WO2005011847A1 - Metal oxide processing methods and systems - Google Patents
Metal oxide processing methods and systems Download PDFInfo
- Publication number
- WO2005011847A1 WO2005011847A1 PCT/US2004/024497 US2004024497W WO2005011847A1 WO 2005011847 A1 WO2005011847 A1 WO 2005011847A1 US 2004024497 W US2004024497 W US 2004024497W WO 2005011847 A1 WO2005011847 A1 WO 2005011847A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- solution
- metal
- stability area
- sorbent
- metal oxide
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B3/00—Extraction of metal compounds from ores or concentrates by wet processes
- C22B3/02—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/02—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols by adsorption, e.g. preparative gas chromatography
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B3/00—Extraction of metal compounds from ores or concentrates by wet processes
- C22B3/20—Treatment or purification of solutions, e.g. obtained by leaching
- C22B3/44—Treatment or purification of solutions, e.g. obtained by leaching by chemical processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B7/00—Working up raw materials other than ores, e.g. scrap, to produce non-ferrous metals and compounds thereof; Methods of a general interest or applied to the winning of more than two metals
- C22B7/006—Wet processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2253/00—Adsorbents used in seperation treatment of gases and vapours
- B01D2253/10—Inorganic adsorbents
- B01D2253/112—Metals or metal compounds not provided for in B01D2253/104 or B01D2253/106
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Definitions
- the invention relates to systems and processes for preparing and regenerating metal oxide compounds and to the use of such compounds as sorbents, filtration media, and/or purification media for removal of pollutants from gases, including industrial and waste gas streams, and aqueous streams, including drinking water and industrial water streams.
- Metal oxides are utilized for a number of applications, such as gaseous and aqueous pollution control systems, steel manufacture, batteries and catalytic converters, to name a few.
- interest to Applicants is the use of oxides of manganese in air pollution control systems, water filtration, and respirator applications.
- Applicants are co-inventors of the subject matter of issued U.S. Patent Nos. 6,579,507 and 6,610,263, the disclosures of which are incorporated herein by reference.
- These patents disclose pollutant removal systems and processes, sometimes referred to as Pahlman ProcessTM Technology, which utilize dry and wet removal techniques and combinations thereof, incorporating the use of oxides of manganese as a sorbent for capture and removal of target pollutants from gas streams.
- Metal oxides have the ability to capture target pollutants from gas streams; however, the low pollutant loading rates achieved with various prior art metal oxides have made some industrial applications of this attribute uneconomical.
- the low target pollutant loading rates of various prior art metal oxide sorbents would require voluminous amounts of sorbent to effectively capture large quantities of target pollutants that exist at many industrial sites, e.g., NO x and/or S0 2 .
- the large quantity of sorbent that would be required to capture NO x and/or S0 2 could result in an overly costly pollutant removal system, sorbent regeneration system, and waste removal system. It would therefore be desirable to enhance the loading capacities of the metal oxide sorbent in order to economically implement a pollution removal system utilizing metal oxide sorbents.
- Metal oxides are also useful in removing pollutants from aqueous streams.
- limitations of prior art metal oxides again result in disappointing pollutant removal performance and marginal economic return.
- arsenic is found in water in two common forms or species, arsenite (As +3 ) and arsenate (As +5 ).
- Metal oxides of conventional systems have difficulty in removing arsenite, and costly provisions are often necessary to oxidize the arsenite to arsenate that may be more easily removed.
- Applicants are not aware of any current technology that can' remove arsenite and/or arsenate along with selectively removing hardness in the form of calcium, magnesium, and/or other hardness minerals.
- Personal protective respirators also use metal oxides, amongst other materials, in filter elements to capture pollutants and toxins present in various environments to reduce human exposure risks and concerns.
- Sorbents and filtration media used in conventional filter elements may have a low affinity for certain pollutants requiring more media to ensure removal of pollutants to safe levels.
- These conventional media may also have low loading capacities that require frequent replacement of the filter cartridge media to prevent breakthrough of the pollutant or toxin.
- Metal oxides processed according to the various embodiments of the methods of the invention may exhibit high loading capacities and/or oxidation potential, may be useful as sorbents or filtration media for removal of pollutants from gaseous and aqueous process streams, or may be used to remove arsenite and/or arsenate as well as hardness from aqueous streams, or may be used as filter media in respirators.
- Figure 1 is a block flow diagram of a system and process according to the invention.
- Figure 2 is a block flow diagram of a system and process according to the invention.
- Figure 3 is a block flow diagram of a system and process according to the invention.
- Figure 4 is a block flow diagram of a system and process according to the invention.
- Figure 5 is a block flow diagram of a system and process according to the invention.
- Figure 6 is a block flow diagram of a system and process according to the invention.
- Figure 7 is a block flow diagram of system and process according to the invention with electronic controls.
- FIG. 8 is a block flow diagram of system and process according to the invention with electronic controls. '
- Figure 9 is a block flow diagram of system and process according to the invention with electronic controls.
- FIG. 10 is a block flow diagram of an electrolytic cell by-products production system and process according to the invention.
- Figure 11 is a Pourbaix diagram for a manganese-water system of 1 mole/liter manganese ion concentration.
- Figure 12 is a Pourbaix diagram for a manganese- water system of 10-6 mole/liter manganese ion concentration.
- Figure 13 is a Pourbaix diagram for an iron- water system.
- Figure 14 is a Pourbaix diagram for a manganese-iron- water system.
- Figure 15 is a Pourbaix diagram for a manganese- water system.
- Figure 16 is a Pourbaix diagram for a manganese- water system.
- Figure 17 is a Pourbaix diagram for a manganese- water system. Summary of the Invention
- the invention relates to methods and systems and processes for processing metal oxides that, amongst other uses, are utilized as a sorbent for removal of target pollutants from a gas or aqueous stream.
- the metal oxides processed in embodiments of the methods and systems of the invention exhibit high pollutant loading capacities and or oxidation states.
- the invention further relates to metal oxides produced by the methods and systems of the invention and novel applications for these metal oxides.
- a method for rapid and adaptive processing metal oxides comprises the steps of: a) providing a metal containing solution; b) providing an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a metal oxide stability area, a metal ion stability area, and a polyatomic ion stability area for an aqueous solution system at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solution; c)feeding the metal containing solution and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately into the continuous flow reactor where they mix to form a combined mixed processing solution or being premixed and fed as a combined mixed processing solution; d) heating the combined mixed processing solution to process temperature; e) monitoring and adjusting the combined mixed processing solution temperature, Eh value, pH value, molarity, and pressure within the continuous
- Embodiments of the invention may also comprise the steps of a) providing at least first and second metal containing solutions or a mixed metal containing solution of the at least first and second metals; b) providing an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a co-precipitation stability area of an aqueous solution system for the at least first and second metals at process temperature and process pressure when the aqueous oxidizing solution is mixed with the at least first and second metal containing solutions; c) feeding the at least first and second metal containing solutions or the combined at least first and second metal solution and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately into the continuous flow reactor where they mix to form a combined mixed processing solution or being premixed and fed as a combined mixed processing solution; d) heating the combined mixed processing solution to process temperature; e) monitoring and adjusting the combined mixed processing solution temperature, Eh value, pH value, molarity, and pressure within the continuous
- Embodiments of the invention may also comprise the steps of: a) providing a primary metal containing solution, the primary metal containing solution being a solution of a first metal salt; b) providing at least one secondary metal containing solution, the secondary metal containing solution being a solution of at least one secondary metal salt with the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; c) providing an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a first metal oxide stability area, a first metal ion stability area, and a polyatomic ion stability area for a polyatomic ion of the first metal for an aqueous solution system at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solutions; d) feeding the metal containing solutions and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either
- Embodiments of the invention may also comprise the steps of: a) providing a metal containing solution, the metal containing solution comprising at least one disassociated primary metal salt and at least one disassociated secondary metal salt, the primary metal being a first metal and the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; b) providing an aqueous oxidizmg solution, the oxidizing solution being prepared to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a first metal oxide stability area, a first metal ion stability area, and a polyatomic ion stability area for a polyatomic ion of the first metal for an aqueous solution system at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solution; c) feeding the metal containing solution and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately into the continuous flow reactor where they mix to form
- Embodiments of the invention may also include the steps of: a) providing at least first and second metal containing solutions or a mixed metal containing solution of the at least first and second metals; b) providing at least one secondary metal containing solution, the secondary metal containing solution being a solution of at least one secondary metal salt with the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; c) providing an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a co-precipitation stability area of an aqueous solution system for the at least first and second metals at process temperature and process pressure when the aqueous oxidizing solution is mixed with the at least first and second metal containing solutions and the at least one secondary metal containing solution; d) feeding the at least first and second metal containing solutions or the combined at least first and second metal solution, the at least on secondary metal containing solution, and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately
- Embodiments of the invention may also comprise the steps of providing a substrate sized to be fed into the continuous flow reactor, feeding the substrate into the continuous flow reactor, the substrate being fed separately or mixed in one of the process solutions being fed into the continuous flow reactor, and precipitating the metal oxides onto the substrate.
- Embodiments of the invention may also comprise the steps of providing a metal oxide substrate in particle form, the substrate being sized to be fed into the continuous flow reactor, feeding the substrate into the continuous flow reactor, the substrate being fed separately or mixed in one or process solutions being fed into the continuous flow reactor, and precipitating the metal oxides onto the substrate
- Embodiments of the invention may also comprise the step of heating the combined mixed processing solution within the continuous flow reactor to a temperature at or above 100°C.
- Embodiments of the invention may also comprises the steps of heating the combined mixed processing solution within the continuous flow reactor to a temperature above 100°C after being fed into the continuous flow reactor, wherein the manganese containing solution and the aqueous oxidizing solution are heated to a temperature of about 100°C prior to being fed into the continuous flow reactor.
- a system for rapid and adaptive processing of metal oxides comprises: a) a continuous flow reactor equipped with an orifice, a back pressure valve, probes for measuring temperature, pressure, Eh and pH values of aqueous solutions within the continuous flow reactor, the continuous flow reactor being configured for introduction of a heated aqueous oxidizing solution and a metal containing solution, the metal containing solution and the aqueous oxidizing solution being processed together in the continuous flow reactor as a combined mixed processing solution; b) a metal containing solution vessel equipped with a feeder, the metal containing solution vessel containing the metal containing solution; c) a oxidant vessel equipped with a feeder, the oxidant vessel containing a supply of the aqueous oxidizing solution, the oxidizing solution prepared to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a metal oxide stability area, a metal ion stability area, and a polyatomic ion stability
- an integrated pollution control and sorbent processing system comprises a pollutant removal subsystem for removal of target pollutants from gases, the pollutant removal subsystem comprising: a) a feeder containing a supply of sorbent, the feeder being configured to handle and feed sorbent, the sorbent comprising a metal oxide; bOat least one reaction chamber configured to receive sorbent and a gas containing at least one target pollutant, where the gas is introduced at temperatures ranging from ambient temperature to below the thermal decomposition temperature of a reaction product formed by a reaction between the target pollutant and the sorbent and contacted with the sorbent for a time sufficient to effect capture of the target pollutant at a targeted capture rate set point, the target pollutant being captured by reacting with the sorbent to form the reaction product to substantially strip the gas of the target pollutant, the reaction chamber being further configured to render the gas that has been substantially stripped of the target pollutant free of reacted and unreacted sorbent so that the gas may be
- Embodiments of the systems of the invention may also include a jet cooker, the jet cooker being in electronic communication with the sorbent processing controller and the sorbent processing controller being capable of monitoring and adjusting the jet cooker steam injection rate, steam temperature and steam pressure so as to adjust and maintain conditions in the continuous flow reactor within the metal oxide stability area during processing.
- Embodiments of the systems of the invention may also include an electrolytic cell for production of oxidant and other useful by-products, the electrolytic cell being configured to receive and process filtrate and rinse solutions from the at least one filtration/rinse unit, the solutions being generated from the separation of metal oxides processed in the combined mixed processing solution, wherein the sorbent processing controller is in electronic communication with and regulates and controls operation of the electrolytic cell.
- a method of rapid and adaptive processing of metal oxides comprises the steps of: a) feeding a metal containing solution into an precipitation vessel containing a heated aqueous oxidizing solution, the solution being prepared so as to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, or a metal oxide stability area for an aqueous solution heated to a temperature at or near boiling temperature at atmospheric or higher pressure; b) monitoring and adjusting solution temperature, Eh value and pH value so as to rapidly move solution conditions into and to maintain them within the metal oxide stability area; and c) maintaining the solution conditions within the metal oxide stability area so as to produce metal oxides selected from the group consisting of regenerated metal oxides, pretreated metal oxides, precipitated metal oxides, and regenerated and precipitated metal oxides.
- a method of rapid and adaptive processing of metal oxides comprises the steps of a) feeding at least first and second metal containing solutions or a mixed metal containing solution of the at least first and second metals into a precipitation vessel containing a heated aqueous oxidizing solution, the solution being prepared so as to have Eh and pH values within a co- precipitation stability area of an aqueous solution for the at least first and second metals when heated to a temperature at or near boiling temperature at atmospheric or higher pressure and the combined solution being heated to a temperature at or near the boiling temperature; b) monitoring and adjusting combined solution temperature, Eh value and pH value so as to rapidly move solution conditions into and to maintain them within the co-precipitation stability area; and c) maintaining the combined solution conditions within the co-precipitation stability area so as to produce co- precipitated metal oxide.
- a method of rapid and adaptive processing of metal oxides incorporating foreign metal cations comprises the steps of: a) providing a primary metal containing solution, the primary metal containing solution being a solution of a first metal salt; b) providing at least one secondary metal containing solution, the secondary metal containing solution being a solution of at least one secondary metal salt with the foreign metal cations being the dissociated metal cation of the at least one secondary metal salt; c) feeding the primary metal containing solution and the at least one secondary metal containing solution into a precipitation vessel containing a heated aqueous oxidizing solution, the solution being prepared so as to have Eh and pH values within the stability area, the stability area being selected from the group consisting of a first metal oxide stability area, a first metal ion stability area, and a polyatomic ion stability area for a polyatomic ion of the first metal for an aqueous solution heated to a temperature at or near boiling temperature at atmospheric or higher pressure and the combined solution being heated to
- a method for rapid and adaptive processing of metal oxides incorporating foreign metal cations comprises the steps of: a) providing a metal containing solution, the metal containing solution comprising at least one disassociated primary metal salt and at least one disassociated secondary metal salt, the primary metal being a first metal and the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; b) mixing the metal containing solution and a heated aqueous oxidizing solution in a precipitation vessel to form a solution mixture, the heated aqueous oxidizing solution being prepared so as to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a first metal oxide stability area, a first metal ion stability area, and a polyatomic ion stability area of the first metal for an aqueous solution heated to a temperature at or near boiling temperature at atmospheric pressure and being heated to a temperature at or near the boiling temperature; c) monitoring and adjusting the temperature, E
- a method rapid and adaptive processing of metal oxide sorbents comprises the steps of: a) providing at least first and second metal containing solutions or a mixed metal containing solution of the at least first and second metals; b) providing at least one secondary metal containing solution, the secondary metal containing solution being a solution of at least one secondary metal salt with the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; c) feeding the at least first and second metal containing solutions or the mixed metal containing solution and the at least one secondary metal containing solution into a precipitation vessel containing a heated aqueous oxidizing solution, the solution being prepared so as to have Eh and pH values within a co-precipitation stability area for at the at least first and second metals for an aqueous solution heated to a temperature at or near boiling temperature at atmospheric or higher pressure when the aqueous oxidizing solution is mixed with the at least first and second metal containing solutions and the at least one secondary metal containing solution; and d
- Embodiments of the invention may also include feeding a substrate into the precipitation vessel, the substrate being fed separately or mixed in one of the process solutions being fed into the precipitation vessel, and precipitating the metal oxides onto the substrate.
- Embodiments of the invention may also include feeding a metal oxide substrate in particle form into the precipitation vessel, the substrate being fed separately or mixed in one of the process solutions being fed into the precipitation vessel and precipitating the metal oxides onto the substrate.
- Embodiments of the invention may also include maintaining solution or solution mixture pH constant throughout the processing cycle.
- Embodiments of the invention may also include separating the metal oxides from the processing solution to provide separated metal oxides and a oxidation filtrate, the oxidation filtrate being routed for further processing and handling; rinsing and filtering the separated metal oxides to provide a rinsed metal oxide filter cake or and a rinse filtrate, the rinse filtrate being directed further handling and processing; and directing the filter cake to a filter cake feed for introduction into a reaction chamber of a pollutant removal system.
- Embodiments of the invention may also include separating the metal oxides from the processing solution to provide separated metal oxides and a oxidation filtrate, the oxidation filtrate being routed for further processing and handling; rinsing and filtering the separated metal oxides to provide a rinsed metal oxide filter cake or and a rinse filtrate, the rinse filtrate being directed further handling and processing; adding water to the rinsed metal oxides to form a metal oxide slurry; and directing the metal oxide slurry to a feeder selected from the group consisting of slurry feeders, spray feeders, spray injection feeders for introduction into a reaction chamber of a pollutant removal system.
- Embodiments of the invention may also include separating the metal oxides from the processing solution to provide separated metal oxides and a oxidation filtrate, the oxidation filtrate being routed for further processing and handling; and rinsing and filtering the separated metal oxides to provide rinsed metal oxides and a rinse filtrate, the rinse filtrate being directed further handling and processing.
- Embodiments of the invention may also include separating the metal oxides from the processing solution to provide separated metal oxides and a oxidation filtrate; rinsing and filtering the separated metal oxides to provide rinsed metal oxides and a rinse filtrate; and measuring and controlling the concentration of dissolved solids and fine particulates in the rinse filtrate.
- Embodiments of the invention may also include separating the produced metal oxides from the aqueous oxidizing solution to provide separated metal oxides and a oxidation filtrate, the oxidation filtrate being routed for further processing and handling; rinsing and filtering the separated metal oxides to provide rinsed metal oxides and a rinse filtrate, the rinse filtrate being directed further handling and processing; and drying and/or comminuting the rinsed oxides of manganese.
- Yet another embodiment of the invention comprises metal oxides that are produced by a method of processing of metal containing solutions, the method comprising the steps of: a) combining a metal containing solution with a heated aqueous oxidizmg solution, the solution being prepared so as to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a metal oxide stability area, a co-precipitation stability area, a metal ion stability area, and a polyatomic ion stability area for an aqueous solution system at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solution; b) monitoring and adjusting solution temperature, Eh value and pH value so as to rapidly move solution conditions into and to maintain them within the metal oxide stability area, co- precipitation stability area, metal ion stability area, or polyatomic ion stability area; and c) maintaining the solution conditions within the metal oxide stability area, co- precipitation stability area, metal ion stability area,
- Yet another embodiment of the invention comprises co-precipitated metal oxides, wherein the method of processing further comprises the steps of: a) providing at least first and second metal containing solutions or a mixed metal containing solution of the at least first and second metals; b) combining the at least first and second metal containing solutions or the mixed metal containing solution and an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a co-precipitation stability area of an aqueous solution system for the at least first and second metals at process temperature and process pressure when the aqueous oxidizmg solution is mixed with the at least first and second metal containing solutions; c) heating the combined mixed processing solution to process temperature; d) monitoring and adjusting the combined mixed processing solution temperature, Eh value, pH value, molarity, and pressure so as to rapidly and adaptively move the combined mixed processing solution conditions into and/or maintain the combined processing solution conditions within the co-precipitation stability area; and e) maintaining the combined mixed processing solution
- Yet another embodiment of the invention comprises metal oxides with incorporated foreign cations, wherein the method of processing further comprises the steps of: a) providing a primary metal containing solution, the primary metal containing solution being a solution of a first metal salt; b) providing at least one secondary metal containing solution, the secondary metal containing solution being a solution of at least one secondary metal salt " with the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; c) combining the metal containing solutions and an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a first metal oxide stability area, a first metal ion stability area, and a polyatomic ion stability area for a polyatomic ion of the first metal for an aqueous solution system at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solutions; d) heating the combined mixed processing
- Yet another embodiment of the invention comprises metal oxides with incorporated foreign cations, wherein the method of processing further comprises the steps of: a) providing a metal containing solution, the metal containing solution comprising at least one disassociated primary metal salt and at least one disassociated secondary metal salt, the primary metal being a first metal and the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; b) combining the metal containing solution with an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within the stability area of an aqueous solution system, the stability area being selected from the group consisting of a first metal oxide stability area, a first metal ion stability area, and a polyatomic ion stability area for a polyatomic ion of the first metal for an aqueous solution system at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solution; c) heating the combined mixed processing solution to process temperature; d) monitoring and adjusting the combined mixed processing
- Yet another embodiment of the invention comprises co-precipitated metal oxides with incorporated foreign cations, wherein the method of processing further comprises the steps of: a) providing at least first and second metal containing solutions or a mixed metal containing solution of the at least first and second metals; b) providing at least one secondary metal containing solution, the secondary metal containing solution being a solution of at least one secondary metal salt with the foreign metal cations being the disassociated metal cation of the at least one secondary metal salt; c) combining the at least first and second metal containing solutions and the at least one secondary metal containing solution and an aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a co-precipitation stability area of an aqueous solution system for the at least first and second metals at process temperature and process pressure when the aqueous oxidizing solution is mixed with the at least first and second metal containing solutions and the at least one secondary metal containing solution; d) heating the combined mixed processing solution to process temperature; e
- a system for producing metal oxides having high loading capacities and/or high average valence states comprises an oxidation vessel equipped with probes for measuring temperature, Eh and pH values of aqueous solutions within the oxidation vessel, the oxidation vessel being configured for introduction of metal containing solution; a oxidant feeder containing a supply of aqueous oxidizing solution, the aqueous oxidizing solution being prepared so as to have Eh and pH values within a metal oxide stability area, a co-precipitation stability area, a metal ion stability area, or a polyatomic ion stability area for an aqueous solution heated to a temperature at or near boiling temperature at atmospheric or higher pressure; a heater for providing heat to the oxidation vessel; a base and/or acid feeder for feeding base or acid to the oxidation vessel; a least one filtration and/or rinse unit, which optionally may be incorporated into and a part of the oxidation vessel; and a controller for simultaneously monitoring and adjusting system operational parameters and
- a system for the removal of metals from an aqueous solution comprises a contactor adapted for contacting an aqueous solution containing at least one target pollutant with a sorbent, wherein the sorbent removes at least a portion of said target pollutant from said aqueous stream, said sorbent material comprising metal oxides formed by the process of; a) mixing a metal containing solution and an aqueous oxidizing solution in a sorbent production reactor to form a solution mixture, the heated aqueous oxidizing solution being prepared so as to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, a metal oxide stability area, or a co-precipitation stability area of an aqueous solution at process temperature and process pressure when the aqueous oxidizing solution is mixed with the metal containing solution; b) monitoring and adjusting the temperature, Eh value and pH value of the solution mixture so as to rapidly move mixture conditions into and to maintain them within
- a system for the removal of pollutants from an aqueous solution comprises a contactor adapted for contacting an aqueous solution containing at least one target pollutant with a sorbent, wherein the sorbent removes at least a portion of the target pollutant from the aqueous stream, said sorbent comprising a metal oxide formed by the process of; a) providing a metal containing solution; b) providing a aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, a metal oxide stability area, or a co-precipitation stability area or to move solution conditions initially into the polyatomic ion stability area, metal ion stability area, metal oxide stability area, or co-precipitation stability area when contacted with the metal containing solution; c) feeding the metal containing solution and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately into the
- Embodiments of the invention may also include a contactor that includes a diffuser for creating a fluidized bed of sorbent and a clear water overflow for allowing removal of the aqueous stream once at least a portion of a target pollutant has been ' removed.
- a contactor that includes a diffuser for creating a fluidized bed of sorbent and a clear water overflow for allowing removal of the aqueous stream once at least a portion of a target pollutant has been ' removed.
- Embodiments of the invention may also include a contactor that includes a diffuser for creating a fluidized bed of sorbent, a clear water overflow for allowing removal of the aqueous stream once at least a portion of a target pollutant has been removed, and a reacted sorbent outlet in the fluidized bed portion of the contactor.
- Embodiments of the invention may also include a contactor that includes a diffuser for creating a fluidized bed of sorbent, a clear water overflow for allowing removal of the aqueous stream with at least a portion of a target pollutant removed, and a recycle stream for controlling velocity through the diffuser.
- Embodiments of the invention may also include a contactor that includes sorbent that has been precipitated on an active or inactive substrate, sorbent comprising co-precipitated metal oxides, and sorbent including one or more integrated foreign cations.
- the invention comprises a solid contactor element comprising metal oxide sorbent formed by the process of; a) providing a metal containing solution; b) providing a aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, or a metal oxide stability area or to move solution conditions initially into the polyatomic ion stability area, metal ion stability area, or a metal oxide stability area when contacted with the metal containing solution; c) feeding the metal containing solution and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately into the continuous flow reactor where they mix to form a combined mixed processing solution or being premixed and fed as a combined mixed processing
- Yet another embodiment of the invention comprises a solid contactor element comprising manganese dioxide sorbent formed by the process of; a) mixing a heated metal containing solution and a heated aqueous oxidizing solution in a precipitation vessel to form a solution mixture, the heated aqueous oxidizing solution being prepared so as to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, a metal oxide stability area, or a co-precipitation stability area of an aqueous solution heated to a temperature at or near boiling temperature at atmospheric pressure and being heated to a temperature at or near the boiling temperature; b) monitoring and adjusting the temperature, Eh value and pH value of the solution mixture so as to rapidly move mixture conditions into and to maintain them within the metal oxide stability area or co-precipitation stability area; c) maintaining the solution conditions within the metal oxide stability area or co-precipitation stability area so as to produce metal oxides having high loading capacities and/or high average oxidation states; d) filtering the metal oxide
- Embodiments of the invention may also include a solid contactor element that includes sorbent that has been precipitated on an active or inactive substrate, sorbent comprising co-precipitated metal oxides, and sorbent including one or more integrated foreign cations.
- a system for personal protection comprising a respirator adapted for contacting breathing air containing a target pollutant with a sorbent, wherein the sorbent removes at least a portion of said target pollutant from breathing air, said sorbent material comprising metal oxides formed by the process of; a) mixing a heated metal containing solution and a heated aqueous oxidizing solution in a precipitation vessel to form a solution mixture, the heated aqueous oxidizing solution being prepared so as to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, a metal oxide stability area, or a co-precipitation stability area of an aqueous solution heated to a temperature at or near boiling temperature at atmospheric
- Yet another embodiment of the invention comprises a system for personal protection comprising a respirator adapted for contacting breathing air containing a target pollutant with a sorbent, wherein the sorbent removes at least a portion of said target pollutant from breathing air, said sorbent comprising a metal oxide formed by the process of; a) providing a metal containing solution; b) providing a aqueous oxidizing solution, the oxidizing solution being prepared to have Eh and pH values within a polyatomic ion stability area, metal ion stability area, a metal oxide stability area, or a co-precipitation stability area or to move solution conditions initially into the polyatomic ion stability area, metal ion stability area, metal oxide stability area, or co-precipitation stability area when contacted with the metal containing solution; c) feeding the metal containing solution and the aqueous oxidizing solution into at least one continuous flow reactor, the solutions being fed either separately into the continuous flow reactor where they mix to form a combined'mixed processing
- Metal oxide stability area refers to the region of thermodynamic stability for metal oxides at their valence states delineated by Eh and pH values for aqueous solutions (also referred to as a "metal- water system”) at specified temperatures, pressures and molarities or, phrased alternatively, the domain of metal oxide stability for an aqueous solution. More specifically, it refers to the region or domain delineated by Eh and pH values for aqueous solutions at specified temperatures, pressures and molarities in an electrochemical stability diagram, such as presented by Pourbaix diagrams and their equivalents, such as the Latimer Diagram or the Frost Diagram.
- Metal nitrates refers to and includes the various forms of metal nitrate compounds, regardless of chemical formula, that may be formed through the chemical reaction between NO ⁇ and a metal oxide sorbent and includes hydrated forms as well.
- Metal sulfates refers to and includes the various forms of metal sulfate compounds, regardless of chemical formula that may be formed through the chemical reaction between SO ⁇ and a metal oxide sorbent and includes hydrated forms as well.
- Mn0 2 stability area refers to the metal oxide stability area for Mn0 2 .
- Olether metal oxide stability area refers to the metal oxide stability area of a second metal that may be co-precipitated with a first metal.
- Co-precipitation stability area refers to a metal oxide stability area corresponding to the area of overlap or intersection between a metal oxide stability area of a first metal and a metal oxide stability area of one or more other metal oxides that are to be co-precipitated.
- Polyatomic ion stability area refers to the stability area of a metal containing polyatomic ion.
- Periodiumate stability area refers to the stability area for the permanganate anion, represented by the formula _yMnO *zH 2 0 where y is foreign cation.
- Metal ion stability area refers to the stability area of a metal cation.
- Manganese ion stability area refers to the stability area for the manganese cation.
- Formal cations or “foreign metal cations,” as used herein refers to cations of secondary metals, or of non-metal cations.
- Regenerated metal oxides refers to loaded or reacted metal oxides that have been processed according to the methods of the invention in which a heated aqueous oxidizing solution is mixed with a heated slurry of loaded metal oxides (with or without a preoxidation rinse) to form a mixture or a heated aqueous oxidizing solution to which loaded metal oxides are added (with or without a preoxidation rinse) to from a slurry mixture, the mixtures being adjusted and maintained so as to be within the metal oxide stability area.
- Pretreated metal oxides refers to virgin or unreacted metal oxides that have been processed according to the methods of the invention in which a heated aqueous oxidizing solution is mixed with a heated slurry of virgin metal oxides to form a mixture or a heated aqueous oxidizing solution to which virgin metal oxides are added to from a slurry mixture, the mixtures being adjusted and maintained so as to be within the desired metal oxide stability area.
- Precipitated metal oxides refers to metal oxides formed or newly formed by precipitation from a mixture of a heated metal salt solution and a heated aqueous oxidizing solution or a mixture formed by addition of a metal salt to a heated aqueous oxidizing solution, the mixtures being adjusted and maintained so as to be within the desired metal oxide stability area.
- Metal containing solution refers to a metal containing solution selected from the group consisting of a slurry of virgin metal oxides, a regeneration slurry containing rinsed reacted metal oxides, a slurry of loaded metal oxides, and a metal salt solution containing disassociated metal cations.
- Metal containing solutions may contain one or more metal oxides and/or one or more disassociated metal salts.
- Manganese containing solution refers to a metal containing solution where the metal is manganese.
- Aqueous oxidizing solutions refers to an aqueous solution containing an oxidant or oxidizer.
- the aqueous oxidizing solution may contain a premixed solution containing both oxidant and base.
- Primary metal refers to a metal being processed to form a metal oxide, a primary metal oxide, incorporating one or more foreign cations.
- Secondary metal refers to a metal processed with a primary metal but outside of the metal oxide stability area for the secondary metal so as to provide foreign metal cations.
- Combined mixed process solution refers to a mixture of a metal containing solution and an aqueous oxidizing solution which may further contain foreign cations.
- Target pollutant refers to the pollutant or pollutants that are to be captured and removed from a gas or aqueous stream.
- gas borne target pollutants that may be removed with a metal oxide sorbent include, but are not limited to, oxides of nitrogen (NO ⁇ ), oxides of sulfur (SO ⁇ ), mercury (elemental, oxidized and particulate forms), mercury compounds, H S, totally reduced sulfides (TRS), mercaptans, chlorides, such as hydrochloric acid (HC1), carbon monoxide (CO), volatile organic compounds (VOC), and other heavy metals present in utility and other industrial process and waste gas streams.
- aqueous borne pollutants that may be removed with a metal oxide sorbent include, but are not limited to, arsenic (As +3 and As +5 ), lead mercury, and chromium.
- Reacted or “loaded,” as used interchangeably herein, refers in conjunction with “oxides of manganese,” “metal oxides,” and/or “sorbent” to oxides of manganese, other metal oxides, or sorbent that has interacted with one or more target pollutants in a gaseous or aqueous stream whether by chemical reaction, adsorption or absorption.
- the term does not mean that all reactive or active sites of the sorbent have been utilized, as all such sites may not actually be utilized.
- Unreacted or “virgin,” as used interchangeably herein, refers in conjunction with “oxides of manganese,” “metal oxides,” and/or “sorbent” to oxides of manganese, metal oxides, or sorbents that have not interacted with target pollutants in a gaseous or aqueous stream.
- Nirates of manganese refers to and includes the various forms of manganese nitrate, regardless of chemical formula, that may be formed through the chemical reaction between NO ⁇ and the sorbent and includes hydrated forms as well.
- “Sulfates of manganese,” as used herein, refers to and includes the various forms of manganese sulfate, regardless of chemical formula that may be formed through the chemical reaction between SO ⁇ and the sorbent and includes hydrated forms as well.
- “Reaction product,” as used herein, refers to and include the products formed during the interaction of a sorbent, e.g., oxides of manganese, other metal oxides, or combinations thereof, and a target pollutant whether by chemical, catalytic, or other reaction mechanism.
- Applicants have developed methods of producing newly precipitated metal oxides, of treating commercially available virgin metal oxides, and of regenerating loaded metal oxides, or reacted metal oxides through processing in a continuous flow reactor or a batch oxidation vessel that results in the production of metal oxides useful, amongst other applications, as sorbents for pollutant removal.
- Metal oxides so produced may exhibit high or increased loading capacity and/or valence states as compared to reacted and virgin metal oxides of various forms, including a variety of commercially available metal oxides.
- Applicants have additionally developed a system and process for cyclically loading with target pollutants and regenerating metal oxide sorbents, such as manganese oxide or metal oxide compounds, utilizing batch processing or a continuous flow reactor that results in the production of useful byproducts.
- metal oxides can be precipitated with controlled introduction of one or more foreign cations, e.g., K + , Na + , into their crystalline structure to desirably impact one or more of the physical or reactive properties or characteristics of the metal oxides and sorbents produced according to various embodiments of the methods of the invention.
- Controlled co-precipitation of two or more species of metal oxides (e.g., iron oxide and manganese oxide) as a metal oxide compound can also be achieved, with or without incorporated foreign cations.
- the precipitation methods of various embodiments of the invention can be utilized to coat a variety of different substrates of varying sizes, shapes and dimensions.
- Such substrates may be either reactive or inert and may include, by non-limiting example, substrates such as metal oxide particles, activated carbon particles, metal filtration media, polymeric or other non-metallic filtration media to name a few.
- substrates such as metal oxide particles, activated carbon particles, metal filtration media, polymeric or other non-metallic filtration media to name a few.
- the metal oxides of these precipitated coating may also incorporate foreign cations or may be co-precipitated metal oxides. Precipitation onto substrates provides sorbents or articles useful for numerous applications, including pollutant removal applications.
- the methods of the invention as disclosed herein may be utilized to process a variety of metal oxides.
- Metal oxide that may be processed in the methods and systems of the invention include, but are not limited to, those of metals known representative and transition metals, such as iron, titanium, barium, lithium, magnesium, sodium, potassium and aluminum, to name a few. Further, rare earth metals, alkali metals, noble metals and semi-conductive metals may also be processed in the methods and systems of the invention. The aforementioned metals may be utilized to form metal oxides, co-precipitated metal oxides or to provide foreign metal cations to be incorporated into metal oxides.
- Metals of general interest are those with cations from which metal oxides can be precipitated to form metal oxides or that provide foreign metal cations that enhance the removal ability of a first or primary metal oxide or that themselves form stable metal oxides alone or in a metal oxide compound.
- the meta oxide is one that will form either soluble or thermally decomposable metal salts when reacted with target pollutants in a gas stream.
- Metal oxides that can yield reactions products with these desired properties include, but are not limited to, both representative metals and transition metals. Of, the transition metals those from the fourth period of the periodic table are particularly well suited.
- suitable metal oxides include, but are not limited to, oxides of any one of the following metals: magnesium, calcium, scandium, chromium, manganese, iron, nickel, copper, zinc, aluminum, yttrium, rhodium, palladium, silver, cadmium and combinations thereof. These and other metals may form high valence metal oxides themselves or be integrated into the lattice structure of a primary metal oxide through controlled addition during embodiments of methods of the invention. If the metal cations are not oxidized to a high valence state in the process, they may still be useful as foreign metals in a hydroxide or lower valence metal oxide form.
- metals that may be useful in some form as a foreign metal include but are not limited to cobalt, platinum, molybdenum, vanadium, and nickel.
- Embodiments of Applicants' invention may be employed to convert metal containing solutions to high purity metal oxides with high valence values, strong affinity for target pollutants, and other desirable characteristics by controlling the reactions with attention to a metal oxide stability area.
- the metal oxide stability area refers to the region or domain delineated by Eh and pH values for aqueous solutions at specified temperatures, pressures and molarities in an electrochemical stability diagram, such as presented by Pourbaix diagrams and their equivalents, such as the Latimer Diagram or the Frost Diagram.
- metal oxide stability area By understanding the metal oxide stability area and maintaining solution conditions so that the solution conditions spend little to no time in regions of the Pourbaix diagram where undesirable side products are stable or can be formed, Applicants can predictably create or engineer metal oxides with superior characteristics, such as target pollutant capture capability or loading capacity, as described throughout this specification.
- Metal oxides produced by the methods and systems of the invention are useful for various applications including removing pollutants from gaseous streams.
- Applicants have developed systems and methods to exploit this attribute for, among other applications, pollutant removal from industrial gas streams. For example, Applicants have developed the Pahlman ProcessTM Technology that removes NO ⁇ and S0 2 , among other pollutants, from flue gases of industrial furnaces, boilers for electrical generators, and other similar air emission sources. Applicants have also applied the ability of these metal oxides to remove pollutants from gaseous streams to create superior sorbents for filtration media used in personal respirators.
- Metal oxides produced by the various embodiments of the invention are also useful in aqueous pollutant removal.
- the metal oxides can effectively remove difficult to capture pollutants and possess high loading capacity.
- Pollutants such as arsenic, present in water as arsenite (As +3 ) and arsenate (As +5 ) among other forms, hardness such as calcium compounds and magnesium compounds, and other metallic and non-metallic aqueous borne pollutants can be removed by embodiments of the invention with high capture rates and long sorbent or filter media life.
- Methods of Applicants' invention may be carried out in batch reactor systems or a continuous flow reactor system.
- characteristics include, but are not limited to, one or more of particle size and shape, crystalline structure or morphology, pore volume, porosity, composition, surface area (BET), bulk density, electrochemical or oxidation potential, single and/or multiple foreign cations concentration, pollutant loading or removal capacity, and valence states.
- Batch reactor system embodiments of the invention involve mixing heated oxidizing solutions having the desired pH-Eh-temperature combination at atmospheric pressure, with a source of metal ions to produce the desired metal oxides.
- This mixing may take place in a continuously stirred reactor vessel or some other batch reactor and the pH, Eh, and solution temperature, may be monitored and adjusted to ensure that solution conditions remain favorable for the production of the desired metal oxides and solution conditions are rarely if ever favorable for the production of undesirable side products.
- Embodiments of Applicants' invention may be carried out using continuous flow reactors, which allows for processing at elevated temperatures and at pressures above atmospheric. In either batch or continuous flow reactor systems, molarity may also be monitored and adjusted in methods.
- Methods of the invention in various embodiments entail mixing or contacting a metal containing solution with an aqueous oxidizing solution, the aqueous oxidizing solution initially being prepared to have Eh and pH values within a polyatomic ion, metal ion, co-precipitation, or a metal oxide stability area or to move solution conditions initially into the polyatomic ion, metal ion, co-precipitation or a metal oxide stability area when contacted with the metal containing solution at process temperatures and pressures.
- the solution parameters are monitored, and adjusted to move and/or to maintain conditions within the metal oxide stability area or co-precipitation stability area.
- the metal containing solution may be the filtrate from rinsing of metal salt reaction products from reacted sorbent or may be prepared by dissolving metal salts in aqueous solutions.
- Solution containing metal cations may also be prepared by leaching of metal values from metal containing materials, e.g., commercially available metal oxides, crushed metal ore, or in situ ore bodies with leach mining. Some metal oxides occur naturally in an insoluble oxide form which must first be reduced through the use of a reducing agent, and reacted with an anion to form a soluble metal salt or to provide disassociated metal cations in solution.
- the aqueous oxidizing solution must be able to provide the required electrochemical (oxidizing) potential (Eh) at the specified temperature, pressure and molarity and within the specified pH ranges to provide an Eh-pH combination to achieve stable aqueous solution system equilibrium within the selected stability area, e.g., with manganese as the metal, permanganate, manganese ion, co-precipitation or Mn0 2 stability area.
- Eh electrochemical (oxidizing) potential
- Suitable oxidizers to name a few include, but are not limited to, persulfates, such as potassium peroxidisulfate (K 2 S 2 0g), sodium peroxidisulfate (Na S 2 0 8 ), and ammonium peroxidisulfate ((NH 4 ) 2 S 2 0 8 ), chlorates, such as sodium chlorate (NaC10 3 ), perchlorates such as sodium perchlorate (NaC104), permanganates, such as potassium permanganate (KMn0 ), oxygen (0 2 ) or air, ozone (0 3 ), peroxides, such as H 0 , organic oxidizers, such as peroxyacetic acid (C H 4 0 3 ), and hypochlorites, such as sodium hypochlorite (NaOCl).
- persulfates such as potassium peroxidisulfate (K 2 S 2 0g), sodium peroxidisulfate (Na S 2 0 8 ), and ammonium peroxidisul
- oxidizers suitable for use in the methods of the invention will be apparent to those skilled in the art; it being understood that the electrochemical potential (Eh) of the preheated aqueous oxidizing solution, and therefore the effectiveness of the methods of the invention, depends, in part, upon the strength of the oxidizer and/or the concentration of the oxidizer in the solution.
- the oxidant may also be purchased commercially or produced in and fed from an electrolytic cell.
- the pH of the solutions of the various embodiments of the invention is monitored and is adjusted through the controlled addition of acids and bases.
- useful bases include but are not limited to alkali or ammonium hydroxides, potassium hydroxides, and sodium hydroxides.
- useful acids include but are not limited to sulfuric, nitric, hydrochloric and perchloric acid to name a few. Applicants have found it useful to match the cations of the oxidant and base. For example, where the oxidant is a persulfate, such as potassium peroxidisulfate (K 2 S 2 0 8 ), the pH could be adjusted with a compatible or suitable base, such as potassium hydroxide (KOH).
- KOH potassium hydroxide
- a compatible base would be sodium hydroxide (NaOH); and with ammonium peroxidisulfate ((NH ) 2 S 2 0 8 ), ammonium hydroxide ((NH 4 OH) would be a compatible base.
- the acids or bases and other process additives are generally commercially available and those skilled in the art would be able to readily identify compatible process additives useful within the scope of the invention.
- the conditions or parameters of aqueous systems are maintained within a metal oxide stability area or co-precipitation stability area, and sometimes starting initially within a metal ion or polyatomic ion stability area.
- Eh electrochemical (oxidizing) potential
- pH range pH range at the prescribed system temperature at ambient or elevated atmospheric conditions (pressure) in order to provide an Eh-pH combination to achieve stable solution equilibrium, as defined by the, metal oxide stability area or co- precipitation stability area as delineated in, for example a Pourbaix Window diagram.
- metal oxides can also be processed using the methods of the invention by first preparing an aqueous oxidizing solution with Eh and pH values that are either in the polyatomic ion, metal ion, or co-precipitation stability area or that moves the solution initially into the polyatomic ion, metal ion, or co- precipitation stability area when contacted with a metal containing solution under process temperatures and pressures.
- a characteristic of most oxides of manganese species is non-stoichiometry; that is, most oxides of manganese molecules or Mn0 2 species typically contain on average less than the theoretical number of 2 oxygen atoms, with numbers more typically ranging between 1.5 to 2.0.
- the non- stoichiometry characteristic is thought to result from solid-solution mixtures of two or more oxide species, and exists in all but the beta ( ⁇ ), or pyrolusite, form of manganese dioxide.
- Oxides of manganese having the formula MnO ⁇ where X is about 1.5 to about 2.0 are particularly suitable for dry removal of target pollutants from gas streams.
- oxides of manganese for use as a sorbent for target pollutant removal usually have the formula M Ou to 1.95, which translates into manganese valence states of +3.4 to +3.9, as opposed to the theoretical +4.0 state. It is unusual for average valence states above about 3.9 to exist in most forms of oxides of manganese.
- Oxides of manganese may also include bound waters of hydration or waters of crystallization that create various hydrated forms of oxides of manganese molecules.
- Oxides of manganese processed by the invention may include co-precipitated other metal oxides or foreign cations, represented by the formula , yMnO x 2H 2 0 where y is a foreign cation.
- Mn0 symbolically represents all varieties of manganese dioxide including those with valence states ranging from +3 to +4, or MnO ⁇ . 5-2 .o, coprecipitated oxides of manganese, oxides of manganese with foreign cations, and oxides of manganese including bound water. All chemical formulas used throughout are to be interpreted with a similar breadth of definition of species, and where chemical formulas are used as they are to be considered as encompassing the various forms of the compounds described and not to be limited to the single species with the exact stoichiometric composition of the chemical formula.
- the pH of combined mixed process solution may, for example, be allowed to drop from alkaline down into the acidic range, moving the solution into the Mn0 2 stability area from the permanganate stability area.
- the pH of the combined mixed process solution may be allowed to rise from the acidic into the alkaline range and, as long as Eh of the solution is maintained at a high enough value to prevent formation of lower valence metal oxides, the solution will move into the Mn0 stability area from the manganese ion stability area.
- These techniques can be employed in the various embodiments of the invention to produce processed metal oxides of desired oxidation state and to avoid formation of lower metal oxides, such as Mn 0 3 and Mn 3 0 4 . This increases the "yield purity" making the metal oxides useful, amongst other applications, as a sorbent for removing target pollutants from gas or aqueous streams. Further, this technique serves to minimize the oxidant utilization thus providing cost savings.
- the polyatomic ion or permanganate stability area of the Pourbaix diagram of Figure 12 is above that of the Mn0 stability area and has a higher Eh level for a given pH level.
- the manganese ion stability area is below that of the Mn0 2 stability area and has a lower Eh level. If solution conditions begin in the permanganate stability area, the process solution will develop the purple permanganate color and when, during the process, the pH drops moving the solution to enter into the Mn0 2 stability window, will start precipitating Mn0 2 sorbent.
- Mn0 2 stability area these principles will be understood by those skilled in the art to also be generally applicable to other metal oxide stability areas.
- the Mn0 stability area for an aqueous system varies based upon the conditions of the system and may shift or drift as reactions in the aqueous system proceed. For example, changes in dissolved manganese ion concentration, oxidizer concentration, pH, Eh, solution temperature and pressure, and various dissolved ions may affect the boundaries of the domain or region of stability for Mn0 2 .
- the aqueous oxidizing solution within the reactor system of the invention are typically at temperatures near, at, or greater than boiling or 100°C at atmospheric pressures and at pressures at or greater than atmospheric.
- Mn0 stability area regions at different temperatures, pressures and molarities are not intended to represent a diagram reflecting process conditions within either a batch or continuous flow reactor operated in accordance with the methods of the invention.
- the methods of the invention can be carried out at ambient temperatures and pressures as well as at elevated temperatures and at pressures above atmospheric.
- the conditions or parameters of aqueous solution systems within a reactor in accordance with embodiments of the invention are monitored and maintained relative to the metal oxide stability area (or co-precipitation or metal oxide stability area when other metals are processed) with regard to electrochemical (oxidizing) potential (Eh) range and pH range at the prescribed system molarity, temperature and pressure in order to provide an Eh-pH combination to achieve stable solution equilibrium, as defined by the metal oxide stability area as delineated in, for example a Pourbaix Diagram, such as those depicted in Figures 11-17.
- Eh electrochemical (oxidizing) potential
- the constituents of the aqueous solution within the continuous flow reactor are the metal containing solutions, along with the oxidizer or oxidizers in the aqueous oxidizing solution and the base or acids that may be added thereto which are mixed together to form a combined mixed process solution.
- the mixed process solution within the continuous flow reactor system must be moved to and maintained at or within the boundary area delineated by the prescribed combination of Eh and pH ranges as the solution moves down the reactor.
- temperature, pressure, molarity, Eh, and/or pH adjustments must be made through the addition of oxidizer, base, acid or manganese and other ions as the solution moves through the continuous flow reactor.
- Applicants typically utilize a preheated aqueous oxidizing solution as described above containing an oxidizer also referred to interchangeably herein as an oxidant.
- the methods and systems of the invention may involve and employ Applicants' recognition that metal oxides, e.g., oxides of manganese, iron oxides, or the metal oxide, processed in an aqueous continuous flow reactor system in which conditions and parameters such as but not limited to: temperature, pressure, pH, Eh, molar concentration of the constituents (molarity), and retention times are initially prepared to be in the polyatomic ion, metal ion, co-precipitation, or metal oxide stability area and thereafter monitored, adjusted and maintained within the metal oxide stability area will yield metal oxides having high pollutant loading capacities and/or high oxidation states and/or other desirable properties.
- metal oxides e.g., oxides of manganese, iron oxides, or the metal oxide
- the invention and the methods and systems thereof provide for rapid, adaptive and stable processing in a continuous flow reactor of metal oxides as compared to the methods and systems currently know in the art.
- metal oxides thus processed are suitable for use as a sorbent in dry and wet gaseous pollutant removal systems and are particularly suitable for use in dry pollutant removal systems. They are also useful as sorbents in aqueous applications, for example in the removal of Arsenic in water supplies in addition to being utilized in batteries or a variety of commercial, industrial and other applications, unrelated to pollutant removal, that incorporate or employ metal oxides.
- the pH range of the boundary may be acidic, near neutral, or basic.
- processing may be carried out over the full pH spectrum.
- the oxidizer strength or concentrations required at the extremes of the pH spectrum may make such processing uneconomic though nonetheless achievable.
- the system may tend to shift away from the desired pH range, in which case the addition of a suitable base or acid will help accomplish the necessary adjustment to maintain the aqueous solution within the continuous flow reactor system within the appropriate Eh-pH range of the metal oxide stability area required to predominantly produce the desired metal oxide or metal oxide compound.
- Continuous flow reactors are known in the art and may be provided in various configurations and may be equipped with a number of components and utilized in the methods and systems of the invention.
- a continuous flow reactor is show as a section of serpentine pipe and provided with an orifice 92, a static mixer 15 and a backpressure valve 94.
- the continuous flow reactors may be also be provided with a plurality of ports for introduction or injection of solutions for making adjustments in combined mixed process solution conditions at different locations along the lengths of pipe forming the continuous flow reactors.
- a port 96 is shown in Figures 1-5, as an oxidant/base/acid addition.
- a plurality of ports 96 may be provided for addition of these and other constituents or for purging of process solutions from continuous flow reactors.
- Continuous flow reactors may be a single length of pipe, lengths of pipe with pipe "branches" or interconnected lengths of pipe equipped with diverter valves to direct the flow of process solutions.
- the branched pipe or interconnected lengths of pipe may be of different lengths allowing for process solutions to be directed from a main pipe length to longer or short pipe lengths when system parameters indicate that either longer or short processing residence times are required.
- Such configurations are one of several ways that residence time can be regulated or controlled in the systems and methods of the invention. It should therefore be understood that the continuous flow reactor depicted in the Figures is being provided solely for illustrative purposes.
- Applicants have found it beneficial to maintain pH relatively constant during processing.
- the introduction of additional oxidizer to bring the system within the appropriate Eh range as pH drifts or shifts in the aqueous system may also beneficially accomplish the necessary adjustment.
- the aqueous solution within the continuous flow reactor system is, and therefore the methods and systems of the invention are, dynamic and adaptive with necessary adjustments being made not only by introduction of acid or base but with introduction of oxidizer along with changes in temperature, molarity, and pressure within the continuous flow reactor.
- oxidant may be provided in an aqueous oxidizing solution containing only an oxidant with base being separately provided.
- premixed oxidant/base solution an aqueous oxidizing solution created by premixing the oxidant and base solutions in specific quantities thereby creating a premixed solution of oxidant and base oxidizing solution termed "premixed oxidant/base solution".
- This premixed oxidant/base solution is prepared with the desired pH-Eh combination and can be prepared, maintained, or adjusted by increasing or decreasing the amounts or molarity of oxidant, acid, base, constituent concentrations, temperature, and/or pressure adjustment, as appropriate, so that the conditions are adjusted to remain within the Mn0 2 stability area when the aqueous oxidizing solution is contacted with the manganese containing solution.
- oxides of manganese regenerated or pretreated or precipitated (newly formed) within a continuous flow reactor from an aqueous oxidizing solution that is contacted or mixed with a manganese containing solution and subsequently that are maintained within the Mn0 stability area will exhibit a Mn valence state of close to +4 and exhibit target pollutant loading capacities equal to and/or greater than (increased) the loading capacities of virgin or loaded oxides of manganese.
- preheating is a desirable and sometime required step, it may not be required for aqueous solution systems processed in a continuous flow reactor according to the methods of the invention as long as the time required to bring the aqueous solutions up to their desired temperature does not cause the formation of undesirable or untargeted constituents.
- Common system components include a continuous flow reactor in which regeneration, pretreatment , and precipitation are carried out; agitation devices such as static mixers and probes for temperature, pressure, Eh, pH, and TDS (total dissolved solids) measurement with which the continuous flow reactor and other system components may be equipped.
- the continuous flow reactor is also equipped with a heating unit, such as a heater or heat exchanger (not shown in the figure hereof) for adding heat to and maintaining the temperature of the solutions in the vessels.
- a jet-cooker design which incorporates steam injection of the process streams, e.g. oxidant/base premix and metal containing stream can be employed and additional process streams such as secondary metal containing solution for introduction of foreign cations may similarly be injected.
- Those skilled in the art of jet-cooker design and operation can configure the continuous flow reactor to use steam as a primary heat source and to provide adequate mixing and contacting of the solutions at point of contact.
- Steam may not only be used for controlling molarities but also to control temperature in the continuous flow reactor. This is useful because a separate heat exchanger does not have to be utilized and temperature can also be controlled with a backpressure valve at the end of the continuous flow reactor.
- reacted sorbent is processed in a preheated premixed oxidant/base aqueous solution within the continuous flow reactor under controlled conditions, specifically within the Mn0 2 stability area, to produce regenerated oxides of manganese.
- the regeneration methods of the invention can be understood with reference to Figures 1-3 which depict different possible embodiments of a regeneration system 10 of the invention in block flow.
- loaded oxides of manganese or loaded sorbent is rinsed or washed with an aqueous solution in the pre-oxidation sorbent rinse 12 of regeneration system 10 (without the precipitation subsystem 30 shown in Figure 3).
- the rinse step serves to wash away reaction products from the surface of reacted oxides of manganese sorbent particles along with impurities and very fine particulate matter. Regeneration, however, may be conducted without the rinse step as discussed with reference to Figure 2 herein below.
- the rinsed sorbent is separated from the rinse solution to provide rinsed sorbent or rinsed oxides of manganese or sorbent and a pre-oxidation filtrate.
- Filtration may be carried out using any of a variety of suitable filtration techniques and devices known to those skilled in the art.
- a separate filtration device may be used following pre-oxidation rinse 12 or the filtration device may be incorporated in and part of pre-oxidation rinse 12.
- the filtrate will contain recoverable values, such as cations and anions from disassociated reaction products.
- the reaction products are manganese salts, such as manganese sulfate (MnS0 4 ) and manganese nitrate (Mn(N0 3 ) 2 ), : Mn +2 , S0 "2 , NO 3 "1 , spectator ions, suspended solids or other particulates.
- these values can be recovered from the pre-oxidation filtrate through oxidation and precipitation of the Mn +2 ion as a solid precipitated oxides of manganese; and with further processing the sulfate or nitrate anions can be recovered and formed into useful and marketable by-products, e.g., fertilizers, chemicals or explosive products or routed for disposal as required.
- useful and marketable by-products e.g., fertilizers, chemicals or explosive products or routed for disposal as required.
- a rinsed sorbent slurry capable of being pumped and introduced or conveyed to continuous flow reactor 14 which is equipped with at least agitation and mixing device 15, shown as static mixer 15 in Figure 1.
- static mixer 15 any of various static mixing or agitation devices known to those skilled in the art to be suitable for mixing solutions or solid-liquid slurries so as to keep the solid oxides of manganese particles generally suspended in solution as they move down continuous flow reactor 14 can be utilized.
- the continuous flow reactor 14 is equipped with temperature, probe 13A, pH probe 13B, Eh probe 13C and pressure probe 13D.
- Continuous flow reactor 14 is depicted in Figure 1 with a single static mixer 15 and a single orifice 92. It should be understood that continuous flow reactors may be provided with a plurality (two or more) of agitation and mixing devices and orifices to assure proper and continuous mixing and/or to allow introduction of additional amounts of premixed oxidant/base solution and rinsed sorbent slurry as needed.
- the premixed oxidant/base solution and rinsed sorbent slurry may be separately introduced or introduced after prior mixing of the two at different points along the continuous flow reactor 14.
- the rinsed sorbent slurry is mixed with a preheated premixed oxidant/base aqueous solution from oxidant/base premix vessel 11 to form a slurry, referred to herein as the regeneration slurry.
- the two process streams, the rinsed sorbent slurry and the premixed oxidant/base solution are both metered into the continuous flow reactor separately or as a regeneration slurry, and depending upon configuration or process design may first enter through orifice 92.
- Orifice 92 provides a pressure drop in the system which aids in the creation of oxides of manganese particle characteristics useful in target pollutant capture.
- the resulting mixture or regeneration slurry is monitored and/or adjusted, as necessary, by addition of oxidant, acid, or base concentrations, with temperature, and/or pressure adjustment, as appropriate, so that the conditions are adjusted to remain within the Mn0 2 stability area.
- both the premixed oxidant/base aqueous solution and the rinsed sorbent slurry may be preheated.
- the solution and slurry may be preheated to temperatures above ambient.
- the aqueous oxidizing solution can be preheated to temperatures approaching processing temperatures at given operating pressures within continuous flow reactor and as required to be within the Mn0 2 stability area.
- the two solutions can alternately be heated to temperatures in excess of 100°C before being brought into contact.
- oxidants used in the Applicants' invention tend to decompose at temperatures in excess of 100°C, thereby causing the undesirable occurrence of oxidant decomposition prior to the sought after reaction with manganese ions while other oxidants do not decompose at substantially elevated temperatures and may be heated to useful temperatures in excess of 100°C prior to mixing.
- the manganese containing solution, the rinsed sorbent slurry, and the aqueous oxidizing solution, the premixed oxidant/base solution may be introduced without heating and subsequently heated as they enter continuous flow reactor 14 by a heating unit incoiporated into continuous flow reactor 14.
- temperatures can be elevated above the temperature at which the oxidant would decompose as this may then facilitate or accelerate process chemistry.
- Backpressure valves may be incorporated at the end of the continuous flow reactor. This valve serves several functions. The valve may be adjusted manually or automatically. External controls may also be incorporated to adjust the valve automatically to a pre-set set point. By moving the valve to a more closed position the pressure may be increased and likewise by opening the valve within the continuous flow reactor the pressure decreased. These positions also have an effect on temperature within the continuous flow reactor. A more closed valve position will increase temperature and a more open valve position will decrease temperature. The position of the valve works in conjunction with an external heating apparatus to control temperature and pressure within the continuous flow reactor.
- Valve design may include but is not limited to diaphragm, ball, or slide valves.
- back pressure valves for regulating and controlling system pressures is known to those skilled in the art. Their use and adaptability for application in a continuous flow reactor would be readily understood by the skilled artisan as well as use of a controller to make pressure adjustments.
- Regeneration of the rinsed slurry may be carried out at various process temperatures as required in order to maintain the aqueous solution system with the Mn0 2 stability area as other system parameters shift during processing. Applicants have found that processing temperatures in excess of 100°C may be utilized in processing oxides of manganese sorbent within the continuous flow reactor, as long as solutions and slurries are maintained within the Mn0 2; or appropriate metal stability window.
- heating units such as heat exchangers or other devises known to those skilled in the art of heating solutions, at different points along various lengths of a continuous flow reactor. Determining which parameter adjustments to make is a matter of engineering or operator choice as long as the adjustment moves system conditions into or maintains them within the Mn0 2 stability area with manganese as the metal or within the appropriate stability area for other metal oxides or co-precipitated metal oxides.
- the preheated aqueous premixed oxidizing/base solution provides the required electrochemical (oxidizing) potential (Eh), within the specified temperature, pressure, and pH range to yield regenerated oxides of manganese having high loading capacities and/or high oxidations states.
- Eh electrochemical (oxidizing) potential
- the regeneration slurry in continuous flow reactor 14 is continuously mixed and the pH of the slurry is adjusted by appropriate means, e.g., addition of acid or base.
- the regeneration slurry of oxides of manganese are allowed to remain within the continuous flow reactor for a time sufficient to achieve an increased oxidation state and/or a target pollution loading capacity equal or greater than that of virgin oxides of manganese sorbent originally utilized to capture target pollutants.
- oxidation strength and/or load capacity of the Mn0 2 tends to increase with an optimum retention time determined for a specific temperature, pressure, pH, Eh, and molar concentrations, as does the production of Mn0 .
- aqueous solution will contain substantially only Mn0 2 and useful by-products, such as potassium or sodium nitrates or sulfates for example, left in solution before exiting the continuous flow reactor.
- Retention times can be increased to the desired duration by adding to or routing the combined mixed process solution through additional pipe lengths of a continuous flow reactor, changing the pipe diameter, slowing down the injection rate of the solutions, changing concentrations of process solution constituents or by other means known to those skilled in the art of continuous flow reactor design and operation. If monitoring indicates that processing is complete, the combined mixed process solution can be purged from continuous flow reactor 14. Continuous flow reactors may be provided with multiple flushing ports, (not shown) for this purpose or to vacate the process solution for any reason or for general routine maintenance and cleaning of a section of pipe forming a continuous flow reactor.
- Retention times may also be regulated or controlled by changing input molarities or concentrations of chemical constituents. Adjusting the amounts of manganese or other metal, whether in a slurry or disassociated ions in solution, or the amounts of oxidant can vary required processing time and thus retention time. For example, if the manganese containing solution has high concentrations of manganese values, the amount of oxidant may be increased thereby reducing the retention time required to for the desired end product. Similarly, if a slower processing time is desired (increased retention time) the amount of oxidant may be decreased, but preferably not below a concentration needed to complete processing of manganese values to Mn0 2 .
- a backpressure valve 94 or other device known in the art, which controls the pressure within the continuous flow reactor. Just as temperatures may be elevated within a continuous flow reactor, pressure may also be elevated in excess of atmospheric pressure, monitored, regulated and controlled to desired processing pressures and adjusted according to process dynamics. Valve 94 in conjunction with heating units allows the temperature and pressure to be raised and maintained within the pipe to the appropriate processing temperature and pressure as. defined by the Mn0 , or as appropriate, other stability area.
- the regeneration slurry exiting backpressure valve 94 or similar device or from flushing points is routed to a wash and rinse process where the Mn0 2 sorbent is separated and filtered from the solution leaving a filtrate and regenerated oxides of manganese filter cake. Filtration can be preformed by techniques known to one skilled in the art of filtration, such as but not limited to hydroclones, drum filter, moving bed filter, or a filter press.
- Separation of the regenerated oxides of manganese and the oxidation filtrate may be performed at a minimal temperature preferably close to about 100°C, and more preferably close to the operating temperature in continuous flow reactor 14. This separation may less preferably be performed at temperatures below the minimal temperature. Allowing the solution containing regenerated oxides of manganese and the aqueous oxidizing solution to cool to temperatures below the solubility temperatures for residual or spectator ions in solution, for example, but not limited to K +1 and S0 4 "2 can result in the precipitation of solid salts such as K 2 S0 . So as a practical matter, temperatures above the solubility temperature of residual ions may be the minimal desirable temperature.
- the filtration and rinsing step could be carried out in combined filtration and rinsing equipment known to those skilled in the art.
- the filtration unit 16 may alternatively be incorporated into and as an integral part of continuous flow reactor 14. The rinsing of the metal oxides leaving the continuous flow reactor should be of sufficient duration and with sufficient volume of water as to remove disassociated ions associated with the oxidizer, base, and acid in the aqueous oxidizing solution to a suitable level.
- TDS measurements of the , oxidation filtrate taken by Applicants have been in the range of 80,000-200,000 ppm, representing the disassociated ions from the oxidant, base or acid and other possible dissolved solids or fine particulates associated with the regeneration.
- the rinse step should generally being designed to remove such ions, solids and particulates from the regenerated oxides of manganese to an acceptable level or tolerance.
- the vessel or apparatus in which the rinse and/or filtration is carried out should be equipped with an appropriate probe for monitoring or measuring conductivity, resistivity, TDS level or other indicator of the mount of dissolved solids and particulates in solution which may generally be referred to as a TDS probe and coupled with or part of a TDS controller or TDS control element.
- the TDS controller in response to an input from the TDS probe can regulate or control the level or duration of the rinse and or filtration step by signaling the termination of the rinse and/or filtration step once the desired TDS set point has been reached.
- Continuous flow reactors may also optionally be provided with TDS probes in electronic communication with controller 67 ( Figure 8) or a TDS controller.
- TDS levels are an indicator of the concentration of manganese and other ions in the process solution in the continuous flow reactor.
- TDS level data allows a controller, such as controller 67, to calculate manganese ion molarity and determine the required Eh and pH at process temperatures and pressures required to precipitate oxide of manganese. Phrased alternatively, TDS level data can help determine the Mn0 stability area for given conditions in the process solution in a continuous flow reactor or the required Eh and pH level of the aqueous oxidizing solution to be mixed with a manganese containing solution.
- the rinse step can be carried out until the oxidation filtrate reaches the desired level based upon the measurement technique employed.
- the acceptable level or tolerance for the given use to which the regenerated oxide will be put can be determined, as well as the volume, flow rate and duration of the rinse in order to establish or standardize operating procedures.
- lowering the TDS of the filtrate generally favorably impacts target pollutant removal efficiency and loading rates
- oxides of manganese prepared according to the methods of the invention may be utilized for target pollutant removal with or without the rinsing step. Applicants have achieved adequate target pollutant removal with regenerated oxides of manganese that is not rinsed prior to use as a sorbent, but have seen better removal at measured TDS levels in the filtrate of less than 100,000 and even better performance at less than 10,000.
- metal oxide sorbent exits either the continuous flow reactor or the batch process and is directed to a metal oxide rinse 17.
- the processed metal oxides or sorbent can be rinsed to a specified level of total dissolved solids (TDS), as measured in the metal oxide filtrate.
- TDS total dissolved solids
- NO x removal and utilization of the sorbent appears to improve with sorbent that has been rinsed to a lower TDS value, below about 10,000 ppm or more preferable below about 5,000 ppm.
- sorbent or metal oxides may be processed with higher or lower TDS rinse values; however, at higher levels sorbent utilization and/or removal efficiencies may diminish for some applications.
- the sulfate species bound to the manganese oxide sorbent as manganese sulfate can act as a catalyst for additional target pollutants and can assist in removing higher quantities of target pollutants, thus increasing sorbent utilization.
- the manganese sulfate reaction products bound on the surface of the manganese dioxide sorbent during pollutant removal have been seen to act as a catalyst for certain species of mercury (Hg) present in some industrial flue gas streams.
- Hg species of mercury
- Applicants' conducted tests utilizing a Pahlman ProcessTM pollutant removal system showing that after the sorbent had reached its capacity for NOx and SOx capture, the partially loaded sorbent still oxidized 100% of elemental mercury (Hg°) to its oxidized form oxidized mercury (Hg +2 ).
- the sulfates were serving as a catalyst in the reaction converting elemental mercury (Hg°) to oxidized mercury (Hg ). Therefore, regulating the TDS level in the effluent stream directly controls the concentration of sulfates contained with the sorbent, which could allow the operator to manipulate utilization and reactions occurring during pollutant capture.
- the wet regenerated oxides of manganese if being utilized in a dry target pollutant removal system such as of the Pahlman ProcessTM Technology, is first routed for drying to a dryer 18, referred to as sorbent dryer 18 in the figure.
- Oxides of manganese may be introduced into pollution removal systems as a dry powder, a wet filter cake, or slurry by a slurry or spray feeder.
- spray drying applications such in the dry lime absorbers that utilize this induct drying technology and those familiar with the art of spray drying would be familiar with the technology.
- the wet filter cake and sprayed slurry may be "flash dried" upon contact with industrial gas streams which may be introduced at elevated temperatures into the pollutant removal systems.
- the drying step may not be necessary and the wet or moist filter cake may be conveyed to a filter cake feeder.
- a sorbent slurry may be formed.
- the sorbent can then be conveyed to the slurry feeder.
- spray drying or flash drying can also have the affect of increasing the sorbents utilization.
- water soluble target pollutants can get dissolved in the surface water and as the surface water evaporates, leaving the target pollutant in contact with the sorbent, thereby positively affecting target pollutant capture.
- Dryer 18 may be a kiln or other suitable dryer used for such purposes and known to those skilled in the art. Dryer 18 may utilize waste heat generated by combustion which is transferred or exchanged from combustion or process gases at an industrial or utility plant. When drying is required the temperature should be below the thermal decomposition temperature of oxides of manganese but sufficiently high so as to drive off surface water or moisture without removing any waters of hydration or waters of crystallization.
- FIG. 2 This is illustrated in Figure 2, where the loaded sorbent first is mixed with an adequate quantity of water to form a loaded sorbent slurry and metered, through appropriate means known to those skilled in the art, directly into orifice 92 leading into continuous flow reactor 14, referred to herein as continuous flow regeneration/precipitation reactor 14, of regeneration system 10 without a pre-oxidation rinse.
- the system 10 includes at least one static mixer 15, probes 13A-13D, filtration unit 16, rinse 17, dryer 18, and comminuting device 19.
- reaction products are manganese salts, e.g., manganese sulfate (MnS0 4 ) and manganese nitrate (Mn(N0 3 ) ), then Mn +2 , S0 4 " ", NO 3 "1 , spectator ions, suspended solids or other particulates will be in the regeneration slurry solution. While the solid oxides of manganese are being regenerated, the Mn +2 ions are at the same time being precipitated out of solution as newly formed oxides of manganese. As in the regeneration method illustrated in Figure 1 and discussed above, the solution temperature and pressures are maintained and controlled to be within the boundaries of the Mn0 2 stability window at the prescribed operating or processing temperature and pressure.
- MnS0 4 manganese sulfate
- Mn(N0 3 ) manganese nitrate
- the regeneration slurry is metered through the orifice and conditions in the slurry are monitored and adjusted with respect to temperature, pressure, Eh, and pH, as necessary, to move and maintain conditions within the Mn0 2 stability area as processing proceeds in continuous flow reactor 14.
- the end product is a combination of regenerated and precipitated oxides of manganese having high oxidation states and/or high or increased pollutant loading capacities.
- the solid sorbent particles may, in part, serve as substrates on to which newly formed Mn0 is precipitated. In all other respects processing and handling of the combined regenerated and precipitated sorbent follows that as above described with regard to Figure 1.
- the pre-oxidation filtrate contains the disassociated reaction products, including Mn +2 ions, which can be precipitated out of solution as oxides of manganese without solid oxides of manganese particles being present in the solution.
- the precipitation subsystem 30, as depicted includes, the continuous flow reactor 24 equipped similarly to continuous flow reactor 14, with at least one static mixer or mixing device 15, and probes 13A-13D; filtration unit 16; rinse 17; dryer 18 and comminuting device 19.
- the method proceeds in a similar manner as described above with reference to Figure 1 following the preoxidation rinse 12 or with reference to Figure 2.
- the obvious difference being that no solid oxides of manganese are initially present in the pre-oxidation filtrate and oxidant/base pre-mixed solution being processed in continuous flow reactor 24.
- the pre-oxidation filtrate is heated to or maintained at the operational temperatures of about 100°C or greater, prior to introduction into continuous flow reactor 24 and is combined with a preheated aqueous premixed oxidizer/base solution in the continuous flow reactor 24 is to form a precipitation solution.
- precipitation solution temperature, pressure, pH, and Eh are respectively monitored and controlled.
- temperature, pressure, pH, and Eh adjustments as previously described herein above, can be made as necessary to move and/or maintain precipitation solution conditions within the
- the resultant precipitated oxides of manganese whether dried and comminuted or utilized as a filter cake or slurry will have oxidation states and/or loading capacities equal to or greater than the oxides of manganese originally utilized and upon which the reaction products were fo ⁇ ned.
- Another embodiment of the invention relates to the pretreatment of virgin oxides of manganese, whether of the NMD, EMD or CMD type, to increase their loading capacity and/or their valence state.
- system 10 includes a continuous flow reactor 14 equipped similarly to previously discussed continuous flow reactors with at least one static mixer or appropriate agitator 15, probes 13A-13D, filtration unit 16, rinse 17, dryer 18, and comminuting device 19, as in Figures 1-3.
- the components of system 10 in Figure 4 are the same components as that of system 10 of Figures 1-3 and that the function and operation of the corresponding system components will be the same in both embodiments of the systems and of the methods of the invention as depicted in Figures 1-4. Further, the statements made above regarding the corresponding counterpart components and process steps in regeneration system 10 of Figure 1 and operating conditions and parameters (temperature, pressure, Eh, and pH) are equally applicable to the components of system 10 of Figure 4 and therefore they are not repeated here.
- the method proceeds in substantially the same manner as described above with reference to Figure 1 following the preoxidation rinse 12 where rinsed loaded oxides of manganese are made into slurry, specifically a rinsed sorbent slurry, by the addition of an appropriate quantity of water and introduced into the continuous flow reactor 14.
- FIG. 5 depicts a precipitation system 30 according to the invention.
- the operation of this system is substantially the same as precipitation subsystem 30 depicted in Figure 3.
- the precipitation system 30, as depicted includes a continuous flow reactor 14 equipped with at least one static mixer or agitator 15, probes 13A-13D, filtration unit 16, rinse 17, dryer 18, and comminuting device 19.
- the components of the precipitation system 30 and steps of the method of the invention carried out therein are substantially the same though numbered or termed differently in some instances.
- preheated aqueous premixed oxidant/base solution and heated manganese salt solution are introduced into continuous flow reactor 24 and form a precipitation solution.
- the preheated premixed oxidant/base solution is so prepared as to have conditions that, when added at or before the orifice plate, move the precipitation solution into the Mn0 2 stability area.
- the preheating of the constituent solutions prior to mixture serves to avoid or minimize the precipitation of lower oxides of manganese.
- temperature, pressure, pH, and Eh are respectively monitored and thereafter adjusted and maintained within the Mn0 2 stability area by introduction of additional oxidizing solution and base or acid and with temperature and pressure adjustment, all as necessary.
- the resultant precipitated oxides of manganese whether dried and comminuted or utilized as a filter cake or slurry will have high or increased loading capacities and/or valence state that are equal to or greater than that of commercially available NMD, EMD and CMD.
- Precipitated oxides of manganese may be filtered, decanted or otherwise collected and dried. If further oxidation of the precipitated oxides of manganese is required, the drying step may be carried out in oxidizing atmosphere.
- an additional oxidizer as previously described may be introduced into continuous flow reactor 24 while the oxides of manganese are being formed and precipitated. For example air or oxygen can be bubbled through or a persulfate or other suitable oxidizer may be used.
- oxides of manganese particles can be sized for industrial and chemical application uses and particularly a particle size ranging from 0.5 to about 500 microns and be sent to the sorbent feeder for reuse in removal of target pollutants.
- filtrates for example in the pre-oxidation, oxidation filtrate and regeneration filtrate as shown in Figure 1, the oxidation and regeneration filtrates shown in Figure 2, the oxidation and precipitation filtrates shown in Figure 3, and the oxidation and pretreatment filtrates shown in
- the filtrates from the water used in the rinses may be utilized for a number of cycles before the spectator ion concentrations reach levels meriting their recovery.
- reaction products and their corresponding anions When using oxides of manganese to capture SO ⁇ and/or NO ⁇ , sulfate, and nitrate, reaction products and their corresponding anions will be present in filtrates. They may also be present as well as other anions and cations from the oxidizers, acids and bases used. Sulfate and nitrate byproducts as well as others that may be formed from other spectator ions formed, separated or processed from the various filtrates.
- Ion exchange can be utilized as a mechanism for the separation and recovery of useful sulfate and nitrates.
- the dissolved sulfates and nitrates of manganese in the pre-oxidation filtrate can be processed in anion exchangers, permitting the recovery manganese cations and separation of the sulfate and nitrate anions.
- the pre-oxidation filtrate, containing dissolved sulfates and nitrates is passed across or through a bed or column of an anion exchange resin that has an affinity for at least one of the two anions to remove those anions.
- the resin will absorb the anion, for instance the sulfate, while permitting the nitrate to pass through the bed or column.
- the solution stripped of sulfate can then be passed across or through a second bed or column of yet a second anion exchange resin having an affinity for the nitrate thereby capturing the nitrate.
- the vessel or vessels containing the resin can be taken off-line and the resin therein stripped of the captured anion and recovered for reuse.
- Suitable anion exchange resins and vessels are known to and readily identified by those skilled in the art.
- the anion exchange resin may have a halogen, for example a chloride, in the exchange position on the resin.
- a halogen for example a chloride
- the solution after passing through the anion exchanger or exchangers in series, will contain manganese chloride from which manganese carbonate or manganese hydroxide is precipitated with the addition of a soluble carbonate or hydroxide compound; and oxides of manganese as previously described in the discussion of the production of oxides of manganese from the pre-oxidation filtrate.
- the sulfates and/or nitrates loaded on the resin can in turn be eluted with a solution containing chlorides of potassium, sodium or ammonium in order to generate useful sulfates and nitrate by-products for marketing or further processing.
- the filtrates and rinse solutions left over after precipitate formation can be utilized for this purpose.
- the solubility of manganese nitrate is greater than 1.5 times the solubility of manganese sulfate. Solubility of the nitrate is 61.7 mass percent of solute at 250°C, whereas the solubility of sulfate is 38.9 mass percent of solute at 250°C. (Handbook of Chemistry and Physics.)
- Fractional crystallization a separation technique known to those skilled in the art, can take advantage of the solubility difference to isolate nitrates of manganese and sulfates of manganese from the pre-oxidation filtrate. The filtrate may be cooled and/or evaporated to cause the crystallization of the lesser soluble manganese sulfate which can then be harvested as solid crystals.
- the solution remaining can be recycled to pre-oxidation rinse 12 for reuse.
- concentration of manganese nitrate is sufficiently high, the solution after crystallization of sulfates is further cooled and/or evaporated to crystallize the nitrates which can then be harvested as solid crystals.
- the solution can be processed with hydroxides or carbonates, as previously described herein above, to generate oxides of manganese and marketable nitrate by-products.
- Nitrates of manganese are reported to decompose at temperatures between 140°C to 450°C to form NO and oxides of manganese.
- sulfates of manganese are understood to liquefy at elevated temperatures but in the presence of trace amounts of a reducing agent, e.g., carbon monoxide or hydrogen, they decompose to S0 2 and MnO which when further heated in an oxidizing atmosphere form oxides of manganese.
- a reducing agent e.g., carbon monoxide or hydrogen
- Reacted sorbent loaded with both nitrates and sulfates of manganese may be heated, prior to introduction into either continuous flow reactor 14 or pre-oxidation rinse 12, in an oxidizing atmosphere whereupon manganese oxide is formed and nitrogen dioxide and/or sulfur dioxide are desorbed and captured. If both reaction products are to be thermally desorbed, the reacted sorbent may be heated to and maintained at a first temperature at which nitrates of manganese, primarily, if not exclusively, desorb. The temperature could then be elevated to desorb the sulfates of manganese loaded on the sorbent.
- the oxides of manganese may then be processed in continuous flow reactor 14 as described herein above and the desorbed gas or gases captured and further processed. If the nitrates are first thermally desorbed, the sorbent may be routed either through a pre-oxidation rinse or routed directly to an oxidation vessel 14. The recovery of useful sulfate by-products would be as previously described from either a pre-oxidation filtrate or an oxidation filtrate.
- oxidizer or oxidizing solutions can be formed on-site in an electrolytic cell utilizing process streams generated in the methods of the invention.
- Figure 10 depicts electrolytic cell 72 used for oxidant production and byproduct production along with other beneficial integrated functions that may be used in the Pahlman ProcessTM Technology or other pollutant removal system. Given the cost of oxidants and the ion values left in the process streams of the invention, it would be useful and highly advantageous to produce oxidants or oxidizers on-site in electrolytic cell 72 and not purchase them for one time use as it would be prohibitively expensive.
- the Electrolytic Cell and By-Products diagram oxidant production system 70 includes electrolytic cell 72.
- Electrolytic cell 72 has an anolyte compartment 74 with a vent, a positively charged anode 75, a catholyte compartment 76 with a vent, a negatively charged cathode 77, a diaphragm (not shown) dividing the anolyte compartment 74 and the catholyte compartment 76.
- Oxidant production system 70 further includes a mixing tank 78, a cooler (not shown), a filter/dryer unit 79, an evaporator 80, an anolyte holding tank 82 and oxidant dissolving tank 84.
- Filtrate solutions containing useful values may contain ions from reaction products, such as sulfates, nitrates, and chlorides, from oxidants, bases and acids, and other constituents such as heavy metals.
- the filtrate solution, containing sulfate anions for example, is routed to the catholyte compartment 76 where it comes in contact with the cathode 77 that is negatively charged with a direct current (DC) voltage.
- DC direct current
- a solution of ammonium sulfate contained within the anolyte holding tank 82 is routed to the anolyte compartment 74 where it comes in contact with the anode 75 that is positively charged with a direct current (DC) voltage.
- DC direct current
- ammonium sulfate is purchased and brought in to charge the anolyte compartment and is a closed loop that will from time to time need makeup.
- the sulfate (S0 4 -2 ) anion component of the ammonium sulfate (NH 4 ) S0 within the anolyte compartment 74 is converted to an ammonium persulfate (NH 4 ) 2 S 2 Og.
- Some of the now free ammonium ions migrate across the diaphragm to the catholyte compartment 76. There will be migration or leakage of cations and anions across the diaphragm that is between the positively charged anolyte compartment 74 and the negatively charged catholyte compartment 76.
- K S0 4 the potassium sulfate that is formed from interaction between the potassium cation from previous additions of potassium hydroxide (KOH) in the system and the stripped sulfate anion from the manganese sulfate (MnS0 ) within the catholyte compartment 76 passes through to the mixing tank 78.
- KOH potassium hydroxide
- MnS0 manganese sulfate
- An acid and or base may be introduced to the catholyte compartment 76 to adjust pH and is also used to adjust mass balances of cations and anions.
- Heavy metals such as mercury and arsenic as an example, amongst many other kinds of metals, present in the filtrate will be plated out on the cathode or, depending upon the pH of the solution, could precipitate out as an oxide.
- Both the anolyte compartment 74 and the catholyte compartment 76 are continually being filled and continually drained.
- the anolyte compartment 74 drains into the mixing tank 78 and the catholyte compartment 76 drains into the mixing tank 78.
- Ammonium persulfate ((NH 4 ) 2 S 2 0 8 ) from the anolyte compartment 74 mixes with potassium sulfate (K S0 4 ) from the catholyte compartment 76 within the mixing tank 78.
- the electrolytic cell 72 and the mixing tank 78 are cooled with a cooler (not shown) to around 15°C. Solutions entering and exiting the electrolytic cell 72 will be within a few degrees of 15°C. One may choose to run the electrolytic cell 72 at higher temperatures but there is reduced efficiency. Due to the solubility differences of ammonium persulfate and potassium persulfate it is possible to precipitate out the potassium persulfate as it has a much lower solubility than ammonium persulfate.
- the liquor containing crystals of potassium persulfate and ammonium sulfate in solution is routed to the filter/dryer 79 and the potassium persulfate crystals are separated from the liquor.
- the potassium persulfate crystals may then be dried for sale and a portion of the potassium persulfate crystals may be routed to the oxidant dissolving tank 84.
- Distillate from the evaporator 80 is routed to the oxidant dissolving tank 84 to dissolve the potassium persulfate crystals and make a solution that may then be routed for use in sorbent regeneration, pre-treatment, and or precipitation according to the invention.
- the solution of ammonium sulfate that has been separated from the potassium persulfate in the filter/dryer 79 is routed to the evaporator 80.
- the concentration of the ammonium sulfate is increased to an acceptable point that provides for a high degree of conversion efficiency into an ammonium persulfate in the anolyte compartment 74.
- the high concentration of ammonium sulfate solution in the evaporator 80 is routed to the anolyte holding tank 82 to be further routed to the anolyte compartment 74 of the electrolytic cell 72 in a continuing cycle.
- a polarizer may be used in the anolyte compartment 74 to increase anode efficiency such as but not limited to NH 4 SCN.
- Such electrolytic cells include, but are not limited to, an undivided cell without a diaphragm which may be used to produce persulfates and other oxidants or a multiple divided cell with several diaphragms may be used.
- Those skilled in the art of electrolytic cells would be able to select a cell design most beneficial to the particular oxidant being produced, to the economics of production, and to the maintenance requirements.
- filtrate may contain different ion constituents from which different oxidants, such those earlier identified herein, may ⁇ be made. Again, attention to compatibility may ease processing when certain byproducts are to be formed.
- oxidant production methods may be combined with other processing steps to produce useful and marketable by-products from the values in the filtrates and rinse solutions routed to a by-products vessel.
- useful and marketable by-products For example, manganese oxides or useful salts may be produced.
- the ability to produce oxidants from the process streams may eliminate or reduce cost of purchasing commercially available oxidants for use in the methods of the invention.
- an internal electrolytic cell may optionally be installed within the tube or pipe of the continuous flow reactor section before the backpressure regulator or similar device and downstream of the static mixer.
- This optional use of electrolytic cell technology could be applied to all embodiments of the Applicant's invention that utilize a continuous flow reactor for the precipitation regeneration and pretreatment of oxides of manganese. Operation of the internal electrolytic cell would be conducted as one skilled in the art of electrolytic process would have knowledge.
- the continuous flow reactor can be maintained and controlled to specific temperature, pressures, pH, Eh, molarities, and viscosity set points that serve to keep the conditions within the continuous flow reactor within the Mn0 stability window and conducive to sorbent flowing through the reactor.
- the high current directed across the cathodes and anodes helps provide beneficial characteristics to the sorbent particle, increases the yield of Mn0 and increases sorbent loading capacity and/or oxidation strength.
- a benefit of integrating an internal electrolytic cell into a continuous flow reactor is that less oxidant may be required to provide the necessary solution Eh and oxidant could also be regenerated in situ.
- the polarity of the cathodes and anodes can be reversed at a particular frequency if necessary to prevent and/or release any sorbent buildup; or as in EMD production in electrolytic cells, an automatic electrode cleaning device may be installed.
- sonic energy during processing may favorably affect the performance of the metal oxides produced in the various embodiment of the invention.
- a custom sonic probe manufactured for the continuous flow reactor was used in one experiment to produce sorbent.
- a fixed frequency was utilized and sorbent was produced according to the differing embodiments of the Applicants invention.
- An Mn0 2 sorbent was produced using potassium as the foreign metal cation.
- the surface area as measured in square meters per gram according to the B.E.T. method was 373 m /gr. Producing the same sorbent under the same conditions without sonication resulted in a reduction in surface area to 263 m 2 /gr.
- Sonic energy includes the range from ultrasonic, which is short-wave, high-frequency (greater than 20,000 Hz.) energy, to infrasonic, which is long-wave, low-frequency (less than 20 Hz.) energy. All forms of sonic energy are transmitted as pressure waves, and are usually generated by specialized devices or transducers that convert electricity into sonic energy within the desired frequency range. Industrial applications of ultrasonic energy include agitation of liquid solutions for applications such as solvent parts cleaning for example.
- Infrasonic acoustic energy for example, is used to loosen material in dry powder transport systems, to promote smooth flow and prevent stoppage of the material, or to remove filter cake from bag-type filters; it is not typically used in liquid applications. These and other applications of such technology may also be methods of transferring energy to a solution, gas, or solid material, without raising its temperature. Sonic energy can be utilized in embodiments of both batch and continuous flow reactor methods of metal oxide precipitation from a metal salt, metal oxide regeneration, and virgin metal oxide treatment according to the invention.
- ultrasonic equipment such as small or laboratory scale ultrasonic equipment like those available from the Cole- Parmer Instrument Company and large scale equipment, such as high pressure and /or high temperature devices available from Misonix.
- sonic energy in the form of ultrasonic or infrasonic waves has improvements in sorbent activity or loading capacity can be achieved.
- the application of sonic energy during processing of metal oxides may be doing all or some of the following actions: (1) enhancing agitation during sorbent processing in the continuous flow reactor to improve reaction rates and enhance mixing; (2) promoting rapid dissolution of reaction products from loaded sorbent surfaces during regeneration; (3) increasing dissolution rates of chemicals used in the processing of metal oxides; (4) altering structural development of crystal structure during and following precipitation from solution; (5) breaking up large metal oxides crystal formations; and increasing surface area without decreasing particle size.
- sonic energy would be generated by specialized devices or transducers and directed which may optionally be incorporated into the vessels or continuous flow reactor, for example.
- Such sonication devices may be used and incorporated into other system components, such as oxidant, acid or base vessels or vessel in which manganese salts are mixed with water prior to precipitation processing.
- the precipitation methods of the invention may also be carried out in the presence of a magnetic field to enhance sorbent characteristics.
- Metal oxides and foreign metal cations have paramagnetic properties that can be manipulated in a magnetic field to enhance or facilitate incorporation of foreign metal cations into the crystalline structure of metal oxides. This may result in high surface areas and greater pollutant capture rates and/or loading capacity, to name a few of the benefits of precipitation in the presence of magnetic fields.
- the use of magnetic fields may be conducted concurrently along with other process applications or steps, such as sonication by way of non-limiting example.
- Applicants have developed systems for preparing metal oxides of the invention using batch processing system.
- heated oxidizing solutions having the desired pH-Eh-temperature combination can be prepared and maintained or adjusted by increasing or decreasing oxidizer, acid or base concentrations and/or temperature adjustment, as appropriate, so that the initially adjusted or prepared to be in the polyatomic ion, metal ion, co-precipitation, and/or metal oxide stability area.
- monitoring of Eh, pH, and temperature an operator can make necessary adjustments in order to maintain or return the oxidizing solution to conditions within the metal oxide stability area or co-precipitation stability area.
- Such monitoring and adjusting can also be automated utilizing electronic probes or sensors and controllers as discussed later herein below.
- the batch reaction systems of the invention may be used in regeneration, pretreatment and precipitation of desired metal oxides. Precipitation will be the focus of the discussion of the batch systems, but all of these processes are carried out with the use of similar oxidation vessels; agitation devices and probes for temperature, Eh and ph measurement with which the oxidation vessels are equipped, filtration units, and rinses.
- the oxidation vessels are also equipped with a heater (not shown in the figure hereof) for adding heat to and maintaining the temperature of the solutions in the vessels.
- a dryer would be another common component.
- a comminuting device would be another common component.
- a manganese salt solution is added to a precipitation vessel 54 that is equipped with an agitator 55, also referred to herein as an agitation means 55.
- an agitator 55 also referred to herein as an agitation means 55.
- Any of various agitation devices known to those skilled in the art to be suitable for agitating, mixing and stirring the solid-liquid slurries so as to keep the solid oxides of manganese particles that are formed generally suspended in the solution can be utilized.
- vessel 54 is optionally equipped with temperature probe 13A, pH probe 13B, and Eh probe 13C.
- the manganese salt solution may additionally include foreign metal cations which may be added as other metal salts in the desired concentrations that can either be dispersed through the structure of the primary metal oxide, in this example oxides of manganese, or co-precipitated as a metal oxide compound if conditions are allowed to move into a co-precipitation stability area of oxides of manganese and of the metal or metals of the foreign cations.
- the manganese salt solution is mixed with a heated oxidizing aqueous solution therein.
- the heated aqueous oxidizing solution is preferably preheated to temperatures at or near the boiling point of aqueous solutions at atmospheric pressure. For example, at sea level, this would be about 100 °C. Precipitation may be carried out at temperatures ranging from about 90 °C to about 110 °C, with temperatures between 95 °C to about 108 °C being preferred, and temperatures between about 100 °C to about 105 °C being more preferred at sea level atmospheric pressures.
- the solution temperature should be maintained unless a temperature adjustment away for near boiling is required in order to maintain the aqueous solution system with the Mn0 stability area as other system parameters shift during processing.
- the oxides of manganese may also be precipitated within an enclosed system so that the temperature may be increased above 100 °C and the pressure may be above atmospheric. Determining which parameter adjustments to make is a matter of engineering or operator choice and may be based upon economic considerations as long as the adjustment moves system conditions into or maintains those conditions within the Mn0 2 stability area.
- the heated aqueous oxidizing solution provides the required electrochemical (oxidizing) potential (Eh), within the specified temperature and pH range to yield precipitated oxides of manganese having high loading capacities and/or high oxidations states.
- Eh electrochemical (oxidizing) potential
- the slurry formed in the precipitation vessel 54 is continuously mixed and the pH of the slurry is adjusted by appropriate means, e.g., addition of acid or base.
- the precipitated oxides of manganese are allowed to remain within the slurry for a time sufficient to achieve an increased oxidation state and/or a target pollution loading capacity equal or greater than that of virgin oxides of manganese.
- a sufficient time may be between about a couple of minutes to about 70 minutes or more, preferably between about 1 minute to about 45 minutes, and more preferably between about 1 minute to about 10 minutes. This time may vary in enclosed systems operated at temperatures above 100°C and pressures above atmospheric. Such processing times are rapid compared to the hours and tens of hours of sometimes staged processing of prior art methods.
- an optimal time for the solid rinsed oxides of manganese to remain in the precipitation vessel 54 is approximately 10 minutes, during which time the precipitated oxides of manganese are oxidized up to valance states close to +4.
- a deviation of two to three minutes above or below 10 minutes is near enough to optimal to provide precipitated oxides of manganese having oxidation states and/or loading capacities particularly suitable for use as a sorbent for target pollutant removal and other useful applications. It being understood that with greater deviations from the optimal time but yet within the above stated time ranges oxides of manganese suitable for pollutant removal (particularly when high loading capacity is not required) and for other uses may nonetheless be produced with the invention.
- metal oxides are removed from the batch reaction system oxidation vessel they may be processed in the same way as described above with respect to the metal oxides produced in the continuous flow reactor.
- Embodiments of the methods of the various embodiments of the invention involve and employ Applicants' recognition that metal oxides processed in aqueous systems in which conditions and parameters are adjusted and maintained within the metal oxide stability area will yield metal oxides having high pollutant loading capacities and/or high oxidation states. Further, they employ Applicants' recognition that the desirable characteristics of metal oxides processed according to embodiments of the methods of the invention can be beneficially manipulated or adjusted with introduction of foreign cations into process solutions.
- foreign metal cations in the sorbent precipitation methods of the invention lead to incorporation of these cations into the structure of the oxides of manganese and can change sorbent characteristics such as particle size, shape, bulk density, surface area (BET), pore volumes, porosity, crystalline structure, morphology, electrochemical or oxidation potential, valence state, and other sorbent characteristics beneficial to the removal of target pollutants. This is illustrated in later discussion of Example 1 and Table 2 below. More than one foreign metal cation maybe used depending upon the characteristics that are required in an application. Thus, with the methods of the invention, metal oxides can be engineered for optimal or specific requirement in different applications.
- the invention and the methods and systems thereof also provide for rapid, adaptive and stable processing of metal oxides incorporating foreign cations; more specifically they provide for the precipitation of such metal oxides.
- Metal oxides thus processed are suitable for use as a sorbent in dry and wet gaseous pollutant removal systems, aqueous pollutant removal systems, respirators, batteries, and other applications demonstrated by Applicants or known to those skilled in the art.
- processing metal oxides according to the invention in a heated aqueous oxidizing solution system maintained within a metal oxide stability area or co-precipitation stability area may beneficially affect a number of characteristics of the oxides of manganese, as an example. Such characteristics include, but are not limited to, particle size and shape, crystalline structure or morphology, porosity, composition, surface area (BET), bulk density, electrochemical or oxidation potential and/or manganese valence states. Some or all of these characteristics affect the performance of oxides of manganese in their various uses and, particularly, in their use as a sorbent for removal of gaseous pollutants.
- Foreign metal cations useful in the precipitation and co-precipitation of oxides of manganese according to the invention include, but are not limited to, those metals known as representative and transition metals, such as iron, titanium, barium, lithium, magnesium, sodium, potassium and aluminum, to name a few. Further, rare earth metals, alkali metals, noble metals and semi-conductive metals may also be processed in the methods and systems of the invention.
- Metal cations particularly useful in the co-precipitation method of the invention are those that enhance the removal ability of a first metal oxide or that themselves form stable metal oxides, second or other metal oxides, which in turn, preferably but not necessarily, form either soluble or thermally decomposable metal salts when reacted with target pollutants in a gas stream.
- Metal oxides that can yield reactions products with these desired properties include, but are not limited to, both representative metals and transition metals. Of, the transition metals those from the fourth period of the periodic table are particularly well suited.
- Suitable metal oxides include, but are not limited to, oxides of any one of the following metals: magnesium, calcium, scandium, chromium, manganese, iron, nickel, copper, zinc, aluminum, yttrium, rhodium, palladium, silver, cadmium and combinations thereof. These and other metals may fonn high valence metal oxides themselves or be integrated into the lattice structure of a primary metal oxide through controlled addition during embodiments of methods of the invention. If the foreign metals are not oxidized to a high valence state, they may still be useful as foreign metals in a hydroxide or lower valence metal oxide form.
- metals that may be useful in some form as a foreign metal include but are not limited to cobalt, platinum, molybdenum, vanadium, and nickel.
- Other metals may be integrated with the primary or first metal oxides of embodiments of the invention in at least two ways: co-precipitation and through the controlled introduction of foreign cations into the metal oxides.
- Co-precipitation refers to precipitation of at least first and second metal oxides as a metal oxide compound.
- solution conditions described in embodiments of the methods of the invention relating to metal oxide production are maintained in a region on the appropriate Pourbaix diagram where the metal oxide stability area of a first metal oxide overlaps with the metal oxide stability area or areas of one or more other metal oxides.
- More than one other metal cation can be used and multiple other metal oxide stability areas can be overlapped if one wants to form a metal oxide compound of more than two metal oxides, have more than one other metal oxide precipitated along with the first metal oxide.
- These and other metal oxides may also be used as a substrate onto which Mn0 2 or other metal oxide is precipitated and supported. When Mn0 2 is precipitated onto a substrate such as particles of a second metal oxide, the substrate is added into the metal salt mixture from which the metal oxides are precipitated.
- Alumina or other metal oxides substrates of various sizes and shapes, e.g., particles, pellets or other structures may be used as substrates.
- the substrates may be mixtures of more than one metal oxide. Additionally, the substrate may be a filter medium or other structure that may be utilized for pollutant removal in different pollutant removal systems employing such filter media or structures, e.g., aqueous filtration systems for industrial or residential applications or respirators.
- Sorbent particle size may also be controlled by using different foreign metal cations in the sorbent regeneration process as their presence in the solution and within the metal oxide crystalline structure can impact sorbent particle size.
- the atomic radius differs between metal cation species resulting in differing particle sizes in the oxides of manganese into which they are incorporated.
- spray dryer or spray injection type feeders are used in a gaseous pollutant removal system, adjusting nozzle atomizing air can produce different sorbent particle sizes.
- the use of foreign metal cations may provide for an increased utilization of the sorbent for gaseous or aqueous target pollutant removal, respirator applications, batteries, and other applications for metal oxides. It is also recognized that the presence of a foreign metal cation in the precipitation solution, while not necessarily being captured within the primary metal oxide structure, may nonetheless caused increased utilization due to its reactivity or presence within the combined mixed processing solution during precipitation. Increased utilization can be achieved by selecting which foreign metal cation or cations to use and/or increasing the amounts of the particular metal cations used within the metal oxide structure. Foreign metal cations can increase the reactive properties of the sorbent that are directly related to capturing targeted pollutants or sorbent utilization in other applications.
- sorbent can be selectively engineered to increase its utilization or affinity for different pollutants, and may be selectively engineered to decrease its affinity or utilization for different pollutants. This makes for a more cost efficient pollution control system as depending upon what pollutants are to be captured.
- the pollutant with the lowest utilization will be the controlling factor in determining how much sorbent is used in the system. This will affect component sizing, thus reducing capital, and O & M costs.
- Selective engineering may also be advantageously utilized in dual-stage or multi-stage removal systems where different pollutants are to be serially removed in different reaction zones and other applications not limited to gaseous pollutant removal.
- metal oxides are precipitated onto substrates according to the processing methods disclosed herein. These substrates could be chemically active or inert.
- substrates useful in embodiments of the invention include, but are not limited to, activated alumina, activated carbon, silica, resin beads, and other metal oxides.
- the precipitation can take place in a continuous flow reactor or a batch reactor system.
- the substrate may be added to the metal source solution and acts as a seed surface upon which metal oxides may precipitate.
- the metal oxides may form as layers on the surface of the substrate, a solid-solid mixture of substrate and metal oxides on the surface of the particle, or a solid-solid mixture substantially throughout the produced particle.
- More than one substrate may be used at one time, and one or more substrates may be used with one or more metal oxides that are co- precipitated with attention to a co-precipitation stability area and/or with foreign metal cations that are introduced into the metal oxide in a controlled fashion.
- One example of a useful application of substrates with the metal oxides of embodiments of the invention is the precipitation of oxides of manganese onto activated carbon for use in aqueous treatment media.
- the activated carbon in this example may act as a seed surface on which the precipitated oxides of manganese form.
- oxides of manganese may form as a layer on the surface of the particle, a solid-solid mixture of activated carbon and oxides of manganese on the surface of the particle, or a solid-solid mixture substantially throughout the produced particle. This is largely dependent on the porosity of the original particle, the concentration of the manganese salt solution, and the reaction kinetics as influenced by the various reaction parameters.
- the resultant precipitated oxides of manganese whether dried and comminuted, utilized as a filter cake or slurry, or compacted into a solid contactor element and dried will have high or increased loading capacities and/or valence state that are equal to or greater than that of commercially available NMD, EMD and CMD.
- the precipitated oxides of manganese will also have a second active sorbent incorporated therein that may be active in removing other pollutants in aqueous streams known to be removed by activated carbons.
- the wet metal oxides may be compacted into a solid contactor element and then dried rather than being dried and comminuted after production. This compaction could occur after filtration but while surface water is still present on the wet metal oxides.
- An exemplary method of compacting the oxides of manganese is to feed the wet solid particles into an extrusion die and force them through the die with a feed screw.
- a feed screw may be a conveyor comprising a solid core and coaxial helical flights.
- the extrusion die could be of any cross-sectional size desired, and a hollow cylindrical extrudate could be produced by having a cylindrical element extend through the die from the core of the feed screw.
- the extrusion die is preferably constructed of a hard material to resist abrasion by the metal oxides, and is preferably polished to a smooth finish for minimizing friction resistance while compacting the material.
- Backpressure to improve compaction of the material could be provided by designing the die with a slightly decreasing cross-sectional area to provide for compaction of the material as it passes through the die.
- backpressure could be provided by elements external to the die that restrict the movement of the extrudate from the die. Examples are rollers that apply resistance, strap arrangements that can be controUably constricted around the extrudate, or a controllable compression donut, each of which can control the rate of extrudate leaving the die and thus the compression pressure within the die.
- a feed auger that forces the material to be compacted into the feed screw could be used in conjunction with, or instead of, the exemplary backpressure controls just described, or others, to apply and control pressure within the extrusion die.
- the compression of the material may be optimized around several performance parameters.
- the material should be sufficiently compacted so as to meet the demands of handling and the filtration environment without unacceptable levels of mechanical breakdown or sorbent attrition in the process.
- the material must also be sufficiently compacted so as to prevent channeling through the solid contactor element that would result in pollutant bypass or breakthrough and underutilization of the sorbent within the solid contactor element.
- the material must not be compressed to the point that its porosity is too low. This may result in excessive pressure drop across the solid contactor element, which can create excessive energy demand and operating cost, capital cost associated with more powerful pumps, and mechanical breakdown of the solid contactor element itself due to the pressure exerted upon it.
- extrusion rate a rate of the extruder screw and die
- intrinsic backpressure in the die a measure of the extruder screw and die
- externally applied backpressure or feed pressure a backpressure of the die
- particle size and crush resistance of the various materials a measure of the extruder screw and die
- the metal oxides could be compacted by use of a pressurized mold or press combination.
- a hollow mold with an interior that is the desired shape of the solid contactor element is employed.
- the hollow mold has at least one opening.
- This mold may be filled with material to be compacted.
- a powered press sized to a tight tolerance with the mold opening compresses the material to form the solid contactor element.
- the solid contactor element can then be removed from the mold.
- the mold may be sized larger than the size of the ultimately produced solid contactor element. In this case the product of the mold may be machined to the desired shape, on a lathe for example.
- Exemplary mold press operations include vertically oriented molds that are filled from the top and compressed from the top by the press. After compression the solid contactor element is ejected out the top of the mold by an ejector located at the bottom of the mold. In these embodiments, the mold diameter may be slightly larger at the top to allow for ejection of the molded product. Alternatively, horizontally oriented molds may be used that have openings on the top for addition of material. The mold also has a horizontally disposed opening through which the press enters. The press enters the mold from the side and pushes the material past the top opening, effectively closing off the top opening, and into a horizontally disposed mold where it is compressed. As the press is retracted the solid contactor element is pushed out of the mold and the next batch of material enters through the now open top opening.
- the metal oxides to be compacted contain excessive water, provision may be made in the compaction process for water removal. This may be accomplished through submicron sized holes in the extrusion die or compression mold. It may also be accomplished by a progressive sequence of compression through a die or a compression mold, a drying step, and then further compression. This sequence may be repeated if necessary. After the oxides of manganese are compacted, by whatever means, they may be further dried to form a solid contactor element.
- a solid contactor element can be used in conventional water filtration systems, water bottles, or other applications and provides a convenient means to install and replace filtration media comprising highly active metal oxides.
- the filter element also provides for a simple pollution removal system with little to no migration of the sorbent through the treated water system due to the high mechanical integrity of the solid contactor element.
- Solid contactor elements can alternatively be formed with additional sorbent constituents with the metal oxides acting as a binder, from dry particulate metal oxides and an added binder, or from particulate metal oxides, additional sorbents, and an added binder and/or reinforcing materials as enabled by examples described below.
- a separate binder may be added to dry or wet particulate metal oxides or sorbent mixtures.
- the binder could be a thermoplastic that is mixed, in particle form, with the particulate sorbent or a sorbent mixture. This mixture is then compacted as described above or in any other way known in the art. During the compaction, the temperature may be raised enough to melt the thermoplastic but not so high as to decompose or otherwise impact the desirable characteristics of the sorbent or other elements in the mixture. As the compacted filter element is formed it is cooled to set the thermoplastic and form a solid contactor element impregnated, or largely consisting of, metal oxides or a mixture of metal oxides and other sorbents.
- thermoplastics for use in this process include, but are not limited to, polyolefins such as polyethylene, polypropylene, polybutene-1, and poly-4-methyl-pentene-l; poly vinyls such as polyvinyl chloride, polyvinyl fluoride, and polyvinylidene chloride; polyvinyl esters such as polyvinyl acetate, polyvinyl propionate, and polyvinyl pyrrolidone; polyvinyl ethers, polyvinyl sulfates, polyvinyl phosphates, polyvinyl amines; polyoxidiazoles; polytriazoles; polycarbodiimides; copolymers and block interpolymers such as ethylene-vinyl acetate copolymers; polysulfones; polycarbonates; polyethers such as polyethylene oxide, polymethylene oxide, and polypropylene oxide; polyarylene oxides; polyesters, including polyarylates such as polyethylene teraphthalate, polyimide
- the solid contactor element may also be formed with other useful constituents included in the element.
- useful constituents include, but are not limited to activated carbons and aluminas, which may be added to act to remove additional pollutants; fiberglass, carbon, and other fibers to reinforce the structure; silica gel; and metallic particles such as iron, stainless steel, copper, aluminum, for example.
- Other examples include ion-exchange resin, ceramics, zeolites, diatomaceous earth, particles of resins and plastics such as polycarbonate, and non- thermoplastic polymer particles and fibers.
- the compactor system may optionally include a means to mix the material to be compacted, a preheater or precooler to control the temperature of the material being fed to the compactor, heaters and/or coolers along the extrusion die or within the mold to control the temperature of the material as it is being compacted.
- Exemplary compactor systems may also include a bin to store the material that is to be fed into the feed screw or mold, and/or a feed auger to force material from the bin into the compactor feed screw or mold.
- the metal oxides formed as described herein may be used to remove metals and other contaminants from aqueous streams or solutions such as drinking water supplies or processing streams.
- This invention relates in part to removal of metals from aqueous solutions using oxides of manganese or other metal oxides prepared according to the methods of the invention, e.g., oxides of iron, titanium, or aluminum to name but a few.
- oxides of manganese or other metal oxides prepared according to the methods of the invention e.g., oxides of iron, titanium, or aluminum to name but a few.
- These solutions may be drinking water supplies, industrial process or waste streams, or any aqueous medium where pollutant removal is desired.
- the sorbent synthesized or regenerated can be used as the removal medium by itself, it may be precipitated onto and/or within an inert substrate or another active sorbent substrate such as activated carbons or activated aluminas, it may be precipitated on a different metal oxide, or it may be coprecipitated with one or more different metal oxides.
- This allows exploitation of desirable sorbent particle characteristics such as surface area, pore size and volume, oxidation strength, and also allows the use of foreign metal cations which are either bound within the metal oxide structure or co-precipitated as a secondary oxide or as a substrate to enhance certain characteristics of the metal oxides when used in aqueous filtration systems.
- beneficial characteristics lead to increased oxidation potential, amongst many other characteristics, for the metal oxides used in industrial and chemical applications.
- target pollutants such as arsenic, lead, copper, chromium, to name but a few
- the precipitation of the sorbent onto and within another active sorbent also allows for the simultaneous removal of metals, for example by an oxides of manganese sorbent, and organic pollutants, for example by an activated carbon substrate.
- inventions and the methods and systems thereof provide for precipitation of highly active metal oxides such as oxides of iron and oxides of magnesium, for example, onto and/or within inert or active sorbent substrates.
- highly active metal oxides such as oxides of iron and oxides of magnesium
- the precipitation of oxides of manganese onto and within another active sorbent granule, for example activated carbons or activated aluminas allows for the simultaneous removal of metals that are removed by the metal oxides and organics that are removed by the activated carbon, for example.
- metal oxides are formed into an active solid contactor element that may be installed as a unit in and aqueous filtration system.
- This solid contactor element may be formed by compacting the sorbent itself into a filter element, compacting the sorbent with other active sorbents into a solid contactor element, or compacting the sorbent with a binder or tackifier material, possibly also with the inclusion of other active sorbents or reinforcing materials, for example.
- arsenic is found in water in two common forms or species, arsenite (As +3 ) and arsenate (As +5 ).
- Arsenite is the most difficult to remove in conventional systems, and a feature of the sorbent of the present invention is that its high oxidation capability converts arsenite to arsenate which is more easily removed from the water. This oxidation capability of the sorbent is useful in removing many metals from aqueous streams, arsenic being only exemplary. There are several technologies that can be used to achieve the new maximum contaminant level (MCL) for drinking water but many are effective for removal of only one of the arsenic species. With the use of sorbent formed according to the methods of the invention, Applicants have been able to effectively remove both of the two common arsenic species.
- the processes of the invention have created sorbents that have the demonstrated ability to remove arsenic and hardness minerals to a level heretofore unachieved.
- the metal oxides may be contacted with the metal or pollutant containing aqueous stream or medium in a number of fashions.
- the metal oxides particles can be fluidized or suspended in the aqueous medium within a continuous reactor.
- Such a reactor could be a vertical vessel with an inlet at the bottom for the metal containing water. The inlet could be configured so that the water enters the vessel at a high- velocity through a diffuser that creates a turbulent zone in the bottom region of the vessel.
- Metal oxides may be added to the vessel as a particulate powder but are preferably added as a slurry near the bottom of the vessel.
- the turbulence created by the aqueous stream entering through the diffuser suspends at least some of the metal oxides in the solution.
- the suspended metal oxides may create a fluidized bed in the lower portion of the vessel.
- a clear water overflow could be located sufficiently high on the vessel such that the suspended metal oxides have disengaged from the water flow and clear water can overflow substantially free of entrained metal oxides. This is easily accomplished by optimizing the diffuser design, the cross-sectional area of the vessel, and the sorbent particle size as described above such that the velocity in the upper portion of the vessel is low enough that the metal oxides do not remain entrained.
- the so-called clear water overflow may have sorbent that carries over and that is then removed from the water stream by any solid-liquid separation technology known in the art.
- Fresh sorbent can continuously be added to the vessel as just described, and reacted sorbents can continuously be removed from the vessel through an outlet located low enough in the vessel as to be in the fluidized bed portion.
- This stream may be continuous or intermittent and the oxides of manganese or other metal oxides and water may be further processed through filtration, centrifuging or other conventional solids/liquids separation process.
- the spent sorbent can be regenerated as described above.
- the system here is described as having one vessel, but there could be any number of vessels involved, in series or in parallel.
- a second vessel in series is an effective way of ensuring adequate disengagement of the metal oxides from the treated stream, for example.
- the removal system could have a once-through flow of water with the water stream entering through the diffuser, contacting the sorbent, and leaving the vessel as a treated stream.
- the system could also be configured with a recycle loop so that water is taken from the vessel at a point above the zone containing the suspended sorbent and recycled through the diffuser.
- This recycle loop could also take water from the zone with the suspended sorbent since, aside from erosion impacts on equipment such as the pump and diffuser, it is not important that the recycle stream be essentially free of sorbent.
- This recycle stream could be useful in controlling the water velocity in the vessel during fluctuations in flow of the water stream to be treated.
- the recycle allows the operator to control the velocity of the water entering the vessel such that the velocity is high enough to suspend the sorbent and allow for sufficient contact of the sorbent with the target pollutants and low enough that there is not excessive carryover of sorbent with the treated stream.
- While continuous reactors as just described may be used with the invention, it is also possible to batch treat water by adding the water to be treated and the sorbent to a vessel.
- the contents of the vessel can be agitated or stirred to provide adequate contact between the sorbent and the target pollutants in the aqueous.
- the treated water may be separated from the particulate sorbent by decanting, filtering, microfiltration, centrifuging, or by other solid/liquid separation means known in the art.
- the sorbent may be precipitated onto filters or other structures. Further, the sorbent may be provided in pellet or other forms much larger than fine powders or particulates.
- the sorbent maybe employed in a fluidized bed much like sand beds used in current water filtration plants. Systems that incorporate filters or those systems that do not have filters can be retrofitted to incorporate sorbent imbedded within a filter fabric or within a canister type filter. Filtering systems may be multiple stages such as carbon followed by sorbent to allow for multiple pollutants to be removed. This is of particular advantage for home point-of-use devices such as faucet attachments or shower attachments. Another application would be portable water bottle filters. These may also be multiple-stage filtration.
- water maybe passed through a carbon stage followed by a sorbent stage and then a membrane type stage for filtration of microbial bacteria such as cryptosporidium or giardia.
- Sorbent may also be injected into the filtration pipe and allowed to contact pollutants within the water stream and then subsequently be filtered out and regenerated.
- sorbents formed by the processes of the invention may be utilized in a variety of commercial, industrial and residential applications in filtration systems known to those skilled in the art.
- Sorbent may also be formed into a solid contactor element comprised entirely of sorbent creating a heretofore unavailable product.
- sorbent may be formed into a composite solid contactor element comprising one or more sorbents, a sorbent with a binder material, sorbent with a reinforcing structural material, or any combination of these elements and/or others described below.
- An example of a solid contactor element is a replaceable cartridge in a filter housing.
- a solid contactor element may be conceivably of any size, from several feet in diameter for industrial applications, to a size useful in a personal water bottle, to an even smaller size useful in laboratory equipment, for example.
- the invention may also use fixed bed systems to remove target pollutants from water.
- a fixed bed system is well known in the art, and usually includes a vessel, a bed of the sorbent within the vessel, and a means of support for the sorbent bed.
- the water to be treated enters the vessel, passes through the bed where target pollutants are captured by the sorbent, and emerges from the vessel as a treated stream.
- Fixed bed contactors often include, depending on the target pollutants to be removed, several different beds of sorbent or filter media. Such a contactor is referred to as a multi-media filter, even though chemical reactions, absorption, adsorption, and other interactions as well as physical filtration may be occurring. There may be, for example, a bed of ordinary sand as the first bed contacted by the water for removal by filtration of suspended solids. There may also be a bed or beds of activated carbon, activated alumina, or other media useful in removing unwanted constituents from an aqueous stream. Fixed bed contactors may also employ sorbent material with a larger nominal size than the sorbent itself.
- Sorbent of this larger nominal size may also be created by precipitating oxides of manganese or co-precipitating oxides of manganese with foreign metal cations onto substrates of the desired size and shape.
- the same precipitation or co-precipitation process may be used with other metal oxides such as oxides of iron.
- Activated aluminas and activated carbons are commercially available in a wide variety of sizes and shapes. These active substrates, as well as other active and inactive substrates, may be used to create the physical configuration of sorbent particle desired for the particular application.
- Systems of fixed bed contactors may include more than one contactor, so that while water is being treated by one contactor another is being regenerated and prepared for reuse.
- This system may be arranged with common piping for a smooth on-line transition between vessels without interruption of the flow of the stream to be treated.
- This type of system may be configured such that when treating water, the water enters through the top of the vessel, and when regenerating the bed or beds, the regeneration fluid enters through the bottom. In this way the regeneration step also serves to "fluff the bed or beds to reduce compaction caused during the treating process and to thus lower pressure drop through the bed.
- the regeneration of a bed of sorbent may be done in situ in the fashion described above.
- a bed may be taken off-line, the loaded metal oxides can be rinsed while in the vessel, an ambient or heated aqueous oxidizing solution may be passed through the vessel, the solution being prepared so as to have Eh and pH values within the metal oxide stability area and with the heated oxidizing solution being monitored and adjusted so that solution temperature, Eh value and pH value are maintained within the metal oxide stability area until the metal oxides are regenerated so as to reestablish pollutant loading capacity and/or average oxidation states to an acceptable level.
- the filtrate depending upon the metal oxide used may now have the pollutant that was stripped from the metal oxide in a concentrated form.
- the oxidant as an example, but not limited to, maybe hydrogen peroxide.
- This filtrate may now be routed to another vessel where ferric chloride or ferrous sulfate may be introduced to capture the pollutant and bind it for disposal.
- This process is advantageous as the pollutant is concentrated along with other suspended particles when the bed is regenerated and smaller amounts of the binding agent are used. This leaves the sorbent in situ and allows for repeated regenerations. Also, the oxidant breaks down into water and is not hazardous to drinking water. After this is complete the bed may be put back on-line when another bed is spent and the other bed can then be taken offline and regenerated in the same manner.
- the metal oxide sorbent may be removed from the contact vessel and routed for regeneration as previously detailed hereinabove, utilizing either a batch or continuous flow reactor.
- the use of foreign metal cations may provide for an increased utilization of the sorbent for target pollutant removal. Increased utilization can be achieved by selecting which foreign metal cation or cations to use and/or increasing the amounts of the particular metal cations used within the metal oxide structure.
- Foreign metal cations can increase the reactive properties of the sorbent which are directly related to capturing targeted pollutants or sorbent utilization. Applicants have found that by inserting specific foreign metal cations, such as titanium, into the metal oxide structure, the relative affinity for various pollutants may be modified.
- sorbent can be selectively engineered to increase its utilization or affinity for different pollutants, and may be selectively engineered to decrease its affinity or utilization for different pollutants.
- sorbent may be modified to reduce its affinity for iron relative to its affinity for arsenic if iron removal is not a goal of the system. This makes for a more cost efficient pollution control system as depending upon what pollutants are to be captured. The pollutant with the lowest utilization will be the controlling factor in determining how much sorbent is used in the system. This will affect component sizing, thus reducing capital, and O & M costs. Selective engineering may also be advantageously utilized in dual-stage or multi-stage removal systems where different pollutants are to be serially removed in different reaction zones.
- the systems just described may be designed and sized to remove metals from drinking water at a municipal water plant or at a single residence. They may also be configured for use in industrial processing, wastewater treating, and any conceivable application for the claimed technology.
- Yet another embodiment of the invention includes using the metal oxides in a personal protective respirator to remove pollutants and/or toxins from an air stream.
- the most common respirator is the half-mask respirator.
- Half-mask respirators may be either disposable or reusable. Disposable half-mask respirators guard against either particulates, gases and vapors, or both.
- the half-mask respirator for gases and vapors is disposed of when its filtering element is exhausted. This may occur when a user begins to smell or taste the chemical.
- Reusable half-masks rely on cartridges, some of which block out gases and vapors while others filter out particulates. The two types of cartridges are often used in tandem.
- a variation on the reusable half-mask is the full mask, which protects the eyes and more of the face from splashes and flying particles than does the half-mask. Full masks also fit more snugly, minimizing the chance of leakage.
- the full mask respirator includes a facepiece and a filter cartridge, sometimes also known as a "canister.” Straps are used to secure the facepiece to a user's head.
- the cartridge may have a filter to remove particles, a sorbent material to remove certain chemicals, both, or other parts. When the user inhales, air is pulled through the filter.
- Full mask respirators may also be of the positive pressure type with filtered air being pressurized into the mask.
- Advantages of respirators that remove airborne chemicals, also known as air- purifying respirators, are that they are less expensive and less complicated than other options.
- a user's inhalation causes air to flow through the inlet, tlirough a particulate filter, through a filter that includes a bed of particulate sorbent, through another particulate filter (to trap sorbent dust) and through the outlet into the mask.
- a filter that includes a bed of particulate sorbent
- another particulate filter to trap sorbent dust
- Applicants have found that using the metal oxides of the invention, including metal oxides alone, co-precipitated metal oxides, metal oxides incorporating foreign cations, metal oxides precipitated onto or with a substrate such as, but not limited to, activated carbon, in a personal protective respirator cartridge creates a respirator capable of removing a wide variety of pollutants in a safe manner. Applicants further believe that such respirator cartridges will last much longer than conventional counterparts due to the high pollutant loading capacity of the sorbents of this invention.
- the metal oxides produced by embodiments of the invention are used in gaseous pollutant removal systems.
- gaseous pollutant removal systems The following example describes such a pollutant removal system integrated with a metal oxide production system.
- oxides of manganese are used to recover NO ⁇ and SO ⁇ from flue gases, it being understood that other this and other metal oxides may be used to recover these and other pollutants.
- system 60 is a representation of pollutant removal systems in general and it should be understood that the system 60 could be a wet scrubbing removal system, a dry removal system or a combination thereof.
- System 60 as represented includes a reaction chamber 62 and a sorbent feeder 64 which contains and/or is configured to feed oxides of manganese to the reaction chamber 62. Depending upon the type of reaction chamber, oxides of manganese may be fed a ; s a dry powder or dry particles, as slurry, or as a wet filter cake.
- a stream of untreated gas containing target pollutants is shown entering into the reaction chamber 62.
- gas and sorbent oxides of manganese are introduced into the reaction chamber 62 and contacted under conditions and for a time sufficient to effect removal of the target pollutant(s) at a targeted removal efficiency rate for the target pollutant(s).
- the gas and the oxides of manganese may be introduced together or separately into reaction chamber 62, depending upon the type pollutant removal system and type of reaction chamber employed. Clean gas, gas from which a target pollutant has been removed, is shown to be vented from the reaction chamber 62.
- Loaded oxides of manganese will be removed from the reaction chamber, as dry reacted sorbent, a filter cake of reacted sorbent or a slurry of reacted sorbent and conveyed for regeneration and/or precipitation processing according to the invention with appropriate handling.
- one of various embodiments of the Pahlman ProcessTM system may be viewed as being comprised of a feeder containing a supply of sorbent or oxides of manganese, at least one bag house configured to receive sorbent and a gas containing target pollutants, such as those identified herein above. Gas is introduced at temperatures ranging from ambient temperature to below the thermal decomposition or liquification temperature of manganese salt reaction products formed between the oxides of manganese and the target pollutant. Gases are introduced into the bag house and contacted with the sorbent for a time sufficient to effect capture of the target pollutant at a targeted pollutant capture rate.
- the target pollutant or pollutants are captured through formation of the reaction product between the target pollutant and the sorbent.
- the system will also include a controller for simultaneously monitoring and adjusting system operational parameters.
- the controller provides integrated control of system differential pressure and other operational parameters selected from the including, but not limited to, target pollutant capture rates, gas inlet temperatures, sorbent feeder rates and any combinations thereof.
- the controller regulates differential pressure within the system so that any differential pressure across the system is no greater than a predetermined level and the target pollutant is removed at the targeted pollutant capture rate set point.
- the system may incorporate more than one reaction zone, both of which may be bag houses.
- the system may optionally incorporate a reaction zone upstream of a bag house into which gas and sorbent are introduced and subsequently directed to the bag house.
- Such optional reaction zones may be selected from the group of reaction zones that includes a bag house, fluidized bed, a pseudo-fluidized bed, a reaction column, a fixed bed, a moving bed, a serpentine reactor, a section of pipe or duct, an absorber, and a cyclone or multi-clone.
- the first target pollutant may be captured or removed in the first reaction zone or substantially removed in the first reaction zone and the second target pollutant will be removed in the second reaction zone.
- This can be advantageously utilized particularly where the two reaction zones are bag houses to capture a first target pollutant such as SO x in the first reaction zone and a second target pollutant such as NO x or mercury in the second reaction zone. This would allow for separate regeneration of loaded sorbent having reaction products thereon from reaction between oxides of manganese and a single target pollutant or at least different target pollutants that are captured in the second bag house.
- the target pollutants are SO x and NO x this would allow for separate regeneration and filtration of a SO x loaded sorbent and NO x sorbent with their respective reaction product ions being disassociated into separate pre-oxidation rinses with the resultant pre-oxidation filtrates also being separately processed to precipitate out oxides of manganese.
- the respective precipitation filtrates would then allow for separate production of sulfate by-products and nitrate by-products.
- the system may also include three or more reaction chambers 62 connected to a common conduit with one or more diverter valve(s) positioned in the common conduit to direct the flow of gas to the first reaction chamber 62, to the second reaction chamber 62 and/or the third reaction chamber 62.
- the diverter valve(s) have variable positions that may include first, second and third positions, and so on in sequence.
- the conduit, diverter valve(s) and reaction chambers 62 are configured so that gas may be routed through any one of the reaction chambers 62, any two of the reaction chambers 62 in series, or all of the at least three reaction chambers 62 in series or in parallel, or any combination of series and parallel.
- a regeneration system 10 and precipitation system 30 substantially as depicted in Figure 3 is illustrated in block flow and is connected to removal system 60.
- Continuous flow reactor 24 is equipped with temperature probe 13 A, pH probe 13B, and Eh probe 13C, and pressure probe 13D;
- continuous flow reactor 14 is equipped with temperature probe 13A, pH probe 13B, Eh probe 13C, and pressure probe 13D all of which are in electronic communication with a controller 67.
- a premixed oxidant/base vessel (not shown) containing a preheated oxidant/base solution is configured to feed said solution to continuous flow reactor 24 and continuous flow reactor 14.
- preheated oxidant/base solution may be routed directly from an electrolytic cell 72, such as shown in Figure 11, or the output of electrolytic cell 72 may be routed to the oxidant vessel.
- Loaded sorbent may conveyed directly from reaction chamber 62 to regeneration pre-oxidation rinse 12 or it may be directed to a loaded sorbent vessel (not shown) for holding and subsequently conveyed to rinse device 12.
- the pre-oxidation filtrate from rinse 12 is routed to the continuous flow reactor 24.
- the rinsed sorbent from pre-oxidation rinse device 12 is slurried as appropriate and routed to the continuous flow reactor 14.
- the feeders (not shown) of the premixed oxidant/base vessel, oxidant/base/acid vessel, and loaded sorbent slurry vessels (not shown) are in electronic communication with the controller 67.
- the controller 67 is also in electronic communication with the Eh probe 13C, pH probe 13B, temperature probe 13 A, and pressure probe 13D with which the continuous flow reactor 34 is equipped and Eh probe 13C, pH probe 13B, temperature probe 13A, and pressure probe 13D with which the continuous flow reactor 14 is equipped.
- sorbent from the continuous flow reactor 24 and regenerated sorbent from the continuous flow reactor 14 is routed to filtration unit 16 for filtering.
- the sorbent is further routed to the rinse device 17 to be further rinsed.
- filtration unit 16 and rinse 17 may be combined into one device so as to remove filtrate and rinse in a combined operation.
- sorbent from the continuous flow reactor 24 and the sorbent from continuous flow reactor 14 may each have its own filtration device and sorbent rinse device.
- Sorbent is then routed to the sorbent dryer 18 As illustrated, sorbent from sorbent dryer 18 is routed to comminuting device 19 and then to sorbent feeder 64 which in turn feeds the sorbent to reaction chamber 62. Alternatively, sorbent from dryer 18 may be routed directly to reaction chamber 62 or to a sorbent storage vessel prior to being directed to the feeder 64.
- Reaction chamber 62 is equipped with optional target pollutant concentration readers or continuous emission monitors (CEMS) for NO ⁇ and S0 2 , readers 68 A and 68B, which are in electronic communication with controller 67. It should be understood the reaction chamber 62 may be equipped with other equivalent readers where different target pollutants are being captured.
- CEMS continuous emission monitors
- the controller 67 interfaces with continuous flow reactor 24 probes 13 A, 13B, 13C, and 13D; NOx and S0 2 readers 68A and 68B and the premixed oxidant/base vessel, and oxidant/base/acid vessel feeders and vessels (not shown) for measurement and adjustment of operational parameters within reactor 14 and 24.
- the controller 67 signals the addition of premixed oxidant/base, oxidant, acid, and/or base to continuous flow reactor 24 based upon the inputs received from the probes until the desired Eh/pH reading is obtained prior to addition of the pre-oxidation filtrate into the continuous flow reactor 24.
- controller 67 can be programmed with initial set points corresponding to predetermined amounts of chemical constituents to be added to process solutions based upon historical process data that has been retained.
- the static mixer or agitator 35 continuously agitates and mixes the combined mixed the solution as it travels through the pipe or continuous flow reactor.
- the temperature, pressure, pH, and Eh conditions in the continuous flow reactor 24 are monitored and adjusted continuously so as to maintain conditions within the Mn0 2 stability area.
- the controller 67 similarly interfaces with regeneration vessel 14 probes 13 A,
- the controller 67 contains a programmable logic controller (PLC) and other hardware components necessary for the operation of the controller such as a power supply, input and output modules that would communicate with the probes 13 A, 13B, 13C, 13D of system 10; probes 13A, 13B, 13C, and 13D of system 30 and/or readers 68A and 68B, and with the premixed oxidant/base vessel, and oxidant/base/acid vessel feeders and vessels (not shown), and loaded sorbent feeder (not shown) and other components.
- PLC programmable logic controller
- the controller 67 receives inputs from the various probes and readers and converts them into ladder logic language that would be used by an internal control loop, such as a proportional integral derivative (PID) loop or derivation thereof, to individually and simultaneously monitor system operational parameters and to reconcile the inputs with predetermined or computer generated calculated set points for the operational parameters, such as temperature, pressure, Eh, and pH levels, sorbent loading and target pollutant removal or capture rate.
- PID proportional integral derivative
- the controller 67 will send an output as necessary to any of the feeders of premixed oxidant/base vessel, and oxidant/base/acid vessel (not shown) signaling a feeder to cycle on or to change feeder rate so as to maintain or adjust system operational parameters to within the Mn0 2 stability area for either continuous flow reactor 24 or continuous flow reactor vessel 14.
- the controller 67 may also contain an Ethernet card or other component that allows onsite or offsite remote display and operator interface and control as needed.
- the controller 67 would be given a start command and direct the loaded sorbent feeder (not shown) to inject predetermined amounts of loaded sorbent into the pre-oxidation rinse device 12.
- the controller 67 would also signal injection of a predetermined amount of premixed oxidant/base solution to continuous flow reactor 24 and continuous flow reactor 14 while checking and or adjusting the Eh and/or pH of the solution prior to simultaneously feeding in the predetermined amount of preoxidation filtrate from the pre-oxidation rinse device 12 into continuous flow reactor 24 and a predetermined amount of rinsed sorbent slurry from the pre-oxidation rinse device 12 into continuous flow reactor 14.
- the Eh of the precipitation solution in continuous flow reactor 24 and of the regeneration slurry in continuous flow reactor 14 may further be adjusted by addition of an oxidizer in sufficient quantity as to raise the Eh to the desired level from an oxidizer vessel (not shown), containing a supply of oxidizer or aqueous oxidizing solution.
- controller 67 would also check, based on inputs received from precipitation reactor 24 and associated probes 13A, 13B, 13C, and 13D; and continuous flow regeneration vessel 14 and associated probes 13A, 13B, 13C, and 13D. Controller 67 may also check TDS levels base upon inputs received from an optional TDS probe, if provided, for verification and adjustment of molar concentrations of process solution constituents as needed.
- Conditions in the precipitation solution and in the regeneration slurry may further be adjusted by utilizing a heater or heat exchanger (not shown) to increase or decrease solution temperature; the pH, if needed, by increasing or decreasing the rate of base or acid feed; the Eh, if needed, by increasing or decreasing the oxidizer concentration of the aqueous oxidizing solution or oxidant/base pre-mixed solution; and the pressure, if needed, by controlling the backpressure valve 94
- An optional, final quality control loop may be provided, as shown, utilizing the readers 68 A and 68B to check the loading performance of the processed oxides of manganese sorbent by sending, for example, SO ⁇ and NO ⁇ readings back to the controller 67. As determined by controller logic, the controller 67 would then adjust continuous flow reactor 24 and/or continuous flow reactor 14 parameters, if needed, to provide precipitated oxides of manganese and regenerated oxides of manganese, respectively, capable of removing target pollutants at the targeted removal rates.
- the same controller may also be used to control the entire operation of the removal system 60, the regeneration system 10 and the precipitation system 30 and their components as discussed above including, pre-oxidation rinse 12, filtration unit 16, rinse device 17, dryer 18, comminuting device 19, sorbent feeder device 64 and the by-products processing vessel 66, and electrolytic cell device (not shown but depicted in Figure 11) or separate controllers may be provided for different components or group of components or functions.
- the regeneration and precipitation system 10 is depicted as integrated with removal system 60.
- controller 67 the operation and control of the integrated systems 10 and 60 with controller 67 can be understood as being substantially the same with respect to corresponding components, shown and not shown, as described immediately above with respect to the integrated systems 10, 30 and 60.
- the controller 67 will be in electronic communication with the probes of a single continuous flow regeneration/precipitation reactor 14; otherwise, the operation and functions of electronic control and communication is substantially the same as described. With reference to Figure 10, this is equally applicable to the integration of systems 10 and 60 and the operation and function of electronic communication and control of the corresponding system components. Note that a variation of regeneration and precipitation method is illustrated. In Figure 10, reacted sorbent is rinsed and filtered and routed to dryer 17.
- the continuous pollutant removal process may be operated with permanganate injection in order to provide additional means of metals removal in a pollutant removal system such as the Pahlman ProcessTM system.
- a slipstream is taken from the solution in the continuous flow reactor prior to the solution going from the permanganate region of the Pourbaix equilibrium diagram and into the Mn0 2 region and routed to a spray drying nozzle.
- the permanganate containing slipstream can be injected into the pollutant removal system or upstream thereof and contacted with the target pollutant containing gas and entrained sorbent.
- the slip stream and Mn0 2 may be injected at different stages from multiple nozzles or multiple injection points either separately or simultaneously, with the injections sequenced or coordinated, as necessary, to provide optimal utilization of the permanganates for metals removal.
- the permanganate may be injected in varying concentrations, as necessary, depending upon concentrations of mercury (elemental, oxidized or total mercury compounds) or other heavy metal compound in the gas stream. This will assist in converting metals from elemental or other reduced states into oxidized metals and lead further to capturing the oxidized mercury or other oxidized metals in a baghouse reactor, such as in a Pahlman ProcessTM pollutant removal system.
- the process of capturing mercury or other heavy metals may or may not depend upon oxidizing them with permanganate; and the capture of some but not necessarily all such pollutants may be aided by a permanganate injection. If metal oxides other than oxides of manganese are used as sorbents, potassium permanganate may be purchased and injected from a separate tank outside the system rather than use the slipstream of the Mn0 2 continuous process. The tank concentration may be varied as required to maintain capture rates of mercury as necessary.
- the permanganate after capture in the baghouse and going through the regeneration process, will convert to a lower oxide of manganese as it is water soluble and stay within the system. This will create a closed loop process where none of the manganese is lost no matter what form it may be in.
- the metal oxide filter cake leaving filter press may be routed for further handling and processing such as drying and comminuting prior to introduction into a sorbent feeder and subsequently feed into or upstream of a baghouse reactor. Or the filter cake be conveyed to a filter cake feeder or mixed into a slurry and routed to a spray dryer or nozzles prior to the baghouse reactor.
- One on the key aspects of the various embodiments of the Applicants' invention is the ability to control specific metal oxide particle characteristics such as: particle surface area, bulk density, pore size, pore volume and other characteristics like particle density and nanofiber dimensions. These metal oxide characteristics affect the sorbent' s ability to affect target pollutants thus affecting utilization and cost of the process. Large values for particle surface area means there are more potential reaction sites at the surface of the sorbent, so less particles need to migrate into the structure to be captured. Pores volume and size regulate how readily diffusion of mobile species like cations occurs. Pore volume and size are controlled with the addition of foreign cations.
- the cations can modify the lattice structure by increasing lattice defects during the nanofiber growth process. For example, this affect can lead to larger pore volumes and/or more pores with smaller volumes depending on how the structures stack together. These properties ultimately affect sorbent/pollutant reaction kinetics and utilization; therefore, to be able to manipulate these parameters is important. Bulk density is important for transportation purposes; for example, the sorbent needs to have a low bulk density so it can be adequately mixed by the flue gas to initiate reaction. All of these particle characteristics can be affected or controlled through the embodiments of the Applicants' invention by introducing metal cations of primary and secondary metal into metal oxides or metal oxide compounds and by precipitating the various metal oxides onto substrates.
- Example 1 As an illustrative example not intended to be limiting in scope, metal oxide based sorbents created with foreign cation addition techniques and metal precipitation onto substrates as detailed in the Applicant's invention using either the continuous flow reactor or batch processes are detailed in the following example. A series of metal oxide based sorbents were created and analyzed for specific particle characteristics. Table 2, provides a summary of the prepared metal oxide sorbents along with a summary of key particle characteristic data.
- Eleven metal oxide sorbents were all produced in accordance to the methods of the Applicant's invention and utilized potassium persulfate (K 2 S 2 0 8 ) as the oxidant in the oxidizing aqueous solution and potassium hydroxide (KOH) and for pH control and are all labeled A-K in Table 2. Seven of the sorbents, labeled A-G, were prepared utilizing the Applicant's inventive concept of adding metal cations of primary and secondary metals to a newly precipitated metal oxide, in this case Mn0 2 . As to not be redundant and repetitive, metal oxide sorbent A will be described in detail, and it should be understood that all seven (A-G) were prepared in the same manner except for the addition of a different soluble metal salt.
- Sorbent A a metal oxide soluble salt solution of 1/16 Mole BaS0 was added to 1.0 Mole solution of MnS0 4 .
- process parameters were controlled and maintained according to the methods of the Applicant's invention with respect to system temperature, pressure, Eh, and pH and controlled with respect to the systems metal oxide stability area.
- Sorbent A is thus composed of a primary metal oxide Mn0 2 with incorporation of a primary metal cation, namely Ba +2 and a secondary metal cation, namely K +2 .
- the remaining 6 sorbents B-G were prepared identically, with the exception of the soluble metal salt namely: Li 2 S0 , CuS0 4 , MgS0 4 , A1 2 (S0 4 ) 3 , Ti 2 (S0 4 ) 3 and Fe (S04) 3 .
- a sorbent labeled as "baseline” is provided.
- the baseline sorbent was produced according to the methods of the invention with a 1.0 Mole solution of MnS0 4 and potassium persulfate supplied in the aqueous oxidizing solution and potassium hydroxide for Ph control.
- Example 2 As an illustrative example, metal oxide based sorbents created with foreign cation addition techniques and metal precipitation onto substrates as detailed in the
- Example 2 Applicant's invention using either the continuous flow reactor or batch processes are detailed in this Example 2.
- Example 2 a series of metal oxide based sorbents were created and tested for removal of various target pollutants.
- Table 3 provides a summary of the prepared metal oxide sorbents and target pollutant removal data.
- the metal oxide sorbents 1-6 were all precipitated in accordance to the methods of the Applicant's invention and utilized potassium persulfate (K S 2 0s) and potassium hydroxide (KOH) and the oxidizing aqueous solution.
- Sorbent 1 was prepared utilizing the Applicant's inventive concept of adding a primary and secondary metal cation to a newly precipitated metal oxide, in the case Fe ⁇ 3 .
- Sorbent 1 a metal oxide soluble salt solution of 0.5 Mole Fe 2 (S0 4 ) 3 and 1/32 mole MnS0 4 was prepared. Upon contacting the oxidizing aqueous solution and soluble metal salt solution, process parameters were controlled and maintained according to the methods of the Applicant's invention with respect to system temperature, pressure, Eh, and pH and controlled with respect to the systems metal oxide stability area. Sorbent 1 contains a primary metal oxide Fe 2 ⁇ 3 with incorporation of a primary
- Sorbent 2 was prepared in the same manner as Sorbent 1, however, the soluble metal salt solution contained only 0.5 Mole of Fe (S0 ) 3 . Therefore, Sorbent 2 was composed of a primary metal oxide Fe 2 ⁇ 3 with incorporation of a foreign cation, namely K +2 , from the oxidant and base oxidizing aqueous solution and base addition for pH control during processing.
- Sorbent 3 was prepared in the same manner as Sorbent 1, however, the soluble metal salt solution contained only 1.0 mole of manganese sulfate (MnS0 ).
- Sorbent 3 therefore, was composed of a primary metal oxide Mn0 with incorporation of a foreign cation, namely K +2 , from the oxidant and base oxidizing aqueous solution and base addition for pH control during processing.
- a foreign cation namely K +2
- Sorbent 3 was measured through compositional analysis to be 6.81% by weight with 18%)' structural water. As the compositional analysis indicates, it should be noted that the sorbent represented as Mn0 2 can alternatively be represented as K y MnO x * zH 0. Other metal oxides and metal oxide compounds incorporate foreign cations prepared by methods of the invention may be similarly analyzed and represented.
- Sorbents 4-6 were prepared by utilizing the method in the Applicant's invention of precipitating metal oxides onto insoluble substrates. Sorbents 4-6 all started with a soluble metal salt, specifically manganese sulfate (MnS0 4 ), and added 1/8 Mole quantities, respectively, of iron (III) oxide Fe 2 ⁇ 3), aluminum (III) oxide (A O 3 ), and titanium (IV) oxide (Ti0 ) to the starting soluble metal salt solution.
- MnS0 4 manganese sulfate
- 1/8 Mole quantities, respectively, of iron (III) oxide Fe 2 ⁇ 3), aluminum (III) oxide (A O 3 ), and titanium (IV) oxide (Ti0 ) to the starting soluble metal salt solution.
- Sorbent 4 contained the (Fe 2 ⁇ 3 ), Sorbent 5 contained (A1 2 0 3 ), and sorbent 6 contained (Ti0 2 ).
- Sorbents 4-6 the oxidizing aqueous solution and base addition for pH control was again potassium persulfate and KOH. It should therefore be noted that the primary metal oxide being precipitated on the various substrates was Mn0 2 ,
- Each of the six sorbents were tested for their ability to remove a target pollutant from water, in this case the two common forms of arsenic.
- Known concentrations of arsenite (As + ) and arsenate (As +5 ) were both spiked in an aliquot of typical drinking water.
- a known quantity of sorbent was then mixed with the contaminated aliquot and filtered. After filtering, the effluent water was tested for the presence of the contaminating arsenic ion using the induced coupled plasma (ICP) analytical technique. Removal percentages were then calculated and are presented in Table 2. In all cases, the metal oxide sorbent removed both forms of arsenic down to the detection limit of the analysis method.
- ICP induced coupled plasma
- Sorbent 1 0.5 Mole Fe 2 (S0 4 ) 3 and 1/32 mole MnS0 4
- Sorbent 2 0.5 Mole Fe 2 (S0 4 ) 3
- Sorbent 4 1.0 Mole MnS0 4 and 1/8 Mole Fe 2 0 3 Substrate
- Sorbent 5 1.0 Mole MnS0 4 and 1/8 Mole Al 2 0 3 Substrate
- Sorbent 6 1.0 Mole MnS0 4 and 1/8 Mole Ti0 2 Substrate
- metal oxide based sorbents can be controlled through various embodiments of the Applicant's invention.
- One such embodiment is by introducing foreign metal cations into the primary metal oxides crystalline structure. These foreign metal cations can be introduced in multiple ways during the processes as detailed previously in the multiple embodiments of the invention, both in a batch or continuous flow reactor process.
- One such method for the introduction involves the metal cations associated with the specific oxidants and bases used to prepare the oxidizing aqueous solution and base for pH control.
- potassium (K 2 S 2 0 8 ) and sodium (Na 2 S 2 0 8 ) persulfates and potassium (KOH) and sodium (NaOH) hydroxides can supply a K +2 or Na +2 to the primary metal oxide.
- Foreign cation introduction can alternatively be accomplished by using a soluble metal salt solution, such as K 2 S0 or NaS0 , as utilized when levels of K and Na desired in the metal oxide are beyond those that could be acliieved by the quantities of cations present as result of oxidant and base additions. Additional cations could alternatively be added, such as: Ba 2+ , Al 3+ , and Mg 2+ , by using their soluble salt forms.
- the precipitation should be carried out solely with a region of the primary metal oxide stability areas and not in a co-precipitation area of both the primary metal and the metal foreign cation, to avoid co-precipitation. If co- precipitation is desired, the processing should be carried within the co-precipitation stability area.
- An additional embodiment of the Applicant's invention that allows control of the metal oxides' target pollutant removal property would be introducing various substrates into both the batch and continuous process.
- manganese dioxide based sorbents were created according to methods of the invention and tested for their target pollutant utilization using a flue gas stream from a coal-fired utility boiler facility.
- the target pollutant laden gas stream was passed through a glass reactor containing several grams of a specified metal oxide sorbent that was prepared consistent with the methods outlined previously.
- the target pollutants were NOx and SOx.
- Specific removal capabilities of various metal oxide sorbents are expressed as the sorbents' utilization and calculated by taking moles of pollutant removed during the test period to a specified breakthrough level (in this case 90% removal) and dividing by moles of sorbent used in the reactor test (approximately 5.0 grams).
- Example 3 Three metal oxide sorbents were prepared using the introduction of the foreign cations associated with the specific oxidant and base. Specifically, the ammonium (NH ) cation from ammonium persulfate and hydroxide, sodium (Na ) cation from sodium persulfate and hydroxide and potassium (K + ) from potassium persulfate and hydroxide. Testing results indicate that the Mn0 2 metal oxide sorbent with an ammonium (NH 4 + ) foreign cation bound into the crystalline structure has a NO x utilization that is 1.9 times greater than an identical Mn0 metal oxide sorbent
- Mn0 2 sorbent prepared with potassium (K + ) as the foreign cation bound into the crystalline structure exhibited NOx utilization 2.1 times greater than the Mn0 2 sorbent with sodium (Na ) and 1.1 times greater than Mn0 2 sorbent with ammonium (NH ) as the foreign cation bound into the crystalline structure.
- Example 4 As an additional example, four manganese based metal oxide sorbents were prepared using the introduction of both a first foreign metal cation associated with the specific oxidant and base, in this case K, from the potassium persulfate and potassium hydroxide and additionally a second foreign metal cation introduced into the system through a soluble cation metal salt. 1/4 Mole of the soluble cation salt was added to a 1.0 Mole solution of manganese sulfate (MnS0 4 ) and the process as operated and controlled according to the Applicants' invention with respect to temperature, pressure, Eh, and pH and maintained in the desired metal oxide stability area.
- MnS0 4 manganese sulfate
- the aqueous oxidizing solution was composed of 1.4 Moles of potassium persulfate (K 2 S 2 0 8 ) and potassium hydroxide was used for pH control. Specifically foreign cations added in the four samples include: barium (Ba" + ), iron (Fe 3+ ), magnesium (Mg 2+ ), and aluminum (Al 3+ ).
- the four metal oxide sorbents were then tested for their target pollutant removal and ranked according to their mass utilization. Testing was again carried out using a flue gas stream from a coal-fired utility boiler facility. A target pollutant laden flue gas stream was passed through a glass reactor containing several grams of each of the four metal oxide sorbents. In this case, the target pollutants were NOx and SOx.
- Specific removal capabilities of various metal oxide sorbents are expressed as the sorbents' utilization and calculated by taking moles of pollutant removed during the test period to a specified breakthrough level (in this case 90%) removal) and dividing by moles of sorbent used in the reactor test (approximately 5.0 grams).
- the manganese based metal oxide sorbent with barium (Ba 2+ ) added as a second foreign metal cation (K was the first foreign metal cation) had a SO x utilization that was 2.2 times greater than the manganese based metal oxide sorbent with iron (Fe 3+ ) added as the secondary foreign metal cation.
- manganese based metal oxide sorbent with aluminum (Al 3+ ) added as a secondary foreign metal cation K was the primary foreign metal cation
- Example 5 In an additional example, two manganese based metal oxides were precipitated onto substrates of aluminum (Al 2 ⁇ 3 ) and magnesium (MgO). Precipitation of the manganese based metal oxides onto a substrate was carried out as specified above in the Applicants' invention.
- the two sorbents' mass utilization, where NOx was the target pollutant were determined in similar fashion as the foreign cation metal oxide manganese based sorbent as described above. It was found that the manganese based metal oxide sorbent prepared on the aluminum (Al 2 ⁇ 3 ) substrate had a NO x utilization that was 1.2 times greater than the manganese based metal oxide sorbent prepared on magnesium a (MgO) substrate.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Geology (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Environmental & Geological Engineering (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Analytical Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
- Treating Waste Gases (AREA)
- Compounds Of Alkaline-Earth Elements, Aluminum Or Rare-Earth Metals (AREA)
- Oxygen, Ozone, And Oxides In General (AREA)
- Inorganic Compounds Of Heavy Metals (AREA)
- Treatment Of Water By Oxidation Or Reduction (AREA)
Abstract
Description


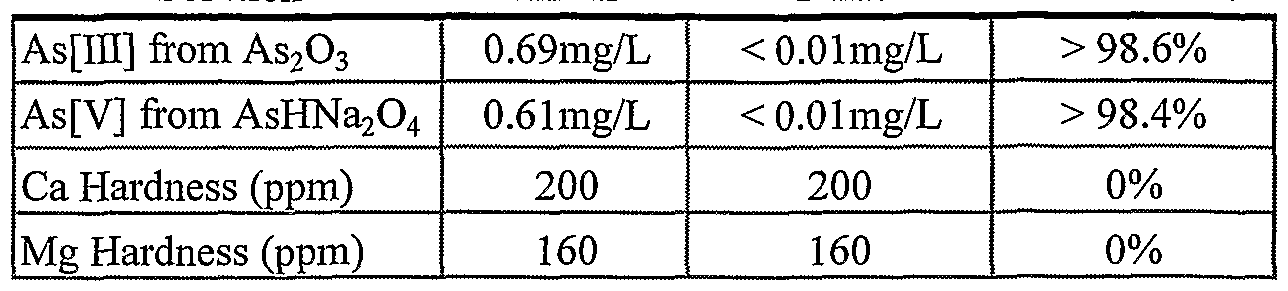





Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EA200600334A EA200600334A1 (en) | 2003-07-31 | 2004-07-28 | METHODS AND SYSTEMS FOR METAL OXIDE TREATMENT |
| EP04757386A EP1663456A4 (en) | 2003-07-31 | 2004-07-28 | Metal oxide processing methods and systems |
| CA 2537274 CA2537274A1 (en) | 2003-07-31 | 2004-07-28 | Metal oxide processing methods and systems |
| AU2004261240A AU2004261240A1 (en) | 2003-07-31 | 2004-07-28 | Metal oxide processing methods and systems |
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US49165303P | 2003-07-31 | 2003-07-31 | |
| US60/491,653 | 2003-07-31 | ||
| US53838604P | 2004-01-21 | 2004-01-21 | |
| US60/538,386 | 2004-01-21 | ||
| US53864404P | 2004-01-22 | 2004-01-22 | |
| US60/538,644 | 2004-01-22 | ||
| US53896804P | 2004-01-23 | 2004-01-23 | |
| US60/538,968 | 2004-01-23 | ||
| US10/767,460 | 2004-01-28 | ||
| US10/767,460 US7419637B2 (en) | 2003-01-28 | 2004-01-28 | Oxides of manganese processed in continuous flow reactors |
| US54925504P | 2004-03-02 | 2004-03-02 | |
| US60/549,255 | 2004-03-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2005011847A1 true WO2005011847A1 (en) | 2005-02-10 |
| WO2005011847A8 WO2005011847A8 (en) | 2005-04-14 |
Family
ID=34427163
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2004/024497 WO2005011847A1 (en) | 2003-07-31 | 2004-07-28 | Metal oxide processing methods and systems |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1663456A4 (en) |
| AU (1) | AU2004261240A1 (en) |
| CA (1) | CA2537274A1 (en) |
| EA (1) | EA200600334A1 (en) |
| WO (1) | WO2005011847A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017174561A1 (en) * | 2016-04-05 | 2017-10-12 | Krinner Drucklufttechnik Gmbh | Air treatment device and air treatment method |
| CN108939875A (en) * | 2018-09-29 | 2018-12-07 | 国电环境保护研究院 | A kind of device of coal-burning power plant's cooperation-removal heavy metal |
| CN111437816A (en) * | 2019-01-16 | 2020-07-24 | 中国石油化工股份有限公司 | Supported silver catalyst and preparation method and application thereof |
| CN111974162A (en) * | 2019-05-23 | 2020-11-24 | 乔治洛德方法研究和开发液化空气有限公司 | Method for regulating an oxygen production unit by comparing the pressure difference characteristics of different adsorbers |
| CN113453872A (en) * | 2018-11-12 | 2021-09-28 | 奥索冰岛有限公司 | Additive manufacturing system, method and corresponding component for elastomeric materials |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5534234A (en) * | 1994-11-14 | 1996-07-09 | Reddin; Lorin D. | Recovery of manganese from leach solutions |
| US5955045A (en) * | 1996-06-14 | 1999-09-21 | Linde Aktiengesellschaft | Removal of nitrogen oxides from gases |
| US6102039A (en) * | 1997-12-01 | 2000-08-15 | 3M Innovative Properties Company | Molded respirator containing sorbent particles |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4133309A (en) * | 1977-05-13 | 1979-01-09 | Minnesota Mining And Manufacturing Company | Sorbent material and a respirator containing the sorbent material |
| AU2001253365A1 (en) * | 2000-04-10 | 2001-10-23 | Midwest Research Institute | Phenol removal pretreatment process |
| US6610263B2 (en) * | 2000-08-01 | 2003-08-26 | Enviroscrub Technologies Corporation | System and process for removal of pollutants from a gas stream |
| CA2442541A1 (en) * | 2001-04-02 | 2002-10-17 | Japan Science And Technology Corporation | Manganese/oxygen compound with arsenic adsorption, arsenic adsorbent, and method of adsorptively removing arsenic from aqueous solution |
| AU2003239975A1 (en) * | 2002-06-11 | 2004-02-09 | Enviroscrub Technologies Corporation | Disassociation processing of metal oxides |
| CN1761520A (en) * | 2003-01-28 | 2006-04-19 | 环境清洁技术公司 | Oxides of manganese processed in continuous flow reactors |
-
2004
- 2004-07-28 WO PCT/US2004/024497 patent/WO2005011847A1/en active Application Filing
- 2004-07-28 CA CA 2537274 patent/CA2537274A1/en not_active Abandoned
- 2004-07-28 AU AU2004261240A patent/AU2004261240A1/en not_active Abandoned
- 2004-07-28 EP EP04757386A patent/EP1663456A4/en not_active Withdrawn
- 2004-07-28 EA EA200600334A patent/EA200600334A1/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5534234A (en) * | 1994-11-14 | 1996-07-09 | Reddin; Lorin D. | Recovery of manganese from leach solutions |
| US5955045A (en) * | 1996-06-14 | 1999-09-21 | Linde Aktiengesellschaft | Removal of nitrogen oxides from gases |
| US6102039A (en) * | 1997-12-01 | 2000-08-15 | 3M Innovative Properties Company | Molded respirator containing sorbent particles |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP1663456A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017174561A1 (en) * | 2016-04-05 | 2017-10-12 | Krinner Drucklufttechnik Gmbh | Air treatment device and air treatment method |
| CN108939875A (en) * | 2018-09-29 | 2018-12-07 | 国电环境保护研究院 | A kind of device of coal-burning power plant's cooperation-removal heavy metal |
| CN113453872A (en) * | 2018-11-12 | 2021-09-28 | 奥索冰岛有限公司 | Additive manufacturing system, method and corresponding component for elastomeric materials |
| CN113453872B (en) * | 2018-11-12 | 2024-05-24 | 奥索冰岛有限公司 | Additive manufacturing systems, methods, and corresponding components for elastomeric materials |
| CN111437816A (en) * | 2019-01-16 | 2020-07-24 | 中国石油化工股份有限公司 | Supported silver catalyst and preparation method and application thereof |
| CN111437816B (en) * | 2019-01-16 | 2023-05-02 | 中国石油化工股份有限公司 | Supported silver catalyst and preparation method and application thereof |
| CN111974162A (en) * | 2019-05-23 | 2020-11-24 | 乔治洛德方法研究和开发液化空气有限公司 | Method for regulating an oxygen production unit by comparing the pressure difference characteristics of different adsorbers |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1663456A1 (en) | 2006-06-07 |
| AU2004261240A1 (en) | 2005-02-10 |
| WO2005011847A8 (en) | 2005-04-14 |
| EA200600334A1 (en) | 2006-10-27 |
| CA2537274A1 (en) | 2005-02-10 |
| EP1663456A4 (en) | 2008-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7488464B2 (en) | Metal oxide processing methods and systems | |
| US7419637B2 (en) | Oxides of manganese processed in continuous flow reactors | |
| AU2021277661A1 (en) | Process for recovery of lithium from brine | |
| JP2005518274A (en) | Manganese oxide pretreatment and regeneration | |
| US11066723B2 (en) | Systems and methods to chemically treat metal-bearing waste streams to recover value-added materials | |
| AU2011309862B2 (en) | A method for the synthesis of tetravalent manganese feroxyhite for arsenic removal from water | |
| US10449510B2 (en) | Agent for adsorption of ruthenium from aqueous solution and method for adsorption of ruthenium from aqueous solution | |
| US20210347648A1 (en) | Systems and methods to treat flue gas desulfurization and metal-bearing waste streams to recover value-added materials | |
| US20240018008A1 (en) | Extraction of lithium with chemical additives | |
| JP2005518938A (en) | Manganese oxide regeneration, pretreatment and precipitation | |
| US20040018936A1 (en) | Regeneration, pretreatment and precipitation of oxides of manganese | |
| WO2005011847A1 (en) | Metal oxide processing methods and systems | |
| WO2004009232A1 (en) | Disassociation processing of metal oxides | |
| EP3898518A1 (en) | Systems and methods to treat flue gas desulfurization and metal-bearing waste streams to recover value-added materials | |
| Zhang | Vanadium removal and recovery from liquid waste streams | |
| FI4208282T3 (en) | Recycling of valuable materials from exhaust gas purification | |
| Liao et al. | Efficient Sulfide Recovery Through Fluidized Bed Homogeneous Crystallization Technology for Nickel Sulfide Production from Sulfide-Contained Wastewater |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BW BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE EG ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NA NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SY TJ TM TN TR TT TZ UA UG US UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GM KE LS MW MZ NA SD SL SZ TZ UG ZM ZW AM AZ BY KG KZ MD RU TJ TM AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PL PT RO SE SI SK TR BF BJ CF CG CI CM GA GN GQ GW ML MR NE SN TD TG |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| CFP | Corrected version of a pamphlet front page | ||
| CR1 | Correction of entry in section i |
Free format text: IN PCT GAZETTE 06/2005 UNDER (30) ADD "60/538,386 21 JANUARY 2004 (21.01.2004) US" |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2004757386 Country of ref document: EP Ref document number: 2004261240 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1013/DELNP/2006 Country of ref document: IN Ref document number: 2537274 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200600334 Country of ref document: EA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 200601766 Country of ref document: ZA |
|
| ENP | Entry into the national phase |
Ref document number: 2004261240 Country of ref document: AU Date of ref document: 20040728 Kind code of ref document: A |
|
| WWP | Wipo information: published in national office |
Ref document number: 2004757386 Country of ref document: EP |