WO2010092996A1 - Process for the production of diamond materials - Google Patents
Process for the production of diamond materials Download PDFInfo
- Publication number
- WO2010092996A1 WO2010092996A1 PCT/JP2010/052000 JP2010052000W WO2010092996A1 WO 2010092996 A1 WO2010092996 A1 WO 2010092996A1 JP 2010052000 W JP2010052000 W JP 2010052000W WO 2010092996 A1 WO2010092996 A1 WO 2010092996A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- diamond
- carbon material
- hydrogen
- hot isostatic
- carbon
- Prior art date
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/25—Diamond
- C01B32/26—Preparation
Definitions
- the present invention relates to an electrodeposition grindstone, a polishing / processing related member such as a polishing slurry, a high temperature semiconductor, a high voltage semiconductor, a high frequency semiconductor, a power semiconductor, an electron emission device such as a panel display, a light emitting element, a laser element, a light detecting element,
- the present invention relates to a method for producing a diamond material that can be suitably used for strain detection elements, pressure detection elements, temperature detection elements, magnetic field detection elements, heat sinks, sensor electrodes, battery electrodes, various devices, and the like.
- Carbon is a liquid at 4000 ° C and 15 GPa or more, but when it is cooled to about 3000 ° C while maintaining pressure, it changes from a liquid state to solid diamond. Therefore, extremely high temperature and high pressure conditions were necessary to produce diamond from molten carbon. Natural diamonds are presumed to have been reduced in the presence of a catalyst, such as carbonate melts moving and concentrated in the mantle.
- shock method A method of synthesizing diamond with explosive pressure has also been implemented.
- an explosive is used to generate a blast of 4000 to 5000 m / sec, and the metal tube is made to collide with a metal tube filled with a material mixed with carbon, iron, or copper metal powder at a speed of about 2000 m / sec. .
- This generates a shock wave in the material, and part of the carbon is converted to diamond.
- a pressure of 10 GPa or more and a temperature of about 3000 ° C. are instantaneously applied, and it is applied to the manufacture of fine diamond powder for polishing.
- a method of producing a large-scale explosion in an inert atmosphere such as underwater explosion, ice, nitrogen, carbon dioxide, etc. has also been implemented.
- Thermal excitation method One of the vapor phase growth methods is the hot filament method and the combustion flame method.
- the combustion flame method hydrocarbons thermally excited to about 3000 ° C. in a reducing flame of acetylene and oxygen combustion flame are deposited on a cooled substrate.
- the hot filament method methane and hydrogen are thermally excited to about 2000 ° C. by a hot filament on the top of the substrate, and diamond is deposited on the substrate at a low temperature. Used for coating diamond tools.
- Hydrocarbon and fluorine, alcohol and fluorine are passed through a reaction tube heated to about 900 ° C., and diamond is deposited on a substrate maintained at a temperature lower by about 200 ° C. Compared to the thermal excitation method, it can be manufactured at a low temperature, but the diamond formation rate is extremely low.
- Plasma excitation method In this method, plasma is generated by microwaves, high frequency, DC voltage, etc. and excited.
- the reaction gas methane or hydrogen is generally used, and diamond is deposited in a thin film at a substrate temperature of 300 to 1000 ° C.
- the pressure is in the range of about 0.1 to 200 Torr, and the substrate is silicon, tantalum, tungsten, molybdenum, gold, copper, aluminum, graphite, silica glass, sapphire, tungsten carbide, titanium carbide, silicon carbide, magnesium oxide, etc. in use.
- Electrodeposition grindstones, polishing and processing related materials such as polishing slurries, high temperature semiconductors, high voltage semiconductors, high frequency semiconductors, power semiconductors, electron emission devices such as panel displays, light emitting elements, laser elements, light detection elements, strain detection elements,
- Conventional methods for manufacturing artificial diamond used for pressure sensing elements, temperature sensing elements, magnetic field sensing elements, heat sinks, sensor electrodes, battery electrodes, and other devices, as well as ornaments, are low in productivity and high in cost. There was a problem.
- Diamond thin film has thermal conductivity, dielectric strength, heat resistance, corrosion resistance, strong radiation resistance, X-ray absorption characteristics similar to the human body, affinity for biological substances, inertness to chemical substances, excellent electrical characteristics, high mobility It has excellent characteristics such as dielectric breakdown electric field and small dielectric constant, and is expected to be applied to ideal heat sink, radiation, X-ray monitor, biosensor, chemical electrode, power device, high frequency device, etc.
- the growth rate was slow, from several microns to several tens of microns, making it difficult to stably manufacture large shapes.
- the production equipment and conditions are individually designed according to the shape of the diamond to be produced, that is, the shape of a thin film, block, etc., the crystal orientation of 100, 111, etc., the crystal form of polycrystal, single crystal, homoepitaxial, heteroepitaxial, etc. Therefore, it was difficult to manufacture many types of crystal forms at once using a single reaction vessel.
- diamond is extremely hard and difficult to machine, and the particles could not be sintered by holding them at a high temperature, making them spherical, rod-like, needle-like, sheet-like, columnar, There was a further problem that it was difficult to obtain a different shape.
- hydrogen and hydrocarbons generated from a carbon material are thermally excited by hot isostatic pressing of the carbon material in which hydrogen remains. It is characterized by depositing, generating and growing diamond material.
- it is not necessary to supply a source gas as in the conventional vapor phase growth method, and vapor phase growth is performed by hydrogen and hydrocarbons generated from a carbon material as a base material. That is, since hydrogen generation, etching of carbon material as a base material with hydrogen, hydrocarbon generation, diamond precipitation, and hydrogen generation occur repeatedly and continuously, the present invention is based on the carbon material itself as a raw material. It has the characteristic advantage that precipitation, generation and growth are efficiently performed at a high growth rate.
- the present invention also provides a material characterized by containing diamond or the like as a production aid serving as a nucleus of growth and accelerating diamond growth by subsequent hot isostatic pressing. Specifically, the carbon material having hydrogen remaining accelerates the above-described diamond precipitation, generation and growth around a generation auxiliary agent serving as a nucleus during hot isostatic pressing.
- Production aids include diamond, tungsten, molybdenum, tantalum, copper, gold, platinum, silicon, nickel, cobalt, iridium, glassy carbon, graphite, silicon oxide, sapphire and other oxides, silicon carbide, tungsten carbide, titanium carbide Carbide such as boron nitride, nitride such as aluminum nitride, carbonate inorganic material such as magnesium carbonate, sulfate inorganic material such as calcium sulfate, etc. can be suitably used.
- the temperature for pre-firing the carbon material is set to an appropriate condition in order to appropriately set the residual hydrogen amount before the hot isostatic pressing process of the carbon material.
- the pre-calcination temperature is high, the amount of residual hydrogen is insufficient, so that hydrogen and hydrocarbons are not generated stably in order to precipitate and generate diamond in the subsequent hot isostatic pressing process. .
- the present invention is also characterized in that a carbon material containing the above-mentioned production aid such as diamond also functions as a reaction vessel.
- a carbon material containing the above-mentioned production aid such as diamond also functions as a reaction vessel.
- a carbon material containing the above-mentioned production aid such as diamond also functions as a reaction vessel.
- the carbon material and a predetermined shape such as a plate, a sphere, a cylinder, and a vertical column with an appropriate generation aid held inside or on the surface Or the organic polymer material used as a precursor is shape
- molded when producing diamonds of a desired size and shape, the carbon material and a predetermined shape such as a plate, a sphere, a cylinder, and a vertical column with an appropriate generation aid held inside or on the surface Or the organic polymer material used as a precursor is shape
- molded is shape
- a DLC film containing hydrogen by high-frequency plasma CVD, an amorphous carbon film, or the like can be used in addition to a polymer organic material in which hydrogen remains after firing.
- the substrate-like formation aid or the substrate on which the production aid is placed and the carbon material are laminated, and if necessary, the entire surface is covered with the carbon material. It is characterized by hot isostatic pressing. In this case as well, since hot isostatic pressing with argon, nitrogen, etc. is performed, the concentration gradient of hydrogen and hydrocarbons is maintained around the substrate material and carbon material in an isotropic gas atmosphere. Generation and growth are promoted.
- a space having a predetermined shape such as a columnar shape, a conical shape, a vertical column shape, a vertical cone shape, a plate shape, a spherical thin film shape, or the like is preliminarily installed on the inside or surface of the carbon material, and hot hydrostatic pressure is applied.
- a material characterized by forming diamond material by depositing, generating and growing diamond in the installed space by pressure treatment is also provided.
- a general-purpose hot isostatic pressing apparatus using a general-purpose hot isostatic pressing apparatus, granular, powdery and massive diamonds can be produced with high productivity even at a low pressure of about 0.2 GPa.
- the carbon material to be used is a raw material and a reaction vessel, a large number of treatments and diamond formations of various shapes, sizes, and crystal forms can be mixed and combined into a single hot isostatic pressing process. Can be implemented.
- a large-sized reaction vessel having an inner diameter of 800 mm and a height of 3500 mm can be manufactured, so that a large number of various types of products can be manufactured in a short period of time and at a low cost with a minimum necessary capital investment.
- the present invention it is possible to form a diamond thin film in a state in which a large number of substrates are laminated, so that it is possible to manufacture with extremely high productivity. For this reason, it is possible to put it into practical use for diamond thin films that have excellent characteristics but are difficult to put to practical use industrially, and ideal heat sinks, radiation, X-ray monitors, biosensors, chemical electrodes, power devices, and high-frequency devices. Promoted.
- the carbon material when the carbon material is previously provided with a cylindrical shape, a conical shape, a vertical column shape, a vertical cone shape, a plate shape, a spherical shape, a thin film shape, etc., the column shape, the conical shape, It is possible to mold diamond materials such as vertical columns, vertical cones, plates, spheres, and thin films.
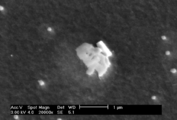
- FIG. 1 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 1).
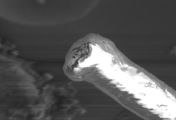
- FIG. 2 is a drawing-substituting photograph showing an electron microscope image of Example 12 (sample of Example 2).
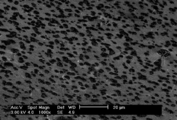
- FIG. 3 is a drawing-substituting photograph showing an electron microscope image of Example 12 (sample of Example 4).
- FIG. 4 shows the X-ray spectroscopic spectrum of Example 12 (sample of Example 4), which shows the presence of oxygen in the functional group terminated at the SP3 bond on the surface of diamond.
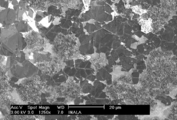
- FIG. 5 is a drawing-substituting photograph showing an electron microscope image of Example 12 (sample of Example 5).
- FIG. 5 is a drawing-substituting photograph showing an electron microscope image of Example 12 (sample of Example 5).
- FIG. 6 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 6).
- FIG. 7 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 7).
- FIG. 8 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 8).
- FIG. 9 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 9).
- FIG. 10 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 10).
- FIG. 11 is a drawing-substituting photograph showing an electron microscopic image of Example 12 (sample of Example 11).
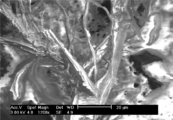
- FIG. 12 shows an electron microscopic image of Example 13.
- FIG. 13 is an enlarged view of the electron microscope image of the dendritic diamond shown in FIG.
- Organic polymer materials such as thermosetting resins and thermoplastic resins that carbonize after firing, and mixing aids as necessary, are mixed into thin plates, thick plates, discs, spheres, vertical columns, cylinders, cones, pyramids, etc. Mold into a predetermined shape. Any organic polymer material can be used as long as carbon becomes a residue after firing, but phenolic resin, furan resin, melamine resin, xylene resin, aniline resin, petroleum pitch. Coal pitch, PAN resin, epoxy resin, polyethylene, polystyrene, polypropylene, etc. can be suitably used.
- an appropriate method is selected according to the diamond material to be manufactured, such as compression-press molding using a mold, injection molding, casting, printing, spraying, rolling.
- a molded body of organic polymer material containing diamond processed into a predetermined shape is carbonized and fired at a predetermined maximum temperature in an inert gas such as nitrogen at a predetermined temperature increase rate.
- the maximum temperature reached during carbonization and firing is determined by the hydrogen content remaining in the material after carbonization and firing.
- thermosetting resins such as phenol resins
- hydrogen and hydrocarbons are generated from the CnHm functional group in the carbon skeleton in the temperature range of 800 ° C to 1500 ° C, causing carbonization and graphitization while causing material shrinkage. Go.
- the material after carbonization firing is inserted into a holding vessel such as a graphite crucible, and isotropic hot isostatic pressing with gas pressure is performed in an inert gas such as argon or nitrogen.
- an inert gas such as argon or nitrogen.
- hydrogen is generated from a temperature range of 800 ° C. or higher, preferably 1000 ° C. or higher, and when heated to about 1800 ° C. to 2000 ° C., hydrogen generated from the carbon material
- Thermal excitation becomes active and diamond deposition and growth reactions are promoted on the surface of the diamond material. Since hydrogen generation, hydrocarbon generation, and diamond deposition from the carbon material occur repeatedly, diamond grows while consuming the surrounding carbon material.
- the processing temperature for hot isostatic pressing may be in the temperature range where hydrogen is generated from the carbon material. However, since the generated hydrogen needs to be sufficiently thermally excited, for example, 800 ° C. or higher, preferably 1000 From the viewpoint of productivity, 1800 ° C. or higher, more preferably 2000 ° C. or higher, and 2100 ° C. or higher are more preferable.
- the upper limit of the treatment temperature is not particularly limited, but when a hot isostatic press is used, the upper limit is usually determined automatically from the performance of the apparatus. Such an upper limit is obvious to those skilled in the art and is usually about 2500 ° C., especially about 3000 ° C. for high performance values.
- a preferable processing temperature range can be appropriately selected from the above, and examples thereof include about 1800 ° C.
- the treatment pressure when performing the hot isostatic pressing about 0.05 GPa or more, more preferably about 0.1 GPa or more, and more preferably about 0.19 GPa or more can be mentioned.
- the upper limit value of the processing pressure is not particularly limited. However, when a hot isostatic pressure apparatus is used, the upper limit value is usually determined from the performance of the apparatus. Such an upper limit is obvious to those skilled in the art and is usually about 0.2 GPa, especially about 0.3 GPa for high performance devices. A preferable processing pressure range can be appropriately selected from the above.
- the processing pattern such as the processing pressure, the pressure increase rate, the simultaneous temperature increasing pressure increasing pattern, the pressure increasing preceding processing pattern, and the temperature increasing preceding pattern during the hot isostatic pressing process is appropriately selected according to the shape and crystal state of the diamond to be manufactured.
- the pressure increasing preceding pattern is preferable.
- the processing pressure is sufficiently increased before the processing temperature reaches the maximum temperature at the time of carbonization baking (preliminary baking).
- the value of the sufficiently increased processing pressure for example, in the case of the processing conditions listed in the examples, about 0.15 GPa can be mentioned.
- the amount of hydrogen contained in the carbon material is preferably in the range of about 0.01 wt% to about 6 wt% of the carbon material, more preferably in the range of about 0.05 wt% to about 6 wt%. More preferably, it is in the range of 0.2 wt% to 6 wt%.
- Production aids include diamond, tungsten, molybdenum, tantalum, niobium, gallium, copper, gold, platinum, silicon, nickel, cobalt, iridium, glassy carbon, graphite, silicon oxide, oxides such as sapphire, silicon carbide, Carbides such as tungsten carbide and titanium carbide, nitrides such as boron nitride and aluminum nitride, inorganic carbonate materials such as magnesium carbonate, and inorganic sulfate materials such as calcium sulfate can be preferably used.
- Various methods can be selected as a method of constructing the carbon material and / or the production aid before the hot isostatic pressing treatment. It is also possible to use a carbon material containing hydrogen without using an organic polymer material. Hydrogen is contained using various methods such as thermal CVD using hydrocarbon gas, plasma CVD, sputtering using carbon target material, reactive sputtering, ion-assisted sputtering, ion-assisted CVD, ion plating, etc. The same production can be suitably carried out by configuring the carbon material in the vicinity of the production assistant.
- Unitika phenol formaldehyde resin (UA) powder was hot-pressed at a temperature of 170 ° C. and molded into a shape having an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates, and carbonized and fired at a maximum temperature of 450 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
- EMGA621 manufactured by Horiba 6 wt% of hydrogen remained.
- Unitika phenol formaldehyde resin (UA) powder was hot-pressed at a temperature of 170 ° C. and molded into a shape having an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
- EMGA621 manufactured by Horiba
- Unitika phenol formaldehyde resin (UA) powder was hot-pressed at a temperature of 170 ° C. and molded into a shape having an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired in a nitrogen stream at a firing rate of 2 ° C. per hour up to 1000 ° C. and at a maximum firing temperature of 1800 ° C. at a firing rate of 5 ° C. per hour.
- EMGA621 manufactured by Horiba
- Unitika phenolformaldehyde resin (UA) powder 99 wt% and diamond powder 1 wt% with a particle size of 3 microns were mixed and hot pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
- Unitika phenolformaldehyde resin (UA) powder 99 wt% and diamond powder 1 wt% with a particle size of 3 microns were mixed and hot pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 5 ° C. per hour in a nitrogen stream. In order to increase the temperature rising rate during the carbonization firing, a large number of pores were introduced into the sample after the carbonization firing.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
- a mixture of 99 wt% of phenolic formaldehyde resin (UA) powder manufactured by Unitika and 1 wt% of a mixture of niobium and gallium was hot-pressed at a temperature of 170 ° C. to form a shape having an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
- Unitica phenolformaldehyde resin (UA) 99 wt% and copper / calcium sulfate 1 wt% mixture were hot-pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm. .
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
- a carbon thin film with a thickness of 5 microns is formed on the surface of a single crystal silicon carbide wafer having an outer diameter of 50 mm and a plate thickness of 0.3 mm by using a plasma ion implantation film forming apparatus to form a laminate of silicon carbide and a carbon film. did.
- the film forming conditions were adjusted so that the amount of residual hydrogen in the carbon thin film was 3 wt%.
- the both surfaces of the sample prepared in Example 2 were lapped and polished to finish a mirror surface with a surface roughness of Ra 5 angstroms.
- the outer diameters of the sample and the single crystal silicon carbide wafer were adjusted to 40 mm, and the flatness of each sample was adjusted.
- Example 1 The samples of Examples 1 to 11 were loaded into a graphite crucible, set in a reaction vessel of a hot isostatic press, and processed at a processing temperature of 2300 ° C. and a pressure of 0.19 GPa using argon gas. The time was maintained and hot isostatic pressing was performed. Table 1 summarizes the occurrence of diamond after the treatment.
- Unitika phenolformaldehyde resin (UA) 99 wt% and diamond powder 1 wt% with a particle size of 30 microns were mixed and hot-pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm.
- the molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 800 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
- the sample obtained above was loaded into a graphite crucible, set in a reaction vessel of a hot isostatic press, and treated with argon gas at a processing temperature of 2300 ° C. and a pressure of 0.19 GPa for 1 hour. It was held and subjected to hot isostatic pressing. After the treatment, dendritic diamond was formed (FIGS. 12 and 13).
- Diamond materials can be manufactured even at low pressures of about 0.2 GPa using a general-purpose hot isostatic pressing device, so the practical use of diamond materials with excellent characteristics will expand.
Abstract
Diamond materials, particularly, diamonds having any shapes can be produced at a low cost by processing a large number of raw materials of various kinds at once using a large-sized reactor. Diamond materials are deposited, formed, and grown by subjecting carbonaceous materials in which hydrogen remains to hot isostatic pressing. The carbonaceous materials may contain, as necessary, diamond-forming additives in various forms and shapes. The carbonaceous materials themselves function as the reactors and as the sources of hydrogen and hydrocarbon; and thus diamonds can be produced using general-purpose hot isostatic pressing equipment even at a pressure as low as about 0.2GPa.
Description
本発明は,電着砥石,研磨用スラリーなどの研磨・加工関連部材,高温半導体,高耐圧半導体,高周波半導体,パワー半導体,パネルディスプレイなどの電子放出デバイス,発光素子,レーザ素子,光検出素子,歪検出素子,圧力検出素子,温度検出素子,磁場検出素子,ヒートシンク,センサ用電極,電池用電極,各種デバイスなどに好適に使用できるダイヤモンド材料の製造方法に関する。
The present invention relates to an electrodeposition grindstone, a polishing / processing related member such as a polishing slurry, a high temperature semiconductor, a high voltage semiconductor, a high frequency semiconductor, a power semiconductor, an electron emission device such as a panel display, a light emitting element, a laser element, a light detecting element, The present invention relates to a method for producing a diamond material that can be suitably used for strain detection elements, pressure detection elements, temperature detection elements, magnetic field detection elements, heat sinks, sensor electrodes, battery electrodes, various devices, and the like.
炭素は4000℃,15GPa以上では液体であるが,圧力を保持した状態で3000℃程度に冷却すると液体の状態から固体のダイヤモンドに変化する。従って,溶融状態の炭素からダイヤモンドを製造するためには極めて高温かつ高圧な条件が必要であった。天然のダイモンドは炭酸塩溶融体などがマントル中で移動,濃縮され触媒の存在下で還元されたと推測されている。
Carbon is a liquid at 4000 ° C and 15 GPa or more, but when it is cooled to about 3000 ° C while maintaining pressure, it changes from a liquid state to solid diamond. Therefore, extremely high temperature and high pressure conditions were necessary to produce diamond from molten carbon. Natural diamonds are presumed to have been reduced in the presence of a catalyst, such as carbonate melts moving and concentrated in the mantle.
(高温高圧法)
19世紀後半にフランスのMoissanは,溶融させた鉄と炭素を急冷しその圧力でダイヤモンドを合成することを試みた。また同じ時期にスコットランドではHanneyが高温高圧法によりダイヤモンドを合成したと発表したが,いずれもその真偽については議論がある。
1955年に米国のGE社がベルト型アンビル炉を用いて,炭素と鉄を溶融させることにより人工ダイヤモンドを合成したと発表し,その後ASEA社,デビアス合同鉱山が引き続いてダイヤモンド合成に成功したと発表した。これらの方法ではいずれも1200~2400℃の温度域で,5~10GPaの超高圧処理が実施されていた。 (High temperature high pressure method)
In the late 19th century, Moissan, France, tried to synthesize diamond by rapidly quenching molten iron and carbon. At the same time, in Scotland, Hanney announced that diamonds were synthesized by the high-temperature and high-pressure method.
In 1955, GE in the United States announced that it had synthesized artificial diamond by melting carbon and iron using a belt-type anvil furnace, and then announced that ASEA and De Beers joint mine succeeded in synthesizing diamond. did. In any of these methods, ultrahigh pressure treatment of 5 to 10 GPa was performed in the temperature range of 1200 to 2400 ° C.
19世紀後半にフランスのMoissanは,溶融させた鉄と炭素を急冷しその圧力でダイヤモンドを合成することを試みた。また同じ時期にスコットランドではHanneyが高温高圧法によりダイヤモンドを合成したと発表したが,いずれもその真偽については議論がある。
1955年に米国のGE社がベルト型アンビル炉を用いて,炭素と鉄を溶融させることにより人工ダイヤモンドを合成したと発表し,その後ASEA社,デビアス合同鉱山が引き続いてダイヤモンド合成に成功したと発表した。これらの方法ではいずれも1200~2400℃の温度域で,5~10GPaの超高圧処理が実施されていた。 (High temperature high pressure method)
In the late 19th century, Moissan, France, tried to synthesize diamond by rapidly quenching molten iron and carbon. At the same time, in Scotland, Hanney announced that diamonds were synthesized by the high-temperature and high-pressure method.
In 1955, GE in the United States announced that it had synthesized artificial diamond by melting carbon and iron using a belt-type anvil furnace, and then announced that ASEA and De Beers joint mine succeeded in synthesizing diamond. did. In any of these methods, ultrahigh pressure treatment of 5 to 10 GPa was performed in the temperature range of 1200 to 2400 ° C.
1962年には東芝が,ゲルマニウム,ニッケルを触媒として使用して800℃の温度,6GPaの圧力で工業用ダイヤモンド粒の合成に成功した。現在でもこのような触媒を使用して,同様の条件にて工業用ダイヤモンドが製造されている。
In 1962, Toshiba succeeded in synthesizing industrial diamond grains at a temperature of 800 ° C. and a pressure of 6 GPa using germanium and nickel as catalysts. Even now, industrial diamonds are produced under the same conditions using such catalysts.
(衝撃法)
爆薬の爆発圧力でダイヤモンドを合成する方法も実施されている。この方法では爆薬を使用して4000~5000m/秒の爆風を発生させて,金属管を2000m/秒前後の速度で炭素と鉄や銅の金属粉を混合した材料を詰めた金属管に衝突させる。これにより材料内に衝撃波が発生し,炭素の一部がダイヤモンドに転換する。この製造方法においても瞬間的には10GPa以上の圧力,3000℃前後の温度がかかると言われおり,研磨用などの微粒のダイヤモンドパウダーの製造に適用されている。水中爆発,氷,窒素,二酸化炭素などの不活性雰囲気中で大規模な爆発をおこして製造する方法も実施されている。 (Shock method)
A method of synthesizing diamond with explosive pressure has also been implemented. In this method, an explosive is used to generate a blast of 4000 to 5000 m / sec, and the metal tube is made to collide with a metal tube filled with a material mixed with carbon, iron, or copper metal powder at a speed of about 2000 m / sec. . This generates a shock wave in the material, and part of the carbon is converted to diamond. Also in this manufacturing method, it is said that a pressure of 10 GPa or more and a temperature of about 3000 ° C. are instantaneously applied, and it is applied to the manufacture of fine diamond powder for polishing. A method of producing a large-scale explosion in an inert atmosphere such as underwater explosion, ice, nitrogen, carbon dioxide, etc. has also been implemented.
爆薬の爆発圧力でダイヤモンドを合成する方法も実施されている。この方法では爆薬を使用して4000~5000m/秒の爆風を発生させて,金属管を2000m/秒前後の速度で炭素と鉄や銅の金属粉を混合した材料を詰めた金属管に衝突させる。これにより材料内に衝撃波が発生し,炭素の一部がダイヤモンドに転換する。この製造方法においても瞬間的には10GPa以上の圧力,3000℃前後の温度がかかると言われおり,研磨用などの微粒のダイヤモンドパウダーの製造に適用されている。水中爆発,氷,窒素,二酸化炭素などの不活性雰囲気中で大規模な爆発をおこして製造する方法も実施されている。 (Shock method)
A method of synthesizing diamond with explosive pressure has also been implemented. In this method, an explosive is used to generate a blast of 4000 to 5000 m / sec, and the metal tube is made to collide with a metal tube filled with a material mixed with carbon, iron, or copper metal powder at a speed of about 2000 m / sec. . This generates a shock wave in the material, and part of the carbon is converted to diamond. Also in this manufacturing method, it is said that a pressure of 10 GPa or more and a temperature of about 3000 ° C. are instantaneously applied, and it is applied to the manufacture of fine diamond powder for polishing. A method of producing a large-scale explosion in an inert atmosphere such as underwater explosion, ice, nitrogen, carbon dioxide, etc. has also been implemented.
(気相成長法)
1952年に米国のEversoleはダイヤモンドの種結晶を用いて気相成長によりダイヤモンドを析出させ,1976年にはソビエトのSpitsynとDerjaginらがダイヤモンド以外の基板へのダイアモンドの析出を確認した。この発見以降,化学輸送反応法,熱フィラメント法,燃焼炎法,マイクロ波プラズマ法,高周波プラズマ法などの方法が考案され,工具などへのダイヤモンドのコーティングに実用され,ダイヤモンド薄膜によるデバイス開発がおこなわれている。 (Vapor phase growth method)
In 1952, Eversole in the United States deposited diamond by vapor phase growth using diamond seed crystals, and in 1976 Soviet Spitsyn and Derjagin et al. Confirmed the deposition of diamond on a substrate other than diamond. Since this discovery, methods such as the chemical transport reaction method, hot filament method, combustion flame method, microwave plasma method, and high-frequency plasma method have been devised and applied to diamond coating on tools, etc., and devices have been developed using diamond thin films. It is.
1952年に米国のEversoleはダイヤモンドの種結晶を用いて気相成長によりダイヤモンドを析出させ,1976年にはソビエトのSpitsynとDerjaginらがダイヤモンド以外の基板へのダイアモンドの析出を確認した。この発見以降,化学輸送反応法,熱フィラメント法,燃焼炎法,マイクロ波プラズマ法,高周波プラズマ法などの方法が考案され,工具などへのダイヤモンドのコーティングに実用され,ダイヤモンド薄膜によるデバイス開発がおこなわれている。 (Vapor phase growth method)
In 1952, Eversole in the United States deposited diamond by vapor phase growth using diamond seed crystals, and in 1976 Soviet Spitsyn and Derjagin et al. Confirmed the deposition of diamond on a substrate other than diamond. Since this discovery, methods such as the chemical transport reaction method, hot filament method, combustion flame method, microwave plasma method, and high-frequency plasma method have been devised and applied to diamond coating on tools, etc., and devices have been developed using diamond thin films. It is.
(熱励起法)
気相成長法の一つで熱フィラメント法と燃焼炎法がある。燃焼炎法ではアセチレン,酸素の燃焼炎の還元炎内で3000℃程度に熱励起させた炭化水素を冷却させた基板上に析出させる。
熱フィラメント法では基板上部の熱フィラメントにより2000℃程度にメタン,水素を熱励起させて,温度の低い基板上にダイヤモンドを析出させる。ダイヤモンド工具のコーティングなどに使用されている。 (Thermal excitation method)
One of the vapor phase growth methods is the hot filament method and the combustion flame method. In the combustion flame method, hydrocarbons thermally excited to about 3000 ° C. in a reducing flame of acetylene and oxygen combustion flame are deposited on a cooled substrate.
In the hot filament method, methane and hydrogen are thermally excited to about 2000 ° C. by a hot filament on the top of the substrate, and diamond is deposited on the substrate at a low temperature. Used for coating diamond tools.
気相成長法の一つで熱フィラメント法と燃焼炎法がある。燃焼炎法ではアセチレン,酸素の燃焼炎の還元炎内で3000℃程度に熱励起させた炭化水素を冷却させた基板上に析出させる。
熱フィラメント法では基板上部の熱フィラメントにより2000℃程度にメタン,水素を熱励起させて,温度の低い基板上にダイヤモンドを析出させる。ダイヤモンド工具のコーティングなどに使用されている。 (Thermal excitation method)
One of the vapor phase growth methods is the hot filament method and the combustion flame method. In the combustion flame method, hydrocarbons thermally excited to about 3000 ° C. in a reducing flame of acetylene and oxygen combustion flame are deposited on a cooled substrate.
In the hot filament method, methane and hydrogen are thermally excited to about 2000 ° C. by a hot filament on the top of the substrate, and diamond is deposited on the substrate at a low temperature. Used for coating diamond tools.
(ハロゲン促進法)
炭化水素とフッ素,アルコールとフッ素などを900℃程度に加熱された反応管に通して,200℃程度低い温度に保持した基板上にダイヤモンドを析出させる。熱励起法に比較して低温での製造が可能であるがダイヤモンドの生成速度は極めて遅い。 (Halogen promotion method)
Hydrocarbon and fluorine, alcohol and fluorine are passed through a reaction tube heated to about 900 ° C., and diamond is deposited on a substrate maintained at a temperature lower by about 200 ° C. Compared to the thermal excitation method, it can be manufactured at a low temperature, but the diamond formation rate is extremely low.
炭化水素とフッ素,アルコールとフッ素などを900℃程度に加熱された反応管に通して,200℃程度低い温度に保持した基板上にダイヤモンドを析出させる。熱励起法に比較して低温での製造が可能であるがダイヤモンドの生成速度は極めて遅い。 (Halogen promotion method)
Hydrocarbon and fluorine, alcohol and fluorine are passed through a reaction tube heated to about 900 ° C., and diamond is deposited on a substrate maintained at a temperature lower by about 200 ° C. Compared to the thermal excitation method, it can be manufactured at a low temperature, but the diamond formation rate is extremely low.
(プラズマ励起法)
マイクロ波,高周波,直流電圧などによりプラズマを発生させて励起させる方法である。反応ガスとしてはメタン,水素を使用するのが一般的であり,300~1000℃の基板温度でダイヤモンドが薄膜状に堆積する。圧力は0.1~200Torr程度の範囲であり,基板としてはシリコン,タンタル,タングステン,モリブデン,金,銅,アルミニウム,黒鉛,シリカガラス,サファイヤ,炭化タングステン,炭化チタン,炭化ケイ素,酸化マグネシウムなどが使用されている。 (Plasma excitation method)
In this method, plasma is generated by microwaves, high frequency, DC voltage, etc. and excited. As the reaction gas, methane or hydrogen is generally used, and diamond is deposited in a thin film at a substrate temperature of 300 to 1000 ° C. The pressure is in the range of about 0.1 to 200 Torr, and the substrate is silicon, tantalum, tungsten, molybdenum, gold, copper, aluminum, graphite, silica glass, sapphire, tungsten carbide, titanium carbide, silicon carbide, magnesium oxide, etc. in use.
マイクロ波,高周波,直流電圧などによりプラズマを発生させて励起させる方法である。反応ガスとしてはメタン,水素を使用するのが一般的であり,300~1000℃の基板温度でダイヤモンドが薄膜状に堆積する。圧力は0.1~200Torr程度の範囲であり,基板としてはシリコン,タンタル,タングステン,モリブデン,金,銅,アルミニウム,黒鉛,シリカガラス,サファイヤ,炭化タングステン,炭化チタン,炭化ケイ素,酸化マグネシウムなどが使用されている。 (Plasma excitation method)
In this method, plasma is generated by microwaves, high frequency, DC voltage, etc. and excited. As the reaction gas, methane or hydrogen is generally used, and diamond is deposited in a thin film at a substrate temperature of 300 to 1000 ° C. The pressure is in the range of about 0.1 to 200 Torr, and the substrate is silicon, tantalum, tungsten, molybdenum, gold, copper, aluminum, graphite, silica glass, sapphire, tungsten carbide, titanium carbide, silicon carbide, magnesium oxide, etc. in use.
電着砥石,研磨用スラリーなどの研磨・加工関連部材,高温半導体,高耐圧半導体,高周波半導体,パワー半導体,パネルディスプレイなどの電子放出デバイス,発光素子,レーザ素子,光検出素子,歪検出素子,圧力検出素子,温度検出素子,磁場検出素子,ヒートシンク,センサ用電極,電池用電極などの各種デバイス,装飾品などに使用される人工ダイヤモンドの従来の製造方法は生産性が低く,高コストである課題があった。
Electrodeposition grindstones, polishing and processing related materials such as polishing slurries, high temperature semiconductors, high voltage semiconductors, high frequency semiconductors, power semiconductors, electron emission devices such as panel displays, light emitting elements, laser elements, light detection elements, strain detection elements, Conventional methods for manufacturing artificial diamond used for pressure sensing elements, temperature sensing elements, magnetic field sensing elements, heat sinks, sensor electrodes, battery electrodes, and other devices, as well as ornaments, are low in productivity and high in cost. There was a problem.
粒状,塊状,粉状のダイヤモンドを合成するには高温高圧法,衝撃法があるが,いずれも数GPaの高圧状態を作る必要があり,製造設備は高圧に耐えうる強固な材質で構成する必要があるため実際の反応スペースは小さく,結果として極めて低い生産性での製造を強いられていた。その成長速度は主として溶融金属中の温度勾配の大きさで決まるため,成長速度が限度を越えるとインクルージョンが入りやすくなり,成長速度の上限は時間あたり0.01カラット,およそ2mg程度であった。
There are high-temperature and high-pressure methods and impact methods to synthesize granular, massive, and powdered diamonds, but it is necessary to create a high-pressure state of several GPa, and the manufacturing equipment must be made of a strong material that can withstand high pressure. Therefore, the actual reaction space was small, and as a result, it was forced to manufacture with extremely low productivity. Since the growth rate is mainly determined by the temperature gradient in the molten metal, inclusion is likely to occur when the growth rate exceeds the limit, and the upper limit of the growth rate is about 0.01 carat per hour, approximately 2 mg.
ダイヤモンド薄膜は熱伝導率,絶縁耐圧, 耐熱性,耐腐食性,強い放射線耐性,人体に似たX線吸収特性,生体物質に対する親和性,化学物質に対する不活性,優れた電気特性, 高い移動度,絶縁破壊電界,小さい誘電率など優れた特性を有し,理想的ヒートシンク,放射線,X線モニター,バイオセンサ,化学電極,パワーデバイス,高周波デバイスなどへの応用が期待されているが,時間あたり数ミクロンから数十ミクロン程度と成長速度が遅く,大形状のものを安定に製造することが困難であった。生成速度もさることながら薄膜の製造に使用するプラズマCVD装置,熱フィラメント系装置は真空,雰囲気調整などの反応チャンバーが必要であるが,薄膜が生成するのは基板表面のみであり,複数の基板を積層させて製造することは困難であった。このために優れた特性を有するものの,工業的にダイヤモンド薄膜を実用することには制限があった。
Diamond thin film has thermal conductivity, dielectric strength, heat resistance, corrosion resistance, strong radiation resistance, X-ray absorption characteristics similar to the human body, affinity for biological substances, inertness to chemical substances, excellent electrical characteristics, high mobility It has excellent characteristics such as dielectric breakdown electric field and small dielectric constant, and is expected to be applied to ideal heat sink, radiation, X-ray monitor, biosensor, chemical electrode, power device, high frequency device, etc. The growth rate was slow, from several microns to several tens of microns, making it difficult to stably manufacture large shapes. The plasma CVD equipment and hot filament equipment used for the production of thin films, as well as the production speed, require a reaction chamber such as vacuum and atmosphere adjustment, but the thin film is produced only on the substrate surface, and multiple substrates It was difficult to manufacture by laminating. For this reason, although it has excellent characteristics, there have been limitations on the practical use of diamond thin films industrially.
また製造させるダイヤモンドの形態,すなわち薄膜状,塊状などの形状,100面,111面などの結晶方位,多結晶,単結晶,ホモエピタキシャル,ヘテロエピタキシャルなどの結晶形態により個別に製造装置や条件を設計,製作する必要があり,一つの反応容器を使用して一度に多数,多種類の結晶形態のものの製造をおこなうことは困難であった。
The production equipment and conditions are individually designed according to the shape of the diamond to be produced, that is, the shape of a thin film, block, etc., the crystal orientation of 100, 111, etc., the crystal form of polycrystal, single crystal, homoepitaxial, heteroepitaxial, etc. Therefore, it was difficult to manufacture many types of crystal forms at once using a single reaction vessel.
加えて,ダイヤモンドは極めて高い硬度を有し機械加工が難しいこと,粒子を高温に保持して単体で焼結させることができなかったことなどから球状,棒状,針状,シート状,柱状,,異形状などの形状のものを得ることも,また困難であるという,更なる問題もあった。
In addition, diamond is extremely hard and difficult to machine, and the particles could not be sintered by holding them at a high temperature, making them spherical, rod-like, needle-like, sheet-like, columnar, There was a further problem that it was difficult to obtain a different shape.
本発明は,水素が残留する炭素材料を熱間静水圧加圧することにより,炭素材料より発生する水素,炭化水素を熱励起し,炭素材料自体を炭素原料としながら,炭素材料の内部や表面にダイヤモンド材料を析出,生成,成長させることを特徴とするものである。本発明では,従来の気相成長法のように原料ガスを供給する必要は無く,基材である炭素材料より生成した水素,炭化水素により気相成長がおこなわれる。すなわち水素発生,基材である炭素材料の水素によるエッチング,炭化水素発生,ダイヤモンド析出,水素発生が繰り返し連続的に生じていくために,本発明は,基材の炭素材料そのものを原料としてダイヤモンドの析出,生成,成長が効率的に高速な成長速度でおこなわれるという,特徴的利点を有する。
In the present invention, hydrogen and hydrocarbons generated from a carbon material are thermally excited by hot isostatic pressing of the carbon material in which hydrogen remains. It is characterized by depositing, generating and growing diamond material. In the present invention, it is not necessary to supply a source gas as in the conventional vapor phase growth method, and vapor phase growth is performed by hydrogen and hydrocarbons generated from a carbon material as a base material. That is, since hydrogen generation, etching of carbon material as a base material with hydrogen, hydrocarbon generation, diamond precipitation, and hydrogen generation occur repeatedly and continuously, the present invention is based on the carbon material itself as a raw material. It has the characteristic advantage that precipitation, generation and growth are efficiently performed at a high growth rate.
本発明はまた,成長の核となる生成助剤としてダイヤモンドなどを含有させ,引き続く熱間静水圧加圧処理によりダイヤモンドを加速的に成長させることを更に特徴とするものも提供する。具体的には,水素を残留する炭素材料が熱間静水圧加圧処理中に核となる生成助剤の周囲で前記のダイヤモンド析出,生成,成長を加速的におこなうものである。生成助剤としてはダイヤモンド,タングステン,モリブデン,タンタル,銅,金,白金,シリコン,ニッケル,コバルト,イリジウム,ガラス状カーボン,黒鉛,酸化珪素,サファイヤなどの酸化物,炭化珪素,炭化タングステン,炭化チタンなどの炭化物,窒化硼素,窒化アルミなどの窒化物,炭酸マグネシウムなどの炭酸塩無機材料,硫酸カルシウムなどの硫酸塩無機材料などが好適に使用できる。
The present invention also provides a material characterized by containing diamond or the like as a production aid serving as a nucleus of growth and accelerating diamond growth by subsequent hot isostatic pressing. Specifically, the carbon material having hydrogen remaining accelerates the above-described diamond precipitation, generation and growth around a generation auxiliary agent serving as a nucleus during hot isostatic pressing. Production aids include diamond, tungsten, molybdenum, tantalum, copper, gold, platinum, silicon, nickel, cobalt, iridium, glassy carbon, graphite, silicon oxide, sapphire and other oxides, silicon carbide, tungsten carbide, titanium carbide Carbide such as boron nitride, nitride such as aluminum nitride, carbonate inorganic material such as magnesium carbonate, sulfate inorganic material such as calcium sulfate, etc. can be suitably used.
本発明では,炭素材料の熱間静水圧加圧処理前の残留水素量を適切に設定するために,炭素材料を予備的に焼成する温度が適切な条件に設定される。予備焼成温度が高温であった場合には残留する水素量が不足するために,引き続く熱間静水圧加圧処理においてダイヤモンドを析出,生成するための水素,および炭化水素発生が安定的に生じない。
In the present invention, the temperature for pre-firing the carbon material is set to an appropriate condition in order to appropriately set the residual hydrogen amount before the hot isostatic pressing process of the carbon material. When the pre-calcination temperature is high, the amount of residual hydrogen is insufficient, so that hydrogen and hydrocarbons are not generated stably in order to precipitate and generate diamond in the subsequent hot isostatic pressing process. .
本発明は,ダイヤモンドなどの上記生成助剤を含有する炭素材料を反応容器としても機能させることをも特徴とする。安定的にダイヤモンドを成長させるためには,ダイヤモンドが生成する反応点に適切な水素,炭化水素濃度,励起状態を作り出す必要があり,また成長するダイヤモンドを包囲しつつ安定的に維持,支持する必要がある。このようなダイヤモンド析出,生成プロセスを安定的におこなうために,炭素材料及び又は前駆体となる有機高分子材料と生成助剤との混合物を所定の形状に成形することを特徴とする。更には,所望の大きさ,形状のダイヤモンドを製造する場合には,内部や表面に適切な生成助剤を保持させた状態で板状,球状,円柱,立柱などの所定の形状に炭素材料及び又は前駆体となる有機高分子材料を成型する。
The present invention is also characterized in that a carbon material containing the above-mentioned production aid such as diamond also functions as a reaction vessel. In order to grow diamonds stably, it is necessary to create appropriate hydrogen, hydrocarbon concentration, and excited state at the reaction points where diamonds are generated, and it is necessary to stably maintain and support the growing diamonds while surrounding them. There is. In order to stably perform such a diamond precipitation and production process, a mixture of a carbon material and / or a precursor organic polymer material and a production aid is formed into a predetermined shape. Furthermore, when producing diamonds of a desired size and shape, the carbon material and a predetermined shape such as a plate, a sphere, a cylinder, and a vertical column with an appropriate generation aid held inside or on the surface Or the organic polymer material used as a precursor is shape | molded.
反応容器として機能させる炭素材料は,焼成後に水素が残留した炭素になる高分子有機材料の他に,高周波プラズマCVDなどで水素を含有させたDLC膜,アモルファスカーボン膜なども使用することができる。
As the carbon material to function as a reaction vessel, a DLC film containing hydrogen by high-frequency plasma CVD, an amorphous carbon film, or the like can be used in addition to a polymer organic material in which hydrogen remains after firing.
薄膜状のダイヤモンドを製造する場合には,基板状の生成助剤や,生成助剤を設置した基板と炭素材料を積層させた状態で,必要があれば全表面を炭素材料で被覆した状態で熱間静水圧加圧することを特徴とする。この場合もアルゴン,窒素などのガス圧による熱間静水圧加圧をおこなうために,等方的なガス雰囲気により基板材料,炭素材料周囲に水素,炭化水素の濃度勾配が保たれ,ダイヤモンド薄膜の生成,成長が促進される。
When manufacturing thin-film diamond, the substrate-like formation aid or the substrate on which the production aid is placed and the carbon material are laminated, and if necessary, the entire surface is covered with the carbon material. It is characterized by hot isostatic pressing. In this case as well, since hot isostatic pressing with argon, nitrogen, etc. is performed, the concentration gradient of hydrogen and hydrocarbons is maintained around the substrate material and carbon material in an isotropic gas atmosphere. Generation and growth are promoted.
本発明は,炭素材料の内部や表面に,円柱状,円錐状,立柱状,立錐状,板状,球状薄膜状などの所望する所定の形状の空間をあらかじめ設置して,熱間静水圧加圧処理により,設置した空間にダイヤモンドを析出,生成,成長させてダイヤモンド材料を成形することを特徴とするものも提供する。
In the present invention, a space having a predetermined shape such as a columnar shape, a conical shape, a vertical column shape, a vertical cone shape, a plate shape, a spherical thin film shape, or the like is preliminarily installed on the inside or surface of the carbon material, and hot hydrostatic pressure is applied. Also provided is a material characterized by forming diamond material by depositing, generating and growing diamond in the installed space by pressure treatment.
本発明によれば汎用的な熱間静水圧加圧処理装置を使用して,0.2GPa程度の低圧でも粒状,粉状,塊状のダイヤモンドを,高い生産性で製造することができる。使用する炭素材料が原料であり,かつ反応容器となるために,多数個処理や,多種類の形状,大きさ,結晶形態のダイヤモンド生成を,混載して一度の熱間静水圧加圧処理にて実施することができる。
本発明では例えば内径800mm,高さ3500mmなどの大型の反応容器で製造できるために,必要最小限の設備投資により,多数多種類の製品の短期間,低コストでの製造が可能になる。 According to the present invention, using a general-purpose hot isostatic pressing apparatus, granular, powdery and massive diamonds can be produced with high productivity even at a low pressure of about 0.2 GPa. Since the carbon material to be used is a raw material and a reaction vessel, a large number of treatments and diamond formations of various shapes, sizes, and crystal forms can be mixed and combined into a single hot isostatic pressing process. Can be implemented.
In the present invention, for example, a large-sized reaction vessel having an inner diameter of 800 mm and a height of 3500 mm can be manufactured, so that a large number of various types of products can be manufactured in a short period of time and at a low cost with a minimum necessary capital investment.
本発明では例えば内径800mm,高さ3500mmなどの大型の反応容器で製造できるために,必要最小限の設備投資により,多数多種類の製品の短期間,低コストでの製造が可能になる。 According to the present invention, using a general-purpose hot isostatic pressing apparatus, granular, powdery and massive diamonds can be produced with high productivity even at a low pressure of about 0.2 GPa. Since the carbon material to be used is a raw material and a reaction vessel, a large number of treatments and diamond formations of various shapes, sizes, and crystal forms can be mixed and combined into a single hot isostatic pressing process. Can be implemented.
In the present invention, for example, a large-sized reaction vessel having an inner diameter of 800 mm and a height of 3500 mm can be manufactured, so that a large number of various types of products can be manufactured in a short period of time and at a low cost with a minimum necessary capital investment.
更に本発明によれば,基板を多数枚積層した状態でダイヤモンド薄膜を形成することが可能になるために,極めて高い生産性での製造が可能になる。このため,すぐれた特性を持ちながら工業的に実用化が困難であったダイヤモンド薄膜,および理想的ヒートシンク,放射線,X線モニター,バイオセンサ,化学電極,パワーデバイス,高周波デバイスなどへの実用化が促進される。
Furthermore, according to the present invention, it is possible to form a diamond thin film in a state in which a large number of substrates are laminated, so that it is possible to manufacture with extremely high productivity. For this reason, it is possible to put it into practical use for diamond thin films that have excellent characteristics but are difficult to put to practical use industrially, and ideal heat sinks, radiation, X-ray monitors, biosensors, chemical electrodes, power devices, and high-frequency devices. Promoted.
加えて本発明によれば,あらかじめ炭素材料に円柱状,円錐状,立柱状,立錐状,板状,球状,薄膜状などのの空間を設置した場合,そのことにより,円柱状,円錐状,立柱状,立錐状,板状,球状,薄膜状などのダイヤモンド材料の成形が可能になる。
In addition, according to the present invention, when the carbon material is previously provided with a cylindrical shape, a conical shape, a vertical column shape, a vertical cone shape, a plate shape, a spherical shape, a thin film shape, etc., the column shape, the conical shape, It is possible to mold diamond materials such as vertical columns, vertical cones, plates, spheres, and thin films.
焼成後に炭化する熱硬化性樹脂,熱可塑性樹脂などの有機高分子材料と,必要に応じて生成助剤を混合し,薄板,厚板,円板,球,立柱,円柱,円錐,角錐などの所定の形状に成形する。有機高分子材料は焼成後に炭素が残渣となるものであればいずれも使用することが可能であるが,フェノール系樹脂,フラン系樹脂,メラミン系樹脂,キシレン系樹脂,アニリン系樹脂,石油系ピッチ,石炭系ピッチ,PAN系樹脂,エポキシ樹脂,ポリエチレン,ポリスチレン,ポリプロピレンなどが好適に使用できる。成形方法は金型を使用した圧縮加圧成型,射出成型をはじめ,注型,印刷,スプレー,圧延など製造するダイヤモンド材料により適切な方法を選択する。
Organic polymer materials such as thermosetting resins and thermoplastic resins that carbonize after firing, and mixing aids as necessary, are mixed into thin plates, thick plates, discs, spheres, vertical columns, cylinders, cones, pyramids, etc. Mold into a predetermined shape. Any organic polymer material can be used as long as carbon becomes a residue after firing, but phenolic resin, furan resin, melamine resin, xylene resin, aniline resin, petroleum pitch. Coal pitch, PAN resin, epoxy resin, polyethylene, polystyrene, polypropylene, etc. can be suitably used. For the molding method, an appropriate method is selected according to the diamond material to be manufactured, such as compression-press molding using a mold, injection molding, casting, printing, spraying, rolling.
所定の形状に加工したダイヤモンドを含む有機系高分子材料の成形体を窒素などの不活性ガス中で所定の昇温速度にて,所定の最高到達温度にて炭化焼成する。炭化焼成時の最高到達温度は,炭化焼成後の材料中に残留する水素含有量により決定する。フェノール樹脂などの熱硬化性樹脂の場合は,800℃から1500℃の温度領域にて炭素骨格中のCnHm官能基から水素,炭化水素を発生し,材料収縮を生じながら炭化,黒鉛化が生じていく。引き続く熱間静水圧加圧処理にてダイヤモンドの析出,成長を生じるためには,適度な水素,炭化水素が発生する必要があるために,使用する原料により残留水素量を尺度として炭化焼成温度を決定する。
A molded body of organic polymer material containing diamond processed into a predetermined shape is carbonized and fired at a predetermined maximum temperature in an inert gas such as nitrogen at a predetermined temperature increase rate. The maximum temperature reached during carbonization and firing is determined by the hydrogen content remaining in the material after carbonization and firing. In the case of thermosetting resins such as phenol resins, hydrogen and hydrocarbons are generated from the CnHm functional group in the carbon skeleton in the temperature range of 800 ° C to 1500 ° C, causing carbonization and graphitization while causing material shrinkage. Go. In order to cause precipitation and growth of diamond in the subsequent hot isostatic pressing, it is necessary to generate appropriate hydrogen and hydrocarbons. decide.
炭化焼成後の材料を黒鉛坩堝などの保持容器に挿入し,アルゴン,窒素などの不活性ガス中でガス圧による等方的な熱間静水圧加圧処理をおこなう。0.2GPa程度の比較的低圧な圧力でも,例えば800℃以上,好ましくは1000℃以上の温度域から水素が発生し,1800℃~2000℃程度まで加熱していくと炭素材料から発生した水素の熱励起が活発になり,ダイヤモンド材料の表面でダイヤモンドの析出,成長反応が促進される。炭素材料からの水素発生,炭化水素発生,ダイヤモンド析出は繰り返し生じるために,周囲の炭素材料を消耗しながらダイヤモンドが成長していく。
The material after carbonization firing is inserted into a holding vessel such as a graphite crucible, and isotropic hot isostatic pressing with gas pressure is performed in an inert gas such as argon or nitrogen. Even at a relatively low pressure of about 0.2 GPa, for example, hydrogen is generated from a temperature range of 800 ° C. or higher, preferably 1000 ° C. or higher, and when heated to about 1800 ° C. to 2000 ° C., hydrogen generated from the carbon material Thermal excitation becomes active and diamond deposition and growth reactions are promoted on the surface of the diamond material. Since hydrogen generation, hydrocarbon generation, and diamond deposition from the carbon material occur repeatedly, diamond grows while consuming the surrounding carbon material.
熱間静水圧加圧の処理温度は,炭素材料から水素を発生する温度域であれば良いが,発生した水素が十分に熱励起される必要があるために,例えば800℃以上,望ましくは1000℃以上,生産性の面からは1800℃以上,更には2000℃以上が特に好適であり,2100℃以上が更に好適である。また,処理温度の上限値としては特に制限はないが,熱間静水圧加圧装置を用いる場合には,通常,装置の性能から自ずと上限値が定まる。かかる上限値は当業者には自明のものであり,通常は約2500℃,特に高性能の装値の場合には約3000℃である。好ましい処理温度の範囲は,上記から適切に選択することができ,例えば,約1800℃~約2500℃が挙げられる。
熱間静水圧加圧処理を行う際の処理圧力としては,約0.05GPa以上,より好ましくは約0.1GPa以上,さら好ましくは約0.19GPa以上を挙げることができる。該処理圧力の上限値に関しては特に制限はないが,熱間静水圧加圧装置を用いる場合には,通常,装置の性能から自ずと上限値が定まる。かかる上限値は当業者には自明のものであり,通常は約0.2GPa,特に高性能の装置の場合には約0.3GPaである。好ましい処理圧力の範囲は,上記から適切に選択することができる。
熱間静水圧加圧処理時の処理圧力,昇圧速度,同時昇温昇圧パターン,昇圧先行処理パターン,昇温先行パターンなどの処理パターンは製造するダイヤモンドの形状,結晶状態などにより適切に選択する。通常,反応効率の観点からは,昇圧先行パターンが好ましい。該パターンの例としては,処理温度が炭化焼成(予備焼成)時の最高到達温度に至る前に,処理圧力を十分に高めることが挙げられる。該十分に高める処理圧力の値としては,例えば,実施例に掲げた処理条件の場合には,約0.15GPaが挙げられる。 The processing temperature for hot isostatic pressing may be in the temperature range where hydrogen is generated from the carbon material. However, since the generated hydrogen needs to be sufficiently thermally excited, for example, 800 ° C. or higher, preferably 1000 From the viewpoint of productivity, 1800 ° C. or higher, more preferably 2000 ° C. or higher, and 2100 ° C. or higher are more preferable. The upper limit of the treatment temperature is not particularly limited, but when a hot isostatic press is used, the upper limit is usually determined automatically from the performance of the apparatus. Such an upper limit is obvious to those skilled in the art and is usually about 2500 ° C., especially about 3000 ° C. for high performance values. A preferable processing temperature range can be appropriately selected from the above, and examples thereof include about 1800 ° C. to about 2500 ° C.
As the treatment pressure when performing the hot isostatic pressing, about 0.05 GPa or more, more preferably about 0.1 GPa or more, and more preferably about 0.19 GPa or more can be mentioned. The upper limit value of the processing pressure is not particularly limited. However, when a hot isostatic pressure apparatus is used, the upper limit value is usually determined from the performance of the apparatus. Such an upper limit is obvious to those skilled in the art and is usually about 0.2 GPa, especially about 0.3 GPa for high performance devices. A preferable processing pressure range can be appropriately selected from the above.
The processing pattern such as the processing pressure, the pressure increase rate, the simultaneous temperature increasing pressure increasing pattern, the pressure increasing preceding processing pattern, and the temperature increasing preceding pattern during the hot isostatic pressing process is appropriately selected according to the shape and crystal state of the diamond to be manufactured. Usually, from the viewpoint of reaction efficiency, the pressure increasing preceding pattern is preferable. As an example of the pattern, the processing pressure is sufficiently increased before the processing temperature reaches the maximum temperature at the time of carbonization baking (preliminary baking). As the value of the sufficiently increased processing pressure, for example, in the case of the processing conditions listed in the examples, about 0.15 GPa can be mentioned.
熱間静水圧加圧処理を行う際の処理圧力としては,約0.05GPa以上,より好ましくは約0.1GPa以上,さら好ましくは約0.19GPa以上を挙げることができる。該処理圧力の上限値に関しては特に制限はないが,熱間静水圧加圧装置を用いる場合には,通常,装置の性能から自ずと上限値が定まる。かかる上限値は当業者には自明のものであり,通常は約0.2GPa,特に高性能の装置の場合には約0.3GPaである。好ましい処理圧力の範囲は,上記から適切に選択することができる。
熱間静水圧加圧処理時の処理圧力,昇圧速度,同時昇温昇圧パターン,昇圧先行処理パターン,昇温先行パターンなどの処理パターンは製造するダイヤモンドの形状,結晶状態などにより適切に選択する。通常,反応効率の観点からは,昇圧先行パターンが好ましい。該パターンの例としては,処理温度が炭化焼成(予備焼成)時の最高到達温度に至る前に,処理圧力を十分に高めることが挙げられる。該十分に高める処理圧力の値としては,例えば,実施例に掲げた処理条件の場合には,約0.15GPaが挙げられる。 The processing temperature for hot isostatic pressing may be in the temperature range where hydrogen is generated from the carbon material. However, since the generated hydrogen needs to be sufficiently thermally excited, for example, 800 ° C. or higher, preferably 1000 From the viewpoint of productivity, 1800 ° C. or higher, more preferably 2000 ° C. or higher, and 2100 ° C. or higher are more preferable. The upper limit of the treatment temperature is not particularly limited, but when a hot isostatic press is used, the upper limit is usually determined automatically from the performance of the apparatus. Such an upper limit is obvious to those skilled in the art and is usually about 2500 ° C., especially about 3000 ° C. for high performance values. A preferable processing temperature range can be appropriately selected from the above, and examples thereof include about 1800 ° C. to about 2500 ° C.
As the treatment pressure when performing the hot isostatic pressing, about 0.05 GPa or more, more preferably about 0.1 GPa or more, and more preferably about 0.19 GPa or more can be mentioned. The upper limit value of the processing pressure is not particularly limited. However, when a hot isostatic pressure apparatus is used, the upper limit value is usually determined from the performance of the apparatus. Such an upper limit is obvious to those skilled in the art and is usually about 0.2 GPa, especially about 0.3 GPa for high performance devices. A preferable processing pressure range can be appropriately selected from the above.
The processing pattern such as the processing pressure, the pressure increase rate, the simultaneous temperature increasing pressure increasing pattern, the pressure increasing preceding processing pattern, and the temperature increasing preceding pattern during the hot isostatic pressing process is appropriately selected according to the shape and crystal state of the diamond to be manufactured. Usually, from the viewpoint of reaction efficiency, the pressure increasing preceding pattern is preferable. As an example of the pattern, the processing pressure is sufficiently increased before the processing temperature reaches the maximum temperature at the time of carbonization baking (preliminary baking). As the value of the sufficiently increased processing pressure, for example, in the case of the processing conditions listed in the examples, about 0.15 GPa can be mentioned.
本発明において,炭素材料に含まれる水素の量は,炭素材料の約0.01wt%~約6wt%の範囲にあるのが好ましく,より好ましくは約0.05wt%~約6wt%の範囲,更により好ましくは0.2wt%~6wt%の範囲である。
生成助剤には,ダイヤモンド,タングステン,モリブデン,タンタル,ニオブ,ガリウム,銅,金,白金,シリコン,ニッケル,コバルト,イリジウム,ガラス状カーボン,黒鉛,酸化珪素,サファイヤなどの酸化物,炭化珪素,炭化タングステン,炭化チタンなどの炭化物,窒化硼素,窒化アルミなどの窒化物,炭酸マグネシウムなどの炭酸塩無機材料,硫酸カルシウムなどの硫酸塩無機材料などが好適に使用できる。 In the present invention, the amount of hydrogen contained in the carbon material is preferably in the range of about 0.01 wt% to about 6 wt% of the carbon material, more preferably in the range of about 0.05 wt% to about 6 wt%. More preferably, it is in the range of 0.2 wt% to 6 wt%.
Production aids include diamond, tungsten, molybdenum, tantalum, niobium, gallium, copper, gold, platinum, silicon, nickel, cobalt, iridium, glassy carbon, graphite, silicon oxide, oxides such as sapphire, silicon carbide, Carbides such as tungsten carbide and titanium carbide, nitrides such as boron nitride and aluminum nitride, inorganic carbonate materials such as magnesium carbonate, and inorganic sulfate materials such as calcium sulfate can be preferably used.
生成助剤には,ダイヤモンド,タングステン,モリブデン,タンタル,ニオブ,ガリウム,銅,金,白金,シリコン,ニッケル,コバルト,イリジウム,ガラス状カーボン,黒鉛,酸化珪素,サファイヤなどの酸化物,炭化珪素,炭化タングステン,炭化チタンなどの炭化物,窒化硼素,窒化アルミなどの窒化物,炭酸マグネシウムなどの炭酸塩無機材料,硫酸カルシウムなどの硫酸塩無機材料などが好適に使用できる。 In the present invention, the amount of hydrogen contained in the carbon material is preferably in the range of about 0.01 wt% to about 6 wt% of the carbon material, more preferably in the range of about 0.05 wt% to about 6 wt%. More preferably, it is in the range of 0.2 wt% to 6 wt%.
Production aids include diamond, tungsten, molybdenum, tantalum, niobium, gallium, copper, gold, platinum, silicon, nickel, cobalt, iridium, glassy carbon, graphite, silicon oxide, oxides such as sapphire, silicon carbide, Carbides such as tungsten carbide and titanium carbide, nitrides such as boron nitride and aluminum nitride, inorganic carbonate materials such as magnesium carbonate, and inorganic sulfate materials such as calcium sulfate can be preferably used.
熱間静水圧加圧処理前の炭素材料及び又は生成助剤の構成方法には種々のものを選択することができる。
有機高分子材料を使用せずに水素を含有させた炭素材料を使用することも可能である。
炭化水素ガスを使用した熱CVD,プラズマCVD,炭素系ターゲット材料を使用したスパッタリング,反応性スパッタリング,イオンアシストスパッタリング,イオンアシストCVD,イオンプレーティングなどの各種の方法を使用して,水素が含まれる炭素材料を生成助剤近傍で構成させることにより同様の製造を好適に実施することができる。 Various methods can be selected as a method of constructing the carbon material and / or the production aid before the hot isostatic pressing treatment.
It is also possible to use a carbon material containing hydrogen without using an organic polymer material.
Hydrogen is contained using various methods such as thermal CVD using hydrocarbon gas, plasma CVD, sputtering using carbon target material, reactive sputtering, ion-assisted sputtering, ion-assisted CVD, ion plating, etc. The same production can be suitably carried out by configuring the carbon material in the vicinity of the production assistant.
有機高分子材料を使用せずに水素を含有させた炭素材料を使用することも可能である。
炭化水素ガスを使用した熱CVD,プラズマCVD,炭素系ターゲット材料を使用したスパッタリング,反応性スパッタリング,イオンアシストスパッタリング,イオンアシストCVD,イオンプレーティングなどの各種の方法を使用して,水素が含まれる炭素材料を生成助剤近傍で構成させることにより同様の製造を好適に実施することができる。 Various methods can be selected as a method of constructing the carbon material and / or the production aid before the hot isostatic pressing treatment.
It is also possible to use a carbon material containing hydrogen without using an organic polymer material.
Hydrogen is contained using various methods such as thermal CVD using hydrocarbon gas, plasma CVD, sputtering using carbon target material, reactive sputtering, ion-assisted sputtering, ion-assisted CVD, ion plating, etc. The same production can be suitably carried out by configuring the carbon material in the vicinity of the production assistant.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末を170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり2℃の焼成速度で450℃の最高到達温度で炭化焼成した。炭化焼成後の材料の残留水素量を不活性ガス融解熱伝導度法(堀場社製EMGA621)で測定したところ,6wt%の水素が残留していた。
Unitika phenol formaldehyde resin (UA) powder was hot-pressed at a temperature of 170 ° C. and molded into a shape having an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates, and carbonized and fired at a maximum temperature of 450 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream. When the residual hydrogen content of the carbonized material was measured by an inert gas melting thermal conductivity method (EMGA621 manufactured by Horiba), 6 wt% of hydrogen remained.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末を170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり2℃の焼成速度で1000℃の最高到達温度で炭化焼成した。炭化焼成後の材料の残留水素量を不活性ガス融解熱伝導度法(堀場社製EMGA621)で測定したところ,0.2wt%の水素が残留していた。
Unitika phenol formaldehyde resin (UA) powder was hot-pressed at a temperature of 170 ° C. and molded into a shape having an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream. When the amount of residual hydrogen in the carbonized material was measured by an inert gas melting thermal conductivity method (EMGA621 manufactured by Horiba), 0.2 wt% of hydrogen remained.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末を170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり2℃の焼成速度で1000℃まで,時間あたり5℃の焼成速度で1800℃の最高到達温度で炭化焼成した。炭化焼成後の材料の残留水素量を不活性ガス融解熱伝導度法(堀場社製EMGA621)で測定したところ,0.005wt%の水素が残留していた。
Unitika phenol formaldehyde resin (UA) powder was hot-pressed at a temperature of 170 ° C. and molded into a shape having an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired in a nitrogen stream at a firing rate of 2 ° C. per hour up to 1000 ° C. and at a maximum firing temperature of 1800 ° C. at a firing rate of 5 ° C. per hour. When the amount of residual hydrogen in the material after carbonization firing was measured by an inert gas melting thermal conductivity method (EMGA621 manufactured by Horiba), 0.005 wt% of hydrogen remained.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%,粒径3ミクロンのダイヤモンドパウダー1wt%を混合し170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり2℃の焼成速度で1000℃の最高到達温度で炭化焼成した。
Unitika phenolformaldehyde resin (UA) powder 99 wt% and diamond powder 1 wt% with a particle size of 3 microns were mixed and hot pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%,粒径3ミクロンのダイヤモンドパウダー1wt%を混合し170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり5℃の焼成速度で1000℃の最高到達温度で炭化焼成した。炭化焼成時の昇温速度を速めたために炭化焼成後の試料には多数の空孔が導入された。
Unitika phenolformaldehyde resin (UA) powder 99 wt% and diamond powder 1 wt% with a particle size of 3 microns were mixed and hot pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 5 ° C. per hour in a nitrogen stream. In order to increase the temperature rising rate during the carbonization firing, a large number of pores were introduced into the sample after the carbonization firing.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%と,窒化アルミニウム,炭化ケイ素,シリコン,炭酸マグネシウムの混合物1wt%とが混合されたものを170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり3℃の焼成速度で1000℃の最高到達温度で炭化焼成した。
Unitica Phenolformaldehyde Resin (UA) powder 99wt% and aluminum nitride, silicon carbide, silicon, magnesium carbonate 1wt% mixture were hot-pressed at a temperature of 170 ° C, outer diameter 50mm, thickness Molded into a 5 mm shape. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%と,ニオブ,ガリウムの混合物1wt%とが混合されたものを170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。
成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり3℃の焼成速度で1000℃の最高到達温度で炭化焼成した。 A mixture of 99 wt% of phenolic formaldehyde resin (UA) powder manufactured by Unitika and 1 wt% of a mixture of niobium and gallium was hot-pressed at a temperature of 170 ° C. to form a shape having an outer diameter of 50 mm and a thickness of 5 mm.
The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり3℃の焼成速度で1000℃の最高到達温度で炭化焼成した。 A mixture of 99 wt% of phenolic formaldehyde resin (UA) powder manufactured by Unitika and 1 wt% of a mixture of niobium and gallium was hot-pressed at a temperature of 170 ° C. to form a shape having an outer diameter of 50 mm and a thickness of 5 mm.
The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%と,モリブデン,炭酸マグネシウム,
アルミニウムの混合物1wt%とが混合されたものを170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。
成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり3℃の焼成速度で1000℃の最高到達温度で炭化焼成した。 Unitika phenolformaldehyde resin (UA) powder 99wt%, molybdenum, magnesium carbonate,
A mixture of 1 wt% of an aluminum mixture was hot-pressed at a temperature of 170 ° C. to form a shape having an outer diameter of 50 mm and a thickness of 5 mm.
The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
アルミニウムの混合物1wt%とが混合されたものを170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。
成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり3℃の焼成速度で1000℃の最高到達温度で炭化焼成した。 Unitika phenolformaldehyde resin (UA) powder 99wt%, molybdenum, magnesium carbonate,
A mixture of 1 wt% of an aluminum mixture was hot-pressed at a temperature of 170 ° C. to form a shape having an outer diameter of 50 mm and a thickness of 5 mm.
The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%と,銅,硫酸カルシウムの混合物1wt%とが混合されたものを170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり3℃の焼成速度で1000℃の最高到達温度で炭化焼成した。
Unitica phenolformaldehyde resin (UA) 99 wt% and copper / calcium sulfate 1 wt% mixture were hot-pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm. . The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 1000 ° C. at a firing rate of 3 ° C. per hour in a nitrogen stream.
外径50mm,板厚0.3mmの単結晶炭化珪素のウエハ表面に,プラズマイオン注入成膜装置を使用して膜厚5ミクロンのカーボン薄膜を形成し,炭化珪素とカーボン膜の積層体を構成した。カーボン薄膜中の残留水素量は3wt%になるように成膜条件を調整した。
A carbon thin film with a thickness of 5 microns is formed on the surface of a single crystal silicon carbide wafer having an outer diameter of 50 mm and a plate thickness of 0.3 mm by using a plasma ion implantation film forming apparatus to form a laminate of silicon carbide and a carbon film. did. The film forming conditions were adjusted so that the amount of residual hydrogen in the carbon thin film was 3 wt%.
実施例2で作成した試料の両面をラッピング,ポリッシングすることにより表面粗さRa5オングストロームの鏡面に仕上げた。この試料と単結晶炭化珪素ウエハの外径を40mmに揃えて,それぞれの平坦度を調整した後に,それぞれの表面を密着させて保持した。
The both surfaces of the sample prepared in Example 2 were lapped and polished to finish a mirror surface with a surface roughness of Ra 5 angstroms. The outer diameters of the sample and the single crystal silicon carbide wafer were adjusted to 40 mm, and the flatness of each sample was adjusted.
実施例1から11の試料を黒鉛製の坩堝に装填して,熱間静水圧加圧装置の反応容器にセットし,アルゴンガスを使用して2300℃の処理温度,0.19GPaの圧力で1時間保持し,熱間静水圧加圧処理をおこなった。処理後のダイヤモンドの発生状況を表1にまとめて示した。
The samples of Examples 1 to 11 were loaded into a graphite crucible, set in a reaction vessel of a hot isostatic press, and processed at a processing temperature of 2300 ° C. and a pressure of 0.19 GPa using argon gas. The time was maintained and hot isostatic pressing was performed. Table 1 summarizes the occurrence of diamond after the treatment.

ユニチカ社製フェノールフォルムアルデヒド樹脂(UA)粉末99wt%,粒径30ミクロンのダイヤモンドパウダー1wt%を混合し170℃の温度でホットプレスし外径50mm,厚さ5mmの形状に成型した。成形後の樹脂基板を人造黒鉛の棚板に挟み,窒素気流中で時間あたり2℃の焼成速度で800℃の最高到達温度で炭化焼成した。
上記で得られた試料を黒鉛製の坩堝に装填して,熱間静水圧加圧装置の反応容器にセットし,アルゴンガスを使用して2300℃の処理温度,0.19GPaの圧力で1時間保持し,熱間静水圧加圧処理をおこなった。該処理後デンドライト状のダイヤモンドが生成した(図12及び図13)。 Unitika phenolformaldehyde resin (UA) 99 wt% and diamond powder 1 wt% with a particle size of 30 microns were mixed and hot-pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 800 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
The sample obtained above was loaded into a graphite crucible, set in a reaction vessel of a hot isostatic press, and treated with argon gas at a processing temperature of 2300 ° C. and a pressure of 0.19 GPa for 1 hour. It was held and subjected to hot isostatic pressing. After the treatment, dendritic diamond was formed (FIGS. 12 and 13).
上記で得られた試料を黒鉛製の坩堝に装填して,熱間静水圧加圧装置の反応容器にセットし,アルゴンガスを使用して2300℃の処理温度,0.19GPaの圧力で1時間保持し,熱間静水圧加圧処理をおこなった。該処理後デンドライト状のダイヤモンドが生成した(図12及び図13)。 Unitika phenolformaldehyde resin (UA) 99 wt% and diamond powder 1 wt% with a particle size of 30 microns were mixed and hot-pressed at a temperature of 170 ° C. to form an outer diameter of 50 mm and a thickness of 5 mm. The molded resin substrate was sandwiched between artificial graphite shelf plates and carbonized and fired at a maximum temperature of 800 ° C. at a firing rate of 2 ° C. per hour in a nitrogen stream.
The sample obtained above was loaded into a graphite crucible, set in a reaction vessel of a hot isostatic press, and treated with argon gas at a processing temperature of 2300 ° C. and a pressure of 0.19 GPa for 1 hour. It was held and subjected to hot isostatic pressing. After the treatment, dendritic diamond was formed (FIGS. 12 and 13).
汎用的な熱間静水圧加圧装置を使用して0.2GPa程度の低圧でもダイヤモンド材料を製造できるため,すぐれた特性をもつダイヤモンド材料の実用的な用途が拡がる。
ダ イ ヤ モ ン ド Diamond materials can be manufactured even at low pressures of about 0.2 GPa using a general-purpose hot isostatic pressing device, so the practical use of diamond materials with excellent characteristics will expand.
Claims (14)
- 所定の形に成形された,水素を含む炭素材料を準備し,これを加圧されたガス雰囲気下,該ガスの圧力により熱間静水圧加圧処理し,該炭素材料の内部及び/又は表面にダイヤモンドを生成させることを特徴とする,ダイヤモンドの製造方法。 A hydrogen-containing carbon material formed into a predetermined shape is prepared, and this is subjected to hot isostatic pressing with the pressure of the gas under a pressurized gas atmosphere, and the inside and / or the surface of the carbon material. A method for producing diamond, characterized in that diamond is produced.
- 該水素を含む炭素材料が,残留水素を含むように有機高分子材料を焼成したものであるか,又はダイヤモンドライクカーボン(DLC),若しくはアモルファスカーボンである,請求項1の製造方法。 The production method according to claim 1, wherein the carbon material containing hydrogen is obtained by firing an organic polymer material so as to contain residual hydrogen, diamond-like carbon (DLC), or amorphous carbon.
- 該炭素材料に含まれる水素の量が,該炭素材料の0.01wt%~6wt%である,請求項1又は2の製造方法。 The method according to claim 1 or 2, wherein the amount of hydrogen contained in the carbon material is 0.01 wt% to 6 wt% of the carbon material.
- 該炭素材料に含まれる水素の量が,該炭素材料の0.05wt%~6wt%である,請求項1又は2の製造方法。 The method according to claim 1 or 2, wherein the amount of hydrogen contained in the carbon material is 0.05 wt% to 6 wt% of the carbon material.
- 該炭素材料に含まれる水素の量が,該炭素材料の0.2wt%~6wt%である,請求項1又は2の製造方法。 The method according to claim 1 or 2, wherein the amount of hydrogen contained in the carbon material is 0.2 wt% to 6 wt% of the carbon material.
- 熱間静水圧加圧処理を,温度800℃~3000℃の条件下に実施するものである,請求項1ないし5の何れかの製造方法。 The manufacturing method according to any one of claims 1 to 5, wherein the hot isostatic pressure treatment is performed under a temperature condition of 800 ° C to 3000 ° C.
- 熱間静水圧加圧処理を,温度1800℃~2500℃の条件下に実施するものである,請求項1ないし5の何れかの製造方法。 The manufacturing method according to any one of claims 1 to 5, wherein the hot isostatic pressing process is performed under a temperature of 1800 ° C to 2500 ° C.
- 熱間静水圧加圧処理を,該ガスの圧力0.01GPa~0.3GPaの条件下に実施するものである,請求項1ないし7の何れかの製造方法。 The manufacturing method according to any one of claims 1 to 7, wherein the hot isostatic pressing process is performed under a condition of the gas pressure of 0.01 GPa to 0.3 GPa.
- 該炭素材料が成長助剤を含んでなるものである,請求項1ないし8の何れかの製造方法。 The production method according to any one of claims 1 to 8, wherein the carbon material comprises a growth assistant.
- 該炭素材料が,成長助剤よりなる層の表面に形成されているもの又はこれに密着させてあるものである,請求項1ないし8の何れかの製造方法。 The method according to any one of claims 1 to 8, wherein the carbon material is formed on the surface of a layer made of a growth aid or is in close contact therewith.
- 該成長助剤がダイヤモンド,タングステン,モリブデン,タンタル,ニオブ,ガリウム,銅,金,白金,シリコン,ニッケル,コバルト,イリジウム,ガラス状カーボン,黒鉛,酸化珪素,サファイヤなどの酸化物,炭化珪素,炭化タングステン,炭化チタン,窒化硼素,窒化アルミ,炭酸マグネシウム,硫酸カルシウムからなる群から選ばれる1又は2種以上のものである,請求項9又は10の製造方法。 The growth aid is diamond, tungsten, molybdenum, tantalum, niobium, gallium, copper, gold, platinum, silicon, nickel, cobalt, iridium, glassy carbon, graphite, silicon oxide, sapphire oxide, silicon carbide, carbonized The method according to claim 9 or 10, wherein the production method is one or more selected from the group consisting of tungsten, titanium carbide, boron nitride, aluminum nitride, magnesium carbonate, and calcium sulfate.
- 該成長助剤がダイヤモンドである,請求項9又は10製造方法 The method according to claim 9 or 10, wherein the growth aid is diamond.
- 該成長助剤よりなる層が,膜状の単結晶炭化珪素である,請求項10の製造方法。 The manufacturing method according to claim 10, wherein the layer made of the growth assistant is a film-like single crystal silicon carbide.
- 該炭素材料が,その内部又は表面に所定の形状の空間を有するものであり,熱間静水圧加圧処理により,該空間にダイヤモンドを生成させることを特徴とする,請求項1ないし13の何れかの製造方法。 14. The carbon material according to any one of claims 1 to 13, wherein the carbon material has a space of a predetermined shape inside or on the surface, and diamond is generated in the space by hot isostatic pressing. Manufacturing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010550547A JPWO2010092996A1 (en) | 2009-02-13 | 2010-02-10 | Method for producing diamond material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009032066 | 2009-02-13 | ||
| JP2009-032066 | 2009-02-13 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010092996A1 true WO2010092996A1 (en) | 2010-08-19 |
Family
ID=42561836
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/052000 WO2010092996A1 (en) | 2009-02-13 | 2010-02-10 | Process for the production of diamond materials |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2010092996A1 (en) |
| WO (1) | WO2010092996A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103303914A (en) * | 2013-07-01 | 2013-09-18 | 中南钻石股份有限公司 | Diamond purification technology |
| TWI485105B (en) * | 2010-11-25 | 2015-05-21 | Incubation Alliance Inc | Novel carbon nanotube and rpoduction method of the same |
| JP2016539072A (en) * | 2014-10-11 | 2016-12-15 | ヘナン フェイマス ダイヤモンド インダストリアル カンパニー リミテッド | Method for synthesizing rough diamond |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05208805A (en) * | 1992-01-29 | 1993-08-20 | Kobe Steel Ltd | Massive carbon formed product, its assembly and production thereof |
| JPH0753205A (en) * | 1993-08-12 | 1995-02-28 | Agency Of Ind Science & Technol | Coated-diamond quasi-fine particle, coated-diamond quasi-fine particle sintered compact and its production |
| JP2005290403A (en) * | 2004-03-31 | 2005-10-20 | Kurita Water Ind Ltd | Electrolysis method by conductive diamond particle and method for manufacturing conductive diamond particle |
| JP2007531681A (en) * | 2004-03-01 | 2007-11-08 | チエン−ミン ソン, | Synthesis of superabrasive particles with controlled arrangement of crystal seeds |
| JP2008036631A (en) * | 2007-08-03 | 2008-02-21 | Toyo Tanso Kk | Electrically-conductive granular diamond for fluidized bed, fluidized bed for fluidized-bed electrolyzation apparatus, fluidized-bed electrolyzation apparatus, method for treating industrial or domestic waste water and method for treating metal-containing solution |
| JP2009502705A (en) * | 2005-07-21 | 2009-01-29 | アポロ ダイヤモンド,インク | Separation of growing diamond from diamond seed mosaic |
-
2010
- 2010-02-10 JP JP2010550547A patent/JPWO2010092996A1/en active Pending
- 2010-02-10 WO PCT/JP2010/052000 patent/WO2010092996A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05208805A (en) * | 1992-01-29 | 1993-08-20 | Kobe Steel Ltd | Massive carbon formed product, its assembly and production thereof |
| JPH0753205A (en) * | 1993-08-12 | 1995-02-28 | Agency Of Ind Science & Technol | Coated-diamond quasi-fine particle, coated-diamond quasi-fine particle sintered compact and its production |
| JP2007531681A (en) * | 2004-03-01 | 2007-11-08 | チエン−ミン ソン, | Synthesis of superabrasive particles with controlled arrangement of crystal seeds |
| JP2005290403A (en) * | 2004-03-31 | 2005-10-20 | Kurita Water Ind Ltd | Electrolysis method by conductive diamond particle and method for manufacturing conductive diamond particle |
| JP2009502705A (en) * | 2005-07-21 | 2009-01-29 | アポロ ダイヤモンド,インク | Separation of growing diamond from diamond seed mosaic |
| JP2008036631A (en) * | 2007-08-03 | 2008-02-21 | Toyo Tanso Kk | Electrically-conductive granular diamond for fluidized bed, fluidized bed for fluidized-bed electrolyzation apparatus, fluidized-bed electrolyzation apparatus, method for treating industrial or domestic waste water and method for treating metal-containing solution |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI485105B (en) * | 2010-11-25 | 2015-05-21 | Incubation Alliance Inc | Novel carbon nanotube and rpoduction method of the same |
| US9403683B2 (en) | 2010-11-25 | 2016-08-02 | Incubation Alliance, Inc. | Carbon nanotube and production method therefor |
| CN103303914A (en) * | 2013-07-01 | 2013-09-18 | 中南钻石股份有限公司 | Diamond purification technology |
| JP2016539072A (en) * | 2014-10-11 | 2016-12-15 | ヘナン フェイマス ダイヤモンド インダストリアル カンパニー リミテッド | Method for synthesizing rough diamond |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2010092996A1 (en) | 2012-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102198330B1 (en) | Substrate including a diamond layer and a composite layer of diamond and silicon carbide, and, optionally, silicon | |
| US5130111A (en) | Synthetic diamond articles and their method of manufacture | |
| Butler et al. | Developments in CVD-diamond synthesis during the past decade | |
| Lee et al. | CVD diamond films: nucleation and growth | |
| Ferro | Synthesis of diamond | |
| JP2014166958A (en) | Microwave plasma reactor and substrate for manufacturing synthetic diamond | |
| US5147687A (en) | Hot filament CVD of thick, adherent and coherent polycrystalline diamond films | |
| JP5026794B2 (en) | Free-standing silicon carbide products formed by chemical vapor deposition and methods for manufacturing them | |
| TW201821656A (en) | Vapor deposition apparatus and techniques using high purity polymer derived silicon carbide | |
| CN116926668A (en) | Method for producing a plurality of single crystal CVD synthetic diamonds | |
| US20090286352A1 (en) | Diamond Bodies Grown on SIC Substrates and Associated Methods | |
| US7435296B1 (en) | Diamond bodies grown on SiC substrates and associated methods | |
| US20150353363A1 (en) | Method and System to Produce Large Size Diamonds | |
| WO2010092996A1 (en) | Process for the production of diamond materials | |
| US5071708A (en) | Composite diamond grain | |
| CN117800716A (en) | Ceramic sintered body comprising magnesium aluminate spinel | |
| Mallik et al. | Large area deposition of polycrystalline diamond coatings by microwave plasma CVD | |
| CN111348650B (en) | Method for producing tantalum carbide material | |
| EP0437830B1 (en) | CVD diamond coated annulus components and method of their fabrication | |
| CN108505018B (en) | A method of growth excellent diamonds particle and diamond thin | |
| US5268201A (en) | Composite diamond grain and method for production thereof | |
| CN111892056B (en) | carbon/Tao Fanying ware inner liner with silicon carbide/silicon coating and preparation method thereof | |
| KR102133963B1 (en) | Diamond single crystal growth method using plasma CVD apparatus | |
| Schreck | Growth of single crystal diamond wafers for future device applications | |
| JPS61201698A (en) | Diamond film and its production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10741273 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010550547 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10741273 Country of ref document: EP Kind code of ref document: A1 |