WO2009142006A1 - ロボットの異常判定方法 - Google Patents
ロボットの異常判定方法 Download PDFInfo
- Publication number
- WO2009142006A1 WO2009142006A1 PCT/JP2009/002215 JP2009002215W WO2009142006A1 WO 2009142006 A1 WO2009142006 A1 WO 2009142006A1 JP 2009002215 W JP2009002215 W JP 2009002215W WO 2009142006 A1 WO2009142006 A1 WO 2009142006A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- value
- average value
- external force
- motor output
- output torque
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1674—Programme controls characterised by safety, monitoring, diagnostic
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37344—Torque, thrust, twist, machining force measurement
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/37—Measurements
- G05B2219/37525—Mean, average values, statistical derived values
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/41—Servomotor, servo controller till figures
- G05B2219/41372—Force estimator using disturbance estimator observer
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45104—Lasrobot, welding robot
Definitions
- the present invention relates to an abnormality determination method for a robot driven by a motor, particularly an articulated robot.
- Patent Document 1 a method for detecting an abnormality of a robot by paying attention to fluctuations in the motor speed waveform caused by a failure is known (for example, see Patent Document 1). Also known is a method for detecting an abnormality of a robot by paying attention to the difference between the power on the driving side (motor output power) and the power on the load side (power obtained from the motion equation calculation of the robot) (for example, see Patent Document 2).
- the former method of judging abnormality from the fluctuation of the velocity waveform has the following problems.
- the first is that it is necessary to measure and store the velocity waveform data in a normal state as reference data in each robot.
- the robot when performing abnormality determination, the robot must be operated with a reference operation pattern. Accordingly, since the motor speed waveform data during operation of the production line is different from the speed waveform data for determining abnormality, naturally, abnormality determination cannot be performed while the production line is operating. Further, even if there is a time during which the abnormality determination can be performed due to a production line stoppage or the like, it is necessary to operate with a reference operation pattern only to perform the abnormality determination. For this reason, the cost of the abnormality measurement work man-hour is generated. Further, it is practically difficult to perform the above two points only for determining the abnormality of the robot in a production site where the operation time of the production line is long and the cost is strict.
- the latter method for determining an abnormality based on the difference in work rate solves the former problem, does not require measurement and storage of reference data, and can be determined even while the production line is in operation.
- the power on the driving side can be calculated accurately
- the power on the load side cannot always be calculated accurately. The reason for this is that if the parameters (mass, center of gravity, inertia, etc.) of the load (welding torch, handling tool, workpiece, etc.) attached to the robot by the user are not accurate, the work rate can be calculated using the robot's equation of motion. This is because an error occurs.
- a load torque value is calculated by an equation of motion related to a mass point model of a robot mechanism unit including a mounting load, an angle, an angular velocity, and an angular acceleration, and multiplied by the angular velocity to obtain a load-side power.
- the cause of the increase in the driving-side power is not only that the motor driving force increases due to an increase in friction due to a failure of the motor or speed reducer that drives the robot.
- the motor driving force increases or decreases due to external force.
- the motor driving force also increases to compensate for the increased friction energy.
- it does not always change in the direction in which the driving-side power increases. For example, an increase in cable tension becomes a force that supports the gravity of the robot, and the power on the drive side may decrease. Even in such a case, the difference between the power on the driving side and the power on the load side increases, so that there is a possibility that it is determined to be abnormal for a cause other than the failure of the mechanism.
- FIG. 11 is a diagram for explaining a case where the increase in cable tension described above becomes a force that supports the gravity of the robot, and shows a schematic configuration of a conventional welding robot system.
- a welding wire 101 as a consumable electrode is sent from a wire spool 102 to a welding torch 104 through a hollow torch cable 111 (shown by a dotted line) by a wire feed motor 103.
- the welding power source device 105 generates an arc 108 by applying a predetermined welding current I and welding voltage V between the welding wire 101 and the base material 107 as a workpiece to be welded via the welding torch 104 and the welding tip 106.
- the welding power supply apparatus 105 performs welding construction by controlling the wire feed motor 103.
- the robot 109 holds the welding torch 104, positions the welding torch 104 (not shown), and moves the welding torch 104 along a welding line (not shown). Such control of the entire robot is performed by the robot controller 110.
- a user often installs a jig 112 for suspending the torch cable 111 from above for the purpose of ensuring feeding performance by maintaining the shape of the welding wire 101 and avoiding interference with surrounding objects.
- the torch cable 111 moves as the robot 109 moves. Therefore, an elastic body such as a spring or rubber is often used for the jig 112.
- a force pulling upward acts also on the welding torch 104 and the robot 109 holding the welding torch 104 via the torch cable 111, and becomes a force that supports the gravity of the robot 109.
- the robot tip portion to which the welding torch 104 is attached is equipped with a motor having a small capacity, and such a change in the tension of the torch cable 111 cannot be ignored.
- selection, attachment, and replacement of the jig 112 are performed by the user. Therefore, it may be erroneously determined that an abnormality has occurred by using the jig 112 or by attaching or replacing the jig 112.
- JP 63-123105 A Japanese Patent Laid-Open No. 11-129186
- the present invention does not require measurement and storage of reference data, can also determine whether the production line is operating, and erroneously determines that there is an abnormality even when an accurate load parameter is not input or an external force is received.
- the present invention provides a method for determining an abnormality of a robot that reduces noise.
- a motor output torque average value obtained from a predetermined N motor output torque average values which is an average value of N motor output torque values (N is a positive integer).
- the motor output torque average value exceeds the first abnormality determination reference value
- the external force torque estimation average value exceeds the second abnormality determination reference value. Determining.
- FIG. 1 is a block diagram illustrating robot abnormality determination according to an embodiment of the present invention.
- FIG. 2 is a block diagram showing details of the abnormality determination unit in FIG.
- FIG. 3 is a flowchart showing an average calculation process within a unit time of the robot abnormality determination method according to the embodiment.
- FIG. 4 is a flowchart showing an abnormality determination reference value setting process of the robot abnormality determination method according to the embodiment.
- FIG. 5 is a first diagram illustrating an abnormality determination reference value setting process based on the motor output torque moving average value in the flowchart of FIG.
- FIG. 6 is a second diagram illustrating the abnormality determination reference value setting process based on the motor output torque moving average value in the flowchart of FIG. FIG.
- FIG. 7 is a diagram illustrating an abnormality determination reference value setting process based on the external force torque moving average value in the flowchart of FIG.
- FIG. 8 is a flowchart showing the abnormality determination process of the robot abnormality determination method according to the embodiment.
- FIG. 9 is a diagram illustrating an abnormality determination process based on the motor output torque moving average value in the flowchart of FIG.
- FIG. 10 is a diagram for explaining an abnormality determination process based on the external force torque moving average value in the flowchart of FIG.
- FIG. 11 is a block diagram showing a conventional welding robot system.
- FIG. 1 is a block diagram for explaining a robot abnormality determination method according to an embodiment of the present invention, and shows a position control loop including robot abnormality determination.
- FIG. 2 is a block diagram showing the abnormality determination in FIG.
- FIG. 3 is a flowchart showing a unit time average value calculation process of the motor output torque value and the external force torque value in the robot abnormality determination method according to the embodiment.
- FIG. 4 is a flowchart showing an abnormality determination reference value setting process based on the moving average value of the motor output torque value and the external force torque value in the robot abnormality determination method according to the embodiment.
- the robot abnormality determination method described in the present embodiment can be applied to, for example, the same welding system configuration as shown in FIG. That is, the present embodiment is different from the conventional control method in the robot controller 110 in the welding system shown in FIG. Therefore, in this embodiment, the configuration of the welding system shown in FIG. 11 will be described as an example.
- the position command ⁇ com is obtained based on the start point position and end point position specified by the user.
- the position controller 6 performs proportional control (P control) with a position command ⁇ com and a motor angular velocity ⁇ m fed back from a motor / external force torque unit 18 described later as inputs, and outputs a speed command ⁇ com.
- the speed controller 10 performs proportional / integral control (PI control) with the speed command ⁇ com and the fed-back motor angular speed ⁇ m as inputs, and generates a motor current command Im.
- P control proportional control
- PI control proportional / integral control
- the position controller 6 calculates a position command ⁇ com (for example, a joint angle of a robot equipped with a torch) and a motor position ⁇ m obtained by integrating a feedback motor angular velocity ⁇ m (for example, an angular velocity of a robot angular axis).
- a speed command ⁇ com is generated based on the difference value.
- the speed control unit 10 generates a motor current command Im based on the difference value between the speed command ⁇ com and the fed back motor angular speed ⁇ m.
- the motor / external force torque unit 18 includes a welding torch 104 and a motor that rotates the welding torch 104.
- the motor / external force torque unit 18 generates a motor output torque value ⁇ m generated by the motor, an external force torque value ⁇ dis applied to the welding torch 104, and a moving friction torque value ⁇ . Based on these torque values, a motor angular speed ⁇ m for controlling the motor speed is output and fed back to the position control unit 6 and the speed control unit 10.
- the motor / external force torque unit 18 is a load driven by the control system, and shows how the actual angular velocity ⁇ m changes depending on the motor output torque value ⁇ m generated by the motor current command Im.
- the external force torque estimation unit 30 estimates the external force torque value ⁇ dis without a sensor. That is, the external force torque estimated value ⁇ diso that is an estimated value of the external force torque value ⁇ dis is output.
- the dynamics calculation method is based on the robot's inverse dynamics calculation based on the reduction gear output torque value obtained by subtracting the torque value generated by the motor and reduction gear inertia and friction from the torque value generated by the motor drive current.
- This is a method for obtaining an external force torque value by subtracting a dynamic torque value (see Non-Patent Document 1).
- the disturbance estimation observer method is a method for obtaining a collision force using a disturbance estimation observer. In the present embodiment, the case where the former dynamic calculation method is used will be described as an example.
- the motor output torque value ⁇ m is represented by (Equation 1-1) when viewed from the motor drive side, and (Equation 1-1) when viewed from the load side. 2).
- Equation 2 K ⁇ ⁇ sgn (Equation 2)
- the external force torque value ⁇ dis on the right side of (Equation 1-2) can be obtained by transforming (Equation 3) shown below from (Equation 1-1) and (Equation 1-2).
- Kt ⁇ Im ⁇ Jm ⁇ ⁇ m + D ⁇ ⁇ m + K ⁇ ⁇ sgn + ⁇ dyn Kt ⁇ Im ⁇ (Jm ⁇ ⁇ m + D ⁇ ⁇ m + K ⁇ ⁇ sgn + ⁇ dyn) (Equation 3)
- Kt ⁇ Im ⁇ Jm ⁇ ⁇ m ⁇ D ⁇ ⁇ m ⁇ K ⁇ ⁇ sgn is a torque value output from the motor to the reduction gear.
- the external force torque estimation unit 30 is shown as a block that performs the calculation of (Equation 3).
- the dynamic torque estimation value ⁇ dyno is subjected to reverse dynamics calculation in the dynamic torque calculation unit 26 using the feedback of the motor angular velocity ⁇ m of all axes constituting the robot and the machine parameters of the robot. Is required. Further, the motor output torque estimated value ⁇ mo is calculated by (Equation 1-1) using the motor current command Im. The external force torque estimating unit 30 obtains the external force torque estimated value ⁇ diso from (Equation 3) using the dynamic torque estimated value ⁇ dyno and the motor output torque estimated value ⁇ mo. As a result, the external force torque estimated value ⁇ diso and the motor output torque estimated value ⁇ mo are output to the abnormality determining device 32.
- FIG. 2 is a block diagram showing details of the abnormality determination device 32 in FIG. The operation of the abnormality determination device 32 will be described with reference to FIG.
- unit time is defined as an interval for performing abnormality determination. This unit time is, for example, one hour. Also, it means the time during which the robot is operating, excluding the time when the robot is stopped.
- the motor output torque average value ⁇ mA and the external force torque average which are unit time average values of the absolute values of the motor output torque estimated value ⁇ mo and the external force torque estimated value ⁇ diso output from the external force torque estimation unit 30, respectively.
- the value ⁇ dA is calculated.
- This calculation method is shown in the flowchart of FIG. The process of FIG. 3 is performed for each calculation cycle of the motor output torque estimated value ⁇ mo and the external force torque estimated value ⁇ diso.
- step S301 it is determined whether or not the angular velocity ⁇ mMAX having the maximum absolute value among the axial angular velocity ⁇ m and the other-axis angular velocity ⁇ m is larger than a predetermined angular velocity threshold ⁇ mth for determining execution of the averaging process (step). S301). In step S301, if the maximum angular velocity ⁇ mMAX is greater than the angular velocity threshold ⁇ mth (Y in step S301), the process proceeds to step S302. Otherwise (N in step S301), the process ends.
- the reason for setting the condition of step S301 is that when the robot is stopped due to a user's stop operation or waiting for sensor signal input, the stop time is uncertain. This is because the values vary.
- the robot operation may be determined when an operation command is executed in the robot program or when a position command is generated.
- step S302 the integrated value ⁇ mS of the absolute value
- step S303 it is determined whether the integration number i has reached a predetermined average number num. In step S303, if the cumulative number i has reached the average number num (Y in step S303), the process proceeds to step S304, and if not reached (N in step S303), the process is terminated.
- step S304 the respective integrated values ⁇ mS, ⁇ dS are divided by the average number num, and the motor output torque average value ⁇ mA and the external force torque average value ⁇ dA, which are unit time average values of the robot operation, are calculated.
- the motor output torque average value ⁇ mA and the external force torque average value ⁇ dA which are the unit time average values (for example, the average value for one hour), are stored in the data storage unit 36.
- the motor output torque average value ⁇ mA for the jth unit time (for example, the jth time if the unit time is 1 hour) is defined as ⁇ mA [j].
- N is a positive integer
- the current moving averages ⁇ mAA [x] and ⁇ dAA [x] of the N pieces of data accumulated in the data accumulating unit 36 are converted into the motor output torque average value for the unit time x times and the unit time xth time.
- the motor output torque abnormality determination reference value ⁇ mth (first abnormality determination value) and the external force torque abnormality determination reference value ⁇ dth (second second) shown in FIG. (Abnormality determination value) is determined, and “1” is set to the abnormality determination reference value set flag fth.
- step S401 it is determined whether or not the abnormality determination reference value set flag fth is “0”. If the abnormality determination reference value set flag fth is “0” in step S401 (Y in step S401), the process proceeds to step S402 because the abnormality determination reference value is not set. If the abnormality determination reference value set flag fth is “1” in step S401 (N in step S401), the processing ends because the abnormality determination reference value has already been set.
- step S402 it is determined whether the absolute value of the difference between the average value ⁇ mA [x ⁇ k] of the motor output torque value and the moving average value ⁇ mAA [x] is smaller than a threshold value ⁇ mth1 for determining the unit time average variation.
- a threshold value ⁇ mth1 for determining the unit time average variation.
- the motor generated torque abnormality determination reference value ⁇ mh is not determined until the load factor becomes stable and constant.
- this value may be set to an appropriate value from the actual usage situation.
- step S403 “1” is added to the operation step number k.
- step S404 it is determined whether or not the calculation step number k has reached the variation determination number NN times. If the number k of calculation steps has reached NN in step S403 (Y in step S403), it is determined that the control system is stable, and the process proceeds to step S405. However, if the number of calculation steps k has not reached NN times (N in step S403), it is determined that the control system is not yet stable, and the process returns to step S402.
- step S405 the motor output torque abnormality determination reference value ⁇ mh is calculated based on the moving average value ⁇ mAA [x] when the NN motor output torque average values ⁇ mA [x] are within a certain variation range. Further, the external force torque abnormality determination reference value ⁇ dth at this time is calculated, the abnormality determination reference value set flag fth is set to “1”, and the process is ended.
- the motor output torque abnormality determination reference value ⁇ mh is calculated by adding an addition value ⁇ mth2 (first predetermined value) for setting the motor output torque abnormality reference value to the moving average value ⁇ mAA [x].
- the external force torque abnormality determination reference value ⁇ dth at this time is calculated by adding an addition value ⁇ dth2 (second predetermined value) for setting the external force torque abnormality determination reference value to the moving average value ⁇ dAA [x].
- the addition value ⁇ mth2 for setting the motor output torque abnormality reference value and the addition value ⁇ dth2 for setting the external force torque abnormality determination reference value are values that can be determined in advance by, for example, experiments.
- the maximum motor torque is 8%.
- it is 5%. The smaller this value, the higher the sensitivity of abnormality determination, but the greater the possibility of erroneous determination. Therefore, this value may be set to an appropriate value from the actual usage situation.
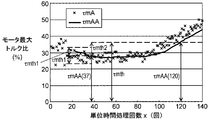
- FIG. 5 is a first diagram for explaining the abnormality determination reference value setting process based on the motor output torque moving average value in the flowchart of FIG. 4.
- the horizontal axis represents the unit time processing count x (for example, x time if the unit time is 1 hour).
- the vertical axis represents the ratio of the motor output torque average value ⁇ mA to the motor torque maximum value.
- ratio of motor output torque ⁇ mA or the like is simply used below without using the expression “ratio”.
- the moving average ⁇ mA [1] to ⁇ mA [24] has data outside the range of ⁇ ⁇ mth1 with respect to the moving average ⁇ mAA [24]. Therefore, the conditional expression in step S402 in FIG. 4 is not satisfied, and the motor output torque abnormality determination reference value ⁇ mth in step S405 is not calculated.
- all 24 motor output torque average values ⁇ mA [14] to ⁇ mA [37] (corresponding to NN) are ⁇ ⁇ mth1 based on the 37th moving average value ⁇ mAA [37] of 24 unit times. Therefore, the conditional expression in step S402 of FIG. 4 is satisfied. Accordingly, the motor output torque abnormality determination reference value ⁇ mth is calculated in step S405, and 1 is set to the abnormality determination reference value set flag fth.
- the motor output torque abnormality determination reference value ⁇ mth is added with an addition value ⁇ mth2 for setting a motor output torque abnormality determination threshold value based on the moving average value ⁇ mAA [37] of the 24th unit time and 37th time. It is calculated by.
- the external force torque abnormality determination reference value ⁇ dth is obtained by adding an addition value ⁇ dth2 for setting the external force torque abnormality determination threshold value with the moving average value ⁇ dAA [37] of the 24th unit time and 37th time as a reference value. Calculated.
- the motor output torque average value ⁇ mAA when the difference between the motor output torque value ⁇ mA and the motor output torque average value ⁇ mAA is smaller than a predetermined value ⁇ mth1 is calculated as the motor output torque.
- a predetermined value ⁇ mth1 is calculated as the motor output torque.
- the external force torque estimated average value ⁇ dAA at this time is set as the reference value ⁇ dAA of the external force torque estimated average value.
- the motor output torque abnormality determination reference value ⁇ mth and the external force torque abnormality determination reference value ⁇ dth are calculated when the variation in the average value ⁇ mA of the motor output torque values becomes smaller in the condition determination in step S402 of FIG. Is done. That is, when the usage status of the robot has settled, the calculation is automatically performed according to the robot operation pattern based on the program stored in advance. Therefore, it is not necessary to measure reference data in advance, and it is not necessary to operate the robot with a reference operation pattern.
- step S801 in FIG. 8 it is confirmed whether or not 1 is set to the abnormality determination reference value set flag fth.
- step S801 if 1 is set to the abnormality determination reference value set flag fth (Y in step S801), the process proceeds to step S802, and otherwise (N in step S801), the process ends.
- step S802 it is determined whether or not the moving average value ⁇ mAA [x] of the motor output torque value is greater than the motor output torque abnormality determination reference value ⁇ mth. If the moving average value ⁇ mAA [x] of the motor output torque value is greater than the motor output torque abnormality determination reference value ⁇ mth in step S802 (Y in step S802), the process proceeds to step S803, and otherwise (N in step S802) is processed. Exit.
- step S803 it is determined whether or not the moving average value ⁇ dAA [x] of the external force torque value is larger than the external force torque abnormality determination reference value ⁇ dth. If the moving average value ⁇ dAA [x] of the external force torque value is larger than the external force torque abnormality determination reference value ⁇ dth in step S803 (Y in step S803), the process proceeds to step S804, otherwise (N in step S803) is step S805. Proceed to
- step S804 “1” is set to the abnormality determination flag fL, and the process ends.
- step S805 “0” is set to the abnormality determination reference value set flag fth, and the processing (flow chart in FIG. 4) in the abnormality determination reference value setting unit 38 is resumed.
- the motor output torque abnormality determination reference value ⁇ mth is exceeded, and the condition of step S802 is satisfied.
- the moving average value ⁇ dAA [120] of the external force torque value exceeds the external force torque abnormality determination reference value ⁇ dth, and the condition of step S803 is satisfied.
- step S804 “1” is set to the abnormality determination flag fL, and abnormality warning processing is performed by the abnormality warning display unit 34 of FIG.
- both the moving average value ⁇ mAA of the motor output torque value and the rising of the moving average value ⁇ dAA of the external force torque value are determined in steps S802 and S803 is that the moving average value ⁇ dAA of the external force torque value is Even if it rises, the moving average value ⁇ mAA of the motor output torque value may decrease, and this is to avoid erroneous determination in such a case. For example, this is the case when an increase in cable tension becomes a force that supports the gravity of the robot.
- the moving average value ⁇ dAA of the external force torque value may not increase.
- the motor output torque average value ⁇ mAA may increase.
- the external force torque average value ⁇ dAA does not increase in particular, so that the external force torque average value ⁇ dAA does not increase when the parameters of the mounting load are correctly input.
- Equation 3 the estimated external force torque value ⁇ dis calculated in (Equation 3) causes an error in the calculation of the dynamic torque value ⁇ dyn if there is an error in the parameters of the mounted load. It will not be “0”. If the dynamic torque value including the error is ⁇ dyn_err and this estimation error is ⁇ dis, Equation 5 is established.
- the operating angle of the robot for use is limited and is about ⁇ 360 degrees at most, so the motor that drives it does not continue to rotate in only one direction.
- the maximum difference between the rotation angle in the + direction and the rotation angle in the-direction is 720 degrees. For example, if the unit time for abnormality determination is set to 1 hour, the total rotation angle often exceeds tens of thousands of degrees, so the rotation angle in the + direction and the rotation angle in the-direction are considered to be almost the same. Good.
- the unit time average ⁇ dA of the estimated external force torque can be calculated by (Equation 9) since the average of ⁇ dA [+] and ⁇ dA [ ⁇ ] may be taken.
- step S803 when an accurate load parameter is not input, even if the friction actually increases due to a failure, the friction torque value increase ⁇ A is less than the error ⁇ dA caused by the parameter error. There may be a case where the condition of step S803 is not satisfied. Therefore, in this case, the process (flow chart in FIG. 4) in the abnormality determination reference value setting unit 38 is restarted, and the abnormality determination threshold ⁇ dth is reset. However, when the friction torque value increase ⁇ A further increases and exceeds the error ⁇ dA caused by the parameter error, the friction torque value increase ⁇ A is correctly reflected in the estimated external force torque value ⁇ dA. Therefore, step S803 is correctly determined. The probability of misjudgment can be reduced by the above contents.
- an external force torque estimated average value ⁇ dAA that is an average value of N external force torque estimated values ⁇ dA is a reference value ⁇ dAA of an external force torque estimated average value obtained from predetermined N external force torque estimated average values ⁇ dA.
- the motor output torque average value ⁇ mAA which is an average value of N motor output torque values ⁇ mA, is changed to a reference value ⁇ mAA of the motor output torque average value obtained from the predetermined N motor output torque average values ⁇ mA.
- the external force torque estimated average value ⁇ dAA when the difference between the N external force torque estimated values ⁇ dA and the external force torque estimated average value ⁇ dAA is smaller than a predetermined value ⁇ mth1 is used as the reference value ⁇ dAA of the external force torque estimated average value.
- the motor output torque average value ⁇ mAA at this time is set as a reference value ⁇ mAA for the motor output torque average value.
- processing in the abnormality determination reference value setting unit 38 (flowchart in FIG. 4). May be restarted, the process for obtaining the motor output torque abnormality determination reference value ⁇ mth and the external force torque abnormality determination reference value ⁇ dth is performed again, and the abnormality determination process may be performed using these as new reference values.
- the motor output torque abnormality determination value is calculated by adding the addition value ⁇ mth2 for setting the motor output torque abnormality determination value to the N moving average values ⁇ mAA of the absolute value of the motor output torque value. Then, an example is shown in which an abnormality is determined by determining whether or not the N moving average values ⁇ mAA of the absolute values of the subsequent motor output torque values exceed the motor output torque abnormality determination value.
- the abnormality may be determined by determining whether or not the difference between the motor output torque moving average value and the reference value of the motor output torque moving average value exceeds a predetermined value. Note that the predetermined value can be determined in advance, for example, through experiments.
- the external force torque abnormality determination value is calculated by adding the addition value ⁇ dth2 for setting the external force torque abnormality determination value to the N moving average values ⁇ dAA of the absolute value of the external force torque value.
- An example in which an abnormality is determined by determining whether or not the N moving average values ⁇ dAA of the absolute values of the external force torque values exceed the external force torque abnormality determination value is shown.
- the abnormality may be determined by determining whether or not the difference between the external force torque moving average value and the reference value of the external force torque moving average value exceeds a predetermined value.
- the predetermined value can be determined in advance, for example, through experiments.
- the motor output torque average value (moving average value) ⁇ mAA is calculated from the N other average values ⁇ mA. Asked.
- the motor output torque average value (moving average value) ⁇ mAA can be obtained from the motor output torque value ⁇ mo without obtaining the other average value ⁇ mA. The same applies to the case of obtaining the estimated external force torque average value ⁇ dAA.
- an abnormality is determined for any one motor.
- abnormality determination may be performed for all the motors by the same method as in the present embodiment. Or you may perform abnormality determination about a specific motor.
- a servo motor is used in the robot according to the present embodiment, and abnormality determination of the servo motor is performed.
- the present invention does not require measurement and storage of reference data, can also determine whether the production line is operating, and can reduce the probability of erroneous determination even when an accurate load parameter is not input or when external force is applied. Therefore, it is useful as an abnormality determination method for a robot in operation.
Landscapes
- Engineering & Computer Science (AREA)
- Robotics (AREA)
- Mechanical Engineering (AREA)
- Manipulator (AREA)
- Control Of Electric Motors In General (AREA)
Abstract
Description
図1は、本発明の一実施の形態におけるロボットの異常判定方法を説明するブロック図であって、ロボット異常判定を含む位置制御ループを示している。図2は、図1における異常判定を示すブロック図である。図3は、同実施の形態におけるロボットの異常判定方法の、モータ出力トルク値および外力トルク値の単位時間内平均値演算処理を示すフローチャートである。図4は、同実施の形態におけるロボットの異常判定方法の、モータ出力トルク値および外力トルク値の移動平均値に基づく異常判定基準値設定処理を示すフローチャートである。
τm=τdyn+τdis+Jm×αm+D×ωm+τμ (数1-2)
Kt:モータトルク定数
Im:モータ電流
ωm:モータ角速度
αm:モータ角加速度(モータ角速度ωmの微分値)
Jm:モータイナーシャ(ロータ+減速機1次側)
D:粘性摩擦係数
τμ:動摩擦トルク値
τdyn:動力学トルク値(重力トルク値と慣性力と遠心力とコリオリ力の和)
τdis:外力トルク値
また、動摩擦トルク値τμは、以下に示す(数2)で計算できる。
Kμ:動摩擦の大きさ
sgn=1(ωm>0)、0(ωm=0)、-1(ωm<0)
また、(数1-2)の右辺にある外力トルク値τdisは、(数1-1)と(数1-2)より、以下に示す(数3)に変形して求めることが出来る。
なお、(数3)において、Kt×Im-Jm×αm-D×ωm-Kμ×sgnはモータが減速機に出力するトルク値である。
+τdyn_err) (数5)
この動力学トルク演算に誤差がある状態で、実際の故障で摩擦トルク値がΔτμ増えたとすると、外力トルク推定値τdisoは(数6)で計算される。
-(Jm×α+D×ωm+(τμ+Δτμ)×sgn
+τdyn_err)
=Δτdis+Δτμ×sgn (数6)
このとき、(数6)で、|Δτμ|>|Δτdis|であれば、つまり動力学トルク演算誤差があっても、その誤差に起因する推定誤差より故障による摩擦トルク値増加が上回れば、Δτdisの符号に関わりなく、外力トルク推定値τdisoの絶対値は(数7-1)、(数7-2)で表すことができる。
|τdiso[-]|=-Δτdis+Δτμ (数7-2)
|τdiso[+]|:モータが正方向回転時の外力トルク推定値の絶対値
|τdiso[-]|:モータが負方向回転時の外力トルク推定値の絶対値
ここで、ΔτdisとΔτμの単位時間平均をそれぞれΔτdA、ΔτμAとすると、外力トルク推定値τdisoの絶対値の単位時間平均τdAは(数8-1)、(数8-2)のように表せる。
τdA[-]=-ΔτdA+ΔτμA (数8-2)
τdA[+]:モータが正方向回転時の外力トルク推定値の絶対値の単位時間平均
τdA[-]:モータが負方向回転時の外力トルク推定値の絶対値の単位時間平均
ここで、産業用ロボットの動作角度は有限であり、大きくても±360度程度であるので、それを駆動するモータが1方向のみに回転しつづけることはない。+方向への回転角度と-方向への回転角度の差は最大で720度である。例えば、異常判定の単位時間を1時間にしておけば、延べ回転角度は数万度を超える場合が大半であるので、+方向への回転角度と-方向への回転角度はほぼ同じと考えてよい。
=(ΔτdA+ΔτμA-ΔτdA+ΔτμA)/2
=ΔτμA (数9)
(数9)より、正確な負荷パラメータが入力されず動力学トルク演算に誤差があっても、その誤差に起因する推定誤差ΔτdAより故障による摩擦トルク値増加ΔτμAが上回れば、故障に起因する摩擦トルク値増加ΔτμAを正しく判断できることがわかる。
10 速度制御部
18 モータ/外力トルク部
21 方向判定部
26 動力学トルク演算部
30 外力トルク推定部
32 異常判定装置
34 異常警告表示部
35 単位時間平均部
36 データ蓄積部
37 移動平均部
38 異常判定基準値設定部
40 異常判定部
101 溶接ワイヤ
103 ワイヤ送給モータ
104 溶接トーチ
105 溶接電源装置
107 母材
108 アーク
109 ロボット
110 ロボット制御装置
111 トーチケーブル
112 治具
Claims (10)
- モータ出力トルク値のN個分(Nは正の整数)の平均値であるモータ出力トルク平均値が、所定の前記N個分のモータ出力トルク平均値から得たモータ出力トルク平均値の基準値に、第1の所定値を加えた第1の異常判定基準値を超えるか否かを、ロボットの動作中に判定するステップと、
外力トルク推定値のN個分の平均値である外力トルク推定平均値が、所定の前記N個分の外力トルク推定平均値から得た外力トルク推定平均値の基準値に、第2の所定値を加えた第2の異常判定基準値を超えるか否かを前記ロボットの動作中に判定するステップと、
前記モータ出力トルク平均値が前記第1の異常判定基準値を超え、かつ、前記外力トルク推定平均値が前記第2の異常判定基準値を超えた場合に異常と判定するステップと
を備えたロボットの異常判定方法。 - NN個(NNは正の整数)のモータ出力トルク値と前記モータ出力トルク平均値との差が予め定めた所定の値より小さいときの前記モータ出力トルク平均値を、前記モータ出力トルク平均値の基準値と設定し、このときの前記外力トルク推定平均値を前記外力トルク推定平均値の基準値と設定するステップを備えた請求項1記載のロボットの異常判定方法。
- NN個の外力トルク推定値と前記外力トルク推定平均値との差が予め定めた所定の値より小さいときの前記外力トルク推定平均値を、前記外力トルク推定平均値の基準値と設定し、このときの前記モータ出力トルク平均値を前記モータ出力トルク平均値の基準値と設定するステップを備えた請求項1記載のロボットの異常判定方法。
- 前記モータ出力トルク平均値が前記第1の異常判定基準値を超え、前記外力トルク推定平均値が前記第2の異常判定基準値を超えない場合、または、前記外力トルク推定平均値が前記第2の異常判定基準値を超え、前記モータ出力トルク平均値が前記第1の異常判定基準値を超えない場合は、前記モータ出力トルク平均値の基準値と前記外力トルク推定平均値の基準値を設定する請求項2または3記載のロボットの異常判定方法。
- 前記モータ出力トルク値および前記外力トルク推定値は、予め決められた単位時間内の前記モータ出力トルク値および前記外力トルク推定値の他の平均値である請求項1記載のロボットの異常判定方法。
- モータ出力トルク値のN個分(Nは正の整数)の平均値であるモータ出力トルク平均値と、所定の前記N個分のモータ出力トルク平均値から得たモータ出力トルク平均値の基準値との差が、第1の所定の値を超えるか否かを、ロボットの動作中に判定するステップと
外力トルク推定値のN個分の平均値である外力トルク推定平均値と、所定の前記N個分の外力トルク推定平均値から得た外力トルク推定平均値の基準値との差が、第2の所定の値を超えるか否かを、前記ロボットの動作中に判定するステップと、
前記モータ出力トルク平均値と前記モータ出力トルク平均値の基準値との差が前記第1の所定の値を超え、かつ、前記外力トルク推定平均値と前記外力トルク推定平均値の基準値との差が前記第2の所定の値を超えた場合に異常と判定するステップと
を備えたロボットの異常判定方法。 - NN個のモータ出力トルク値と前記モータ出力トルク平均値との差が予め定めた所定の値より小さいときの前記モータ出力トルク平均値を、前記モータ出力トルク平均値の基準値と設定し、このときの前記外力トルク推定平均値を前記外力トルク推定平均値の基準値と設定するステップを備えた請求項6記載のロボットの異常判定方法。
- NN個の外力トルク推定値と前記外力トルク推定平均値との差が予め定めた所定の値より小さいときの前記外力トルク推定平均値を、前記外力トルク推定平均値の基準値と設定し、このときの前記モータ出力トルク平均値を前記モータ出力トルク平均値の基準値と設定するステップを備えた請求項6記載のロボットの異常判定方法。
- 前記モータ出力トルク平均値と前記モータ出力トルク平均値の基準値との差が前記第1の所定の値を超え、かつ、前記外力トルク推定平均値と前記外力トルク推定平均値の基準値との差が前記第2の所定の値を超えない場合、または、前記外力トルク推定平均値と前記外力トルク推定平均値の基準値との差が前記第2の所定の値を超え、かつ、前記モータ出力トルク平均値と前記モータ出力トルク平均値の基準値との差が前記第1の所定の値を超えない場合には、前記モータ出力トルク平均値の基準値と前記外力トルク推定平均値の基準値を設定する請求項7または8記載のロボットの異常判定方法。
- 前記モータ出力トルク値および前記外力トルク推定値は、予め決められた単位時間内の前記モータ出力トルク値および前記外力トルク推定値の他の平均値である請求項6記載のロボットの異常判定方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/677,379 US9073213B2 (en) | 2008-05-21 | 2009-05-20 | Method of determining failure of robot |
| CN200980118477.7A CN102036789B (zh) | 2008-05-21 | 2009-05-20 | 机器人的异常判定方法 |
| JP2009529461A JP5024383B2 (ja) | 2008-05-21 | 2009-05-20 | ロボットの異常判定方法 |
| EP09750368.4A EP2168728B1 (en) | 2008-05-21 | 2009-05-20 | Robot error judgment method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008-132783 | 2008-05-21 | ||
| JP2008132783 | 2008-05-21 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009142006A1 true WO2009142006A1 (ja) | 2009-11-26 |
Family
ID=41339946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/002215 WO2009142006A1 (ja) | 2008-05-21 | 2009-05-20 | ロボットの異常判定方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9073213B2 (ja) |
| EP (1) | EP2168728B1 (ja) |
| JP (1) | JP5024383B2 (ja) |
| CN (1) | CN102036789B (ja) |
| WO (1) | WO2009142006A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012061535A (ja) * | 2010-09-15 | 2012-03-29 | Yaskawa Electric Corp | 減速機の異常判定方法、異常判定装置、ロボット及びロボットシステム |
| JP2017104456A (ja) * | 2015-12-11 | 2017-06-15 | シスメックス株式会社 | 医療用ロボットシステム、データ解析装置、および、医療用ロボットの監視方法 |
| JP2020006459A (ja) * | 2018-07-05 | 2020-01-16 | 日産自動車株式会社 | 異常判定装置及び異常判定方法 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101776956B1 (ko) * | 2010-12-09 | 2017-09-19 | 두산공작기계 주식회사 | 공작기계의 공구 손상 탐지장치 및 공구손상 탐지방법 |
| US9124212B2 (en) * | 2011-05-31 | 2015-09-01 | Mitsubishi Electric Corporation | Load characteristic estimating apparatus for driving machine |
| US9024771B1 (en) * | 2012-02-07 | 2015-05-05 | Google Inc. | Systems and methods for determining a potential failure or other status of a robotic device |
| JP5374613B2 (ja) * | 2012-05-30 | 2013-12-25 | 株式会社神戸製鋼所 | 多関節ロボットの弾性変形補償制御装置および制御方法 |
| JP5958459B2 (ja) * | 2013-12-26 | 2016-08-02 | トヨタ自動車株式会社 | 状態判定システム、状態判定方法及び移動ロボット |
| JP5926346B2 (ja) * | 2014-09-25 | 2016-05-25 | ファナック株式会社 | 人間協調ロボットシステム |
| US10011013B2 (en) | 2015-03-30 | 2018-07-03 | X Development Llc | Cloud-based analysis of robotic system component usage |
| WO2016185593A1 (ja) * | 2015-05-21 | 2016-11-24 | 日産自動車株式会社 | 故障診断装置及び故障診断方法 |
| MX364634B (es) * | 2015-05-22 | 2019-05-03 | Nissan Motor | Dispositivo de diagnóstico de falla y método de diagnóstico de falla. |
| KR20180067652A (ko) * | 2015-10-30 | 2018-06-20 | 카와사키 주코교 카부시키 카이샤 | 로봇시스템의 감시장치 |
| DE102016014989B4 (de) * | 2016-12-15 | 2019-02-14 | Kuka Roboter Gmbh | Kollisionsüberwachung eines Roboters |
| MX2020006692A (es) * | 2017-12-26 | 2020-09-03 | Nissan Motor | Metodo de determinacion de funcionamiento defectuoso y dispositivo de determinacion de funcionamiento defectuoso. |
| EP3804923A4 (en) * | 2018-06-04 | 2021-07-14 | Nissan Motor Co., Ltd. | DEVICE FOR DETERMINING ANOMALY AND METHOD FOR DETERMINING ANOMALY |
| CN109571549A (zh) * | 2018-12-29 | 2019-04-05 | 上海新时达机器人有限公司 | 一种机器人本体的摩擦力监测方法和系统以及设备 |
| CN111152217B (zh) * | 2019-12-30 | 2021-09-17 | 深圳优地科技有限公司 | 一种速度控制方法、装置、机器人及存储介质 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04364055A (ja) * | 1991-06-11 | 1992-12-16 | Canon Inc | 位置決め制御装置 |
| JPH1158024A (ja) * | 1997-08-13 | 1999-03-02 | Fanuc Ltd | サーボガン軸の異常負荷検出方法及び装置 |
| JP2003117879A (ja) * | 2001-10-15 | 2003-04-23 | Ckd Corp | ウェハ搬送ロボット及びウェハ搬送方法 |
| JP2003326438A (ja) * | 2002-02-28 | 2003-11-18 | Fanuc Ltd | 工具異常検出装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63123105A (ja) | 1986-11-13 | 1988-05-26 | Kobe Steel Ltd | テイ−チング・プレイバツク方式ロボツトの故障予知診断方法 |
| JP3623582B2 (ja) | 1995-12-25 | 2005-02-23 | ファナック株式会社 | ロボットの故障診断方法 |
| JP3122399B2 (ja) | 1997-10-30 | 2001-01-09 | 株式会社不二越 | 産業用ロボット及びその故障検出方法並びに産業用ロボット用故障検出プログラムを記録した記録媒体 |
| JP3681733B2 (ja) | 2003-02-21 | 2005-08-10 | ファナック株式会社 | 数値制御装置 |
| US6989641B2 (en) * | 2003-06-02 | 2006-01-24 | General Motors Corporation | Methods and apparatus for fault-tolerant control of electric machines |
-
2009
- 2009-05-20 WO PCT/JP2009/002215 patent/WO2009142006A1/ja active Application Filing
- 2009-05-20 CN CN200980118477.7A patent/CN102036789B/zh active Active
- 2009-05-20 EP EP09750368.4A patent/EP2168728B1/en active Active
- 2009-05-20 US US12/677,379 patent/US9073213B2/en active Active
- 2009-05-20 JP JP2009529461A patent/JP5024383B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04364055A (ja) * | 1991-06-11 | 1992-12-16 | Canon Inc | 位置決め制御装置 |
| JPH1158024A (ja) * | 1997-08-13 | 1999-03-02 | Fanuc Ltd | サーボガン軸の異常負荷検出方法及び装置 |
| JP2003117879A (ja) * | 2001-10-15 | 2003-04-23 | Ckd Corp | ウェハ搬送ロボット及びウェハ搬送方法 |
| JP2003326438A (ja) * | 2002-02-28 | 2003-11-18 | Fanuc Ltd | 工具異常検出装置 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012061535A (ja) * | 2010-09-15 | 2012-03-29 | Yaskawa Electric Corp | 減速機の異常判定方法、異常判定装置、ロボット及びロボットシステム |
| US9321177B2 (en) | 2010-09-15 | 2016-04-26 | Kabushiki Kaisha Yaskawa Denki | Reducer abnormality determination method, abnormality determination device, and robot system |
| JP2017104456A (ja) * | 2015-12-11 | 2017-06-15 | シスメックス株式会社 | 医療用ロボットシステム、データ解析装置、および、医療用ロボットの監視方法 |
| JP2020006459A (ja) * | 2018-07-05 | 2020-01-16 | 日産自動車株式会社 | 異常判定装置及び異常判定方法 |
| JP7056418B2 (ja) | 2018-07-05 | 2022-04-19 | 日産自動車株式会社 | 異常判定装置及び異常判定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110054680A1 (en) | 2011-03-03 |
| CN102036789B (zh) | 2014-09-17 |
| US9073213B2 (en) | 2015-07-07 |
| JPWO2009142006A1 (ja) | 2011-09-29 |
| JP5024383B2 (ja) | 2012-09-12 |
| CN102036789A (zh) | 2011-04-27 |
| EP2168728A4 (en) | 2011-12-28 |
| EP2168728B1 (en) | 2017-07-05 |
| EP2168728A1 (en) | 2010-03-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5024383B2 (ja) | ロボットの異常判定方法 | |
| US9718187B2 (en) | Robot controlling method, robot apparatus, program, recording medium, and method for manufacturing assembly component | |
| WO2017047009A1 (ja) | ロボットの衝突検出方法 | |
| JP4983812B2 (ja) | ロボットの制御方法および制御装置 | |
| EP1477284B1 (en) | Drive control method and drive controller | |
| EP2586577A1 (en) | Robot control device | |
| JP5596093B2 (ja) | バックラッシを補正するモータ制御装置 | |
| US20200173814A1 (en) | Encoder abnormality detection method | |
| US20200171661A1 (en) | Method for transmitting information in controller and method for detecting abnormality in encoder | |
| JP2008296310A (ja) | 加工ロボットの制御装置 | |
| CN108604878B (zh) | 电机控制装置 | |
| JP3933158B2 (ja) | ロボットの衝突検出方法 | |
| EP1704956A1 (en) | Welding system and consumable electrode welding method | |
| JP2013169609A (ja) | ロボットの衝突検出方法 | |
| JP5929150B2 (ja) | ロボット装置 | |
| JPH1170490A (ja) | 産業用ロボットの衝突検出方法 | |
| CN107894749B (zh) | 伺服电动机控制装置及其方法、计算机可读取的记录介质 | |
| JP4323263B2 (ja) | 寿命評価装置 | |
| EP3819087A1 (en) | Robot control method and robot control device | |
| TW202219674A (zh) | 檢測傳達電動機輸出之旋轉力的動力傳達機構之異常的異常檢測裝置 | |
| US20210191346A1 (en) | Abnormality detection device and abnormality detection method | |
| JPH11254380A (ja) | 産業用ロボットの衝突検出方法 | |
| JP2013006230A (ja) | 回転動力源制御方法および回転動力源制御装置、並びにロボット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980118477.7 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009529461 Country of ref document: JP |
|
| REEP | Request for entry into the european phase |
Ref document number: 2009750368 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009750368 Country of ref document: EP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09750368 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12677379 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |