Verfahren zur Herstellung von mehrschichtigen Verbundkörpern
Die vorliegende Erfindung betrifft ein Verfahren zur Herstellung von mehrschichtigen Verbundkörpern, dadurch gekennzeichnet, dass man folgende Arbeitsschritte nachein- ander durchführt:
(a) man versieht eine negative oder positive Matrize durch Leistungs-modulierte Lasergravur mit einer Oberflächenstruktur in Form von einem Bild oder einem Muster, welches mindestens ein von geometrischen Elementen, Zahlen und Buchstaben verschiedenes Element (D) aufweist, wobei Rasterwinkel, Lochtiefe oder Verjüngungen innerhalb der Oberflächenstruktur unterschiedlich sind,
(b) man formt gegebenenfalls von der positiven Matrize eine negative Matrize ab,
(c) man besprüht die negative Matrize mit einer Kunststoff-Formulierung, wobei die negative Matrize eine Temperatur im Bereich von 50 bis 200°C aufweist,
(d) man lässt die Kunststoff-Formulierung zu einem Film verfestigen,
(e) man verbindet den Film mit einem Substrat (A),
(f) und man trennt die Matrize ab,
wobei man die Arbeitsschritte (e) und (f) in beliebiger Reihenfolge durchführen kann.
Weiterhin betrifft die vorliegende Erfindung mehrschichtige Verbundkörper, enthaltend (A) ein Substrat,
(B) gegebenenfalls mindestens eine Verbindungsschicht und
(C) eine Kunststoffschicht mit einer Oberflächenstruktur ihrer Sichtseite,
wobei Kunststoffschicht (C) auf ihrer Sichtseite mindestens ein Bild oder Muster hat, welches mindestens ein von geometrischen Elementen, Zahlen und Buchstaben ver- schiedenes Element (D) aufweist
und wobei Rasterwinkel, Lochtiefe oder Verjüngungen innerhalb der Oberflächenstruktur unterschiedlich sind.
Weiterhin betrifft die vorliegende Erfindung Matrizen.
Zahlreiche Substrate werden mit einer Beschichtung versehen, um ein besonders schönes Aussehen und einen besonders angenehmen Griff (Haptik) zu erreichen. Dabei haben sich Beschichtungen mit polymeren Filmen als besonders vielseitig erwiesen. Polymere Filme lassen sich in der Regel vielseitig ausgestalten und je nach Mate- rial auch bedrucken, um eine interessante Gestaltung zu erreichen.
In WO 2005/47549 wird ein Verfahren offenbart, durch das man Leder beschichten kann. Man erhält stellt Matrizen her, die man mit einem Muster versehen hat, und auf die man eine Kunststoffdispersion aufbringt, wenn die Matrize warm ist. Man kann bei- spielsweise Kunstleder oder Leder mit einem angenehmen Griff erhalten. Ein beschichtetes Leder, das komplizierte Bilder aufweist, ist in WO 2005/47549 nicht offenbart.
Aus EP 2006/092440 ist ein Verfahren bekannt, durch das sich beschichtete Leder herstellen lassen, deren Beschichtung Härchen aufweist. Derartige Leder weisen eine samtartige Oberfläche mit angenehmem Griff auf. Komplizierte Bilder lassen sich jedoch nach dem offenbarten Verfahren in vielen Fällen nicht in ausreichender Qualität aufbringen.
In WO 2007/033968 und in WO 2008/017690 sind Verfahren offenbart, nach dem man mit Hilfe eines Lasers beispielsweise Zahlen, Buchstaben oder Logos auf eine Matrize eingraviert und mit Hilfe der Matrize dann einen Film herstellt, den man auf ein Sub- strat aufbringt. Komplizierte Bilder lassen sich jedoch nach dem offenbarten Verfahren in vielen Fällen nicht in ausreichender Qualität aufbringen.
In WO 2009/106503 ist ein Verfahren offenbart, wie man textile Oberflächen mit einer Beschichtung versehen kann, die beispielsweise einem Narbenleder oder der Muste- rung von Holz entspricht. Dazu bringt man eine Polyurethanschicht auf, die man vorher auf einer Matrize erzeugt hat. Die Polyurethanschicht hat Härchen, die beispielsweise einen kreisförmigen Durchmesser und eine kegelförmige Form aufweisen.
Es bestand die Aufgabe, ein Verfahren zur Herstellung von Verbundkörpern bereit zu stellen, durch das auch komplizierte Bilder mit hinreichender Qualität auf beschichtete Substrate übertragen werden können, ohne dass man Abstriche bei Griff und Aussehen der Oberfläche machen müsste.
Dementsprechend wurde das eingangs definierte Verfahren gefunden.
Unter mehrschichtigen Verbundkörpern werden im Folgenden solche Materialien verstanden, die
(A) mindestens ein Substrat aufweisen und
(C) mindestens eine Kunststoffschicht,
die miteinander verbunden sind.
Als Substrat (A) sind zahlreiche Materialien geeignet, beispielsweise Metallfolien, Papier, Pappe, Kartonagen, Holz, thermoplastische Formteile, bevorzugt sind Leder, Tex- til, Non-wovens (Vliesstoffe), Kunstleder, Papier und Holz.
Die Verbindung zwischen Substrat (A) und Kunststoffschicht (C) kann in verschiedenen Ausgestaltungen sein, beispielsweise in Form eines zusammenhängenden Films oder punktuell, in Form von Streifen, als Gitter, beispielsweise als quadratisches oder wa- benförmiges oder rautenförmiges Gitter ausgebildet sein.
Nach dem erfindungsgemäßen Verfahren hergestellte mehrschichtige Verbundkörper enthalten mindestens ein Substrat (A) und mindestens eine Kunststoffschicht (C), die auf ihrer Sichtseite ein kompliziertes Bild aufweist. Unter komplizierten oder komplexen Bildern werden im Rahmen der vorliegenden Erfindung dabei solche Bilder verstanden, welche mindestens ein von geometrischen Elementen, Zahlen und Buchstaben verschiedenes Element (D) aufweisen, das einmal oder mehrfach auf der Sichtseite des erfindungsgemäß beschichteten Substrats vorhanden ist. Beispiele für derartige Elemente (D) können beispielsweise Tiere, Pflanzen, Menschen einschließlich Konterfeis von Menschen, nicht-geometrisch entworfene Gebäude wie beispielsweise Kathedralen, Autos, Landschaften, Länder-Formen, Zeichentrickfiguren und insbesondere Abbildungen von Berühmtheiten aus Sport oder Kunst sein. Unter komplizierten Mustern werden im Rahmen der vorliegenden Erfindung solche Muster verstanden, die mindestens ein von geometrischen Elementen verschiedenes Element (D) aufweisen, welches einmal oder mehrmals vorkommt, beispielsweise Tiere, Pflanzen, Menschen einschließlich Konterfeis von Menschen, nicht-geometrisch entworfene Gebäude wie beispielsweise Kathedralen, weiterhin Autos, Landschaften, Länder-Formen, Zeichentrickfiguren und Abbildungen von Berühmtheiten aus Sport oder Kunst.
Ein Narbenmuster eines Leders und die Musterung von Holz als solche gelten weder als kompliziertes Bild noch als kompliziertes Muster im Sinne der vorliegenden Anmel- dung.
Geometrische Elemente sind beispielsweise Kreise, Ellipsen, jeweils ganz oder in Teilen, Quadrate, Rechtecke, Parallelogramme, Trapeze, Dreiecke, regelmäßige Fünfecke, regelmäßige Sechsecke, regelmäßige Achtecke, Geraden oder Strecken.
In einer Ausführungsform der vorliegenden Erfindung umfassen komplizierte Bilder mindestens ein Element (D) und mindestens ein geometrisches Element.
In einer anderen Ausführungsform der vorliegenden Erfindung umfassen komplizierte Bilder mindestens ein Element (D), aber kein geometrisches Element.
In einer bevorzugten Ausführungsform der vorliegenden Erfindung weist das komplizierte Bild keine regelmäßigen Wiederholungseinheiten auf. Darunter soll verstanden werden, dass - anders als bei Musterungen wie bei einer Tapete - die Motive sich nicht ständig wiederholen.
In einer anderen Ausführungsform der vorliegenden Erfindung weisen komplizierte Muster gewisse Wiederholungseinheiten auf, die vorzugsweise Element (D) umfassen.
In einer Ausführungsform der vorliegenden Erfindung kann das Bild oder Muster, zu- sätzlich zu Element (D), mindestens ein weiteres Element aufweisen, welches aus geometrischen Elementen, Zahlen und Buchstaben gewählt ist.
In einer Ausführungsform der vorliegenden Erfindung kann dass das Bild oder Muster eine Kombination von zwei verschiedenen Mustern darstellen, die ineinander überge- hen. Beispielsweise kann das Bild oder Muster ein Narbenmuster eines Leders, welches mit einem Muster eines Gewebes oder einer Strickware verbunden ist, beispielsweise durch eine imitierte Naht oder nahtlos, darstellen.
In einer Ausführungsform der vorliegenden Erfindung wird das Muster oder vorzugs- weise das Bild durch Erhebungen oder Vertiefungen mit einer Höhe bzw. Tiefe im Bereich von 1 bis 3000 μιη erzeugt, welche durch verschiedene Rasterungen, durch verschiedene Geometrien (Ausformungen) oder durch verschiedene Höhen oder Tiefen einen unterschiedlichen optischen Eindruck vermitteln. In einer Ausführungsform der vorliegenden Erfindung unterscheiden sich die Erhebungen bzw. Vertiefungen einzeln oder vorzugsweise gruppenweise dadurch, dass sie unterschiedliche Geometrien, unterschiedliche Höhen bzw. Tiefen oder unterschiedliche Rasterungen aufweisen. Das erfindungsgemäße Verfahren beinhaltet mehrere Schritte, die im Folgenden beschrieben werden.
In einem ersten Schritt, im Folgenden auch Schritt (a) genannt, versieht man eine negative oder positive Matrize durch Leistungs-modulierte Lasergravur mit einer Oberflä- chenstruktur in Form von einem Bild oder einem Muster, welches mindestens ein von geometrischen Elementen, Zahlen und Buchstaben verschiedenes Element (D) aufweist, wobei Rasterwinkel, Lochtiefe oder Verjüngungen innerhalb der Oberflächenstruktur unterschiedlich sind. Positive Matrizen kann man auch als Patrizen bezeichnen.
Positive bzw. negative Matrizen können aus zahlreichen Materialien gewählt werden, so kann man beispielsweise Metallmatrizen wählen, als Metalle sind beispielsweise Nickel, Chrom oder Aluminium geeignet. Weiterhin sind Kunststoffmatrizen geeignet, beispielsweise aus Polyurethan, Polyamid oder Polyvinylalkohol (PVA). Bevorzugt sind Matrizen, die mindestens ein polymeres Material als Bindemittel beinhalten, ganz besonders bevorzugt sind Silikonmatrizen.
In einer Ausführungsform der vorliegenden Erfindung wählt man positive Matrizen aus Kunststoff matrizen beispielsweise aus Polyurethan, Polyamid oder Polyvinylalkohol. In einer Ausführungsform der vorliegenden Erfindung wählt man negative Matrizen aus Silikonmatrizen.
In einer Ausführungsform der vorliegenden Erfindung wählt man positive Matrizen aus vorbelichteten Kunststoffmatrizen, beispielsweise aus Polyurethan, Polyamid oder Po- lyvinylalkohol.
Unter„aus Polyurethan",„aus Polyvinylalkohol" oder„aus Polyamid" soll dabei verstanden werden, dass die betreffende Matrize zu mehr als der Hälfte aus Polyurethan, Polyvinylalkohol bzw. Polyamid besteht, aber auch andere Substanzen enthalten kann, beispielsweise Füllstoffe, Konservierungsmittel, Antioxidantien und/oder Beschichtun- gen.
In einer Ausführungsform der vorliegenden Erfindung wählt man Matrizen, vorzugsweise negative Matrizen, in Plattenform. In einer anderen Ausführungsform der vorliegen- den Erfindung wählt man Matrizen, die auf einen Zylinder aufgezogen sind, oder solche Matrizen, die selbst zylindrische Form aufweisen. Matrizen, die zylindrische Form aufweisen, sind vorzugsweise nahtlos ausgebildet. Matrizen, die zylindrische Form aufweisen, sind besonders gut für eine kontinuierliche Variante des erfindungsgemäßen Verfahrens geeignet.
In einer Ausführungsform der vorliegenden Erfindung wählt man eine Matrize, die eine elastomere Schicht oder einen Schichtverbund aufweist, umfassend eine elastomere Schicht auf einem Träger, wobei die elastomere Schicht ein Bindemittel sowie gegebenenfalls weitere Zusatz- und Hilfsstoffe umfasst. Die Herstellung einer solchen Matrize kann dann die folgenden Schritte umfassen:
1 ) Aufbringen eines flüssigen Bindemittels, das gegebenenfalls Zusatz- und/oder Hilfsstoffe enthält, auf eine mit einem Bild oder einem Muster versehene Oberfläche, beispielsweise auf eine positive Matrize,
Aushärten des flüssigen Bindemittels, beispielsweise durch thermisches Aushärten, Strahlungshärtung oder durch Alternlassen,
3) Trennen der so erhältlichen Matrize und gegebenenfalls Aufbringen auf einen Träger, beispielsweise eine Metallplatte oder einen Metallzylinder.
In einer Ausführungsform der vorliegenden Erfindung geht man so vor, dass man ein flüssiges Silikon auf eine mit einem Bild oder einem Muster versehene Oberfläche aufbringt, das Silikon altern und somit aushärten lässt und dann abzieht. Die so erhältliche Silikonfolie wird dann auf einem Aluminiumträger geklebt.
In einer bevorzugten Ausführungsform der vorliegenden Erfindung stellt man eine Matrize bereit, die eine lasergravierbare Schicht oder einen Schichtverbund aufweist, umfassend eine lasergravierbare Schicht auf einem Träger, wobei die lasergravierbare Schicht ein Bindemittel sowie gegebenenfalls weitere Zusatz- und Hilfsstoffe umfasst. Die lasergravierbare Schicht ist vorzugsweise außerdem elastomer.
In einer bevorzugten Ausführungsform umfasst die Herstellung einer Matrize die folgenden Schritte: 1 ) Bereitstellen einer lasergravierbaren Schicht oder eines Schichtverbunds, umfassend eine lasergravierbare Schicht auf einem Träger, wobei die lasergravierbare Schicht ein Bindemittel sowie vorzugsweise Zusatz- und Hilfsstoffe umfasst,
2) thermochemische, photochemische oder aktinische Verstärkung der lasergra- vierbaren Schicht,
3) Versehen der lasergravierbaren Schicht mit einer Oberflächenstruktur durch
Leistungs-modulierte Lasergravur. Die lasergravierbare Schicht, die vorzugsweise elastomer ist, oder der Schichtverbund können auf einem Träger vorliegen, vorzugsweise liegen sie auf einem Träger vor. Beispiele für geeignete Träger umfassen Gewebe und Folien aus Polyethylentere- phthalat (PET), Polyethylennaphthalat (PEN), Polybutylenterephthalat (PBT), Polyethylen, Polypropylen, Polyamid oder Polycarbonat, bevorzugt PET- oder PEN-Folien. Ebenfalls als Träger geeignet sind Papiere und Gewirke, beispielsweise aus Cellulose. Als Träger können auch konische oder zylindrische Röhren aus den besagten Materialien, so genannte Sleeves, eingesetzt werden. Für Sleeves eignen sich auch Glasfasergewebe oder Verbundmaterialien aus Glasfasern und polymeren Werkstoffen. Weiterhin geeignete Trägermaterialien sind metallische Träger wie beispielsweise massive oder gewebeförmige, flächige oder zylindrische Träger aus Aluminium, Nickel, Stahl, magnetisierbarem Federstahl oder anderen Eisenlegierungen.
In einer Ausführungsform der vorliegenden Erfindung kann der Träger zur besseren Haftung der lasergravierbaren Schicht mit einer Haftschicht beschichtet sein. In einer anderen Ausführungsform der vorliegenden Erfindung ist keine Haftschicht erforderlich.
Die lasergravierbare Schicht umfasst mindestens ein Bindemittel, das ein Präpolymer sein kann, welches im Zuge einer thermochemischen Verstärkung zu einem Polymer reagiert. Geeignete Bindemittel kann man je nach den gewünschten Eigenschaften der lasergravierbaren Schicht bzw. der Matrize, beispielsweise im Hinblick auf Härte, Elas- tizität oder Flexibilität, auswählen. Geeignete Bindemittel lassen sich im Wesentlichen in 3 Gruppen einteilen, ohne dass die Bindemittel hierauf beschränkt sein sollen.
Die erste Gruppe umfasst solche Bindemittel, die über ethylenisch ungesättigte Gruppen verfügen. Die ethylenisch ungesättigten Gruppen sind photochemisch, thermo- chemisch, mittels Elektronenstrahlen oder mit einer beliebigen Kombination dieser Prozesse vernetzbar. Zusätzlich kann eine mechanische Verstärkung mittels Füllstoffen vorgenommen werden. Derartige Bindemittel sind beispielsweise solche, die 1 ,3- Dien-Monomere wie Isopren oder 1 ,3-Butadien einpolymerisiert enthalten. Die ethylenisch ungesättigte Gruppe kann dabei einmal als Kettenbaustein des Polymeren fun- gieren (1 ,4-Einbau), oder sie kann als Seitengruppe (1 ,2-Einbau) an die Polymerkette gebunden sein. Als Beispiele seien Naturkautschuk, Polybutadien, Polyisopren, Styrol- Butadien-Kautschuk, Nitril-Butadien-Kautschuk, Acrylnitril-Butadien-Styrol (ABS) Copo- lymer, Butyl-Kautschuk, Styrol-Isopren-Kautschuk, Polychloropren, Polynorbornen- Kautschuk, Ethylen-Propylen-Dien-Kautschuk (EPDM) oder Polyurethan-Elastomere mit ethylenisch ungesättigten Gruppen genannt.
Weitere Beispiele umfassen thermoplastisch elastomere Blockcopolymere aus Alkenyl- aromaten und 1 ,3-Dienen. Bei den Blockcopolymeren kann es sich sowohl um lineare Blockcopolymere oder auch um radiale Blockcopolymere handeln. Üblicherweise han- delt es sich um Dreiblockcopolymere vom A-B-A-Typ, es kann sich aber auch um Zweiblockpolymere vom A-B-Typ handeln, oder um solche mit mehreren alternierenden elastomeren und thermoplastischen Blöcken, z.B. A-B-A-B-A. Es können auch Gemische zweier oder mehrerer unterschiedlicher Blockcopolymere eingesetzt werden. Handelsübliche Dreiblockcopolymere enthalten häufig gewisse Anteile an
Zweiblockcopolymeren. Dien-Einheiten können 1 ,2- oder 1 ,4-verknüpft sein. Es können sowohl Blockcopolymere vom Styrol-Butadien wie vom Styrol-Isopren-Typ eingesetzt werden. Sie sind beispielsweise unter dem Namen Kraton® im Handel erhältlich. Weiterhin einsetzbar sind auch thermoplastisch elastomere Blockcopolymere mit Endblöcken aus Styrol und einem statistischen Styrol-Butadien-M ittelblock, die unter dem Namen Styroflex® erhältlich sind.
Weitere Beispiele von Bindemitteln mit ethylenisch ungesättigten Gruppen umfassen modifizierte Bindemittel, bei denen vernetzbare Gruppen durch Pfropfungsreaktionen in das polymere Molekül eingeführt werden.
Die zweite Gruppe umfasst solche Bindemittel, die über funktionelle Gruppen verfügen. Die funktionellen Gruppen sind thermochemisch, mittels Elektronenstrahlen, photo-
chemisch oder mit einer beliebigen Kombination dieser Prozesse vernetzbar. Zusätzlich kann eine mechanische Verstärkung mittels Füllstoffen vorgenommen werden. Beispiele geeigneter funktioneller Gruppen umfassen -Si(H R1)0-, -Si(R1 R2)0-, -OH , -N H2, -N H R1 , -COOH , -COOR1 , -COH N2, -0-C(0)N H R1 , -S03H oder -CO-. Beispiele von Bindemitteln umfassen Silikonelastomere, Acrylat-Kautschuke, Ethylen-Acrylat- Kautschuke, Ethylen-Acrylsäure-Kautschuke oder Ethylen-Vinylacetat-Kautschuke sowie deren teilweise hydrolysierte Derivate, thermoplastisch elastomere Polyurethane, sulfonierte Polyethylene oder thermoplatisch elastomere Polyester. Dabei sind R1 und - so vorhanden - R2 verschieden oder vorzugsweise gleich und gewählt aus organi- sehen Gruppen und insbesondere Ci-C6-Alkyl.
In einer Ausführungsform der vorliegenden Erfindung kann man Bindemittel einsetzen, die sowohl über ethylenisch ungesättigte Gruppen als auch über funktionelle Gruppen verfügen. Beispiele umfassen additionsvernetzende Silikonelastomere mit funktionellen und ethylenisch ungesättigten Gruppen, Copolymere von Butadien mit (Meth)acrylaten, (Meth)acrylsäure oder Acrylnitril, sowie weiterhin Copolymere bzw. Blockcopolymere von Butadien oder Isopren mit funktionelle Gruppen aufweisenden Styrolderivaten, beispielsweise Blockcopolymere aus Butadien und 4-Hydroxystyrol. Die dritte Gruppe von Bindemitteln umfasst solche, die weder über ethylenisch ungesättigte Gruppen noch über funktionelle Gruppen verfügen. Zu nennen sind hier beispielsweise Polyolefine oder Ethylen/Propylen-Elastomere oder durch Hydrierung von Dien-Einheiten erhaltene Produkte, wie beispielsweise SEBS-Kautschuke. Polymerschichten, die Bindemittel ohne ethylenisch ungesättigte oder funktionelle Gruppen enthalten, müssen in der Regel mechanisch, mit Hilfe energiereicher Strahlung oder einer Kombination daraus verstärkt werden, um eine optimal scharfkantige Strukturierbarkeit mittels Laser zu ermöglichen. Man kann auch Gemische zweier oder mehrerer Bindemittel einsetzen, wobei es sich dabei sowohl um Bindemittel aus jeweils nur einer der geschilderten Gruppen handeln kann oder um Gemische von Bindemitteln aus zwei oder allen drei Gruppen. Die Kombinationsmöglichkeiten sind nur insofern beschränkt, als die Eignung der Polymerschicht für den Laserstrukturierungsprozess und den Abformvorgang nicht negativ be- einflusst werden darf. Vorteilhaft kann beispielsweise ein Gemisch von mindestens einem elastomeren Bindemittel, welches keine funktionellen Gruppen aufweist, mit mindestens einem weiteren Bindemittel, welches funktionelle Gruppen oder ethylenisch ungesättigte Gruppen aufweist, eingesetzt werden. In einer Ausführungsform der vorliegenden Erfindung beträgt der Anteil des oder der Bindemittel in der elastomeren Schicht bzw. der betreffenden lasergravierbaren Schicht 30 Gew.-% bis 99 Gew.-% bezüglich der Summe aller Bestandteile der betreffenden
elastomeren Schicht bzw. der betreffenden lasergravierbaren Schicht, bevorzugt 40 bis 95 Gew.-%, und ganz besonders bevorzugt 50 bis 90 Gew.-%.
Optional kann die elastomere Schicht bzw. lasergravierbare Schicht reaktive niedermo- lekulare oder oligomere Verbindungen umfassen. Oligomere Verbindungen weisen im Allgemeinen ein Molekulargewicht von nicht mehr als 20.000 g/mol auf. Reaktive niedermolekulare und oligomere Verbindungen sollen im Folgenden der Einfachheit halber als Monomere bezeichnet werden. Monomere können einerseits zugesetzt werden, um die Geschwindigkeit der fotochemischen oder thermochemischen Vernetzung oder der Vernetzung mittels energiereicher Strahlung zu erhöhen, sofern dies gewünscht wird. Bei Verwendung von Bindemitteln aus der ersten und zweiten Gruppe ist der Zusatz von Monomeren zur Beschleunigung im Allgemeinen nicht zwingend notwendig. Bei Bindemitteln aus der drit- ten Gruppe ist der Zusatz von Monomeren im Regelfalle empfehlenswert, ohne dass dies zwingend in jedem Falle notwendig wäre.
Unabhängig von der Frage der Vernetzungsgeschwindigkeit können Monomere auch zur Steuerung der Vernetzungsdichte eingesetzt werden. Je nach Art und Menge der zugesetzten niedermolekularen Verbindungen werden weitere oder engere Netzwerke erhalten. Als Monomere können einerseits bekannte ethylenisch ungesättigte Monomere eingesetzt werden. Die Monomeren sollen mit den Bindemitteln im Wesentlichen verträglich sein und mindestens eine fotochemisch oder thermochemisch reaktive Gruppe aufweisen. Sie sollten nicht leichtflüchtig sein. Bevorzugt beträgt der Siede- punkt von geeigneten Monomeren mindestens 150°C. Besonders geeignet sind Amide der Acrylsäure oder Methacrylsäure mit mono- oder polyfunktionellen Alkoholen, Aminen, Aminoalkoholen oder Hydroxyethern und -estern, Styrol oder substituierte Styrole, Ester der Fumar- oder Maleinsäure oder Allylverbindungen. Beispiele umfassen n- Butylacrylat, 2-Ethylhexylacrylat, Laurylacrylat, 1 ,4-Butandioldi(meth)acrylat, 1 ,6- Hexandioldiacrylat, 1 ,6-Hexandioldimethacrylat, 1 ,9-Nonandioldiacrylat, Trimethylol- propantrimethacrylat, Trimethylolpropantriacrylat, Dipropylenglykoldiacrylat, Tripropy- lenglykoldiacrylat, Dioctylfumarat, N-Dodecylmaleimid und Triallylisocyanurat.
Insbesondere für die thermochemische Verstärkung geeignete Monomere umfassen reaktive niedermolekulare Silikone wie beispielsweise zyklische Siloxane, Si-H- funktionelle Siloxane, Siloxane mit Alkoxy- oder Estergruppen, schwefelhaltige Siloxane und Silane, Dialkohole wie beispielsweise 1 ,4-Butandiol, 1 ,6-Hexandiol, 1 ,8-Octan- diol, 1 ,9-Nonandiol, Diamine wie beispielsweise 1 ,6-Hexandiamin, 1 ,8-Octandiamin, Aminoalkohole wie beispielsweise Ethanolamin, Diethanolamin, Butylethanolamin, Di- carbonsäuren wie beispielsweise 1 ,6-Hexandicarbonsäure, Terephthalsäure, Maleinsäure oder Fumarsäure.
Es können auch Monomere eingesetzt werden, die sowohl ethylenisch ungesättigte Gruppen wie funktionelle Gruppen aufweisen. Als Beispiele seinen ω-Hydroxy- alkyl(meth)acrylate genannt, wie beispielsweise Ethylenglykolmono(meth)acrylat, 1 ,4- Butandiolmono(meth)acrylat oder 1 ,6-Hexandiolmono(meth)acrylat.
Selbstverständlich können auch Gemische verschiedener Monomerer eingesetzt werden, vorausgesetzt die Eigenschaften der elastomeren Schicht werden durch die Mischung nicht negativ beeinflusst. Im Regelfalle beträgt die Menge zugesetzter Monomere 0 bis 40 Gew.-% bezüglich der Menge aller Bestandteile der elastomeren Schicht bzw. der betreffenden lasergravierbaren Schicht, bevorzugt 1 bis 20 Gew.-%.
In einer Ausführungsform kann man ein oder mehrere Monomere mit einem oder mehreren Katalysatoren einsetzen. So ist es möglich, Silikonmatrizen durch Zugabe von einer oder mehrerer Säuren oder durch Organozinnverbindungen den Schritt 2) der Bereitstellung der Matrize zu beschleunigen. Geeignete Organozinnverbindungen können sein: Di-n-butylzinndilaureat, Di-n-butylzinndiactanoat, Di-n-butylzinndi-2- ethylhexanoat, Di-n-octylzinndi-2-ethylhexanoat und Di-n-butylbis(1 -oxoneodecyl- oxy)stannan. Die elastomere Schicht bzw. die lasergravierbare Schicht kann weiterhin Zusatz- und Hilfsstoffe wie beispielsweise IR-Absorber, Farbstoffe, Dispergierhilfsmittel, Antistatika, Weichmacher oder abrasive Partikel umfassen. Die Menge derartiger Zusatz- und Hilfsstoffe sollte im Regelfalle 30 Gew.-% bezüglich der Menge aller Komponenten der elastomeren Schicht bzw. der betreffenden lasergravierbaren Schicht nicht überschrei- ten.
Die elastomere Schicht bzw. die lasergravierbare Schicht kann aus mehreren Einzelschichten aufgebaut werden. Diese Einzelschichten können von gleicher, in etwa gleicher oder von unterschiedlicher stofflicher Zusammensetzung sein. Die Dicke der la- sergravierbaren Schicht bzw. aller Einzelschichten zusammen beträgt im Regelfalle zwischen 0,1 und 10 mm, bevorzugt 0,5 bis 3 mm. Die Dicke kann man abhängig von anwendungstechnischen und maschinentechnischen Prozess Parametern des Lasergravurvorgangs und des Abformvorgangs geeignet auswählen. Die elastomere Schicht bzw. die lasergravierbare Schicht kann optional weiterhin eine Oberschicht mit einer Dicke von nicht mehr als 300 μιη aufweisen. Die Zusammensetzung einer solchen Oberschicht kann man im Hinblick auf optimale Gravierbarkeit und mechanische Stabilität auswählen, während die Zusammensetzung der darunter liegenden Schicht im Hinblick auf optimale Härte oder Elastizität ausgewählt wird.
In einer Ausführungsform der vorliegenden Erfindung ist die Oberschicht selbst laser- gravierbar oder im Zuge der Lasergravur zusammen mit der darunter liegenden
Schicht entfernbar. Die Oberschicht umfasst mindestens ein Bindemittel. Sie kann weiterhin einen Absorber für Laserstrahlung oder auch Monomere oder Hilfsmittel umfassen. Bevorzugte Matrizen sind Silikonmatrizen. Unter Silikonmatrizen sollen im Folgenden solche Matrizen verstanden werden, zu deren Herstellung mindestens ein Bindemittel eingesetzt wird, das mindestens eine, bevorzugt mindestens drei 0-Si(R1R2)-0- Gruppen pro Molekül aufweist. Dabei sind R1 und R2 verschieden oder vorzugsweise gleich wie vorstehend definiert.
In einer anderen Ausführungsform der vorliegenden Erfindung setzt man als Matrize eine Nickel-Matrize ein. Geeignete Nickel-Matrizen bestehen im Wesentlichen aus einer homogenen Nickel-Schicht. Nickel-Schichten können eine Dicke im Bereich von 100 mm bis zu 10 mm aufweisen.
Als Laser für die Lasergravur in Schritt (a) kann man beispielsweise einen optischen Laser wählen. Geeignet sind außerdem CC -Laser, Nd-Y AG-Laser, Faser-Laser und UV-Laser. Bei der Lasergravur in Schritt (a) graviert oder brennt man rasterartig Löcher in die lasergravierbare Schicht ein, wobei das Raster in einzelnen Bereichen beispielsweise quadratisch angeordnete Rasterpunkte oder rechteckig angeordnete Rasterpunkte oder beispielsweise in Wabenmustern angeordnete Rasterpunkte aufweisen kann. Die Abgrenzung von verschiedenen Bereichen kann man dann beispielsweise dadurch erreichen, dass man in verschiedenen Bereichen einen unterschiedlichen Rasterwinkel hat.
Unter Löchern werden im Rahmen der vorliegenden Erfindung dabei nicht nur solche Löcher, die durch die lasergravierbare Schicht gehen, sondern auch muldenartige Ver- tiefungen.
Bei der Lasergravur in Schritt (a) handelt es sich um Leistungs-modulierte Lasergravur. Darunter wird verstanden, dass man während des Gravierens die Leistung des Lasers nicht konstant belässt, sondern entsprechend der gewünschten Lochtiefe moduliert. Dabei sind Rasterwinkel, Lochtiefe oder Verjüngungen innerhalb der Oberflächenstruktur, also der eingravierten Oberflächenstruktur, unterschiedlich. Darunter wird verstanden, dass einzelne eingravierte Löcher oder Gruppen von unterschiedlichen Löchern jeweils unterschiedliche Rasterwinkel, Lochtiefen oder Verjüngungen der Löcher aufweisen, und zwar können alle Löcher unterschiedlich sein oder die Löcher können gruppenweise unterschiedlich sein, oder einige wenige einzelne Löcher können jeweils unterschiedlich sein.
In einer Ausführungsform der vorliegenden Erfindung wählt man Strahlquellen mit einer Laserleistung, d. h. maximalen Ausgangsleistung, im Bereich von 5 bis 5.000 W, bevorzugt im Bereich von 10 bis 2000 W, besonders bevorzugt im Bereich von 50 bis 500 W.
In einer Ausführungsform der vorliegenden Erfindung moduliert man die Leistung der Strahlquelle im Bereich von null bis 100% der Laserleistung. Eine derartige Modulation kann man im MHz-Bereich durchführen. In einer Ausführungsform der vorliegenden Erfindung graviert man im Bereich von 100 bis 10.000 Löcher pro cm2 ein, bevorzugt im Bereich von 4.000 bis 5.000 Löcher pro cm2.
In einer Ausführungsform der vorliegenden Erfindung haben die eingravierten Löcher eine durchschnittliche Tiefe im Bereich von einem bis 3.000 μιη, bevorzugt 50 bis 500 μιη.
In einer Ausführungsform der vorliegenden Erfindung kann man einige Löcher innerhalb der Oberflächenstruktur als konische Löcher ausführen und andere Löcher zylind- risch, kegelförmig, keilförmig oder bauchig.
In einer Ausführungsform der vorliegenden Erfindung kann man einige Löcher innerhalb der Oberflächenstruktur als zylindrische Löcher ausführen und andere Löcher bauchig oder kegelförmig.
In einer Ausführungsform der vorliegenden Erfindung kann man einige Löcher innerhalb der Oberflächenstruktur als halbkugelförmige Näpfchen ausführen und andere zylindrisch, konisch, kegelförmig, keilförmig oder bauchig. In einer Ausführungsform der vorliegenden Erfindung unterscheiden sich die Löcher in der Geometrie. Darunter ist vorzugsweise die Geometrie der Querschnittsfläche zu verstehen. Beispielsweise können Löcher einen runden, elliptischen oder eckigen Querschnitt aufweisen, beispielsweise quadratisch, dreieckig, rhombisch, einen Querschnitt in Form eines regelmäßigen Fünfecks oder regelmäßigen Sechsecks (Biene- wabe) oder regelmäßigen Achtecks. Auch Halbkreise, Sterne und zusammengesetzte geometrische Elemente sind möglich.
In einer Ausführungsform der vorliegenden Erfindung unterscheiden sich Gruppen von Löchern innerhalb der Oberflächenstruktur durch den Rasterwinkel. So ist es beispiels- weise möglich, dass man zwei Bereiche von gleichen oder verschiedenen
Durch die Leistungs-modulierte Lasergravur erhält die Oberflächenstruktur ein Bild oder Muster, das mindestens ein Element (D) enthält.
Insgesamt erhält man durch die Durchführung des Schritts (a) eine erfindungsgemäße Matrize. Je nachdem, ob diejenigen Stellen in der Matrize, die als Löcher ausgebildet sind, in einem Verbundkörper ebenfalls ein Loch sein soll oder eine - vorzugsweise härchenartig ausgebildete - Erhebung, handelt es sich bei der erfindungsgemäßen Matrize um eine negative oder um eine positive Matrize. Optional wäscht man nach dem eigentlichen Lasergravurvorgang in Schritt (a) die la- sergravierbare Schicht zur Entfernung von Gravurrückständen, beispielsweise mit einem Rundwascher oder einem Durchlaufwascher mit einem Reinigungsmittel.
Auf die beschriebene Weise kann die Matrize als Negativmatrize oder als Positivmatri- ze hergestellt werden.
In einer Ausführungsform der vorliegenden Erfindung führt man zur Durchführung des erfindungsgemäßen Verfahrens einen Schritt (b) durch: das Abformen einer oder mehrerer negativen Matrizen aus der in Schritt (a) hergestellten positiven Matrize. Zum Abformen kann man beispielsweise wie folgt vorgehen:
1 ) Aufbringen eines flüssigen Bindemittels, das gegebenenfalls Zusatz- und/oder Hilfsstoffe enthält, auf eine mit einem Bild oder einem Muster versehene Oberfläche auf die positive Matrize,
2) Aushärten des flüssigen Bindemittels, beispielsweise durch thermisches Aushärten, Strahlungshärtung oder durch Alternlassen,
3) Trennen der so erhältlichen negativen Matrize und gegebenenfalls Aufbringen auf einen Träger, beispielsweise eine Metallplatte oder einen Metallzylinder.
In einer anderen Ausführungsform der vorliegenden Erfindung unterlässt man Schritt (b). Zur Durchführung des erfindungsgemäßen Verfahrens führt man Schritt (c) durch, nämlich man besprüht die negative Matrize mit einer Kunststoff-Formulierung, wobei die negative Matrize eine Temperatur im Bereich von 50 bis 200°C aufweist, bevorzugt 75 bis 150°C, besonders bevorzugt mindestens 90°C. Als Temperatur wird dabei diejenige gemessen, die an der Oberfläche der Matrize, die mit Kunststoff-Formulierung in Berührung kommt, zu Beginn des Aufsprühens gemessen wird.
Das Besprühen kann man einfach oder mehrfach ausführen.
Als Kunststoff-Formulierung kann man beispielsweise Lösungen von Polymeren, beispielsweise in organischem Lösungsmittel, und vorzugsweise wässrige Formulierungen wählen, insbesondere wässrige Dispersionen, beispielsweise wässrige Suspensi- onen oder wässrige Emulsionen.
Unter wässrig wird im Zusammenhang mit der Kunststoff-Formulierung verstanden, dass sie Wasser enthält, aber weniger als 5 Gew.-%, bezogen auf die Dispersion, bevorzugt weniger als 1 Gew.-% organisches Lösungsmittel. Besonders bevorzugt lässt sich kein flüchtiges organisches Lösungsmittel nachweisen. Unter flüchtigen organischen Lösungsmitteln werden im Rahmen der vorliegenden Erfindung solche organischen Lösungsmittel verstanden, die bei Normaldruck einen Siedepunkt von bis zu 200°C aufweisen. Als Kunststoffe in Kunststoff-Formulierungen sind beispielsweise geeignet: Polystyrol, Polyacrylate und insbesondere Polyurethane. Geeignete Polyacrylate sind beispielsweise Copolymere von (Meth)acrylsäure mit einem oder mehreren (Meth)acrylsäure- Ci-Cio-Alkylester, insbesondere mit Methylacrylat, Methylmethacrylat, Ethylacrylat, n- Butyl(meth)acrylat und 2-Ethylhexyl(meth)acrylat.
Geeignete Polyurethane sind erhältlich durch Umsetzung von
(i) Isocyanaten, bevorzugt Diisocyanaten, mit
(ii) gegenüber Isocyanaten reaktiven Verbindungen, üblicherweise mit einem Molekulargewicht (Mw) von 500 bis 10.000 g/mol, bevorzugt 500 bis 5.000 g/mol, besonders bevorzugt 800 bis 3.000 g/mol, und
(iii) Kettenverlängerungsmitteln mit einem Molekulargewicht von 50 bis 499 g/mol,
gegebenenfalls in Gegenwart von Katalysatoren und/oder üblichen Zusatzstoffen. Im Folgenden sollen beispielhaft die Ausgangskomponenten und Verfahren zur Herstellung der bevorzugten Polyurethane (PU) dargelegt werden. Die bei der Herstellung der Polyurethane (PU) üblicherweise verwendeten Komponenten (i), (ii), (iii) sowie gegebenenfalls Katalysatoren und/oder Zusatzstoffen sollen im Folgenden beispielhaft beschrieben werden:
Als Isocyanate (i) können allgemein bekannte aliphatische, cycloaliphatische, aralipha- tische und/oder aromatische Isocyanate eingesetzt werden, beispielsweise Tri-, Tetra-, Penta-, Hexa-, Hepta- und/oder Oktamethylendiisocyanat, 2-Methyl-pentamethylen- diisocyanat-1 ,5, 2-Ethyl-butylen-diisocyanat-1 ,4, Pentamethylen-diisocyanat-1 ,5, Buty- len-diisocyanat-1 ,4, 1 -lsocyanato-3,3,5-trimethyl-5-isocyanato-methyl-cyclohexan (Isophorondiisocyanat, IPDI), 1 ,4- und/oder 1 ,3-Bis(isocyanatomethyl)cyclohexan (HXDI), 1 ,4-Cyclohexan-diisocyanat, 1 -Methyl-2,4- und/oder -2,6-cyclohexan-di-
isocyanat und/oder 4,4'-, 2,4'- und 2,2'-Dicyclohexylmethan-diisocyanat, 2,2'-, 2,4'- und/oder 4,4'-Diphenylmethandiisocyanat (MDI), 1 ,5-Naphthylendiisocyanat (NDI), 2,4- und/oder 2,6-Toluylendiisocyanat (TDI), Diphenylmethandiisocyanat, 3,3'-Dimethyl- diphenyl-diisocyanat, 1 ,2-Diphenylethandiisocyanat und/oder Phenylendiisocyanat. Bevorzugt wird 4,4'-MDI verwendet. Bevorzugt sind zudem aliphatische Diisocyanate, insbesondere Hexamethylendiisocyanat (HDI).
Als gegenüber Isocyanaten reaktive Verbindungen (ii) können die allgemein bekannten gegenüber Isocyanaten reaktiven Verbindungen eingesetzt werden, beispielsweise Polyesterole, Polyetherole und/oder Polycarbonatdiole, die üblicherweise auch unter dem Begriff„Polyole" zusammengefasst werden, mit Molekulargewichten (Mw) im Bereich von 500 und 8.000 g/mol, bevorzugt 600 bis 6.000 g/mol, insbesondere 800 bis 3.000 g/mol, und bevorzugt einer mittleren Funktionalität gegenüber Isocyanaten von 1 ,8 bis 2,3, bevorzugt 1 ,9 bis 2,2, insbesondere 2. Bevorzugt setzt man Polyetherpo- lyole ein, beispielsweise solche auf der Basis von allgemein bekannten Startersubstanzen und üblichen Alkylenoxiden, beispielsweise Ethylenoxid, 1 ,2-Propylenoxid und/oder 1 ,2-Butylenoxid, bevorzugt Polyetherole basierend auf Polyoxytetramethylen (Poly-THF), 1 ,2-Propylenoxid und Ethylenoxid. Polyetherole weisen den Vorteil auf, dass sie eine höhere Hydrolysestabilität als Polyesterole besitzen, und sind bevorzugt als Komponente (ii), insbesondere zur Herstellung von weichen Polyurethanen Polyurethan (PU 1 ).
Als Polycarbonatdiole sind insbesondere aliphatische Polycarbonatdiole zu nennen, beispielsweise 1 ,4-Butandiol-Polycarbonat und 1 ,6-Hexandiol-Polycarbonat.
Als Polyesterdiole sind solche zu nennen, die sich durch Polykondensation von mindestens einem primären Diol, vorzugsweise mindestens einen primären aliphatischen Diol, beispielsweise Ethylenglykol, 1 ,4-Butandiol, 1 ,6-Hexandiol, Neopentylglykol oder besonders bevorzugt 1 ,4-Dihydroxymethylcyclohexan (als Isomerengemisch) oder Mi- schungen von mindestens zwei der vorstehend genannten Diole einerseits und mindestens einer, bevorzugt mindestens zwei Dicarbonsäuren oder ihren Anhydriden andererseits herstellen lassen. Bevorzugte Dicarbonsäuren sind aliphatische Dicarbonsäuren wie Adipinsäure, Glutarsäure, Bernsteinsäure und aromatische Dicarbonsäuren wie beispielsweise Phthalsäure und insbesondere Isophthalsäure.
Polyetherole werden bevorzugt durch Anlagerung von Alkylenoxiden, insbesondere Ethylenoxid, Propylenoxid und Mischungen daraus, an Diole wie beispielsweise Ethylenglykol, 1 ,2-Propylenglykol, 1 ,2-Butylenglykol, 1 ,4-Butandiol, 1 ,3-Propandiol, oder an Triole wie beispielsweise Glycerin, in Gegenwart von hochaktiven Katalysatoren her- gestellt. Derartige hochaktive Katalysatoren sind beispielsweise Cäsiumhydroxid und Dimetallcyanidkatalysatoren, auch als D MC-Katalysatoren bezeichnet. Ein häufig eingesetzter D MC-Katalysator ist das Zinkhexacyanocobaltat. Der D MC-Katalysator kann
nach der Umsetzung im Polyetherol belassen werden, vorzugsweise wird er entfernt, beispielsweise durch Sedimentation oder Filtration.
Statt eines Polyols können auch Mischungen verschiedener Polyole eingesetzt wer- den.
Zur Verbesserung der Dispergierbarkeit kann man als gegenüber Isocyanaten reaktive Verbindungen (ii) anteilig auch ein oder mehr Diole oder Diamine mit einer Carbonsäuregruppe oder Sulfonsäuregruppe (ϋ') einsetzen, insbesondere Alkalimetall- oder Ammoniumsalze von 1 ,1 -Dimethylolbutansäure, 1 ,1 -Dimethylolpropionsäure oder
Als Kettenverlängerungsmittel (iii) werden an sich bekannte aliphatische, araliphati- sehe, aromatische und/oder cycloaliphatische Verbindungen mit einem Molekulargewicht von 50 bis 499 g/mol und mindestens zwei funktionellen Gruppen, bevorzugt Verbindungen mit genau zwei funktionellen Gruppen pro Molekül, eingesetzt, beispielsweise Diamine und/oder Alkandiole mit 2 bis 10 C-Atomen im Alkylenrest, insbesondere 1 ,3-Propandiol, Butandiol-1 ,4, Hexandiol-1 ,6 und/oder Di-, Tri-, Tetra-, Penta-, Hexa-, Hepta-, Okta-, Nona- und/oder Dekaalkylenglykole mit 3 bis 8 Kohlenstoffatomen pro Molekül, bevorzugt entsprechende Oligo- und/oder Polypropylenglykole, wobei auch Mischungen an Kettenverlängerungsmitteln (iii) eingesetzt werden können.
Besonders bevorzugt handelt es sich bei den Komponenten (i) bis (iii) um difunktionelle Verbindungen, d.h. Diisocyanate (i), difunktionelle Polyole, bevorzugt Polyetherole (ii) und difunktionelle Kettenverlängerungsmittel, bevorzugt Diole.
Geeignete Katalysatoren, welche insbesondere die Reaktion zwischen den NCO- Gruppen der Diisocyanate (i) und den Hydroxylgruppen der Komponenten (ii) und (iii) beschleunigen, sind an sich bekannte tertiäre Amine, wie z.B. Triethylamin, Dimethyl- cyclohexylamin, N-Methylmorpholin, N,N'-Dimethylpiperazin, 2- (Dimethylaminoethoxy)-ethanol, Diazabicyclo-(2,2,2)-octan („DABCO") und ähnliche tertiäre Amine, sowie insbesondere organische Metallverbindungen wie Titansäureester, Eisenverbindungen wie z. B. Eisen-(lll)- acetylacetonat, Zinnverbindungen, z. B. Zinndiacetat, Zinndioctoat, Zinndilaurat oder die Zinndialkylsalze aliphatischer Carbonsäuren wie Dibutylzinndiacetat, Dibutylzinndilaurat oder ähnliche. Die Katalysatoren werden üblicherweise in Mengen von 0,0001 bis 0,1 Gew.-Teilen pro 100 Gew.-Teile Komponente (ii) eingesetzt.
Neben Katalysator können den Komponenten (i) bis (iii) auch ein oder mehrere Hilfsmittel und/oder Zusatzstoffe hinzugefügt werden. Genannt seien beispielsweise Treibmittel, Antiblockmittel, oberflächenaktive Substanzen, Füllstoffe, beispielsweise Füllstoffe auf Basis von Nanopartikeln, insbesondere Füllstoffe auf Basis von CaC03, wei- terhin Keimbildungsmittel, Gleithilfemittel, Farbstoffe und Pigmente, Antioxidantien, z.B. gegen Hydrolyse, Licht, Hitze oder Verfärbung, anorganische und/oder organische Füllstoffe, Verstärkungsmittel und Weichmacher, Metalldeaktivatoren. In einer bevorzugten Ausführungsform fallen unter die Zusatzstoffe auch Hydrolyseschutzmittel wie beispielsweise polymere und niedermolekulare Carbodiimide. Bevorzugt enthält das weiche Polyurethan Triazol und/oder Triazolderivat und Antioxidantien in einer Menge von 0,1 bis 5 Gew.-% bezogen auf das Gesamtgewicht des betreffenden weichen Polyurethans. Als Antioxidantien sind im allgemeinen Stoffe geeignet, welche unerwünschte oxidative Prozesse im zu schützenden Kunststoff hemmen oder verhindern. Im allgemeinen sind Antioxidantien kommerziell erhältlich. Beispiele für Antioxidantien sind sterisch gehinderte Phenole, aromatische Amine, Thiosynergisten, Organophosphorverbindungen des trivalenten Phosphors, und Hindered Amine Light Stabi- lizers. Beispiele für sterisch gehinderte Phenole finden sich in Plastics Additive Handbook, 5th edition, H. Zweifel, ed, Hanser Publishers, München, 2001 ([1]), S. 98-107 und S. 1 16 - S. 121 . Beispiele für aromatische Amine finden sich in [1 ] S. 107-108. Beispiele für Thiosynergisten sind gegeben in [1], S.104-105 und S.1 12-1 13. Beispiele für Phosphite finden sich in [1 ], S.109-1 12. Beispiele für Hindered Amine Light Stabili- zer sind gegeben in [1 ], S.123-136. Zur Verwendung im Antioxidantiengemisch eignen sich bevorzugt phenolische Antioxidantien. In einer bevorzugten Ausführungsform weisen die Antioxidantien, insbesondere die phenolischen Antioxidantien, eine Molmasse von größer 350 g/mol, besonders bevorzugt von größer 700g/mol und einer maximalen Molmasse (Mw) bis maximal 10.000 g/mol, bevorzugt bis maximal 3.000 g/mol auf. Ferner besitzen sie bevorzugt einen Schmelzpunkt von maximal 180°C. Weiterhin werden bevorzugt Antioxidantien verwendet, die amorph oder flüssig sind. Ebenfalls können als Zusatzstoff(e) auch Gemische von zwei oder mehr Antioxidantien verwendet werden.
Neben den genannten Komponenten (i), (ii) und (iii) und gegebenenfalls Katalysator und Zusatzstoffen können auch Kettenregler (Kettenabbruchsmittel), üblicherweise mit einem Molekulargewicht von 31 bis 3000 g/mol, eingesetzt werden. Solche Kettenreg- ler sind Verbindungen, die lediglich eine gegenüber Isocyanaten reaktive funktionelle Gruppe aufweisen, wie z.B. monofunktionelle Alkohole, monofunktionelle Amine und/oder monofunktionelle Polyole. Durch solche Kettenregler kann ein Fließverhalten, insbesondere bei weichen Polyurethanen, gezielt eingestellt werden. Kettenregler können im allgemeinen in einer Menge von 0 bis 5, bevorzugt 0,1 bis 1 Gew.-Teile, bezo- gen auf 100 Gew.-Teile der Komponente (ii) eingesetzt werden und fallen definitionsgemäß unter die Komponente (iii).
Neben den genannten Komponenten (i), (ii) und (iii) und gegebenenfalls Katalysator und Zusatzstoffen können auch ein oder mehrere Vernetzungsmittel mit zwei oder mehr gegenüber Isocyanat reaktiven Gruppen gegen Schluss der Aufbaureaktion eingesetzt werden, beispielsweise Hydrazinhydrat.
Zur Einstellung der Härte von Polyurethan (PU) können die Komponenten (ii) und (iii) in relativ breiten molaren Verhältnissen gewählt werden. Geeignet sind beispielsweise molare Verhältnisse von Komponente (ii) zu insgesamt einzusetzenden Kettenverlängerungsmitteln (iii) von 10 : 1 bis 1 : 10, insbesondere von 1 : 1 bis 1 : 4, wobei die Här- te der weichen Polyurethane mit zunehmendem Gehalt an (iii) ansteigt. Die Umsetzung zur Herstellung von Polyurethan (PU) kann bei einer Kennzahl von 0,8 bis 1 ,4 : 1 , bevorzugt bei einer Kennzahl von 0,9 bis 1 ,2 : 1 , besonders bevorzugt bei einer Kennzahl von 1 ,05 bis 1 ,2 : 1 erfolgen. Die Kennzahl ist definiert durch das Verhältnis der insgesamt bei der Umsetzung eingesetzten Isocyanatgruppen der Komponente (i) zu den gegenüber Isocyanaten reaktiven Gruppen, d.h. den aktiven Wasserstoffen, der Komponenten (ii) und gegebenenfalls (iii) und gegebenenfalls monofunktionellen gegenüber Isocyanaten reaktiven Komponenten als Kettenabbruchsmitteln wie z.B. Monoalkoho- len. In Schritt (c)eingesetzte Kunststoff-Dispersion kann neben Kunststoff weitere Komponenten enthalten, beispielsweise ein oder mehrere Tenside und/oder einen oder mehrere Härter. Als Härter sind Verbindungen geeignet, die mehrere Kunststoffmoleküle, bevorzugt mehrere Polyurethanmoleküle miteinander vernetzen können, beispielsweise bei thermischer Aktivierung. Besonders geeignet sind Härter auf Basis von trimeren Diisocyanaten, insbesondere auf Basis von aliphatischen Diisocyanaten wie Hexa- methylendiisocyanat. Beispiele für ganz besonders gut geeignete Härter sind als Verbindung (V) in WO 2009/106503 beschriebene Verbindungen.
In Schritt (c)eingesetzte Kunststoff-Dispersion kann neben Kunststoff und gegebenen- falls Härter weitere Verbindungen enthalten, beispielsweise ein oder mehrere Silikonverbindungen, die keine oder vorzugsweise eine oder mehrere reaktive Gruppen pro Molekül aufweisen können. Als reaktive Gruppen sind beispielsweise zu nennen: Car- bonsäurederivagruppen wie beispielsweise Carbonsäuremethylester oder Carbonsäureanhydride, insbesondere Bernsteinsäureanhydridgruppen, und besonders bevorzugt Carbonsäuregruppen.
Beispiele für reaktive Gruppen sind weiterhin primäre und sekundäre Aminogruppen, beispielsweise NH(iso-C3H7)-Gruppen, NH(n-C3H7)-Gruppen, NH(cyclo-C6Hn)- Gruppen und NH(n-C4Hg)-Gruppen, insbesondere NH(C2H5)-Gruppen und NH(CH3)- Gruppen, und ganz besonders bevorzugt NH2-Gruppen.
Weiterhin sind Aminoalkylaminogruppen bevorzugt wie beispielsweise
-NH-CH2-CH2-NH2-Gruppen, -NH-CH2-CH2-CH2-N H2-Gruppen,
-NH-CH2-CH2-NH(C2H5)-Gruppen, -NH-CH2-CH2-CH2-NH(C2H5)-Gruppen,
-NH-CH2-CH2-NH(CH3)-Gruppen, -NH-CH2-CH2-CH2-NH(CH3)-Gruppen. Weitere geeignete Zusatzstoffe sind gewählt aus Pigmenten, Mattierungsmitteln, Lichtschutzmitteln, Antistatika, Antisoil, Antiknarz, Verdickungsmitteln, insbesondere Verdi- ckungsmitteln auf Basis von Polyurethanen, und Mikrohohlkugeln.
In einer Ausführungsform der vorliegenden Erfindung sprüht man in Schritt (c) eine Kunststoff-Formulierung auf, die einen Feststoffgehalt im Bereich von 1 bis 50% aufweist, bevorzugt 25 bis 35%.
Das Aufsprühen von - vorzugsweise wässriger - Kunststoff-Formulierung auf die negative Matrize kann nach an sich bekannten Methoden erfolgen, insbesondere durch Auf- sprühen mit einer Sprühpistole oder mit einer oder mehreren Sprühdüsen, die fest oder beweglich in eine Apparatur eingebaut sein können.
Zum Aufsprühen von - vorzugsweise wässriger - Kunststoff-Formulierung auf die negative Matrize kann man sich verschiedener Vorrichtungen bedienen. Geeignet sind ins- besondere Airless- und Luftsprühsysteme.
Bevorzugt versprüht man - vorzugsweise wässrige - Kunststoff-Formulierung, die eine Temperatur im Bereich von 15 bis 30°C aufweise, besonders bevorzugt 20 bis 25°C. In einer Ausführungsform der vorliegenden Erfindung weist die zum Aufsprühen verwendete - vorzugsweise wässrige - Kunststoff-Formulierung bei Zimmertemperatur eine dynamische Viskosität bis maximal 500 mPa-s, vorzugsweise von maximal 200 mPa-s auf. In einer Ausführungsform der vorliegenden Erfindung weist die zum Aufsprühen verwendete - vorzugsweise wässrige - Kunststoff-Formulierung einen pH-Wert im Bereich von 4 bis 10, vorzugsweise im Bereich von 6 und 8 auf.
In Schritt (d) lässt man die Kunststoff-Formulierung, die man in Schritt (b) auf die nega- tive Matrize aufgesprüht hat, zu einem Film verfestigen. Die Verfestigung kann man beispielsweise dadurch erreichen, dass man organisches Lösungsmittel, in dem der vorstehend genannte Kunststoff formuliert ist, oder vorzugsweise das Wasser, in dem der vorstehend genannte Kunststoff dispergiert, suspendiert bzw. emulgiert ist, entfernt, beispielsweise durch Verdampfen.
Schritt (d) kann man bei unterschiedlichen Temperaturen durchführen. Geeignete Temperaturen sind beispielsweise 30 bis 90°C.
Schritt (d) kann man bei beliebigem Druck durchführen, bevorzugt ist Normaldruck.
Am Ende von Schritt (d) erhält man einen filmförmigen Kunststoff, der im Rahmen der vorliegenden Erfindung auch kurz als„Film" bezeichnet wird.
Der Film kann beispielsweise eine Dicke im Bereich von 70 bis 300 μιη aufweisen.
In Schritt (e) verbindet man den Film mit einem Substrat (A). Substrat (A) wird unten detailliert beschrieben. Das Verbinden kann beispielsweise durch Laminieren, Aufkleben bzw. Verkleben oder Verschweißen bewerkstelligen und beispielsweise durch Anpressen oder Kalandrieren verstärken.
Selbstverständlich verbindet man den in Schritt (d) erhaltenen Film so mit Substrat (A), dass die mit dem Muster bzw. Bild versehene Seite die Sichtseite ist.
Beispielsweise verbindet man in Schritt (e) durch Aufbringen eines organischen Klebstoffs, den man vollflächig oder vorzugsweise in Form einer durchbrochenen, das heißt nicht vollflächig ausgeprägten Schicht aufbringt, vorzugsweise eines organischen Kleb- Stoffs.
In einer Ausführungsform der vorliegenden Erfindung bringt man in Schritt (e) organischen Klebstoff punktförmig, streifenförmig oder gitterförmig, beispielsweise in Form von Rauten, Rechtecken, Quadraten oder einer Bienenwabenstruktur.
Organischen Klebstoff kann man wählen aus Klebstoffen auf Basis von Polyvinylacetat, Polyacrylat oder insbesondere Polyurethan, vorzugsweise von Polyurethanen mit einer Glastemperatur unter 0°C. Die Härtung des organischen Klebstoffs kann man beispielsweise thermisch, durch aktinische Strahlung oder durch Altern erfolgen lassen.
In einer anderen Ausführungsform der vorliegenden Erfindung bringt man in Schritt (e) ein Klebenetz auf.
In einer Ausführungsform der vorliegenden Erfindung weist organischer Klebstoff eine maximale Dicke von 100 μιη, bevorzugt 50 μιη, besonders bevorzugt 30 μιη, ganz besonders bevorzugt 15 μιη auf, bestimmt nach dem Auftragen und Aushärten. In einem Schritt (f) des erfindungsgemäßen Verfahrens trennt man die Matrize ab, beispielsweise durch mechanisches Abziehen.
Dabei kann man die Arbeitsschritte (e) und (f) in beliebiger Reihenfolge durchführen. So kann man zunächst Schritt (e) durchführen und danach Schritt (f). In einer anderen Ausführungsform der vorliegenden Erfindung führt man zunächst Schritt (f) durch und danach Schritt (e).
In einer Ausführungsform der vorliegenden Erfindung ist der Film aus Schritt (d) porös.
In einer bevorzugten Ausführungsform der vorliegenden Erfindung weist der der Film aus Schritt (d) Poren in Form von Kapillaren auf, die über die gesamte Dicke (Quer- schnitt) des Films gehen.
In einer Ausführungsform der vorliegenden Erfindung weist der Film aus Schritt (d)im Mittel mindestens 100, bevorzugt mindestens 250 Poren in Form von Kapillaren pro 100 cm2 auf.
In einer Ausführungsform der vorliegenden Erfindung weisen die Poren in Form von Kapillaren einen mittleren Durchmesser im Bereich von 0,005 bis 0,05 mm, bevorzugt 0,009 bis 0,03 mm auf. In einer Ausführungsform der vorliegenden Erfindung sind die Poren in Form von Kapillaren gleichmäßig über den der Film aus Schritt (d) verteilt. In einer bevorzugten Ausführungsform der vorliegenden Erfindung sind die Poren in Form von Kapillaren jedoch ungleichmäßig über den Film aus Schritt (d) verteilt. In einer Ausführungsform der vorliegenden Erfindung sind die Poren in Form von Kapillaren im Wesentlichen gebogen. In einer anderen Ausführungsform der vorliegenden Erfindung weisen die Poren in Form von Kapillaren einen im Wesentlichen gradlinigen Verlauf auf. Poren in Form von Kapillaren können dem der Film aus Schritt (d) eine Luft- und Wasserdampfdurchlässigkeit verleihen, ohne dass eine Perforierung erforderlich wäre. In einer Ausführungsform der vorliegenden Erfindung kann die Wasserdampfdurchlässigkeit des der Films aus Schritt (d) über 1 ,5 mg/cm2-h liegen, gemessen nach DIN 53333. So ist es möglich, dass Feuchtigkeit wie beispielsweise Schweiß durch den Film aus Schritt (d) hindurch migrieren kann.
In einer Ausführungsform der vorliegenden Erfindung weist der der Film aus Schritt (d) zusätzlich zu den Kapillaren noch Poren auf, die nicht über die gesamte Dicke der Films gehen.
Durch das erfindungsgemäße Verfahren lassen sich mehrschichtige Verbundkörper herstellen, die ein samtartiges Aussehen und einen sehr angenehmen Griff aufweisen
und auf denen Bilder oder Muster mit vorzüglicher Haltbarkeit sein können. Derartige Muster oder Bilder können kompliziert sein und erheblichen designerischen Anforderungen genügen. Derartige Bilder oder Muster können beispielsweise einen Flip-Flop- Effekt aufweisen, d. h. je nach Betrachtungswinkel haben sie ein unterschiedliches Erscheinungsbild. Wenn man sie in schwarz ausführt, so weisen sie einen angenehm tiefen Schwarzton auf. Wenn man sie mit einem porösen Film ausführt, sind sie wasserdampfdurchlässig und unempfindlich gegen Schweißflecken. Derartige Bilder können durch ihre Komplexitäten und geschicktes Design als Kopierschutz oder als originelles Erkennungszeichen dienen.
Ein weiterer Gegenstand der vorliegenden Erfindung sind mehrschichtige Verbundkörper, enthaltend
(A) ein Substrat,
(B) gegebenenfalls mindestens eine Verbindungsschicht und
(C) eine Kunststoffschicht, die Härchen aufweist, mit einer Oberflächenstruktur auf ihrer Sichtseite,
wobei Kunststoffschicht (C) auf ihrer Sichtseite mindestens ein Bild oder Muster hat, welches mindestens ein von geometrischen Elementen, Zahlen und Buchstaben verschiedenes Element (D) aufweist
und wobei Rasterwinkel, Lochtiefe oder Verjüngungen innerhalb der Oberflächenstruktur unterschiedlich sind.
Als Substrat (A) sind zahlreiche Materialien geeignet, beispielsweise Metallfolien, Papier, Pappe, Kartonagen, Holz, thermoplastische Formteile, bevorzugt sind Leder, Tex- til, Non-wovens (Vliesstoffe), Kunstleder, Papier und Holz. Beispiele für Textil sind Gewebe und Gewirke.
Die Verbindung zwischen Substrat (A) und Kunststoffschicht (C) kann in verschiedenen Ausgestaltungen sein, beispielsweise in Form eines zusammenhängenden Films oder punktuell, in Form von Streifen, als Gitter, beispielsweise als quadratisches oder wa- benförmiges oder rautenförmiges Gitter ausgebildet sein.
Substrat (A) kann eine beliebige Dicke aufweisen, die an das Material des Substrats angepasst ist.
Kunststoffschicht (C) weist Härchen auf.
In einer Ausführungsform der vorliegenden Erfindung weist Kunststoffschicht (C) eine mittlere Dicke im Bereich von 15 bis 300 μιη, bevorzugt von 20 bis 150 μιη, besonders bevorzugt von 25 bis 80 μιη auf, wobei die Länge der Härchen nicht mitgerechnet werden.
Die Bedeutung der Begriffe Bild, Muster sowie eine Beschreibung von Element (D) finden sich vorstehend.
In einer Ausführungsform der vorliegenden Erfindung kann das Bild zusätzlich zu Ele- ment (D) ein oder mehrere geometrische Elemente, Zahlen oder Buchstaben aufweisen.
In einer Ausführungsform der vorliegenden Erfindung werden verschiedene Teile des Bilds bzw. Musters durch verschiedene dreidimensionale Strukturierungen der Kunst- Stoffschicht (C) erzeugt.
In einer bevorzugten Ausführungsform der vorliegenden Erfindung weist das Bild, das vorzugsweise kompliziert sein kann, keine regelmäßigen Wiederholungseinheiten auf. Darunter soll verstanden werden, dass - anders als bei Musterungen wie bei einer Ta- pete - die Motive sich nicht ständig wiederholen.
In einer anderen Ausführungsform der vorliegenden Erfindung weisen Muster gewisse Wiederholungseinheiten auf, die vorzugsweise Element (D) umfassen. In einer Ausführungsform der vorliegenden Erfindung kann das Bild oder Muster, zusätzlich zu Element (D), mindestens ein weiteres Element aufweisen, welches aus geometrischen Elementen, Zahlen und Buchstaben gewählt ist.
In einer Ausführungsform der vorliegenden Erfindung kann dass das Bild oder Muster eine Kombination von zwei verschiedenen Mustern darstellen, die ineinander übergehen. Beispielsweise kann das Bild oder Muster ein Narbenmuster eines Leders, welches mit einem Muster eines Gewebes oder einer Strickware verbunden ist, beispielsweise durch eine imitierte Naht oder nahtlos, darstellen. Diese Verbindung entspricht dann vorzugsweise dem Element (D).
In einer Ausführungsform der vorliegenden Erfindung wird das Muster oder vorzugsweise das Bild durch Erhebungen oder Vertiefungen mit einer Höhe bzw. Tiefe im Bereich von 1 bis 3000 μιη erzeugt, welche durch verschiedenen Rasterungen, durch verschiedene Ausformungen oder durch verschiedene Höhen oder Tiefen einen unter- schiedlichen optischen Eindruck vermitteln.
In einer Ausführungsform der vorliegenden Erfindung unterscheiden sich die Erhebungen bzw. Vertiefungen gruppenweise dadurch, dass sie unterschiedliche dreidimensionale Geometrien, unterschiedliche Höhen bzw. Tiefen oder unterschiedliche Rasterun- gen aufweisen.
In einer Ausführungsform der vorliegenden Erfindung kann Kunststoffschicht (C) mindestens zwei verschiedene Polyurethane enthalten, die im Rahmen der vorliegenden Erfindung auch (C1 ) und (C2) genannt werden, wobei Polyurethan (C1 ) eine Shore- Härte A im Bereich von unter 60 aufweist und auch als„weiches Polyurethan" bezeich- net wird und wobei Polyurethan (C2) eine Shore-Härte A im Bereich von über 60 bis 120 aufweist und auch als„hartes Polyurethan" bezeichnet wird. Dabei wird die Shore- Härte A beispielsweise nach DIN 53505 nach 3 s bestimmt.
In einer Ausführungsform der vorliegenden Erfindung weist Polyurethan (C1 ) einen mittleren Partikeldurchmesser im Bereich von 100 bis 300 nm, bevorzugt 120 bis 150 nm auf, bestimmt durch Laserlichtstreuung.
In einer Ausführungsform der vorliegenden Erfindung weist Polyurethan (C2) einen mittleren Partikeldurchmesser im Bereich im Bereich von 100 bis 300 nm, bevorzugt 120 bis 150 nm auf, bestimmt durch Laserlichtstreuung.
In einer Ausführungsform der vorliegenden Erfindung stellt man die Härte von Polyurethan (C1 ) bzw. Polyurethan (C2) durch unterschiedliche Anteile an IPDI als Diisocya- nat ein.
In einer Ausführungsform der vorliegenden Erfindung ist Kunststoffschicht (C) luftundurchlässig. In einer anderen Ausführungsform der vorliegenden Erfindung ist Kunst- stoffschicht (C) porös, beispielsweise dadurch, dass Kunststoffschicht durch die ganze Dicke der Kunststoffschicht hindurchgehende Kapillaren aufweist.
Erfindungsgemäße mehrschichtige Verbundkörper kann man beispielsweise nach dem eingangs beschriebenen erfindungsgemäßen Verfahren herstellen. Erfindungsgemäße mehrschichtige Verbundkörper weisen ein samtartiges Aussehen und einen sehr angenehmen Griff auf. Auf erfindungsgemäßen Verbundkörpern können Bilder oder Mus- ter mit vorzüglicher Haltbarkeit sein. Derartige Muster oder Bilder können kompliziert sein und erheblichen designerischen Anforderungen genügen. Derartige Bilder oder Muster können beispielsweise einen Flip-Flop-Effekt aufweisen, d. h. je nach Betrachtungswinkel haben sie ein unterschiedliches Erscheinungsbild. Wenn man sie in schwarz ausführt, so weisen sie einen angenehm tiefen Schwarzton auf. Wenn man sie mit einem porösen Film ausführt, sind sie wasserdampfdurchlässig und unempfindlich gegen Schweißflecken. Derartige Bilder können durch ihre Komplexitäten oder durch geschicktes Design als Kopierschutz oder als originelles Erkennungszeichen dienen. Ein weiterer Gegenstand der vorliegenden Erfindung ist eine negative Matrize, die auf einer Seite mindestens ein Negativ eines Bildes oder Musters hat, welches mindestens ein von geometrischen Elementen, Zahlen und Buchstaben verschiedenes Element (D)
aufweist und welches erzeugt wird durch Erhebungen und Vertiefungen, die in verschiedenen Rasterungen oder in verschiedenen Höhen oder Tiefen einen unterschiedlichen optischen Eindruck vermitteln. In einer Ausführungsform der vorliegenden Erfindung unterscheiden sich die Erhebungen bzw. Vertiefungen einzeln oder vorzugsweise gruppenweise dadurch, dass sie unterschiedliche Geometrien, unterschiedliche Höhen oder Tiefen unter unterschiedliche Rasterungen oder Rasterwinkel aufweisen. Erfindungsgemäße Matrizen sind sehr gut geeignet zur Herstellung von erfindungsgemäßen mehrschichtigen Verbundkörpern. Ein weiterer Gegenstand der vorliegenden Erfindung ist daher die Verwendung von erfindungsgemäßen negativen Matrizen zur Herstellung von erfindungsgemäßen mehrschichtigen Verbundkörpern. Ein Verfahren zur Herstellung von erfindungsgemäßen Matrizen ist vorstehend beschrieben.
Die Erfindung wird durch Arbeitsbeispiele erläutert. Arbeitsbeispiele:
I. Herstellung von erfindungsgemäßen Matrizen Ein flüssiges Silikon wurde auf eine flache Unterlage gegossen. Man ließ aushärten, indem man eine Lösung von Di-n-butylbis(1 -oxoneodecyloxy)stannan als 25 Gew.-% Lösung in Tetraethoxysilan als sauren Härter dazu gab, und erhielt eine im Mittel 2 mm starke Silikonkautschukschicht, die als Grundlage einer Matrize diente. Die Matrize wurde auf einen 1 ,5 mm dicken Aluminiumträger aufgeklebt.
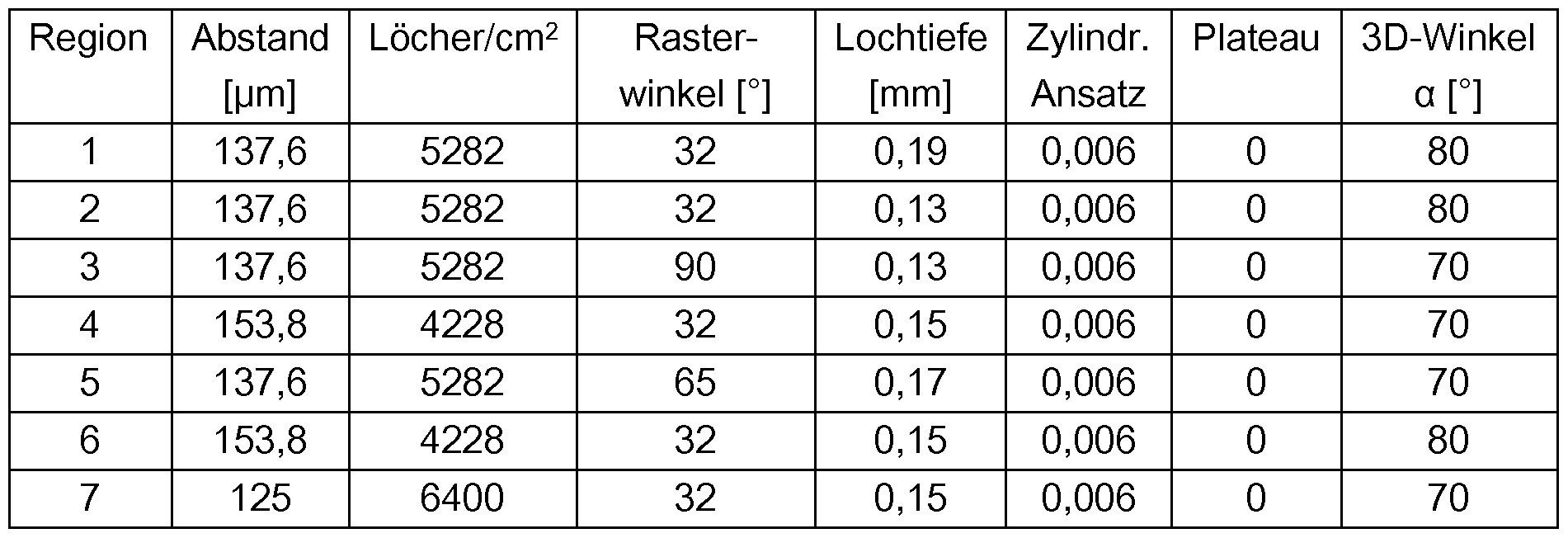
Mit Hilfe eines CO2- Lasers gravierte man kreisförmige Löcher, die die Charakteristika gemäß Tabelle 1 aufwiesen. Die Leistung der Strahlquelle wurde dabei durch einen akusto-optischen Modulator moduliert.
Diese Charakteristika waren in verschiedenen Regionen der Matrize unterschiedlich ausgeprägt. Durch die Anordnung der Regionen wurden verschiedene Schattierungen und dadurch das Bild eines kickenden Fußballspielers erzeugt.
Man erhielt erfindungsgemäße Matrize 1.
Tabelle 1 : Charakteristika für Löcher in erfindungsgemäßer Matrize 1
Unter Abstand ist der Abstand zwischen zwei Löchern zu verstehen. Als Abstand zwischen den Löchern wird der Abstand zum jeweils nächstgelegenen Loch gemessen, und zwar von Lochmitte zu Lochmitte.
Begriffe aus Tabelle 1 sind in Abbildung 1 näher erläutert.
Lt: Lochtiefe,
ZA: zylindrischer Ansatz
P: Plateau
Man erhielt eine erfindungsgemäße Matrize. II. Herstellung von Kunststoffdispersionen
Als Kunststoffe wählte man jeweils Polyurethane.
11.1 Herstellung einer wässrigen Polyurethandispersion Disp.1
In einem Rührgefäß vermischte man unter Rühren:
7 Gew.-% einer wässrigen Dispersion (Partikeldurchmesser: 125 nm, Feststoffgehalt: 40%) eines weichen Polyurethans (C1 .1 ), hergestellt aus Hexamethylendiisocyanat und Isophorondiisocyanat im Gew.-Verhältnis 13:10 als Diisocyanate und als Diole einem Polyesterdiol mit einem Molekulargewicht Mw von 800 g/mol, hergestellt durch Polykondensation von Isophthalsäure, Adipinsäure und 1 ,4-Dihydroxymethylcyclohe- xan (Isomerengemisch) in einem Molverhältnis von 1 :1 :2, 5 Gew.-% 1 ,4-Butandiol
(b1 .2), sowie 3 Gew.-% einfach methyliertem Polyethylenglykol sowie 3 Gew.-% H2N- CH2CH2-NH-CH2CH2-COOH, Gew.-% jeweils bezogen auf Polyesterdiol (b1 .1 ), Erweichungspunkt von weichem Polyurethan (C1.1 ): 62°C, Erweichung beginnt bei 55°C, Shore-Härte A 54,
65 Gew.-% einer wässrigen Dispersion (Partikeldurchmesser: 150 nm) eines harten Polyurethans (C2.1 ), erhältlich durch Umsetzung von Isophorondiisocyanat, 1 ,4- Butandiol, 1 ,1 -Dimethylolpropionsäure, Hydrazinhydrat und Polypropylenglykol mit ei-
nem Molekulargewicht Mw von 4200 g/mol, Erweichungspunkt von 195°C, Shore-Härte A 86,
3,5 Gew.-% einer 70 Gew.-% Lösung (in Propylencarbonat) von Verbindung (1.1 ),
6 Gew.-% einer 65 Gew.-% wässrigen Dispersion der Silikonverbindung nach Beispiel 2 aus EP-A 0 738 747
2 Gew.-% Ruß,
0,5 Gew.-% eines Verdickungsmittels auf Polyurethanbasis,
1 Gew.-% Mikrohohlkugeln aus Polyvinylidenchlorid, gefüllt mit Isobutan, Durchmesser 20 μιη, kommerziell erhältlich z. B. als Expancel® der Fa. Akzo Nobel.
Man erhielt wässrige Dispersion Disp.1 mit einem Feststoffgehalt von 35% und einer kinematischen Viskosität von 25 Sek. bei 23°C, bestimmt nach DIN EN ISO 2431 , Stand Mai 1996.
II.2 Herstellung einer wässrigen Formulierung Disp.2 In einem Rührgefäß vermischte man unter Rühren:
7 Gew.-% einer wässrigen Dispersion (Partikeldurchmesser: 125 nm), Feststoffgehalt: 40%) eines weichen Polyurethans (C1 .1 ), hergestellt aus Hexamethylendiisocyanat und Isophorondiisocyanat im Gew.-Verhältnis 13:10 als Diisocyanate und als Diole einem Polyesterdiol mit einem Molekulargewicht Mw von 800 g/mol, hergestellt durch Polykondensation von Isophthalsäure, Adipinsäure und 1 ,4- Dihydroxymethylcyclohexan (Isomerengemisch) in einem Molverhältnis von 1 :1 :2, 5 Gew.-% 1 ,4-Butandiol, 3 Gew.-% einfach methyliertem Polyethylenglykol sowie 3 Gew.-% H2N-CH2CH2-NH-CH2CH2-COOH, Gew.-% jeweils bezogen auf Polyesterdiol, Erweichungspunkt von 62°C, Erweichung beginnt bei 55°C, Shore-Härte A 54,
65 Gew.-% einer wässrigen Dispersion (Partikeldurchmesser: 150 nm) eines harten Polyurethans, erhältlich durch Umsetzung von Isophorondiisocyanat, 1 ,4-Butandiol (C1 .2), 1 ,1 -Dimethylolpropionsäure, Hydrazinhydrat und Polypropylenglykol mit einem Molekulargewicht Mw von 4200 g/mol, Polyurethan (C2.2) hatte einen Erweichungspunkt von 195°C, Shore-Härte A 90,
3,5 Gew.-% einer 70 Gew.-% Lösung (in Propylencarbonat) von Verbindung (1.1 ), NCO-Gehalt 12%,
2 Gew.-% Ruß.
Man erhielt eine Polyurethandispersion Disp.2 mit einem Feststoffgehalt von 35% und einer kinematischen Viskosität von 25 Sek., bestimmt nach bei 23°C nach DIN EN ISO 2431 , Stand Mai 1996.
III. Herstellung eines Kunststofffilms
Erfindungsgemäße Matrize 1 wurde auf eine beheizbare Unterlage gelegt und auf 91 °C erwärmt. Anschließend wurde durch eine Sprühdüse Disp.1 aufgesprüht, und zwar 88 g/m2 (nass). Das Auftragen erfolgte ohne Luftbeimengung mit einer Sprühdüse, die einen Durchmesser von 0,46 mm besaß, bei einem Druck von 65 bar. Man ließ bei 91 °C verfestigen, bis die Oberfläche nicht mehr klebrig war.
Die Sprühdüse war in einer Höhe von 20 cm von der durchlaufenden Unterlage in Be- wegungsrichtung derselben mobil angeordnet und bewegte sich quer zu der Bewegungsrichtung der Unterlage. Die Unterlage hatte nach etwa 14 Sekunden die Sprühdüse passiert und besaß eine Temperatur von 59°C. Nach einer etwa zweiminütigen Beaufschlagung mit trockener, 85°C warmer Luft war der so hergestellte vernetzte Polyurethanfilm (C.1 ) nahezu wasserfrei.
In einer analogen Anordnung wurde unmittelbar im Anschluss auf die so beschichtete erfindungsgemäße Matrize 50 g/m2 nass von Disp.2 als Verbindungsschicht (B.1 ) aufgetragen und anschließend trocknen gelassen. Man erhielt eine mit Kunststofffilm (C.1 ) und Verbindungsschicht (B.1 ) beschichtete Matrize.
Ein gedipptes koaguliertes Polyestervlies (A.1 ), kurz auch Substrat (A.1 ) genannt, mit einem Flächengewicht von 180 g/m2 wurde mit Disp.2 besprüht, und zwar mit 30 g/m2 (nass). Man ließ das so besprühte Substrat (A.1 ) mehrere Minuten antrocknen.
IV. Herstellung eines erfindungsgemäßen mehrschichtigen Verbundkörpers Anschließend wurde besprühtes Substrat (A.1 ) mit der besprühten Seite auf die noch warme Verbindungsschicht (B.1 ), die sich zusammen mit Kunststofffilm (C.1 ) auf der Matrize befindet, gelegt und in einer Presse bei 4 bar und 1 10°C für 15 Sekunden ver- presst. Anschließend entnahm man das so erhaltene erfindungsgemäße mehrschichtige Verbundmaterial MSV.1 aus der Presse und entfernte die Matrize.
Das so erhaltene erfindungsgemäße mehrschichtige Verbundmaterial MSV.1 zeichnete sich durch eine angenehme Haptik aus, eine Optik, die identisch mit der Originalan-
sieht des Fußballspielers ist, sowie Atmungsaktivität aus. Außerdem ließ sich das erfindungsgemäße mehrschichtige Verbundmaterial MSV.1 leicht von Verschmutzungen wie beispielsweise Staub reinigen. MSV.1 zeigte das Bild eines Fußballspielers mit großer Präzision.
Die Arbeitsschritte nach II. bis IV. ließen sich mit derselben Matrize mehrfach wiederholen, ohne dass die Bildqualität nachließ.