WO2004011386A1 - Aluminum titanate-based ceramic article - Google Patents
Aluminum titanate-based ceramic article Download PDFInfo
- Publication number
- WO2004011386A1 WO2004011386A1 PCT/US2003/022008 US0322008W WO2004011386A1 WO 2004011386 A1 WO2004011386 A1 WO 2004011386A1 US 0322008 W US0322008 W US 0322008W WO 2004011386 A1 WO2004011386 A1 WO 2004011386A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tio
- ceramic article
- diesel particulate
- particulate filter
- 2sio
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/92—Chemical or biological purification of waste gases of engine exhaust gases
- B01D53/94—Chemical or biological purification of waste gases of engine exhaust gases by catalytic processes
- B01D53/944—Simultaneously removing carbon monoxide, hydrocarbons or carbon making use of oxidation catalysts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/478—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on aluminium titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6263—Wet mixtures characterised by their solids loadings, i.e. the percentage of solids
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/632—Organic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B38/00—Porous mortars, concrete, artificial stone or ceramic ware; Preparation thereof
- C04B38/0006—Honeycomb structures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00034—Physico-chemical characteristics of the mixtures
- C04B2111/00129—Extrudable mixtures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00793—Uses not provided for elsewhere in C04B2111/00 as filters or diaphragms
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/0081—Uses not provided for elsewhere in C04B2111/00 as catalysts or catalyst carriers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3213—Strontium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
- C04B2235/3218—Aluminium (oxy)hydroxides, e.g. boehmite, gibbsite, alumina sol
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
- C04B2235/3234—Titanates, not containing zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3232—Titanium oxides or titanates, e.g. rutile or anatase
- C04B2235/3234—Titanates, not containing zirconia
- C04B2235/3236—Alkaline earth titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/327—Iron group oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3272—Iron oxides or oxide forming salts thereof, e.g. hematite, magnetite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3418—Silicon oxide, silicic acids, or oxide forming salts thereof, e.g. silica sol, fused silica, silica fume, cristobalite, quartz or flint
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/34—Non-metal oxides, non-metal mixed oxides, or salts thereof that form the non-metal oxides upon heating, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3427—Silicates other than clay, e.g. water glass
- C04B2235/3463—Alumino-silicates other than clay, e.g. mullite
- C04B2235/3481—Alkaline earth metal alumino-silicates other than clay, e.g. cordierite, beryl, micas such as margarite, plagioclase feldspars such as anorthite, zeolites such as chabazite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/44—Metal salt constituents or additives chosen for the nature of the anions, e.g. hydrides or acetylacetonate
- C04B2235/449—Organic acids, e.g. EDTA, citrate, acetate, oxalate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/48—Organic compounds becoming part of a ceramic after heat treatment, e.g. carbonising phenol resins
- C04B2235/483—Si-containing organic compounds, e.g. silicone resins, (poly)silanes, (poly)siloxanes or (poly)silazanes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/602—Making the green bodies or pre-forms by moulding
- C04B2235/6021—Extrusion moulding
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6562—Heating rate
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
Definitions
- the instant invention relates to aluminum titanate-based ceramic articles for use in high temperature applications. Specifically the invention relates to aluminum titanate-based ceramic articles having high permeability in combination with low thermal expansion and high thermal shock resistance, and being suitable for automotive emissions control.
- cordierite 2MgO-2Al 2 O 3 -5SiO 2
- cordierite filters are susceptible to damage and have even catastrophically failed. Occasional thermal runaway occurs during uncontrolled regenerations resulting in localized cordierite melting.
- SiC wall-flow filters have been made commercially available for diesel exhaust filtration.
- SiC filters are costly to manufacture, and must be segmented due to an inherent high coefficient of thermal expansion (CTE) and poor thermal shock resistance.
- the present invention provides such a ceramic material, and a method of making and using the same.
- the instant invention is founded upon the discovery of aluminum titanate-based ceramic articles of high, interconnected porosity and large median pore size, further combining high permeability, and being capable of employment in high temperature applications, such as automotive emissions control, including but not limited to automotive catalytic converters, and diesel exhaust aftertreatment systems, such as diesel particulate filters.
- Phases of aluminum titanate (Al 2 O 3 -TiO 2 ), strontium feldspar (SrO-Al 2 O 3 -2SiO 2 ), mullite (3Al 2 O 3 -2SiO 2 ), alumina (Al 2 O 3 ), and/or glass have been observed by x-ray diffraction, and electron-probe micro-analysis in the inventive ceramic. These phases are not required to be perfectly stoichiometric, or crystalline in the final product.
- Silica and glass additions improve strength, decrease porosity, lower thermal expansion and firing temperature, and may provide resistance of the ceramic against decomposition.
- Alumina additions increase porosity.
- silica additions of up to 10% by weight (based on total batch weight) and alumina additions of up to 50% by weight may be made.
- Glass having a composition represented by LlSrO-1.5Al 2 O 3 -13.6SiO 2 -TiO 2 may be added in an amount of up to 50% by weight.
- Iron titanate and/or magnesium titanate may be substituted for up to 30% by weight of the aluminum titanate phase. These substitutions improve the resistance to decomposition of the aluminum titanate phase at temperatures between 800°-1200°C.
- Li another aspect of the invention the inventive ceramic article exhibits a coefficient of thermal expansion (CTE), as measured from room temperature to 800°-1000°C of less than 45xl0 "7 /°C, preferably less than 25xlO "7 /°C, and more preferably less than 5x10 " 7 /°C; a porosity of up to 60% by volume, preferably up to 55% by volume, and more preferably up to 45% by volume; and, a median pore size up to 25 micrometers, preferably up to 20 micrometers, and more preferably up to 15 micrometers; and, a modulus of rapture, as measured on a solid rod of circular cross section of greater than 400 pounds per square inch (psi), preferably greater than 700 psi.
- CTE coefficient of thermal expansion
- an aluminum titanate-based ceramic body comprising: (a) formulating a batch of inorganic raw materials comprising sources of silica, alumina, strontium, titania, and/or iron oxide together with organic processing comprising plasticizers, lubricants, binders, and water as solvent, and mixing to form a homogeneous and plasticized mixture; (b) shaping the plasticized mixture into a green body; (c) heating the green body at 20-40°C/hr over various temperature intervals with hold temperature and times between 1100°-1650°C, preferably 1100°-1500°C for a period of 30-50 hours to develop a fired aluminum-titanate body.
- substantially low sintering temperatures of between 1100°-1650°C, preferably 1100°-1500°C significantly reduce manufacturing costs, while maintaining low thermal expansion, high thermal shock resistance and high mechanical strength in the inventive ceramic.
- a diesel particulate filter comprising the inventive ceramic.
- the diesel particulate filter is comprised of a plugged, wall-flow honeycomb body having an inlet end and an outlet end and a multiplicity of cells extending from the inlet end to the outlet end, the cells having porous walls, wherein part of the total number of cells at the inlet end are plugged along a portion of their lengths, and the remaining part of cells that are open at the inlet end are plugged at the outlet end along a portion of their lengths, so that an engine exhaust stream passing through the cells of the honeycomb from the inlet end to the outlet end flows into the open cells, through the cell walls, and out of the structure through the open cells at the outlet end.
- the diesel particulate filter comprises a honeycomb body composed of an aluminum titanate-based ceramic according to the present invention having a composition comprising u (Al 2 O 3 -TiO 2 ) + v (R) + w (3Al 2 O 3 -2SiO 2 ) + x (Al 2 O 3 ) + y (SiO 2 ) + z ( lSrO-1.5Al 2 O 3 -13.6SiO 2 -TiO 2 ) + a (Fe 2 O 3 -TiO 2 ) + b (MgO-2TiO 2 ), where, R is SrO-Al 2 O 3 -2SiO 2 or 11.2SrO-10.9Al 2 O 3 -24.1SiO 2 -TiO 2 , where u, v, w, x, y, z, a andb are weight fractions of each component such that (u+v+w+x+y+z+
- the diesel particulate filter exhibits the following properties: a CTE (RT to 800°-1000°C) of less than 15xlO "7 /°C, preferably less than 5x10 " 7 /°C; a porosity of 30% to 50%, preferably 35% to 45% by volume; a median pore size of 5 to 20 micrometers, preferably 10 to 15 micrometers; and, a modulus of rupture, as measured by the four-point method on a cellular bar cut parallel to the direction of the channels from a honeycomb body having a cell density of 200 cells per square inch (cpsi) and 0.016 inch thick walls, of 150 to 400 psi, preferably 150 to 300 psi; a permeability of at least 0.20 x 10 "12 ⁇ j 19 9 m , preferably 0.33 to 1.00 x 10 " m ; and, a pressure drop of 5 kPa or less at an artificial carbon soot loading of up to 5 g/L
- FIG. 1 is a graphical representation of thermal expansion as a function of
- compositions where u 0.7(Al 2 O 3 -TiO 2 ), with the remainder being (SrO-Al 2 O 3 -2SiO 2 ); the compositions were fired at 1500°C for 4 hours;
- FIG. 2 is a graphical representation of porosity as a function of 0 ⁇ w ⁇ 0.30(3Al 2 O 3 -
- compositions were fired at 1500°C for 4 hours;
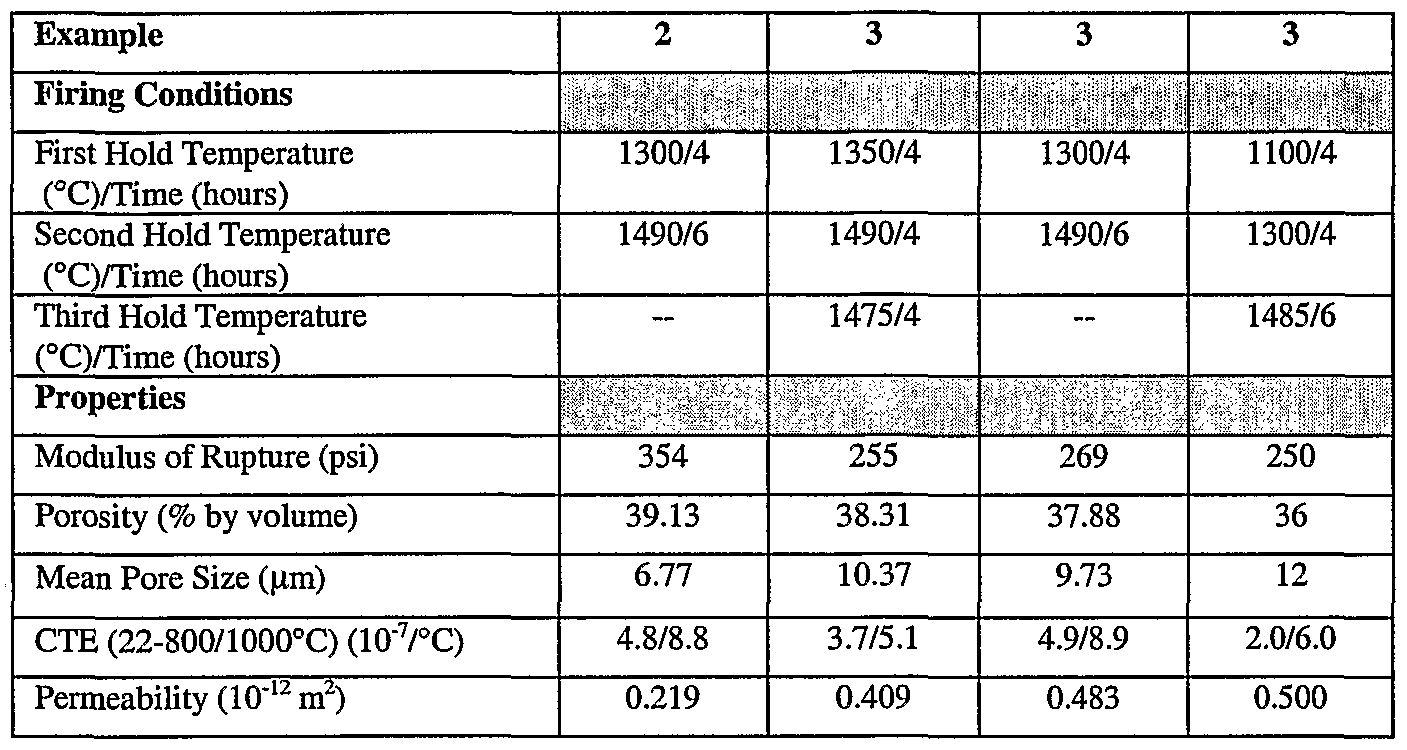
- FIG. 3 is comparison of the thermal expansion (CTE)(10 "7 /°C), porosity (% volume), and median pore size (MPS) (micrometers) as a function of 0 ⁇ z ⁇ 0.30(l.lSrO-
- FIG. 4 is a graphical representation of pressure drop value between the inlet end and outlet end (i.e., pressure drop difference) in KPa as a function of soot loading (g/L) at a gas flow rate of 210 scfm, for a diesel particulate filter comprising the inventive ceramic having a composition as provided in Example 5 of Table 1, in a sample having dimensions of 5.66 inch x 6 inch, a cell geometry of 273 cells per square inch (cpsi) with a cell wall thickness of 0.015 inch.
- the inventive ceramic is highly refractory with a low coefficient of thermal expansion (CTE), and increased thermal durability, making it suitable for high temperature applications, including but not limited to automotive emissions control systems. Accordingly, the thermal expansion (coefficient of thermal expansion) as measured by dilatometry over a temperature range from room temperature room temperature (RT) to 800° -1000°C, is less than 45xlO "7 /°C, preferably less than 25xl0 "7 /°C, and more preferably less than 5x10 " /°C.
- the low expansion of the inventive structure is a result of microcracking generated by anisotropic thermal expansion.
- an advantage of the present inventive structure is that the thermal expansion hysteresis (i.e., the difference between heating and cooling curves) can be made very low. This ensures a high thermal shock resistance.
- w ranges between 0.05-0.15.
- the inventive ceramic is particularly suitable to high interconnected porosity and large median pore size.
- the porosity as measured by mercury porosimetry is up to 60% by volume, preferably up to 55% by volume, and more preferably up to 45% by volume.
- the median pore size is up to 25 micrometers, preferably up to 20 micrometers, and more preferably up to 15 micrometers.
- FIG. 3 therein provided is a comparison of the thermal expansion (CTE)(10 " /°C), porosity (% volume), and median pore size (MPS) (micrometers) as a function of 0 ⁇ z ⁇ 0.30(l.lSrO-1.5Al 2 O 3 -13.6SiO 2 -TiO 2 ) represented on the y-axis and 0 ⁇ v ⁇ 0.30(11.2SrO-10.9Al 2 O 3 -24.1SiO 2 -TiO 2 ) represented on the x-axis.
- CTE thermal expansion
- MPS median pore size
- the CTE, porosity and MPS can be controlled in inventive ceramic bodies for desired applications.
- the inventive ceramic bodies exhibit a high modulus of rupture, as measured on a solid rod of circular cross section of greater than 400 pounds per square inch (psi), preferably greater than 700 psi.
- a diesel particulate filter comprises a plugged, wall-flow filter body composed of the inventive ceramic having a composition preferably comprising u (Al 2 O 3 - TiO 2 ) + v (R) + w (3Al 2 O 3 -2SiO 2 ) + x (Al 2 O 3 ) + y (SiO 2 ) + z (LlSrO-1.5Al 2 O 3 -13.6SiO 2 - TiO 2 ) + a (Fe 2 O 3 -TiO 2 ) + b (MgO-2TiO 2 ), where, R is SrO-Al 2 O 3 -2SiO 2 or 11.2SrO- 10.9Al 2 O 3 -24.1SiO 2 -TiO 2 , where u, v, w, x, y, z, a and b are weight fractions of each component such that (
- the honeycomb filter body has an inlet end and an outlet end and a multiplicity of cells extending from the inlet end to the outlet end, the cells having porous walls. Part of the total number of cells at the inlet end are plugged along a portion of their lengths, and the remaining part of cells that are open at the inlet end are plugged at the outlet end along a portion of their lengths.
- This plugging configuration allows for engine exhaust stream passing through the cells of the honeycomb from the inlet end to the outlet end to flow into the open cells, through the cell walls, and out of the structure through the open cells at the outlet end.
- Suitable cellular densities for diesel particulate filters range from 70 cells/in 2 (10.9 cells/cm 2 ) to 800 cells/in 2 (124 cells/cm 2 ).
- a diesel particulate filter according to the present invention exhibits a CTE (RT to 800°-1000°C) of less than 15xl0 "7 /°C, preferably less than 5xlO "7 /°C; a porosity of 30% to 50%, preferably 35% to 45% by volume; a median pore size of 5 to 20 micrometers, preferably 10 to 15 micrometers; and, a modulus of rupture, as measured by the four-point method on a cellular bar cut parallel to the direction of the channels from a honeycomb body having a cell density of 200 cpsi and 0.016 inch thick walls, of 150 to 400 psi, preferably 150 to 300 psi; a permeability of at least 0.20 x 10 "12 m 2 , preferably 0.33 to 1
- the invention also relates to a method of fabricating the inventive aluminum titanate-based ceramic for forming a mixture from certain inorganic powdered raw materials which include sources of silica, alumina, strontium, titania, and/or iron oxide.
- the raw materials are blended with together with organic processing aids that may include plasticizers, lubricants, binder, and water as solvent.
- the mixture is then shaped into a green body, optionally dried, and fired to form the product structure.
- a pore former such as graphite or polyethylene beads, may be optionally used to improve the porosity and median pore size.
- a pore former is a fugitive particulate material which evaporates or undergoes vaporization by combustion during drying or heating of the green body to obtain a desired, usually higher porosity and/or coarser median pore diameter. Large particle sizes in the raw materials are not preferred.
- An alumina source is a powder which when heated to a sufficiently high temperature in the absence of other raw materials, yield substantially pure aluminum oxide, and includes alpha-alumina, a transition alumina such as gamma-alumina or rho-alumina, hydrated alumina, gibbsite, boehmite, aluminum hydroxide, and mixtures thereof.
- the particle size of the alumina source is up to 25 micrometers.
- a silica source includes cristobalite, non-crystalline silica such as fused silica or sol-gel silica, silicone resin, zeolite, and diatomaceous silica, kaolin, and quartz.
- the median particle size of the silica source is up to 30 micrometers.
- a titania source is preferably, but not limited to, rutile.
- the median particle size of the titania source is important to avoid entrapment of unreacted oxide by the rapidly growing nuclei in the structure. Accordingly, the median particle size is up to 20 micrometers.
- a strontium source is strontium carbonate, with a median particle size is up to 20 micrometers.
- Iron oxide source has a median particle size of up to 0.5 micrometers.
- the inorganic powdered raw materials are mixed with organic processing components, such as methylcellulose binder, oleic acid/triethanol amine surfactant, to form a plasticized and homogeneous mixture.
- the plasticized mixture is shaped by any conventional means, preferably by extrusion through a honeycomb die.
- the resulting green bodies are optionally dried, and then heated at 20-40°C/hr over various temperature intervals with hold temperature and times between 1100°-1650°C, preferably 1100°-1500°C for a period of 30-50 hours to develop the final product structure.
- a portion of the cells of the honeycomb structure at the inlet end or face are plugged, as known in the art.
- the plugging is only at the ends of the cells which is typically to a depth of about 1 to 20 mm, although this can vary.
- a portion of the cells on the outlet end but not corresponding to those on the inlet end are plugged. Therefore, each cell is plugged only at one end.
- the preferred arrangement is to have every other cell on a given face plugged in a checkered pattern.
- Inventive samples are prepared by weighing out the dry ingredients, mixing them with organic components and water, and kneading the mixture in a stainless steel muller to form a plastic mass.
- Table I provides parts and proportions for the powdered raw materials and forming aids.
- triethanolamine (TEA) is first mixed with water, and then with oleic acid and/or tall oil (dispersant). The resulting solution is stored at room temperature for 24 hours and then refrigerated overnight prior to use.
- the dry ingredients which include silica, titania, strontium carbonate, iron oxide, alumina, alumina hydroxide, silicone resin, graphite, polyethylene beads and/or methyl cellulose binder are dry mixed in a muller.
- the tall oil/TEA/water solution is slowly added during continuous mixing to provide homogenization and plasticization.
- the plasticized mixture is extruded through a die into honeycomb bodies having approximately 100 to 400 cpsi and a wall thickness of about 0.010 to 0.025 inch.
- the bodies thus formed are cut to desired lengths, and heated in an oven at 85°C until dry.
- the samples are fired in an electric furnace at rates ranging from 20°C/hr-40°C/hr over various temperature intervals with a first hold temperature at 1200°C for 4 hours, and a second hold temperature at 1500°C for 6 hours to develop the final product structure, and cooled by shutting off power to the furnace.
- an extruded honeycomb body comprising Example 5 ceramic is end- plugged at the inlet and outlet ends with a cold-set paste made of aluminum titanate powder.
- Dimensions of the sample include a diameter of 5.66 inches, and a length of 6 inches, a cell geometry of 273 cpsi and a cell wall thickness of 0.015 inch walls.
- the back pressure is tested by loading the sample with artificial soot (similar to copier toner) at a flow rate of 210 scfm, for loadings ranging up to 5 g/L, and measuring the pressure drop between the inlet end and the outlet end in kPa.
- the resulting data is graphically provided in FIG.
- the present invention provides an aluminum titanate-based ceramic having low thermal expansion, and increased thermal durability, with applicability in automotive emissions control system, and in particular in diesel exhaust filtration where low pressure drop and low back pressure against the engine are required.
- the inventive ceramic can be formed with these desired properties at substantially low sintering temperatures of between 1100°C-1650°C, preferably 1100°C-1500°C, significantly reducing costs associated with manufacturing thereof.
Abstract
Description


Claims
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03771615.6A EP1558545B1 (en) | 2002-07-31 | 2003-07-10 | Aluminum titanate-based ceramic article |
| JP2004524607A JP4750415B2 (en) | 2002-07-31 | 2003-07-10 | Ceramic products based on aluminum titanate |
| AU2003249236A AU2003249236A1 (en) | 2002-07-31 | 2003-07-10 | Aluminum titanate-based ceramic article |
| ZA2005/00853A ZA200500853B (en) | 2002-07-31 | 2005-01-28 | Aluminum titanate-based ceramic article |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US40024802P | 2002-07-31 | 2002-07-31 | |
| US60/400,248 | 2002-07-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2004011386A1 true WO2004011386A1 (en) | 2004-02-05 |
Family
ID=31188672
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2003/022008 WO2004011386A1 (en) | 2002-07-31 | 2003-07-10 | Aluminum titanate-based ceramic article |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7001861B2 (en) |
| EP (1) | EP1558545B1 (en) |
| JP (1) | JP4750415B2 (en) |
| KR (1) | KR100960769B1 (en) |
| CN (1) | CN1323981C (en) |
| AU (1) | AU2003249236A1 (en) |
| WO (1) | WO2004011386A1 (en) |
| ZA (1) | ZA200500853B (en) |
Cited By (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2425740A (en) * | 2005-05-06 | 2006-11-08 | Ford Global Tech Llc | An exhaust treatment device |
| JP2007533591A (en) * | 2004-04-21 | 2007-11-22 | コーニング インコーポレイテッド | Aluminum titanate ceramic and method for producing the same |
| JP2008508185A (en) * | 2004-07-29 | 2008-03-21 | コーニング インコーポレイテッド | Aluminum titanate body having narrow pore size distribution and method for producing the same |
| US7381681B2 (en) | 2004-04-21 | 2008-06-03 | Dow Global Technologies Inc. | Method for increasing the strength of porous ceramic bodies and bodies made therefrom |
| JP2008538096A (en) * | 2005-03-07 | 2008-10-09 | ケイエイチ ケミカルズ カンパニー、リミテッド | Corrosion-resistant ceramic material, filter using the same, and manufacturing method thereof |
| US7438739B2 (en) | 2004-07-26 | 2008-10-21 | Dow Global Technologies Inc. | Catalyzed soot filter |
| US7635446B2 (en) | 2005-08-23 | 2009-12-22 | Dow Global Technologies, Inc. | Method for debindering ceramic honeycombs |
| US7713909B2 (en) | 2004-10-13 | 2010-05-11 | Dow Global Technologies Inc. | Catalyzed diesel soot filter and process |
| US7772151B2 (en) | 2006-07-21 | 2010-08-10 | Dow Global Technologies Inc. | Zone catalyzed soot filter |
| WO2011008461A2 (en) | 2009-06-29 | 2011-01-20 | Dow Global Technologies Inc. | Ceramic honeycomb structure with applied inorganic skin |
| WO2011008462A1 (en) | 2009-06-29 | 2011-01-20 | Dow Global Technologies, Inc. | Cement containing multi-modal fibers for making thermal shock resistant ceramic honeycomb structures |
| US7914718B2 (en) | 2008-08-28 | 2011-03-29 | Corning Incorporated | Gas pore former in cellular monoliths |
| WO2011059699A1 (en) | 2009-11-11 | 2011-05-19 | Dow Global Technologies Llc | Improved cement to make thermal shock resistant ceramic honeycomb structures and method to make them |
| WO2011082399A1 (en) | 2009-12-31 | 2011-07-07 | The Dow Global Technologies Llc. | Method of making polymeric barrier coating to mitigate binder migration in a diesel particulate filter to reduce filter pressure drop and temperature gradients |
| US8016906B2 (en) | 2007-05-04 | 2011-09-13 | Dow Global Technologies Llc | Honeycomb filter elements |
| US8051703B2 (en) | 2009-02-27 | 2011-11-08 | Corning Incorporated | Methods for using a fluid stream to test a honeycomb body |
| EP2390307A1 (en) | 2010-05-27 | 2011-11-30 | Corning Incorporated | Porous ceramic processing using prilled wax and non-ionic surfactant |
| EP2402296A1 (en) * | 2009-02-25 | 2012-01-04 | Sumitomo Chemical Company, Limited | Method for producing aluminum titanate ceramic sintered body, and aluminum titanate ceramic sintered body |
| US8092579B2 (en) | 2007-10-12 | 2012-01-10 | Dow Global Technologies Llc | Thermal shock resistant soot filter |
| US8101117B2 (en) | 2008-05-30 | 2012-01-24 | Corning, Incorporated | Controlled gas pore formers in extruded ware |
| WO2012030534A1 (en) | 2010-09-01 | 2012-03-08 | Dow Global Technologies Llc | Method for applying discriminating layer onto porous ceramic filters via gas-borne prefabricated porous assemblies |
| WO2012030533A1 (en) | 2010-09-01 | 2012-03-08 | Dow Global Technologies Llc | Method for applying discriminating layer onto porous ceramic filters |
| US8298311B2 (en) | 2006-11-15 | 2012-10-30 | Corning Incorporated | Filters with controlled submicron porosity |
| WO2012166222A1 (en) * | 2011-05-27 | 2012-12-06 | Corning Incorporated | Method for controlling aluminum titanate ceramic filter properties |
| US8334043B2 (en) | 2008-03-20 | 2012-12-18 | Dow Global Technologies Llc | Cement to make thermal shock resistant ceramic honeycomb structures and method to make them |
| WO2013048850A1 (en) | 2011-09-27 | 2013-04-04 | Dow Global Technologies Llc | Cement and skinning material for ceramic honeycomb structures |
| US8435441B2 (en) | 2007-07-31 | 2013-05-07 | Corning Incorporated | Compositions for applying to ceramic honeycomb bodies |
| EP2592059A1 (en) | 2007-11-30 | 2013-05-15 | Corning Incorporated | Composition for applying to honeycomb bodies |
| WO2013090214A2 (en) | 2011-12-15 | 2013-06-20 | Dow Global Technologies Llc | Cement and skinning material based on a water-swellable clay, and method for producing segmented or skinned ceramic honeycomb structures |
| WO2013172916A1 (en) | 2012-05-18 | 2013-11-21 | Coopersurgical, Inc. | Suture passer guides and related kits and methods |
| WO2014070537A1 (en) * | 2012-10-30 | 2014-05-08 | Corning Incorporated | Ceramic precursor batch compositions for increased tonset using organic additive heteroatom polyols |
| US8926875B2 (en) | 2008-08-28 | 2015-01-06 | Corning Incorporated | Managed pore size distribution in honeycomb substrates |
| US8974724B2 (en) | 2006-11-29 | 2015-03-10 | Corning Incorporated | Aluminum titanate batch compositions and method |
| US9206087B2 (en) | 2012-06-28 | 2015-12-08 | Dow Global Technologies Llc | Process for bonding arrays of ceramic filters |
| US9227878B2 (en) | 2009-04-30 | 2016-01-05 | Corning Incorporated | Selected binders for the extrusion of ultra-thin wall cellular ceramics |
| US9586339B2 (en) | 2011-08-26 | 2017-03-07 | Dow Global Technologies Llc | Process for preparing ceramic bodies |
| US9908718B2 (en) | 2012-10-19 | 2018-03-06 | Dow Global Technologies Llc | Device, system, and method for lifting and moving formable and/or collapsible parts |
| WO2019032645A1 (en) | 2017-08-11 | 2019-02-14 | Corning Incorporated | Green ceramic batch mixtures comprising an inverse emulsion and methods for forming a ceramic body |
| WO2020018346A1 (en) | 2018-07-20 | 2020-01-23 | Corning Incorporated | System and method for detecting defects in a honeycomb body |
| WO2020150039A1 (en) | 2019-01-14 | 2020-07-23 | Corning Incorporated | Green ceramic batch mixtures comprising an inverse emulsion and methods for forming a ceramic body |
| WO2021030106A1 (en) | 2019-08-13 | 2021-02-18 | Corning Incorporated | Cement mixtures for plugging honeycomb bodies and methods of making the same |
| WO2022046399A1 (en) | 2020-08-25 | 2022-03-03 | Corning Incorporated | Cement mixtures for plugging honeycomb bodies and methods of making the same |
| US11505499B2 (en) | 2017-12-19 | 2022-11-22 | Corning Incorporated | Green ceramic mixtures comprising a stabilized emulsion and methods for forming a ceramic body |
Families Citing this family (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3489030B1 (en) * | 2002-04-26 | 2004-01-19 | 勉 福田 | Method for producing aluminum titanate-based sintered body |
| KR20100118141A (en) * | 2002-11-01 | 2010-11-04 | 오세라 가부시키가이샤 | Method for producing aluminum magnesium titanate sintered product |
| JP5123483B2 (en) * | 2003-08-22 | 2013-01-23 | オーセラ株式会社 | Manufacturing method of honeycomb filter for exhaust gas purification |
| US6942713B2 (en) * | 2003-11-04 | 2005-09-13 | Corning Incorporated | Ceramic body based on aluminum titanate |
| US7122612B2 (en) | 2004-02-27 | 2006-10-17 | Corning Incorporated | Porous ceramic filters with catalyst coatings |
| US7071135B2 (en) * | 2004-09-29 | 2006-07-04 | Corning Incorporated | Ceramic body based on aluminum titanate and including a glass phase |
| US20070259769A1 (en) * | 2005-02-22 | 2007-11-08 | Ellison Adam J G | Aluminum titanate ceramic articles and methods of making same |
| JP4812316B2 (en) * | 2005-03-16 | 2011-11-09 | イビデン株式会社 | Honeycomb structure |
| US20080110147A1 (en) * | 2005-03-28 | 2008-05-15 | Beall Douglas M | Low thermal expansion articles |
| EP1890983B1 (en) * | 2005-05-31 | 2012-12-12 | Corning Incorporated | Aluminum titanate ceramic forming batch mixtures and green bodies including pore former combinations and methods of manufacturing and firing same |
| US20060280905A1 (en) * | 2005-06-14 | 2006-12-14 | Ngk Insulators, Ltd. | Honeycomb structure |
| US20070099015A1 (en) * | 2005-09-15 | 2007-05-03 | Lloyd Kamo | Composite sliding surfaces for sliding members |
| US7700163B2 (en) * | 2005-10-27 | 2010-04-20 | Corning Incorporated | Microwave process for porous ceramic filters with passivation and catalyst coatings |
| US20070107395A1 (en) * | 2005-11-16 | 2007-05-17 | Bilal Zuberi | Extruded porous substrate and products using the same |
| US7959704B2 (en) * | 2005-11-16 | 2011-06-14 | Geo2 Technologies, Inc. | Fibrous aluminum titanate substrates and methods of forming the same |
| FR2893861B1 (en) | 2005-11-30 | 2008-01-04 | Saint Gobain Ct Recherches | FILTRATION STRUCTURE OF GAS BASED ON CONTROLLED WALL SURFACE POROSITY SIC GAS |
| CN100430321C (en) * | 2006-01-12 | 2008-11-05 | 景德镇陶瓷学院 | Method for preparing modified aluminium titanate material |
| US20070254798A1 (en) * | 2006-03-31 | 2007-11-01 | Addiego William P | Peroxide containing compounds as pore formers in the manufacture of ceramic articles |
| US7875565B1 (en) | 2006-05-31 | 2011-01-25 | Corning Incorporated | Transparent glass-ceramic armor |
| US10501375B2 (en) | 2006-06-30 | 2019-12-10 | Corning Incorporated | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same |
| US8956436B2 (en) | 2006-06-30 | 2015-02-17 | Corning Incorporated | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same |
| CN102690117B (en) * | 2006-06-30 | 2016-11-23 | 康宁股份有限公司 | Cordierite aluminum magnesium titanate compositions and comprise the ceramic of said composition |
| US7744669B2 (en) * | 2006-07-14 | 2010-06-29 | Corning Incorporated | Plugging material for aluminum titanate ceramic wall flow filter manufacture |
| WO2008027301A2 (en) * | 2006-08-29 | 2008-03-06 | Corning Incorporated | Single fire honeycomb structure and method for manufacturing same |
| CN101389392B (en) * | 2006-08-30 | 2011-04-13 | 日立金属株式会社 | Ceramic honeycomb filter |
| US20080138273A1 (en) * | 2006-12-11 | 2008-06-12 | Yi Jiang | Wall flow reactor for hydrogen production |
| CN101687719A (en) * | 2007-03-20 | 2010-03-31 | 康宁股份有限公司 | The low-shrinkage that is used for porcelain filter stops up mixture, the honeycomb filter of obstruction and manufacture method thereof |
| JP5502728B2 (en) * | 2007-05-31 | 2014-05-28 | コーニング インコーポレイテッド | Aluminum titanate ceramic forming batch mixture with pore former and green body |
| JP5293608B2 (en) | 2007-09-27 | 2013-09-18 | 日立金属株式会社 | Ceramic honeycomb structure and manufacturing method thereof |
| WO2009061397A2 (en) * | 2007-11-05 | 2009-05-14 | Corning Incorporated | Low expansion cement compositions for ceramic monoliths |
| WO2009076985A1 (en) * | 2007-12-17 | 2009-06-25 | Imerys Services | Ceramic honeycomb structures |
| JP5501978B2 (en) * | 2007-12-21 | 2014-05-28 | ダウ グローバル テクノロジーズ エルエルシー | Improved catalyzed soot filters and methods for producing them |
| US8383534B2 (en) * | 2008-01-21 | 2013-02-26 | Sumitomo Chemical Company, Limited | Process for producing aluminum magnesium titanate |
| US20090253568A1 (en) * | 2008-04-02 | 2009-10-08 | Thomas James Deneka | Method of making ceramic articles using proteinous material |
| US20090274866A1 (en) * | 2008-04-30 | 2009-11-05 | Michelle Dawn Fabian | Ceramic article and method for making it |
| WO2009144260A1 (en) * | 2008-05-29 | 2009-12-03 | Mann+Hummel Gmbh | Filter device for removing particles from flowing gas |
| US8729436B2 (en) * | 2008-05-30 | 2014-05-20 | Corning Incorporated | Drying process and apparatus for ceramic greenware |
| FR2933400B1 (en) * | 2008-07-04 | 2010-08-20 | Saint Gobain Ct Recherches | OXIDE-FILLED GRAINS COMPRISING AL, TI, MG AND ZR AND CERAMIC PRODUCTS COMPRISING SUCH GRAINS |
| FR2933401B1 (en) * | 2008-07-04 | 2010-07-30 | Saint Gobain Ct Recherches | POROUS STRUCTURE OF ALUMINA TITANATE TYPE |
| JP5294057B2 (en) * | 2008-10-02 | 2013-09-18 | 日立金属株式会社 | Method for manufacturing aluminum titanate ceramic honeycomb structure |
| US9956703B2 (en) * | 2008-12-30 | 2018-05-01 | Corning Incorporated | Methods for cleaning dies |
| US8138108B2 (en) * | 2009-02-27 | 2012-03-20 | Corning Incorporated | Aluminum titanate-containing ceramic-forming batch materials and methods using the same |
| US8056401B2 (en) * | 2009-05-26 | 2011-11-15 | Corning Incorporated | In-line moisture-content measurement of ceramic materials in ceramic article manufacturing |
| US20100301515A1 (en) * | 2009-05-29 | 2010-12-02 | Thomas William Brew | Honeycomb Extrusion Die Apparatus And Methods |
| US20110045233A1 (en) * | 2009-08-20 | 2011-02-24 | Sandra Lee Gray | Dimensional control during firing to form aluminum titanate honeycomb structures |
| US20110124486A1 (en) * | 2009-11-24 | 2011-05-26 | Bonham Christine Gallaher | Aluminum Titanate-Containing Ceramic-Forming Batch Materials And Methods Using The Same |
| US8641942B2 (en) | 2010-05-12 | 2014-02-04 | Corning Incorporated | Laser scanning systems and methods for measuring extruded ceramic logs |
| US20120133065A1 (en) | 2010-11-30 | 2012-05-31 | Stephen John Caffrey | Real-time, closed-loop shape control of extruded ceramic honeycomb structures |
| US10526249B2 (en) | 2012-11-30 | 2020-01-07 | Corning Incorporated | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same |
| US9079799B2 (en) | 2012-11-30 | 2015-07-14 | Corning Incorporated | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same |
| US9102114B1 (en) * | 2013-03-15 | 2015-08-11 | Ibiden Co., Ltd. | Method for manufacturing aluminum-titanate-based ceramic honeycomb structure |
| MX2017015281A (en) | 2015-05-29 | 2018-08-15 | Corning Inc | Honeycomb filter plugging and apparatus for honeycomb filter plugging. |
| JP6888087B2 (en) | 2016-11-10 | 2021-06-16 | コーニング インコーポレイテッド | Composite ceramic materials, articles, and manufacturing methods |
| US11661379B2 (en) | 2017-07-21 | 2023-05-30 | Corning Incorporated | Methods of extracting volatiles from ceramic green bodies |
| WO2019023186A1 (en) | 2017-07-24 | 2019-01-31 | Corning Incorporated | Antioxidants in green ceramic bodies containing various oils for improved firing |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4483944A (en) * | 1983-07-27 | 1984-11-20 | Corning Glass Works | Aluminum titanate-mullite ceramic articles |
| US4855265A (en) * | 1988-04-04 | 1989-08-08 | Corning Incorporated | High temperature low thermal expansion ceramic |
| US5290739A (en) * | 1992-09-22 | 1994-03-01 | Corning Incorporated | High temperature stabilized mullite-aluminum titanate |
| US6101793A (en) * | 1997-04-22 | 2000-08-15 | Matsushita Electric Industrial Co., Ltd. | Exhaust gas filter, method of producing the same, and exhaust gas purification apparatus |
| US6620751B1 (en) * | 2002-03-14 | 2003-09-16 | Corning Incorporated | Strontium feldspar aluminum titanate for high temperature applications |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2776896A (en) | 1952-10-22 | 1957-01-08 | Cambridge Tile Mfg Company | Ceramic composition having thermal shock resistance |
| US3578471A (en) | 1969-11-10 | 1971-05-11 | Corning Glass Works | Thermal shock resistant ceramic material |
| JPS5919068B2 (en) | 1980-03-26 | 1984-05-02 | 日本碍子株式会社 | low expansion ceramics |
| JPS6033783B2 (en) * | 1980-09-19 | 1985-08-05 | 旭硝子株式会社 | aluminum titanate honeycomb |
| JPS6221756A (en) * | 1985-07-22 | 1987-01-30 | 日本碍子株式会社 | Aluminum titanate mullite base ceramic body |
| DE3814079A1 (en) * | 1988-04-26 | 1989-11-09 | Bayer Ag | SINTER MOLDED BODY BASED ON ALUMINUM TITANATE, METHOD FOR THE PRODUCTION AND USE THEREOF |
| US5288672A (en) | 1988-04-26 | 1994-02-22 | Bayer Aktiensesellschaft | Ceramics based on aluminum titanate, process for their production and their use |
| JPH02229763A (en) | 1989-03-02 | 1990-09-12 | Kitagawa Iron Works Co Ltd | Ceramics for internal chill and internal chill body |
| JPH075361B2 (en) * | 1990-04-21 | 1995-01-25 | 日本碍子株式会社 | Aluminum titanate-mullite ceramic body |
| JP2533992B2 (en) * | 1991-08-28 | 1996-09-11 | 日本碍子株式会社 | Aluminum titanate ceramics and manufacturing method thereof |
| JP3192700B2 (en) * | 1991-09-30 | 2001-07-30 | 日本碍子株式会社 | Aluminum titanate ceramics and method for producing the same |
| JP2845046B2 (en) * | 1992-08-06 | 1999-01-13 | 株式会社ブリヂストン | Ceramic filter for molten stainless alloy |
| JP3484756B2 (en) * | 1994-05-13 | 2004-01-06 | 松下電器産業株式会社 | Aluminum titanate low thermal expansion porous ceramic body and method for producing the same |
| CA2167991C (en) | 1995-01-25 | 1999-12-14 | Kazuhiko Kumazawa | Honeycomb regenerator |
| JP3600933B2 (en) * | 2000-11-08 | 2004-12-15 | オーセラ株式会社 | Method for producing aluminum titanate-based sintered body |
| US6849181B2 (en) * | 2002-07-31 | 2005-02-01 | Corning Incorporated | Mullite-aluminum titanate diesel exhaust filter |
-
2003
- 2003-07-10 JP JP2004524607A patent/JP4750415B2/en not_active Expired - Fee Related
- 2003-07-10 EP EP03771615.6A patent/EP1558545B1/en not_active Expired - Lifetime
- 2003-07-10 WO PCT/US2003/022008 patent/WO2004011386A1/en active Application Filing
- 2003-07-10 CN CNB038229404A patent/CN1323981C/en not_active Expired - Fee Related
- 2003-07-10 AU AU2003249236A patent/AU2003249236A1/en not_active Abandoned
- 2003-07-10 KR KR1020057001770A patent/KR100960769B1/en active IP Right Grant
- 2003-07-24 US US10/626,317 patent/US7001861B2/en not_active Expired - Lifetime
-
2005
- 2005-01-28 ZA ZA2005/00853A patent/ZA200500853B/en unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4483944A (en) * | 1983-07-27 | 1984-11-20 | Corning Glass Works | Aluminum titanate-mullite ceramic articles |
| US4855265A (en) * | 1988-04-04 | 1989-08-08 | Corning Incorporated | High temperature low thermal expansion ceramic |
| US5290739A (en) * | 1992-09-22 | 1994-03-01 | Corning Incorporated | High temperature stabilized mullite-aluminum titanate |
| US6101793A (en) * | 1997-04-22 | 2000-08-15 | Matsushita Electric Industrial Co., Ltd. | Exhaust gas filter, method of producing the same, and exhaust gas purification apparatus |
| US6620751B1 (en) * | 2002-03-14 | 2003-09-16 | Corning Incorporated | Strontium feldspar aluminum titanate for high temperature applications |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP1558545A4 * |
Cited By (60)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2253603A1 (en) | 2004-04-21 | 2010-11-24 | Dow Global Technologies Inc. | Porous ceramic bodies |
| JP2007533591A (en) * | 2004-04-21 | 2007-11-22 | コーニング インコーポレイテッド | Aluminum titanate ceramic and method for producing the same |
| US7381681B2 (en) | 2004-04-21 | 2008-06-03 | Dow Global Technologies Inc. | Method for increasing the strength of porous ceramic bodies and bodies made therefrom |
| US7381680B2 (en) | 2004-04-21 | 2008-06-03 | Dow Global Technologies Inc. | Method for increasing the strength of porous ceramic bodies and bodies made therefrom |
| KR101192916B1 (en) * | 2004-04-21 | 2012-10-18 | 코닝 인코포레이티드 | Aluminum titanate ceramic articles and methods of making the same |
| US7438739B2 (en) | 2004-07-26 | 2008-10-21 | Dow Global Technologies Inc. | Catalyzed soot filter |
| JP2008508185A (en) * | 2004-07-29 | 2008-03-21 | コーニング インコーポレイテッド | Aluminum titanate body having narrow pore size distribution and method for producing the same |
| US7713909B2 (en) | 2004-10-13 | 2010-05-11 | Dow Global Technologies Inc. | Catalyzed diesel soot filter and process |
| JP2008538096A (en) * | 2005-03-07 | 2008-10-09 | ケイエイチ ケミカルズ カンパニー、リミテッド | Corrosion-resistant ceramic material, filter using the same, and manufacturing method thereof |
| US7833495B2 (en) | 2005-05-06 | 2010-11-16 | Ford Global Technologies, Llc | Exhaust treatment device facilitating through-wall flow |
| GB2425740A (en) * | 2005-05-06 | 2006-11-08 | Ford Global Tech Llc | An exhaust treatment device |
| US8133842B2 (en) | 2005-05-06 | 2012-03-13 | Ford Global Technologies, Llc | Exhaust treatment device facilitating through-wall flow |
| US7635446B2 (en) | 2005-08-23 | 2009-12-22 | Dow Global Technologies, Inc. | Method for debindering ceramic honeycombs |
| US7772151B2 (en) | 2006-07-21 | 2010-08-10 | Dow Global Technologies Inc. | Zone catalyzed soot filter |
| US8298311B2 (en) | 2006-11-15 | 2012-10-30 | Corning Incorporated | Filters with controlled submicron porosity |
| US8974724B2 (en) | 2006-11-29 | 2015-03-10 | Corning Incorporated | Aluminum titanate batch compositions and method |
| US8016906B2 (en) | 2007-05-04 | 2011-09-13 | Dow Global Technologies Llc | Honeycomb filter elements |
| US8435441B2 (en) | 2007-07-31 | 2013-05-07 | Corning Incorporated | Compositions for applying to ceramic honeycomb bodies |
| US8092579B2 (en) | 2007-10-12 | 2012-01-10 | Dow Global Technologies Llc | Thermal shock resistant soot filter |
| EP2592059A1 (en) | 2007-11-30 | 2013-05-15 | Corning Incorporated | Composition for applying to honeycomb bodies |
| US8334043B2 (en) | 2008-03-20 | 2012-12-18 | Dow Global Technologies Llc | Cement to make thermal shock resistant ceramic honeycomb structures and method to make them |
| EP2607333A1 (en) | 2008-03-20 | 2013-06-26 | Dow Global Technologies LLC | Improved cement to make thermal shock resistant ceramic honeycomb structures and method to make them |
| US8101117B2 (en) | 2008-05-30 | 2012-01-24 | Corning, Incorporated | Controlled gas pore formers in extruded ware |
| EP2915795A1 (en) | 2008-08-28 | 2015-09-09 | Corning Incorporated | Managed pore size distribution in honeycomb substrates |
| US8926875B2 (en) | 2008-08-28 | 2015-01-06 | Corning Incorporated | Managed pore size distribution in honeycomb substrates |
| US7914718B2 (en) | 2008-08-28 | 2011-03-29 | Corning Incorporated | Gas pore former in cellular monoliths |
| EP2402296A4 (en) * | 2009-02-25 | 2012-08-22 | Sumitomo Chemical Co | Method for producing aluminum titanate ceramic sintered body, and aluminum titanate ceramic sintered body |
| EP2402296A1 (en) * | 2009-02-25 | 2012-01-04 | Sumitomo Chemical Company, Limited | Method for producing aluminum titanate ceramic sintered body, and aluminum titanate ceramic sintered body |
| US8051703B2 (en) | 2009-02-27 | 2011-11-08 | Corning Incorporated | Methods for using a fluid stream to test a honeycomb body |
| US9850170B2 (en) | 2009-04-30 | 2017-12-26 | Corning Incorporated | Selected binders for the extrusion of ultra-thin wall cellular ceramics |
| US9227878B2 (en) | 2009-04-30 | 2016-01-05 | Corning Incorporated | Selected binders for the extrusion of ultra-thin wall cellular ceramics |
| WO2011008462A1 (en) | 2009-06-29 | 2011-01-20 | Dow Global Technologies, Inc. | Cement containing multi-modal fibers for making thermal shock resistant ceramic honeycomb structures |
| WO2011008461A2 (en) | 2009-06-29 | 2011-01-20 | Dow Global Technologies Inc. | Ceramic honeycomb structure with applied inorganic skin |
| WO2011059699A1 (en) | 2009-11-11 | 2011-05-19 | Dow Global Technologies Llc | Improved cement to make thermal shock resistant ceramic honeycomb structures and method to make them |
| US9174158B2 (en) | 2009-11-11 | 2015-11-03 | Dow Global Technologies Llc | Cement to make thermal shock resistant ceramic honeycomb structures and method to make them |
| WO2011082399A1 (en) | 2009-12-31 | 2011-07-07 | The Dow Global Technologies Llc. | Method of making polymeric barrier coating to mitigate binder migration in a diesel particulate filter to reduce filter pressure drop and temperature gradients |
| US9593608B2 (en) | 2009-12-31 | 2017-03-14 | Dow Global Technologies Llc | Method of making polymeric barrier coating to mitigate binder migration in a diesel particulate filter to reduce filter pressure drop and temperature gradients |
| EP2390307A1 (en) | 2010-05-27 | 2011-11-30 | Corning Incorporated | Porous ceramic processing using prilled wax and non-ionic surfactant |
| US8894895B2 (en) | 2010-05-27 | 2014-11-25 | Corning Incorporated | Porous ceramic processing using a co-prilled wax and non-ionic surfactant mixture |
| WO2012030533A1 (en) | 2010-09-01 | 2012-03-08 | Dow Global Technologies Llc | Method for applying discriminating layer onto porous ceramic filters |
| WO2012030534A1 (en) | 2010-09-01 | 2012-03-08 | Dow Global Technologies Llc | Method for applying discriminating layer onto porous ceramic filters via gas-borne prefabricated porous assemblies |
| WO2012166222A1 (en) * | 2011-05-27 | 2012-12-06 | Corning Incorporated | Method for controlling aluminum titanate ceramic filter properties |
| US9272956B2 (en) | 2011-05-27 | 2016-03-01 | Corning Incorporated | Method for controlling aluminum titanate ceramic filter properties |
| US9586339B2 (en) | 2011-08-26 | 2017-03-07 | Dow Global Technologies Llc | Process for preparing ceramic bodies |
| WO2013048850A1 (en) | 2011-09-27 | 2013-04-04 | Dow Global Technologies Llc | Cement and skinning material for ceramic honeycomb structures |
| US10214451B2 (en) | 2011-12-15 | 2019-02-26 | Dow Global Technologies Llc | Cement and skinning material based on a water-swellable clay, and method for producing segmented or skinned ceramic honeycomb structures |
| WO2013090214A2 (en) | 2011-12-15 | 2013-06-20 | Dow Global Technologies Llc | Cement and skinning material based on a water-swellable clay, and method for producing segmented or skinned ceramic honeycomb structures |
| WO2013172916A1 (en) | 2012-05-18 | 2013-11-21 | Coopersurgical, Inc. | Suture passer guides and related kits and methods |
| US9206087B2 (en) | 2012-06-28 | 2015-12-08 | Dow Global Technologies Llc | Process for bonding arrays of ceramic filters |
| US9908718B2 (en) | 2012-10-19 | 2018-03-06 | Dow Global Technologies Llc | Device, system, and method for lifting and moving formable and/or collapsible parts |
| WO2014070537A1 (en) * | 2012-10-30 | 2014-05-08 | Corning Incorporated | Ceramic precursor batch compositions for increased tonset using organic additive heteroatom polyols |
| US9233880B2 (en) | 2012-10-30 | 2016-01-12 | Corning, Incorporated | Ceramic precursor batch compositions for increased stiffening onset temperature using organic additive heteroatom polyols |
| US9850171B2 (en) | 2012-10-30 | 2017-12-26 | Corning Incorporated | Ceramic precursor batch compositions for increased stiffening onset temperature using organic additive heteroatom polyols |
| WO2019032645A1 (en) | 2017-08-11 | 2019-02-14 | Corning Incorporated | Green ceramic batch mixtures comprising an inverse emulsion and methods for forming a ceramic body |
| US11505499B2 (en) | 2017-12-19 | 2022-11-22 | Corning Incorporated | Green ceramic mixtures comprising a stabilized emulsion and methods for forming a ceramic body |
| WO2020018346A1 (en) | 2018-07-20 | 2020-01-23 | Corning Incorporated | System and method for detecting defects in a honeycomb body |
| US11698017B2 (en) | 2018-07-20 | 2023-07-11 | Corning Incorporated | System and method for detecting defects in a honeycomb body |
| WO2020150039A1 (en) | 2019-01-14 | 2020-07-23 | Corning Incorporated | Green ceramic batch mixtures comprising an inverse emulsion and methods for forming a ceramic body |
| WO2021030106A1 (en) | 2019-08-13 | 2021-02-18 | Corning Incorporated | Cement mixtures for plugging honeycomb bodies and methods of making the same |
| WO2022046399A1 (en) | 2020-08-25 | 2022-03-03 | Corning Incorporated | Cement mixtures for plugging honeycomb bodies and methods of making the same |
Also Published As
| Publication number | Publication date |
|---|---|
| US7001861B2 (en) | 2006-02-21 |
| KR20050032579A (en) | 2005-04-07 |
| KR100960769B1 (en) | 2010-06-01 |
| JP2005534597A (en) | 2005-11-17 |
| EP1558545A1 (en) | 2005-08-03 |
| CN1323981C (en) | 2007-07-04 |
| AU2003249236A1 (en) | 2004-02-16 |
| US20040092381A1 (en) | 2004-05-13 |
| JP4750415B2 (en) | 2011-08-17 |
| EP1558545B1 (en) | 2016-02-03 |
| ZA200500853B (en) | 2005-12-28 |
| CN1684924A (en) | 2005-10-19 |
| EP1558545A4 (en) | 2009-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7001861B2 (en) | Aluminum titanate-based ceramic article | |
| US6942713B2 (en) | Ceramic body based on aluminum titanate | |
| KR100931755B1 (en) | Strontium Feldspa Aluminum Titanate for High Temperature | |
| EP1525042B1 (en) | Mullite-aluminum titanate diesel exhaust filter | |
| US7141089B2 (en) | Magnesium aluminum silicate structures for DPF applications | |
| US8673045B2 (en) | Cordierite aluminum magnesium titanate compositions and ceramic articles comprising same | |
| WO2006039255A2 (en) | Ceramic body based on aluminum titanate and including a glass phase | |
| EP1778383A2 (en) | Narrow pore size distribution aluminum titanate body and method for making same | |
| US20190177232A1 (en) | Aluminum titanate compositions, aluminum titanate articles, and methods of making same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AE AG AL AM AT AU AZ BA BB BG BR BY BZ CA CH CN CO CR CU CZ DE DK DM DZ EC EE ES FI GB GD GE GH GM HR HU ID IL IN IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MA MD MG MK MN MW MX MZ NI NO NZ OM PG PH PL PT RO RU SC SD SE SG SK SL SY TJ TM TN TR TT TZ UA UG UZ VC VN YU ZA ZM ZW |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LU MC NL PT RO SE SI SK TR |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 2005/00853 Country of ref document: ZA Ref document number: 200500853 Country of ref document: ZA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2003771615 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020057001770 Country of ref document: KR Ref document number: 2004524607 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 20038229404 Country of ref document: CN |
|
| WWP | Wipo information: published in national office |
Ref document number: 1020057001770 Country of ref document: KR |
|
| WWP | Wipo information: published in national office |
Ref document number: 2003771615 Country of ref document: EP |