WO2010024032A1 - Terminal metal fitting, method of manufacturing cable with terminal metal fitting, and terminal-crimping mold - Google Patents
Terminal metal fitting, method of manufacturing cable with terminal metal fitting, and terminal-crimping mold Download PDFInfo
- Publication number
- WO2010024032A1 WO2010024032A1 PCT/JP2009/061625 JP2009061625W WO2010024032A1 WO 2010024032 A1 WO2010024032 A1 WO 2010024032A1 JP 2009061625 W JP2009061625 W JP 2009061625W WO 2010024032 A1 WO2010024032 A1 WO 2010024032A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- strong
- electric wire
- bottom plate
- core wire
- barrel
- Prior art date
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/183—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section
- H01R4/184—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion
- H01R4/185—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion combined with a U-shaped insulation-receiving portion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
Abstract
A terminal metal fitting (10, 30, Ta, Tb, Tc) comprises: a cable connection portion (40, 113) for connecting the core wire (21, Wa) of a cable (20, W) by crimping; and at least two strong crimping portions (50 (50A to 50C), 114, 116) formed by applying pressure to parts of the cable connection portion (40, 113) so as to be spaced in the axial direction of the cable (20, W) and crimped to the cable (20, W) at a predetermined compression rate. It is possible to break the oxide coat of the core wire (21, Wa) in the parts crimped at the strong crimping portions (50 (50A to 50C), 114, 116). In addition, as compared with the case in which the entire cable connection portion (40, 113) is crimped with a strong force, it is possible to reduce the extension occurring in a bottom plate portion (48, 114a, 116a).
Description
本発明は、端子金具、端子金具付き電線の製造方法及び端子圧着用金型に関する。
The present invention relates to a terminal fitting, a method of manufacturing an electric wire with a terminal fitting, and a terminal crimping die.
被覆電線に端子金具を取り付けるに際して被覆電線の露出した芯線を端子金具に圧着接続することが行われる(特許文献1参照)。
ここで、芯線を端子金具に圧着するに際しては、例えば、底板部の側縁から立ち上げた一対のバレル部を有するオープンバレル型の端子金具をアンビル上に載置してその底板部に芯線を宛がう。そして、端子金具の上方に配したクリンパを降下させると、バレル部が芯線を包み込むように徐々に変形するとともに、バレル部の先端部が芯線を押し潰すように芯線に食い込むことにより圧着が行われる。このとき、芯線の周囲に形成されている酸化皮膜が押し潰される際に擦れて破られることで、電気的接続状態を良好にするようになっている。 When the terminal fitting is attached to the covered electric wire, the exposed core wire of the covered electric wire is crimped and connected to the terminal fitting (see Patent Document 1).
Here, when crimping the core wire to the terminal fitting, for example, an open barrel type terminal fitting having a pair of barrels raised from the side edge of the bottom plate portion is placed on the anvil, and the core wire is attached to the bottom plate portion. Address. When the crimper arranged above the terminal fitting is lowered, the barrel portion is gradually deformed so as to wrap the core wire, and the tip of the barrel portion is pressed into the core wire so that the core wire is crushed. . At this time, when the oxide film formed around the core wire is crushed and crushed and broken, the electrical connection state is improved.
ここで、芯線を端子金具に圧着するに際しては、例えば、底板部の側縁から立ち上げた一対のバレル部を有するオープンバレル型の端子金具をアンビル上に載置してその底板部に芯線を宛がう。そして、端子金具の上方に配したクリンパを降下させると、バレル部が芯線を包み込むように徐々に変形するとともに、バレル部の先端部が芯線を押し潰すように芯線に食い込むことにより圧着が行われる。このとき、芯線の周囲に形成されている酸化皮膜が押し潰される際に擦れて破られることで、電気的接続状態を良好にするようになっている。 When the terminal fitting is attached to the covered electric wire, the exposed core wire of the covered electric wire is crimped and connected to the terminal fitting (see Patent Document 1).
Here, when crimping the core wire to the terminal fitting, for example, an open barrel type terminal fitting having a pair of barrels raised from the side edge of the bottom plate portion is placed on the anvil, and the core wire is attached to the bottom plate portion. Address. When the crimper arranged above the terminal fitting is lowered, the barrel portion is gradually deformed so as to wrap the core wire, and the tip of the barrel portion is pressed into the core wire so that the core wire is crushed. . At this time, when the oxide film formed around the core wire is crushed and crushed and broken, the electrical connection state is improved.
ところで、圧着の際の力が弱いと、芯線の周囲に形成された酸化皮膜を破ることができず良好な電気的接続状態を図れないおそれがあるため、かかる観点からは、強い力で圧着することが望ましい。
By the way, if the force at the time of crimping is weak, the oxide film formed around the core wire cannot be broken and a good electrical connection state may not be achieved. It is desirable.
しかし、一方、バレル部の全体を強い力で圧着した場合には、底板部に強い力がかかって底板部が押し潰され芯線の軸方向に伸びが生じ、これにより、端子金具全体としても伸びが生じることになる。
このような端子金具の伸びにより、端子金具がコネクタ等のキャビティに収容された場合に、キャビティからはみ出す等の不具合が懸念される。 However, when the whole barrel part is crimped with a strong force, a strong force is applied to the bottom plate part, and the bottom plate part is crushed and stretched in the axial direction of the core wire. Will occur.
Due to the extension of the terminal fitting, when the terminal fitting is accommodated in a cavity such as a connector, there is a concern that the terminal fitting protrudes from the cavity.
このような端子金具の伸びにより、端子金具がコネクタ等のキャビティに収容された場合に、キャビティからはみ出す等の不具合が懸念される。 However, when the whole barrel part is crimped with a strong force, a strong force is applied to the bottom plate part, and the bottom plate part is crushed and stretched in the axial direction of the core wire. Will occur.
Due to the extension of the terminal fitting, when the terminal fitting is accommodated in a cavity such as a connector, there is a concern that the terminal fitting protrudes from the cavity.
また、特許文献2にも、オープンバレル状の電線接続部を有する端子金具が開示され、この電線接続部には、電線の芯線が圧着により導通可能に接続されている。電線接続部は、芯線との間における電気的な接続手段としての機能と、芯線の抜けを規制する固着手段としての機能とを兼ね備えている。
Also, Patent Document 2 discloses a terminal fitting having an open barrel-shaped electric wire connecting portion, and an electric wire core wire is connected to the electric wire connecting portion so as to be conductive by crimping. The electric wire connecting portion has both a function as an electrical connection means with the core wire and a function as an adhering means for restricting disconnection of the core wire.
この場合、電線接続部における芯線への締付け力は、芯線との間の電気的な接触抵抗と、芯線との固着力とを勘案して設定されるのであるが、接触抵抗が最小になる締付け力と、固着力が最大となる締付け力とは異なる大きさである。そのため、低い接触抵抗と高い固着力の両方を高いレベルで得ることは困難である。
特開2007-12341公報
特開2005-222815公報
In this case, the tightening force to the core wire at the wire connection part is set in consideration of the electrical contact resistance between the core wire and the fixing force with the core wire. The force and the tightening force that maximizes the fixing force are different in magnitude. Therefore, it is difficult to obtain both a low contact resistance and a high fixing force at a high level.
JP 2007-12341 A JP 2005-222815 A
本発明は上記のような事情に基づいて完成されたものであって、良好な電気的接続状態を確保しつつ端子金具の伸びを抑制することが可能な端子金具、端子金具付き電線の製造方法及び端子圧着用金型を提供することを目的とする。また、他の目的は、接触抵抗を低減する機能と固着力を高める機能の両方を高いレベルで満足できるようにするところにある。
The present invention has been completed based on the above circumstances, and a terminal metal fitting capable of suppressing the extension of the terminal metal fitting while ensuring a good electrical connection state, and a method of manufacturing an electric wire with the terminal metal fitting And it aims at providing the metal mold | die for terminal crimping. Another object is to make it possible to satisfy both the function of reducing the contact resistance and the function of increasing the fixing force at a high level.
本発明に係る端子金具は、電線の芯線を圧着により接続する電線接続部と、前記電線接続部を部分的に加圧することで前記電線の軸方向に離間して形成され、前記電線に所定の圧縮率で圧着される、少なくとも2つの強圧着部とを備えているところに特徴を有する(手段1)。
The terminal fitting according to the present invention is formed to be separated from each other in the axial direction of the electric wire by partially pressurizing the electric wire connecting portion and the electric wire connecting portion for connecting the core wire of the electric wire by pressure bonding, It is characterized in that it has at least two strong pressure-bonding parts that are pressure-bonded at a compression rate (means 1).
ここで、圧縮率とは、圧着前の圧縮の強さと圧着後の圧縮の強さとの比とすることができ、例えば、(圧着前の芯線の断面積)÷(圧着後の芯線の断面積)とすることができる。
Here, the compression ratio can be the ratio of the compression strength before crimping to the compression strength after crimping. For example, (cross-sectional area of core wire before crimping) / (cross-sectional area of core wire after crimping) ).
本構成のように、電線接続部を部分的に加圧することで電線に所定の圧縮率で圧着される強圧着部が形成されることにより、強圧着部で圧着される部分については、芯線の酸化皮膜を破ることが可能になる。この強圧着部は、少なくとも2つ設けられているから、1つの強圧着部を形成する場合と比較して、確実に酸化皮膜を破ることができ、良好な電気的接続状態を得ることが可能になる。
As in this configuration, by forming a strong pressure-bonding part that is pressure-bonded to the wire at a predetermined compression rate by partially pressurizing the wire connection part, for the part to be pressure-bonded by the strong pressure-bonding part, It is possible to break the oxide film. Since at least two strong pressure bonding parts are provided, the oxide film can be reliably broken and a good electrical connection state can be obtained as compared with the case where one strong pressure bonding part is formed. become.
また、電線接続部の全体を強い圧力で圧着する場合と比較して、電線接続部の底板部に生じる伸びを少なくでき、これにより、端子金具全体としての伸びを抑制することが可能になる。
Moreover, compared with the case where the whole electric wire connection part is crimped | bonded with a strong pressure, the elongation which arises in the baseplate part of an electric wire connection part can be decreased, and it becomes possible to suppress the elongation as a whole terminal metal fitting.
さらに、少なくとも2つの強圧着部のうち一の強圧着部への圧力を芯線との電気的な接触抵抗が最小となるように設定し、他の強圧着部への圧力を芯線との固着力が最大となるように設定することが可能になる。このため、接触抵抗を低減する機能と固着力を高める機能の両方を高いレベルで満足することができる。
Furthermore, the pressure to one strong crimping part of at least two strong crimping parts is set so that the electrical contact resistance with the core wire is minimized, and the pressure to the other strong crimping part is fixed to the core wire. Can be set to maximize. For this reason, it is possible to satisfy both the function of reducing the contact resistance and the function of increasing the fixing force at a high level.
手段1において、電線接続部を部分的に加圧することで電線の軸方向に沿って強圧着部と交互に形成され、強圧着部よりも低い圧縮率で電線に圧着される弱圧着部を備えているところに特徴を有する(手段2)。
このような弱圧着部であれば、芯線を強い圧力で押し潰してしまうのを回避できる。 Means 1 includes a weak pressure-bonding portion that is alternately formed with a strong pressure-bonding portion along the axial direction of the wire by partially pressurizing the wire connection portion, and is crimped to the wire at a lower compression rate than the strong pressure-bonding portion. (Means 2).
With such a weakly crimped portion, it is possible to avoid crushing the core wire with a strong pressure.
このような弱圧着部であれば、芯線を強い圧力で押し潰してしまうのを回避できる。 Means 1 includes a weak pressure-bonding portion that is alternately formed with a strong pressure-bonding portion along the axial direction of the wire by partially pressurizing the wire connection portion, and is crimped to the wire at a lower compression rate than the strong pressure-bonding portion. (Means 2).
With such a weakly crimped portion, it is possible to avoid crushing the core wire with a strong pressure.
手段2において、電線接続部のうち芯線の先端側の端部には弱圧着部が形成されているところに特徴を有する(手段3)。
電線接続部のうち、芯線の先端側の端部に強圧着部を形成する場合には、圧着時の強い力で芯線の先端部がはね上がってしまうおそれがある。一方、本構成によれば、強圧着部は、電線接続部のうち、芯線の先端側の端部には形成されないから、芯線の先端部におけるはね上がりを防止することができる。Means 2 is characterized in that a weak pressure bonding part is formed at the end of the core wire in the wire connection part (means 3).
When a strong pressure bonding part is formed at the end on the tip end side of the core wire in the electric wire connection part, there is a possibility that the tip end of the core wire may spring up due to a strong force during pressure bonding. On the other hand, according to the present configuration, the strong pressure bonding portion is not formed at the end portion on the distal end side of the core wire in the electric wire connection portion, and therefore, the spring-up at the distal end portion of the core wire can be prevented.
電線接続部のうち、芯線の先端側の端部に強圧着部を形成する場合には、圧着時の強い力で芯線の先端部がはね上がってしまうおそれがある。一方、本構成によれば、強圧着部は、電線接続部のうち、芯線の先端側の端部には形成されないから、芯線の先端部におけるはね上がりを防止することができる。
When a strong pressure bonding part is formed at the end on the tip end side of the core wire in the electric wire connection part, there is a possibility that the tip end of the core wire may spring up due to a strong force during pressure bonding. On the other hand, according to the present configuration, the strong pressure bonding portion is not formed at the end portion on the distal end side of the core wire in the electric wire connection portion, and therefore, the spring-up at the distal end portion of the core wire can be prevented.
手段2、3において、弱圧着部及び強圧着部はいずれも電線接続部の全周に亘って環状に形成されているところに特徴を有する(手段4)。
これにより、強圧着部で圧着された部分については、芯線の全周に亘って酸化皮膜を破ることが可能になる。 Themeans 2 and 3 are characterized in that the weak pressure-bonding portion and the strong pressure-bonding portion are both formed in an annular shape over the entire circumference of the wire connection portion (means 4).
Thereby, about the part crimped | bonded by the strong crimping | compression-bonding part, it becomes possible to tear an oxide film over the perimeter of a core wire.
これにより、強圧着部で圧着された部分については、芯線の全周に亘って酸化皮膜を破ることが可能になる。 The
Thereby, about the part crimped | bonded by the strong crimping | compression-bonding part, it becomes possible to tear an oxide film over the perimeter of a core wire.
手段1において、2つの強圧着部に対し、互いに独立した大きさの締付け力が付与されるようになっているところに特徴を有する(手段5)。
一方の強圧着部に対する締付け力を、芯線との電気的な接触抵抗が最小となるように設定し、他方の強圧着部に対する締付け力を、芯線との固着力が最大となるように設定することが可能になる。 Means 1 is characterized in that two strong pressure-bonding portions are provided with tightening forces that are independent of each other (means 5).
The tightening force for one strong crimping part is set so that the electrical contact resistance with the core wire is minimized, and the clamping force for the other strong crimping part is set so that the fixing force with the core wire is maximized. It becomes possible.
一方の強圧着部に対する締付け力を、芯線との電気的な接触抵抗が最小となるように設定し、他方の強圧着部に対する締付け力を、芯線との固着力が最大となるように設定することが可能になる。 Means 1 is characterized in that two strong pressure-bonding portions are provided with tightening forces that are independent of each other (means 5).
The tightening force for one strong crimping part is set so that the electrical contact resistance with the core wire is minimized, and the clamping force for the other strong crimping part is set so that the fixing force with the core wire is maximized. It becomes possible.
手段5において、電線を2つの強圧着部に圧着した状態では、電線が電線接続部の後方へ導出されるようになっており、2つの強圧着部のうち前側の強圧着部に対する締付け力を、後側の強圧着部よりも強くしたところに特徴を有する(手段6)。
圧着状態において、接触抵抗が最小となるときの締付け力は、芯線との固着力が最大となるときの締付け力よりも大きいので、本構成によれば、前側の強圧着部において芯線との接触抵抗を最小にすることにより導通手段としての高い機能を発揮させ、後側の強圧着部において芯線との固着力を最大にして高い固着機能を発揮させることができる。このようにすれば、電線に対して後方への引張力が作用しても、後側の強圧着部において芯線が確実に保持されているので、後方への引張力が前側の強圧着部に及ぶことがない。これにより、前側の圧着部において高い接触信頼性を保持することができる。 In the means 5, in a state where the electric wire is crimped to the two strong crimping portions, the electric wire is led out to the rear of the wire connecting portion, and the tightening force for the strong crimping portion on the front side of the two strong crimping portions is increased. It is characterized in that it is stronger than the strong pressure bonding portion on the rear side (means 6).
In the crimped state, the tightening force when the contact resistance is minimum is larger than the tightening force when the fixing force with the core wire is maximized. By minimizing the resistance, a high function as a conduction means can be exhibited, and a high fixing function can be exhibited by maximizing the fixing force with the core wire at the rear strong pressure bonding portion. In this way, even if a rearward tensile force acts on the electric wire, the core wire is securely held in the rear strong pressure bonding portion, so the rearward tensile force is applied to the front strong pressure bonding portion. It does not reach. Thereby, high contact reliability can be maintained at the front crimping portion.
圧着状態において、接触抵抗が最小となるときの締付け力は、芯線との固着力が最大となるときの締付け力よりも大きいので、本構成によれば、前側の強圧着部において芯線との接触抵抗を最小にすることにより導通手段としての高い機能を発揮させ、後側の強圧着部において芯線との固着力を最大にして高い固着機能を発揮させることができる。このようにすれば、電線に対して後方への引張力が作用しても、後側の強圧着部において芯線が確実に保持されているので、後方への引張力が前側の強圧着部に及ぶことがない。これにより、前側の圧着部において高い接触信頼性を保持することができる。 In the means 5, in a state where the electric wire is crimped to the two strong crimping portions, the electric wire is led out to the rear of the wire connecting portion, and the tightening force for the strong crimping portion on the front side of the two strong crimping portions is increased. It is characterized in that it is stronger than the strong pressure bonding portion on the rear side (means 6).
In the crimped state, the tightening force when the contact resistance is minimum is larger than the tightening force when the fixing force with the core wire is maximized. By minimizing the resistance, a high function as a conduction means can be exhibited, and a high fixing function can be exhibited by maximizing the fixing force with the core wire at the rear strong pressure bonding portion. In this way, even if a rearward tensile force acts on the electric wire, the core wire is securely held in the rear strong pressure bonding portion, so the rearward tensile force is applied to the front strong pressure bonding portion. It does not reach. Thereby, high contact reliability can be maintained at the front crimping portion.
手段5、6において、電線接続部が、底板部の左右両側縁から一対のバレル部を立ち上げた形態となっており、2つの強圧着部のうち少なくとも一方の強圧着部の底板部には、圧着時に底板部が電線の軸方向へ伸びたときのその伸びを吸収することが可能な伸び吸収溝が形成されているところに特徴を有する(手段7)。
圧着時に底板部が伸びても、その伸びは伸び吸収溝において吸収されるので、底板部の全長が大きくなることがない。これにより、端子金具の全長が長くなるのを防止できる。 In the means 5 and 6, the electric wire connecting portion has a form in which a pair of barrel portions are raised from the left and right side edges of the bottom plate portion, and the bottom plate portion of at least one strong pressure bonding portion of the two strong pressure bonding portions is A feature is that an elongation absorbing groove capable of absorbing the elongation when the bottom plate portion extends in the axial direction of the electric wire during crimping is formed (Means 7).
Even if the bottom plate portion is stretched at the time of pressure bonding, the stretch is absorbed in the stretch absorption groove, so that the total length of the bottom plate portion is not increased. Thereby, it can prevent that the full length of a terminal metal fitting becomes long.
圧着時に底板部が伸びても、その伸びは伸び吸収溝において吸収されるので、底板部の全長が大きくなることがない。これにより、端子金具の全長が長くなるのを防止できる。 In the means 5 and 6, the electric wire connecting portion has a form in which a pair of barrel portions are raised from the left and right side edges of the bottom plate portion, and the bottom plate portion of at least one strong pressure bonding portion of the two strong pressure bonding portions is A feature is that an elongation absorbing groove capable of absorbing the elongation when the bottom plate portion extends in the axial direction of the electric wire during crimping is formed (Means 7).
Even if the bottom plate portion is stretched at the time of pressure bonding, the stretch is absorbed in the stretch absorption groove, so that the total length of the bottom plate portion is not increased. Thereby, it can prevent that the full length of a terminal metal fitting becomes long.
手段7において、伸び吸収溝が、底板部からバレル部に亘って連続して延びた形態となっているところに特徴を有する(手段8)。
伸び吸収溝が、底板部だけでなくバレル部にまで延びているので、圧着時には、底板部の伸びだけでなくバレル部の伸びも吸収することができる。 The means 7 is characterized in that the stretch absorption groove is continuously extended from the bottom plate portion to the barrel portion (means 8).
Since the elongation absorbing groove extends not only to the bottom plate portion but also to the barrel portion, at the time of pressure bonding, not only the elongation of the bottom plate portion but also the elongation of the barrel portion can be absorbed.
伸び吸収溝が、底板部だけでなくバレル部にまで延びているので、圧着時には、底板部の伸びだけでなくバレル部の伸びも吸収することができる。 The means 7 is characterized in that the stretch absorption groove is continuously extended from the bottom plate portion to the barrel portion (means 8).
Since the elongation absorbing groove extends not only to the bottom plate portion but also to the barrel portion, at the time of pressure bonding, not only the elongation of the bottom plate portion but also the elongation of the barrel portion can be absorbed.
手段5~8において、電線接続部が、底板部の左右両側縁から一対のバレル部を立ち上げた状態となっており、底板部には、電線の軸方向において隣接するように底面壁が連なっており、底面壁には、圧着時に底板部が電線の軸方向へ伸びようとしたときのその伸びを許容することが可能な伸び許容溝が形成されているところに特徴を有する(手段9)。
圧着時に底板部が伸びようとしたときには、その伸びが伸び許容溝において許容されるので、底板部の伸び変形が端子金具全体に影響を与えることはない。 In the means 5 to 8, the electric wire connecting portion is in a state in which a pair of barrel portions are raised from the left and right side edges of the bottom plate portion, and the bottom wall is connected to the bottom plate portion so as to be adjacent in the axial direction of the electric wire. The bottom wall is characterized in that an elongation-permissible groove capable of allowing the bottom plate portion to extend when it is about to extend in the axial direction of the electric wire during crimping (means 9). .
When the bottom plate portion is about to be stretched at the time of crimping, the elongation is allowed in the elongation-permissible groove, so that the elongation deformation of the bottom plate portion does not affect the entire terminal fitting.
圧着時に底板部が伸びようとしたときには、その伸びが伸び許容溝において許容されるので、底板部の伸び変形が端子金具全体に影響を与えることはない。 In the means 5 to 8, the electric wire connecting portion is in a state in which a pair of barrel portions are raised from the left and right side edges of the bottom plate portion, and the bottom wall is connected to the bottom plate portion so as to be adjacent in the axial direction of the electric wire. The bottom wall is characterized in that an elongation-permissible groove capable of allowing the bottom plate portion to extend when it is about to extend in the axial direction of the electric wire during crimping (means 9). .
When the bottom plate portion is about to be stretched at the time of crimping, the elongation is allowed in the elongation-permissible groove, so that the elongation deformation of the bottom plate portion does not affect the entire terminal fitting.
手段9において、底面壁には、その左右両側縁から立ち上がり、一対のバレル部に連なる一対の側面壁が形成されており、伸び許容溝が、底面壁から側面壁に亘って連続して延びた形態となっているところに特徴を有する(手段10)。
伸び許容溝が、底面壁だけでなく側面壁にまで延びているので、圧着時には、底板部の伸びだけでなくバレル部の伸びも許容することができる。 In the means 9, the bottom wall is formed with a pair of side walls rising from the left and right side edges thereof and continuing to the pair of barrel portions, and the extension allowing groove extends continuously from the bottom wall to the side walls. It is characterized by the form (means 10).
Since the elongation-permissible groove extends not only to the bottom wall but also to the side wall, not only the bottom plate portion but also the barrel portion can be allowed to be allowed during crimping.
伸び許容溝が、底面壁だけでなく側面壁にまで延びているので、圧着時には、底板部の伸びだけでなくバレル部の伸びも許容することができる。 In the means 9, the bottom wall is formed with a pair of side walls rising from the left and right side edges thereof and continuing to the pair of barrel portions, and the extension allowing groove extends continuously from the bottom wall to the side walls. It is characterized by the form (means 10).
Since the elongation-permissible groove extends not only to the bottom wall but also to the side wall, not only the bottom plate portion but also the barrel portion can be allowed to be allowed during crimping.
本発明に係る端子金具付き電線の製造方法は、手段1~10における端子金具を、電線の芯線に圧着してなるところに特徴を有する(手段11)。
The method for producing an electric wire with terminal fitting according to the present invention is characterized in that the terminal fitting in means 1 to 10 is crimped to the core wire of the electric wire (means 11).
本発明の端子圧着用金型は、底板部とその底板部の側縁から立ち上げた一対のバレル部とを有する端子金具を、電線の芯線に圧着するための端子圧着用金型であって、端子圧着用金型は、端子金具の底板部を受ける受け面部を備える下型と、端子金具の底板部に芯線の先端部を宛がった状態で下型との相対位置を変えることによりバレル部を包み込むように押圧して芯線を押し潰すバレル押圧面部を備える上型と、を備え、上型のバレル押圧面部は、芯線の軸方向において電線を所定の圧縮率で圧着するようにバレル部を押圧する弱押圧面部と、弱押圧面部よりも高い圧縮率で電線を圧着するようにバレル部を押圧する強押圧面部とが電線の軸方向に沿って交互に設けられ、強押圧面部は、弱押圧面部を挟んで複数箇所に設けられているとともに、下型の受け面部は、上型の強押圧面部に対応する位置に、芯線の軸方向において電線を所定の圧縮率で圧着するように底板部を押圧する弱受け面部と、弱受け面部よりも高い圧縮率で電線を圧着するように底板部を押圧する強受け面部とが電線の軸方向に沿って交互に設けられ、強受け面部は、弱受け面部を挟んで複数箇所に設けられているところに特徴を有する(手段12)。
A terminal crimping mold according to the present invention is a terminal crimping mold for crimping a terminal fitting having a bottom plate portion and a pair of barrel portions raised from side edges of the bottom plate portion to a core wire of an electric wire. The terminal crimping mold is obtained by changing the relative position of the lower mold with a receiving surface part that receives the bottom plate part of the terminal metal fitting and the lower mold with the tip of the core wire placed on the bottom plate part of the terminal metal fitting. An upper die having a barrel pressing surface portion that presses and squeezes the core wire so as to wrap the barrel portion, and the barrel pressing surface portion of the upper die is a barrel so as to crimp the electric wire at a predetermined compression rate in the axial direction of the core wire. The weak pressing surface portion that presses the portion and the strong pressing surface portion that presses the barrel portion so as to crimp the electric wire at a higher compression rate than the weak pressing surface portion are alternately provided along the axial direction of the electric wire, When provided at multiple locations across the weak pressing surface In addition, the lower mold receiving surface portion has a weak receiving surface portion that presses the bottom plate portion so that the electric wire is crimped at a predetermined compression rate in the axial direction of the core wire at a position corresponding to the strong pressing surface portion of the upper mold. A strong receiving surface portion that presses the bottom plate portion is pressed alternately along the axial direction of the electric wire so that the electric wire is crimped at a higher compression ratio than the surface portion, and the strong receiving surface portion is provided at a plurality of locations across the weak receiving surface portion. (Means 12).
手段12において、上型のうち芯線の先端側の端部には弱押圧面部が形成されるところに特徴を有する(手段13)。
こうすると、芯線の先端部におけるはね上がりを防止することができる。 The means 12 is characterized in that a weak pressing surface part is formed at the end of the upper die on the tip side of the core wire (means 13).
If it carries out like this, the splash at the front-end | tip part of a core wire can be prevented.
こうすると、芯線の先端部におけるはね上がりを防止することができる。 The means 12 is characterized in that a weak pressing surface part is formed at the end of the upper die on the tip side of the core wire (means 13).
If it carries out like this, the splash at the front-end | tip part of a core wire can be prevented.
芯線の酸化皮膜を破ることができ、良好な電気的接続状態を得ることが可能になる。また、端子金具の底板部に生じる伸びを少なくでき、これにより、端子金具全体としての伸びを抑制することが可能になる。
∙ The oxide film on the core wire can be broken and a good electrical connection state can be obtained. In addition, the elongation generated in the bottom plate portion of the terminal fitting can be reduced, thereby suppressing the elongation of the terminal fitting as a whole.
10,30,Ta,Tb,Tc…端子金具
20,W…電線
21,Wa…芯線
40,113…電線接続部
47…ワイヤバレル部(バレル部)
48…底板部
50(50A~50C)…強圧着部
51(51A~51D)…弱圧着部
60…アンビル(下型)
60A…受け面部
70…クリンパ(上型)
75…バレル押圧面部
80(80A~80C)…強押圧面部
81(81A~81D)…弱押圧面部
90(90A~90C)…強受け面部
91(91A~91C)…弱受け面部
114…第1強圧着部
116…第2強圧着部
114a…第1底板部
114b…第1バレル部
116a…第2底板部
116b…第2バレル部
119…第1伸び吸収溝
120…第2伸び吸収溝
122…第1伸び許容溝
123…第2伸び許容溝
124…第3伸び許容溝 10, 30, Ta, Tb, Tc ...terminal fitting 20, W ... electric wire 21, Wa ... core wire 40, 113 ... electric wire connection part 47 ... wire barrel part (barrel part)
48 ... bottom plate part 50 (50A to 50C) ... strong pressure bonding part 51 (51A to 51D) ... weakpressure bonding part 60 ... anvil (lower mold)
60A ... Receivingsurface part 70 ... Crimper (upper mold)
75 ... Barrel pressing surface portion 80 (80A to 80C) ... Strong pressing surface portion 81 (81A to 81D) ... Weak pressing surface portion 90 (90A to 90C) ... Strong receiving surface portion 91 (91A to 91C) ... Weak receivingsurface portion 114 ... First strong pressure Attached part 116 ... second strong pressure-bonding part 114a ... first bottom plate part 114b ... first barrel part 116a ... second bottom plate part 116b ... second barrel part 119 ... first extension absorption groove 120 ... second extension absorption groove 122 ... first 1 elongation allowable groove 123 ... 2nd elongation allowable groove 124 ... 3rd elongation allowable groove
20,W…電線
21,Wa…芯線
40,113…電線接続部
47…ワイヤバレル部(バレル部)
48…底板部
50(50A~50C)…強圧着部
51(51A~51D)…弱圧着部
60…アンビル(下型)
60A…受け面部
70…クリンパ(上型)
75…バレル押圧面部
80(80A~80C)…強押圧面部
81(81A~81D)…弱押圧面部
90(90A~90C)…強受け面部
91(91A~91C)…弱受け面部
114…第1強圧着部
116…第2強圧着部
114a…第1底板部
114b…第1バレル部
116a…第2底板部
116b…第2バレル部
119…第1伸び吸収溝
120…第2伸び吸収溝
122…第1伸び許容溝
123…第2伸び許容溝
124…第3伸び許容溝 10, 30, Ta, Tb, Tc ...
48 ... bottom plate part 50 (50A to 50C) ... strong pressure bonding part 51 (51A to 51D) ... weak
60A ... Receiving
75 ... Barrel pressing surface portion 80 (80A to 80C) ... Strong pressing surface portion 81 (81A to 81D) ... Weak pressing surface portion 90 (90A to 90C) ... Strong receiving surface portion 91 (91A to 91C) ... Weak receiving
<実施形態1>
以下、本発明を具体化した実施形態1の端子金具10について、図1~図5を参照して説明する。
本実施形態の端子金具10は、図1に示すように、電線20の端末部に端子金具30が圧着接続されてなり、例えば電気自動車において走行用の動力源を構成するバッテリ、インバータ、モータなどの装置(図示せず)の間に配索されるものである。 <Embodiment 1>
Hereinafter, a terminal fitting 10 according to a first embodiment of the present invention will be described with reference to FIGS. 1 to 5.
As shown in FIG. 1, the terminal fitting 10 of the present embodiment is formed by crimping and connecting a terminal fitting 30 to a terminal portion of anelectric wire 20. For example, a battery, an inverter, a motor, etc. that constitute a power source for traveling in an electric vehicle. Between these devices (not shown).
以下、本発明を具体化した実施形態1の端子金具10について、図1~図5を参照して説明する。
本実施形態の端子金具10は、図1に示すように、電線20の端末部に端子金具30が圧着接続されてなり、例えば電気自動車において走行用の動力源を構成するバッテリ、インバータ、モータなどの装置(図示せず)の間に配索されるものである。 <Embodiment 1>
Hereinafter, a terminal fitting 10 according to a first embodiment of the present invention will be described with reference to FIGS. 1 to 5.
As shown in FIG. 1, the terminal fitting 10 of the present embodiment is formed by crimping and connecting a terminal fitting 30 to a terminal portion of an
電線20は、アルミニウム合金からなる金属素線21Aを螺旋状に撚り合わせてなる芯線21を樹脂製の絶縁被覆22(絶縁層)で被覆したものであり、その端末部においては、絶縁被覆22が剥き取られて芯線21が露出されている。なお、芯線21には、アルミニウム合金以外にも、アルミニウム線又は他の種類の金属を用いてもよい。
The electric wire 20 is obtained by coating a core wire 21 formed by spirally twisting metal strands 21A made of an aluminum alloy with a resin insulating coating 22 (insulating layer). The core wire 21 is exposed by being peeled off. In addition to the aluminum alloy, the core wire 21 may be an aluminum wire or another type of metal.
端子金具30は、いわゆるオープンバレル型であって、箱型の端子接続部31と、端子接続部31と連続し電線20が接続される電線接続部40とからなり、アルミ製よりも高い強度が得られる銅合金製とされている。
The terminal fitting 30 is a so-called open barrel type, and includes a box-shaped terminal connection portion 31 and a wire connection portion 40 connected to the terminal connection portion 31 and connected to the electric wire 20, and has higher strength than aluminum. It is made of the obtained copper alloy.
端子接続部31は、箱型の雌端子金具30であって、図示しない雄端子が挿入孔31Aに挿入されることにより、電気的接続が図られる。端子接続部31は、電線の軸方向に沿って電線接続部40と並んだ位置に形成されており、電線接続部40と一体に設けられている。
The terminal connecting portion 31 is a box-shaped female terminal fitting 30, and electrical connection is achieved by inserting a male terminal (not shown) into the insertion hole 31A. The terminal connection portion 31 is formed at a position aligned with the wire connection portion 40 along the axial direction of the wire, and is provided integrally with the wire connection portion 40.
電線接続部40は、電線20を保持するインシュレーションバレル部41と、芯線21と接続される芯線接続部45と、を有する。
The electric wire connecting portion 40 includes an insulation barrel portion 41 that holds the electric wire 20 and a core wire connecting portion 45 that is connected to the core wire 21.
インシュレーションバレル部41は、芯線接続部45から連続した底板の左右両側縁から一対のかしめ片41A,41Aが立ち上げられてなり、これらの一対のかしめ片41A,41Aを電線20側に湾曲させることにより、電線20が離脱や位置ずれしないように保持されている。
The insulation barrel portion 41 has a pair of caulking pieces 41A and 41A raised from the left and right side edges of the bottom plate continuous from the core wire connecting portion 45, and the pair of caulking pieces 41A and 41A are bent toward the electric wire 20 side. Thus, the electric wire 20 is held so as not to be detached or displaced.
芯線接続部45は、その断面が概ね略楕円形状(環状)をなし、半円筒形状の底板部48と、底板部48の両側部から延出されてなる一対のワイヤバレル部47,47(本発明の「バレル部」に相当)と、を有する。
底板部48は、幅方向の中央部が低くなるように湾曲した半円筒形状をなす(図4参照)。 The corewire connecting portion 45 has a substantially oval (annular) cross section, a semi-cylindrical bottom plate portion 48, and a pair of wire barrel portions 47, 47 (the main body) extending from both sides of the bottom plate portion 48. Equivalent to the “barrel portion” of the invention.
Thebottom plate portion 48 has a semi-cylindrical shape that is curved so that the central portion in the width direction is lowered (see FIG. 4).
底板部48は、幅方向の中央部が低くなるように湾曲した半円筒形状をなす(図4参照)。 The core
The
ワイヤバレル部47,47は、電線20の芯線21を包み込むように圧着するものであり、図3に示すように、その圧着前は、前後方向(軸方向)に長い長方形状をなし、底板部48の両側部からそれぞれ幅方向に延出されている。なお、図3は、電線接続部40の部分における金属板材の打ち抜き加工後の展開形状(端子金具原板)である。
The wire barrel portions 47 and 47 are crimped so as to wrap around the core wire 21 of the electric wire 20, and as shown in FIG. 3, before the crimping, the wire barrel portions 47 and 47 have a rectangular shape that is long in the front-rear direction (axial direction). It extends in the width direction from both sides of 48 respectively. FIG. 3 shows a developed shape (terminal metal plate) after the punching process of the metal plate material at the wire connecting portion 40.
底板部48及びワイヤバレル部47,47からなる芯線接続部45には、この芯線接続部45を部分的に加圧することにより、芯線21の軸方向において高い圧縮率(断面の圧縮率)となるように強い力で圧着された強圧着部50A~50C(以下、強圧着部50A~50Cをまとめるときは強圧着部50という)と、強圧着部50よりも低い圧縮率となるように弱い力で圧着された弱圧着部51A~51D(以下、弱圧着部51A~51Dをまとめるときは弱圧着部51という)とが交互に形成されている。
The core wire connecting portion 45 composed of the bottom plate portion 48 and the wire barrel portions 47 and 47 has a high compressibility (cross section compressibility) in the axial direction of the core wire 21 by partially pressurizing the core wire connecting portion 45. The strong pressure bonding parts 50A to 50C (hereinafter referred to as the strong pressure bonding part 50 when the strong pressure bonding parts 50A to 50C are combined) and the weak pressure so as to have a lower compression rate than the strong pressure bonding part 50. The weak pressure-bonding parts 51A to 51D (hereinafter referred to as the weak pressure-bonding parts 51 when the weak pressure-bonding parts 51A to 51D are combined) are alternately formed.
強圧着部50は、芯線接続部45(電線接続部40)の全周に亘り高い圧縮率で(環状に)圧着されており、弱圧着部51は、芯線接続部45の全周に亘り強圧着部50よりも低い圧縮率で(環状に)圧着されている。
The strong crimping portion 50 is crimped at a high compression ratio (annularly) over the entire circumference of the core wire connecting portion 45 (electric wire connecting portion 40), and the weak crimping portion 51 is a strong pressure over the entire circumference of the core wire connecting portion 45. It is crimped (annularly) at a compression rate lower than that of the landing portion 50.
強圧着部50A~50C及び弱圧着部51A~51Dの順番(芯線21の軸方向における順番)は、芯線接続部45のうち(図1のCの範囲)、芯線21の先端側から順に、弱圧着部51A、強圧着部50A、弱圧着部51B、強圧着部50B、弱圧着部51C、強圧着部50C、弱圧着部51Dとなっている。
すなわち、芯線接続部45のうち、芯線21の先端側の端部は、弱圧着部51Aとされ、強圧着部50は、電線20の軸方向に離間して配置されている。 The order of the strongpressure bonding parts 50A to 50C and the weak pressure bonding parts 51A to 51D (the order in the axial direction of the core wire 21) is weaker in order from the front end side of the core wire 21 in the core wire connection part 45 (range C in FIG. 1). The pressure bonding part 51A, the strong pressure bonding part 50A, the weak pressure bonding part 51B, the strong pressure bonding part 50B, the weak pressure bonding part 51C, the strong pressure bonding part 50C, and the weak pressure bonding part 51D are provided.
That is, in the corewire connection portion 45, the end portion on the distal end side of the core wire 21 is a weak pressure bonding portion 51 </ b> A, and the strong pressure bonding portion 50 is arranged to be separated in the axial direction of the electric wire 20.
すなわち、芯線接続部45のうち、芯線21の先端側の端部は、弱圧着部51Aとされ、強圧着部50は、電線20の軸方向に離間して配置されている。 The order of the strong
That is, in the core
なお、図2において強圧着部50A~50C及び弱圧着部51A~51Dの範囲に符号を付して、各部の範囲を示している。具体的には、弱圧着部51A(B1の範囲)、強圧着部50A(A1の範囲)、弱圧着部51B(B2の範囲)、強圧着部50B(A2の範囲)、弱圧着部51C(B3の範囲)、強圧着部50C(A3の範囲)、弱圧着部51D(B4の範囲)としている。
In FIG. 2, the ranges of the strong pressure-bonding portions 50A to 50C and the weak pressure-bonding portions 51A to 51D are indicated by the reference numerals to indicate the ranges of the respective portions. Specifically, the weak pressure bonding portion 51A (range B1), the strong pressure bonding portion 50A (range A1), the weak pressure bonding portion 51B (range B2), the strong pressure bonding portion 50B (range A2), and the weak pressure bonding portion 51C (range). B3 range), strong pressure bonding part 50C (A3 range), weak pressure bonding part 51D (B4 range).
ここで、強圧着部50における圧着の強さは、圧着の際の圧力により、芯線21が押し潰されて高い圧縮率(断面の圧縮率)となる強さである。
ここで、圧縮率とは、例えば、(圧着後の芯線の断面積)/(圧着前の芯線の断面積)とすることができる。そして、本実施形態では、強圧着部の圧縮率は、0.4(40%)とし、弱圧着部の圧縮率は、0.7(70%)とするが、これら以外の圧縮率を組み合わせることも可能である。 Here, the strength of the crimping in the strong crimpingportion 50 is a strength at which the core wire 21 is crushed by the pressure at the time of crimping and becomes a high compression rate (compression rate of the cross section).
Here, the compression rate can be, for example, (cross-sectional area of core wire after crimping) / (cross-sectional area of core wire before crimping). In this embodiment, the compression rate of the strong pressure bonding portion is 0.4 (40%) and the compression rate of the weak pressure bonding portion is 0.7 (70%), but other compression rates are combined. It is also possible.
ここで、圧縮率とは、例えば、(圧着後の芯線の断面積)/(圧着前の芯線の断面積)とすることができる。そして、本実施形態では、強圧着部の圧縮率は、0.4(40%)とし、弱圧着部の圧縮率は、0.7(70%)とするが、これら以外の圧縮率を組み合わせることも可能である。 Here, the strength of the crimping in the strong crimping
Here, the compression rate can be, for example, (cross-sectional area of core wire after crimping) / (cross-sectional area of core wire before crimping). In this embodiment, the compression rate of the strong pressure bonding portion is 0.4 (40%) and the compression rate of the weak pressure bonding portion is 0.7 (70%), but other compression rates are combined. It is also possible.
かかる圧縮率の強圧着部であれば、ワイヤバレル部47,47や底板部48と芯線21とが擦れ合い、アルミニウム合金製の芯線21の周囲に形成された硬い絶縁性の酸化皮膜が破られる程度の圧着の強さを有することになる。これにより、かかる部分については高い導電性を確保することができる。
ここで、圧着の強さ(圧縮率の高さ)の調整は、後述するアンビル60に対するクリンパ70の高さ(アンビル60とクリンパ70との相対位置)を設定することによって定まり、クリンパ70の位置が低くなる程圧縮率が高くなる。 In the case of such a strong compression-bonded portion, the wire barrel portions 47 and 47 and the bottom plate portion 48 and the core wire 21 rub against each other, and the hard insulating oxide film formed around the core wire 21 made of aluminum alloy is broken. It will have the strength of crimping. Thereby, about this part, high electroconductivity is securable.
Here, the adjustment of the strength of compression (high compression ratio) is determined by setting the height of the crimper 70 (relative position between theanvil 60 and the crimper 70) with respect to the anvil 60 described later. The lower the value, the higher the compression ratio.
ここで、圧着の強さ(圧縮率の高さ)の調整は、後述するアンビル60に対するクリンパ70の高さ(アンビル60とクリンパ70との相対位置)を設定することによって定まり、クリンパ70の位置が低くなる程圧縮率が高くなる。 In the case of such a strong compression-bonded portion, the
Here, the adjustment of the strength of compression (high compression ratio) is determined by setting the height of the crimper 70 (relative position between the
一方、弱圧着部51における圧着の強さは、強圧着部50よりも弱く、芯線21が比較的押し潰されず低い圧縮率(断面の圧縮率)となる強さである。このときは、高い導電性が確保されるほどは、硬い絶縁性の酸化皮膜が破られない。これにより、かかる部分については、高い導電性を確保することができないが、芯線21を強い圧力で押し潰すこともないため、芯線21の下に位置する底板部48が芯線21とともに押し潰されて生じる底板部48の伸びは比較的生じない。
On the other hand, the pressure-bonding strength in the weak pressure-bonding portion 51 is weaker than the strong pressure-bonding portion 50, and the core wire 21 is relatively strong without being crushed and having a low compression rate (cross-sectional compression rate). At this time, the hard insulating oxide film is not broken as high conductivity is ensured. As a result, high electrical conductivity cannot be ensured for such a portion, but the core wire 21 is not crushed with a strong pressure, so that the bottom plate portion 48 located under the core wire 21 is crushed together with the core wire 21. The resulting elongation of the bottom plate portion 48 is relatively insignificant.
次に、端子金具30で芯線21を圧着するには、図4に示すように、端子圧着用金型として、端子金具30が載置されるアンビル60(本発明の「下型」に相当)と、アンビル60の上方に配されるクリンパ70(本発明の「上型」に相当)とが用いられる。
Next, in order to crimp the core wire 21 with the terminal fitting 30, as shown in FIG. 4, an anvil 60 on which the terminal fitting 30 is placed as a terminal crimping die (corresponding to the "lower mold" of the present invention). And a crimper 70 (corresponding to the “upper mold” of the present invention) disposed above the anvil 60 is used.
クリンパ70は、金属製であり、略直方体状の部材の内部が、芯線21の軸方向における前端から後端に至るまで、下方(アンビル60側)ほど広がる山形状にくり抜かれている。このくり抜かれた内面形状が後述する圧着の際にワイヤバレル部47,47に摺接し、ワイヤバレル部47,47を変形させて押圧するバレル押圧面部75となっている。
The crimper 70 is made of metal, and the inside of the substantially rectangular parallelepiped member is cut out in a mountain shape that extends downward (on the anvil 60 side) from the front end to the rear end in the axial direction of the core wire 21. This hollowed inner surface shape is a barrel pressing surface portion 75 that is slidably contacted with the wire barrel portions 47 and 47 during the crimping described later, and deforms and presses the wire barrel portions 47 and 47.
バレル押圧面部75が圧着の際に押圧する幅方向の範囲は、ワイヤバレル部47,47における幅方向のほぼ全範囲(芯線接続部45の上半分)に亘るものであるが、底板部48における幅方向のほぼ全範囲(芯線接続部45の下半分)についても、アンビル60からの反作用により押圧される。
The range in the width direction that the barrel pressing surface portion 75 presses when crimping extends over almost the entire range in the width direction of the wire barrel portions 47 and 47 (the upper half of the core wire connecting portion 45). The substantially entire range in the width direction (lower half of the core wire connecting portion 45) is also pressed by the reaction from the anvil 60.
バレル押圧面部75は、図5に示すように、芯線21の軸方向において、強い力でワイヤバレル部47,47を押圧する強押圧面部80A~80C(以下、強押圧面部80A~80Cをまとめるときは強押圧面部80という)と、強押圧面部よりも弱い力で押圧する弱押圧面部81A~81D(以下、弱押圧面部81A~81Dをまとめるときは弱押圧面部81という)と、が交互に形成されている。
As shown in FIG. 5, the barrel pressing surface portion 75 is used when the strong pressing surface portions 80A to 80C (hereinafter referred to as the strong pressing surface portions 80A to 80C) that press the wire barrel portions 47 and 47 with a strong force in the axial direction of the core wire 21 are combined. Are referred to as a strong pressing surface portion 80) and weak pressing surface portions 81A to 81D that press with a weaker force than the strong pressing surface portion (hereinafter referred to as the weak pressing surface portion 81 when the weak pressing surface portions 81A to 81D are combined). Has been.
そのため、強押圧面部80(80A~80C)は、弱押圧面部81(81A~81D)よりも強い力で押圧するためにその内径が弱押圧面部81(81A~81D)よりもやや小さくなっている(図4参照)。
Therefore, since the strong pressing surface portion 80 (80A to 80C) is pressed with a stronger force than the weak pressing surface portion 81 (81A to 81D), the inner diameter thereof is slightly smaller than the weak pressing surface portion 81 (81A to 81D). (See FIG. 4).
なお、本実施形態では、強押圧面部80A~80Cの内径の全体が弱押圧面部81A~81Dよりも小さいこととしているが、山形のバレル押圧面部75のうち、少なくとも頂部近くの部分(後述する凹部74,74の部分若しくはその近傍)で強押圧面部80A~80Cの内径を弱押圧面部81A~81Dよりも小さくしてもよい。これはバレル押圧面部のうち、実際に強い力でワイヤバレル部47,47を押圧する部分は、頂部近くの部分であるからである。
In the present embodiment, the entire inner diameter of the strong pressing surface portions 80A to 80C is smaller than that of the weak pressing surface portions 81A to 81D. However, at least a portion near the top of the mountain-shaped barrel pressing surface portion 75 (a concave portion described later) 74, 74 or in the vicinity thereof, the inner diameters of the strong pressing surface portions 80A to 80C may be smaller than those of the weak pressing surface portions 81A to 81D. This is because the portion of the barrel pressing surface portion that presses the wire barrel portions 47 and 47 with an actually strong force is a portion near the top.
強押圧面部80A~80C及び弱押圧面部81A~81Dの順番(芯線21の軸方向における順番)は、図5に示すように、芯線21の先端側(図5の左側)から順に、弱押圧面部81A(E1の範囲)、強押圧面部80A(D1の範囲)、弱押圧面部81B(E2の範囲)、強押圧面部80B(D2の範囲)、弱押圧面部81C(E3の範囲)、強押圧面部80C(D3の範囲)、弱押圧面部81D(E4の範囲)となっている。
すなわち、バレル押圧面部75のうち、芯線21の先端側の端部は、弱押圧面部81Aとされている。 The order of the strongpressing surface portions 80A to 80C and the weak pressing surface portions 81A to 81D (the order in the axial direction of the core wire 21) is, as shown in FIG. 5, sequentially from the distal end side (left side of FIG. 5) of the weak pressing surface portion. 81A (range E1), strong pressing surface portion 80A (range D1), weak pressing surface portion 81B (range E2), strong pressing surface portion 80B (range D2), weak pressing surface portion 81C (range E3), strong pressing surface portion 80C (range of D3) and weak pressing surface portion 81D (range of E4).
That is, the end portion on the tip end side of thecore wire 21 in the barrel pressing surface portion 75 is a weak pressing surface portion 81A.
すなわち、バレル押圧面部75のうち、芯線21の先端側の端部は、弱押圧面部81Aとされている。 The order of the strong
That is, the end portion on the tip end side of the
バレル押圧面部75の頂部は、図4に示すように、一対のワイヤバレル部47,47に対応して、半円形状の凹部74,74が幅方向に2個並んで形成され、その凹部74,74の半円形が交わる接点部74Aが幅方向の中心に形成されている。
As shown in FIG. 4, the top portion of the barrel pressing surface portion 75 is formed with two semicircular concave portions 74, 74 side by side corresponding to the pair of wire barrel portions 47, 47. 74A is formed at the center in the width direction.
凹部74,74は、ワイヤバレル部47,47を摺接させることにより、ワイヤバレル部47,47が芯線21を包み込むように変形させる。また、凹部74,74は、この凹部74,74への摺接により芯線21側に向きを変えたワイヤバレル部47,47を下方(アンビル60側)に押圧する機能も有している。
The concave portions 74 and 74 are deformed so that the wire barrel portions 47 and 47 wrap around the core wire 21 by bringing the wire barrel portions 47 and 47 into sliding contact. Further, the concave portions 74 and 74 have a function of pressing the wire barrel portions 47 and 47 whose directions are changed to the core wire 21 side by sliding contact with the concave portions 74 and 74 downward (anvil 60 side).
アンビル60は、金属製で略直方体状をなし、圧着の際には、その上面が、底板部48を受ける(端子金具30が載置される)受け面部60Aとなっている。受け面部60Aは、クリンパ70のバレル押圧面部75により上方から押圧する力を受けて、その反作用として底板部48を下方から押圧する。
The anvil 60 is made of metal and has a substantially rectangular parallelepiped shape, and the upper surface of the anvil 60 is a receiving surface portion 60A that receives the bottom plate portion 48 (on which the terminal fitting 30 is placed) when crimping. The receiving surface portion 60A receives a force pressed from above by the barrel pressing surface portion 75 of the crimper 70, and presses the bottom plate portion 48 from below as a reaction.
受け面部60Aは、図5に示すように、芯線21の軸方向において、断面の圧縮率が高くなるように強い力で底板部48を押圧する強受け面部90A~90C(以下、強受け面部90A~90Cをまとめるときは強受け面部90という)と、強受け面部90よりも断面の圧縮率が低くなるように弱い力で底板部48を押圧する弱受け面部91A~91D(以下、弱受け面部91A~91Dをまとめるときは弱受け面部91という)と、が交互に形成されている。
As shown in FIG. 5, the receiving surface portion 60A has strong receiving surface portions 90A to 90C (hereinafter referred to as a strong receiving surface portion 90A) that press the bottom plate portion 48 with a strong force so as to increase the compressibility of the cross section in the axial direction of the core wire 21. ˜90C are collectively referred to as a strong receiving surface portion 90) and weak receiving surface portions 91A to 91D (hereinafter referred to as weak receiving surface portions) that press the bottom plate portion 48 with a weak force so that the compression ratio of the cross section is lower than that of the strong receiving surface portion 90 91A to 91D are collectively referred to as weak receiving surface portions 91).
強受け面部90(90A~90C)は、弱受け面部91(91A~91D)よりも強い力で押圧するためにその内径が弱受け面部91(91A~91D)よりもやや小さくなっている(図4参照)。
Since the strong receiving surface portion 90 (90A to 90C) is pressed with a stronger force than the weak receiving surface portion 91 (91A to 91D), its inner diameter is slightly smaller than that of the weak receiving surface portion 91 (91A to 91D) (FIG. 4).
強受け面部90A~90C及び弱受け面部91A~91Dの芯線21の軸方向における位置は、クリンパ70の強押圧面部80A~80Cの位置に対応して強受け面部90A~90Cが形成されており、弱押圧面部81A~81Dの位置に対応して弱受け面部91A~91Dが形成されている。
The positions of the strong receiving surface portions 90A to 90C and the weak receiving surface portions 91A to 91D in the axial direction of the core wire 21 correspond to the positions of the strong pressing surface portions 80A to 80C of the crimper 70, and the strong receiving surface portions 90A to 90C are formed. Corresponding to the positions of the weak pressing surface portions 81A to 81D, weak receiving surface portions 91A to 91D are formed.
したがって、強受け面部90A~90C及び弱受け面部91A~91Dの順番(芯線21の軸方向における順番)は、図5に示すように、芯線21の先端側(図5の左側)から順に、弱受け面部91A(E1の範囲)、強受け面部90A(D1の範囲)、弱受け面部91B(E2の範囲)、強受け面部90B(D2の範囲)、弱受け面部91C(E3の範囲)、強受け面部90C(D3の範囲)、弱受け面部91D(E4の範囲)となっている。
すなわち、受け面部60Aのうち、芯線21の先端側の端部は、弱受け面部91Aとされている。 Accordingly, the order of the strongreceiving surface portions 90A to 90C and the weak receiving surface portions 91A to 91D (the order in the axial direction of the core wire 21) is weaker in order from the distal end side (left side in FIG. 5) of the core wire 21 as shown in FIG. Receiving surface portion 91A (range E1), strong receiving surface portion 90A (range D1), weak receiving surface portion 91B (range E2), strong receiving surface portion 90B (range D2), weak receiving surface portion 91C (range E3), strong It is a receiving surface portion 90C (range of D3) and a weak receiving surface portion 91D (range of E4).
That is, in the receivingsurface portion 60A, the end portion on the distal end side of the core wire 21 is a weak receiving surface portion 91A.
すなわち、受け面部60Aのうち、芯線21の先端側の端部は、弱受け面部91Aとされている。 Accordingly, the order of the strong
That is, in the receiving
(端子金具付き電線の圧着方法)
端子原板に圧着工程が行えるように曲げ加工を施す(図4参照)。
図4に示すように、電線20の露出した芯線21の先端部を、曲げ加工を施した端子金具30の電線接続部40に宛がった(載置した)状態で、端子金具30(の底板部48)をアンビル60上に位置決めし、アンビル60及び端子金具30の上方に配されたクリンパ70を下降させる(相対位置を変える)。
すると、端子金具30のワイヤバレル部47,47が、クリンパ70のバレル押圧面部75に摺接して芯線21を包み込むような形状に変形していく。 (Method for crimping wires with terminal fittings)
Bending is performed on the terminal original plate so that a crimping process can be performed (see FIG. 4).
As shown in FIG. 4, in the state where the tip end portion of the exposedcore wire 21 of the electric wire 20 is addressed (placed) to the electric wire connecting portion 40 of the bent terminal fitting 30, the terminal fitting 30 ( The bottom plate portion 48) is positioned on the anvil 60, and the crimper 70 disposed above the anvil 60 and the terminal fitting 30 is lowered (changes the relative position).
Then, the wire barrel portions 47 and 47 of the terminal fitting 30 are deformed into a shape that slidably contacts the barrel pressing surface portion 75 of the crimper 70 and wraps around the core wire 21.
端子原板に圧着工程が行えるように曲げ加工を施す(図4参照)。
図4に示すように、電線20の露出した芯線21の先端部を、曲げ加工を施した端子金具30の電線接続部40に宛がった(載置した)状態で、端子金具30(の底板部48)をアンビル60上に位置決めし、アンビル60及び端子金具30の上方に配されたクリンパ70を下降させる(相対位置を変える)。
すると、端子金具30のワイヤバレル部47,47が、クリンパ70のバレル押圧面部75に摺接して芯線21を包み込むような形状に変形していく。 (Method for crimping wires with terminal fittings)
Bending is performed on the terminal original plate so that a crimping process can be performed (see FIG. 4).
As shown in FIG. 4, in the state where the tip end portion of the exposed
Then, the
そして、ワイヤバレル部47,47が芯線21側に向きを変えると、バレル押圧面部75がワイヤバレル部47,47を下方側に押圧する。
ここで、クリンパ70のバレル押圧面部75は、芯線21の軸方向において、弱押圧面部81A~81Dと、強押圧面部80A~80Cと、が交互に形成されているから、芯線21の軸方向におけるワイヤバレル部47,47が押圧される力の強さも弱い部分と強い部分とが交互に生じる。また、アンビル60の受け面部60Aは、弱受け面部91A~91Dと、強受け面部90A~90Cと、が交互に形成されているから、底板部48が押圧される力の強さも弱い部分と強い部分とが交互に生じる。 And if the wire barrel parts 47 and 47 change direction to the core wire 21 side, the barrel press surface part 75 will press the wire barrel parts 47 and 47 below.
Here, since the barrel pressingsurface portion 75 of the crimper 70 is formed by alternately forming the weak pressing surface portions 81A to 81D and the strong pressing surface portions 80A to 80C in the axial direction of the core wire 21, A portion where the strength of the force with which the wire barrel portions 47 and 47 are pressed is weak and a strong portion are alternately generated. Further, since the receiving surface portion 60A of the anvil 60 is formed with the weak receiving surface portions 91A to 91D and the strong receiving surface portions 90A to 90C alternately, the strength of the force with which the bottom plate portion 48 is pressed is strong and weak. Alternating parts occur.
ここで、クリンパ70のバレル押圧面部75は、芯線21の軸方向において、弱押圧面部81A~81Dと、強押圧面部80A~80Cと、が交互に形成されているから、芯線21の軸方向におけるワイヤバレル部47,47が押圧される力の強さも弱い部分と強い部分とが交互に生じる。また、アンビル60の受け面部60Aは、弱受け面部91A~91Dと、強受け面部90A~90Cと、が交互に形成されているから、底板部48が押圧される力の強さも弱い部分と強い部分とが交互に生じる。 And if the
Here, since the barrel pressing
そのため、クリンパ70が所定位置まで下降すると、ワイヤバレル部47,47に交互に生じた強い圧力と弱い圧力により強圧着部50A~50Cと弱圧着部51A~51Dとが交互に形成される。
すなわち、強押圧面部80A~80C及び強受け面部90A~90Cにより強圧着部50A~50Cがそれぞれ形成されるとともに、弱押圧面部81A~81D及び弱受け面部91A~91Dにより弱圧着部51A~51Dがそれぞれ形成される。
これにより、端子金具付き電線の圧着が終了する。 Therefore, when thecrimper 70 is lowered to a predetermined position, the strong pressure bonding portions 50A to 50C and the weak pressure bonding portions 51A to 51D are alternately formed by the strong pressure and the weak pressure alternately generated in the wire barrel portions 47 and 47.
That is, the strongpressure bonding portions 50A to 50C are formed by the strong pressing surface portions 80A to 80C and the strong receiving surface portions 90A to 90C, respectively, and the weak pressure bonding portions 51A to 51D are formed by the weak pressing surface portions 81A to 81D and the weak receiving surface portions 91A to 91D. Each is formed.
Thereby, the crimping | compression-bonding of the electric wire with a terminal metal fitting is complete | finished.
すなわち、強押圧面部80A~80C及び強受け面部90A~90Cにより強圧着部50A~50Cがそれぞれ形成されるとともに、弱押圧面部81A~81D及び弱受け面部91A~91Dにより弱圧着部51A~51Dがそれぞれ形成される。
これにより、端子金具付き電線の圧着が終了する。 Therefore, when the
That is, the strong
Thereby, the crimping | compression-bonding of the electric wire with a terminal metal fitting is complete | finished.
本実施形態では、以下の効果を奏する。
電線20を芯線接続部45(電線接続部40の一部)に接続するに際しては、電線の芯線21をワイヤバレル部47,47(バレル部)が包み込むように圧着される。 In this embodiment, the following effects are produced.
When theelectric wire 20 is connected to the core wire connecting portion 45 (a part of the electric wire connecting portion 40), the core wire 21 of the electric wire is crimped so that the wire barrel portions 47 and 47 (barrel portion) wrap.
電線20を芯線接続部45(電線接続部40の一部)に接続するに際しては、電線の芯線21をワイヤバレル部47,47(バレル部)が包み込むように圧着される。 In this embodiment, the following effects are produced.
When the
このとき、圧着の力が弱いと、電線の周囲に形成された酸化皮膜を破ることができず良好な電気的接続状態を図れないおそれがあるため、かかる観点からは、強い力で圧着することが望ましい。
At this time, if the crimping force is weak, the oxide film formed around the wire cannot be broken and a good electrical connection state may not be achieved. Is desirable.
しかし、一方、芯線接続部45の全体を強い力で圧着した場合には、底板部48に強い力がかかって底板部48が押し潰されることにより、底板部48に伸びが生じる結果、端子金具全体としても伸びが生じるおそれがある。
On the other hand, when the entire core wire connecting portion 45 is crimped with a strong force, the bottom plate portion 48 is crushed by applying a strong force to the bottom plate portion 48, thereby causing the bottom plate portion 48 to stretch. As a whole, there is a risk of elongation.
このとき、電線接続部40と一体に設けられ、芯線21の軸方向(電線の軸方向と同じ)に沿って電線接続部40と並び、相手側端子部と接続される端子接続部31を有する端子金具が、例えば、コネクタ等のキャビティに収容された場合には、芯線21の軸方向に端子金具の伸びが生じる結果、コネクタ等のキャビティから端子金具がはみ出す等の不具合が懸念される。
At this time, it has the terminal connection part 31 provided integrally with the electric wire connection part 40, aligned with the electric wire connection part 40 along the axial direction (same as the axial direction of the electric wire) of the core wire 21, and connected to the counterpart terminal part. For example, when the terminal fitting is accommodated in a cavity such as a connector, the terminal fitting is elongated in the axial direction of the core wire 21, and there is a concern that the terminal fitting protrudes from the cavity of the connector or the like.
そこで、本実施形態では、芯線接続部45(電線接続部40)の周囲の全周にわたり、電線に所定の圧縮率で圧着された環状の弱圧着部51A~51Dと、弱圧着部51A~51Dよりも高い圧縮率で電線に圧着された環状の強圧着部50A~50Cとが電線の軸方向に沿って交互に設けられ、強圧着部50A~50Cは、弱圧着部51A~51Dを挟んで複数箇所に設けられている。
Therefore, in the present embodiment, the annular weak pressure-bonding parts 51A to 51D and the weak pressure-bonding parts 51A to 51D that are pressure-bonded to the electric wire at a predetermined compression rate over the entire circumference around the core wire connection part 45 (wire connection part 40). The annular strong crimping portions 50A to 50C that are crimped to the electric wires at a higher compression rate are alternately provided along the axial direction of the electric wires, and the strong crimping portions 50A to 50C sandwich the weak crimping portions 51A to 51D. It is provided at multiple locations.
このように芯線接続部45の周囲の全周にわたり、弱圧着部51A~51Dよりも高い圧縮率で電線に圧着された環状の強圧着部50A~50Cを形成することにより、強圧着部50で圧着された部分については、芯線21の全周に亘って芯線の酸化皮膜を破ることが可能になる。
In this way, by forming the annular strong pressure bonding portions 50A to 50C that are pressure-bonded to the electric wire at a higher compression rate than the weak pressure bonding portions 51A to 51D over the entire circumference around the core wire connection portion 45, the strong pressure bonding portion 50 About the crimped | compressed part, it becomes possible to tear the oxide film of a core wire over the perimeter of the core wire 21. FIG.
この強圧着部50A~50Cは、弱圧着部51A~51Dを挟んで3箇所(複数箇所)に設けられているから、一箇所だけ強圧着部50A~50Cを形成する場合と比較して、確実に酸化皮膜を破られて、良好な電気的接続状態を図ることが可能になる。
Since the strong pressure bonding parts 50A to 50C are provided at three places (a plurality of places) with the weak pressure bonding parts 51A to 51D in between, the strong pressure bonding parts 50A to 50C are more reliable than the case where the strong pressure bonding parts 50A to 50C are formed only at one position. As a result, the oxide film can be broken to achieve a good electrical connection state.
また、芯線接続部45の全体を強い力で圧着する場合と比較して、底板部48に生じる伸びを少なくでき、これにより、端子金具全体としての伸びを抑制することが可能になる。
Further, compared to the case where the entire core wire connecting portion 45 is crimped with a strong force, the elongation generated in the bottom plate portion 48 can be reduced, and this makes it possible to suppress the expansion of the entire terminal fitting.
さらに、強圧着部50は、芯線接続部45のうち、芯線21の先端側の端部には弱圧着部51Aが形成されるようになっている。これは芯線接続部45のうち、芯線21の先端側の端部に強圧着部50を形成する場合には、圧着時の強い力で芯線21の先端部がはね上がってしまうおそれがあるからである。本実施形態によれば、強圧着部50は、芯線接続部45のうち、芯線21の先端側の端部には形成されないから、芯線21の先端部におけるはね上がりを防止することができる。
Further, the strong pressure bonding portion 50 is configured such that a weak pressure bonding portion 51 </ b> A is formed at the end of the core wire 21 in the core wire connecting portion 45. This is because, in the core wire connecting portion 45, when the strong pressure bonding portion 50 is formed at the end of the core wire 21, there is a possibility that the tip end of the core wire 21 may spring up due to a strong force during pressure bonding. It is. According to the present embodiment, the strong crimping portion 50 is not formed at the end portion on the distal end side of the core wire 21 in the core wire connection portion 45, and therefore, the spring-up at the distal end portion of the core wire 21 can be prevented.
さらにまた、圧着時に芯線接続部45に付与される圧力を調整することにより、一部の強圧着部50A~50Cへの圧力を、芯線21との電気的な接触抵抗が最小となるように設定し、残りの強圧着部50A~50Cへの圧力を、芯線21との固着力が最大となるように設定することが可能になる。その結果、接触抵抗を低減する機能と固着力を高める機能の両方を高いレベルで満足することができる。
Furthermore, by adjusting the pressure applied to the core wire connecting portion 45 during crimping, the pressure applied to some of the strong crimping portions 50A to 50C is set so that the electrical contact resistance with the core wire 21 is minimized. In addition, it is possible to set the pressure to the remaining strong pressure bonding portions 50A to 50C so that the fixing force with the core wire 21 is maximized. As a result, both the function of reducing the contact resistance and the function of increasing the fixing force can be satisfied at a high level.
また、端子金具30の底板部48を受けるアンビル60(下型)と、端子金具の底板部48に芯線21の先端部を宛がった状態で下型との相対位置を変えることによりワイヤバレル部47,47を包み込むように押圧して芯線21を押し潰すバレル押圧面部を備えるクリンパ70(上型)と、を備える端子圧着用金型についても、バレル押圧面部は、芯線接続部45の上半分(ワイヤバレル部47,47の部分)の全幅に亘り、かつ、芯線21の軸方向において他の部分よりも高い圧縮率で圧着するようにワイヤバレル部47,47を押圧する強押圧面部80A~80Cが3箇所形成されるとともに、クリンパ70(上型)の強押圧面部80A~80Cに対応する位置に、他の部分よりも高い圧縮率で圧着するように底板部48を押圧する強受け面部90A~90Cが形成されている。かかる端子圧着用金型を用いて端子金具付き電線を製造することにより、上記した効果を有する端子金具付き電線を得ることが可能になる。
Further, the wire barrel is changed by changing the relative position between the anvil 60 (lower mold) that receives the bottom plate portion 48 of the terminal fitting 30 and the lower die in a state where the tip end portion of the core wire 21 is applied to the bottom plate portion 48 of the terminal fitting. For the crimping terminal crimping die provided with a crimper 70 (upper die) including a barrel pressing surface portion that presses the portions 47 and 47 so as to crush the core wire 21, the barrel pressing surface portion is located above the core wire connecting portion 45. A strong pressing surface portion 80A that presses the wire barrel portions 47, 47 so as to be crimped at a higher compression rate than the other portions in the axial direction of the core wire 21 over the entire width of the half ( wire barrel portions 47, 47 portions). ˜80C are formed at three locations, and the bottom plate portion 48 is pressed to a position corresponding to the strong pressing surface portions 80A to 80C of the crimper 70 (upper mold) at a higher compression rate than the other portions. Retaining surface 90A ~ 90C are formed. By manufacturing an electric wire with terminal fittings using such a terminal crimping die, it is possible to obtain an electric wire with terminal fittings having the effects described above.
実施形態1では、例えば、次のような実施態様であっても、本発明の技術的範囲に含まれる。
(1)実施形態1では、強圧着部50A~50Cは、3箇所に形成したが、2箇所や4箇所以上であってもよい。同様に、強押圧面部80A~80C及び強受け面部90A~90Cについても、それぞれ3箇所に形成したが、2箇所や4箇所以上であってもよい。
(2)芯強押圧面部80及び弱圧着部51は共に楕円形状に圧着されることとしたが、他の形状であってもよい。
(3)実施形態1では、弱圧着部51は、強圧着部50よりも弱い力で弱押圧面部81や弱受け面部91に押圧されることとしたが、これに限られず、弱圧着部についてはバレル押圧面部や受け面部により押圧されない(自身に対しては圧着の力が直接にかからず、強圧着部50の変形に引きずられて変形するのみ)ものも含めることができる。 In the first embodiment, for example, the following embodiments are also included in the technical scope of the present invention.
(1) In the first embodiment, the strongpressure bonding parts 50A to 50C are formed at three places, but may be two places or four places or more. Similarly, the strong pressing surface portions 80A to 80C and the strong receiving surface portions 90A to 90C are formed at three locations, respectively, but may be two locations or four or more locations.
(2) The core strongpressing surface portion 80 and the weak pressure bonding portion 51 are both pressed into an elliptical shape, but may have other shapes.
(3) In the first embodiment, the weakpressure bonding part 51 is pressed against the weak pressing surface part 81 and the weak receiving surface part 91 with a force weaker than that of the strong pressure bonding part 50. However, the present invention is not limited to this. Can be included that are not pressed by the barrel pressing surface portion or the receiving surface portion (they do not directly apply the pressure of crimping, and are only dragged and deformed by the deformation of the strong crimping portion 50).
(1)実施形態1では、強圧着部50A~50Cは、3箇所に形成したが、2箇所や4箇所以上であってもよい。同様に、強押圧面部80A~80C及び強受け面部90A~90Cについても、それぞれ3箇所に形成したが、2箇所や4箇所以上であってもよい。
(2)芯強押圧面部80及び弱圧着部51は共に楕円形状に圧着されることとしたが、他の形状であってもよい。
(3)実施形態1では、弱圧着部51は、強圧着部50よりも弱い力で弱押圧面部81や弱受け面部91に押圧されることとしたが、これに限られず、弱圧着部についてはバレル押圧面部や受け面部により押圧されない(自身に対しては圧着の力が直接にかからず、強圧着部50の変形に引きずられて変形するのみ)ものも含めることができる。 In the first embodiment, for example, the following embodiments are also included in the technical scope of the present invention.
(1) In the first embodiment, the strong
(2) The core strong
(3) In the first embodiment, the weak
<実施形態2>
以下、本発明を具体化した実施形態2を図6乃至図8を参照して説明する。本実施形態2では端子金具Taと電線Wとの接続構造を説明する。端子金具Taに接続される電線Wは、電線Wは、複数本の金属細線を撚り合わせた撚り線からなる導体としての芯線Waと、芯線Waを包囲する絶縁被覆Wbとから構成されている。電線Wの前端部においては、端子金具Taとの接続準備として、予め、絶縁被覆Wbが除去されることにより芯線Waの前端部が露出した状態となっている。尚、芯線Waの材料としては、アルミニウム又はアルミニウム合金が用いられている。この芯線Waの材料の特性は、銅よりも剛性が高く、また銅よりも導電率の低いというものである。 <Embodiment 2>
A second embodiment of the present invention will be described below with reference to FIGS. In the second embodiment, a connection structure between the terminal fitting Ta and the electric wire W will be described. The electric wire W connected to the terminal fitting Ta is composed of a core wire Wa as a conductor made of a stranded wire obtained by twisting a plurality of fine metal wires, and an insulating coating Wb surrounding the core wire Wa. At the front end portion of the electric wire W, the front end portion of the core wire Wa is exposed by removing the insulating coating Wb in advance as preparation for connection to the terminal fitting Ta. Note that aluminum or an aluminum alloy is used as the material of the core wire Wa. The property of the material of the core wire Wa is that the rigidity is higher than copper and the conductivity is lower than copper.
以下、本発明を具体化した実施形態2を図6乃至図8を参照して説明する。本実施形態2では端子金具Taと電線Wとの接続構造を説明する。端子金具Taに接続される電線Wは、電線Wは、複数本の金属細線を撚り合わせた撚り線からなる導体としての芯線Waと、芯線Waを包囲する絶縁被覆Wbとから構成されている。電線Wの前端部においては、端子金具Taとの接続準備として、予め、絶縁被覆Wbが除去されることにより芯線Waの前端部が露出した状態となっている。尚、芯線Waの材料としては、アルミニウム又はアルミニウム合金が用いられている。この芯線Waの材料の特性は、銅よりも剛性が高く、また銅よりも導電率の低いというものである。 <
A second embodiment of the present invention will be described below with reference to FIGS. In the second embodiment, a connection structure between the terminal fitting Ta and the electric wire W will be described. The electric wire W connected to the terminal fitting Ta is composed of a core wire Wa as a conductor made of a stranded wire obtained by twisting a plurality of fine metal wires, and an insulating coating Wb surrounding the core wire Wa. At the front end portion of the electric wire W, the front end portion of the core wire Wa is exposed by removing the insulating coating Wb in advance as preparation for connection to the terminal fitting Ta. Note that aluminum or an aluminum alloy is used as the material of the core wire Wa. The property of the material of the core wire Wa is that the rigidity is higher than copper and the conductivity is lower than copper.
端子金具Taは、芯線Waとは異種の金属(即ち、銅又は銅合金)からなり、所定形状に打ち抜いた金属板材(図示せず)に曲げ加工等を施すことにより、全体として前後方向に細長い形状に形成されている。端子金具Taは、雌形のものであり、前端側部分(図6における左側部分)は角筒状をなす端子接続部111となっている。端子接続部111は、雄形の相手端子の細長いタブ(図示せず)との接続手段として機能する周知形態のものである。
The terminal fitting Ta is made of a metal different from the core wire Wa (that is, copper or copper alloy), and is elongated in the front-rear direction as a whole by bending a metal plate material (not shown) punched into a predetermined shape. It is formed into a shape. The terminal fitting Ta is female, and the front end side portion (left side portion in FIG. 6) is a terminal connection portion 111 having a rectangular tube shape. The terminal connecting portion 111 has a well-known configuration that functions as a connecting means with a long and narrow tab (not shown) of a male mating terminal.
端子接続部111の後端には、第1連結部112が連なっている。第1連結部112は、端子接続部111の底面壁に連なる平板状の第1底面壁112aと、第1底面壁112aの左右両側縁から略直角に立ち上がる左右対称な一対の第1側面壁112bとから構成される。第1側面壁112bの高さは、端子接続部111よりも低い。かかる第1連結部112の内部には、上方へ開放された第1収容空間(図示せず)が形成されている。
The first connecting part 112 is connected to the rear end of the terminal connecting part 111. The first connecting portion 112 includes a flat plate-like first bottom wall 112a that is continuous with the bottom wall of the terminal connection portion 111, and a pair of symmetrical left and right first side walls 112b that rise substantially at right angles from the left and right edges of the first bottom wall 112a. It consists of. The height of the first side wall 112 b is lower than the terminal connection portion 111. A first accommodation space (not shown) opened upward is formed inside the first connecting portion 112.
第1連結部112の後端には、電線Wの前端部を圧着するための電線接続部113が連なっている。電線接続部113は、第1連結部112の後端に連なる第1強圧着部114と、第1強圧着部の後端に連なる第2連結部115と、第2連結部115の後端に連なる第2強圧着部116と、第2強圧着部116の後端に連なる第3連結部117と、第3連結部117の後端に連なるインシュレーションバレル部118とを備えて構成されている。
The electric wire connecting portion 113 for crimping the front end portion of the electric wire W is connected to the rear end of the first connecting portion 112. The wire connection portion 113 includes a first strong pressure-bonding portion 114 connected to the rear end of the first connection portion 112, a second connection portion 115 connected to the rear end of the first strong pressure-bonding portion, and a rear end of the second connection portion 115. The second strong pressure-bonding part 116 is connected, the third connection part 117 is connected to the rear end of the second strong pressure-bonding part 116, and the insulation barrel part 118 is connected to the rear end of the third connection part 117. .
前側に位置する第1強圧着部114と後側に位置する第2強圧着部116とは、電線Wの芯線Waを圧着するためのものであり、電線接続部113を部分的に加圧することで形成される。芯線Waは、その軸方向(前後方向)において離間した2カ所において強圧着部114,116に圧着される。一方、電線Wの前端部のうち絶縁被覆Wbで覆われている部分の圧着手段は、強圧着部114,116の後方に位置するインシュレーションバレル部118だけとなっている。
The first strong crimping portion 114 located on the front side and the second strong crimping portion 116 located on the rear side are for crimping the core wire Wa of the electric wire W, and partially pressurize the electric wire connecting portion 113. Formed with. The core wire Wa is pressure-bonded to the strong pressure bonding portions 114 and 116 at two positions separated in the axial direction (front-rear direction). On the other hand, the portion of the front end portion of the electric wire W that is covered with the insulating coating Wb is the insulation barrel portion 118 that is positioned behind the strong pressure bonding portions 114 and 116.
第1強圧着部114は、第1底板部114aの左右両側縁から左右対称な一対の第1バレル部114bを立ち上げたオープンバレル状をなす。第1底板部114aは第1底面壁112aに連なり、第1バレル部114bの基端部は第1側面壁112bに連なっている。第1強圧着部114においては、芯線Waが、第1底板部114aと一対の第1バレル部114bとにより全周に亘って包囲されて加圧された状態で圧着され、この加圧により生じた固着力により第1強圧着部114に対して導通可能に固着される。圧着状態では、芯線Waの前端部は、第1バレル部114bの前端縁よりも更に前方へ突出して第1連結部112内の第1収容空間内に位置している。
The first strong pressure bonding portion 114 has an open barrel shape in which a pair of symmetrical first barrel portions 114b are raised from the left and right side edges of the first bottom plate portion 114a. The first bottom plate portion 114a is continuous with the first bottom wall 112a, and the base end portion of the first barrel portion 114b is continuous with the first side wall 112b. In the first strong crimping portion 114, the core wire Wa is crimped in a state of being surrounded and pressurized by the first bottom plate portion 114a and the pair of first barrel portions 114b, and is generated by this pressurization. It is fixed to the first strong pressure bonding part 114 so as to be conductive by the fixed fixing force. In the crimped state, the front end portion of the core wire Wa protrudes further forward than the front end edge of the first barrel portion 114b and is positioned in the first accommodating space in the first connecting portion 112.
第2連結部115は、第1底板部114aに連なる第2底面壁115aと、第2底面壁115aの左右両側縁から略直角に立ち上がる左右対称な一対の第2側面壁115bとから構成される。第2側面壁115bは第1バレル部114bの基端部に連なっている。かかる第2連結部115の内部には、上方へ開放された第2収容空間(図示せず)が形成されている。
The second connecting portion 115 includes a second bottom wall 115a that is continuous with the first bottom plate portion 114a, and a pair of symmetrical left and right second side walls 115b that rise substantially at right angles from the left and right edges of the second bottom wall 115a. . The second side wall 115b is continuous with the proximal end portion of the first barrel portion 114b. A second accommodation space (not shown) opened upward is formed inside the second connecting portion 115.
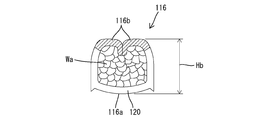
第2強圧着部116は、第2底板部116aの左右両側縁から左右対称な一対の第2バレル部116bを立ち上げたオープンバレル状をなす。第2底板部116aは第2底面壁115aに連なり、第2バレル部116bの基端部は第2側面壁115bに連なっている。第2強圧着部116においては、芯線Waが、第2底板部116aと一対の第2バレル部116bとにより全周に亘って包囲されて加圧された状態で圧着され、この加圧により生じた固着力により第2強圧着部116に対して導通可能に固着される。圧着状態では、芯線Waのうち第2強圧着部116と第1強圧着部114との間で露出する部分が、第2連結部115内の第2収容空間内に位置している。
The second strong pressure bonding portion 116 has an open barrel shape in which a pair of symmetrical second barrel portions 116b are raised from the left and right side edges of the second bottom plate portion 116a. The second bottom plate portion 116a is continuous with the second bottom wall 115a, and the base end portion of the second barrel portion 116b is continuous with the second side wall 115b. In the second strong crimping portion 116, the core wire Wa is crimped in a state of being surrounded and pressurized by the second bottom plate portion 116a and the pair of second barrel portions 116b, and is generated by this pressurization. It is fixed to the second strong pressure bonding part 116 so as to be conductive by the fixed fixing force. In the crimped state, a portion of the core wire Wa exposed between the second strong crimping portion 116 and the first strong crimping portion 114 is located in the second housing space in the second connecting portion 115.
第3連結部117は、第2底板部116aに連なる第3底面壁117aと、第3底面壁117aの左右両側縁から略直角に立ち上がる左右対称な一対の第3側面壁117bとから構成される。第3側面壁117bは第2バレル部116bの基端部に連なっている。かかる第3連結部117の内部には、上方へ開放された第3収容空間(図示せず)が形成されている。
The third connecting portion 117 includes a third bottom wall 117a that is continuous with the second bottom plate portion 116a, and a pair of symmetrical left and right third side walls 117b that rise substantially at right angles from the left and right edges of the third bottom wall 117a. . The third side wall 117b is continuous with the base end portion of the second barrel portion 116b. A third housing space (not shown) opened upward is formed inside the third connecting portion 117.
インシュレーションバレル部118は、第3底板部118aの左右両側縁から左右対称な一対の第3バレル部118bを立ち上げたオープンバレル状をなす。第3底板部118aは第3底面壁117aに連なり、第3バレル部118bの基端部は第3側面壁117bに連なっている。インシュレーションバレル部118においては、電線Wのうち絶縁被覆Wbで覆われている部分が、第3底板部118aと一対の第3バレル部118bとにより全周に亘って包囲されて加圧された状態で圧着され、この加圧により生じた固着力によりインシュレーションバレル部118に固着される。圧着状態では、絶縁被覆Wbのうち第3バレル部118bよりも前方で露出する部分が、第3連結部117の第3収容空間内に位置する。尚、芯線Waのうち第2強圧着部116よりも後方において露出する部分も第3収容空間内に位置する。
The insulation barrel portion 118 has an open barrel shape in which a pair of symmetrical third barrel portions 118b are raised from the left and right side edges of the third bottom plate portion 118a. The third bottom plate portion 118a is continuous with the third bottom wall 117a, and the base end portion of the third barrel portion 118b is continuous with the third side wall 117b. In the insulation barrel portion 118, the portion of the electric wire W covered with the insulating coating Wb is surrounded and pressurized by the third bottom plate portion 118a and the pair of third barrel portions 118b over the entire circumference. It is pressure-bonded in a state, and is fixed to the insulation barrel portion 118 by the fixing force generated by this pressurization. In the crimped state, the portion of the insulating coating Wb that is exposed in front of the third barrel portion 118b is located in the third accommodation space of the third connecting portion 117. Note that a portion of the core wire Wa exposed behind the second strong pressure bonding portion 116 is also located in the third accommodation space.
上述のように、本実施形態の端子金具Taは、強圧着部114,116を電線Wの軸方向(前後方向)に離間して2つ設けているので、この2つの強圧着部114,116に対し、互いに独立した大きさの締付け力を付与することが可能となっている。そして、電線接続部113に電線Wを圧着する際には、前側に位置する第1強圧着部114における締付けを第2強圧着部116よりも強くしている。これにより、第1強圧着部114の圧着状態における高さ寸法、即ちクリンプハイトHa(図7を参照)は、第2強圧着部116のクリンプハイトHb(図8を参照)よりも小さくなっている。
As described above, the terminal fitting Ta of the present embodiment is provided with the two strong pressure-bonding portions 114 and 116 separated from each other in the axial direction (front-rear direction) of the electric wire W. Therefore, the two strong pressure-bonding portions 114 and 116 are provided. On the other hand, it is possible to apply tightening forces of mutually independent sizes. And when crimping | bonding the electric wire W to the electric wire connection part 113, the tightening in the 1st strong crimping part 114 located in the front side is made stronger than the 2nd strong crimping part 116. FIG. Thereby, the height dimension in the crimping state of the first strong crimping portion 114, that is, the crimp height Ha (see FIG. 7) is smaller than the crimp height Hb (see FIG. 8) of the second strong crimping portion 116. Yes.
圧着状態において芯線Waと電線接続部113との間の電気的な接触抵抗が最小となるときの締付け力は、芯線Waと電線接続部113との間における固着力が最大となるときの締付け力よりも大きいので、第1強圧着部114においては芯線Waとの接触抵抗を最小にして電気的導通手段としての高い機能を発揮させ、第2強圧着部116において芯線Waとの固着力を最大にして高い固着機能を発揮させることができる。これにより、接触抵抗を低減する機能と固着力を高める機能の両方を高いレベルで満足することができる。
The tightening force when the electrical contact resistance between the core wire Wa and the wire connecting portion 113 is minimized in the crimped state is the tightening force when the fixing force between the core wire Wa and the wire connecting portion 113 is maximized. Therefore, in the first strong crimping portion 114, the contact resistance with the core wire Wa is minimized to exert a high function as an electrical conduction means, and in the second strong crimping portion 116, the fixing force with the core wire Wa is maximized. Thus, a high fixing function can be exhibited. Thereby, both the function to reduce contact resistance and the function to increase the fixing force can be satisfied at a high level.
また、高い固着力を発揮する第2強圧着部116を後側に配置しているので、電線Wに対して後方への引張力が作用しても、この第2強圧着部116において芯線Waが確実に保持される、これにより、後方への引張力が第1強圧着部114に及ぶことが回避され、第1強圧着部114において高い接触信頼性が保持される。
In addition, since the second strong crimping portion 116 that exhibits a high adhering force is disposed on the rear side, even if a rearward tensile force acts on the electric wire W, the core wire Wa in the second strong crimping portion 116. Thus, it is avoided that the rearward tensile force is applied to the first strong pressure bonding portion 114, and high contact reliability is maintained in the first strong pressure bonding portion 114.
また、強圧着部114,116で圧着される部分では、芯線Waの酸化皮膜を破ることが可能になる。この場合、強圧着部114,116が2つ形成されているから、1つの強圧着部を形成する場合と比較して、確実に酸化皮膜を破ることができ、良好な電気的接続状態を得ることが可能になる。しかも、電線接続部113の全体を強い圧力で圧着する場合と比較して、底板部114a,116aに生じる伸びを少なくでき、これにより、端子金具Ta全体としての伸びを抑制することが可能になる。
In addition, the oxide film of the core wire Wa can be broken at the portion to be crimped by the strong crimping portions 114 and 116. In this case, since the two strong pressure bonding portions 114 and 116 are formed, the oxide film can be reliably broken and a good electrical connection state can be obtained as compared with the case where one strong pressure bonding portion is formed. It becomes possible. In addition, the elongation generated in the bottom plate portions 114a and 116a can be reduced as compared with the case where the entire wire connection portion 113 is crimped with a strong pressure, thereby suppressing the expansion of the terminal fitting Ta as a whole. .
ところで、本実施形態では、芯線Waをアルミニウム製としていることから、その表面に生成される酸化皮膜を除去する目的で、各強圧着部114,116における締付け力を、銅製の芯線を圧着する場合に比べて大きくしている。そのため、圧着時には、強圧着部114,116が部分的に形成されてはいるものの、銅製の強圧着部114,116が前後方向に伸長する懸念があり、その伸長に伴って生じた余剰肉の分だけ端子金具Taの全長が長くなってしまうことが懸念される。
By the way, in this embodiment, since the core wire Wa is made of aluminum, in order to remove the oxide film generated on the surface, the clamping force in each of the strong pressure bonding portions 114 and 116 is crimped. It is larger than Therefore, at the time of pressure bonding, although the strong pressure bonding portions 114 and 116 are partially formed, there is a concern that the copper strong pressure bonding portions 114 and 116 may extend in the front-rear direction. There is a concern that the entire length of the terminal fitting Ta will be increased by that much.
そこで本実施形態では、第1強圧着部114に、芯線Waを圧着する時に第1強圧着部114(第1底板部114a及び第1バレル部114b)が電線Wの軸方向(前後方向)へ伸びたときのその第1強圧着部114の伸びを吸収することが可能な第1伸び吸収溝119が形成されている。この第1伸び吸収溝119は、芯線Waを包囲するように周方向に延びていて、第1底板部114aと左右両第1バレル部114bとに亘って形成され、第1強圧着部114の表面(芯線Waに接触する内周面)から裏面まで貫通した形態となっている。
Therefore, in the present embodiment, when the core wire Wa is crimped to the first strong crimping portion 114, the first strong crimping portion 114 (the first bottom plate portion 114a and the first barrel portion 114b) is directed in the axial direction (front-rear direction) of the electric wire W. A first elongation absorbing groove 119 capable of absorbing the elongation of the first strong pressure bonding portion 114 when stretched is formed. The first elongation absorbing groove 119 extends in the circumferential direction so as to surround the core wire Wa, and is formed across the first bottom plate portion 114a and the left and right first barrel portions 114b. It has a form penetrating from the front surface (inner peripheral surface in contact with the core wire Wa) to the back surface.
同じく第2強圧着部116にも、芯線Waを圧着する時に第2強圧着部116(第2底板部116a及び第2バレル部116b)が電線Wの軸方向(前後方向)へ伸びたときのその第2強圧着部116の伸びを吸収することが可能な第2伸び吸収溝120が形成されている。この第2伸び吸収溝120は、芯線Waを包囲するように周方向に延びていて、第2底板部116aと左右両第2バレル部116bとに亘って形成され、第2強圧着部116の表面(芯線Waに接触する内周面)から裏面まで貫通した形態となっている。
Similarly, when the core wire Wa is crimped to the second strong crimping part 116, the second strong crimping part 116 (second bottom plate part 116a and second barrel part 116b) extends in the axial direction (front-rear direction) of the electric wire W. A second elongation absorbing groove 120 capable of absorbing the elongation of the second strong pressure bonding portion 116 is formed. The second elongation absorbing groove 120 extends in the circumferential direction so as to surround the core wire Wa, and is formed across the second bottom plate portion 116a and the left and right second barrel portions 116b. It has a form penetrating from the front surface (inner peripheral surface in contact with the core wire Wa) to the back surface.
このように各強圧着部114,116には、夫々、伸び吸収溝119,120を形成したので、圧着時に強圧着部114,116(底板部114a,116aやバレル部114b,116b)が前後方向に伸びようとしたことによって生じた余剰肉は、伸び吸収溝119,120内に収容されることにより吸収され、伸び吸収溝119,120はその溝幅が狭まるように変形する。これにより、強圧着部114,116の前後長が大きくなることがなく、ひいては、端子金具Taの全長の拡大が防止される。
In this way, since each of the strong pressure bonding portions 114 and 116 is formed with the elongation absorbing grooves 119 and 120, the strong pressure bonding portions 114 and 116 (the bottom plate portions 114a and 116a and the barrel portions 114b and 116b) are provided in the front-rear direction. The surplus meat generated by trying to stretch is absorbed by being accommodated in the stretch absorbing grooves 119 and 120, and the stretch absorbing grooves 119 and 120 are deformed so that the groove width is narrowed. Thereby, the front-rear length of the strong pressure bonding portions 114, 116 is not increased, and as a result, the expansion of the entire length of the terminal fitting Ta is prevented.
<実施形態3>
次に、本発明を具体化した実施形態3を図9を参照して説明する。本実施形態の端子金具Tbは、実施形態2において形成されている伸び吸収溝119,120を設けずに伸び許容溝122,123を形成した点において上記実施形態2とは異なってる。その他の構成については上記実施形態2と同じであるため、同じ構成については、同一符号を付し、構造、作用及び効果の説明は省略する。 <Embodiment 3>
Next, a third embodiment of the present invention will be described with reference to FIG. The terminal fitting Tb of the present embodiment is different from that of the second embodiment in that the elongation allowing grooves 122 and 123 are formed without providing the elongation absorbing grooves 119 and 120 formed in the second embodiment. Since other configurations are the same as those in the second embodiment, the same reference numerals are given to the same configurations, and descriptions of the structure, operation, and effects are omitted.
次に、本発明を具体化した実施形態3を図9を参照して説明する。本実施形態の端子金具Tbは、実施形態2において形成されている伸び吸収溝119,120を設けずに伸び許容溝122,123を形成した点において上記実施形態2とは異なってる。その他の構成については上記実施形態2と同じであるため、同じ構成については、同一符号を付し、構造、作用及び効果の説明は省略する。 <Embodiment 3>
Next, a third embodiment of the present invention will be described with reference to FIG. The terminal fitting Tb of the present embodiment is different from that of the second embodiment in that the
本実施形態では、芯線Waをアルミニウム製としていることから、その表面に生成される酸化皮膜を除去する目的で、各強圧着部114,116における締付け力を、銅製の芯線を圧着する場合に比べて大きくしている。そのため、圧着時には、銅製の強圧着部114,116が前後方向に伸長し、その伸長に伴って生じた余剰肉の分だけ端子金具Tbの全長が長くなってしまうことが懸念される。
In this embodiment, since the core wire Wa is made of aluminum, the tightening force in each of the strong pressure bonding portions 114 and 116 is compared with the case of crimping a copper core wire for the purpose of removing an oxide film formed on the surface thereof. Is getting bigger. Therefore, at the time of crimping, the strong crimping parts 114 and 116 made of copper are elongated in the front-rear direction, and there is a concern that the entire length of the terminal fitting Tb is increased by the amount of surplus meat generated along with the elongation.
そこで本実施形態では、第1強圧着部114の前方と後方に第1連結部112と第2連結部115が隣接するように連なっている構造に着目し、芯線Waを圧着する時に第1強圧着部114(第1底板部114a及び第1バレル部114b)が電線Wの軸方向(前後方向)へ伸びようとしたときに、その第1強圧着部114の前方への伸びを許容することが可能な第1伸び許容溝122を第1連結部112に形成するとともに、第1強圧着部114の後方への伸びを許容することが可能な第2伸び許容溝123を第2連結部115に形成している。同様に、芯線Waを圧着する時に第2強圧着部116(第2底板部116a及び第2バレル部116b)が前後方向へ伸びようとしたときに、上記の第2連結部115に形成した第2伸び許容溝123を第2強圧着部116の前方への伸びを許容する手段として利用するとともに、第2強圧着部116の後方への伸びを許容することが可能な第3伸び許容溝124を第3連結部117に形成している。
Therefore, in the present embodiment, focusing on the structure in which the first connecting portion 112 and the second connecting portion 115 are adjacent to each other in front and rear of the first strong pressure bonding portion 114, the first strong pressure is applied when the core wire Wa is pressure bonded. Allowing the first strong crimping portion 114 to extend forward when the landing portion 114 (the first bottom plate portion 114a and the first barrel portion 114b) is about to extend in the axial direction (front-rear direction) of the electric wire W. The first connecting portion 112 is formed with a first allowance groove 122 that can be extended, and the second connecting portion 115 is provided with a second allowance groove 123 that can allow the first strong pressure bonding portion 114 to extend backward. Is formed. Similarly, when the second strong pressure bonding portion 116 (the second bottom plate portion 116a and the second barrel portion 116b) tries to extend in the front-rear direction when the core wire Wa is pressure bonded, the second connection portion 115 formed on the second connection portion 115 is formed. The third extension allowance groove 124 that uses the second extension allowance groove 123 as a means for allowing the second strong crimping portion 116 to extend forward and allows the second strong crimping portion 116 to extend rearward. Is formed in the third connecting portion 117.
第1~第3伸び許容溝122,123,124は、いずれも、芯線Waを包囲するように周方向に延びている。第1伸び許容溝122は、第1底面壁112aと左右両第1側面壁112bとに亘って形成され、第1連結部112の表面(芯線Waと対向する内周面)から裏面まで貫通した形態となっている。第2伸び許容溝123は、第2底面壁115aと左右両第2側面壁115bとに亘って形成され、第2連結部115の表面(芯線Waと対向する内周面)から裏面まで貫通した形態となっている。第3伸び許容溝124は、第3底面壁117aと左右両第3側面壁117bとに亘って形成され、第3連結部117の表面(芯線Waと対向する内周面)から裏面まで貫通した形態となっている。
The first to third extension allowance grooves 122, 123, and 124 all extend in the circumferential direction so as to surround the core wire Wa. The first elongation-permissible groove 122 is formed across the first bottom wall 112a and the left and right first side walls 112b and penetrates from the front surface (inner peripheral surface facing the core wire Wa) to the back surface of the first connecting portion 112. It has a form. The second elongation-permissible groove 123 is formed across the second bottom wall 115a and the left and right second side walls 115b, and penetrates from the front surface (the inner peripheral surface facing the core wire Wa) to the back surface of the second connecting portion 115. It has a form. The third elongation allowing groove 124 is formed across the third bottom wall 117a and the left and right third side walls 117b, and penetrates from the front surface (the inner peripheral surface facing the core wire Wa) of the third connecting portion 117 to the back surface. It has a form.
このように各強圧着部114,116の前方と後方には、夫々、伸び許容溝122,123,124を形成しているので、圧着時に強圧着部114,116(底板部114a,116aやバレル部114b,116b)が前後方向に伸びるような変形は、伸び許容溝122,123,124がその溝幅を狭めるように変形することによって許容される。したがって、強圧着部114,116の前後長が大きくなっても、その影響は強圧着部114,116よりも前方の端子接続部111や後方のインシュレーションバレル部118に及ぶことがなく、これにより、端子金具Tbの全長の拡大が防止される。
As described above, since the allowance grooves 122, 123, and 124 are formed in the front and rear of the strong pressure bonding portions 114 and 116, respectively, the strong pressure bonding portions 114 and 116 (the bottom plate portions 114a and 116a and the barrel) are pressed at the time of pressure bonding. Such deformation that the portions 114b and 116b) extend in the front-rear direction is permitted by deformation of the elongation-permitting grooves 122, 123, and 124 so as to narrow the groove width. Therefore, even if the front and rear lengths of the strong pressure bonding portions 114 and 116 are increased, the influence does not reach the front terminal connection portion 111 and the rear insulation barrel portion 118 than the strong pressure bonding portions 114 and 116. The enlargement of the total length of the terminal fitting Tb is prevented.
<実施形態4>
次に、本発明を具体化した実施形態4を図10を参照して説明する。本実施形態の端子金具Tcは、上記実施形態2において実施形態3と同じ形態の伸び許容溝122,123,114を形成したものである。その他の構成については上記実施形態2と同じであるため、同じ構成については、同一符号を付し、構造、作用及び効果の説明は省略する。本実施形態4によれば、圧着時における強圧着部114,116の伸びが伸び吸収溝119,120によって吸収されるとともに、伸び許容溝122,123,124によって強圧着部114,116の伸びの影響が端子接続部111とインシュレーションバレル部118に及ばなくなるので、端子金具Tcの全長の拡大を確実に防止できる。 <Embodiment 4>
Next, a fourth embodiment of the present invention will be described with reference to FIG. The terminal fitting Tc of the present embodiment is formed by forming the extension allowance grooves 122, 123, 114 having the same form as the third embodiment in the second embodiment. Since other configurations are the same as those in the second embodiment, the same reference numerals are given to the same configurations, and descriptions of the structure, operation, and effects are omitted. According to the fourth embodiment, the elongation of the strong pressure bonding portions 114 and 116 at the time of pressure bonding is absorbed by the elongation absorbing grooves 119 and 120, and the elongation of the strong pressure bonding portions 114 and 116 is increased by the elongation allowing grooves 122, 123 and 124. Since the influence does not reach the terminal connection portion 111 and the insulation barrel portion 118, it is possible to reliably prevent the length of the terminal fitting Tc from increasing.
次に、本発明を具体化した実施形態4を図10を参照して説明する。本実施形態の端子金具Tcは、上記実施形態2において実施形態3と同じ形態の伸び許容溝122,123,114を形成したものである。その他の構成については上記実施形態2と同じであるため、同じ構成については、同一符号を付し、構造、作用及び効果の説明は省略する。本実施形態4によれば、圧着時における強圧着部114,116の伸びが伸び吸収溝119,120によって吸収されるとともに、伸び許容溝122,123,124によって強圧着部114,116の伸びの影響が端子接続部111とインシュレーションバレル部118に及ばなくなるので、端子金具Tcの全長の拡大を確実に防止できる。 <Embodiment 4>
Next, a fourth embodiment of the present invention will be described with reference to FIG. The terminal fitting Tc of the present embodiment is formed by forming the
実施形態2~4では、例えば、次のような実施態様であっても、本発明の技術的範囲に含まれる。
(1)上記実施形態2~4では前側の第1強圧着部の締付け力を後側の第2強圧着部よりも強くしたが、第2強圧着部の締付け力を第1強圧着部よりも強くしてもよく、第1強圧着部の締付け力を第2強圧着部と同じ強さとしてもよい。
(2)上記実施形態2,4では、前後2つの強圧着部の双方に伸び吸収溝を形成したが、伸び吸収溝は、いずれか一方の強圧着部の底板部のみに形成してもよい。
(3)上記実施形態2,4では伸び吸収溝を底板部からバレル部まで延びる形態としたが、伸び吸収溝の形成範囲は底板部のみに限定されていてもよい。
(4)上記実施形態2,4では強圧着部の底板部に伸び吸収溝を形成したが、このような伸び吸収溝を形成しない形態としてもよい。
(5)上記実施形態3,4では、各強圧着部の前方と後方の両方に伸び許容溝を形成したが、伸び許容溝の形成位置は、前側の第1強圧着部の前方だけでもよく、前後両強圧着部の間だけでもよく、後側の第2強圧着部の後方だけでもよく、第1強圧着部の前方と両強圧着部の間との2カ所だけでもよく、第1強圧着部の前方と第2強圧着部の後方の2カ所だけでもよく、前後両強圧着部の間と第2強圧着部の後方の2カ所だけでもよい。
(6)上記実施形態3,4では伸び許容溝を底面壁から側面壁まで延びる形態としたが、伸び許容溝の形成範囲は底面壁のみに限定されていてもよい。
(7)上記実施形態3,4では強圧着部の底板部に連なる底面壁に伸び許容溝を形成したが、このような伸び許容溝を形成しない形態としてもよい。
(8)上記実施形態2~4では雌形の端子金具に適用した例について説明したが、本発明は雄形の端子金具にも適用することができる。 InEmbodiments 2 to 4, for example, the following embodiments are also included in the technical scope of the present invention.
(1) InEmbodiments 2 to 4 above, the tightening force of the first strong pressure-bonding part on the front side is stronger than that of the second strong pressure-bonding part on the rear side. The tightening force of the first strong pressure-bonding part may be the same as that of the second strong pressure-bonding part.
(2) InEmbodiments 2 and 4 described above, the stretch absorption grooves are formed in both the front and rear two strong pressure bonding portions. However, the elongation absorption grooves may be formed only in the bottom plate portion of one of the strong pressure bonding portions. .
(3) InEmbodiments 2 and 4, the stretch absorption groove extends from the bottom plate portion to the barrel portion. However, the range of formation of the stretch absorption groove may be limited only to the bottom plate portion.
(4) InEmbodiments 2 and 4 described above, the stretch absorption grooves are formed in the bottom plate portion of the strong pressure-bonding portion. However, such an extension absorption groove may not be formed.
(5) In the third and fourth embodiments, the extension allowance grooves are formed on both the front and rear sides of each strong pressure bonding portion. However, the position where the extension allowance grooves are formed may be only in front of the first strong pressure bonding portion on the front side. It may be only between the front and rear strong pressure-bonding parts, may be only behind the second strong pressure-bonding part on the rear side, or may be only two places between the front of the first strong pressure-bonding part and the two strong pressure-bonding parts. There may be only two places on the front side of the strong pressure-bonding part and the back side of the second strong pressure-bonding part, or only two points between the front and rear strong pressure-bonding parts and the back side of the second strong pressure-bonding part.
(6) In the third and fourth embodiments, the extension allowing groove extends from the bottom wall to the side wall. However, the range in which the extension allowing groove is formed may be limited to the bottom wall only.
(7) In Embodiments 3 and 4 described above, the elongation-permissible groove is formed on the bottom wall continuous to the bottom plate portion of the strong pressure-bonding portion. However, such an extension-permissible groove may not be formed.
(8) InEmbodiments 2 to 4 described above, examples of application to female terminal fittings have been described. However, the present invention can also be applied to male terminal fittings.
(1)上記実施形態2~4では前側の第1強圧着部の締付け力を後側の第2強圧着部よりも強くしたが、第2強圧着部の締付け力を第1強圧着部よりも強くしてもよく、第1強圧着部の締付け力を第2強圧着部と同じ強さとしてもよい。
(2)上記実施形態2,4では、前後2つの強圧着部の双方に伸び吸収溝を形成したが、伸び吸収溝は、いずれか一方の強圧着部の底板部のみに形成してもよい。
(3)上記実施形態2,4では伸び吸収溝を底板部からバレル部まで延びる形態としたが、伸び吸収溝の形成範囲は底板部のみに限定されていてもよい。
(4)上記実施形態2,4では強圧着部の底板部に伸び吸収溝を形成したが、このような伸び吸収溝を形成しない形態としてもよい。
(5)上記実施形態3,4では、各強圧着部の前方と後方の両方に伸び許容溝を形成したが、伸び許容溝の形成位置は、前側の第1強圧着部の前方だけでもよく、前後両強圧着部の間だけでもよく、後側の第2強圧着部の後方だけでもよく、第1強圧着部の前方と両強圧着部の間との2カ所だけでもよく、第1強圧着部の前方と第2強圧着部の後方の2カ所だけでもよく、前後両強圧着部の間と第2強圧着部の後方の2カ所だけでもよい。
(6)上記実施形態3,4では伸び許容溝を底面壁から側面壁まで延びる形態としたが、伸び許容溝の形成範囲は底面壁のみに限定されていてもよい。
(7)上記実施形態3,4では強圧着部の底板部に連なる底面壁に伸び許容溝を形成したが、このような伸び許容溝を形成しない形態としてもよい。
(8)上記実施形態2~4では雌形の端子金具に適用した例について説明したが、本発明は雄形の端子金具にも適用することができる。 In
(1) In
(2) In
(3) In
(4) In
(5) In the third and fourth embodiments, the extension allowance grooves are formed on both the front and rear sides of each strong pressure bonding portion. However, the position where the extension allowance grooves are formed may be only in front of the first strong pressure bonding portion on the front side. It may be only between the front and rear strong pressure-bonding parts, may be only behind the second strong pressure-bonding part on the rear side, or may be only two places between the front of the first strong pressure-bonding part and the two strong pressure-bonding parts. There may be only two places on the front side of the strong pressure-bonding part and the back side of the second strong pressure-bonding part, or only two points between the front and rear strong pressure-bonding parts and the back side of the second strong pressure-bonding part.
(6) In the third and fourth embodiments, the extension allowing groove extends from the bottom wall to the side wall. However, the range in which the extension allowing groove is formed may be limited to the bottom wall only.
(7) In Embodiments 3 and 4 described above, the elongation-permissible groove is formed on the bottom wall continuous to the bottom plate portion of the strong pressure-bonding portion. However, such an extension-permissible groove may not be formed.
(8) In
Claims (13)
- 電線の芯線を圧着により接続する電線接続部と、
前記電線接続部を部分的に加圧することで前記電線の軸方向に離間して形成され、前記電線に所定の圧縮率で圧着される、少なくとも2つの強圧着部とを備えていることを特徴とする端子金具。 An electric wire connecting portion for connecting the core wire of the electric wire by crimping;
It comprises at least two strong pressure-bonding parts that are formed apart from each other in the axial direction of the electric wire by pressurizing the electric wire connecting part and are crimped to the electric wire at a predetermined compression rate. Terminal fittings. - 前記電線接続部を部分的に加圧することで前記電線の軸方向に沿って前記強圧着部と交互に形成され、前記強圧着部よりも低い圧縮率で前記電線に圧着される弱圧着部を備えていることを特徴とする請求項1記載の端子金具。 A weak pressure-bonding portion that is alternately formed with the strong pressure-bonding portion along the axial direction of the wire by partially pressurizing the wire connection portion, and is pressure-bonded to the wire at a compression rate lower than that of the strong pressure-bonding portion. The terminal fitting according to claim 1, wherein the terminal fitting is provided.
- 前記電線接続部のうち前記芯線の先端側の端部には前記弱圧着部が形成されていることを特徴とする請求項2記載の端子金具。 3. The terminal fitting according to claim 2, wherein the weakly crimped portion is formed at an end portion of the core wire in the electric wire connecting portion.
- 前記弱圧着部及び前記強圧着部はいずれも前記電線接続部の全周に亘って環状に形成されていることを特徴とする請求項2又は3記載の端子金具。 4. The terminal fitting according to claim 2, wherein each of the weak pressure-bonding portion and the strong pressure-bonding portion is formed in an annular shape over the entire circumference of the wire connection portion.
- 2つの前記強圧着部に対し、互いに独立した大きさの締付け力が付与されるようになっていることを特徴とする請求項1記載の端子金具。 2. The terminal fitting according to claim 1, wherein a tightening force having a magnitude independent of each other is applied to the two strong crimping portions.
- 前記電線を前記2つの強圧着部に圧着した状態では、前記電線が前記電線接続部の後方へ導出されるようになっており、
前記2つの強圧着部のうち前側の前記強圧着部に対する締付け力を、後側の前記強圧着部よりも強くしたことを特徴とする請求項5記載の端子金具。 In the state where the electric wire is crimped to the two strong crimping portions, the electric wire is led out to the rear of the wire connecting portion,
6. The terminal fitting according to claim 5, wherein a tightening force for the strong pressure bonding portion on the front side of the two strong pressure bonding portions is stronger than that of the strong pressure bonding portion on the rear side. - 前記電線接続部が、底板部の左右両側縁から一対のバレル部を立ち上げた形態となっており、
前記2つの強圧着部のうち少なくとも一方の前記強圧着部の前記底板部には、圧着時に前記底板部が前記電線の軸方向へ伸びたときのその伸びを吸収することが可能な伸び吸収溝が形成されていることを特徴とする請求項5又は6記載の端子金具。 The electric wire connecting portion has a form in which a pair of barrel portions are raised from the left and right side edges of the bottom plate portion,
In the bottom plate portion of at least one of the two strong pressure-bonding portions, an extension absorbing groove capable of absorbing the elongation when the bottom plate portion extends in the axial direction of the electric wire during pressure bonding The terminal fitting according to claim 5 or 6, wherein: is formed. - 前記伸び吸収溝が、前記底板部から前記バレル部に亘って連続して延びた形態となっていることを特徴とする請求項7記載の端子金具。 The terminal fitting according to claim 7, wherein the elongation absorbing groove has a form extending continuously from the bottom plate portion to the barrel portion.
- 前記電線接続部が、底板部の左右両側縁から一対のバレル部を立ち上げた形態となっており、
前記底板部には、前記電線の軸方向において隣接するように底面壁が連なっており、前記底面壁には、圧着時に前記底板部が前記電線の軸方向へ伸びようとしたときのその伸びを許容することが可能な伸び許容溝が形成されていることを特徴とする請求項5ないし8のいずれか1項記載の端子金具。 The electric wire connecting portion has a form in which a pair of barrel portions are raised from the left and right side edges of the bottom plate portion,
A bottom wall is connected to the bottom plate portion so as to be adjacent in the axial direction of the electric wire, and the bottom plate portion has an extension when the bottom plate portion is about to extend in the axial direction of the electric wire during crimping. The terminal fitting according to any one of claims 5 to 8, wherein an allowance-growing groove that can be allowed is formed. - 前記底面壁には、その左右両側縁から立ち上がり、前記一対のバレル部に連なる一対の側面壁が形成されており、
前記伸び許容溝が、前記底面壁から前記側面壁に亘って連続して延びた形態となっていることを特徴とする請求項9記載の端子金具。 The bottom wall rises from its left and right side edges, and is formed with a pair of side walls connected to the pair of barrel portions,
The terminal fitting according to claim 9, wherein the extension allowing groove extends continuously from the bottom wall to the side wall. - 請求項1ないし10のいずれか1項記載の端子金具を、前記電線の芯線に圧着してなることを特徴とする端子金具付き電線の製造方法。 A method for producing an electric wire with a terminal metal fitting, wherein the terminal metal fitting according to any one of claims 1 to 10 is crimped to a core wire of the electric wire.
- 底板部とその底板部の側縁から立ち上げた一対のバレル部とを有する端子金具を、電線の芯線に圧着するための端子圧着用金型であって、
前記端子圧着用金型は、前記端子金具の底板部を受ける受け面部を備える下型と、前記端子金具の底板部に前記芯線の先端部を宛がった状態で前記下型との相対位置を変えることにより前記バレル部を包み込むように押圧して前記芯線を押し潰すバレル押圧面部を備える上型と、を備え、
前記上型のバレル押圧面部は、前記芯線の軸方向において前記電線を所定の圧縮率で圧着するようにバレル部を押圧する弱押圧面部と、前記弱押圧面部よりも高い圧縮率で前記電線を圧着するようにバレル部を押圧する強押圧面部とが電線の軸方向に沿って交互に設けられ、前記強押圧面部は、前記弱押圧面部を挟んで複数箇所に設けられているとともに、
前記下型の受け面部は、前記上型の強押圧面部に対応する位置に、前記芯線の軸方向において前記電線を所定の圧縮率で圧着するように前記底板部を押圧する弱受け面部と、前記弱受け面部よりも高い圧縮率で前記電線を圧着するように底板部を押圧する強受け面部とが電線の軸方向に沿って交互に設けられ、前記強受け面部は、前記弱受け面部を挟んで複数箇所に設けられていることを特徴とする端子圧着用金型。 A terminal crimping die for crimping a terminal fitting having a bottom plate portion and a pair of barrel portions raised from the side edges of the bottom plate portion to a core wire of an electric wire,
The terminal crimping mold has a lower mold having a receiving surface portion that receives a bottom plate portion of the terminal fitting, and a relative position of the lower die in a state where the tip end portion of the core wire is addressed to the bottom plate portion of the terminal fitting. And an upper mold having a barrel pressing surface portion that crushes the core wire by pressing so as to wrap the barrel portion by changing
The upper barrel pressing surface portion includes a weak pressing surface portion that presses the barrel portion so that the electric wire is crimped at a predetermined compression rate in the axial direction of the core wire, and the electric wire is compressed at a higher compression ratio than the weak pressing surface portion. A strong pressing surface portion that presses the barrel portion so as to be crimped is alternately provided along the axial direction of the electric wire, and the strong pressing surface portion is provided at a plurality of locations across the weak pressing surface portion,
The lower mold receiving surface portion is a weak receiving surface portion that presses the bottom plate portion at a position corresponding to the upper mold strong pressing surface portion so as to press the electric wire in a predetermined compression rate in the axial direction of the core wire; A strong receiving surface portion that presses the bottom plate portion so as to crimp the electric wire at a higher compression rate than the weak receiving surface portion is provided alternately along the axial direction of the electric wire, and the strong receiving surface portion includes the weak receiving surface portion. A die for crimping a terminal, which is provided at a plurality of positions with a sandwich. - 上型のうち前記芯線の先端側の端部には弱押圧面部が形成されることを特徴とする請求項12記載の端子圧着用金型。 The terminal pressing die according to claim 12, wherein a weak pressing surface portion is formed at an end portion of the core wire on the tip side of the upper die.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-221889 | 2008-08-29 | ||
| JP2008221889 | 2008-08-29 | ||
| JP2008239647 | 2008-09-18 | ||
| JP2008-239647 | 2008-09-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010024032A1 true WO2010024032A1 (en) | 2010-03-04 |
Family
ID=41721206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/061625 WO2010024032A1 (en) | 2008-08-29 | 2009-06-25 | Terminal metal fitting, method of manufacturing cable with terminal metal fitting, and terminal-crimping mold |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2010024032A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014017103A (en) * | 2012-07-09 | 2014-01-30 | Yazaki Corp | Manufacturing method of wire with crimp terminal |
| JP2014026905A (en) * | 2012-07-30 | 2014-02-06 | Yazaki Corp | Aluminum wire with terminal |
| CN104170168A (en) * | 2012-03-15 | 2014-11-26 | 株式会社自动网络技术研究所 | Terminal and electric wire with terminal |
| JP2015103501A (en) * | 2013-11-28 | 2015-06-04 | 古河電気工業株式会社 | Electric wire connection structure and electric wire connection method |
| JP2018073584A (en) * | 2016-10-27 | 2018-05-10 | 矢崎総業株式会社 | Terminal crimping structure and die for terminal crimping |
| JP2019185937A (en) * | 2018-04-05 | 2019-10-24 | 矢崎総業株式会社 | Cable with terminal |
| US11482799B2 (en) * | 2020-03-23 | 2022-10-25 | Yazaki Corporation | Terminal-equipped electric wire and method of manufacturing terminal-equipped electric wire |
| US11482798B2 (en) * | 2020-03-18 | 2022-10-25 | Yazaki Corporation | Terminal-equipped electric wire with exposed wire having insulative sheath covering end part crimped and protected with anticorrosive material |
| EP4131291A4 (en) * | 2020-05-27 | 2023-09-20 | Furukawa Electric Co., Ltd. | Terminal-equipped electric wire, wiring harness, terminal, terminal crimper, and method for producing terminal-equipped electric wire |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54156196A (en) * | 1978-05-30 | 1979-12-08 | Bendix Corp | Electric contactor |
| JPS6047386A (en) * | 1983-08-25 | 1985-03-14 | 日本端子株式会社 | Method of pressure-connecting connection terminal |
| JPS649361U (en) * | 1987-08-12 | 1989-01-19 | ||
| WO2007043345A1 (en) * | 2005-09-30 | 2007-04-19 | Autonetworks Technologies, Ltd. | Method for manufacturing electric wire with terminals, electric wire with terminals, and terminal crimping device |
-
2009
- 2009-06-25 WO PCT/JP2009/061625 patent/WO2010024032A1/en active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54156196A (en) * | 1978-05-30 | 1979-12-08 | Bendix Corp | Electric contactor |
| JPS6047386A (en) * | 1983-08-25 | 1985-03-14 | 日本端子株式会社 | Method of pressure-connecting connection terminal |
| JPS649361U (en) * | 1987-08-12 | 1989-01-19 | ||
| WO2007043345A1 (en) * | 2005-09-30 | 2007-04-19 | Autonetworks Technologies, Ltd. | Method for manufacturing electric wire with terminals, electric wire with terminals, and terminal crimping device |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104170168A (en) * | 2012-03-15 | 2014-11-26 | 株式会社自动网络技术研究所 | Terminal and electric wire with terminal |
| JP2014017103A (en) * | 2012-07-09 | 2014-01-30 | Yazaki Corp | Manufacturing method of wire with crimp terminal |
| US9502784B2 (en) | 2012-07-30 | 2016-11-22 | Yazaki Corporation | Terminal attached aluminum electric wire |
| WO2014021275A1 (en) * | 2012-07-30 | 2014-02-06 | 矢崎総業株式会社 | Aluminum electric wire with terminal |
| CN104508911A (en) * | 2012-07-30 | 2015-04-08 | 矢崎总业株式会社 | Aluminum electric wire with terminal |
| JP2014026905A (en) * | 2012-07-30 | 2014-02-06 | Yazaki Corp | Aluminum wire with terminal |
| JP2015103501A (en) * | 2013-11-28 | 2015-06-04 | 古河電気工業株式会社 | Electric wire connection structure and electric wire connection method |
| JP2018073584A (en) * | 2016-10-27 | 2018-05-10 | 矢崎総業株式会社 | Terminal crimping structure and die for terminal crimping |
| JP2019185937A (en) * | 2018-04-05 | 2019-10-24 | 矢崎総業株式会社 | Cable with terminal |
| JP7185417B2 (en) | 2018-04-05 | 2022-12-07 | 矢崎総業株式会社 | Wire with terminal |
| US11482798B2 (en) * | 2020-03-18 | 2022-10-25 | Yazaki Corporation | Terminal-equipped electric wire with exposed wire having insulative sheath covering end part crimped and protected with anticorrosive material |
| US11482799B2 (en) * | 2020-03-23 | 2022-10-25 | Yazaki Corporation | Terminal-equipped electric wire and method of manufacturing terminal-equipped electric wire |
| EP4131291A4 (en) * | 2020-05-27 | 2023-09-20 | Furukawa Electric Co., Ltd. | Terminal-equipped electric wire, wiring harness, terminal, terminal crimper, and method for producing terminal-equipped electric wire |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010024032A1 (en) | Terminal metal fitting, method of manufacturing cable with terminal metal fitting, and terminal-crimping mold | |
| JP5428789B2 (en) | Electric wire with terminal fitting and method of manufacturing electric wire with terminal fitting | |
| JP5184222B2 (en) | Manufacturing method of terminal crimping die and electric wire with terminal fitting | |
| JP5024948B2 (en) | Crimp structure of aluminum wire and terminal | |
| WO2009154108A1 (en) | Metal terminal fitting and electric wire with terminal | |
| JP5603521B1 (en) | Method for manufacturing connection structure, connection structure, wire harness, crimping member, and crimping apparatus | |
| WO2014148480A1 (en) | Crimp terminal and crimping structure for wire in crimp terminal | |
| JP2010040404A (en) | Terminal metal fitting, and wire harness | |
| JP5225794B2 (en) | Crimp structure of crimp terminal | |
| JP2009245695A (en) | Crimp terminal | |
| JP5065124B2 (en) | Crimp terminal | |
| JP2009123622A (en) | Crimping terminal for aluminum wire | |
| JP2009245701A (en) | Crimp terminal | |
| JP2010097781A (en) | Manufacturing method of electric wire with terminal fitting, and terminal crimping device | |
| WO2016167125A1 (en) | Terminal and terminal-equipped electric wire | |
| JP5127045B2 (en) | Crimp structure of wire and terminal | |
| JP2010067478A (en) | Terminal fitting, and electric wire with terminal fitting | |
| JP2009176537A (en) | Aluminum wire and terminal crimping structure | |
| JP2010080189A (en) | Terminal fitting and electric wire with terminal fitting | |
| WO2018092597A1 (en) | Crimped terminal and electric wire with terminal | |
| JP5757226B2 (en) | Terminal and electric wire with terminal | |
| JP5290812B2 (en) | Crimp terminal for high strength thin wire | |
| JP5316914B2 (en) | Terminal fittings and electric wires with terminals | |
| JP2010073345A (en) | Connection structure of terminal metal fitting, electric wire with terminal metal fitting, and manufacturing method of electric wire with terminal metal fitting | |
| JP6123105B2 (en) | How to connect crimp terminals and wires |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09809687 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 09809687 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |