structure of the alicyclic polyester described above corresponds to the hard segment.
脂環式ポリエステルが、ソフトセグメントとしてポリアルキレンエーテルポリオールを含有することにより、結晶化速度が向上し、加熱滅菌後の透明性が良好となる傾向があるため好ましい。なお、ポリアルキレンエーテルポリオールは、前述の通り、「脂環式ジオール以外のジオール」の一態様である。
It is preferable that the alicyclic polyester contains a polyalkylene ether polyol as a soft segment because the crystallization speed is improved and the transparency after heat sterilization tends to be good. The polyalkylene ether polyol is an embodiment of “diol other than alicyclic diol” as described above.
このように、ソフトセグメントとしてポリアルキレンエーテルポリオールを含むことにより、本発明の積層体が、更に柔軟性、耐衝撃性および軟質的な触感等を向上させることができる。
Thus, by including a polyalkylene ether polyol as a soft segment, the laminate of the present invention can further improve flexibility, impact resistance, soft touch, and the like.
ソフトセグメントを構成するポリアルキレンエーテルポリオールは限定されないが、中でも、ポリアルキレンエーテルグリコールが好ましい。
The polyalkylene ether polyol constituting the soft segment is not limited, but among them, polyalkylene ether glycol is preferable.
ポリアルキレンエーテルグリコールとしては、例えば、ポリエチレンエーテルグリコール、ポリプロピレンエーテルグリコール、ポリトリメチレンエーテルグリコール、ポリテトラメチレンエーテルグリコールおよびポリヘキサメチレンエーテルグリコール等が挙げられる。特に好ましいものは、ポリテトラメチレンエーテルグリコールである。また、これらのポリアルキレンエーテルグリコールを併用してもよい。
Examples of the polyalkylene ether glycol include polyethylene ether glycol, polypropylene ether glycol, polytrimethylene ether glycol, polytetramethylene ether glycol, and polyhexamethylene ether glycol. Particularly preferred is polytetramethylene ether glycol. These polyalkylene ether glycols may be used in combination.
本発明における脂環式ポリエステルとして、ハードセグメントとソフトセグメントとを有するブロック共重合体を用いる場合、特に、ハードセグメントとして、1,4-シクロヘキサンジカルボン酸と1,4-シクロヘキサンジメタノールに由来する構造を好ましくは50モル%以上、より好ましくは60モル%以上、さらに好ましくは70モル%以上含有し、ソフトセグメントとしてポリテトラメチレンエーテルグリコールを用いることが好ましい。
When a block copolymer having a hard segment and a soft segment is used as the alicyclic polyester in the present invention, in particular, as the hard segment, a structure derived from 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol Is preferably 50 mol% or more, more preferably 60 mol% or more, still more preferably 70 mol% or more, and polytetramethylene ether glycol is preferably used as the soft segment.
ソフトセグメントの数平均分子量、すなわち、ポリアルキレンエーテルポリオールの数平均分子量は、200~4000であることが好ましく、より好ましくは300~3000、さらに好ましくは500~2500である。
The number average molecular weight of the soft segment, that is, the number average molecular weight of the polyalkylene ether polyol is preferably 200 to 4000, more preferably 300 to 3000, and still more preferably 500 to 2500.
ポリアルキレンエーテルポリオールの数平均分子量を前記下限値以上とすることにより、良好な柔軟性を得ることができる。また、数平均分子量を前記上限値以下とすることにより、脂環式ポリエステル内での相分離を抑制し、積層体の透明性または耐熱性が低下するのを防ぐことができる。
Good flexibility can be obtained by setting the number average molecular weight of the polyalkylene ether polyol to the lower limit value or more. Moreover, by making a number average molecular weight below the said upper limit, the phase-separation within alicyclic polyester can be suppressed and it can prevent that the transparency or heat resistance of a laminated body falls.
なお、ここでいう「数平均分子量」とは、ゲル浸透クロマトグラフィー(GPC)で測定されたものである。GPCのキャリブレーションには、英国POLYMERLABORATORIES社のPOLYTETRAHYDROFURANキャリブレーションキットを使用すればよい。
In addition, the “number average molecular weight” referred to here is measured by gel permeation chromatography (GPC). For calibration of GPC, a POLYTETRAHYDROFURAN calibration kit manufactured by POLYMERLABORATORIES, UK may be used.
また、脂環式ポリエステル中のポリアルキレンエーテルポリオールの含有量は限定されないが、3~40重量%であることが好ましく、より好ましくは6~30重量%である。
The content of the polyalkylene ether polyol in the alicyclic polyester is not limited, but is preferably 3 to 40% by weight, more preferably 6 to 30% by weight.
ソフトセグメントであるポリアルキレンエーテルポリオールの含有量を上記下限値以上とすることにより、柔軟性、接着性および粘着性の向上が良好となる傾向にある。また、ソフトセグメントの含有量を上記上限値以下とすることにより、積層体の透明性および耐熱性が低下するのを抑制することができる。
When the content of the polyalkylene ether polyol that is a soft segment is set to the above lower limit value or more, the flexibility, adhesiveness, and tackiness tend to be improved. Moreover, it can suppress that transparency and heat resistance of a laminated body fall by making content of a soft segment below the said upper limit.
なお、ポリアルキレンエーテルポリオール由来の構成単位の含有量は、製造時の仕込割合から算出するか、又は1H-NMRスペクトル分析法のような機器分析法により定量することができる。
The content of the structural unit derived from the polyalkylene ether polyol can be calculated from the charged ratio at the time of production or quantified by an instrumental analysis method such as 1 H-NMR spectrum analysis.
本発明における接着樹脂層(B1)に用いる脂環式ポリエステルは、JIS K7210(1999年)の試験条件4に従って、230℃、2.16kg荷重(kgf)で測定したメルトフローレート(MFR)が、好ましくは0.1~100(g/10分)、より好ましくは0.5~80(g/10分)、さらに好ましくは1.0~60(g/10分)の範囲のものであることが好ましい。
The alicyclic polyester used for the adhesive resin layer (B1) in the present invention has a melt flow rate (MFR) measured at 230 ° C. and a load of 2.16 kg (kgf) according to test condition 4 of JIS K7210 (1999). Preferably, it is in the range of 0.1 to 100 (g / 10 minutes), more preferably 0.5 to 80 (g / 10 minutes), and still more preferably 1.0 to 60 (g / 10 minutes). Is preferred.
MFRを前記上限値以下とすることにより、積層体の成形性を向上させることができ、更に、積層体の機械的強度を向上させることができる。一方、MFRを前記下限値以上とすることにより流動性が良好となり、積層体の成形性が向上する。
When the MFR is not more than the above upper limit value, the moldability of the laminate can be improved, and further the mechanical strength of the laminate can be improved. On the other hand, by making MFR more than the said lower limit, fluidity | liquidity becomes favorable and the moldability of a laminated body improves.
本発明における接着樹脂層(B1)に用いる脂環式ポリエステルの融点は、加工性と透明性のバランスの点から、130℃以上であり、好ましくは160℃以上、また、200℃以下であり、好ましくは190℃以下である。さらに、融点が上記上限値以下であることにより、前記軟質塩化ビニル樹脂層(A)と共に接着樹脂層(B1)を共押し出しにより、積層体を製造した場合、低温での成形が可能であるために軟質塩化ビニル樹脂由来の塩化水素ガスの発生を防ぎ、成形機の劣化を防止することができる。
The melting point of the alicyclic polyester used for the adhesive resin layer (B1) in the present invention is 130 ° C. or higher, preferably 160 ° C. or higher, and 200 ° C. or lower, in terms of the balance between processability and transparency. Preferably it is 190 degrees C or less. Further, when the laminate is manufactured by co-extrusion of the adhesive resin layer (B1) together with the soft vinyl chloride resin layer (A) because the melting point is not more than the above upper limit value, molding at a low temperature is possible. In addition, generation of hydrogen chloride gas derived from a soft vinyl chloride resin can be prevented, and deterioration of the molding machine can be prevented.
なお、脂環式ポリエステルの融点は、示差走査熱量計(DSC)等を用い、昇温速度100℃/分で常温から250℃まで昇温して3分間保持し、その後-100℃まで冷却速度10℃/分で冷却した後、再び250℃まで昇温速度10℃/分で昇温させた時の融解ピークの温度である。
The melting point of the alicyclic polyester was determined by using a differential scanning calorimeter (DSC) or the like at a rate of temperature increase of 100 ° C./min from room temperature to 250 ° C. and held for 3 minutes, and then cooled to −100 ° C. It is the temperature of the melting peak when the temperature is raised to 250 ° C. at a rate of temperature increase of 10 ° C./min after cooling at 10 ° C./min.
[スチレン系エラストマー]
本発明におけるスチレン系エラストマーは、ビニル芳香族化合物を主体とする重合体ブロックと、柔軟性を付与する重合体ブロックとを有するものであれば限定されないが、具体的には、例えば、ビニル芳香族化合物を主体とする少なくとも2個の重合体ブロックPと、ブタジエン及び/またはイソプレンを主体とする少なくとも1個の重合体ブロックQを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体が挙げられる(以下、重合体ブロックPを「ブロックP」、重合体ブロックQを「ブロックQ」と略記することがある)。 [Styrene elastomer]
The styrenic elastomer in the present invention is not limited as long as it has a polymer block mainly composed of a vinyl aromatic compound and a polymer block imparting flexibility, and specifically, for example, vinyl aromatic A block copolymer having at least two polymer blocks P mainly composed of a compound and at least one polymer block Q mainly composed of butadiene and / or isoprene and / or hydrogenating the block copolymer. (Hereinafter, the polymer block P may be abbreviated as “block P” and the polymer block Q may be abbreviated as “block Q”).
本発明におけるスチレン系エラストマーは、ビニル芳香族化合物を主体とする重合体ブロックと、柔軟性を付与する重合体ブロックとを有するものであれば限定されないが、具体的には、例えば、ビニル芳香族化合物を主体とする少なくとも2個の重合体ブロックPと、ブタジエン及び/またはイソプレンを主体とする少なくとも1個の重合体ブロックQを有するブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体が挙げられる(以下、重合体ブロックPを「ブロックP」、重合体ブロックQを「ブロックQ」と略記することがある)。 [Styrene elastomer]
The styrenic elastomer in the present invention is not limited as long as it has a polymer block mainly composed of a vinyl aromatic compound and a polymer block imparting flexibility, and specifically, for example, vinyl aromatic A block copolymer having at least two polymer blocks P mainly composed of a compound and at least one polymer block Q mainly composed of butadiene and / or isoprene and / or hydrogenating the block copolymer. (Hereinafter, the polymer block P may be abbreviated as “block P” and the polymer block Q may be abbreviated as “block Q”).
ここで、「ビニル芳香族化合物を主体とする重合体」とは、ビニル芳香族化合物を主体とする単量体を重合したものを意味し、「ブタジエン及び/またはイソプレンを主体とする重合体」とは、ブタジエン及び/またはイソプレンを主体とする単量体を重合したものを意味する。また、ここで「主体とする」とは、50モル%以上であることを意味する。
Here, “a polymer mainly composed of a vinyl aromatic compound” means a polymer obtained by polymerizing a monomer mainly composed of a vinyl aromatic compound, and “a polymer mainly composed of butadiene and / or isoprene”. The term “polymerized” means a monomer mainly composed of butadiene and / or isoprene. In addition, “mainly” here means 50 mol% or more.
ブロックPを構成する単量体のビニル芳香族化合物は限定されないが、スチレンまたはα-メチルスチレンなどのスチレン誘導体が好ましい。中でも、スチレンを主体とすることが好ましい。なお、ブロックPには、ビニル芳香族化合物以外の単量体が原料として含まれていてもよい。
The monomeric vinyl aromatic compound constituting the block P is not limited, but a styrene derivative such as styrene or α-methylstyrene is preferable. Of these, styrene is the main component. The block P may contain a monomer other than the vinyl aromatic compound as a raw material.
ブロックQは、より好ましくは、ブタジエン単独、イソプレン単独、ブタジエン及びイソプレンのいずれかである。なお、ブロックQには、ブタジエン及びイソプレン以外の単量体が原料として含まれていてもよい。
The block Q is more preferably butadiene alone, isoprene alone, butadiene or isoprene. The block Q may contain monomers other than butadiene and isoprene as raw materials.
ブロックQは、重合後に有する二重結合を水素添加した水素添加誘導体であってもよい。ブロックQの水素添加率は限定されないが、50~100%が好ましく、80~100%がより好ましい。
Block Q may be a hydrogenated derivative obtained by hydrogenating a double bond having after polymerization. The hydrogenation rate of the block Q is not limited, but is preferably 50 to 100%, more preferably 80 to 100%.
ブロックQを前記範囲で水素添加することにより、本発明の積層体の熱安定性が向上する傾向にある。なお、ブロックPが、原料としてジエン成分を用いた場合についても同様である。水素添加率は、13C-NMRにより測定することができる。
By hydrogenating the block Q within the above range, the thermal stability of the laminate of the present invention tends to be improved. The same applies to the case where the block P uses a diene component as a raw material. The hydrogenation rate can be measured by 13 C-NMR.
スチレン系エラストマーにおけるブロックPの重量割合は限定されないが、5重量%以上であることが好ましく、10重量%以上であることがより好ましく、一方、55重量%以下であることが好ましく、50重量%以下であることがより好ましく、45重量%以下であることがさらに好ましい。ブロックPの重量割合が前記範囲であることにより、本発明の積層体の接着性が良好となる傾向にある。
The weight ratio of the block P in the styrenic elastomer is not limited, but is preferably 5% by weight or more, more preferably 10% by weight or more, on the other hand, 55% by weight or less, preferably 50% by weight. More preferably, it is more preferably 45% by weight or less. When the weight ratio of the block P is in the above range, the adhesiveness of the laminate of the present invention tends to be good.
ブロックQが水素添加誘導体であり、ブタジエンを主体として構成される場合は、ブロックQのミクロ構造中のブタジエンの1,2-付加構造が20重量%以上であることが好ましく、より好ましくは30重量%以上である。また、上限は100重量%である。
When the block Q is a hydrogenated derivative and is mainly composed of butadiene, the 1,2-addition structure of butadiene in the microstructure of the block Q is preferably 20% by weight or more, more preferably 30% by weight. % Or more. The upper limit is 100% by weight.
同様に、ブロックQがイソプレンから構成される場合、ブロックQのミクロ構造中のイソプレンの1,2-付加構造が20重量%以上であることが好ましく、より好ましくは30重量%以上である。また、上限は100重量%である。
Similarly, when the block Q is composed of isoprene, the 1,2-addition structure of isoprene in the microstructure of the block Q is preferably 20% by weight or more, more preferably 30% by weight or more. The upper limit is 100% by weight.
何れの場合も、1,2-付加構造の比率を前記の範囲とすることにより、本発明の積層体の接着性が良好となる傾向にある。
In any case, the adhesiveness of the laminate of the present invention tends to be good by setting the ratio of 1,2-addition structure within the above range.
スチレン系エラストマーとして、前記のブロックP及びブロックQを有する共重合体を用いる場合、その化学構造は直鎖状、分岐状または放射状等の何れであってもよいが、下記式(1)又は(2)で表されるブロック共重合体である場合が好ましく、接着性の観点から、より好ましくは下記式(1)の構造である。
When the copolymer having the block P and the block Q is used as the styrenic elastomer, the chemical structure may be any of linear, branched or radial, but the following formula (1) or ( The block copolymer represented by 2) is preferable, and the structure of the following formula (1) is more preferable from the viewpoint of adhesiveness.
さらに、下記式(1)又は(2)で表されるブロック共重合体は、水素添加誘導体(以下、水添ブロック共重合体と略記する場合がある)が更に好ましい。下記式(1)又は(2)で表される共重合体が水添ブロック共重合体であると、本発明の積層体の接着性が良好となる傾向にある。
Furthermore, the block copolymer represented by the following formula (1) or (2) is more preferably a hydrogenated derivative (hereinafter sometimes abbreviated as a hydrogenated block copolymer). When the copolymer represented by the following formula (1) or (2) is a hydrogenated block copolymer, the adhesiveness of the laminate of the present invention tends to be good.
P-(Q-P)m (1)
(P-Q)n (2)
(式中Pは重合体ブロックPを、Qは重合体ブロックQをそれぞれ表し、mは1~5の整数を表し、nは2~5の整数を表す) P- (QP) m (1)
(PQ) n (2)
(Wherein P represents the polymer block P, Q represents the polymer block Q, m represents an integer of 1 to 5, and n represents an integer of 2 to 5)
(P-Q)n (2)
(式中Pは重合体ブロックPを、Qは重合体ブロックQをそれぞれ表し、mは1~5の整数を表し、nは2~5の整数を表す) P- (QP) m (1)
(PQ) n (2)
(Wherein P represents the polymer block P, Q represents the polymer block Q, m represents an integer of 1 to 5, and n represents an integer of 2 to 5)
式(1)又は(2)においてm及びnは、ゴム的高分子体としての秩序-無秩序転移温度を下げる点では大きい方がよいが、製造のしやすさ及びコストの点では小さい方がよい。本発明においてはm及びnが1~5の整数で与えられるものが好ましく、より好ましくは2~4である。
In formula (1) or (2), m and n are preferably larger in terms of lowering the order-disorder transition temperature as a rubbery polymer, but smaller in terms of ease of production and cost. . In the present invention, m and n are preferably given as integers of 1 to 5, more preferably 2 to 4.
ブロック共重合体または水添ブロック共重合体(以下、まとめて「(水添)ブロック共重合体」と記す)としては、ゴム弾性に優れることから、式(2)で表される(水添)ブロック共重合体よりも式(1)で表される(水添)ブロック共重合体の方が好ましく、mが3以下である式(1)で表される(水添)ブロック共重合体がより好ましく、mが2以下である式(1)で表される(水添)ブロック共重合体が更に好ましい。
The block copolymer or hydrogenated block copolymer (hereinafter collectively referred to as “(hydrogenated) block copolymer”) is represented by the formula (2) because it has excellent rubber elasticity. ) A (hydrogenated) block copolymer represented by formula (1) is preferred to a block copolymer, and (hydrogenated) block copolymer represented by formula (1) wherein m is 3 or less. (Hydrogenated) block copolymer represented by the formula (1) in which m is 2 or less is more preferable.
本発明の第一の態様におけるスチレン系エラストマーの数平均分子量は、190000以下である。スチレン系エラストマーの数平均分子量が前記上限値を超えると、流動性が低下する結果、接着樹脂層(B1)においてスチレン系エラストマーがドメインを形成するため、他の樹脂層との接着性が低下し、特にポリオレフィン層との接着性が悪化する。
The number average molecular weight of the styrene elastomer in the first embodiment of the present invention is 190,000 or less. If the number average molecular weight of the styrene-based elastomer exceeds the upper limit, the fluidity is lowered. As a result, the styrene-based elastomer forms a domain in the adhesive resin layer (B1), so that the adhesiveness to other resin layers is reduced. In particular, the adhesion with the polyolefin layer is deteriorated.
スチレン系エラストマーの数平均分子量は、前記と同様の理由により、好ましくは150000以下、より好ましくは120000以下、更に好ましくは100000以下、特に好ましくは90000以下である。
The number average molecular weight of the styrene-based elastomer is preferably 150,000 or less, more preferably 120,000 or less, still more preferably 100,000 or less, and particularly preferably 90000 or less, for the same reason as described above.
スチレン系エラストマーの数平均分子量の下限は限定されないが、20000以上であることが好ましく、より好ましくは40000以上、さらに好ましくは50000以上である。スチレン系エラストマーの数平均分子量が前記下限値未満であると、材料強度が低くなる傾向にある。
The lower limit of the number average molecular weight of the styrene-based elastomer is not limited, but is preferably 20000 or more, more preferably 40000 or more, and further preferably 50000 or more. When the number average molecular weight of the styrene elastomer is less than the lower limit, the material strength tends to be low.
なお、スチレン系エラストマーの数平均分子量は、ゲル浸透クロマトグラフィー(以下、GPCと略記する場合がある)により、以下の条件で測定したポリスチレン換算の値である。
The number average molecular weight of the styrene elastomer is a value in terms of polystyrene measured by gel permeation chromatography (hereinafter sometimes abbreviated as GPC) under the following conditions.
(測定条件)
機器:日本ミリポア株式会社製「150C ALC /GPC」
カラム:昭和電工株式会社製「AD80M/S」3本
検出器:FOXBORO社製赤外分光光度計「MIRANIA」測定
波長3.42μm
溶媒:o-ジクロロベンゼン
温度:140℃
流速:1cm3/分
注入量:200マイクロリットル
濃度:2mg/cm3
酸化防止剤として2,6-ジ-t-ブチル-p-フェノール0.2重量%添加。 (Measurement condition)
Equipment: “150C ALC / GPC” manufactured by Nihon Millipore Corporation
Column: Showa Denko Co., Ltd. “AD80M / S” 3 detectors: FOXBORO infrared spectrophotometer “MIRANIA” measurement Wavelength: 3.42 μm
Solvent: o-dichlorobenzene Temperature: 140 ° C
Flow rate: 1 cm 3 / min Injection amount: 200 microliters Concentration: 2 mg / cm 3
Add 0.2% by weight of 2,6-di-t-butyl-p-phenol as an antioxidant.
機器:日本ミリポア株式会社製「150C ALC /GPC」
カラム:昭和電工株式会社製「AD80M/S」3本
検出器:FOXBORO社製赤外分光光度計「MIRANIA」測定
波長3.42μm
溶媒:o-ジクロロベンゼン
温度:140℃
流速:1cm3/分
注入量:200マイクロリットル
濃度:2mg/cm3
酸化防止剤として2,6-ジ-t-ブチル-p-フェノール0.2重量%添加。 (Measurement condition)
Equipment: “150C ALC / GPC” manufactured by Nihon Millipore Corporation
Column: Showa Denko Co., Ltd. “AD80M / S” 3 detectors: FOXBORO infrared spectrophotometer “MIRANIA” measurement Wavelength: 3.42 μm
Solvent: o-dichlorobenzene Temperature: 140 ° C
Flow rate: 1 cm 3 / min Injection amount: 200 microliters Concentration: 2 mg / cm 3
Add 0.2% by weight of 2,6-di-t-butyl-p-phenol as an antioxidant.
本発明におけるスチレン系エラストマーの製造方法は、上述の構造と物性が得られればどのような方法でもよく、特に限定されない。具体的には、例えば、リチウム触媒等を用いて不活性溶媒中でブロック重合を行うことによって得ることができる。また、ブロック共重合体の水素添加(水添)は、不活性溶媒中で水添触媒の存在下で行う等の公知の方法を採用することができる。
The production method of the styrene elastomer in the present invention is not particularly limited as long as the above structure and physical properties can be obtained. Specifically, for example, it can be obtained by performing block polymerization in an inert solvent using a lithium catalyst or the like. In addition, a known method such as hydrogenation (hydrogenation) of the block copolymer can be employed, for example, in an inert solvent in the presence of a hydrogenation catalyst.
このような水添ブロック共重合体の市販品としては、例えば、クレイトンジャパン株式会社製「KRATON(登録商標)-G」、株式会社クラレ製「セプトン(登録商標)」および「ハイブラー(登録商標)」、並びに旭化成株式会社製「タフテック(登録商標)」等が挙げられる。
Examples of commercially available hydrogenated block copolymers include “KRATON (registered trademark) -G” manufactured by Kraton Japan Co., Ltd., “Septon (registered trademark)” and “Hibler (registered trademark)” manufactured by Kuraray Co., Ltd. And “Tuftec (registered trademark)” manufactured by Asahi Kasei Corporation.
また、非水添型のブロック共重合体の市販品としては、例えば、クレイトンジャパン株式会社製「KRATON(登録商標)-A」、株式会社クラレ製「ハイブラー(登録商標)」の一部グレードおよび旭化成株式会社製「タフプレン(登録商標)」等が挙げられる。
In addition, examples of commercially available non-hydrogenated block copolymers include “KRATON (registered trademark) -A” manufactured by Kraton Japan Co., Ltd., and some grades of “Hylar (registered trademark)” manufactured by Kuraray Co., Ltd. Asahi Kasei Corporation "Tufprene (registered trademark)" and the like.
本発明では、本発明の効果を奏する範囲内において、接着樹脂層(B1)にゴム用軟化剤が含有されていてもよい。使用可能なゴム用軟化剤は限定されず、接着樹脂層(B1)の柔軟性を調節できるものであればよいが、中でも炭化水素系ゴム用軟化剤が好ましい。
In the present invention, a rubber softener may be contained in the adhesive resin layer (B1) within the range where the effects of the present invention are exhibited. Usable rubber softeners are not limited as long as the flexibility of the adhesive resin layer (B1) can be adjusted, and among them, hydrocarbon rubber softeners are preferable.
炭化水素系ゴム用軟化剤としては、スチレン系エラストマーへの親和性が高いことから、鉱物油系又は合成樹脂系の軟化剤が好ましく、鉱物油系軟化剤がより好ましい。
The hydrocarbon rubber softener is preferably a mineral oil or synthetic resin softener and more preferably a mineral oil softener because of its high affinity for styrene elastomers.
[配合割合]
本発明における脂環式ポリエステルとスチレン系エラストマーとの配合割合(重量比)は限定されないが、95/5~35/65の範囲であることが好ましく、90/10~40/60であるのがより好ましい。 [Combination ratio]
The blending ratio (weight ratio) of the alicyclic polyester and the styrenic elastomer in the present invention is not limited, but is preferably in the range of 95/5 to 35/65, and preferably 90/10 to 40/60. More preferred.
本発明における脂環式ポリエステルとスチレン系エラストマーとの配合割合(重量比)は限定されないが、95/5~35/65の範囲であることが好ましく、90/10~40/60であるのがより好ましい。 [Combination ratio]
The blending ratio (weight ratio) of the alicyclic polyester and the styrenic elastomer in the present invention is not limited, but is preferably in the range of 95/5 to 35/65, and preferably 90/10 to 40/60. More preferred.
スチレン系エラストマーの配合割合を前記下限値以上とすることにより、ポリオレフィン層(C)に対する接着性を向上させることができる。また、スチレン系エラストマーの配合割合を前記上限値以下とすることにより、軟質塩化ビニル樹脂との親和性を向上させることができる。
Adhesiveness to the polyolefin layer (C) can be improved by setting the blending ratio of the styrene elastomer to the lower limit value or more. Moreover, affinity with a soft vinyl chloride resin can be improved by making the mixture ratio of a styrene-type elastomer below the said upper limit.
本発明における接着樹脂層(B1)を構成する脂環式ポリエステル及びスチレン系エラストマーの配合は、予めこれらを均一な樹脂組成物としておいてもよいし、後述する積層体を成形する際に、これらを適宜配合(ドライブレンド)して使用してもよい。
The blending of the alicyclic polyester and the styrene elastomer constituting the adhesive resin layer (B1) in the present invention may be made in advance as a uniform resin composition, or when molding a laminate described later, May be used by appropriately blending (dry blending).
本発明における接着樹脂層(B1)を予め均一な樹脂組成物としておく場合、その方法は限定されないが、例えば、ヘンシェルミキサー、V-ブレンダー、リボンブレンダーまたはタンブラーブレンダー等で混合する方法、および、このような方法で混合して得られた混合物を、さらに一軸押出機、二軸押出機、ニーダーまたはバンバリーミキサー等で溶融混練した後、造粒することによって得ることができる。また、ニーダーまたはロールを用いて混合することもできる。
When the adhesive resin layer (B1) in the present invention is previously formed as a uniform resin composition, the method is not limited. For example, a method of mixing with a Henschel mixer, a V-blender, a ribbon blender or a tumbler blender, The mixture obtained by such a method can be obtained by further kneading with a single screw extruder, twin screw extruder, kneader or Banbury mixer, and then granulating. Moreover, it can also mix using a kneader or a roll.
これらの方法で樹脂組成物を製造する際の製造条件は限定されず、周知の条件で適宜設定することができる。溶融混合時の温度は、各原料成分の少なくとも一つが溶融状態となる温度であればよいが、通常は用いる全成分が溶融する温度が選択され、一般には150~250℃で行う。
The production conditions for producing the resin composition by these methods are not limited, and can be appropriately set under known conditions. The temperature at the time of melt mixing may be any temperature at which at least one of the raw material components is in a molten state, but usually the temperature at which all the components used are melted is selected, and the temperature is generally 150 to 250 ° C.
<接着樹脂層(B2)>
本発明の第2の態様における接着樹脂層(B2)は、少なくとも脂環式ポリエステルを含有する。本発明において、接着樹脂層(B2)として脂環式ポリエステルを含有することにより、塩化ビニル樹脂層(A)、接着樹脂層(B3)と良好な接着性及び/又は親和性を発現することが可能となる。その原因は明らかではないが、脂環式ポリエステルが、軟質塩化ビニル樹脂(A)及び接着樹脂層(B3)を構成する樹脂の何れとも親和性が高いためと考えられる。 <Adhesive resin layer (B2)>
The adhesive resin layer (B2) in the second aspect of the present invention contains at least alicyclic polyester. In the present invention, by containing alicyclic polyester as the adhesive resin layer (B2), the vinyl chloride resin layer (A) and the adhesive resin layer (B3) can exhibit good adhesiveness and / or affinity. It becomes possible. Although the cause is not clear, it is considered that the alicyclic polyester has high affinity with both the soft vinyl chloride resin (A) and the resin constituting the adhesive resin layer (B3).
本発明の第2の態様における接着樹脂層(B2)は、少なくとも脂環式ポリエステルを含有する。本発明において、接着樹脂層(B2)として脂環式ポリエステルを含有することにより、塩化ビニル樹脂層(A)、接着樹脂層(B3)と良好な接着性及び/又は親和性を発現することが可能となる。その原因は明らかではないが、脂環式ポリエステルが、軟質塩化ビニル樹脂(A)及び接着樹脂層(B3)を構成する樹脂の何れとも親和性が高いためと考えられる。 <Adhesive resin layer (B2)>
The adhesive resin layer (B2) in the second aspect of the present invention contains at least alicyclic polyester. In the present invention, by containing alicyclic polyester as the adhesive resin layer (B2), the vinyl chloride resin layer (A) and the adhesive resin layer (B3) can exhibit good adhesiveness and / or affinity. It becomes possible. Although the cause is not clear, it is considered that the alicyclic polyester has high affinity with both the soft vinyl chloride resin (A) and the resin constituting the adhesive resin layer (B3).
接着樹脂層(B2)における脂環式ポリエステルの含有量は限定されないが、50重量%以上であることが好ましく、より好ましくは70重量%以上である。なお、上限は100重量%であることが好ましい。
The content of the alicyclic polyester in the adhesive resin layer (B2) is not limited, but is preferably 50% by weight or more, and more preferably 70% by weight or more. The upper limit is preferably 100% by weight.
[脂環式ポリエステル]
本発明における脂環式ポリエステルは、原料モノマーとして脂環式化合物を有していれば限定されないが、主成分として脂環式化合物を有するポリエステルであることが好ましい。 [Alicyclic polyester]
Although the alicyclic polyester in this invention will not be limited if it has an alicyclic compound as a raw material monomer, It is preferable that it is polyester which has an alicyclic compound as a main component.
本発明における脂環式ポリエステルは、原料モノマーとして脂環式化合物を有していれば限定されないが、主成分として脂環式化合物を有するポリエステルであることが好ましい。 [Alicyclic polyester]
Although the alicyclic polyester in this invention will not be limited if it has an alicyclic compound as a raw material monomer, It is preferable that it is polyester which has an alicyclic compound as a main component.
ここで、「主成分として脂環式化合物を有する」とは、ポリエステルの構成単位として(換言すれば、原料モノマーとして)、脂環式化合物を50重量%以上含有するポリエステルを意味する。また、前記脂環式ポリエステルを構成する脂環式化合物の含率は、好ましくは60重量%以上、より好ましくは70重量%以上、更に好ましくは80重量%以上である。
Here, “having an alicyclic compound as a main component” means a polyester containing 50% by weight or more of an alicyclic compound as a structural unit of the polyester (in other words, as a raw material monomer). The content of the alicyclic compound constituting the alicyclic polyester is preferably 60% by weight or more, more preferably 70% by weight or more, and further preferably 80% by weight or more.
脂環式ポリエステルを構成する脂環式化合物の含率を前記下限値以上とすることにより、接着樹脂層(B2)としての接着性能を向上させることができる。なお、前記脂環式ポリエステルを構成する脂環式化合物の含率の上限は、通常100重量%である。
Adhesive performance as the adhesive resin layer (B2) can be improved by setting the content of the alicyclic compound constituting the alicyclic polyester to the lower limit value or more. In addition, the upper limit of the content rate of the alicyclic compound which comprises the said alicyclic polyester is 100 weight% normally.
ここで、本発明における脂環式ポリエステルが、後述する通り、ソフトセグメントとしてポリアルキレンエーテルポリオールを含む場合は、該脂環式ポリエステルを構成する脂環式化合物の含率の算出に際しては、該ポリアルキレンエーテルポリオールの重量は除外して取り扱うものとする。
Here, as described later, when the alicyclic polyester in the present invention contains a polyalkylene ether polyol as a soft segment, when calculating the content of the alicyclic compound constituting the alicyclic polyester, The weight of the alkylene ether polyol is excluded and handled.
本発明における脂環式ポリエステルを構成する脂環式化合物は、原料モノマーとして前記本発明の第一の態様に係る積層体における接着樹脂層(B1)において説明したものと同様のものを使用することができる。
The alicyclic compound constituting the alicyclic polyester in the present invention is the same as that described in the adhesive resin layer (B1) in the laminate according to the first aspect of the present invention as a raw material monomer. Can do.
脂環式ポリエステルを構成する脂環式化合物が6員環である場合、該6員環化合物はトランス体であってもシス体であってもよく、これらの混合物であってもよいが、脂環式ジカルボン酸、脂環式ジオールの何れについても、トランス体とシス体の合計量に対し、トランス体含有率が50モル%以上であるのが好ましく、60モル%以上であるのがより好ましく、70モル%以上であるのが更に好ましい。
When the alicyclic compound constituting the alicyclic polyester is a 6-membered ring, the 6-membered ring compound may be a trans isomer or a cis isomer, or a mixture thereof. For both the cyclic dicarboxylic acid and the alicyclic diol, the trans isomer content is preferably 50 mol% or more, more preferably 60 mol% or more, based on the total amount of the trans isomer and the cis isomer. 70 mol% or more is more preferable.
トランス体の比率が前記下限値以上であると、脂環式ポリエステルの耐熱性及び成形性が向上する傾向にある。また、トランス体含有率の上限は、通常100モル%であり、85モル%以下であることがより好ましい。トランス体の比率が前記上限値以下であると、共押出の際の成形性が向上する傾向にある。
When the ratio of the trans form is not less than the lower limit, the heat resistance and moldability of the alicyclic polyester tend to be improved. Moreover, the upper limit of the trans isomer content is usually 100 mol%, and more preferably 85 mol% or less. When the ratio of the transformer body is not more than the above upper limit value, the moldability during coextrusion tends to be improved.
本発明に用いる脂環式ポリエステルには、原料モノマーとして脂環式化合物以外の化合物を併用することができる。ここで用いることのできる脂環式化合物以外の化合物は前記接着樹脂層(B1)の説明において挙げたものと同様である。接着樹脂層(B2)に用いる脂環式ポリエステルは、全ジカルボン酸単位中、1,4-シクロヘキサンジカルボン酸由来の単位が、好ましくは50モル%以上、より好ましくは60モル%以上、更に好ましくは70モル%以上である。なお、全ジカルボン酸単位中の1,4-シクロヘキサンジカルボン酸由来の単位の割合の上限は、通常100モル%である。
In the alicyclic polyester used in the present invention, a compound other than the alicyclic compound can be used in combination as a raw material monomer. The compounds other than the alicyclic compounds that can be used here are the same as those mentioned in the description of the adhesive resin layer (B1). In the alicyclic polyester used for the adhesive resin layer (B2), the unit derived from 1,4-cyclohexanedicarboxylic acid is preferably 50 mol% or more, more preferably 60 mol% or more, and still more preferably, among all dicarboxylic acid units. It is 70 mol% or more. The upper limit of the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in all dicarboxylic acid units is usually 100 mol%.
全ジカルボン酸単位中の1,4-シクロヘキサンジカルボン酸由来の単位の割合が前記範囲内であると、未反応物や低分子量成分の割合が少ないため、衛生性が良好な傾向となる。
If the proportion of units derived from 1,4-cyclohexanedicarboxylic acid in the total dicarboxylic acid units is within the above range, the proportion of unreacted substances and low molecular weight components is small, and thus hygiene tends to be good.
また、脂環式ポリエステルとしては、後述するポリアルキレンエーテルポリオールを除く全ジオール中、1,4-シクロヘキサンジメタノールが、好ましくは50モル%以上、より好ましくは60モル%以上、更に好ましくは70モル%以上であることが好ましい。なお、全ジオール単位中の1,4-シクロヘキサンジメタノール由来の単位の割合の上限は、通常100モル%である。
In addition, as the alicyclic polyester, 1,4-cyclohexanedimethanol is preferably 50 mol% or more, more preferably 60 mol% or more, and still more preferably 70 mol in all diols excluding the polyalkylene ether polyol described later. % Or more is preferable. The upper limit of the proportion of 1,4-cyclohexanedimethanol-derived units in all diol units is usually 100 mol%.
ポリアルキレンエーテルポリオールを除く全ジオール単位中の1,4-シクロヘキサンジメタノール由来の単位の割合が前記範囲内であると、未反応物または低分子量成分の割合が少ないため、衛生性が良好となる傾向にある。
When the proportion of units derived from 1,4-cyclohexanedimethanol in all diol units excluding polyalkylene ether polyol is within the above range, the proportion of unreacted substances or low molecular weight components is small, so that hygiene is good. There is a tendency.
本発明における接着樹脂層(B2)に用いる脂環式ポリエステルは、ハードセグメントとソフトセグメントとを有し、ソフトセグメントとしてポリアルキレンエーテルポリオールを含む、いわゆるブロック共重合体であってもよい。
The alicyclic polyester used for the adhesive resin layer (B2) in the present invention may be a so-called block copolymer having a hard segment and a soft segment and containing a polyalkylene ether polyol as the soft segment.
ここでハードセグメントとしては、上記した脂環式ポリエステルの構造が相当する。脂環式ポリエステルが、ソフトセグメントとしてポリアルキレンエーテルポリオールを含有することにより、結晶化速度が向上し、加熱滅菌後の透明性が良好となる傾向があるため好ましい。なお、ポリアルキレンエーテルポリオールは、前述の通り、「脂環式ジオール以外のジオール」の一態様である。
Here, the structure of the alicyclic polyester described above corresponds to the hard segment. When the alicyclic polyester contains a polyalkylene ether polyol as a soft segment, the crystallization speed is improved and the transparency after heat sterilization tends to be good, which is preferable. The polyalkylene ether polyol is an embodiment of “diol other than alicyclic diol” as described above.
このように、ソフトセグメントとしてポリアルキレンエーテルポリオールを含むことにより、本発明の積層体が、更に柔軟性、耐衝撃性および軟質的な触感等を向上させることができる。
Thus, by including a polyalkylene ether polyol as a soft segment, the laminate of the present invention can further improve flexibility, impact resistance, soft touch, and the like.
ソフトセグメントを構成するポリアルキレンエーテルポリオールは限定されないが、前記接着樹脂層(B1)の説明において挙げたものと同様のものを用いることができる。
The polyalkylene ether polyol constituting the soft segment is not limited, but the same as those mentioned in the description of the adhesive resin layer (B1) can be used.
本発明における脂環式ポリエステルとして、ハードセグメントとソフトセグメントとを有するブロック共重合体を用いる場合、特に、ハードセグメントとして、1,4-シクロヘキサンジカルボン酸と1,4-シクロヘキサンジメタノールに由来する構造を好ましくは50モル%以上、より好ましくは60モル%以上、さらに好ましくは70モル%以上含有し、ソフトセグメントとしてポリテトラメチレンエーテルグリコールを用いることが好ましい。
When a block copolymer having a hard segment and a soft segment is used as the alicyclic polyester in the present invention, in particular, as the hard segment, a structure derived from 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol Is preferably 50 mol% or more, more preferably 60 mol% or more, still more preferably 70 mol% or more, and polytetramethylene ether glycol is preferably used as the soft segment.
ソフトセグメントの数平均分子量、すなわち、ポリアルキレンエーテルポリオールの数平均分子量は、200~4000であることが好ましく、より好ましくは300~3000、さらに好ましくは500~2500である。
The number average molecular weight of the soft segment, that is, the number average molecular weight of the polyalkylene ether polyol is preferably 200 to 4000, more preferably 300 to 3000, and still more preferably 500 to 2500.
ポリアルキレンエーテルポリオールの数平均分子量を前記下限値以上とすることにより、十分な柔軟性が得られる。また、数平均分子量を前記上限値以下とすることにより、脂環式ポリエステル内での相分離を抑制し、積層体の透明性または耐熱性が低下するのを防ぐことができる。
Sufficient flexibility can be obtained by setting the number average molecular weight of the polyalkylene ether polyol to the lower limit value or more. Moreover, by making a number average molecular weight below the said upper limit, the phase-separation within alicyclic polyester can be suppressed and it can prevent that the transparency or heat resistance of a laminated body falls.
なお、ここでいう「数平均分子量」とは、ゲル浸透クロマトグラフィー(GPC)で測定されたものである。GPCのキャリブレーションには、英国POLYMERLABORATORIES社のPOLYTETRAHYDROFURANキャリブレーションキットを使用すればよい。
In addition, the “number average molecular weight” referred to here is measured by gel permeation chromatography (GPC). For calibration of GPC, a POLYTETRAHYDROFURAN calibration kit manufactured by POLYMERLABORATORIES, UK may be used.
また、脂環式ポリエステル中のポリアルキレンエーテルポリオールの含有量は限定されないが、3~40重量%であることが好ましく、より好ましくは6~30重量%である。
The content of the polyalkylene ether polyol in the alicyclic polyester is not limited, but is preferably 3 to 40% by weight, more preferably 6 to 30% by weight.
ソフトセグメントであるポリアルキレンエーテルポリオールの含有量を上記下限値以上とすることにより、柔軟性、接着性および粘着性が向上する傾向にある。また、ソフトセグメントの含有量を上記上限値以下とすることにより、積層体の透明性および耐熱性が低下するのを抑制することができる。
When the content of the polyalkylene ether polyol, which is a soft segment, is set to the above lower limit or more, flexibility, adhesiveness, and tackiness tend to be improved. Moreover, it can suppress that transparency and heat resistance of a laminated body fall by making content of a soft segment below the said upper limit.
なお、ポリアルキレンエーテルポリオール由来の構成単位の含有量は、製造時の仕込割合から算出するか、又は1H-NMRスペクトル分析法のような機器分析法により定量することができる。
The content of the structural unit derived from the polyalkylene ether polyol can be calculated from the charged ratio at the time of production or quantified by an instrumental analysis method such as 1 H-NMR spectrum analysis.
本発明における接着樹脂層(B2)に用いる脂環式ポリエステルの融点は限定されないが、加工性と透明性のバランスの点から、130℃以上であることが好ましく、より好ましくは160℃以上であり、210℃以下であることが好ましく、より好ましくは200℃以下である。さらに、融点が上記上限値以下であることにより、前記軟質塩化ビニル樹脂層(A)と共に接着樹脂層(B1)を共押し出しにより、積層体を製造した場合、低温での成形が可能であるために軟質塩化ビニル樹脂由来の塩化水素ガスの発生を防ぎ、成形機の劣化を防止することができる。
Although the melting point of the alicyclic polyester used for the adhesive resin layer (B2) in the present invention is not limited, it is preferably 130 ° C. or higher, more preferably 160 ° C. or higher from the viewpoint of the balance between processability and transparency. 210 ° C. or less, more preferably 200 ° C. or less. Further, when the laminate is manufactured by co-extrusion of the adhesive resin layer (B1) together with the soft vinyl chloride resin layer (A) because the melting point is not more than the above upper limit value, molding at a low temperature is possible. In addition, generation of hydrogen chloride gas derived from a soft vinyl chloride resin can be prevented, and deterioration of the molding machine can be prevented.
なお、脂環式ポリエステルの融点は、示差走査熱量計(DSC)等を用い、昇温速度100℃/分で常温から250℃まで昇温して3分間保持し、その後-100℃まで冷却速度10℃/分で冷却した後、再び250℃まで昇温速度10℃/分で昇温させた時の融解ピークの温度である。
The melting point of the alicyclic polyester was determined by using a differential scanning calorimeter (DSC) or the like at a rate of temperature increase of 100 ° C./min from room temperature to 250 ° C. and held for 3 minutes, and then cooled to −100 ° C. It is the temperature of the melting peak when the temperature is raised to 250 ° C. at a rate of temperature increase of 10 ° C./min after cooling at 10 ° C./min.
本発明における接着樹脂層(B2)は、JIS K7210(1999年)の試験条件4に従って、230℃、2.16kg荷重(kgf)で測定したメルトフローレート(MFR)が、好ましくは0.1~100(g/10分)、より好ましくは0.5~80(g/10分)、さらに好ましくは、1.0~60(g/10分)の範囲のものであることが好ましい。
The adhesive resin layer (B2) in the present invention has a melt flow rate (MFR) measured at 230 ° C. and a load of 2.16 kg (kgf) in accordance with JIS K7210 (1999), preferably 0.1 to It is preferably 100 (g / 10 minutes), more preferably 0.5 to 80 (g / 10 minutes), and still more preferably 1.0 to 60 (g / 10 minutes).
MFRを前記上限値以下とすることにより、積層体の成形性を向上させることができ、更に、積層体の機械的強度を向上させることができる。MFRを前記下限値以上とすることにより流動性が良好となり、積層体の成形性が向上する。
When the MFR is not more than the above upper limit value, the moldability of the laminate can be improved, and further the mechanical strength of the laminate can be improved. By making MFR more than the said lower limit, fluidity | liquidity becomes favorable and the moldability of a laminated body improves.
<接着樹脂層(B3)>
本発明における接着樹脂層(B3)は、少なくともスチレン系エラストマー及び変性ポリオレフィン樹脂を含有する。スチレン系エラストマーと変性ポリオレフィン樹脂とは親和性が良好であるため、これらを必須成分として含有する接着樹脂層(B3)は、相構造が安定した状態で存在することができる。 <Adhesive resin layer (B3)>
The adhesive resin layer (B3) in the present invention contains at least a styrene elastomer and a modified polyolefin resin. Since the styrenic elastomer and the modified polyolefin resin have good affinity, the adhesive resin layer (B3) containing these as essential components can exist in a state where the phase structure is stable.
本発明における接着樹脂層(B3)は、少なくともスチレン系エラストマー及び変性ポリオレフィン樹脂を含有する。スチレン系エラストマーと変性ポリオレフィン樹脂とは親和性が良好であるため、これらを必須成分として含有する接着樹脂層(B3)は、相構造が安定した状態で存在することができる。 <Adhesive resin layer (B3)>
The adhesive resin layer (B3) in the present invention contains at least a styrene elastomer and a modified polyolefin resin. Since the styrenic elastomer and the modified polyolefin resin have good affinity, the adhesive resin layer (B3) containing these as essential components can exist in a state where the phase structure is stable.
本発明において、接着樹脂層(B3)としてスチレン系エラストマー、変性ポリオレフィン樹脂の双方を含有することにより、接着樹脂層(B2)、ポリオレフィン層(C)と良好な接着性及び/又は親和性を発現することが可能となる。
In the present invention, the adhesive resin layer (B3) contains both a styrene elastomer and a modified polyolefin resin, thereby exhibiting good adhesiveness and / or affinity with the adhesive resin layer (B2) and the polyolefin layer (C). It becomes possible to do.
その原因は明らかではないが、接着樹脂層(B3)中のスチレン系エラストマーが粘着性を発現し、一方、変性ポリオレフィン樹脂が接着樹脂層(B2)を構成する脂環式ポリエステルと化学反応するため、接着樹脂層(B2)との良好な接着性を発現するものと考えられる。また、接着樹脂層(B3)中の変性ポリオレフィンがポリオレフィン層(C)と親和性が高いため、良好な接着性を発現するものと考えられる。
Although the cause is not clear, the styrene elastomer in the adhesive resin layer (B3) exhibits tackiness, while the modified polyolefin resin chemically reacts with the alicyclic polyester constituting the adhesive resin layer (B2). It is considered that good adhesiveness with the adhesive resin layer (B2) is expressed. Moreover, since the modified polyolefin in the adhesive resin layer (B3) has high affinity with the polyolefin layer (C), it is considered that good adhesiveness is expressed.
接着樹脂層(B3)におけるスチレン系エラストマー及び変性ポリオレフィン樹脂の合計含有量は限定されないが、20重量%以上であることが好ましく、より好ましくは30重量%以上、さらに好ましくは40重量%以上であり、上限は100重量%である。
The total content of the styrene-based elastomer and the modified polyolefin resin in the adhesive resin layer (B3) is not limited, but is preferably 20% by weight or more, more preferably 30% by weight or more, and further preferably 40% by weight or more. The upper limit is 100% by weight.
[スチレン系エラストマー]
本発明におけるスチレン系エラストマーは、ビニル芳香族化合物を主体とする重合体ブロックと、柔軟性を付与する重合体ブロックとを有するものであれば限定されず、以下に説明する数平均分子量を除き、前記接着樹脂層(B1)の説明において挙げたものと同様のものを用いることができる。 [Styrene elastomer]
The styrenic elastomer in the present invention is not limited as long as it has a polymer block mainly composed of a vinyl aromatic compound and a polymer block imparting flexibility, except for the number average molecular weight described below, The thing similar to what was mentioned in description of the said adhesive resin layer (B1) can be used.
本発明におけるスチレン系エラストマーは、ビニル芳香族化合物を主体とする重合体ブロックと、柔軟性を付与する重合体ブロックとを有するものであれば限定されず、以下に説明する数平均分子量を除き、前記接着樹脂層(B1)の説明において挙げたものと同様のものを用いることができる。 [Styrene elastomer]
The styrenic elastomer in the present invention is not limited as long as it has a polymer block mainly composed of a vinyl aromatic compound and a polymer block imparting flexibility, except for the number average molecular weight described below, The thing similar to what was mentioned in description of the said adhesive resin layer (B1) can be used.
本発明におけるスチレン系エラストマーの数平均分子量は限定されないが、ゲル浸透クロマトグラフィー(以下、GPCと略記する場合がある)により測定したポリスチレン換算の値として、20000以上であることが好ましく、より好ましくは40000以上、さらに好ましくは50000以上であり、300000以下であることが好ましく、より好ましくは200000以下、さらに好ましくは150000以下、特に好ましくは100000以下であることが好ましい。
Although the number average molecular weight of the styrene-based elastomer in the present invention is not limited, it is preferably 20000 or more, more preferably as a value in terms of polystyrene measured by gel permeation chromatography (hereinafter sometimes abbreviated as GPC). 40,000 or more, more preferably 50,000 or more, preferably 300,000 or less, more preferably 200,000 or less, still more preferably 150,000 or less, particularly preferably 100,000 or less.
スチレン系エラストマーの数平均分子量が前記範囲内であれば、接着樹脂層(B2)及びポリオレフィン層(C)と接着性及び/又は親和性が良好となる傾向にある。
When the number average molecular weight of the styrene-based elastomer is within the above range, the adhesiveness and / or affinity with the adhesive resin layer (B2) and the polyolefin layer (C) tend to be good.
本発明におけるスチレン系エラストマーの製造方法は、上述の構造と物性が得られればどのような方法でもよく、特に限定されない。具体的には、例えば、リチウム触媒等を用いて不活性溶媒中でブロック重合を行うことによって得ることができる。また、ブロック共重合体の水素添加(水添)は、不活性溶媒中で水添触媒の存在下で行う等の公知の方法を採用することができる。
The production method of the styrene elastomer in the present invention is not particularly limited as long as the above structure and physical properties can be obtained. Specifically, for example, it can be obtained by performing block polymerization in an inert solvent using a lithium catalyst or the like. In addition, a known method such as hydrogenation (hydrogenation) of the block copolymer can be employed, for example, in an inert solvent in the presence of a hydrogenation catalyst.
このような水添ブロック共重合体の市販品としては、例えば、クレイトンジャパン株式会社製「KRATON(登録商標)-G」、株式会社クラレ製「セプトン(登録商標)」および「ハイブラー(登録商標)」、並びに旭化成株式会社製「タフテック(登録商標)」等が挙げられる。
Examples of commercially available hydrogenated block copolymers include “KRATON (registered trademark) -G” manufactured by Kraton Japan Co., Ltd., “Septon (registered trademark)” and “Hibler (registered trademark)” manufactured by Kuraray Co., Ltd. And “Tuftec (registered trademark)” manufactured by Asahi Kasei Corporation.
また、非水添型のブロック共重合体の市販品としては、例えば、クレイトンジャパン株式会社製「KRATON(登録商標)-A」、株式会社クラレ製「ハイブラー(登録商標)」の一部グレード、および旭化成株式会社製「タフプレン(登録商標)」等が挙げられる。
Examples of commercially available non-hydrogenated block copolymers include “KRATON (registered trademark) -A” manufactured by Kraton Japan Co., Ltd. Asahi Kasei Co., Ltd. “Tufprene (registered trademark)” and the like.
本発明では、本発明の効果を奏する範囲内において、接着樹脂層(B3)にゴム用軟化剤が含有されていてもよい。使用可能なゴム用軟化剤は限定されず、接着樹脂層(B3)の柔軟性を調節できるものであればよいが、中でも炭化水素系ゴム用軟化剤が好ましい。
In the present invention, a rubber softener may be contained in the adhesive resin layer (B3) within the range where the effects of the present invention are exhibited. Usable rubber softeners are not limited as long as the flexibility of the adhesive resin layer (B3) can be adjusted, and among them, hydrocarbon rubber softeners are preferable.
炭化水素系ゴム用軟化剤としては、スチレン系エラストマーへの親和性が高いことから、鉱物油系又は合成樹脂系の軟化剤が好ましく、鉱物油系軟化剤がより好ましい。
The hydrocarbon rubber softener is preferably a mineral oil or synthetic resin softener and more preferably a mineral oil softener because of its high affinity for styrene elastomers.
[変性ポリオレフィン樹脂]
本発明における変性ポリオレフィン樹脂は、ポリオレフィン樹脂と不飽和化合物とを反応させることによって得られる。 [Modified polyolefin resin]
The modified polyolefin resin in the present invention is obtained by reacting a polyolefin resin and an unsaturated compound.
本発明における変性ポリオレフィン樹脂は、ポリオレフィン樹脂と不飽和化合物とを反応させることによって得られる。 [Modified polyolefin resin]
The modified polyolefin resin in the present invention is obtained by reacting a polyolefin resin and an unsaturated compound.
変性ポリオレフィン樹脂の製造に用いられるポリオレフィン樹脂は、公知のポリオレフィン樹脂から選択され、具体的には、後述するポリオレフィン層(C)の原料として例示した樹脂を、同様に用いることができる。
The polyolefin resin used for the production of the modified polyolefin resin is selected from known polyolefin resins, and specifically, the resins exemplified as the raw material of the polyolefin layer (C) described later can be used similarly.
これらの中でも、ポリオレフィン系樹脂としてはプロピレン系樹脂であることが好ましい。ここでプロピレン系樹脂とはプロピレンを主体とするモノマーから得られる重合体を意味し、具体的にはプロピレン単独重合体、プロピレン・エチレン共重合体、プロピレン・1-ブテン共重合体またはプロピレン・エチレン・1-ブテン共重合体等が好ましい。それらの中でもプロピレン単独重合体が特に好ましい。
Among these, the polyolefin resin is preferably a propylene resin. Here, the propylene-based resin means a polymer obtained from a monomer mainly composed of propylene, specifically, a propylene homopolymer, a propylene / ethylene copolymer, a propylene / 1-butene copolymer or a propylene / ethylene. -1-butene copolymer is preferred. Among them, a propylene homopolymer is particularly preferable.
なお、ポリオレフィン系樹脂は、上述の各種ポリオレフィン系樹脂の何れか1種を単独で用いても、複数種の混合物であってもよい。
The polyolefin resin may be any one of the above-mentioned various polyolefin resins, or may be a mixture of plural kinds.
ポリオレフィン系樹脂のメルトフローレート(MFR)は限定されないが、成形性の点から0.01~80g/10分であることが好ましく、より好ましくは0.1~40g/10分である。
The melt flow rate (MFR) of the polyolefin resin is not limited, but is preferably 0.01 to 80 g / 10 minutes, more preferably 0.1 to 40 g / 10 minutes from the viewpoint of moldability.
ここで、MFRは、ポリオレフィン系樹脂がエチレンまたは炭素数3以上のα-オレフィンを主成分(モル換算)とする場合は190℃、荷重2.16kgでの値を意味し、ポリオレフィン系樹脂がプロピレンを主成分(モル換算)とする場合は230℃、荷重2.16kgでの値を意味する。
Here, MFR means a value at 190 ° C. and a load of 2.16 kg when the polyolefin resin is ethylene or an α-olefin having 3 or more carbon atoms (molar conversion), and the polyolefin resin is propylene. Is the value at 230 ° C. and a load of 2.16 kg.
本発明に用いる不飽和化合物は、ポリオレフィン樹脂と反応することができる不飽和化合物であれば限定されない。ここで「反応することができる」とは、不飽和化合物を構成する不飽和基によってポリオレフィン樹脂と反応する場合のみならず、該不飽和基を介さずにポリオレフィン樹脂と反応する場合をも包含する。
The unsaturated compound used in the present invention is not limited as long as it is an unsaturated compound that can react with the polyolefin resin. Here, “can react” includes not only the case of reacting with the polyolefin resin by the unsaturated group constituting the unsaturated compound, but also the case of reacting with the polyolefin resin without passing through the unsaturated group. .
具体的な反応性化合物としては、例えば、不飽和カルボン酸又はその誘導体、およびエチレン性不飽和シラン化合物等が挙げられるが、これらに限定されるものではない。中でも不飽和カルボン酸又はその誘導体が好ましい。
Specific examples of reactive compounds include, but are not limited to, unsaturated carboxylic acids or derivatives thereof, and ethylenically unsaturated silane compounds. Of these, unsaturated carboxylic acids or derivatives thereof are preferred.
不飽和カルボン酸又はその誘導体としては、例えば、アクリル酸、マレイン酸、フマール酸、テトラヒドロフタル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸、ナジック酸TM(エンドシス-ビシクロ〔2,2,1〕ヘプト-5-エン-2,3-ジカルボン酸)等の不飽和カルボン酸、並びにそれらの酸ハロゲン化物、アミド、イミド、無水物およびエステルなどの誘導体が挙げられる。誘導体としては、酸無水物が好ましい。
Examples of the unsaturated carboxylic acid or derivative thereof include acrylic acid, maleic acid, fumaric acid, tetrahydrophthalic acid, itaconic acid, citraconic acid, crotonic acid, isocrotonic acid, nadic acid TM (endocis-bicyclo [2,2,1 And unsaturated carboxylic acids such as hept-5-ene-2,3-dicarboxylic acid) and derivatives thereof such as acid halides, amides, imides, anhydrides and esters thereof. As the derivative, an acid anhydride is preferable.
不飽和カルボン酸又はその誘導体としては、具体的には、例えば、塩化マレニル、マレイミド、無水マレイン酸、無水シトラコン酸、マレイン酸モノメチル、マレイン酸ジメチルおよびグリシジルマレエ-トなどが挙げられる。これらの中では、特にマレイン酸又はその無水物が好適である。
Specific examples of the unsaturated carboxylic acid or derivative thereof include maleenyl chloride, maleimide, maleic anhydride, citraconic anhydride, monomethyl maleate, dimethyl maleate, and glycidyl maleate. Of these, maleic acid or its anhydride is particularly preferred.
本発明において、ポリオレフィン樹脂と不飽和化合物との反応は如何なる方法を用いてもよく、熱のみの反応でも得ることができるが、反応の際にラジカルを発生させる有機過酸化物等を反応助剤として添加してもよい。また、反応させる手法としては、例えば、溶媒中で反応させる溶液変性法または溶媒を使用しない溶融変性法等が挙げられるが、その他の方法を用いてもよい。
In the present invention, any method may be used for the reaction between the polyolefin resin and the unsaturated compound, and the reaction can be obtained by reaction only with heat, but an organic peroxide or the like that generates radicals during the reaction is used as a reaction aid. It may be added as Examples of the reaction method include a solution modification method in which a reaction is performed in a solvent or a melt modification method that does not use a solvent, but other methods may be used.
溶融変性法としては、例えば、ポリオレフィン樹脂と不飽和化合物、及び必要により有機過酸化物を予め混合した上で混練機中で溶融混練させ反応させる方法、および混練機中で溶融したポリオレフィン樹脂に、溶剤等に溶解した有機過酸化物と不飽和化合物との混合物を装入口から添加して反応させる方法等が挙げられる。
Examples of the melt modification method include, for example, a method in which a polyolefin resin and an unsaturated compound, and if necessary, an organic peroxide are mixed in advance and then reacted by melting and kneading in a kneader, and a polyolefin resin melted in the kneader, Examples thereof include a method in which a mixture of an organic peroxide and an unsaturated compound dissolved in a solvent or the like is added from the inlet and reacted.
混練機としては、特に限定されるものではなく、例えば、一軸又は二軸押出機、ロール、バンバリーミキサー、ニーダーおよびブラベンダーミキサー等が使用できる。
The kneader is not particularly limited, and for example, a single or twin screw extruder, a roll, a Banbury mixer, a kneader, and a Brabender mixer can be used.
溶液変性法としては、例えば、ポリオレフィン樹脂を有機溶剤等に溶解して、これに有機過酸化物と不飽和化合物を添加してグラフト共重合させる方法が挙げられる。有機溶剤としては、特に限定されるものではなく、例えば、アルキル基置換芳香族炭化水素およびハロゲン化炭化水素が挙げられる。
Examples of the solution modification method include a method in which a polyolefin resin is dissolved in an organic solvent or the like, an organic peroxide and an unsaturated compound are added thereto, and graft copolymerization is performed. The organic solvent is not particularly limited, and examples thereof include alkyl group-substituted aromatic hydrocarbons and halogenated hydrocarbons.
ポリオレフィン樹脂と不飽和化合物との配合割合は限定されないが、ポリオレフィン樹脂100重量部に対し、不飽和化合物を好ましくは0.01~30重量部、より好ましくは0.05~5重量部、更に好ましくは0.1~1重量部の割合で配合することが好ましい。
The blending ratio of the polyolefin resin and the unsaturated compound is not limited, but the unsaturated compound is preferably 0.01 to 30 parts by weight, more preferably 0.05 to 5 parts by weight, and still more preferably 100 parts by weight of the polyolefin resin. Is preferably blended at a ratio of 0.1 to 1 part by weight.
ラジカルを発生させる反応助剤は限定されないが、具体的には、例えば、ベンゾイルペルオキシド、ジクミルペルオキシド、ジ-tert-ブチルペルオキシド、2,5-ジメチル-2,5-ジ(ペルオキシベンゾエ-ト)ヘキシン-3、ラウロイルペルオキシド、2,5-ジメチル-2,5-ジ(tert-ブチルペルオキシ)ヘキシン-3、2,5-ジメチル-2,5-ジ(tert-ブチルペルオキシ)ヘキサン、tert-ブチルペルベンゾエ-ト、tert-ブチルペルイソブチレ-ト、tert-ブチルペルピバレ-ト、及びクミルペルピバレ-ト等の有機ペルオキシドまたは有機ペルエステル、並びに、アゾビスイソブチロニトリルおよびジメチルアゾイソブチレ-ト等のアゾ化合物等が挙げられる。
The reaction aid for generating radicals is not limited, and specific examples include benzoyl peroxide, dicumyl peroxide, di-tert-butyl peroxide, 2,5-dimethyl-2,5-di (peroxybenzoate). ) Hexin-3, lauroyl peroxide, 2,5-dimethyl-2,5-di (tert-butylperoxy) hexyne-3, 2,5-dimethyl-2,5-di (tert-butylperoxy) hexane, tert- Organic peroxides or organic peresters such as butyl perbenzoate, tert-butyl perisobutylate, tert-butyl perpivalate, and cumyl perpivalate, and azobisisobutyronitrile and dimethylazoisobutylene And azo compounds such as
これらの反応助剤は、ポリオレフィン樹脂の種類、不飽和化合物の種類および反応条件に応じて適宜選択することができ、2種以上を併用してもよい。反応助剤の配合量は、ポリオレフィン樹脂100重量部に対し、0.001~3重量部であることが好ましく、より好ましくは0.005~0.5重量部、さらに好ましくは0.01~0.2重量部、特に好ましくは0.01~0.1重量部である。
These reaction aids can be appropriately selected according to the type of polyolefin resin, the type of unsaturated compound, and the reaction conditions, and two or more types may be used in combination. The compounding amount of the reaction aid is preferably 0.001 to 3 parts by weight, more preferably 0.005 to 0.5 parts by weight, and still more preferably 0.01 to 0 parts by weight based on 100 parts by weight of the polyolefin resin. .2 parts by weight, particularly preferably 0.01 to 0.1 parts by weight.
[ポリオレフィン樹脂]
本発明における接着樹脂層(B3)には、上記のスチレン系エラストマー及び変性ポリオレフィン樹脂の他に、無変性のポリオレフィン樹脂を含有することも好ましい。ここで、接着樹脂層(B3)に含有する無変性のポリオレフィン樹脂としては、後述するポリオレフィン層(C)の原料として例示した樹脂を、同様に用いることができる。接着樹脂層(B3)中に無変性のポリオレフィン樹脂を併用することにより、溶融流動性のコントロールがしやすくなり、成形性が向上する傾向にある。 [Polyolefin resin]
The adhesive resin layer (B3) in the present invention preferably contains an unmodified polyolefin resin in addition to the styrene elastomer and the modified polyolefin resin. Here, as the unmodified polyolefin resin contained in the adhesive resin layer (B3), the resins exemplified as raw materials for the polyolefin layer (C) described later can be similarly used. By using an unmodified polyolefin resin in combination in the adhesive resin layer (B3), it becomes easy to control the melt fluidity and the moldability tends to be improved.
本発明における接着樹脂層(B3)には、上記のスチレン系エラストマー及び変性ポリオレフィン樹脂の他に、無変性のポリオレフィン樹脂を含有することも好ましい。ここで、接着樹脂層(B3)に含有する無変性のポリオレフィン樹脂としては、後述するポリオレフィン層(C)の原料として例示した樹脂を、同様に用いることができる。接着樹脂層(B3)中に無変性のポリオレフィン樹脂を併用することにより、溶融流動性のコントロールがしやすくなり、成形性が向上する傾向にある。 [Polyolefin resin]
The adhesive resin layer (B3) in the present invention preferably contains an unmodified polyolefin resin in addition to the styrene elastomer and the modified polyolefin resin. Here, as the unmodified polyolefin resin contained in the adhesive resin layer (B3), the resins exemplified as raw materials for the polyolefin layer (C) described later can be similarly used. By using an unmodified polyolefin resin in combination in the adhesive resin layer (B3), it becomes easy to control the melt fluidity and the moldability tends to be improved.
なお、接着樹脂層(B3)に用いる無変性のポリオレフィン樹脂は、変性ポリオレフィン樹脂の原料として使用したポリオレフィン樹脂と同一であっても異なっていてもよいが、同種のポリオレフィン樹脂を用いると、ポリオレフィン層(C)との接着性が向上する場合がある。
The non-modified polyolefin resin used for the adhesive resin layer (B3) may be the same as or different from the polyolefin resin used as the raw material of the modified polyolefin resin, but when the same kind of polyolefin resin is used, the polyolefin layer Adhesiveness with (C) may improve.
また、接着樹脂層(B3)に用いる無変性のポリオレフィン樹脂は、後述するポリオレフィン層(C)に用いるポリオレフィン樹脂と同一であっても異なっていてもよいが、同種のポリオレフィン樹脂を用いると、ポリオレフィン層(C)との接着性が向上する場合がある。
Further, the unmodified polyolefin resin used for the adhesive resin layer (B3) may be the same as or different from the polyolefin resin used for the polyolefin layer (C) described later. Adhesiveness with a layer (C) may improve.
[配合割合]
本発明におけるスチレン系エラストマーと変性ポリオレフィン樹脂との配合割合(重量比)は限定されないが、5/95~80/20の範囲であることが好ましく、5/95~60/40であることがより好ましい。 [Combination ratio]
The blending ratio (weight ratio) of the styrene elastomer and modified polyolefin resin in the present invention is not limited, but is preferably in the range of 5/95 to 80/20, more preferably 5/95 to 60/40. preferable.
本発明におけるスチレン系エラストマーと変性ポリオレフィン樹脂との配合割合(重量比)は限定されないが、5/95~80/20の範囲であることが好ましく、5/95~60/40であることがより好ましい。 [Combination ratio]
The blending ratio (weight ratio) of the styrene elastomer and modified polyolefin resin in the present invention is not limited, but is preferably in the range of 5/95 to 80/20, more preferably 5/95 to 60/40. preferable.
変性ポリオレフィン樹脂の配合割合を前記下限値以上とすることにより、成形性を向上させることができる。また、変性ポリオレフィン樹脂の配合割合を前記上限値以下とすることにより、接着樹脂層(B2)に対する接着性を向上させることができる。
Formability can be improved by setting the blending ratio of the modified polyolefin resin to the lower limit value or more. Moreover, the adhesiveness with respect to an adhesive resin layer (B2) can be improved by making the mixture ratio of modified polyolefin resin into the said upper limit or less.
接着樹脂層(B3)に無変性のポリオレフィン樹脂を含有する場合の含有量は限定されないが、接着樹脂層(B3)中に、10重量%以上であることが好ましく、より好ましくは20重量%以上、さらに好ましくは30重量%以上であり、90重量%以下であることが好ましく、より好ましくは80重量%以下、さらに好ましくは70重量%以下である。
The content when the unmodified polyolefin resin is contained in the adhesive resin layer (B3) is not limited, but is preferably 10% by weight or more, more preferably 20% by weight or more in the adhesive resin layer (B3). More preferably, it is 30% by weight or more, preferably 90% by weight or less, more preferably 80% by weight or less, and still more preferably 70% by weight or less.
本発明における接着樹脂層(B3)を構成するスチレン系エラストマー、変性ポリオレフィン樹脂、及び必要に応じて用いられる無変性のポリオレフィン樹脂の配合は、予めこれらを均一な樹脂組成物としておいてもよいし、後述する積層体を成形する際に、これらを適宜配合(ドライブレンド)して使用してもよい。
In the present invention, the styrene elastomer, the modified polyolefin resin, and the unmodified polyolefin resin used as necessary may be preliminarily made into a uniform resin composition to constitute the adhesive resin layer (B3) in the present invention. These may be appropriately blended (dry blended) when used to form a laminate described later.
本発明における接着樹脂層(B3)を予め均一な樹脂組成物としておく場合、その方法は限定されないが、例えば、ヘンシェルミキサー、V-ブレンダー、リボンブレンダーまたはタンブラーブレンダー等で混合する方法が挙げられる。また、例えば、このような方法で混合して得られた混合物を、さらに一軸押出機、二軸押出機、ニーダーまたはバンバリーミキサー等で溶融混練した後、造粒する方法も挙げられる。また、例えば、ニーダーまたはロールを用いて混合する方法が挙げられる。
When the adhesive resin layer (B3) in the present invention is previously formed as a uniform resin composition, the method is not limited, and examples thereof include a method of mixing with a Henschel mixer, a V-blender, a ribbon blender or a tumbler blender. In addition, for example, a mixture obtained by such a method may be further granulated after melt-kneading with a single screw extruder, a twin screw extruder, a kneader, a Banbury mixer, or the like. Moreover, the method of mixing using a kneader or a roll is mentioned, for example.
これらの方法で樹脂組成物を製造する際の製造条件は限定されず、周知の条件で適宜設定することができる。溶融混合時の温度は、各原料成分の少なくとも一つが溶融状態となる温度であればよいが、通常は用いる全成分が溶融する温度が選択され、一般には150~250℃で行うことが好ましい。
The production conditions for producing the resin composition by these methods are not limited, and can be appropriately set under known conditions. The temperature at the time of melt mixing may be a temperature at which at least one of the raw material components is in a molten state, but usually a temperature at which all the components used are melted is selected, and it is generally preferable to carry out at 150 to 250 ° C.
本発明における接着樹脂層(B3)は、JIS K7210(1999年)の試験条件4に従って測定したメルトフローレート(MFR)が、好ましくは0.1~100(g/10分)、より好ましくは0.5~80(g/10分)、さらに好ましくは、1.0~60(g/10分)の範囲のものが好ましい。
The adhesive resin layer (B3) in the present invention has a melt flow rate (MFR) measured according to JIS K7210 (1999) test condition 4 of preferably 0.1 to 100 (g / 10 min), more preferably 0. It is preferably in the range of 5 to 80 (g / 10 minutes), more preferably 1.0 to 60 (g / 10 minutes).
ここで、MFRは、ポリオレフィン系樹脂がエチレンまたは炭素数3以上のα-オレフィンを主成分(モル換算)とする場合は190℃、荷重2.16kgでの値を意味し、ポリオレフィン系樹脂がプロピレンを主成分(モル換算)とする場合は230℃、荷重2.16kgでの値を意味する。
Here, MFR means a value at 190 ° C. and a load of 2.16 kg when the polyolefin resin is ethylene or an α-olefin having 3 or more carbon atoms (molar conversion), and the polyolefin resin is propylene. Is the value at 230 ° C. and a load of 2.16 kg.
MFRを前記上限値以下とすることにより、積層体の成形性を向上させることができるとともに、積層体の機械的強度を向上させることができる。MFRを前記下限値以上とすることにより、流動性が良好となり、積層体の成形性を向上させることができる。
When the MFR is not more than the above upper limit value, the moldability of the laminate can be improved and the mechanical strength of the laminate can be improved. By making MFR more than the said lower limit, fluidity | liquidity becomes favorable and the moldability of a laminated body can be improved.
本発明における接着樹脂層(B3)としては、上記に記載の通り、スチレン系エラストマー、変性ポリオレフィン樹脂及び、必要により含有する無変性のポリオレフィン樹脂を適宜配合して製造してもよいが、市販品を用いてもよい。市販品としては、三菱化学社製「ゼラス」等から接着樹脂層(B3)に該当するものを選択して使用することができる。
As described above, the adhesive resin layer (B3) in the present invention may be produced by appropriately blending a styrene-based elastomer, a modified polyolefin resin, and an unmodified polyolefin resin contained as necessary. May be used. As a commercial item, what corresponds to an adhesive resin layer (B3) can be selected and used from Mitsubishi Chemical Corporation "Zeras" etc.
<ポリオレフィン層(C)>
本発明におけるポリオレフィン層(C)は、少なくともポリオレフィン樹脂を含有する。ポリオレフィン層(C)に使用することができるポリオレフィン樹脂は限定されないが、例えば、エチレン、プロピレン若しくは1-ブテン等のα-オレフィンの単独重合体、それらのα-オレフィン同士あるいはそれらのα-オレフィンと3-メチル-1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-オクテン若しくは1-デセン等の炭素数4~20程度の他のα-オレフィン、酢酸ビニル、ビニルアルコール、(メタ)アクリル酸または(メタ)アクリル酸エステル等との共重合体等が挙げられる。 <Polyolefin layer (C)>
The polyolefin layer (C) in the present invention contains at least a polyolefin resin. The polyolefin resin that can be used for the polyolefin layer (C) is not limited, but for example, homopolymers of α-olefins such as ethylene, propylene, or 1-butene, the α-olefins or the α-olefins thereof. Other α-olefins having about 4 to 20 carbon atoms such as 3-methyl-1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene or 1-decene, vinyl acetate, vinyl Examples thereof include a copolymer with alcohol, (meth) acrylic acid or (meth) acrylic acid ester.
本発明におけるポリオレフィン層(C)は、少なくともポリオレフィン樹脂を含有する。ポリオレフィン層(C)に使用することができるポリオレフィン樹脂は限定されないが、例えば、エチレン、プロピレン若しくは1-ブテン等のα-オレフィンの単独重合体、それらのα-オレフィン同士あるいはそれらのα-オレフィンと3-メチル-1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-オクテン若しくは1-デセン等の炭素数4~20程度の他のα-オレフィン、酢酸ビニル、ビニルアルコール、(メタ)アクリル酸または(メタ)アクリル酸エステル等との共重合体等が挙げられる。 <Polyolefin layer (C)>
The polyolefin layer (C) in the present invention contains at least a polyolefin resin. The polyolefin resin that can be used for the polyolefin layer (C) is not limited, but for example, homopolymers of α-olefins such as ethylene, propylene, or 1-butene, the α-olefins or the α-olefins thereof. Other α-olefins having about 4 to 20 carbon atoms such as 3-methyl-1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene, 1-octene or 1-decene, vinyl acetate, vinyl Examples thereof include a copolymer with alcohol, (meth) acrylic acid or (meth) acrylic acid ester.
ポリオレフィン樹脂として具体的には、例えば、低・中・高密度ポリエチレン等(分岐状又は直鎖状)のエチレン単独重合体、エチレン-プロピレン共重合体、エチレン-1-ブテン共重合体、エチレン-4-メチル-1-ペンテン共重合体、エチレン-1-ヘキセン共重合体、エチレン-1-オクテン共重合体、エチレン-酢酸ビニル共重合体、エチレン-ビニルアルコール共重合体(エチレン-酢酸ビニル共重合体鹸化物を含む)、エチレン-(メタ)アクリル酸共重合体およびエチレン-(メタ)アクリル酸エステル共重合体等のエチレン系樹脂;プロピレン単独重合体、プロピレン-エチレン共重合体およびプロピレン-エチレン-1-ブテン共重合体等のプロピレン系樹脂;及び1-ブテン単独重合体、1-ブテン-エチレン共重合体および1-ブテン-プロピレン共重合体等の1-ブテン系樹脂;ノルボルネンの開環メタセシス重合体およびノルボルネン誘導体-エチレン共重合体等の所謂環状ポリオレフィン系樹脂などが挙げられる。
Specific examples of polyolefin resins include, for example, ethylene homopolymers such as low, medium and high density polyethylene (branched or linear), ethylene-propylene copolymers, ethylene-1-butene copolymers, ethylene- 4-methyl-1-pentene copolymer, ethylene-1-hexene copolymer, ethylene-1-octene copolymer, ethylene-vinyl acetate copolymer, ethylene-vinyl alcohol copolymer (ethylene-vinyl acetate copolymer) Polymer saponified products), ethylene-based resins such as ethylene- (meth) acrylic acid copolymers and ethylene- (meth) acrylic acid ester copolymers; propylene homopolymers, propylene-ethylene copolymers and propylene- Propylene resins such as ethylene-1-butene copolymer; and 1-butene homopolymer, 1-butene-ethylene copolymer Coalescence and butene - propylene copolymer 1-butene-based resin of the polymer and the like; ring-opening metathesis polymer and a norbornene derivative of norbornene - such as so-called cyclic polyolefin resins such as ethylene copolymers.
また、ポリオレフィン層(C)に用いるポリオレフィン樹脂としても、接着樹脂層(B3)に含有する変性ポリオレフィン樹脂と同様に、これらのポリオレフィン樹脂を無水マレイン酸、マレイン酸若しくはアクリル酸等の不飽和カルボン酸またはその誘導体あるいは不飽和シラン化合物等で変性したものであってもよい。
Further, as the polyolefin resin used for the polyolefin layer (C), similarly to the modified polyolefin resin contained in the adhesive resin layer (B3), these polyolefin resins are unsaturated carboxylic acids such as maleic anhydride, maleic acid or acrylic acid. Alternatively, it may be modified with a derivative thereof or an unsaturated silane compound.
ここでエチレン系樹脂とは、原料モノマーとしてエチレンを主要成分とし、好ましくはエチレンを50モル%以上含有する重合体を意味する。また、プロピレン系樹脂とは、原料モノマーとしてプロピレンを主要成分とし、好ましくはプロピレンを50モル%以上含有する重合体を意味する。1-ブテン系樹脂についても同様である。
Here, the ethylene-based resin means a polymer containing ethylene as a main component as a raw material monomer, and preferably containing 50 mol% or more of ethylene. The propylene resin means a polymer containing propylene as a main component as a raw material monomer, and preferably containing 50 mol% or more of propylene. The same applies to 1-butene resins.
これらのポリオレフィン樹脂は、1種を単独で用いても、2種以上を併用してもよい。
These polyolefin resins may be used alone or in combination of two or more.
ポリオレフィン層(C)に好適なポリオレフィン樹脂は、本発明の積層体の用途および要求特性に応じて異なるが、輸液バッグ用に用いる際はエチレン系樹脂又はプロピレン系樹脂が好ましい。
The polyolefin resin suitable for the polyolefin layer (C) varies depending on the use and required characteristics of the laminate of the present invention, but when used for an infusion bag, an ethylene resin or a propylene resin is preferable.
エチレン系樹脂としては、エチレンと炭素数3~8のα-オレフィンとの共重合体がより好ましく、プロピレン系樹脂としては、プロピレンとエチレンまたは炭素数4~8のα-オレフィンとの共重合体がより好ましい。
The ethylene resin is more preferably a copolymer of ethylene and an α-olefin having 3 to 8 carbon atoms, and the propylene resin is a copolymer of propylene and ethylene or an α-olefin having 4 to 8 carbon atoms. Is more preferable.
また、ポリオレフィン樹脂として共重合体を用いる場合の連鎖形式は限定されず、ブロック共重合体、ランダム共重合体またはグラフト共重合体等の何れであってもよいが、ブロック共重合体又はランダム共重合体が好ましい。
Further, the chain form in the case of using a copolymer as the polyolefin resin is not limited and may be any of a block copolymer, a random copolymer, a graft copolymer, etc., but the block copolymer or the random copolymer may be used. Polymers are preferred.
ポリオレフィン層(C)に使用するポリオレフィン樹脂は、メルトフローレート(MFR)が、好ましくは0.1g/10分以上、より好ましくは0.3g/10分以上、更に好ましくは0.5g/10分以上であり、好ましくは50g/10分以下、より好ましくは30g/10分以下、更に好ましくは10g/10分以下であることが好ましい。
The polyolefin resin used for the polyolefin layer (C) has a melt flow rate (MFR) of preferably 0.1 g / 10 min or more, more preferably 0.3 g / 10 min or more, and further preferably 0.5 g / 10 min. Above, preferably 50 g / 10 min or less, more preferably 30 g / 10 min or less, and still more preferably 10 g / 10 min or less.
ポリオレフィン樹脂のMFRを前記下限値以上とすることにより、流動性が高まり成形し易くなる。また、MFRを前記上限値以下とすることにより、流動性を抑え、成形しやすくなる。
By setting the MFR of the polyolefin resin to be equal to or higher than the lower limit, the fluidity is increased and the molding becomes easy. Further, by setting the MFR to be equal to or less than the upper limit value, fluidity is suppressed and molding becomes easy.
ここで、MFRは、ポリオレフィン系樹脂がエチレンまたは炭素数3以上のα-オレフィンを主成分(モル換算)とする場合は190℃、荷重2.16kgでの値を意味し、ポリオレフィン系樹脂がプロピレンを主成分(モル換算)とする場合は230℃、荷重2.16kgでの値を意味する。
Here, MFR means a value at 190 ° C. and a load of 2.16 kg when the polyolefin resin is ethylene or an α-olefin having 3 or more carbon atoms (molar conversion), and the polyolefin resin is propylene. Is the value at 230 ° C. and a load of 2.16 kg.
<積層体>
本発明の第1の態様に係る積層体は、少なくとも上述した軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)及びポリオレフィン層(C)の各層を有する。また、本発明の第2の態様に係る積層体は、少なくとも上述した軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)及びポリオレフィン層(C)の各層を有する。さらに、本発明の第1の態様に係る積層体及び第2の態様に係る積層体は、いずれにおいてもこれらの層以外の層(以下、「他の層」という場合がある。)を任意に有していてもよい。 <Laminated body>
The laminate according to the first aspect of the present invention includes at least the soft vinyl chloride resin layer (A), the adhesive resin layer (B1), and the polyolefin layer (C) described above. The laminate according to the second aspect of the present invention has at least each of the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C) described above. . Furthermore, in any of the laminated body according to the first aspect of the present invention and the laminated body according to the second aspect, any layer other than these layers (hereinafter sometimes referred to as “other layers”) is arbitrarily used. You may have.
本発明の第1の態様に係る積層体は、少なくとも上述した軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)及びポリオレフィン層(C)の各層を有する。また、本発明の第2の態様に係る積層体は、少なくとも上述した軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)及びポリオレフィン層(C)の各層を有する。さらに、本発明の第1の態様に係る積層体及び第2の態様に係る積層体は、いずれにおいてもこれらの層以外の層(以下、「他の層」という場合がある。)を任意に有していてもよい。 <Laminated body>
The laminate according to the first aspect of the present invention includes at least the soft vinyl chloride resin layer (A), the adhesive resin layer (B1), and the polyolefin layer (C) described above. The laminate according to the second aspect of the present invention has at least each of the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C) described above. . Furthermore, in any of the laminated body according to the first aspect of the present invention and the laminated body according to the second aspect, any layer other than these layers (hereinafter sometimes referred to as “other layers”) is arbitrarily used. You may have.
本発明の第1の態様に係る積層体における層の構成は限定されないが、軟質塩化ビニル樹脂層(A)と接着樹脂層(B1)とが隣接していることが好ましく、また、接着樹脂層(B1)とポリオレフィン層(C)とが隣接していることが好ましい。特に、軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)、ポリオレフィン層(C)の順に隣接していることが好ましい。このような層構成とすることにより、軟質塩化ビニル樹脂層(A)とポリオレフィン層(C)それぞれが有する特長を兼備することができ、柔軟性、耐衝撃性、透明性および衛生性が良好な積層体とすることができる。
The configuration of the layer in the laminate according to the first aspect of the present invention is not limited, but the soft vinyl chloride resin layer (A) and the adhesive resin layer (B1) are preferably adjacent to each other, and the adhesive resin layer It is preferable that (B1) and the polyolefin layer (C) are adjacent to each other. In particular, the soft vinyl chloride resin layer (A), the adhesive resin layer (B1), and the polyolefin layer (C) are preferably adjacent to each other in this order. By adopting such a layer configuration, the soft vinyl chloride resin layer (A) and the polyolefin layer (C) can have the respective characteristics, and the flexibility, impact resistance, transparency and hygiene are good. It can be set as a laminated body.
また、本発明の第2の態様に係る積層体における層の構成は、軟質塩化ビニル樹脂層(A)と接着樹脂層(B2)とが隣接していることが好ましく、接着樹脂層(B2)と接着樹脂層(B3)とが隣接していることが好ましく、また、接着樹脂層(B3)とポリオレフィン層(C)とが隣接していることが好ましい。このような層構成とすることにより、軟質塩化ビニル樹脂層(A)とポリオレフィン層(C)それぞれが有する特長を兼備することができ、柔軟性、耐衝撃性、透明性および衛生性が良好な積層体とすることができる。
The layer structure of the laminate according to the second aspect of the present invention is preferably such that the soft vinyl chloride resin layer (A) and the adhesive resin layer (B2) are adjacent to each other, and the adhesive resin layer (B2). And the adhesive resin layer (B3) are preferably adjacent to each other, and the adhesive resin layer (B3) and the polyolefin layer (C) are preferably adjacent to each other. By adopting such a layer configuration, the soft vinyl chloride resin layer (A) and the polyolefin layer (C) can have the respective characteristics, and the flexibility, impact resistance, transparency and hygiene are good. It can be set as a laminated body.
本発明の第1の態様及び第2の態様に係るそれぞれの積層体はいずれにおいてもその形状は限定されず、フィルム、シートあるいは板状などの平面状、パイプ状、袋状または不定形状などの何れであってもよい。
Each of the laminates according to the first aspect and the second aspect of the present invention is not limited in shape, and may be a planar shape such as a film, a sheet, or a plate shape, a pipe shape, a bag shape, or an indefinite shape. Either may be sufficient.
本発明の積層体において、他の層を構成する材料は限定されないが、具体的には、ポリアミド樹脂、ポリエステル樹脂、スチレン樹脂、アクリル樹脂またはポリカーボネート樹脂等の熱可塑性樹脂が用いられる。これらの樹脂は、複数の樹脂を含有する樹脂組成物層としてもよい。
In the laminate of the present invention, the material constituting the other layer is not limited, but specifically, a thermoplastic resin such as a polyamide resin, a polyester resin, a styrene resin, an acrylic resin, or a polycarbonate resin is used. These resins may be a resin composition layer containing a plurality of resins.
他の層に用いるポリアミド樹脂は限定されないが、具体的には、ナイロン6、ナイロン66、ナイロン610、ナイロン9、ナイロン11、ナイロン12、ナイロン6/66、ナイロン66/610、ナイロン6/11、MXDナイロン、アモルファスナイロンまたはテレフタル酸/アジピン酸/ヘキサメチレンジアミン共重合体などが好ましく用いられる。これらのポリアミド樹脂は1種のみで用いても複数種を併用してもよい。これらの中でも融点、剛性などが優れるナイロン6、ナイロン66またはナイロン6/66が好ましい。
The polyamide resin used for the other layers is not limited. Specifically, nylon 6, nylon 66, nylon 610, nylon 9, nylon 11, nylon 12, nylon 6/66, nylon 66/610, nylon 6/11, MXD nylon, amorphous nylon or terephthalic acid / adipic acid / hexamethylenediamine copolymer is preferably used. These polyamide resins may be used alone or in combination. Among these, nylon 6, nylon 66, or nylon 6/66, which has an excellent melting point and rigidity, is preferable.
本発明の積層体の厚み(総厚み)は限定されず、層構成、用途、最終製品の形状、要求される物性等により任意に設定することができる。
無延伸の積層体の総厚みは、30~500μmであることが好ましく、さらには40~400μmであることがより好ましく、特には50~300μmであることが好ましい。また、延伸積層体(延伸フィルム)の総厚みは、5~400μmであることが好ましく、さらには10~300μmであることがより好ましく、特には20~200μmであることが好ましい。 The thickness (total thickness) of the laminate of the present invention is not limited and can be arbitrarily set depending on the layer structure, application, shape of the final product, required physical properties, and the like.
The total thickness of the unstretched laminate is preferably 30 to 500 μm, more preferably 40 to 400 μm, and particularly preferably 50 to 300 μm. The total thickness of the stretched laminate (stretched film) is preferably 5 to 400 μm, more preferably 10 to 300 μm, and particularly preferably 20 to 200 μm.
無延伸の積層体の総厚みは、30~500μmであることが好ましく、さらには40~400μmであることがより好ましく、特には50~300μmであることが好ましい。また、延伸積層体(延伸フィルム)の総厚みは、5~400μmであることが好ましく、さらには10~300μmであることがより好ましく、特には20~200μmであることが好ましい。 The thickness (total thickness) of the laminate of the present invention is not limited and can be arbitrarily set depending on the layer structure, application, shape of the final product, required physical properties, and the like.
The total thickness of the unstretched laminate is preferably 30 to 500 μm, more preferably 40 to 400 μm, and particularly preferably 50 to 300 μm. The total thickness of the stretched laminate (stretched film) is preferably 5 to 400 μm, more preferably 10 to 300 μm, and particularly preferably 20 to 200 μm.
本発明の積層体の各層の厚みは限定されず、層構成、用途、最終製品の形状、要求される物性等により任意に設定することができる。
The thickness of each layer of the laminate of the present invention is not limited, and can be arbitrarily set depending on the layer configuration, application, final product shape, required physical properties, and the like.
本発明の第1の態様に係る積層体において軟質塩化ビニル樹脂層(A)の厚みは、総厚みに対し好ましくは50%以上であり、より好ましくは55%以上であり、好ましくは94%以下、より好ましくは90%以下である。軟質塩化ビニル樹脂層(A)の厚みが上記下限値以上の場合は、柔軟性が向上する傾向にあり、上記上限値以下の場合は、衛生性が向上する傾向にある。
In the laminate according to the first aspect of the present invention, the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 55% or more, and preferably 94% or less with respect to the total thickness. More preferably, it is 90% or less. When the thickness of the soft vinyl chloride resin layer (A) is not less than the above lower limit value, the flexibility tends to be improved, and when it is not more than the above upper limit value, the hygiene tends to be improved.
本発明の第1の態様に係る積層体において接着樹脂層(B1)の厚みは、総厚みに対し好ましくは1%以上、より好ましくは5%以上であり、好ましくは20%以下、より好ましくは10%以下である。接着樹脂層(B1)の厚みが前記下限値以上の場合は、接着性が向上する傾向にあり、前記上限値以下の場合は、フィルム強度が向上する傾向にあり、更にはコストも有利となる傾向にある。
In the laminate according to the first aspect of the present invention, the thickness of the adhesive resin layer (B1) is preferably 1% or more, more preferably 5% or more, preferably 20% or less, more preferably relative to the total thickness. 10% or less. When the thickness of the adhesive resin layer (B1) is equal to or greater than the lower limit value, the adhesiveness tends to be improved. When the thickness is equal to or smaller than the upper limit value, the film strength tends to be improved, and the cost is also advantageous. There is a tendency.
本発明の第一の態様に係る積層体においてポリオレフィン層(C)の厚みは、総厚みに対し好ましくは5%以上、より好ましくは10%以上であり、好ましくは49%以下、より好ましくは20%以下である。ポリオレフィン層(C)の厚みが前記下限値以上の場合は、ヒートシール不良が発生しにくくなる傾向にあり、前記上限値以下である場合は、柔軟性が向上する傾向にある。
In the laminate according to the first aspect of the present invention, the thickness of the polyolefin layer (C) is preferably 5% or more, more preferably 10% or more, preferably 49% or less, more preferably 20%, based on the total thickness. % Or less. When the thickness of the polyolefin layer (C) is not less than the lower limit value, heat seal failure tends to be difficult to occur, and when it is not more than the upper limit value, flexibility tends to be improved.
本発明の第1の態様に係る積層体において軟質塩化ビニル樹脂層(A)の厚みは、ポリオレフィン層(C)の厚みに対し好ましくは50%以上、より好ましくは100%以上であり、好ましくは2800%以下、より好ましくは2000%以下である。軟質塩化ビニル樹脂層(A)の厚みが上記下限値以上であると柔軟性が向上する傾向にあり、上記上限値以下であると、ヒートシール性が向上する傾向にある。
In the laminated body according to the first aspect of the present invention, the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 100% or more, preferably with respect to the thickness of the polyolefin layer (C). It is 2800% or less, more preferably 2000% or less. When the thickness of the soft vinyl chloride resin layer (A) is not less than the above lower limit value, the flexibility tends to be improved, and when it is not more than the above upper limit value, the heat sealability tends to be improved.
本発明の第2の態様に係る積層体において軟質塩化ビニル樹脂層(A)の厚みは、総厚みに対し好ましくは50%以上、より好ましくは55%以上であり、好ましくは93%以下、より好ましくは90%以下である。軟質塩化ビニル樹脂層(A)の厚みが前記下限値以上であると、柔軟性が向上する傾向にあり、前記上限値以下であると、衛生性が向上する傾向にある。
In the laminate according to the second aspect of the present invention, the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 55% or more, preferably 93% or less, more than the total thickness. Preferably it is 90% or less. When the thickness of the soft vinyl chloride resin layer (A) is not less than the lower limit, flexibility tends to be improved, and when it is not more than the upper limit, hygiene tends to be improved.
本発明の第2の態様に係る積層体において接着樹脂層(B2)の厚みは、総厚みに対し好ましくは1%以上、より好ましくは5%以上であり、好ましくは20%以下、より好ましくは15%以下、さらに好ましくは10%以下である。接着樹脂層(B2)の厚みが前記下限値以上であると、接着性が向上する傾向にあり、前記上限値以下であると、フィルム強度が向上する傾向にあり、更にはコスト面においても有利となる。
In the laminate according to the second aspect of the present invention, the thickness of the adhesive resin layer (B2) is preferably 1% or more, more preferably 5% or more, preferably 20% or less, more preferably relative to the total thickness. It is 15% or less, more preferably 10% or less. When the thickness of the adhesive resin layer (B2) is equal to or greater than the lower limit value, the adhesiveness tends to be improved, and when it is equal to or smaller than the upper limit value, the film strength tends to be improved, and further advantageous in terms of cost. It becomes.
本発明の第2の態様に係る積層体において接着樹脂層(B3)の厚みは、総厚みに対し好ましくは1%以上、より好ましくは5%以上であり、好ましくは20%以下、より好ましくは15%以下、さらに好ましくは10%以下である。接着樹脂層(B3)の厚みが前記下限値以上であると、接着性が向上する傾向にあり、前記上限値以下であると、フィルム強度が向上する傾向にあり、更にはコスト面においても有利となる。
In the laminate according to the second aspect of the present invention, the thickness of the adhesive resin layer (B3) is preferably 1% or more, more preferably 5% or more, preferably 20% or less, more preferably relative to the total thickness. It is 15% or less, more preferably 10% or less. When the thickness of the adhesive resin layer (B3) is not less than the lower limit value, the adhesion tends to be improved, and when it is not more than the upper limit value, the film strength tends to be improved, and further, it is advantageous in terms of cost. It becomes.
本発明の第2の態様に係る積層体においてポリオレフィン層(C)の厚みは、総厚みに対し好ましくは5%以上、より好ましくは10%以上であり、好ましくは48%以下、より好ましくは30%以下である。ポリオレフィン層(C)の厚みが前記下限値以上であると、ヒートシール不良が発生しにくくなる傾向にあり、前記上限値以下であると、柔軟性が向上する傾向にある。
In the laminate according to the second aspect of the present invention, the thickness of the polyolefin layer (C) is preferably at least 5%, more preferably at least 10%, preferably at most 48%, more preferably at 30% of the total thickness. % Or less. When the thickness of the polyolefin layer (C) is not less than the lower limit value, heat sealing failure tends to be difficult to occur, and when the thickness is not more than the upper limit value, flexibility tends to be improved.
本発明の第2の態様に係る積層体において軟質塩化ビニル樹脂層(A)の厚みは、ポリオレフィン層(C)の厚みに対し好ましくは50%以上、より好ましくは100%以上であり、好ましくは2800%以下、より好ましくは2000%以下である。軟質塩化ビニル樹脂層(A)の厚みが前記下限値以上であると、柔軟性が向上する傾向にあり、前記上限値以下であると、ヒートシール性が向上する傾向にある。
In the laminate according to the second aspect of the present invention, the thickness of the soft vinyl chloride resin layer (A) is preferably 50% or more, more preferably 100% or more, preferably with respect to the thickness of the polyolefin layer (C). It is 2800% or less, more preferably 2000% or less. When the thickness of the soft vinyl chloride resin layer (A) is not less than the lower limit, flexibility tends to be improved, and when it is not more than the upper limit, heat sealability tends to be improved.
<積層体の製造方法>
本発明の積層体を製造する方法としては、従来公知の種々の手法を採用することが出来る。例えば、押出機で溶融させた、個々の溶融樹脂を多層ダイスに供給し、ダイスの中で積層して成形する共押出法によって、インフレーションフィルム、T-ダイフィルム、シートまたはパイプなどとする方法や、溶融した個々の樹脂を同一金型内にタイムラグを付けてインジェクションする共インジェクション成形などが挙げられる。 <Method for producing laminate>
As a method for producing the laminate of the present invention, various conventionally known methods can be employed. For example, a method of forming an inflation film, a T-die film, a sheet or a pipe by a coextrusion method in which individual molten resins melted by an extruder are supplied to a multilayer die and laminated in the die are formed. Examples thereof include co-injection molding in which individual molten resins are injected into the same mold with a time lag.
本発明の積層体を製造する方法としては、従来公知の種々の手法を採用することが出来る。例えば、押出機で溶融させた、個々の溶融樹脂を多層ダイスに供給し、ダイスの中で積層して成形する共押出法によって、インフレーションフィルム、T-ダイフィルム、シートまたはパイプなどとする方法や、溶融した個々の樹脂を同一金型内にタイムラグを付けてインジェクションする共インジェクション成形などが挙げられる。 <Method for producing laminate>
As a method for producing the laminate of the present invention, various conventionally known methods can be employed. For example, a method of forming an inflation film, a T-die film, a sheet or a pipe by a coextrusion method in which individual molten resins melted by an extruder are supplied to a multilayer die and laminated in the die are formed. Examples thereof include co-injection molding in which individual molten resins are injected into the same mold with a time lag.
また、各層のうちのいずれか1層を構成する樹脂フィルムを予め成形しておき、これに他の層を溶融押出する押出ラミネート成形も採用することができる。更には、予め各層を構成する樹脂フィルムを成形しておき、これら各層に熱をかけてラミネートすることで積層体とすることも可能である。
It is also possible to employ extrusion laminate molding in which a resin film constituting any one of the layers is formed in advance, and the other layers are melt extruded. Furthermore, it is also possible to form a laminate by previously forming a resin film constituting each layer and laminating these layers by applying heat.
また、本発明の積層体は、上記のような成形にて積層体を得た後、これを延伸することで延伸積層体とすることもできる。延伸積層体は、熱固定を行ってもよいし、熱固定をせずに製品としてもよい。熱固定を行わない場合は、その後に延伸積層体を加熱することによって応力が開放され、収縮する性質をもつためシュリンクフィルムとして用いることができる。
更には、これらを真空成形、圧空成形等の二次加工を経て、絞り成形容器等とすることもできる。 Moreover, the laminated body of this invention can also be made into an extending | stretching laminated body by extending | stretching this, after obtaining a laminated body by the above shaping | molding. The stretched laminate may be heat-set, or may be a product without being heat-set. In the case where heat setting is not performed, the stretched laminate is heated to release stress and shrink, so that it can be used as a shrink film.
Furthermore, these can be made into a draw-formed container or the like through secondary processing such as vacuum forming or pressure forming.
更には、これらを真空成形、圧空成形等の二次加工を経て、絞り成形容器等とすることもできる。 Moreover, the laminated body of this invention can also be made into an extending | stretching laminated body by extending | stretching this, after obtaining a laminated body by the above shaping | molding. The stretched laminate may be heat-set, or may be a product without being heat-set. In the case where heat setting is not performed, the stretched laminate is heated to release stress and shrink, so that it can be used as a shrink film.
Furthermore, these can be made into a draw-formed container or the like through secondary processing such as vacuum forming or pressure forming.
<成形体>
本発明の積層体から得られる成形体の形状及び用途は限定されないが、柔軟性、衛生性、透明性および耐衝撃性が良好であるので、医療用容器、食品包装材料または医薬品包装材料として好適であり、特に輸液バッグに好適である。 <Molded body>
The shape and use of the molded product obtained from the laminate of the present invention are not limited, but are suitable as a medical container, food packaging material or pharmaceutical packaging material because of its good flexibility, hygiene, transparency and impact resistance. And is particularly suitable for an infusion bag.
本発明の積層体から得られる成形体の形状及び用途は限定されないが、柔軟性、衛生性、透明性および耐衝撃性が良好であるので、医療用容器、食品包装材料または医薬品包装材料として好適であり、特に輸液バッグに好適である。 <Molded body>
The shape and use of the molded product obtained from the laminate of the present invention are not limited, but are suitable as a medical container, food packaging material or pharmaceutical packaging material because of its good flexibility, hygiene, transparency and impact resistance. And is particularly suitable for an infusion bag.
輸液バッグは、通常、輸液バッグの本体、薬液を注入するためのポート、薬液を取り出すためのゴム栓を含むキャップ等で構成されるが、本発明の積層体は、輸液バックの本体として好適に使用することができる。
An infusion bag is usually composed of a main body of an infusion bag, a port for injecting a chemical solution, a cap including a rubber stopper for taking out the chemical solution, etc., but the laminate of the present invention is suitable as a main body of an infusion bag. Can be used.
本発明の積層体にて輸液バッグを成形する方法は限定されないが、前記の共押出法によってチューブ状(円筒状)のインフレーションフィルムとし、端部を融着する方法等を好ましく採用することができる。
The method for forming an infusion bag with the laminate of the present invention is not limited, but a method of forming a tubular (cylindrical) inflation film by the above-described coextrusion method and fusing the ends can be preferably employed. .
本発明の積層体を輸液バッグに用いる場合、衛生性が良好であるポリオレフィン層(C)を内側、すなわち輸液と接する側とし、柔軟性が良好である軟質塩化ビニル樹脂層(A)を外側とする構成として用いることが好ましい。
本発明の積層体から得られる成形体として、輸液バッグ以外の好ましい用途としては、例えば、食品または電子部品などの包装材料が挙げられる。 When the laminate of the present invention is used for an infusion bag, the polyolefin layer (C) having good hygiene is on the inside, that is, the side in contact with the infusion, and the soft vinyl chloride resin layer (A) having good flexibility is on the outside. It is preferable to use it as a configuration.
As a molded object obtained from the laminated body of the present invention, as a preferable application other than the infusion bag, for example, a packaging material such as food or electronic parts can be mentioned.
本発明の積層体から得られる成形体として、輸液バッグ以外の好ましい用途としては、例えば、食品または電子部品などの包装材料が挙げられる。 When the laminate of the present invention is used for an infusion bag, the polyolefin layer (C) having good hygiene is on the inside, that is, the side in contact with the infusion, and the soft vinyl chloride resin layer (A) having good flexibility is on the outside. It is preferable to use it as a configuration.
As a molded object obtained from the laminated body of the present invention, as a preferable application other than the infusion bag, for example, a packaging material such as food or electronic parts can be mentioned.
以下、本発明について実施例を用いて更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例によって限定されるものではない。なお、以下の実施例における各種の製造条件や評価結果の値は、本発明の実施態様における上限または下限の好ましい値としての意味をもつものであり、好ましい範囲は前記した上限または下限の値と、下記実施例の値または実施例同士の値との組み合わせで規定される範囲であってもよい。
Hereinafter, the present invention will be described in more detail with reference to examples. However, the present invention is not limited to the following examples unless it exceeds the gist. In addition, the values of various production conditions and evaluation results in the following examples have meanings as preferable values of the upper limit or the lower limit in the embodiment of the present invention, and the preferable range is the above-described upper limit or lower limit value. A range defined by a combination of values of the following examples or values of the examples may be used.
本発明の実施例及び比較例では、以下の原料を用いた。
In the examples and comparative examples of the present invention, the following raw materials were used.
・本発明の第一の態様に係る積層体の評価
<軟質塩化ビニル樹脂層(A)>
(α-1)三菱化学社製「1170M55」:軟質塩化ビニル樹脂。 -Evaluation of the laminate according to the first aspect of the present invention <Soft vinyl chloride resin layer (A)>
(Α-1) “1170M55” manufactured by Mitsubishi Chemical Corporation: soft vinyl chloride resin.
<軟質塩化ビニル樹脂層(A)>
(α-1)三菱化学社製「1170M55」:軟質塩化ビニル樹脂。 -Evaluation of the laminate according to the first aspect of the present invention <Soft vinyl chloride resin layer (A)>
(Α-1) “1170M55” manufactured by Mitsubishi Chemical Corporation: soft vinyl chloride resin.
<接着樹脂層(B1)>
[脂環式ポリエステル]
(a-1)1,4-シクロヘキサンジカルボン酸と1,4-シクロヘキサンジメタノールの重合体をハードセグメントとし、ポリテトラメチレンエーテルグリコール(数平均分子量:2000)をソフトセグメントとするポリエーテルエステルブロック共重合体。ポリテトラメチレンエーテルグリコールの含有量15重量%。230℃、2.16kg荷重(kgf)で測定したメルトフローレート30g/10min。融点197℃。 <Adhesive resin layer (B1)>
[Alicyclic polyester]
(A-1) A polyether ester block copolymer comprising a polymer of 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol as a hard segment and polytetramethylene ether glycol (number average molecular weight: 2000) as a soft segment. Polymer. The content of polytetramethylene ether glycol is 15% by weight. Melt flow rate measured at 230 ° C. and 2.16 kg load (kgf) 30 g / 10 min. Melting point 197 ° C.
[脂環式ポリエステル]
(a-1)1,4-シクロヘキサンジカルボン酸と1,4-シクロヘキサンジメタノールの重合体をハードセグメントとし、ポリテトラメチレンエーテルグリコール(数平均分子量:2000)をソフトセグメントとするポリエーテルエステルブロック共重合体。ポリテトラメチレンエーテルグリコールの含有量15重量%。230℃、2.16kg荷重(kgf)で測定したメルトフローレート30g/10min。融点197℃。 <Adhesive resin layer (B1)>
[Alicyclic polyester]
(A-1) A polyether ester block copolymer comprising a polymer of 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol as a hard segment and polytetramethylene ether glycol (number average molecular weight: 2000) as a soft segment. Polymer. The content of polytetramethylene ether glycol is 15% by weight. Melt flow rate measured at 230 ° C. and 2.16 kg load (kgf) 30 g / 10 min. Melting point 197 ° C.
[芳香族ポリエステル](比較例用)
(a-2)ポリブチレンテレフタレートとポリテトラメチレンエーテルグリコールとのブロック共重合体。ポリテトラメチレンエーテルグリコール(数平均分子量:2000)の含有量77重量%。 [Aromatic polyester] (for comparative example)
(A-2) A block copolymer of polybutylene terephthalate and polytetramethylene ether glycol. Content of polytetramethylene ether glycol (number average molecular weight: 2000) is 77% by weight.
(a-2)ポリブチレンテレフタレートとポリテトラメチレンエーテルグリコールとのブロック共重合体。ポリテトラメチレンエーテルグリコール(数平均分子量:2000)の含有量77重量%。 [Aromatic polyester] (for comparative example)
(A-2) A block copolymer of polybutylene terephthalate and polytetramethylene ether glycol. Content of polytetramethylene ether glycol (number average molecular weight: 2000) is 77% by weight.
[スチレン系エラストマー]
(b-1)クレイトンジャパン社製「KRATON(登録商標)-G1645MO」:スチレン-ブタジエン-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:13重量%(13C-NMR測定値)、数平均分子量:64000。 [Styrene elastomer]
(B-1) “KRATON (registered trademark) -G1645MO” manufactured by Kraton Japan Co., Ltd .: a styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 13% by weight (measured by 13 C-NMR), number average molecular weight: 64000.
(b-1)クレイトンジャパン社製「KRATON(登録商標)-G1645MO」:スチレン-ブタジエン-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:13重量%(13C-NMR測定値)、数平均分子量:64000。 [Styrene elastomer]
(B-1) “KRATON (registered trademark) -G1645MO” manufactured by Kraton Japan Co., Ltd .: a styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 13% by weight (measured by 13 C-NMR), number average molecular weight: 64000.
(b-2)クラレ社製「H7125F」:スチレン-イソプレン-ブタジエン-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:20重量%(13C-NMR測定値)、数平均分子量:82000。
(B-2) “H7125F” manufactured by Kuraray Co., Ltd .: Styrene-isoprene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 20% by weight (measured by 13 C-NMR), number average molecular weight: 82000.
(b-3)クレイトンジャパン社製「KRATON(登録商標)-G1641H」(比較例用):スチレン-ブタジエン-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:33重量%(13C-NMR測定値)、数平均分子量:200000。
(B-3) “KRATON (registered trademark) -G1641H” (for comparative example) manufactured by Kraton Japan Co., Ltd .: styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 33% by weight (measured by 13 C-NMR), number average molecular weight: 200000.
(b-4)クラレ社製「H7135」(比較例用):スチレン-イソプレン-ブタジエン-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:30重量%(13C-NMR測定値)、数平均分子量:210000。
(B-4) “H7135” (for comparative example) manufactured by Kuraray Co., Ltd .: Styrene-isoprene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 30% by weight (measured by 13 C-NMR), number average molecular weight: 210000.
(b-5)クレイトンジャパン社製「KRATON(登録商標)-G1651」(比較例用):スチレン-ブタジエン-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:33重量%(13C-NMR測定値)、数平均分子量:200000。
(B-5) “KRATON (registered trademark) -G1651” (for comparative example) manufactured by Kraton Japan Co., Ltd .: styrene-butadiene-styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 33% by weight (measured by 13 C-NMR), number average molecular weight: 200000.
(b-6)クレイトンジャパン社製「KRATON(登録商標)-A1535HU」(比較例用):スチレン-(ブタジエン-スチレン)-スチレン水添ブロック共重合体。前記式(1)の構造を有する。スチレン(ブロックP)含量:18重量%(13C-NMR測定値)、数平均分子量:200000。
(B-6) “KRATON (registered trademark) -A1535HU” (for comparative example) manufactured by Clayton Japan Co., Ltd .: styrene- (butadiene-styrene) -styrene hydrogenated block copolymer. It has the structure of the formula (1). Styrene (block P) content: 18% by weight (measured by 13 C-NMR), number average molecular weight: 200000.
<ポリオレフィン層(C)>
(γ-1)三菱化学社製「ゼラス(登録商標)7025」:プロピレン-エチレンブロック共重合体、MFR(230℃、2.16kg)1.6g/10分) <Polyolefin layer (C)>
(Γ-1) “Zeras (registered trademark) 7025” manufactured by Mitsubishi Chemical Corporation: propylene-ethylene block copolymer, MFR (230 ° C., 2.16 kg) 1.6 g / 10 min)
(γ-1)三菱化学社製「ゼラス(登録商標)7025」:プロピレン-エチレンブロック共重合体、MFR(230℃、2.16kg)1.6g/10分) <Polyolefin layer (C)>
(Γ-1) “Zeras (registered trademark) 7025” manufactured by Mitsubishi Chemical Corporation: propylene-ethylene block copolymer, MFR (230 ° C., 2.16 kg) 1.6 g / 10 min)
(実施例1-1)
予め、脂環式ポリエステル系重合体(a-1)とスチレン系エラストマー(b-1)とを、表-1に示す配合割合(重量部)に基づき、二軸押出機(株式会社日本製鋼所製「TEX-30αII」、シリンダー口径30mm)によって、設定温度200℃で溶融混練して接着樹脂層(B1)に用いる樹脂組成物のペレットを得た。以下、得られた樹脂組成物のペレットを「β-1」と表記する。 Example 1-1
In advance, the alicyclic polyester polymer (a-1) and the styrene elastomer (b-1) were mixed with a twin-screw extruder (Nippon Steel Works, Ltd.) based on the blending ratio (parts by weight) shown in Table 1. The resin composition pellets used for the adhesive resin layer (B1) were obtained by melting and kneading at a set temperature of 200 ° C. using “TEX-30αII” (manufactured by cylinder 30 mm). Hereinafter, the pellets of the obtained resin composition are expressed as “β-1”.
予め、脂環式ポリエステル系重合体(a-1)とスチレン系エラストマー(b-1)とを、表-1に示す配合割合(重量部)に基づき、二軸押出機(株式会社日本製鋼所製「TEX-30αII」、シリンダー口径30mm)によって、設定温度200℃で溶融混練して接着樹脂層(B1)に用いる樹脂組成物のペレットを得た。以下、得られた樹脂組成物のペレットを「β-1」と表記する。 Example 1-1
In advance, the alicyclic polyester polymer (a-1) and the styrene elastomer (b-1) were mixed with a twin-screw extruder (Nippon Steel Works, Ltd.) based on the blending ratio (parts by weight) shown in Table 1. The resin composition pellets used for the adhesive resin layer (B1) were obtained by melting and kneading at a set temperature of 200 ° C. using “TEX-30αII” (manufactured by cylinder 30 mm). Hereinafter, the pellets of the obtained resin composition are expressed as “β-1”.
[対PVC接着性]及び[対PP接着性]評価
上記の軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)及びポリオレフィン層(C)用の材料を用い、GSIクレオス社製、Tダイ成形機にてそれぞれ厚み100μの単層フィルムを得た。成形温度は190℃、成形速度は5m/分に設定した。
上記で得られた接着樹脂層(B1)の単層フィルムと、軟質塩化ビニル樹脂層(A)もしくはポリオレフィン樹脂層(C)の単層フィルムとを重ね、210℃ 2kg/cm2の条件でヒートシールを行った。 [Adhesion to PVC] and [Adhesion to PP] Evaluation Using the materials for the soft vinyl chloride resin layer (A), the adhesive resin layer (B1) and the polyolefin layer (C), GSI Creos Co., Ltd., T-die Single layer films each having a thickness of 100 μm were obtained using a molding machine. The molding temperature was set to 190 ° C., and the molding speed was set to 5 m / min.
The single-layer film of the adhesive resin layer (B1) obtained above and the single-layer film of the soft vinyl chloride resin layer (A) or the polyolefin resin layer (C) are stacked and heated under the conditions of 210 ° C. and 2 kg / cm 2. Sealing was performed.
上記の軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)及びポリオレフィン層(C)用の材料を用い、GSIクレオス社製、Tダイ成形機にてそれぞれ厚み100μの単層フィルムを得た。成形温度は190℃、成形速度は5m/分に設定した。
上記で得られた接着樹脂層(B1)の単層フィルムと、軟質塩化ビニル樹脂層(A)もしくはポリオレフィン樹脂層(C)の単層フィルムとを重ね、210℃ 2kg/cm2の条件でヒートシールを行った。 [Adhesion to PVC] and [Adhesion to PP] Evaluation Using the materials for the soft vinyl chloride resin layer (A), the adhesive resin layer (B1) and the polyolefin layer (C), GSI Creos Co., Ltd., T-die Single layer films each having a thickness of 100 μm were obtained using a molding machine. The molding temperature was set to 190 ° C., and the molding speed was set to 5 m / min.
The single-layer film of the adhesive resin layer (B1) obtained above and the single-layer film of the soft vinyl chloride resin layer (A) or the polyolefin resin layer (C) are stacked and heated under the conditions of 210 ° C. and 2 kg / cm 2. Sealing was performed.
得られた積層フィルムのサンプルを15mm幅に切り出し、23℃雰囲気下、速度100mm/minにて180°剥離試験を行った。
A sample of the obtained laminated film was cut into a width of 15 mm, and a 180 ° peel test was performed at a speed of 100 mm / min in a 23 ° C. atmosphere.
接着樹脂層(B1)と軟質塩化ビニル樹脂層(A)との積層フィルムの評価結果を「対PVC接着性」とし、接着樹脂層(B1)とポリオレフィン樹脂層(C)との積層フィルムの評価結果を「対PP接着性」とした。結果を表-1に示す。
The evaluation result of the laminated film of the adhesive resin layer (B1) and the soft vinyl chloride resin layer (A) is “adhesive to PVC”, and the laminated film of the adhesive resin layer (B1) and the polyolefin resin layer (C) is evaluated. The result was defined as “adhesiveness to PP”. The results are shown in Table 1.
[日本薬局方容器試験]
上記で得られた接着樹脂層(B1)の単層フィルムを用い、第十六改正・日本薬局方の「7.02プラスチック医薬品容器試験法」のうち、「1.2溶出物試験」の項目の評価を行った。全ての基準を合格したものを「〇」とし、1つでも不合格の項目がある場合を「×」とした。評価結果を表-1に示す。 [Japanese Pharmacopoeia Container Test]
Using the single-layer film of the adhesive resin layer (B1) obtained above, the item of “1.2 Elution Test” in the “7.02 Plastic Drug Container Test Method” of the 16th revision of the Japanese Pharmacopoeia Was evaluated. A case where all the standards were passed was indicated as “◯”, and a case where there was at least one rejected item was indicated as “X”. The evaluation results are shown in Table-1.
上記で得られた接着樹脂層(B1)の単層フィルムを用い、第十六改正・日本薬局方の「7.02プラスチック医薬品容器試験法」のうち、「1.2溶出物試験」の項目の評価を行った。全ての基準を合格したものを「〇」とし、1つでも不合格の項目がある場合を「×」とした。評価結果を表-1に示す。 [Japanese Pharmacopoeia Container Test]
Using the single-layer film of the adhesive resin layer (B1) obtained above, the item of “1.2 Elution Test” in the “7.02 Plastic Drug Container Test Method” of the 16th revision of the Japanese Pharmacopoeia Was evaluated. A case where all the standards were passed was indicated as “◯”, and a case where there was at least one rejected item was indicated as “X”. The evaluation results are shown in Table-1.
[ヘーズ]
上記の接着性の評価において用いた軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)及びポリオレフィン層(C)用の厚み100μの単層フィルムを用い、それぞれについて、日本電色工業社製ヘーズメーター(製品名:NDH2000)によりISO 14782(1999)に準拠してヘーズを測定した。得られた結果を表-2に示す。なお、ヘーズの値が小さいほど透明性に優れるものと評価され、特に、接着樹脂層として用いられる単層フィルムのヘーズが30以下であるものが好ましい。 [Haze]
A single-layer film having a thickness of 100 μm for the soft vinyl chloride resin layer (A), the adhesive resin layer (B1), and the polyolefin layer (C) used in the above-described evaluation of adhesiveness was used. Haze was measured with a haze meter (product name: NDH2000) according to ISO 14782 (1999). The results obtained are shown in Table 2. In addition, it is evaluated that it is excellent in transparency, so that the value of haze is small, and the thing whose haze of the single layer film used as an adhesive resin layer is 30 or less is especially preferable.
上記の接着性の評価において用いた軟質塩化ビニル樹脂層(A)、接着樹脂層(B1)及びポリオレフィン層(C)用の厚み100μの単層フィルムを用い、それぞれについて、日本電色工業社製ヘーズメーター(製品名:NDH2000)によりISO 14782(1999)に準拠してヘーズを測定した。得られた結果を表-2に示す。なお、ヘーズの値が小さいほど透明性に優れるものと評価され、特に、接着樹脂層として用いられる単層フィルムのヘーズが30以下であるものが好ましい。 [Haze]
A single-layer film having a thickness of 100 μm for the soft vinyl chloride resin layer (A), the adhesive resin layer (B1), and the polyolefin layer (C) used in the above-described evaluation of adhesiveness was used. Haze was measured with a haze meter (product name: NDH2000) according to ISO 14782 (1999). The results obtained are shown in Table 2. In addition, it is evaluated that it is excellent in transparency, so that the value of haze is small, and the thing whose haze of the single layer film used as an adhesive resin layer is 30 or less is especially preferable.
(実施例1-2、比較例1-1~1-6)
使用する原料を表-1の通りとした以外は実施例1-1と同様にして樹脂組成物(B1)に用いる樹脂組成物のペレットを製造した。
比較例1-5及び1-6は、接着樹脂層(B1)としてa-1又はa-2をそのまま使用した。 (Example 1-2, Comparative Examples 1-1 to 1-6)
Resin composition pellets used for the resin composition (B1) were produced in the same manner as in Example 1-1 except that the raw materials used were as shown in Table 1.
In Comparative Examples 1-5 and 1-6, a-1 or a-2 was used as it was as the adhesive resin layer (B1).
使用する原料を表-1の通りとした以外は実施例1-1と同様にして樹脂組成物(B1)に用いる樹脂組成物のペレットを製造した。
比較例1-5及び1-6は、接着樹脂層(B1)としてa-1又はa-2をそのまま使用した。 (Example 1-2, Comparative Examples 1-1 to 1-6)
Resin composition pellets used for the resin composition (B1) were produced in the same manner as in Example 1-1 except that the raw materials used were as shown in Table 1.
In Comparative Examples 1-5 and 1-6, a-1 or a-2 was used as it was as the adhesive resin layer (B1).
更に実施例1-1と同様にして積層体を製造し、「対PVC接着性」、「対PP接着性」及び「日本薬局方容器試験」の評価を行った。結果を表-1に示す。
Further, a laminate was produced in the same manner as in Example 1-1, and evaluation of “adhesiveness to PVC”, “adhesiveness to PP” and “Japanese Pharmacopoeia Container Test” was performed. The results are shown in Table 1.
〔結果の評価1〕
表-1に示す通り、実施例1-1及び1-2においては、各層間の接着性が良好であり、さらに日本薬局方容器試験においても合格であった。従って、積層体として十分な物理的特性を有するとともに、医療用容器として好適に使用することができることが確認された。 [Evaluation of results 1]
As shown in Table 1, in Examples 1-1 and 1-2, the adhesion between each layer was good, and also passed in the Japanese Pharmacopoeia container test. Accordingly, it was confirmed that the laminate has sufficient physical properties and can be suitably used as a medical container.
表-1に示す通り、実施例1-1及び1-2においては、各層間の接着性が良好であり、さらに日本薬局方容器試験においても合格であった。従って、積層体として十分な物理的特性を有するとともに、医療用容器として好適に使用することができることが確認された。 [Evaluation of results 1]
As shown in Table 1, in Examples 1-1 and 1-2, the adhesion between each layer was good, and also passed in the Japanese Pharmacopoeia container test. Accordingly, it was confirmed that the laminate has sufficient physical properties and can be suitably used as a medical container.
さらに、表-2に示す通り、実施例1-1においてはいずれの層においても良好な透明性を示した。通常、複数の樹脂を組み合わせて使用した樹脂組成物においては透明性が悪化するものであるが、本発明における接着樹脂層(B1)に該当する(β―1)を用いた単層フィルムは良好な透明性を示した。
Further, as shown in Table 2, in Example 1-1, all the layers exhibited good transparency. Usually, in a resin composition using a combination of a plurality of resins, the transparency deteriorates, but a single layer film using (β-1) corresponding to the adhesive resin layer (B1) in the present invention is good. Transparency.
比較例1-6については、「日本薬局方容器試験」において、過マンガン酸カリウム消費量の試験、及び紫外線吸収スペクトルの試験において基準を満足せず、「×」となった。
Comparative Example 1-6 was evaluated as “x” in the “Japanese Pharmacopoeia Container Test” because it did not satisfy the standards in the potassium permanganate consumption test and the ultraviolet absorption spectrum test.

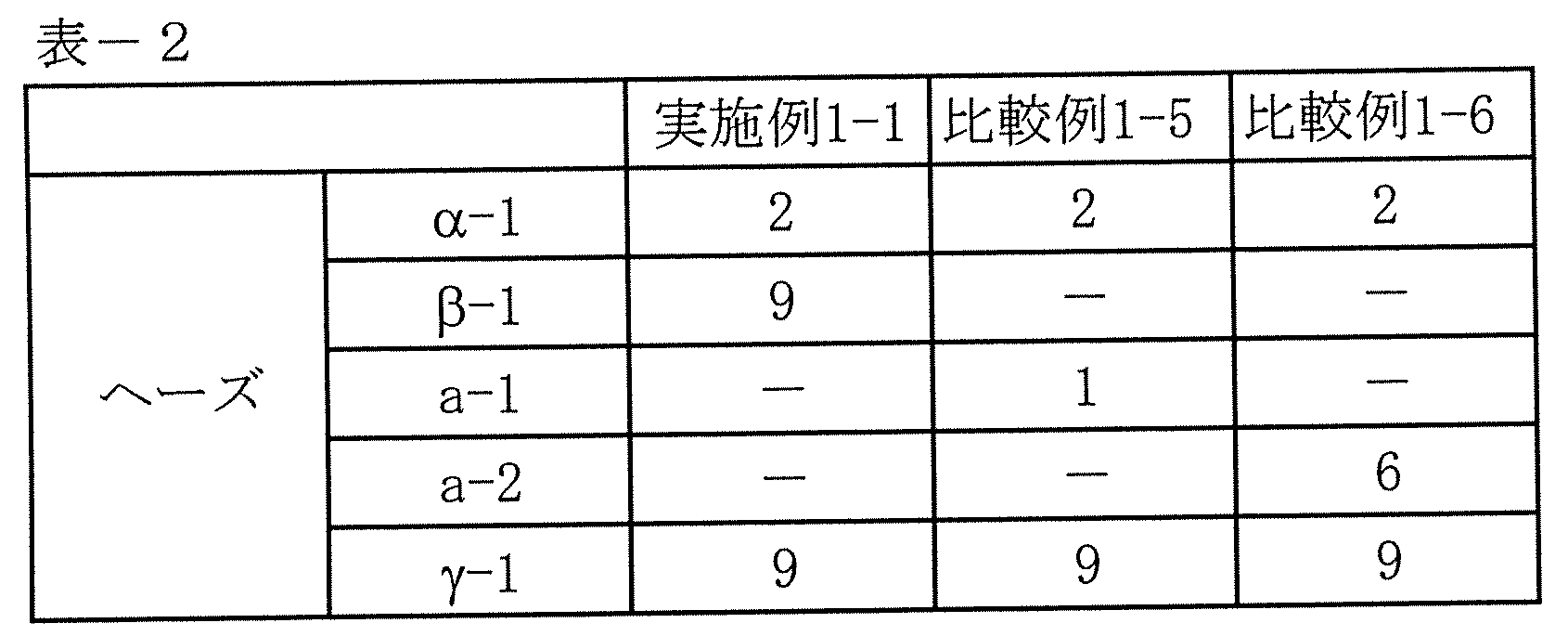
・本発明の第2の態様に係る積層体の評価
<軟質塩化ビニル樹脂層(A)>
(A-1)三菱化学社製「1170M55」:軟質塩化ビニル樹脂。
<接着樹脂層(B2)>
(B-1)脂環式ポリエステル
1,4-シクロヘキサンジカルボン酸と1,4-シクロヘキサンジメタノールの重合体をハードセグメントとし、ポリテトラメチレンエーテルグリコール(数平均分子量:2000)をソフトセグメントとするポリエーテルエステルブロック共重合体。ポリテトラメチレンエーテルグリコールの含有量15重量%。230℃、2.16kg荷重(kgf)で測定したメルトフローレート30g/10min。融点197℃。 -Evaluation of the laminate according to the second aspect of the present invention <Soft vinyl chloride resin layer (A)>
(A-1) “1170M55” manufactured by Mitsubishi Chemical Corporation: soft vinyl chloride resin.
<Adhesive resin layer (B2)>
(B-1) Cycloaliphatic Polyester A polymer comprising 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol as a hard segment and polytetramethylene ether glycol (number average molecular weight: 2000) as a soft segment Ether ester block copolymer. The content of polytetramethylene ether glycol is 15% by weight. Melt flow rate measured at 230 ° C. and 2.16 kg load (kgf) 30 g / 10 min. Melting point 197 ° C.
<軟質塩化ビニル樹脂層(A)>
(A-1)三菱化学社製「1170M55」:軟質塩化ビニル樹脂。
<接着樹脂層(B2)>
(B-1)脂環式ポリエステル
1,4-シクロヘキサンジカルボン酸と1,4-シクロヘキサンジメタノールの重合体をハードセグメントとし、ポリテトラメチレンエーテルグリコール(数平均分子量:2000)をソフトセグメントとするポリエーテルエステルブロック共重合体。ポリテトラメチレンエーテルグリコールの含有量15重量%。230℃、2.16kg荷重(kgf)で測定したメルトフローレート30g/10min。融点197℃。 -Evaluation of the laminate according to the second aspect of the present invention <Soft vinyl chloride resin layer (A)>
(A-1) “1170M55” manufactured by Mitsubishi Chemical Corporation: soft vinyl chloride resin.
<Adhesive resin layer (B2)>
(B-1) Cycloaliphatic Polyester A polymer comprising 1,4-cyclohexanedicarboxylic acid and 1,4-cyclohexanedimethanol as a hard segment and polytetramethylene ether glycol (number average molecular weight: 2000) as a soft segment Ether ester block copolymer. The content of polytetramethylene ether glycol is 15% by weight. Melt flow rate measured at 230 ° C. and 2.16 kg load (kgf) 30 g / 10 min. Melting point 197 ° C.
<接着樹脂層(B3)>
(C-1)三菱化学社製「ゼラス(登録商標)MC748AP」:スチレン系エラストマー及び無水マレイン変性ポリプロピレンを含有する樹脂組成物。MFR(230℃、2.16kg)2.0g/10分)
(C-2)三菱化学社製「モディック(登録商標)F512」:ポリオレフィン系接着性樹脂(変性ポリオレフィン樹脂)。MFR(190℃、2.16kg)1.5g/10分)(比較例用) <Adhesive resin layer (B3)>
(C-1) “Zeras (registered trademark) MC748AP” manufactured by Mitsubishi Chemical Corporation: a resin composition containing a styrene elastomer and anhydrous maleic modified polypropylene. MFR (230 ° C, 2.16 kg) 2.0 g / 10 min)
(C-2) “Modic (registered trademark) F512” manufactured by Mitsubishi Chemical Corporation: polyolefin adhesive resin (modified polyolefin resin). MFR (190 ° C., 2.16 kg) 1.5 g / 10 min) (for comparative example)
(C-1)三菱化学社製「ゼラス(登録商標)MC748AP」:スチレン系エラストマー及び無水マレイン変性ポリプロピレンを含有する樹脂組成物。MFR(230℃、2.16kg)2.0g/10分)
(C-2)三菱化学社製「モディック(登録商標)F512」:ポリオレフィン系接着性樹脂(変性ポリオレフィン樹脂)。MFR(190℃、2.16kg)1.5g/10分)(比較例用) <Adhesive resin layer (B3)>
(C-1) “Zeras (registered trademark) MC748AP” manufactured by Mitsubishi Chemical Corporation: a resin composition containing a styrene elastomer and anhydrous maleic modified polypropylene. MFR (230 ° C, 2.16 kg) 2.0 g / 10 min)
(C-2) “Modic (registered trademark) F512” manufactured by Mitsubishi Chemical Corporation: polyolefin adhesive resin (modified polyolefin resin). MFR (190 ° C., 2.16 kg) 1.5 g / 10 min) (for comparative example)
<ポリオレフィン層(C)>
(D-1)三菱化学社製「ゼラス(登録商標)7025」:プロピレン-エチレンブロック共重合体、MFR(230℃、2.16kg)1.6g/10分) <Polyolefin layer (C)>
(D-1) “Zeras (registered trademark) 7025” manufactured by Mitsubishi Chemical Corporation: propylene-ethylene block copolymer, MFR (230 ° C., 2.16 kg) 1.6 g / 10 min)
(D-1)三菱化学社製「ゼラス(登録商標)7025」:プロピレン-エチレンブロック共重合体、MFR(230℃、2.16kg)1.6g/10分) <Polyolefin layer (C)>
(D-1) “Zeras (registered trademark) 7025” manufactured by Mitsubishi Chemical Corporation: propylene-ethylene block copolymer, MFR (230 ° C., 2.16 kg) 1.6 g / 10 min)
(実施例2-1)
[接着性評価]
上記の軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)及びポリオレフィン層(C)用の材料を用い、GSIクレオス社製、Tダイ成形機にてそれぞれ厚み100μの単層フィルムを得た。成形温度は190℃、成形速度は5m/分に設定した。 Example 2-1
[Adhesion evaluation]
Using the materials for the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C), the thickness is 100 μm by GSI Creos and T-die molding machine. A single layer film was obtained. The molding temperature was set to 190 ° C., and the molding speed was set to 5 m / min.
[接着性評価]
上記の軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)及びポリオレフィン層(C)用の材料を用い、GSIクレオス社製、Tダイ成形機にてそれぞれ厚み100μの単層フィルムを得た。成形温度は190℃、成形速度は5m/分に設定した。 Example 2-1
[Adhesion evaluation]
Using the materials for the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C), the thickness is 100 μm by GSI Creos and T-die molding machine. A single layer film was obtained. The molding temperature was set to 190 ° C., and the molding speed was set to 5 m / min.
これらの単層フィルムを用いて以下の方法によって各層間の接着力を測定することにより、積層体とした際の各層間の接着力を模式的に評価した。すなわち、軟質塩化ビニル樹脂層(A)の単層フィルムと接着樹脂層(B2)の単層フィルム、接着樹脂層(B2)の単層フィルムと接着樹脂層(B3)の単層フィルム、接着樹脂層(B3)の単層フィルムとポリオレフィン層(C)の単層フィルム、の何れか1対の単層フィルム同士を重ね、210℃、2kg/cm2の条件でヒートシールを行った。
By using these single-layer films, the adhesive strength between the respective layers was measured by the following method, thereby schematically evaluating the adhesive strength between the respective layers when the laminate was formed. That is, a single layer film of a soft vinyl chloride resin layer (A) and a single layer film of an adhesive resin layer (B2), a single layer film of an adhesive resin layer (B2) and a single layer film of an adhesive resin layer (B3), an adhesive resin One pair of single layer films of the single layer film of the layer (B3) and the single layer film of the polyolefin layer (C) were stacked, and heat-sealed under the conditions of 210 ° C. and 2 kg / cm 2 .
得られた積層フィルムのサンプルを15mm幅に切り出し、23℃雰囲気下、速度100mm/minにて180°剥離試験を行った。結果を表-2に示す。
A sample of the obtained laminated film was cut into a width of 15 mm, and a 180 ° peel test was performed at a speed of 100 mm / min in a 23 ° C. atmosphere. The results are shown in Table 2.
[日本薬局方容器試験]
上記で得られた接着樹脂層(B2)又は接着樹脂層(B3)の単層フィルムを用い、第十六改正・日本薬局方の「7.02プラスチック医薬品容器試験法」のうち、「1.2溶出物試験」の項目の評価を行った。全ての基準を合格したものを「〇」とし、1つでも不合格の項目がある場合を「×」とした。評価結果を表-2に示す。 [Japanese Pharmacopoeia Container Test]
Using the single layer film of the adhesive resin layer (B2) or the adhesive resin layer (B3) obtained as described above, the “1. Evaluation of the item “2 eluate test” was performed. A case where all the standards were passed was indicated as “◯”, and a case where there was at least one rejected item was indicated as “X”. The evaluation results are shown in Table 2.
上記で得られた接着樹脂層(B2)又は接着樹脂層(B3)の単層フィルムを用い、第十六改正・日本薬局方の「7.02プラスチック医薬品容器試験法」のうち、「1.2溶出物試験」の項目の評価を行った。全ての基準を合格したものを「〇」とし、1つでも不合格の項目がある場合を「×」とした。評価結果を表-2に示す。 [Japanese Pharmacopoeia Container Test]
Using the single layer film of the adhesive resin layer (B2) or the adhesive resin layer (B3) obtained as described above, the “1. Evaluation of the item “2 eluate test” was performed. A case where all the standards were passed was indicated as “◯”, and a case where there was at least one rejected item was indicated as “X”. The evaluation results are shown in Table 2.
[ヘーズ]
上記の接着性の評価において用いた軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)及びポリオレフィン層(C)用の厚み100μの単層フィルムを用い、それぞれについて、日本電色工業社製ヘーズメーター(製品名:NDH2000)によりISO 14782(1999)に準拠してヘーズを測定した。得られた結果を表-4に示す。なお、ヘーズの値が小さいほど透明性に優れるものと評価され、特に、接着樹脂層として用いられる単層フィルムのヘーズが30以下であるものが好ましい。 [Haze]
About each using the 100-micrometer-thick single-layer film for the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C) used in the evaluation of adhesiveness. The haze was measured according to ISO 14782 (1999) using a haze meter (product name: NDH2000) manufactured by Nippon Denshoku Industries Co., Ltd. The results obtained are shown in Table 4. In addition, it is evaluated that it is excellent in transparency, so that the value of haze is small, and the thing whose haze of the single layer film used as an adhesive resin layer is 30 or less is especially preferable.
上記の接着性の評価において用いた軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)及びポリオレフィン層(C)用の厚み100μの単層フィルムを用い、それぞれについて、日本電色工業社製ヘーズメーター(製品名:NDH2000)によりISO 14782(1999)に準拠してヘーズを測定した。得られた結果を表-4に示す。なお、ヘーズの値が小さいほど透明性に優れるものと評価され、特に、接着樹脂層として用いられる単層フィルムのヘーズが30以下であるものが好ましい。 [Haze]
About each using the 100-micrometer-thick single-layer film for the soft vinyl chloride resin layer (A), the adhesive resin layer (B2), the adhesive resin layer (B3), and the polyolefin layer (C) used in the evaluation of adhesiveness. The haze was measured according to ISO 14782 (1999) using a haze meter (product name: NDH2000) manufactured by Nippon Denshoku Industries Co., Ltd. The results obtained are shown in Table 4. In addition, it is evaluated that it is excellent in transparency, so that the value of haze is small, and the thing whose haze of the single layer film used as an adhesive resin layer is 30 or less is especially preferable.
(比較例2-1~2-4)
層構成を表-2の通りとした以外は実施例2-1と同様にして各層間の接着性の評価を行った。更に実施例2-1と同様にして接着樹脂層(B2)又は接着樹脂層(B3)に相当する樹脂について「日本薬局方容器試験」の評価を行った。結果を表-3に示す。 (Comparative Examples 2-1 to 2-4)
The adhesion between the respective layers was evaluated in the same manner as in Example 2-1, except that the layer configuration was as shown in Table 2. Further, in the same manner as in Example 2-1, the “Japanese Pharmacopoeia Container Test” was evaluated for the resin corresponding to the adhesive resin layer (B2) or the adhesive resin layer (B3). The results are shown in Table 3.
層構成を表-2の通りとした以外は実施例2-1と同様にして各層間の接着性の評価を行った。更に実施例2-1と同様にして接着樹脂層(B2)又は接着樹脂層(B3)に相当する樹脂について「日本薬局方容器試験」の評価を行った。結果を表-3に示す。 (Comparative Examples 2-1 to 2-4)
The adhesion between the respective layers was evaluated in the same manner as in Example 2-1, except that the layer configuration was as shown in Table 2. Further, in the same manner as in Example 2-1, the “Japanese Pharmacopoeia Container Test” was evaluated for the resin corresponding to the adhesive resin layer (B2) or the adhesive resin layer (B3). The results are shown in Table 3.


〔結果の評価2〕
表-3に示す通り、実施例2-1においては、各層間の接着性が良好であり、さらに日本薬局方容器試験においても合格であった。従って、積層体として十分な物理的特性を有するとともに、医療用容器として問題無く使用することができることが確認された。 [Evaluation of results 2]
As shown in Table 3, in Example 2-1, the adhesion between the layers was good, and also passed in the Japanese Pharmacopoeia container test. Therefore, it was confirmed that the laminate had sufficient physical properties and could be used as a medical container without problems.
表-3に示す通り、実施例2-1においては、各層間の接着性が良好であり、さらに日本薬局方容器試験においても合格であった。従って、積層体として十分な物理的特性を有するとともに、医療用容器として問題無く使用することができることが確認された。 [Evaluation of results 2]
As shown in Table 3, in Example 2-1, the adhesion between the layers was good, and also passed in the Japanese Pharmacopoeia container test. Therefore, it was confirmed that the laminate had sufficient physical properties and could be used as a medical container without problems.
さらに、表-4に示す通り、実施例2-1においてはいずれの層においても良好な透明性を示した。通常、複数の樹脂を組み合わせて使用した樹脂組成物においては透明性が悪化するものであるが、本発明における接着樹脂層(B3)に該当する(C―1)を用いた単層フィルムは良好な透明性を示した。
Furthermore, as shown in Table 4, Example 2-1 showed good transparency in any layer. Usually, in a resin composition using a combination of a plurality of resins, transparency is deteriorated, but a single layer film using (C-1) corresponding to the adhesive resin layer (B3) in the present invention is good. Transparency.
一方、比較例2-1~2-3においては、層間の接着性が不良であるため、積層体としての物理的特性を満足することが出来なかった。比較例2-4については、「日本薬局方容器試験」において、過マンガン酸カリウム消費量の試験、及び紫外線吸収スペクトルの試験において基準を満足せず、「×」となった。
On the other hand, in Comparative Examples 2-1 to 2-3, the adhesion between the layers was poor, so that the physical characteristics as a laminate could not be satisfied. In Comparative Example 2-4, in the “Japanese Pharmacopoeia Container Test”, the test for the consumption of potassium permanganate and the test for the ultraviolet absorption spectrum did not satisfy the standard, and the result was “x”.
本発明を特定の態様を用いて詳細に説明したが、本発明の意図と範囲を離れることなく様々な変更および変形が可能であることは、当業者にとって明らかである。なお本出願は、2011年4月15日付で出願された日本特許出願(特願2011-091395)および2011年6月8日付で出願された日本特許出願(特願2011-128696)に基づいており、その全体が引用により援用される。
Although the present invention has been described in detail using specific embodiments, it will be apparent to those skilled in the art that various modifications and variations can be made without departing from the spirit and scope of the invention. This application is based on a Japanese patent application (Japanese Patent Application No. 2011-091395) filed on April 15, 2011 and a Japanese patent application (Japanese Patent Application No. 2011-128696) filed on June 8, 2011. , Which is incorporated by reference in its entirety.
Claims (14)
- 軟質塩化ビニル樹脂層(A)、脂環式ポリエステル及びスチレン系エラストマーを含有する接着樹脂層(B1)及びポリオレフィン層(C)を有し、該脂環式ポリエステルの融点が130~200℃であり、かつ該スチレン系エラストマーの数平均分子量が190000以下であることを特徴とする積層体。 It has a soft vinyl chloride resin layer (A), an adhesive resin layer (B1) containing an alicyclic polyester and a styrene elastomer, and a polyolefin layer (C), and the melting point of the alicyclic polyester is 130 to 200 ° C. And the number average molecular weight of this styrene-type elastomer is 190,000 or less, The laminated body characterized by the above-mentioned.
- 前記接着樹脂層(B1)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を有する請求項1に記載の積層体。 The laminate according to claim 1, wherein in the adhesive resin layer (B1), the alicyclic polyester has a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol.
- 前記接着樹脂層(B1)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を主な構成単位とするセグメントと、ポリアルキレンエーテルポリオールセグメントとを有する請求項1又は2に記載の積層体。 In the adhesive resin layer (B1), the alicyclic polyester comprises a segment mainly composed of units derived from 1,4-cyclohexanedicarboxylic acid and units derived from 1,4-cyclohexanedimethanol, and a polyalkylene ether. The laminated body of Claim 1 or 2 which has a polyol segment.
- 前記接着樹脂層(B1)において、前記スチレン系エラストマーが、ビニル芳香族化合物を主体とする少なくとも2個の重合体ブロックPと、ブタジエン及び/またはイソプレンを主体とする少なくとも1個の重合体ブロックQからなり、重合体ブロックPが5~55重量%を占めるブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である請求項1~3の何れか1項に記載の積層体。 In the adhesive resin layer (B1), the styrene elastomer comprises at least two polymer blocks P mainly composed of a vinyl aromatic compound and at least one polymer block Q mainly composed of butadiene and / or isoprene. A block copolymer comprising 5 to 55% by weight of a polymer block P and / or a hydrogenated block copolymer obtained by hydrogenating the block copolymer. The laminate according to Item 1.
- 軟質塩化ビニル樹脂層(A)、接着樹脂層(B2)、接着樹脂層(B3)、及びポリオレフィン層(C)をこの順で有する積層体であって、接着樹脂層(B2)が脂環式ポリエステルを含有し、接着樹脂層(B3)がスチレン系エラストマー及び変性ポリオレフィン樹脂を含有することを特徴とする積層体。 A laminate having a soft vinyl chloride resin layer (A), an adhesive resin layer (B2), an adhesive resin layer (B3), and a polyolefin layer (C) in this order, and the adhesive resin layer (B2) is an alicyclic type A laminate comprising polyester, wherein the adhesive resin layer (B3) contains a styrene elastomer and a modified polyolefin resin.
- 前記接着樹脂層(B2)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を有する請求項5に記載の積層体。 The laminate according to claim 5, wherein, in the adhesive resin layer (B2), the alicyclic polyester has a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol.
- 前記接着樹脂層(B2)において、前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を主な構成単位とするセグメントと、ポリアルキレンエーテルポリオールセグメントとを有する請求項5又は6に記載の積層体。 In the adhesive resin layer (B2), the alicyclic polyester comprises a segment mainly comprising units derived from 1,4-cyclohexanedicarboxylic acid and units derived from 1,4-cyclohexanedimethanol, and a polyalkylene ether. The laminated body of Claim 5 or 6 which has a polyol segment.
- 前記ポリオレフィン層(C)がエチレン系樹脂及び/またはプロピレン系樹脂である請求項1~7の何れか1項に記載の積層体。 The laminate according to any one of claims 1 to 7, wherein the polyolefin layer (C) is an ethylene resin and / or a propylene resin.
- 請求項1~8の何れか1項に記載の積層体からなる医療用容器。 A medical container comprising the laminate according to any one of claims 1 to 8.
- 請求項1~9の何れか1項に記載の積層体を構成物として含む輸液バッグ。 An infusion bag comprising the laminate according to any one of claims 1 to 9 as a constituent.
- 脂環式ポリエステル及びスチレン系エラストマーを含み、該脂環式ポリエステルの融点が130~200℃であり、かつ該スチレン系エラストマーの数平均分子量が190000以下であることを特徴とする樹脂組成物。 A resin composition comprising an alicyclic polyester and a styrene elastomer, wherein the alicyclic polyester has a melting point of 130 to 200 ° C., and the styrene elastomer has a number average molecular weight of 190,000 or less.
- 前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を有する請求項11に記載の樹脂組成物。 The resin composition according to claim 11, wherein the alicyclic polyester has a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol.
- 前記脂環式ポリエステルが、1,4-シクロヘキサンジカルボン酸由来の単位及び1,4-シクロヘキサンジメタノール由来の単位を主な構成単位とするセグメントと、ポリアルキレンエーテルポリオールセグメントとを有する請求項11又は12に記載の樹脂組成物。 The alicyclic polyester has a segment mainly composed of a unit derived from 1,4-cyclohexanedicarboxylic acid and a unit derived from 1,4-cyclohexanedimethanol, and a polyalkylene ether polyol segment. 12. The resin composition according to 12.
- 前記スチレン系エラストマーが、ビニル芳香族化合物を主体とする少なくとも2個の重合体ブロックPと、ブタジエン及び/またはイソプレンを主体とする少なくとも1個の重合体ブロックQからなり、重合体ブロックPが5~55重量%を占めるブロック共重合体及び/または該ブロック共重合体を水素添加して得られる水添ブロック共重合体である請求項11~13の何れか1項に記載の樹脂組成物。 The styrenic elastomer comprises at least two polymer blocks P mainly composed of vinyl aromatic compounds and at least one polymer block Q mainly composed of butadiene and / or isoprene. The resin composition according to any one of claims 11 to 13, which is a block copolymer occupying ˜55% by weight and / or a hydrogenated block copolymer obtained by hydrogenating the block copolymer.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011091395 | 2011-04-15 | ||
| JP2011-091395 | 2011-04-15 | ||
| JP2011128696 | 2011-06-08 | ||
| JP2011-128696 | 2011-06-08 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012141264A1 true WO2012141264A1 (en) | 2012-10-18 |
Family
ID=47009431
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/060066 WO2012141264A1 (en) | 2011-04-15 | 2012-04-12 | Laminated body and medical device |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5929447B2 (en) |
| WO (1) | WO2012141264A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015019750A (en) * | 2013-07-17 | 2015-02-02 | アロン化成株式会社 | Thermoplastic elastomer composition for medical container stopper |
| CN112867592A (en) * | 2018-10-31 | 2021-05-28 | 日本瑞翁株式会社 | Vinyl chloride resin composition for powder molding, vinyl chloride resin molded article, and laminate |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020246536A1 (en) * | 2019-06-06 | 2020-12-10 | タキロンシーアイ株式会社 | Stretchable film |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05287182A (en) * | 1991-08-27 | 1993-11-02 | General Electric Co <Ge> | Modified polyester resin composition |
| JP2006249211A (en) * | 2005-03-10 | 2006-09-21 | Mitsubishi Chemicals Corp | Inorganic filler reinforced polyester resin composition |
| JP2010516523A (en) * | 2007-01-31 | 2010-05-20 | イーストマン ケミカル カンパニー | Thermoplastic elastomer composite material fused to rigid PVC |
| JP2010526689A (en) * | 2007-05-09 | 2010-08-05 | バクスター・インターナショナル・インコーポレイテッド | Multi-layer structure comprising a poly (vinylidene chloride) layer |
| JP2010264657A (en) * | 2009-05-14 | 2010-11-25 | Mitsubishi Plastics Inc | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container |
| JP2011219563A (en) * | 2010-04-06 | 2011-11-04 | Mitsubishi Chemicals Corp | Alicyclic polyester-based resin composition and molded body thereof |
| JP2012052058A (en) * | 2010-09-03 | 2012-03-15 | Mitsubishi Chemicals Corp | Resin composition and molded product |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02227251A (en) * | 1989-02-28 | 1990-09-10 | Sekisui Chem Co Ltd | Transfusion bag |
| JP2000290356A (en) * | 1999-04-09 | 2000-10-17 | Kuraray Co Ltd | Polyester and molding prepared therefrom |
| ATE398152T1 (en) * | 2004-01-30 | 2008-07-15 | Renolit Ag | SYNDIOTACTIC POLYPROPYLENE COMPOSITION WITH A THERMOPLASTIC ELASTOMER |
| JP2005298555A (en) * | 2004-04-07 | 2005-10-27 | Mitsubishi Chemicals Corp | Polyester, method for producing the same and medical device using the polyester |
-
2012
- 2012-04-12 WO PCT/JP2012/060066 patent/WO2012141264A1/en active Application Filing
- 2012-04-13 JP JP2012092110A patent/JP5929447B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05287182A (en) * | 1991-08-27 | 1993-11-02 | General Electric Co <Ge> | Modified polyester resin composition |
| JP2006249211A (en) * | 2005-03-10 | 2006-09-21 | Mitsubishi Chemicals Corp | Inorganic filler reinforced polyester resin composition |
| JP2010516523A (en) * | 2007-01-31 | 2010-05-20 | イーストマン ケミカル カンパニー | Thermoplastic elastomer composite material fused to rigid PVC |
| JP2010526689A (en) * | 2007-05-09 | 2010-08-05 | バクスター・インターナショナル・インコーポレイテッド | Multi-layer structure comprising a poly (vinylidene chloride) layer |
| JP2010264657A (en) * | 2009-05-14 | 2010-11-25 | Mitsubishi Plastics Inc | Heat-shrinkable laminated film, molded product using the film, heat-shrinkable label, and container |
| JP2011219563A (en) * | 2010-04-06 | 2011-11-04 | Mitsubishi Chemicals Corp | Alicyclic polyester-based resin composition and molded body thereof |
| JP2012052058A (en) * | 2010-09-03 | 2012-03-15 | Mitsubishi Chemicals Corp | Resin composition and molded product |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015019750A (en) * | 2013-07-17 | 2015-02-02 | アロン化成株式会社 | Thermoplastic elastomer composition for medical container stopper |
| CN112867592A (en) * | 2018-10-31 | 2021-05-28 | 日本瑞翁株式会社 | Vinyl chloride resin composition for powder molding, vinyl chloride resin molded article, and laminate |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013014127A (en) | 2013-01-24 |
| JP5929447B2 (en) | 2016-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4053264B2 (en) | Laminated molded body | |
| EP0664327B1 (en) | Adhesive resin composition | |
| JP5072167B2 (en) | Thermoplastic resin composition and multilayer laminate | |
| JP5284109B2 (en) | Resin composition and multilayer structure | |
| JP5929447B2 (en) | Laminate and medical container | |
| JP3806323B2 (en) | Adhesive polymer composition and method for producing the same | |
| JP2015042738A (en) | Thermoplastic resin composition for sealant material | |
| JP2005111926A (en) | Multilayered laminate and molded product comprising the same | |
| JP5998309B2 (en) | RESIN COMPOSITION, MOLDED BODY, AND MULTILAYER STRUCTURE CONTAINING ETHYLENE-VINYL ALCOHOL COPOLYMER | |
| JP7069876B2 (en) | Thermoplastic resin composition and resin molded product | |
| WO2005102695A1 (en) | Heat shrinkable film | |
| JP2014141657A (en) | Resin compositions and laminates | |
| JP6903011B2 (en) | Resin compositions, laminates and molded products containing ethylene-vinyl alcohol copolymers | |
| JP2004276600A (en) | Resin laminate for adhesion and laminated molded item | |
| JP5796310B2 (en) | Modified alicyclic polyester and molded body | |
| JP4403771B2 (en) | Resin molded body | |
| JP2018145217A (en) | Resin composition for sealant, laminate film, and container | |
| JP5477263B2 (en) | Resin composition and multilayer molded body | |
| JP2021116380A (en) | Resin composition, molding and laminate | |
| JP4133452B2 (en) | Multilayer structure and package | |
| JP6097043B2 (en) | Laminated resin sheet and film | |
| JP7259473B2 (en) | Resin composition, molded article and laminate | |
| JP5906819B2 (en) | Resin composition and laminate | |
| JP2016107443A (en) | Laminate, formed body, formed cup, and container for beverage product | |
| JP4341286B2 (en) | Adhesive resin composition, laminate and gasoline tank |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12770602 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12770602 Country of ref document: EP Kind code of ref document: A1 |