AQUEOUS HEAVY DUTY LIQUID DETERGENT COMPOSITIONS COMPRISING MODIFIED ALKYLBENZENE SULFONATES
FIELD OF THE INVENTION This invention relates to heavy duty liquid laundry detergent products which are aqueous in nature and which include particular types of improved alkylbenzene sulfonate surfactant mixtures adapted for use by controlling compositional parameters, especially a
2/3-phenyl index and a 2-methyl-2 -phenyl index.
BACKGROUND OF THE INVENTION Historically, highly branched alkylbenzene sulfonate surfactants, such as those based on tetrapropylene, known as "ABS" or "TPBS", were used in detergents. However, these were found to be very poorly biodegradable. A long period followed of improving manufacturing processes for alkylbenzene sulfonates, making them as linear as practically possible, hence the acronym "LAS". The overwhelming part of a large art of linear alkylbenzene sulfonate surfactant manufacture is directed to this objective. All relevant large-scale commercial alkylbenzene sulfonate processes in use today are directed to linear alkylbenzene sulfonates. However, linear alkylbenzene sulfonates are not without limitations; for example, they would be more desirable if improved for hard water cleaning and/or cold water cleaning properties. They can often fail to produce good cleaning results, for example when used in hard water areas.
As a result of the limitations of the alkylbenzene sulfonates, consumer cleaning formulations have often needed to include a higher level of cosurfactants, builders, and other additives than would have been needed given a superior alkylbenzene sulfonate.
The art of alkylbenzene sulfonate detergents is replete with references which teach both for and against almost every aspect of these compositions. Moreover, there are believed to be erroneous teachings and technical misconceptions about the mechanism of LAS operation under in-use conditions, particularly in the area of hardness tolerance. The volume of such references debases the art as a whole and makes it difficult to select the useful teachings from the useless without repeated experimentation. To further understand the state of the art, it should be appreciated that there has been not only a lack
of clarity on which way to go to fix the unresolved problems of linear LAS, but also a range of misconceptions, not only in the understanding of biodegradation but also in basic mechanisms of operation of LAS in presence of hardness.
Also, while the currently commercial, essentially linear alkylbenzene sulfonate surfactants are relatively simple compositions to define and analyze, compositions containing both branched and linear alkylbenzene sulfonate surfactants are complex. In general such compositions can be highly varied, containing one or more different kinds of branching in any of a number of positions on the aliphatic chain. A very large number, e.g., hundreds, of distinct chemical species are possible in such mixtures. Accordingly there is an onerous burden of experimentation if it is desired to improve such compositions so that they can clean better in detergent compositions while at the same time remaining biodegradable. The formulator's knowledge is key to guiding this effort.
Yet another currently unresolved problem in alkylbenzene sulfonate manufacture is to make more effective use of current LAB feedstocks. It would be highly desirable, both from a performance point of view and from an economic point of view, to better utilize certain desirable types of branched hydrocarbons.
Accordingly there is a substantial unmet need for further improvements in alkylbenzene sulfonate surfactant mixtures, especially with respect to those offering one or more of the advantages of superior cleaning, hardness tolerance, satisfactory biodegradability, and cost.
BACKGROUND ART US 5,659,099, US 5,393,718, US 5,256,392, US 5,227,558, US 5,139,759, US
5,164,169, US 5,116,794, US 4,840,929, US 5,744,673, US 5,522,984, US 5,811,623,
US 5,777,187, WO 9,729,064, WO 9,747573, WO 9,729,063, US 5,026,933; US
4,990,718; US 4,301,316; US 4,301,317; US 4,855,527; US 4,870,038; US 2,477,382;
EP 466,558, 1/15/92; EP 469,940, 2/5/92; FR 2,697,246, 4/29/94; SU 793,972, 1/7/81;
US 2,564,072; US 3,196,174; US 3,238,249; US 3,355,484; US 3,442,964; US
3,492,364; US 4,959,491; WO 88/07030, 9/25/90; US 4,962,256, US 5,196,624; US
5,196,625; EP 364,012 B, 2/15/90; US 3,312,745; US 3,341,614; US 3,442,965; US
3,674,885; US 4,447,664; US 4,533,651; US 4,587,374; US 4,996,386; US 5,210,060;
US 5,510,306; WO 95/17961, 7/6/95; WO 95/18084; US 5,510,306; US 5,087,788; US
4,301,316; US 4,301,317; US 4,855,527; US 4,870,038; US 5,026,933; US 5,625,105 and US 4,973,788. See Vol 56 in "Surfactant Science" series, Marcel Dekker, New York, 1996, including in particular Chapter 2 entitled "Alkylarylsulfonates: History, Manufacture, Analysis and Environmental Properties", pages 39-108, "Surfactant Science" series, Vol 73, Marcel Dekker, New York, 1998 and "Surfactant Science" series, Vol 40, Marcel Dekker, New York, 1992. See also copending U.S. Patent applications No. 60/053,319 Attorney docket No 6766P filed on July 21st, 1997, No. 60/053,318, Attorney docket No 6767P filed on July 21st, 1997, No. 60/053,321, Attorney docket No 6768P filed on July 21st, 1997, No. 60/053,209, Attorney docket No 6769P filed on July 21st, 1997, No. 60/053,328, Attorney docket No 6770P filed on July 21st, 1997, No. 60/053,186, Attorney docket No 6771P filed on July 21st, 1997 and the art cited therein. Documents referenced herein are incoφorated in their entirety.
SUMMARY OF THE INVENTION
The present invention provides aqueous heavy-duty liquid detergent compositions comprising modified alkylbenzene sulfonate surfactant mixtures.
Specifically, the present invention comprises an aqueous heavy-duty liquid detergent composition.
The aqueous based heavy duty laundry detergent compositions herein preferably contain a surfactant system comprising surfactants selected from nonionic detersive surfactant, anionic detersive surfactant, zwitterionic detersive surfactant, amine oxide detersive surfactant, and mixtures thereof.
Specifically, the first embodiment of the present invention comprises an aqueous based heavy duty laundry detergent composition comprising:
(i) from about 5% to about 70% by weight of composition of a modified alkylbenzene sulfonate surfactant mixture comprising:
(a) from about 60% to about 95%, preferably from about 65% to about 90%, more preferably from about 70% to about 85%, by weight of surfactant mixture, a mixture of branched alkylbenzene sulfonates having formula (I):
(I) wherein L is an acyclic aliphatic moiety consisting of carbon and hydrogen, said L having two methyl termini and said L having no substituents other than A, R1 and R2; and wherein said mixture of branched alkylbenzene sulfonates contains two or more, preferably at least three, optionally more, of said branched alkylbenzene sulfonates differing in molecular weight of the anion of said formula (I) and wherein said mixture of branched alkylbenzene sulfonates has
- a sum of carbon atoms in R1, L and R2 of from 9 to 15, preferably from 10 to 14;
- an average aliphatic carbon content, i.e., based on R1, L and R2 and excluding A, of from about 10.0 to about 14.0 carbon atoms, preferably from about 11.0 to about 13.0, more preferably from about 11.5 to about 12.5; M is a cation or cation mixture, preferably M is selected from H, Na, K, Ca, Mg and mixtures thereof, more preferably M is selected from H, Na, K and mixtures thereof, more preferably still, M is selected from H, Na, and mixtures thereof, M having a valence q, typically from 1 to 2, preferably 1; a and b are integers selected such that said branched alkylbenzene sulfonates are electroneutral (a is typically from 1 to 2, preferably 1, b is 1); R1 is d-C alkyl, preferably d-C2 alkyl, more preferably methyl; R2 is selected from H and d-C3 alkyl (preferably H and d-C2 alkyl, more preferably H and methyl, more preferably H and methyl provided that in at least about 0.5, more preferably 0.7, more preferably 0.9 to 1.0 mole fraction of said branched alkylbenzene sulfonates, R2 is H); A is a benzene moiety (typically A is the moiety - C6H4- , with the SO3 moiety of Formula (I) in para- position to the L
moiety, though in some proportion, usually no more than about 5%, preferably from 0 to 5% by weight, the SO3 moiety is ortho- to L); and (b) from about 5% to about 40%, preferably from about 10% to about 35%, more preferably from about 15% to about 30%, by weight of surfactant mixture, of a mixture of nonbranched alkylbenzene sulfonates having formula (LI):

wherein a, b, M, A and q are as defined hereinbefore and Y is an unsubstituted linear aliphatic moiety consisting of carbon and hydrogen having two methyl termini, and wherein said Y has a sum of carbon atoms of from 9 to 15, preferably from 10 to 14, and said Y has an average aliphatic carbon content of from about 10.0 to about 14.0, preferably from about 11.0 to about 13.0, more preferably 11.5 to 12.5 carbon atoms; and wherein said modified alkylbenzene sulfonate surfactant mixture is further characterized by a 2/3-phenyl index of from about 275 to about 10,000, preferably from about 350 to about 1200, more preferably from about 500 to about 700; and also preferably wherein said modified alkylbenzene sulfonate surfactant mixture has a 2-methyl-2 -phenyl index of less than about 0.3, preferably less than about 0.2, more preferably less than about 0J, more preferably still, from 0 to 0.05; (ii) from about 0J to about 8% of a co-surfactant composition selected from the group consisting of alkyl polyhydroxy fatty acid amide, alkyl amidopropyl dimethyl amine and mixtures thereof; (iii) from about 30% to about 95%, of an aqueous liquid carrier; and wherein said composition is further characterized by a 2/3-phenyl index of from about 275 to about 10,000.
In accordance with the second embodiment of the present invention, there are encompassed herein a number of alternate embodiments, such as those in which there is
blending of the novel modified alkylbenzene sulfonate surfactant mixture of the invention with one or more other alkylbenzene sulfonate surfactants. In practical terms, such blending is usually encompassed before sulfonation and detergent formulation, but the outcome is a an aqueous based heavy duty laundry detergent composition containing a blend of the novel modified alkylbenzene sulfonate surfactant with other, known, alkylbenzene sulfonates. Such alternate embodiments of the invention nonlimitingly include those termed herein as "medium 2/3-phenyl surfactant system". Such surfactant system essentially contain useful amounts of the modified alkylbenzene sulfonate surfactant, along with other known alkylbenzene sulfonates subject to specific provisions of the 2/3-phenyl index of the overall composition. Such an aqueous based heavy duty laundry detergent compositions include:
(i) from about 0.1% to about 95% by weight of composition of a medium 2/3-phenyl surfactant system consisting essentially of:
(1) from 1% (preferably at least about 5%, more preferably at least about 10 %) to about 60% (preferably less than about 50%, more preferably less than about 40 %), by weight of surfactant system of a first alkylbenzene sulfonate surfactant, wherein said first alkylbenzene sulfonate surfactant is a modified alkylbenzene sulfonate surfactant mixture, said surfactant mixture comprising:
(a) from about 60% to about 95% by weight of surfactant mixture, a mixture of branched alkylbenzene sulfonates having formula (I):
(I) wherein L is an acyclic aliphatic moiety consisting of carbon and hydrogen, said L having two methyl termini and said L having no substituents other than A, R1 and R2; and wherein said mixture of branched alkylbenzene sulfonates contains two or more of said branched
alkylbenzene sulfonates differing in molecular weight of the anion of said formula (I) and wherein said mixture of branched alkylbenzene sulfonates has
1 9
- a sum of carbon atoms in R , L and R of from 9 to 15;
- an average aliphatic carbon content of from about 10.0 to about 14.0 carbon atoms; M is a cation or cation mixture having a valence q; a and b are integers selected such that said branched alkylbenzene sulfonates are electroneutral; R1 is Cι-C3 alkyl; R2 is selected from H and Cι-C3 alkyl; A is a benzene moiety; and
(b) from about 5% to about 40% by weight of surfactant mixture, of a mixture of nonbranched alkylbenzene sulfonates having formula (II):
wherein a, b, M, A and q are as defined hereinbefore and Y is an unsubstituted linear aliphatic moiety consisting of carbon and hydrogen having two methyl termini, and wherein said Y has a sum of carbon atoms of from 9 to 15, preferably from 10 to 14, and said Y has an average aliphatic carbon content of from about 10.0 to about 14.0; and wherein said modified alkylbenzene sulfonate surfactant mixture is further characterized by a 2/3-phenyl index of from about 275 to about 10,000; and
(2) from 40% (preferably at least about 50%, more preferably at least about 60 %) to about 99% (preferably less than about 95%, more preferably less than about
90%), by weight of surfactant system of a second alkylbenzene sulfonate surfactant, wherein said second alkylbenzene sulfonate surfactant is an alkylbenzene sulfonate surfactant mixture other than said modified alkylbenzene sulfonate surfactant mixture (1) (typically said second alkylbenzene sulfonate surfactant is a commercial Cι0-Cι4 linear alkylbenzene sulfonate surfactant, e.g., DETAL ® process LAS or HF process LAS though
in general any commercial linear (LAS) or branched (ABS, TPBS) type can be used); and wherein said second alkylbenzene sulfonate surfactant has a 2/3-phenyl index of from about 75 to about 160; provided that said medium 2/3-phenyl surfactant system has a 2/3-phenyl index of from about 160 to about 275, (preferably from about 170 to about 265, more preferably from about 180 to about 255); (ii) from about 0J to about 8% of a co-surfactant composition selected from the group consisting of alkyl polyhydroxy fatty acid amide, alkyl amidopropyl dimethyl amine and mixtures thereof; and (iii) from about 30% to about 95%, of an aqueous liquid carrier.
Specifically, the third embodiment of the present invention comprises an aqueous based heavy duty laundry detergent composition comprising:
(i) a modified alkylbenzene sulfonate surfactant mixture comprising the product of a process comprising the steps of:
(I) alkylating benzene with an alkylating mixture;
(II) sulfonating the product of (I); and (__) neutralizing the product of (LI); wherein said alkylating mixture comprises:
(a) from about 1% to about 99.9%, by weight of alkylating mixture of branched C -C2o monoolefins, said branched monoolefins having structures identical with those of the branched monoolefins formed by dehydrogenating branched paraffins of formula R!LR2 wherein L is an acyclic aliphatic moiety consisting of carbon and hydrogen and containing two terminal methyls; R1 is Ci to C3 alkyl; and R2 is selected from H and d to C3 alkyl; and
(b) from about 0.1% to about 85%, by weight of alkylating mixture of C - C 0 linear aliphatic olefins; wherein said alkylating mixture contains said branched C9-C20 monoolefins having at least two different carbon numbers in said C -C2o range, and has a mean carbon content of from about 9.0 to about 15.0 carbon atoms; and wherein said components (a) and (b) are at a weight ratio of at least about 15:85;
(ii) from about 0.1 to about 8% of a co-surfactant composition selected from the group consisting of alkyl polyhydroxy fatty acid amide, alkyl amidopropyl dimethyl amine and mixtures thereof; (iii) from about 30% to about 95%, of an aqueous liquid carrier; and wherein said composition is further characterized by a 2/3-phenyl index of from about 275 to about 10,000.
Specifically, the fourth embodiment of the present invention comprises an aqueous based heavy duty laundry detergent composition comprising:
(i) a modified alkylbenzene sulfonate surfactant mixture consisting essentially of the product of a process comprising the steps, in sequence, of: (I) alkylating benzene with an alkylating mixture; (LI) sulfonating the product of (I); and (LH) neutralizing the product of (LI); wherein said alkylating mixture comprises:
(a) from about 1% to about 99.9%, by weight of alkylating mixture of a branched alkylating agent selected from the group consisting of:
(A) C -C20 internal monoolefins R LR wherein L is an acyclic olefinic moiety consisting of carbon and hydrogen and containing two terminal methyls;
(B) C -C2o alpha monoolefins R AR wherein A is an acyclic alpha-olefinic moiety consisting of carbon and hydrogen and containing one terminal methyl and one terminal olefinic methylene;
(C) C9-C 0 vinylidene monoolefins R BR wherein B is an acyclic vinylidene olefin moiety consisting of carbon and hydrogen and containing two terminal methyls and one internal olefinic methylene;
(D) C9-C20 primary alcohols R!QR2 wherein Q is an acyclic aliphatic primary terminal alcohol moiety consisting of carbon, hydrogen and oxygen and containing one terminal methyl;
(E) C -C2Q primary alcohols R'ZR2 wherein Z is an acyclic aliphatic primary nonterminal alcohol moiety consisting of carbon, hydrogen and oxygen and containing two terminal methyls; and
(F) mixtures thereof; wherein in any of (A)-(F), said R1 is to C alkyl and said R2 is selected from H and d to C3 alkyl; and (b) from about 0.1% to about 85%, by weight of alkylating mixture of C9- C20 linear alkylating agent selected from C9.-C20 linear aliphatic olefins, C9-C2o linear aliphatic alcohols and mixtures thereof; wherein said alkylating mixture contains said branched alkylating agents having at least two different carbon numbers in said C -C2o range, and has a mean carbon content of from about 9.0 to about 15.0 carbon atoms; and wherein said components (a) and (b) are at a weight ratio of at least about 15:85; (ii) from about 0.1 to about 8% of a co-surfactant composition selected from the group consisting of alkyl polyhydroxy fatty acid amide, alkyl amidopropyl dimethyl amine and mixtures thereof; and (iii) from about 30% to about 95%, of an aqueous liquid carrier; wherein said composition is further characterized by a 2/3-phenyl index of from about 275 to about 10,000.
Specifically, the fifth embodiment of the present invention comprises an aqueous based heavy duty laundry detergent composition comprising:
(i) from about 0.01% to about 95% by weight of composition of a modified alkylbenzene sulfonate surfactant mixture comprising:
(a) from about 60% to about 95% by weight of surfactant mixture, a mixture of branched alkylbenzene sulfonates having formula (I):
(I) wherein L is an acyclic aliphatic moiety consisting of carbon and hydrogen, said L having two methyl termini and said L having no
1 substituents other than A, R and R ; and wherein said mixture of branched alkylbenzene sulfonates contains two or more of said branched alkylbenzene sulfonates differing in molecular weight of the anion of said formula (I) and wherein said mixture of branched alkylbenzene sulfonates has
- a sum of carbon atoms in R1, L and R2 of from 9 to 15;
- an average aliphatic carbon content of from about 10.0 to about 14.0 carbon atoms; M is a cation or cation mixture having a valence q; a and b are integers selected such that said branched alkylbenzene sulfonates are electroneutral; R! is Cj-C3 alkyl; R2 is selected from H and Cι-C3 alkyl; A is a benzene moiety; and
(b) from about 5% to about 40% by weight of surfactant mixture, of a mixture of nonbranched alkylbenzene sulfonates having formula (II):
wherein a, b, M, A and q are as defined hereinbefore and Y is an unsubstituted linear aliphatic moiety consisting of carbon and hydrogen having two methyl termini, and wherein said Y has a sum of carbon atoms of from 9 to 15, preferably from 10 to 14, and said Y has an average aliphatic carbon content of from about 10.0 to about 14.0; and wherein said modified alkylbenzene sulfonate surfactant mixture is further characterized by a 2/3-phenyl index of from about 275 to about 10,000 and wherein said modified alkylbenzene sulfonate surfactant mixture has a 2-methyl-
2-phenyl index of less than about 0.3;
(ii) from about 0J to about 8% of a co-surfactant composition selected from the group consisting of alkyl polyhydroxy fatty acid amide, alkyl amidopropyl dimethyl amine and mixtures thereof;
(iii) from about 30% to about 95%, of an aqueous liquid carrier; and
(iv) from about 0.00001% to about 99.9% of composition of a surfactant selected from the group consisting of anionic surfactants other than those of (i), nonionic surfactants, zwitterionic surfactants, cationic surfactants, amphoteric surfactant and mixtures thereof; wherein said composition is further characterized by a 2/3-phenyl index of from about
275 to about 10,000; provided that when said composition comprises any alkylbenzene sulfonate surfactant other than said modified alkylbenzene sulfonate surfactant mixture, said composition is further characterized by an overall 2/3-phenyl index of at least about
200, wherein said overall 2/3-phenyl index is determined by measuring 2/3-phenyl index, as defined herein, on a blend of said modified alkylbenzene sulfonate surfactant mixture and said any other alkylbenzene sulfonate to be added to said composition, said blend, for purposes of measurement, being prepared from aliquots of said modified alkylbenzene sulfonate surfactant mixture and said other alkylbenzene sulfonate not yet exposed to any other of the components of said composition; and further provided that when said composition comprises any alkylbenzene sulfonate surfactant other than said modified alkylbenzene sulfonate surfactant mixture, said composition is further characterized by an overall 2-methyl-2 -phenyl index of less than about 0.3, wherein said overall 2-methyl-2-phenyl index is to be determined by measuring 2-methyl-2-phenyl index, as defined herein, on a blend of said modified alkylbenzene sulfonate surfactant mixture and any other alkylbenzene sulfonate to be added to said composition, said blend, for purposes of measurement, being prepared from aliquots of said modified alkylbenzene sulfonate surfactant mixture and said other alkylbenzene sulfonate not yet exposed to any other of the components of said composition.
The detergent compositions defined herein also comprise from about 1% to 80% by weight of the composition of additional detergent ingredients such as builders, enzymes, colorants, bleaching agents, bleach activators, colored speckles, organic detergent builders, inorganic alkalinity sources and mixtures thereof.
The above mentioned embodiments and other aspects of the present invention are more fully described and exemplified in the detailed description hereinafter.
All percentages, ratios and proportions herein are by weight, unless otherwise specified. All temperatures are in degrees Celsius (°C) unless otherwise specified. All documents cited are in relevant part, incoφorated herein by reference.
DETAILED DESCRIPTION OF THE INVENTION The aqueous liquid detergent compositions of this invention comprise a modified alkylbenzene sulfonate surfactant mixture. The essential and optional components of the modified alkylbenzene sulfonate surfactant mixture and other optional materials of the aqueous liquid detergent compositions herein, as well as composition form, preparation and use, are described in greater detail as follows: (All concentrations and ratios are on a weight basis unless otherwise specified.) The invention, on the other hand, is not intended to encompass any wholly conventional liquid detergent compositions, such as those based exclusively on linear alkylbenzene sulfonates made by any process, or exclusively on known unacceptably branched alkylbenzene sulfonates such as ABS or
TPBS.
It is preferred that when the detergent compositions of the present invention comprise any alkylbenzene sulfonate surfactant other than said modified alkylbenzene sulfonate surfactant mixture (for example as a result of blending into the detergent composition one or more commercial, especially linear, typically linear C10-C14, alkylbenzene sulfonate surfactants), said composition is further characterized by an overall 2/3-phenyl index of at least about 200, preferably at least about 250, more preferably at least about 350, more preferably still, at least about 500, wherein said overall 2/3-phenyl index is determined by measuring 2/3-phenyl index, as defined herein, on a blend of said modified alkylbenzene sulfonate surfactant mixture and said any other alkylbenzene sulfonate to be added to said composition, said blend, for puφoses of measurement, being prepared from aliquots of said modified alkylbenzene sulfonate surfactant mixture and said other alkylbenzene sulfonate not yet exposed to any other of the components of said composition; and further provided that when said composition comprises any alkylbenzene sulfonate surfactant other than said modified alkylbenzene sulfonate surfactant mixture (for example as a result of blending into the composition one
or more commercial, especially linear, typically linear C10-C14, alkylbenzene sulfonate surfactants), said composition is further characterized by an overall 2-methyl-2-phenyl index of less than about 0.3, preferably from 0 to 0.2, more preferably no more than about 0J, more preferably still, no more than about 0.05, wherein said overall 2-methyl- 2-phenyl index is to be determined by measuring 2-methyl-2-phenyl index, as defined herein, on a blend of said modified alkylbenzene sulfonate surfactant mixture and any other alkylbenzene sulfonate to be added to said composition, said blend, for puφoses of measurement, being prepared from aliquots of said modified alkylbenzene sulfonate surfactant mixture and said other alkylbenzene sulfonate not yet exposed to any other of the components of said composition. These provisions may appear somewhat unusual, however they are consistent with the spirit and scope of the present invention, which encompasses a number of economical but less preferred approaches in terms of overall cleaning performance, such as blending of the modified alkylbenzene sulfonate surfactants with conventional linear alkylbenzene sulfonate surfactants either during synthesis or during formulation into the detergent composition. Moreover, as is well known to practitioners of detergent analysis, a number of detergent adjuncts (paramagnetic materials and sometimes even water) are capable of interfering with methods for determining the parameters of alkylbenzene sulfonate surfactant mixtures as described hereinafter. Hence wherever possible, analysis should be conducted on dry materials before mixing them into the compositions.
Moreover, the invention encompasses the addition of useful hydrotrope precursors and/or hydrotropes, such as Cι-C8 alkylbenzenes, more typically toluenes, cumenes, xylenes, naphthalenes, or the sulfonated derivatives of any such materials, minor amounts of any other materials, such as tribranched alkylbenzene sulfonate surfactants, dialkylbenzenes and their derivatives, dialkyl tetralins, wetting agents, processing aids, and the like. It will be understood that, with the exception of hydrotropes, it will not be usual practice in the present invention to include any such materials. Likewise it will be understood that such materials, if and when they interfere with analytical methods, will not be included in samples of compositions used for analytical puφoses.
A preferred modified alkylbenzene sulfonate surfactant mixture according to first embodiment of the present invention has M selected from H, Na, K and mixtures thereof, said a=l, said b=l, said q=l, and said modified alkylbenzene sulfonate surfactant mixture has a 2-methyl-2-phenyl index of less than about 0.3, preferably less than about 0.2, more preferably from 0 to about 0.1.
Such a modified alkylbenzene sulfonate surfactant mixture according can be made as the product of a process using as catalyst a zeolite selected from mordenite, offretite and H-ZSM-12 in at least partially acidic form, preferably an acidic mordenite (in general certain forms of zeolite beta can be used as an alternative but are not preferred). Embodiments described in terms of their making, as well as suitable catalysts, are all further detailed hereinafter.
Another preferred detergent composition according to the first embodiment of the invention wherein said modified alkylbenzene sulfonate surfactant mixture consists essentially of said mixture of (a) and (b), wherein said 2-methyl-2-phenyl index of said modified alkylbenzene sulfonate surfactant mixture is less than about 0J, and said average aliphatic carbon content is from about 11.5 to about 12.5 carbon atoms; said R1 is methyl; said R is selected from H and methyl provided that in at least about 0.7 mole fraction of said branched alkylbenzene sulfonates R is H; and wherein said sum of carbon atoms in R1, L and R2 is from 10 to 14; and further wherein in said mixture of nonbranched alkylbenzene sulfonates, said Y has a sum of carbon atoms of from 10 to 14 carbon atoms, said average aliphatic carbon content of said nonbranched alkylbenzene sulfonates is from about 11.5 to about 12.5 carbon atoms, and said M is a monovalent cation or cation mixture selected from H, Na and mixtures thereof. Definitions:
Methyl termini The terms "methyl termini" and/or "terminal methyl" mean the carbon atoms which are the terminal carbon atoms in alkyl moieties, that is L, and/or Y of formula (I) and formula (H) respectively are always bonded to three hydrogen atoms. That is, they will form a CH3- group. To better explain this, the structure below shows the two terminal methyl groups in an alkylbenzene sulfonate.
erminal
The term "AB" herein when used without further qualification is an abbreviation for "alkylbenzene" of the so-called "hard" or nonbiodegradable type which on sulfonation forms "ABS". The term "LAB" herein is an abbreviation for "linear alkylbenzene" of the current commercial, more biodegradable type, which on sulfonation forms linear alkylbenzene sulfonate, or "LAS". The term "MLAS" herein is an abbreviation for the modified alkylbenzene sulfonate mixtures of the invention.
Impurities: The surfactant mixtures herein are preferably substantially free from impurities selected from tribranched impurities, dialkyl tetralin impurities and mixtures thereof. By "substantially free" it is meant that the amounts of such impurities are insufficient to contribute positively or negatively to the cleaning effectiveness of the composition. Typically there is less than about 5%, preferably less than about 1%, more preferably about 0.1% or less of the impurity, that is typically no one of the impurities is practically detectable. Illustrative Structures
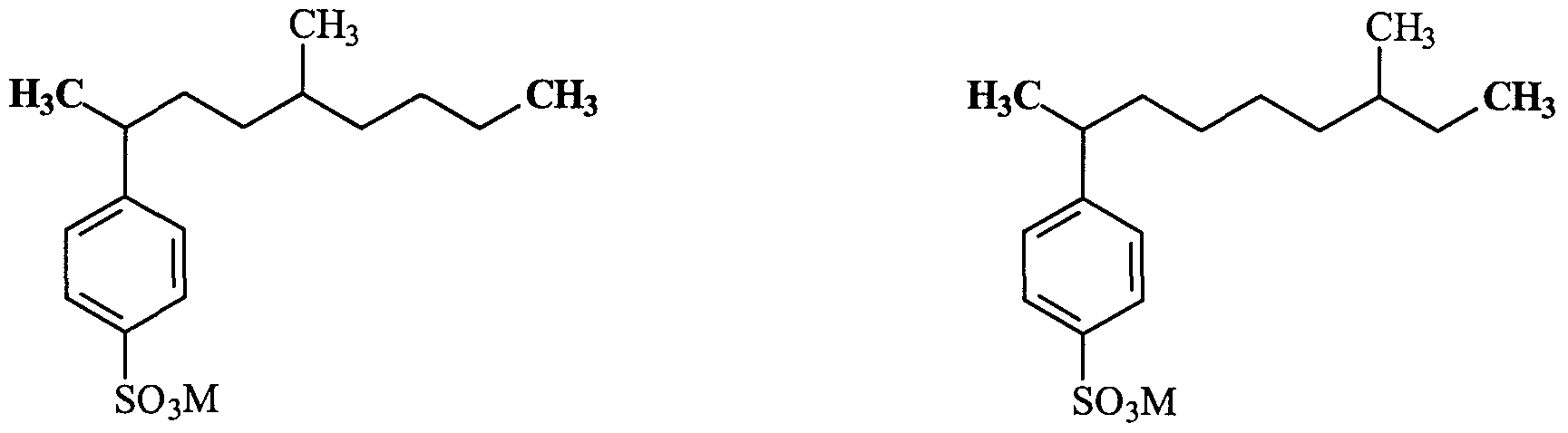
The better to illustrate the possible complexity of modified alkylbenzene sulfonate surfactant mixtures of the invention and the resulting detergent compositions, structures (a) to (v) below are illustrative of some of the many preferred compounds of formula (I). These are only a few of hundreds of possible preferred structures that make up the bulk of the composition, and should not be taken as limiting of the invention.
(a) (b)
(C) (d)
(e) (f)
(0 0)
(k) 0)
(m) (n)
(q) (r)
( ) (V)
Structures (w) and (x) nonlimitingly illustrate less preferred compounds of Formula (I) which can be present, at lower levels than the above-illustrated preferred types of stuctures, in the modified alkylbenzene sulfonate surfactant mixtures of the invention and the resulting detergent compositions.
(W) (x)
Structures (y), (z), and (aa) nonlimitingly illustrate compounds broadly within
Formula (I) that are not preferred but which can be present in the modified alkylbenzene sulfonate surfactant mixtures of the invention and the resulting detergent compositions.
(y) (z)
(aa) (bb)
Structure (bb) is illustrative of a tri-branched structure not within Formula (I), but that can be present as an impurity.
Preferably the modified alkylbenzene sulfonate surfactant mixtures herein are the product of sulfonating a modified alkylbenzene, (other than well known tetrapropylene or AB types) wherein the modified alkylbenzene is produced by alkylating benzene with a branched olefin, other than tetrapropylene, and more particularly the lightly branched types described in more detail hereinafter, over an acidic mordenite-type catalyst or other suitable catalyst as defined elsewhere herein.
In certain cases, said modified alkylbenzene sulfonate surfactant mixtures herein can also be prepared by blending. Thus, the invention includes a detergent composition using a modified alkylbenzene sulfonate surfactant mixture according to the first embodiment wherein said modified alkylbenzene sulfonate surfactant mixture is prepared by a process comprising a step selected from: (i) blending a mixture of branched and linear alkylbenzene sulfonate surfactants having a 2/3-phenyl index of 500 to 700 with an alkylbenzene sulfonate surfactant mixture having a 2/3-phenyl index of 75 to 160 and (ii)
blending a mixture of branched and linear alkylbenzenes having a 2/3-phenyl index of 500 to 700 with an alkylbenzene mixture having a 2/3-phenyl index of 75 to 160 and sulfonating said blend. However when a modified alkylbenzene sulfonate surfactant mixture is prepared in this fashion, the resulting surfactant mixture will have a 2/3- phenyl index of from about 275 to about 10,000.
In outline, modified alkylbenzene sulfonate surfactant mixtures herein can be made by the steps of:
(I) alkylating benzene with an alkylating mixture;
(II) sulfonating the product of (I); and (optionally but very preferably) (in) neutralizing the product of (II).
Provided that suitable alkylation catalysts and process conditions as taught herein are used, the product of step (I) is a modified alkylbenzene mixture in accordance with the invention. Provided that sulfonation is conducted under conditions generally known and reapplicable from LAS manufacture, see for example the literature references cited herein, the product of step (H) is a modified alkylbenzene sulfonic acid mixture in accordance with the invention. Provided that neutralization step (__) is conducted as generally taught herein, the product of step (HI) is a modified alkylbenzene sulfonate surfactant mixture in accordance with the invention. Since neutralization can be incomplete, mixtures of the acid and neutralized forms of the present modified alkylbenzene sulfonate systems in all proportions, e.g., from about 1000:1 to 1:1000 by weight, are also part of the present invention. Overall, the greatest criticalities are in step
(I).
Preferred modified alkylbenzene sulfonate surfactant mixtures herein comprise the product of a process comprising the steps of: (I) alkylating benzene with an alkylating mixture; (II) sulfonating the product of (I); and (optionally but very preferably) (III) neutralizing the product of (H); wherein said alkylating mixture comprises: (a) from about 1% to about 99.9%, by weight of branched C -C2o (preferably C -C15, more preferably Cι0-C1 ) monoolefins, said branched monoolefins having structures identical with those of the branched monoolefins formed by dehydrogenating branched paraffins of formula R]LR2 wherein L is an acyclic aliphatic moiety consisting of carbon and hydrogen and containing two terminal methyls; R1 is d to C3 alkyl; and R2 is selected
from H and d to C3 alkyl; and (b) from about 0.1% to about 85%, by weight of C9-C20 (preferably C -C15, more preferably Cι0-C14) linear aliphatic olefins; wherein said alkylating mixture contains said branched C9-C2o monoolefins having at least two different carbon numbers in said C9-C2o range, and has a mean carbon content of from about 9.0 to about 15.0 carbon atoms (preferably from about 10.0 to about 14.0, more preferably from about 11.0 to about 13.0, more preferably still from about 11.5 to about 12.5); and wherein said components (a) and (b) are at a weight ratio of at least about 15:85 (preferably having branched component (a) in excess of linear component (b), for example 51% or more by weight of (a) and 49% or less of (b), more preferably 60% to 95% by weight of (a) and 5% to 40% of (b), more preferably still 65% to 90% by weight of (a) and 10% to 35% of (b), more preferably still 70% to 85% by weight of (a) and 15% to 30% of (b) wherein these percentages by weight exclude any other materials, for example diluent hydrocarbons, that may be present in the process).
Also encompassed herein are modified alkylbenzene sulfonate surfactant mixtures consisting essentially of the product of a process comprising the steps, in sequence, of: (I) alkylating benzene with an alkylating mixture; (H) sulfonating the product of (I); and (HI) neutralizing the product of (LI); wherein said alkylating mixture comprises: (a) from about 1% to about 99.9%, by weight of a branched alkylating agent selected from: (A) C9-C2o (preferably C9-C15, more preferably Cιo-C1 ) internal monoolefins R5LR2 wherein L is an acyclic olefinic moiety consisting of carbon and hydrogen and containing two terminal methyls; (B) C9.-C20 (preferably C9-C15, more preferably C10-C14) alpha monoolefins R1.-^2 wherein A is an acyclic alpha-olefinic moiety consisting of carbon and hydrogen and containing one terminal methyl and one terminal olefinic methylene; (C) C9-C20 (preferably C -C15, more preferably do-Cι )
1 9 • vinylidene monoolefins R BR wherein B is an acyclic vinylidene olefin moiety consisting of carbon and hydrogen and containing two terminal methyls and one internal olefinic methylene; (D) C -C20 (preferably C -Cι5, more preferably C10-C14) primary alcohols R'QR2 wherein Q is an acyclic aliphatic primary terminal alcohol moiety consisting of carbon, hydrogen and oxygen and containing one terminal methyl; (E) C - C20 (preferably C -C15, more preferably Cι0-C14) primary alcohols R]ZR2 wherein Z is an acyclic aliphatic primary nonterminal alcohol moiety consisting of carbon, hydrogen and
oxygen and containing two terminal methyls; and (F) mixtures thereof; wherein in any of (A)-(F), said R1 is d to C3 alkyl and said R2 is selected from H and d to C3 alkyl; and
(b) from about 0.1% to about 85%, by weight of C9-C2o (preferably C -C15, more preferably C10-d4) linear alkylating agent selected from C -C20 (preferably C9-Cι5, more preferably C10-C14) linear aliphatic olefins, C9-C20 (preferably C9-C15, more preferably do-C14) linear aliphatic alcohols and mixtures thereof; wherein said alkylating mixture contains said branched alkylating agents having at least two different carbon numbers in said C -C2o (preferably C -Cι5, more preferably C10-C14) range, and has a mean carbon content of from about 9.0 to about 15.0 carbon atoms (preferably from about 10.0 to about 14.0, more preferably from about 11.0 to about 13.0, more preferably still from about 11.5 to about 12.5); and wherein said components (a) and (b) are at a weight ratio of at least about 15:85 (preferably having branched component (a) in excess of linear component (b), for example 51% or more by weight of (a) and 49% or less of (b), more preferably 60% to 95% by weight of (a) and 5% to 40% of (b), more preferably still 65% to 90% by weight of (a) and 10% to 35% of (b), more preferably still 70% to 85% by weight of (a) and 15% to 30% of (b) wherein these percentages by weight exclude any other materials, for example diluent hydrocarbons, that may be present in the process).
In more highly preferred embodiments, the invention encompasses a modified alkylbenzene sulfonate surfactant mixture prepared in accordance with the above- outlined steps wherein said alkylating mixture consists essentially of: (a) from about 0.5%) to about 47.5%, by weight of said branched alkylating agent selected from: (G) C - C14 internal monoolefins R*LR2 wherein L is an acyclic olefinic moiety consisting of carbon and hydrogen and containing two terminal methyls; (H) C -Cι4 alpha monoolefins
1 9
R AR wherein A is an acyclic alpha-olefinic moiety consisting of carbon and hydrogen and containing one terminal methyl and one terminal olefinic methylene; and (J) mixtures thereof; wherein in any of (G)-(H), said R is methyl, and said R is H or methyl provided that in at least about 0.7 mole fraction of the total of said monoolefins, R2 is H; and (b) from about 0.1% to about 25%, by weight of C9-Cι4 linear aliphatic olefins; and
(c) from about 50% to about 98.9%, by weight of carrier materials selected from paraffins and inert nonparaffinic solvents;
wherein said alkylating mixture contains said branched alkylating agents having at least two different carbon numbers in said C -Cι4 range, and has a mean carbon content of from about 11.5 to about 12.5 carbon atoms; and wherein said components (a) and (b) are at a weight ratio of from about 51 :49 to about 90:10.
Other modified alkylbenzene sulfonate surfactant mixtures herein are made by the above-outlined processes wherein in step (I), said alkylation is performed in the presence of an alkylation catalyst, said alkylation catalyst is an intermediate acidity solid porous alkylation catalyst, and step (LI) comprises removal of components other than monoalkylbenzene prior to contacting the product of step (I) with sulfonating agent.
Also encompassed is the modified alkylbenzene sulfonate surfactant mixture according to the above-defined processes wherein said alkylation catalyst is other than a member selected from the group consisting of HF, A1C13, sulfuric acid and mixtures thereof. Such is the case when the alkylation catalyst is selected from the group consisting of non-fluoridated acidic mordenite-type catalyst, fluoridated acidic mordenite-type catalyst and mixtures thereof. Catalysts are described in more detail hereinafter.
The processes are tolerant of variation, for example conventional steps can be added before, in parallel with, or after the outlined steps (I), (II) and (EH). This is especially the case for accomodating the use of hydrotropes or their precursors. Thus the invention encompasses a modified alkylbenzene sulfonate surfactant mixture according to the above-outlined processes wherein a hydrotrope, hydrotrope precursor, or mixtures thereof is added after step (I); or the hydrotrope, hydrotrope precursor or mixtures thereof is added during or after step (H) and prior to step (HI); or a hydrotrope can be added during or after step (HI). Sulfonation and Workup or Neutralization (Steps H / HP
In general, sulfonation of the modified alkylbenzenes in the instant process can be accomplished using any of the well-known sulfonation systems, including those described in "Detergent Manufacture Including Zeolite Builders and other New Materials", Ed. Sittig., Noyes Data Coφ., 1979, as well as in Vol. 56 in "Surfactant Science" series, Marcel Dekker, New York, 1996, including in particular Chapter 2 entitled "Alkylarylsulfonates: History, Manufacture, Analysis and Environmental
Properties", pages 39-108 which includes 297 literature references. This work provides access to a great deal of literature describing various processes and process steps, not only sulfonation but also dehydrogenation, alkylation, alkylbenzene distillation and the like. Common sulfonation systems useful herein include sulfuric acid, chlorosulfonic acid, oleum, sulfur trioxide and the like. Sulfur trioxide/air is especially preferred. Details of sulfonation using a suitable air/sulfur trioxide mixture are provided in US 3,427,342, Chemithon. Sulfonation processes are further extensively described in "Sulfonation Technology in the Detergent Industry", W.H. de Groot, Kluwer Academic Publishers, Boston, 1991.
Any convenient workup steps may be used in the present process. Common practice is to neutralize after sulfonation with any suitable alkali. Thus the neutralization step can be conducted using alkali selected from sodium, potassium, ammonium, magnesium and substituted ammonium alkalis and mixtures thereof. Potassium can assist solubility, magnesium can promote soft water performance and substituted ammonium can be helpful for formulating specialty variations of the instant surfactants. The invention encompasses any of these derivative forms of the modified alkylbenzenesulfonate surfactants as produced by the present process and their use in consumer product compositions.
Alternately the acid form of the present surfactants can be added directly to acidic cleaning products, or can be mixed with cleaning ingredients and then neutralized.
The hydrotropes or hydrotrope precursors useful herein can in general be selected from any suitable hydrotrope or hydrotrope precursor, including lower alkyl (d-C8) aromatics and their sulfonic acids and sulfonate salts, but are more typically based on a sulfonic acid or sodium sulfonate salt of toluene, cumene, xylene, napthalene or mixtures thereof. The hydrotrope precursors are selected from any suitable hydrotrope precursor, typically toluene, cumene, xylene, napthalene or mixtures thereof. A hydrotrope precursor is a compound that during step (HI), namely the sulfonation step, is converted into a hydrotrope. hi terms of process conditions for alkylation, the invention encompasses a modified alkylbenzene sulfonate. surfactant mixture wherein in step (I) said alkylation is performed at a temperature of from about 125°C to about 230°C (preferably from about
175°C to about 215°C) and at a pressure of from about 50 psig to about 1000 psig (preferably from about 100 psig to about 250 psig). Preferably in step (I) said alkylation is performed at a temperature of from about 175°C to about 215°C, at a pressure of from about 100 psig to about 250 psig. and a time of from about 0.01 hour to about 18 hours (preferably, as rapidly as possible, more typically from about 0J hour to about 5 hours). If desired such alkylation may be conducted in one or more stages. Different stages of the process can be conducted in different manufacturing facilities. Typically in practice, LAB manufacturers will conduct step (I), with detergent manufacturers conducting step (LH). Step (H) is typically conducted by either, or can even be conducted by third party manufacturers.
In general it is found preferable in step (I) to couple together the use of relatively low temperatures (e.g., 175°C to about 215°C) with reaction times of medium duration (1 hour to about 8 hours) in the above-indicated ranges.
It is possible even to "target" for desirably low 2-methyl-2-phenyl index in the present inventive compositions by selecting a relatively low reaction temperature, e.g., about 190°C, and to monitor the progress of the reaction by any convenient means (e.g., sampling and NMR analysis) to assure adequate completion while minimizing 2-methyl- 2-phenyl index.
Moreover, it is contemplated that the alkylation "step" (I) herein can be "staged" so that two or more reactors operating under different conditions in the defined ranges may be useful. By operating a plurality of such reactors, it is possible to allow for material with less preferred 2-methyl-2-phenyl index to be initially formed and, suφrisingly, to convert such material into material with a more preferred 2-methyl-2- phenyl index.
In terms of sulfonating agent selection, the invention encompasses a modified alkylbenzene sulfonate surfactant mixture wherein step (H) is performed using a sulfonating agent selected from the group consisting of sulfur trioxide, sulfur trioxide/air mixtures, and sulfuric acid (including oleum). Chlorosulfonic acid or other known sulfonating agents, while less commercially relevant, are also useful and are included for use in the invention.
Although in general, neutralization step (LH) can be carried out with any suitable alkali, the invention includes a modified alkylbenzene sulfonate surfactant mixture wherein said step (HI) is performed using a basic salt, said basic salt having a cation selected from the group consisting of alkali metal, alkaline earth metal, ammonium, substituted ammonium, and mixtures thereof and an anion selected from hydroxide, oxide, carbonate, silicate, phosphate, and mixtures thereof. Preferred basic salt is selected from the group consisting of sodium hydroxide, sodium silicate, potassium hydroxide, potassium silicate, magnesium hydroxide, ammonium hydroxide, and mixtures thereof. Alkylation Catalyst
To secure the modified alkylbenzene sulfonate surfactant mixtures of the invention, the present invention uses a particularly defined alkylation catalyst. Said alkylation catalyst is an intermediate acidity solid porous alkylation catalyst defined in detail hereinafter. Particularly preferred alkylation catalysts comprise at least partially dealuminized acidic fluoridated mordenites, at least partially dealuminized acidic nonfluoridated mordenites, and mixtures thereof.
Numerous alkylation catalysts are unsuitable for making the present modified alkylbenzene mixtures and modified alkylbenzene sulfonate surfactant mixtures. Unsuitable alkylation catalysts include any of: sulfuric acid, aluminum chloride, and HF. Also unsuitable are non-acidic calcium mordenite, and many others. Other catalysts, such as the DETAL® process catalysts of UOP are also unsuitable, at least in their current commercial executions. Indeed no alkylation catalyst currently used for alkylation in the commercial production of detergent C10-C14 linear alkylbenzene sulfonates for use in laundry products are suitable.
In contrast, suitable alkylation catalysts herein are selected from shape-selective moderately acidic alkylation catalysts, preferably zeolitic. The zeolite catalyst used for the alkylation step (I) is preferably selected from the group consisting of mordenite, HZSM-12, and offretite, any of these being in at least partially acidic form. Mixtures can be used and the catalysts can be combined with binders etc. as described hereinafter. More preferably, the zeolite is substantially in acid form and is contained in a catalyst pellet comprising a conventional binder and further wherein said catalyst pellet
comprises at least about 1 %, more preferably at least 5%, more typically from 50% to about 90%, of said zeolite.
More generally, a suitable alkylation catalyst is typically at least partially crystalline, more preferably substantially crystalline not including binders or other materials used to form catalyst pellets, aggregates or composites. Moreover the catalyst is typically at least partially acidic. Fully exchanged Ca-form mordenite, for example, is unsuitable whereas H-form mordenite is suitable.
The pores characterizing the zeolites useful in the present alkylation process may be substantially circular, uniform pores of about 6.2 Angstrom, or preferably may be somewhat elliptical, such as in mordenite. It should be understood that, in any case, the zeolites used as catalysts in the alkylation step of the present process have a major pore dimension intermediate between that of the large pore zeolites, such as the X and Y zeolites, and the relatively small pore size zeolites ZSM-5 and ZSM-11, and preferably between about 6 Angstrom and about 7 Angstrom. Indeed ZSM-5 has been tried and found inoperable in the present invention. The pore size dimensions and crystal structures of certain zeolites are specified in ATLAS OF ZEOLITE STRUCTURE TYPES by W. M. Meier and D. H. Olson, published by the Structure Commission of the International Zeolite Association (1978 and more recent editions) and distributed by Polycrystal Book Service, Pittsburgh, Pa.
The zeolites useful in the alkylation step of the instant process generally have at least 10 percent of the cationic sites thereof occupied by ions other than alkali or alkaline-earth metals. Typical but non-limiting replacing ions include ammonium, hydrogen, rare earth, zinc, copper and aluminum. Of this group, particular preference is accorded ammonium, hydrogen, rare earth or combinations thereof. In a preferred embodiment, the zeolites are converted to the predominantly hydrogen form, generally by replacement of the alkali metal or other ion originally present with hydrogen ion precursors, e.g., ammonium ions, which upon calcination yield the hydrogen form. This exchange is conveniently carried out by contact of the zeolite with an ammonium salt solution, e.g., ammonium chloride, utilizing well known ion exchange techniques. In certain preferred embodiments, the extent of replacement is such as to produce a zeolite material in which at least 50 percent of the cationic sites are occupied by hydrogen ions.
The zeolites may be subjected to various chemical treatments, including alumina extraction (dealumination) and combination with one or more metal components, particularly the metals of Groups HB, HI, IN, NI, NH and NHL It is also contemplated that the zeolites may, in some instances, desirably be subjected to thermal treatment, including steaming or calcination in air, hydrogen or an inert gas, e.g. nitrogen or helium.
A suitable modifying treatment entails steaming of the zeolite by contact with an atmosphere containing from about 5 to about 100% steam at a temperature of from about 250°C to 1000°C. Steaming may last for a period of between about 0.25 and about 100 hours and may be conducted at pressures ranging from sub-atmospheric to several hundred atmospheres.
In practicing the desired alkylation step of the instant process, it may be useful to incoφorate the above-described intermediate pore size crystalline zeolites in another material, e.g., a binder or matrix resistant to the temperature and other conditions employed in the process. Such matrix materials include synthetic or naturally occurring substances as well as inorganic materials such as clay, silica, and/or metal oxides. Matrix materials can be in the form of gels including mixtures of silica and metal oxides. The latter may be either naturally occurring or in the form of gels or gelatinous precipitates. Naturally occurring clays which can be composited with the zeolite include those of the montmorillonite and kaolin families, which families include the sub-bentonites and the kaolins commonly known as Dixie, McNamee-Georgia and Florida clays or others in which the main mineral constituent is halloysite, kaolinite, dickite, nacrite or anauxite. Such clays can be used in the raw state as originally mined or initially subjected to calcination, acid treatment or chemical modification.
In addition to the foregoing materials, the intermediate pore size zeolites employed herein may be compounded with a porous matrix material, such as alumina, silica-alumina, silica-magnesia, silica-zirconia, silica-thoria, silica-beryllia, and silica- titania, as well as ternary combinations, such as silica-alumina-thoria, silica-alumina- zirconia, silica-alumina-magnesia and silica-magnesia-zirconia. The matrix may be in the form of a cogel. The relative proportions of finely divided zeolite and inorganic oxide gel matrix may vary widely, with the zeolite content ranging from between about 1 to about
99% by weight and more usually in the range of about 5 to about 80% by weight of the composite.
A group of zeolites which includes some useful for the alkylation step herein have a silica: alumina ratio of at least 2:1, preferably at least 10:1 more preferably at least 20:1. The silica: alumina ratios referred to in this specification are the structural or framework ratios, that is, the ratio for the SiO4 to the AlO4 tetrahedra. In practice, silica: alumina ratios as determined by various physical and chemical methods are acceptable for use herein. It should be understood that such methods may acceptably give some variation. For example, a gross chemical analysis may include aluminum which is present in the form of cations associated with the acidic sites on the zeolite, thereby giving a somewhat low experimentally determined silica: alumina ratio. Similarly, if the ratio is determined by thermogravimetric analysis (TGA) of ammonia desoφtion, a somewhat low ammonia titration may be obtained if cationic aluminum prevents exchange of the ammonium ions onto the acidic sites. These disparities are well known in the art. They can be troublesome when certain treatments, such as the dealuminization methods described below which result in the presence of ionic aluminum free of the zeolite structure, are employed. Due care should therefore be taken to ensure that the framework silica: alumina ratio is correctly determined to the extent acceptable to a practitioner of the art.
When the zeolites have been prepared in the presence of organic cations they are typically catalytically inactive, commonly because the intracrystalline free space is occupied by organic cations from the forming solution. They may be activated by heating in an inert atmosphere at 540°C for one hour, for example, followed by base exchange with ammonium salts followed by calcination at 540°C in air. The presence of organic cations in the forming solution may not be absolutely essential to the formation of the zeolite; but it does appear to favor the formation of this special type of zeolite. Some natural zeolites may sometimes be converted to zeolites of the desired type by various activation procedures and other treatments such as base exchange, steaming, alumina extraction and calcination. The zeolites preferably have a crystal framework density, in the dry hydrogen form, not substantially below about 1.6 g/cm3. The dry density for known structures may be calculated from the number of silicon plus aluminum atoms per
1000 cubic Angstroms, as given, e.g., on page 19 of the article on Zeolite Structure by W. M. Meier included in "Proceedings of the Conference on Molecular Sieves, London, April 1967", published by the Society of Chemical Industry, London, 1968. Reference is made to this paper for a discussion of the crystal framework density. A further discussion of crystal framework density, together with values for some typical zeolites, is given in U.S. Pat. No. 4,016,218, to which reference is made. When synthesized in the alkali metal form, the zeolite is conveniently converted to the hydrogen (acidic) form, generally via intermediate formation of the ammonium form by ammonium ion exchange and calcination of the ammonium form to yield the hydrogen form. It has been found that although the hydrogen form of the zeolite catalyzes the reaction successfully, the zeolite may also be partly in the alkali metal form and/or the form of other metal salts.
EP 466,558 describes an acidic mordenite type alkylation catalyst also of possible use herein having overall Si/Al atomic ratio of 15-85 (15-60), Na weight content is less than 1000 ppm (preferably less than 250 ppm), and there is a low or zero content of extra-network Al species; the elementary mesh volume as defined in EP 466,558 is below 2,760 nm3.
US 5,057,472 is likewise useful for preparing alkylation catalysts herein and relates to concurrent dealumination and ion-exchange of an acid-stable Na ion-containing zeolite, preferably mordenite, effected by contact of the zeolite with a 0.5-3 (preferably 1- 2.5) M HNO3 solution containing sufficient NH NO3 to fully exchange the Na+ ions for NH + and H+ ions. The resulting zeolites can have a Siθ2:Al2O3 ratio of 15:1 to 26:1, preferably 17:1 to 23:1, and are preferably calcined to at least partially convert the NH4 +/H+ form to the H+ form. Optionally, though not necessarily particularly desirable in the present invention, the catalyst can contain a Group VIH metal (and optionally also an inorganic oxide) together with the calcined zeolite of '472.
Another acidic mordenite catalyst useful for the alkylation step herein is disclosed in US 4,861,935 which relates to a hydrogen form of mordenite incoφorated with alumina, the composition having a surface area of at least 580 m2 /g. Other acidic mordenite catalysts useful for the alkylation step herein include those described in US 5,243, 116 and US 5,198,595. Yet another alkylation catalyst useful herein is described in US 5,175,135 which is an acid mordenite zeolite having a silica/alumina molar ratio of
at least 50:1, a Symmetry Index of at least 1.0 as determined by X-ray diffraction analysis, and a porosity such that the total pore volume is in the range from about 0J8 cc/g to about 0.45 cc/g and the ratio of the combined meso- and macropore- volume to the total pore volume is from about 0.25 to about 0.75.
Particularly preferred alkylation catalysts herein include the acidic mordenite catalysts Zeocat FM-8/25H available from Zeochem; CBN 90 A available from Zeolyst International, and LZM-8 available from UOP Chemical Catalysts as well as fluoridated versions of the above commercial catalysts. Fluoridated mordenites can be prepared by a number of ways. A method of providing a particularly useful fluoridated mordenite is described in US 5,777,187. The invention encompasses preferred embodiments in which the mordenites are fluoridated, but also has other preferred embodiments in which the mordenites are non-fluoridated.
Most generally, any alkylation catalyst may be used herein provided that the alkylation catalyst can (a) accommodate branched olefins as described elsewhere herein into the smallest pore diameter of said catalyst and (b) selectively alkylate benzene with said branched olefins and optionally mixtures thereof with nonbranched olefins. Acceptable selectivity is in accordance with a 2/3-Phenyl index of about 275 to about 10,000 as defined herein.
In other terms, the catalyst selections herein are made in part with the intention of minimizing internal alkylbenzene formation (e.g., 4-phenyl, 5-phenyl ...) The formulators contributing to the present invention have unexpectedly discovered that control of internal alkylbenzene sulfonate isomers in the present inventive surfactant mixtures in conjunction with introduction of limited methyl branching is very helpful for improving their performance. The present invention connects this discovery to discoveries of the synthesis chemists in the present invention, who have determined how to control internal isomer content while providing limited methyl branching in the modified alkylbenzene sulfonate surfactant mixtures in accordance with the formulators' prescriptions.
The extent to which internal isomer content needs to be controlled can vary depending on the consumer product application and on whether outright best performance or a balance of performance and cost is required. In absolute terms, the
amount of internal isomer such as internal alkylbenzene isomer is preferably always kept below 25% by weight, but for best results, from 0 to 10%, preferably less than about 5% by weight. "Internal alkylbenzene" isomers as defined herein include alkylbenzenes having phenyl attachment to an aliphatic chain in the 4,5,6 or 7 position.
Without intending to be limited by theory, there are two reasons for which it is believed that the prefered alkylation catalysts are the above-described shape selective zeolitic type catalysts, especially mordenites. The first reason is to provide the selectivity of formation of preferred compounds such as branched and nonbranched 2-phenyl and 3- phenylalkylbenzenes. This selectivity is measured by the 2/3-phenyl index. The second reason is to control the amount of quaternary alkylbenzenes and thus quaternary alkylbenzenesulfonates.
Results with alkylation catalysts such as HF can give quite high levels of quaternary alkylbenzenes as shown in the literature (see J. Org. Chem. Nol 37, No. 25, 1972). This contrasts with the surprising discovery as part of the present invention that one can attain low levels of quaternary alkylbenzenes in catalyzed reactions of benzene with branched olefins, as characterized by 2-methyl-2-phenyl index. Even when the olefins used are substantially dibranched, as illustrated herein, a low 2-methyl-2-phenyl index of less than 0.1 can suφrisingly be obtained.
Numerous variations of the present detergent compositions are useful. Such variations include:
• the detergent composition which is substantially free from alkylbenzene sulfonate surfactants other than said modified alkylbenzene sulfonate surfactant mixture;
• the detergent composition which comprises, at least about 0.1%, preferably no more than about 10%, more preferably no more than about 5%, more preferably still, no more than about 1% by weight of composition, of a commercial Cι0-Cι4 linear alkylbenzene sulfonate surfactant;
• the detergent composition which comprises, at least about 0.1 %, preferably no more than about 10%, more preferably no more than about 5%, more preferably still, no more than about 1% by weight of composition, of a
commercial highly branched alkylbenzene sulfonate surfactant, (e.g., TPBS or tetrapropylbenzene sulfonate);
• the detergent composition which comprises, a nonionic surfactant at a level of from about 0.5% to about 25% by weight of composition, and wherein said nonionic surfactant is a polyalkoxylated alcohol in capped or non-capped form having: - a hydrophobic group selected from linear C10-Cι6 alkyl, mid- chain Cι-C3 branched C10-C16 alkyl, guerbet branched do-Cι6 alkyl, and mixtures thereof and - a hydrophihc group selected from 1-15 ethoxylates, 1- 15 propoxylates 1-15 butoxylates and mixtures thereof, in capped or uncapped form, (when uncapped, there is also present a terminal primary -OH moiety and when capped, there is also present a terminal moiety of the form - OR wherein R is a d-C6 hydrocarbyl moiety, optionally comprising a primary or, preferably when present, a secondary alcohol.);
• the detergent composition which comprises, an alkyl sulfate surfactant at a level of from about 0.5% to about 25% by weight of composition, wherein said alkyl sulfate surfactant has a hydrophobic group selected from linear C10- C18 alkyl, mid-chain Cι-C3 branched C10-Cι8 alkyl, guerbet branched Cιo-C18 alkyl, and mixtures thereof and a cation selected from Na, K and mixtures thereof;
• the detergent composition which comprises, an alkyl(polyalkoxy)sulfate surfactant at a level of from about 0.5% to about 25% by weight composition, wherein said alkyl(polyalkoxy)sulfate surfactant has - a hydrophobic group selected from linear do-Ciό alkyl, mid-chain d-C3 branched C10-C16 alkyl, guerbet branched C10-C16 alkyl, and mixtures thereof and - a (polyalkoxy)sulfate hydrophihc group selected from 1-15 polyethoxysulfate, 1-15 polypropoxysulfate, 1-15 polybutoxysulfate, 1-15 mixed poly(ethoxy/propoxy/butoxy)sulfates, and mixtures thereof, in capped or uncapped form; and - a cation selected from Na, K and mixtures thereof;
Further the present invention includes a detergent composition comprising (preferably consisting essentially of): (i) from about 0.01% to about 95%), by weight of composition, (preferably from about 0.5% to about 50%, more preferably from about 1%,
preferably at least 2%, more preferably at least 4%, more preferably at least 6%, more preferably still at least 8% to about 35%) of modified alkylbenzene sulfonate surfactant mixture according to the invention; (ii) from about 0.00001% to about 99.9% by weight of composition (preferably from about 5% to about 98%, more preferably from about 50% to about 95%) of a conventional hand dishwasing adjunct; and (iii) from about 0.00001% to about 99.9% by weight of composition (preferably from about 0.1% to about 50%, more preferably from about 0.2% to about 40%, even more preferably form abour 0.5% to about 30%), of a surfactant selected from the group consisting of anionic surfactants other than said modified alkylbenzene sulfonate surfactant mixture, nonionic, cationic, amphoteric, zwitterionic and mixtures thereof; provided that when said detergent composition comprises any other alkylbenzene sulfonate than the alkylbenzene sulfonate of said modified alkylbenzene sulfonate surfactant mixture, said modified alkylbenzene sulfonate surfactant mixture and said other alkylbenzene sulfonate, as a mixture, have an overall 2/3-phenyl index of from about 275 to about 10,000 (preferably from about 350 to about 1200, more preferably from about 500 to about 700).
Thus the invention includes a 2/3-phenyl surfactant mixture consisting essentially of: from 1% (preferably at least about 5%, more preferably at least about 10 %) to about 60% (in one mode preferably less than about 50%, more preferably less than about 40 %), by weight of surfactant system of a first alkylbenzene sulfonate surfactant, wherein said first alkylbenzene sulfonate surfactant is a modified alkylbenzene sulfonate surfactant mixture according to the first embodiment; and from 40% (in one mode preferably at least about 50%, more preferably at least about 60 %) to about 99% (preferably less than about 95%, more preferably less than about 90%), by weight of surfactant system of a second alkylbenzene sulfonate surfactant, wherein said second alkylbenzene sulfonate surfactant is an alkylbenzene sulfonate surfactant mixture other than said modified alkylbenzene sulfonate surfactant mixture according to the first embodiment, and wherein said second alkylbenzene sulfonate surfactant has a 2/3-phenyl index of from about 75 to about 160 (typically said second alkylbenzene sulfonate surfactant is a commercial C10-C14 linear alkylbenzene sulfonate surfactant, e.g., DETAL ® process LAS or HF process LAS though in general any commercial linear (LAS) or branched (ABS, TPBS) type can be used); provided that said medium 2/3-phenyl
surfactant mixture has a 2/3-phenyl index of from about 160 to about 275 (preferably from about 170 to about 265, more preferably from about 180 to about 255). (of course it is equally possible within the spirit and scope of the invention to prepare any blend of the modified alkylbenzene sulfonate surfactant mixture of the invention with any known commercial linear or branched alkylbenzene sulfonate surfactant.
Processes for preparing a medium 2/3-phenyl surfactant mixture include those comprising a step selected from: (i) blending said first alkylbenzene sulfonate surfactant and said second alkylbenzene sulfonate surfactant; and (ii) blending the nonsulfonated precursor of said first alkylbenzene sulfonate surfactant and the nonsulfonated precursor of said second alkylbenzene sulfonate surfactant and sulfonating said blend. Preparative Examples
Example 1 Mixture of 4-methyl-4-nonanol, 5-methyl-5-decanol, 6-methyl-6-undecanol and 6-methyl-6-dodecanol (A starting-material for branched olefins) A mixture of 4.65 g of 2-pentanone, 20.7 g of 2-hexanone, 51.0 g of 2-heptanone, 36.7 g of 2-octanone and 72.6 g of diethyl ether is added to an addition funnel. The ketone mixture is then added dropwise over a period of 2.25 hours to a nitrogen blanketed stirred three neck 2 L round bottom flask, fitted with a reflux condenser and containing 600 mL of 2.0 M n-pentylmagnesium bromide in diethyl ether and an additional 400 mL of diethyl ether. After the addition is complete the reaction mixture is stirred an additional 2.5 hours at 20°C. The reaction mixture is then added to 1kg of cracked ice with stirring. To this mixture is added 393.3 g of 30% sulphuric acid solution. The aqueous acid layer is drained and the remaining ether layer is washed twice with 750 mL of water. The ether layer is then evaporated under vacuum to yield 176J g of a mixture of 4-methyl-4-nonanol, 5-methyl-5-decanol, 6-methyl-6-undecanol and 6-methyl-6- dodecanol.
Example 2
Substantially Mono Methyl Branched Olefin Mixture
With Randomized Branching
(A branched olefin mixture which is an alkylating agent for preparing modified alkylbenzenes in accordance with the invention) a) A 174.9 g sample of the mono methyl branched alcohol mixture of Example 1 is added to a nitrogen blanketed stirred three neck round bottom 500 mL flask, fitted with a Dean Stark trap and a reflux condenser along with 35.8 g of a shape selective zeolite catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H). With mixing, the mixture is then heated to about 110-155°C and water and some olefin is collected over a period of 4-5 hours in the Dean Stark trap. The conversion of the alcohol mixture of example 1 to a substantially non-randomized methyl branched olefin mixture is now complete. The substantially non-randomized methyl branched olefin mixture remaining in the flask along with the substantially non-randomized methyl branched olefin mixture collected in the dean stark trap is recombined and filtered to remove catalyst. The solid filter cake is washed twice with 100 mL portions of hexane. The hexane filtrate is evaporated under vacuum and the resulting product is combined with the first filtrate to give 148.2 g of a substantially non-randomized methyl branched olefin mixture. b) The olefin mixture of Example 2a is combined with 36g of a shape selective zeolite catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H) and reacted according to example 2a with the following changes. The reaction temperature is raised to 190-200°C for a period of about 1-2 hours to randomize the specific branch positions in the olefin mixture. The substantially mono methyl branched olefin mixture with randomized branching remaining in the flask along with the substantially mono methyl branched olefin mixture with randomized branching collected in the dean stark trap are recombined and filtered to remove catalyst. The solid filter cake is washed twice with 100 mL portions of hexane. The hexane filtrate is evaporated under vacuum and the resulting product is combined with the first filtrate to give 147.5 g of a substantially mono methyl branched olefin mixture with randomized branching.
EXAMPLE 3
Substantially Mono Methyl Branched Alkylbenzene Mixture
With a 2/3-Phenyl Index of about 550 and a 2-Methyl-2-Phenyl Index of about 0.02
(A modified alkylbenzene mixture in accordance with the invention)
147 g of the substantially mono methyl branched olefin mixture of example 2 and 36 g of a shape selective zeolite catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H) are added to a 2 gallon stainless steel, stirred autoclave. Residual olefin and catalyst in the container are washed into the autoclave with 300 mL of n-hexane and the autoclave is sealed. From outside the autoclave cell, 2000 g of benzene (contained in a isolated vessel and added by way of an isolated pumping system inside the isolated autoclave cell) is added to the autoclave. The autoclave is purged twice with 250 psig N2, and then charged to 60 psig N2. The mixture is stirred and heated to about 200°C for about 4-5 hours. The autoclave is cooled to about 20°C overnight. The valve is opened leading from the autoclave to the benzene condenser and collection tank. The autoclave is heated to about 120°C with continuous collection of benzene. No more benzene is collected by the time the reactor reaches 120°C. The reactor is then cooled to 40°C and 750 g of n- hexane is pumped into the autoclave with mixing. The autoclave is then drained to remove the reaction mixture. The reaction mixture is filtered to remove catalyst and the n-hexane is removed under vacuum. The product is distilled under vacuum (1-5 mm of Hg). The substantially mono methyl branched alkylbenzene mixture with a 2/3 -Phenyl index of about 550 and a 2-methyl-2-phenyl index of about 0.02 is collected from 76°C - 130°C (167 g).
EXAMPLE 4 Substantially Mono Methyl Branched Alkylbenzenesulfonic Acid Mixture with a 2/3-Phenyl Lndex of about 550 and a 2-Methyl-2-Phenyl Index of about 0.02 (A modified alkylbenzene sulfonic acid mixture in accordance with the invention) The product of example 3 is sulfonated with a molar equivalent of chlorosulfonic acid using methylene chloride as solvent. The methylene chloride is removed to give 210 g of a substantially mono methyl branched alkylbenzenesulfonic acid mixture with a 2/3- Phenyl index of about 550 and a 2-methyl-2 -phenyl index of about 0.02
EXAMPLE 5 Substantially Mono Methyl Branched Alkylbenzene sulfonate, Sodium Salt Mixture with a 2/3-Phenyl index of about 550 (A modified alkylbenzene sulfonate surfactant mixture in accordance with the invention)
The product of example 4 is neutralized with a molar equivalent of sodium methoxide in methanol and the methanol is evaporated to give 225 g of a substantially mono methyl branched alkylbenzene sulfonate, sodium salt mixture with a 2/3-Phenyl index of about 550 and a 2-methyl-2 -phenyl index of about 0.02.
EXAMPLE 6 Substantially Linear Alkylbenzene Mixture With a 2/3-Phenyl Index of About 550 and a 2-Methyl-2-Phenyl Index of about 0.02 (An alkylbenzene mixture to be used as a component of modified alkylbenzenes) A mixture of chain lengths of substantially linear alkylbenzenes with a 2/3-Phenyl index of about 550 and a 2-methyl-2 -phenyl index of about 0.02 is prepared using a shape zeolite catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H). A mixture of 15J g of Neodene (R)10, 136.6 g of Neodene(R)1112, 89.5 g of Neodene(R)12 and 109J g of 1- tridecene is added to a 2 gallon stainless steel, stirred autoclave along with 70 g of a shape selective catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H). Neodene is a trade name for olefins from Shell Chemical Company. Residual olefin and catalyst in the container are washed into the autoclave with 200 mL of n-hexane and the autoclave is sealed. From outside the autoclave cell, 2500 benzene (contained in a isolated vessel and added by way of an isolated pumping system inside the isolated autoclave cell) is added to the autoclave. The autoclave is purged twice with 250 psig N2, and then charged to 60 psig N2- The mixture is stirred and heated to about 200-205°C for about 4- 5 hours then cooled to 70-80°C. The valve is opened leading from the autoclave to the benzene condenser and collection tank. The autoclave is heated to about 120°C with continuous collection of benzene in collection tank. No more benzene is collected by the time the reactor reaches 120°C. The reactor is then cooled to 40°C and 1 kg of n-hexane is pumped into the autoclave with mixing. The autoclave is then drained to remove the reaction mixture. The reaction mixture is filtered to remove catalyst and the n-hexane is evaporated under low vacuum. The product is then distilled under high vacuum (1-5 mm of Hg). The substantially linear alkylbenzene mixture with a 2/3-Phenyl index of about 550 and a 2-methyl-2-phenyl index of about 0.02 is collected from 85°C - 150°C (426.2 g)-
EXAMPLE 7
Substantially Linear Alkylbenzenesulfonic Acid Mixture
With a 2/3-Phenyl Index of About 550 and a 2-Methyl-2-Phenyl Index of About 0.02
(An alkylbenzene sulfonic acid mixture to be used as a component of modified alkylbenzene sulfonic acid mixtures in accordance with the invention)
422.45 g of the product of example 6 is sulfonated with a molar equivalent of chlorosulfonic acid using methylene chloride as solvent. The methylene chloride is removed to give 574 g of a substantially linear alkylbenzenesulfonic acid mixture with a
2/3-Phenyl index of about 550 and a 2-methyl-2 -phenyl index of about 0.02.
EXAMPLE 8
Substantially Linear Alkylbenzene sulfonate, Sodium Salt Mixture
With a 2/3-Phenyl Index of About 550 and a 2-Methyl-2-Phenyl Index of About 0.02.
(An alkylbenzene sulfonate surfactant mixture to be used as a component of modified alkylbenzene sulfonate surfactant mixtures in accordance with the invention)
The substantially linear alkylbenzenesulfonic acid mixture of example 7 is neutralized with a molar equivalent of sodium methoxide in methanol and the methanol is evaporated to give 613 g of the substantially linear alkylbenzene sulfonate, sodium salt mixture with a 2/3-Phenyl index of about 550 and a 2-methyl-2-phenyl index of about
0.02.
EXAMPLE 9 6, 10-Dimethyl-2-undecanol (A starting-material for branched olefins) To a glass autoclave liner is added 299 g of geranylacetone, 3.8 g of 5% rutheniumon carbon and 150 ml of methanol. The glass liner is sealed inside a 3 L, stainless steel, rocking autoclave and the autoclave purged once with 250 psig N2, once with 250 psig H2 and then charged with 1000 psig H2. With mixing, the reaction mixture is heated. At about 75°C, the reaction initiates and begins consuming H2 and exotherms to 170-180°C. In 10-15 minutes, the temperature has dropped to 100-110°C and the pressure dropped to 500 psig. The autoclave is boosted to 1000 psig with H2 and mixed at 100-110°C for an additional 1 hour and 40 minutes with the reaction consuming an additional 160 psig H2 but at which time no more H2 consumption is observed. Upon cooling the autoclave to
40°C, the reaction mixture removed, filtered to remove catalyst and concentrated by evaporation of methanol under vacuum to yield 297.75 g of 6J0-dimethyl-2-undecanol.
EXAMPLE 10 5,7-Dimethyl-2-decanol
(A starting-material for branched olefins) To a glass autoclave liner is added 249 g of 5,7-dimethyl-3,5,9-decatrien-2-one, 2.2 g of 5% rutheniumon carbon and 200 ml of methanol. The glass liner is sealed inside a 3 L, stainless steel, rocking autoclave and the autoclave purged once with 250 psig N2, once with 250 psig H2 and then charged with 500 psig H2. With mixing, the reaction mixture is heated. At about 75°C, the reaction initiates and begins consuming H2 and exotherms to 170°C. In 10 minutes, the temperature has dropped to 115-120°C and the pressure dropped to 270 psig. The autoclave is boosted to 1000 psig with H2, mixed at 110-115°C for an additional 7 hours and 15 minutes then cooled to 30°C. The reaction mixture is removed from autoclave, filtered to remove catalyst and concentrated by evaporation of methanol under vacuum to yield 225.8 g of 5,7-dimethyl-2-decanol.
EXAMPLE 11 4,8-Dimethyl-2-nonanol
(A starting-material for branched olefins) A mixture of 671.2 g of citral and 185.6 g of diethyl ether is added to an addition funnel. The citral mixture is then added dropwise over a five hour period to a nitrogen blanketed, stirred, 5 L, 3-neck, round bottom flask equipped with a reflux condenser containing 1.6 L of 3.0 M methylmagnesium bromide solution and an additional 740 ml of diethyl ether. The reaction flask is situated in an ice water bath to control exotherm and subsequent ether reflux. After addition is complete, the ice water bath is removed and the reaction allowed to mix for an additional 2 hours at 20-25°C at which point the reaction mixture is added to 3.5 Kg of cracked ice with good mixing. To this mixture is added 1570 g of 30% sulfuric acid solution. The aqueous acid layer is drained and the remaining ether layer washed twice with 2 L of water. The ether layer is concentrated by evaporation of the ether under vacuum to yield 720.6 g of 4,8-dimethyl-3,7-nonadien-2-ol. To a glass autoclave liner is added 249.8 g of the 4,8-dimethyl-3,7-nonadien-2-ol, 5.8 g of 5% palladium on activated carbon and 200 ml of n-hexane. The glass liner is sealed inside a
3 L, stainless steel, rocking autoclave and the autoclave purged twice with 250 psig N2, once with 250 psig H and then charged with 100 psig H2. Upon mixing, the reaction initiates and begins consuming H2 and exotherms to 75°C. The autoclave is heated to 80°C, boosted to 500 psig with H2, mixed for 3 hours and then cooled to 30°C. The reaction mixture is removed from autoclave, filtered to remove catalyst and concentrated by evaporation of n-hexane under vacuum to yield 242 g of 4,8-dimethyl-2-nonanol.
EXAMPLE 12
Substantially Dimethyl Branched Olefin Mixture With Randomized Branching
(A branched olefin mixture which is an alkylating agent for preparing modified alkylbenzenes in accordance with the invention)
To a nitrogen blanketed, 2 L, 3-neck round bottom flask equipped with thermometer, mechanical stirrer and a Dean-Stark trap with reflux condenser is added 225 g of 4,8- dimethyl-2-nonanol (example 11), 450 g of 5,7-dimethyl-2-decanol (example 10), 225 g of 6,10-dimethyl-2-undecanol (example 9) and 180 g of a shape selective zeolite catalyst
(acidic mordenite catalyst Zeocat™ FM-8/25H). With mixing, the mixture is heated
(135-160°C) to the point water and some olefin is driven off and collected in Dean-Stark trap at a moderate rate. After a few hours, the rate of water collection slows and the temperature rises to 180-195°C where the reaction is allowed to mix for an additional 2-4 hours.
The dimethyl branched olefin mixture remaining in the flask along with the dimethyl branched olefin mixture that distilled over are recombined and filtered to remove the catalyst. The catalyst filter cake is slurried with 500 ml of hexane and vacuum filtered. The catalyst filter cake is washed twice with 100 ml of hexane and the filtrate concentrated by evaporation of the hexane under vacuum. The resulting product is combined with the first filtrate to give 820 g of dimethyl branched olefin mixture with randomized branching.
EXAMPLE 13 Substantially Dimethyl Branched Alkylbenzene Mixture With Randomized Branching and
2/3-Phenyl Index of About 600 and 2-Methyl-2-Phenyl Index of About 0.04
(A modified alkylbenzene mixture in accordance with the invention)
820 g of the dimethyl branched olefin mixture of example 12 and 160 g of a shape selective zeolite catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H) is added to a 2 gallon stainless steel, stirred autoclave and the autoclave is sealed. The autoclave is purged twice with 80 psig N2 and then charged to 60 psig N2- From outside the autoclave cell, 3000 g of benzene (contained in a isolated vessel and added by way of an isolated pumping system inside the isolated autoclave cell) is added to the autoclave. The mixture is stirred and heated to 205°C to about 210°C. The reaction is continued for about 10 minutes at which time the product mixture is sampled. The 10 minute sample is filtered to remove catalyst and vacuum pulled on the mixture to remove any residual traces of benzene. The sample is distilled under vacuum (1-5 mm of Hg). The dimethyl branched alkylbenzene mixture with randomized branching and 2/3-Phenyl index of about 600 and a 2-methyl-2-phenyl index of about 0.26 is collected from 90°C - 140°C. The reaction is continued at 205°C to about 210°C for about 8 hours. The autoclave is cooled to about 30°C overnight. The valve is opened leading from the autoclave to the benzene condenser and collection tank. The autoclave is heated to about 120°C with continuous collection of benzene. No more benzene is collected by the time the reactor reaches 120°C and the reactor is then cooled to 40°C. The autoclave is then drained to remove the reaction mixture. The reaction mixture is filtered to remove catalyst and vacuum pulled on the mixture to remove any residual traces of benzene. The product is distilled under vacuum (1-5 mm of Hg). The dimethyl branched alkylbenzene mixture with randomized branching and 2/3-Phenyl index of about 600 and a 2-methyl-2-phenyl index of about 0.04 is collected from 90°C - 140°C.
EXAMPLE 14
Substantially Dimethyl Branched Alkylbenzenesulfonic Acid Mixture
With Randomized Branching and a 2/3-Phenyl Index of about 600 and a 2-Methyl-2-
Phenyl Index of About 0.04
(A modified alkylbenzene sulfonic acid mixture in accordance with the invention)
The dimethyl branched alkylbenzene product of example 13 is sulfonated with a molar equivalent of chlorosulfonic acid using methylene chloride as solvent with HC1 evolved as a side product. The resulting sulfonic acid product is concentrated by evaporation of
methylene chloride under vacuum. The substantially dimethyl branched alkylbenzenesulfonic acid mixture has a 2/3 Phenyl Index of about 2/3-Phenyl index of about 600 and a 2-methyl-2-phenyl index of about 0.04.
EXAMPLE 15
Substantially Dimethyl Branched Alkylbenzenesulfonic Acid, Sodium Salt Mixture with
Randomized Branching and 2/3-Phenyl Index of about 600 and a 2-Methyl-2 -Phenyl
Index of About 0.04 (A modified alkylbenzene sulfonate surfactant mixture in accordance with the invention) The dimethyl branched alkylbenzenesulfonic acid mixture of example 14 is neutralized with a molar equivalent of sodium methoxide in methanol and the methanol is evaporated to give solid dimethyl branched alkylbenzene sulfonate, sodium salt mixture with randomized branching and a 2/3-Phenyl index of about 600 and a 2-methyl-2 -phenyl index of about 0.04.
EXAMPLE 16 Modified alkylbenzene sulfonate surfactant mixtures according to the invention
(Medium 2/3-phenyl type) Blends are prepared of:
I) Modified alkylbenzene sulfonate surfactant mixture in accordance with the invention having a 2/3-Phenyl index of about 550 (according to Example 5) H) Commercial Cπ.7 (average) linear alkylbenzene sulfonate surfactant (HF type) sodium salt having a 2/3-Phenyl index of about 100 In the table below, percentages are by weight:
A B C
I 25% 15% 38% π 75% 85% 62%
Each of the above blends has a 2/3-phenyl index in the range from about 160 to about 275.
EXAMPLE 17 Modified alkylbenzene sulfonate surfactant mixtures according to the invention
(Medium 2/3-phenyl type)
Blends are prepared of:
I) Modified alkylbenzene sulfonate surfactant mixture in accordance with the invention having a 2/3-Phenyl index of about 550 (according to Example 5)
H) Commercial Cn,7 (average) linear alkylbenzene sulfonate surfactant (DETAL ® type) sodium salt having a 2/3-Phenyl index of about 150
In the table below, percentages are by weight:
A B C
I 25% 15% 10% π 75% 85% 90%
Each of the above blends has a 2/3-phenyl index in the range from about 160 to about 275.
EXAMPLE 18 Modified alkylbenzene sulfonic acid mixtures according to the invention
(Medium 2/3-phenyl type) Blends are prepared of:
I) Modified alkylbenzene sulfonic acid surfactant mixture in accordance with the invention having a 2/3-Phenyl index of about 550 (according to Example 4) H) Commercial Cπ.7 (average) linear alkylbenzene sulfonic acid (HF type) having a 2/3- Phenyl index of about 100. In the table below, percentages are by weight:
A B C I 25% 15% 38%
H 75% 85% 62%
Each of the above blends has a 2/3-phenyl index in the range from about 160 to about 275.
EXAMPLE 19 Modified alkylbenzene sulfonic acid mixtures according to the invention
(Medium 2/3-phenyl type) Blends are prepared of:
I) Modified alkylbenzene sulfonic acid mixture in accordance with the invention having a
2/3-Phenyl index of about 550 (according to Example 4)
H) Commercial C11 7 (average) linear alkylbenzene sulfonic acid (DETAL ® type) having a 2/3-Phenyl index of about 150.
In the table below, percentages are by weight:
A B C I 25% 15% 10%
H 75% 85% 90%
Each of the above blends has a 2/3-phenyl index in the range from about 160 to about 275.
EXAMPLE 20
Modified alkylbenzene mixtures according to the invention (Medium 2/3-phenyl type) Blends are prepared of:
I) Modified alkylbenzene mixture in accordance with the invention having a 2/3-Phenyl index of about 550 (according to Example 3)
H) Commercial Cn. (average) linear alkylbenzene (HF type) having a 2/3-Phenyl index of about 100. In the table below, percentages are by weight:
A B C I 25% 15% 38%
H 75% 85% 62%
Each of the above blends has a 2/3-phenyl index in the range from about 160 to about 275.
EXAMPLE 21
Modified alkylbenzene mixtures according to the invention (Medium 2/3-phenyl type) Blends are prepared of:
I) Modified alkylbenzene mixture in accordance with the invention having a 2/3-Phenyl index of about 550 (according to Example 3)
H) Commercial Cn. (average) linear alkylbenzene (DETAL ® type) having a 2/3-Phenyl index of about 150.
In the table below, percentages are by weight:
A B C I 25% 15% 10%
H 75% 85% 90%
Each of the above blends has a 2/3-phenyl index in the range from about 160 to about 275.
EXAMPLE 22 Modified Alkylbenzene Mixture according to the invention With a 2/3-Phenyl Index of about 550 and a 2-Methyl-2-Phenyl Index of about 0.02 110.25 g of the substantially mono methyl branched olefin mixture of example 2, 36.75 g a nonbranched olefin mixture (decene : undecene : dodecene : tridecene ratio of 2 : 9 : 20 : 18) and 36 g of a shape selective zeolite catalyst (acidic mordenite catalyst Zeocat™ FM-8/25H) are added to a 2 gallon stainless steel, stirred autoclave. Residual olefin and catalyst in the container are washed into the autoclave with 300 mL of n-hexane and the autoclave is sealed. From outside the autoclave cell, 2000 g of benzene (contained in a isolated vessel and added by way of an isolated pumping system inside the isolated autoclave cell) is added to the autoclave. The autoclave is purged twice with 250 psig N2, and then charged to 60 psig N2- The mixture is stirred and heated to about 200°C for about 4-5 hours. The autoclave is cooled to about 20°C overnight. The valve is opened leading from the autoclave to the benzene condenser and collection tank. The autoclave is heated to about 120°C with continuous collection of benzene. No more benzene is collected by the time the reactor reaches 120°C. The reactor is then cooled to 40°C and 750 g of n-hexane is pumped into the autoclave with mixing. The autoclave is then drained to remove the reaction mixture. The reaction mixture is filtered to remove catalyst and the n-hexane is removed under vacuum. The product is distilled under vacuum (1-5 mm of Hg). A modified alkylbenzene mixture with a 2/3-Phenyl index of about 550 and a 2-methyl-2-phenyl index of about 0.02 is collected from 76°C - 130°C (167 g).
EXAMPLE 23 Modified Alkylbenzenesulfonic Acid Mixture according to the invention (Branched and Nonbranched Alkylbenzenesulfonic Acid Mixture) with a 2/3-Phenyl Index of about 550 and a 2-Methyl-2-Phenyl Index of about 0.02 The modified alkylbenzene mixture of example 22 is sulfonated with a molar equivalent of chlorosulfonic acid using methylene chloride as solvent. The methylene chloride is removed to give 210 g of a modified alkylbenzenesulfonic acid mixture with a 2/3- Phenyl index of about 550 and a 2-methyl-2-phenyl index of about 0.02.
EXAMPLE 24 Modified Alkylbenzenesulfonate, Sodium Salt Mixture According to the invention (Branched and Nonbranched Alkylbenzenesulfonate, Sodium Salt Mixture) with a 2/3-Phenyl Index of about 550 and a 2-Methyl-2-Phenyl Index of about 0.02 The modified alkylbenzenesulfonic acid of example 23 is neutralized with a molar equivalent of sodium methoxide in methanol and the methanol is evaporated to give 225 g of a modified alkylbenzenesulfonate, sodium salt mixture with a 2/3-Phenyl index of about 550 and a 2-methyl-2-phenyl index of about 0.02.
Methods for Determining Compositional Parameters (2/3-phenyl index- 2-methyl-2- phenyl index) of Mixed Alkylbenzene/ Alkylbenzenesulfonate/ Alkylbenzenesulfonic Acid Systems.
It is well known in the art to determine compositional parameters of conventional linear alkylbenzenes and/or highly branched alkylbenzenesulfonates (TPBS, ABS). See, for example Surfactant Science Series, Nolume 40, Chapter 7 and Surfactant Science Series, Nolume 73, Chapter 7. Typically this is done by GC and/or GC-mass spectroscopy for the alkylbenzenes and HPLC for the alkylbenzenesulfonates or sulfonic acids; 13C nmr is also commonly used. Another common practice is desulfonation. This permits GC and/or GC-mass spectroscopy to be used, since desulfonation converts the sulfonates or sulfonic acids to the alkylbenzenes which are tractable by such methods.
In general, the present invention provides unique and relatively complex mixtures of alkylbenzenes, and similarly complex surfactant mixtures of alkylbenzenesulfonates
and/or alkylbenzenesulfonic acids. Compositional parameters of such compositions can be determined using variations and combinations of the art-known methods.
The sequence of methods to be used depends on the composition to be characterized as follows:
• Typically preferred when the material contains more than about 10% impurities such as dialkylbenzenes, olefins, paraffins, hydrotropes, dialkylbenzenesulfonates, etc.
GC Equipment:
• Hewlett Packard Gas Chromatograph HP5890 Series H equipped with a split/splitless injector and FID
• J&W Scientific capillary column DB-IHT, 30 meter, 0.25mm id, O.lum film thickness cat# 1221131
• Restek Red lite Septa 11mm cat# 22306
• Restek 4mm Gooseneck inlet sleeve with a carbofrit cat# 20799-209.5
• O-ring for inlet liner Hewlett Packard cat# 5180-4182
• J.T.Baker HPLC grade Methylene Chloride cat# 9315-33, or equivalent
• 2ml GC autosampler vials with crimp tops, or equivalent Sample Preparation:
• Weigh 4-5 mg of sample into a 2 ml GC autosampler vial
• Add 1 ml J.T. Baker HPLC grade Methylene Chloride, cat# 9315-33 to the GC vial, seal with 11mm crimp vial teflon lined closures (caps), part # HP5181-1210 using crimper tool, part # HP8710-0979 and mix well
• The sample is now ready for injection into the GC GC Parameters:
Carrier Gas: Hydrogen Column Head Pressure: 9 psi Flows: Column Flow @ 1 ml/min. Split Vent @ ~3ml/min. Septum Purge @ 1 ml/min. Injection: HP 7673 Autosampler, 10 ul syringe, lul injection Injector Temperature: 350 °C Detector Temperature: 400 °C Oven Temperature Program: initial 70 °C hold 1 min. rate 1 °C/min. final 180 °C hold 10 min. Standards required for this method are 2-phenyloctane and 2-phenylpentadecane, each freshly distilled to a purity of greater than 98%. Run both standards using the conditions specified above to define the retention time for each standard. This defines a rentention time range which is the retention time range to be used for characterizing any alkylbenzenes or alkylbenzene mixtures in the context of this invention (e.g., test samples). Now run the test samples for which compositional parameters are to be determined. Test samples pass the GC test provided that greater than 90% of the total GC area percent is within the retention time range defined by the two standards. Test samples that pass the GC test can be used directly in the NMRl and NMR2 test methods. Test samples that do not pass the GC test must be further purified by distillation until the test sample passes the GC test.
DESULFONATION (DE)
The desulfonation method is a standard method described in "The Analysis of Detergents and Detergent Products" by G. F. Longman on pages 197-199. Two other useful descriptions of this standard method are given on page 230-231 of volume 40 of the Surfactant Sience Series edited by T. M. Schmitt: "Analysis of Surfactants" and on page 272 of volume 73 of the Surfactant Science Series: "Anionic Surfactants" edited by John Cross. This is an alternative method to the HPLC method, described herein, for evaluation of the branched and nonbranched alkylbenzenesulfonic acid and/or salt mixtures (Modified Alkylbenzensulfonic acid and or salt Mixtures). The method provides a means of converting the sulfonic acid and/or salt mixture into branched and nonbranched alkylbenzene mixtures which can then be analyzed by means of the GC and NMR methods NMRl and NMR2 described herein. HPLC
See L.R. Snyder and JJ. Kirkland, "Introduction to Modern Liquid Chromatography", 2nd. Ed., Wiley, NY, 1979. Apparatus
Suitable HPLC System Waters Division of Millipore or equivalent.
HPLC pump with He sparge and Waters, model 600 or equivalent temperature control
Autosampler/inj ector Waters 717, or equivalent
Autosampler 48 position tray Waters or equivalent
UN detector Waters PDA 996 or equivalent
Fluorescence detector Waters 740 or equivalent
Data System/Integrator Waters 860 or equivalent
Autosampler vials and caps 4 mL capacity, Millipore #78514 and
#78515. HPLC Column, X2 Supelcosil LC18, 5 μm, 4.6 mm x 25 cm,
Supelcosil #58298 Column Inlet Filter Rheodyne 0.5um x 3 mm
Rheodyne #7335 LC eluent membrane filters Millipore SJHN M47 10, disposable filter
funnel with 0.45 μm membrane. Balance Sartorius or equivalent; precision ±O.OOOlg.
Vacuum Sample Clarification Kit with pumps and filters, Waters #WAT085113. Reagents
C8 LAS standard material Sodium-p-2-octylbenzene sulfonate.
C15 LAS standard material Sodium-p-2-pentadecylbenzene sulfonate.
Procedure
A. Preparation of HPLC mobile Phase
1. Mobile phase A a) Weigh 11.690 g sodium chloride and transfer to a 2000 mL volumetric flask. Dissolve in 200 mL HPLC grade water. b) Add 800 mL of acetonitrile and mix. Dilute to volume after solution comes to room temperature. This prepares a solution of 100 mM NaCl 40% ACN. c) Filter through an LC eluent membrane filter and degas prior to use.
2. Mobile phase B - Prepare 2000 mL of 60% acetonitrile in HPLC grade water. Filter through an LC eluent membrane filter and degas prior to use.
B. C8 and C 15 Internal Standard Solution
1. Weigh 0.050 g of a 2-phenyloctylbenzenesulfonate and 0.050g of 2- Phenylpentadecanesulfonate standards and quantitatively transfer to a 100 mL volumetric flask.
2. Dissolve with 30 mL ACN and dilute to volume with HPLC grade water. This prepares ca. 1500 ppm solution of the mixed standard.
C. Sample Solutions
1. Wash Solutions - Transfer 250 μL of the standard solution to a 1 mL autosampler vial and add 750 μL of the wash solution. Cap and place in the autosampler tray.
2. Alkylbenzenesulfonic acid or Alkylbenzenesulfonate - Weigh 0J0 g of the alkylbenzenesulfonic acid or salt and quantitatively transfer to a 100 mL volumetric flask. Dissolve with 30 mL ACN and dilute to volume
with HPLC grade water. Transfer 250 μL of the standard solution to a 1 mL autosampler vial and add 750 μL of the sample solution. Cap and place in the autosampler tray. If solution is excessively turbid, filter through 0.45 μm membrane before transferring to auto-sampler vial. Cap and place in the auto-sampler tray. D. HPLC System
1. Prime HPLC pump with mobile phase. Install column and column inlet filter and equilibrate with eluent (0.3 mL/min for at least 1 hr.).
2. Run samples using the following HPLC conditions: Mobile phase A 100 mM NaCl/40% ACN
Mobile phase B 40% H2O/60% ACN time 0 min. 100% Mobile phase A 0% Mobile Phase B time 75 min. 5% Mobile phase A 95% Mobile Phase B time 98 min. 5% Mobile phase A 95% Mobile Phase B time 110 min. 100% Mobile phase A 0% Mobile Phase B time 120 min. 100% Mobile phase A 0% Mobile Phase B Note: A gradient delay time of 5-10 minutes may be needed depending on dead volume of HPLC system.
Flow rate 1.2 mL/min. Temperature 25°C He sparge rate 50 mL/hr. UV detector 225 nm Fluorescence detector λ - 225 nm, λ =295 nm with sensitivity at 10 x.
Run time 120 min. Injection volume 10 μL Replicate injections 2 Data rate 0.45 MB/Hr. Resolution 4.8nm
3. The column should be washed with 100% water followed by 100% acetonitrile and stored in 80/20 ACN/water.
The HPLC elution time of the 2-phenyloctylbenzenesulfonate defines the lower limit and the elution time of the 2-phenylpentadecanesulfonate standard defines the upper limit of the HPLC analysis relating to the alkylbenzenesulfonic acid/salt mixture of the invention. If 90% of the alkylbenzenesulfonic acid/salt mixture components have retention times within the range of the above standards then the sample can be further defined by methods NMR 3 and NMR 4.
If the alkylbenzenesulfonic acid/salt mixture contains 10% or more of components outside the retention limits defined by the standards then the mixture should be further purified by method HPLC-P or by DE, DIS methods. HPLC Preparative (HPLC-P)
Alkylbenzenesulfonic acids and/or the salts which contain substantial impurities (10% or greater) are purified by preparative HPLC. See L.R. Snyder and JJ. Kirkland, "Introduction to Modern Liquid Chromatography", 2nd. Ed., Wiley, NY, 1979. This is routine to one skilled in the art. A sufficient quantity should be purified to meet the requirements of the NMR 3 and NMR 4.
Preparative LC method using Mega Bond Elut Sep Pak® (HPLC-P)
Alkylbenzenesulfonic acids and/or the salts which contain substantial impurities (10% or greater) can also be purified by an LC method (also defined herein as HPLC-P).
This procedure is actually preferred over HPLC column prep purification.
As much as 500 mg of unpurified MLAS salts can be loaded onto a 10g(60ml) Mega
Bond Elut Sep Pak® and with optimized chromatography the purified MLAS salt can be isolated and ready for freeze drying within 2 hours. A 100 mg sample of Modified alkylbenzenesulfonate salt can be loaded onto a 5g(20ml) Bond Elut Sep Pak and ready within the same amount of time.
_A. Instrumentation
HPLC: Waters Model 600E gradient pump, Model 717 Autosampler, Water's
Millennium PDA, Millenium Data Manager (v. 2J5)
Mega Bond Elut: C18 bonded phase, Varian 5g or lOg, PN: 1225-6023, 1225-6031 with adaptors
HPLC Columns: Supelcosil LC-18 (X2), 250x4.6mm, 5mm; #58298
Analytical Balance: Mettler Model AE240, capable of weighing samples to ±O.Olmg
B. Accessories Volumetrics: glass, lOmL Graduated Cylinder: IL
HPLC Autosampler Vials: 4mL glass vials with Teflon caps and glass low volume inserts and pipette capable of accurately delivering 1, 2, and 5mL volumes
C. Reagents and Chemicals
Water (DI-H2O): Distilled, deionized water from a Millipore, Milli-Q system or equivalent
Acetonitrile (CH3CN): HPLC grade from Baker or equivalent Sodium Chloride Crystal Baker Analyzed or equivalent
D. HPLC Conditions Aqueous Phase Preparation:
A: To 600mL of DI-H2O contained in a IL graduated cylinder, add 5.845 of sodium chloride. Mix well and add 400 ml ACN. Mix well.
B: To 400ml of DI-H2O contained in a IL graduated cylinder, add 600ml
ACN and mix well.
Reservoir A: 60/40, H2O/C AN with salt and Reservoir B: 40/60,
H2O/ACN Run Conditions: Gradient: 100% A for 75 min. 5%A/ 95% B for 98 min. 5%A/95% B for HOmin. 100%A for 125min.
Column Temperature Not Thermostatted (i.e., room temp.)
HPLC Flow Rate 1.2mL/min
Injection Volume lOmL
Run Time 125 minutes
UV Detection 225nm
Cone. >4mg/ml
SEP PAK EQUILIBRATION (BOND ELUT, 5G)
1. Pass 10 ml of a solution containing 25/75 H2O/ACN onto the sep pak by applying positive pressure with a 10 cc syringe at a rate of- 40 drops/min. Do not allow the sep pak to go dry.
2. Immediately pass 10ml (x3) of a solution containing 70/30 H2O/ACN in the same manner as #1. Do not allow the sep pak to go dry. Maintain a level of solution (~lmm) at the head of the sep pak.
3_ The sep pak is now ready for sample loading. MLAS
SAMPLE LOADING/ SEPARATION AND ISOLATION
4. Weigh <200 mg of sample into a 1 dram vial and add 2 ml of 70/30 H2O/ACN. Sonicate and mix well.
5. Load sample onto Bond Elut and with positive pressure from a 10 cc syringe begin separation. Rinse vial with 1 ml (x2) portions of the 70/30 solution and load onto sep pak. Maintain -lmm of solution at the head of the sep pak.
6. Pass 10 ml of 70/30 onto the Bond Elut with positive pressure from a 10 cc syringe at a rate of -40 drops/min.
7. 4. Repeat this with 3 ml and 4 ml and collect effluent if interested in impurities. MLAS ISOLATION AND COLLECTION
1. Pass 10 ml of solution containing 25/75 H2O/ACN with positive pressure from a 10 cc syringe and collect effluent. Repeat this with another 10 ml and again with 5 ml. The isolated MLAS is now ready for freeze drying and subsequent characterization.
2. Rotovap until ACN is removed and freeze dry the remaining H2O. Sample is now ready for chromatography.
Note: When incoφorating the Mega Bond Elut Sep Pak (10 g version) up to 500 mg of sample can be loaded onto the sep pak and with solution volume adjustments, the effluent can be ready for freeze drying within 2 hours. SEP PAK EQUILIBRATION (BOND ELUT, 10G)
1. Pass 20 ml of a solution containing 25/75 H2O/ACN onto the sep pak using laboratory air or regulated cylinder air at a rate which will allow - 40 drops/min. You can not use positive pressure from a syringe because it is not sufficient to move the solution thru the sep pak. Do not allow the sep pak to go dry.
2. Immediately pass 20ml (x2) and an additional 10 ml of a solution containing 70/30 H2O/ACN in the same manner as #1. Do not allow the sep pak to go dry. Maintain a level of solution (~lmm)at the head of the sep pak.
3. The sep pak is now ready for sample loading.
MLAS SAMPLE LOADING/SEPARATION AND ISOLATION
1. Weigh <500 mg of sample into a 2 dram vial and add 5 ml of 70/30 H2O/ACN. Sonicate and mix well.
2. Load sample onto Bond Elut and with positive pressure from an air source begin separation. Rinse vial with 2 ml (x2) portions of the 70/30 solution and put onto the sep pak. Maintain -lmm of solution at the head of the sep pak.
3. Pass 20 ml of 70/30 onto the Bond Elut with positive pressure from an air source at a rate of -40 drops/min. Repeat this with 6 ml and 8 ml and collect effluent if interested in impurities.
MLAS ISOLATION AND COLLECTION
1. Pass 20 ml of solution containing 25/75 H2O/ACN with positive pressure from an air source and collect effluent.
2. Repeat this with another 20 ml and again with 10 ml. This isolated fraction contains the pure MLAS.
3. The isolated MLAS is now ready for freeze drying and subsequent characterization.
4. Rotovap until ACN is removed and freeze dry the remaining H2θ.Sample is now ready for chromatography.
Note: Adjustments in organic modifier concentration may be necessary for optimum separation and isolation.
DISTILLATION (DIS)
A 5 liter, 3 -necked round bottom flask with 24/40 joints is equipped with a magnetic stir bar. A few boiling chips (Hengar Granules, catalog #136-C) are added to the flask. A 91/2 inch long vigreux condenser with a 24/40 joint is placed in the center neck of the flask. A water cooled condenser is attached to the top of the vigreux condenser which is fitted with a calibrated thermometer. A vacuum receiving flask is attached to the end of the condenser. A glass stopper is placed in one side arm of the 5 liter flask and a calibrated thermometer in the other. The flask and the vigreux condenser are wrapped with aluminum foil. To the 5 liter flask, is added 2270 g of an alkylbenzene mixture which contains 10% or more impurities as defined by the GC method. A vacuum line leading from a vacuum pump is attached to the receiving flask. The alkylbenzene
mixture in the 5 liter flask is stirred and vacuum is applied to the system. Once the maximum vacuum is reached (at least 1 inch of Hg pressure by gauge or less), the alkylbenzene mixture is heated by means of an electric heating mantle. The distillate is collected in two fractions. Fraction A is collected from about 25°C to about 90°C as measured by the calibrated thermometer at the top of the vigreux column. Fraction B is collected from about 90°C to about 155°C as measured by the calibrated thermometer at the top of the vigreux column. Fraction A and pot residues (high boiling) are discarded.
Fraction B (1881 g) contains the alkylbenzene mixture of interest. The method can be scaled according to the practitioner's needs provided that sufficient quantity of the alkylbenzene mixture remains after distillation for evaluation by NMR methods NMRl and NMR2.
ACIDIFICATION (AC)
Salts of alkylbenzenesulfonic acids are acidified by common means such as reaction in a solvent with HC1 or sulfuric acid or by use of an acidic resin such as Amberlyst 15.
Acificication is routine to one skilled in the art. After acidifying remove all solvents, especially any moisture, so that the samples are anhydrous and solvent-free.
Note: For all of the below NMR test methods, the chemical shifts of the NMR spectrum are externally referenced to CDC13, i.e. chloroform.
NMR l
13C-NMR 2/3-Phenyl Index for Alkylbenzene Mixtures
A 400 mg sample of an alkylbenzene mixture is dissolved in 1 ml of anhydrous deuterated chloroform containing 1% v/v TMS as reference and placed in a standard
1 ^
NMR tube. The C NMR is run on the sample on a 300 MHz NMR spectrometer using a 20 second recycle time, a 40° 13C pulse width and gated heteronuclear decoupling. At least 2000 scans are recorded. The region of the 13C NMR spectrum between about 145.00 ppm to about 150.00 ppm is integrated. The 2/3-Phenyl index of an alkylbenzene mixture is defined by the following equation:
2/3-Phenyl Index = (Integral from about 147.65 ppm to about 148.05 ppm)/(Integral from about 145.70 ppm to about 146.15 ppm) x 100
NMR 2
13C-NMR 2-Methyl-2-Phenyl Index
A 400 mg sample of an anhydrous alkylbenzene mixture is dissolved in 1 ml of anhydrous deuterated chloroform containing 1% v/v TMS as reference and placed in a standard NMR tube. The 13C NMR is run on the sample on a 300 MHz NMR spectrometer using a 20 second recycle time, a 40° 13C pulse width and gated heteronuclear decoupling. At least 2000 scans are recorded. The 13C NMR spectrum region between about 145.00 ppm to about 150.00 ppm is integrated. The 2-methyl-2- phenyl index of an alkylbenzene mixture is defined by the following equation:
2-methyl-2-phenyl index = (Integral from about 149.35 ppm to about 149.80 ppm)/(Integral from about 145.00 ppm to about 150.00 ppm).
NMR 3
13C-NMR 2/3-Phenyl Index for Alkylbenzenesulfonic Acid Mixtures
A 400 mg sample of an anhydrous alkylbenzenesulfonic acid mixture is dissolved in 1 ml of anhydrous deuterated chloroform containing 1% v/v TMS as reference and placed in a standard NMR tube. The 13C NMR is run on the sample on a 300 MHz NMR spectrometer using a 20 second recycle time, a 40° 13C pulse width and gated heteronuclear decoupling. At least 2000 scans are recorded. The 13C NMR spectrum region between about 152.50 ppm to about 156.90 ppm is integrated. The 2/3-Phenyl
Index of an alkylbenzenesulfonic acid mixtureis defined by the following equation:
2/3-Phenyl Index = (Integral from about 154.40 to about 154.80 ppm)/(Integral from about 152.70 ppm to about 153.15 ppm) x 100
NMR 4
13C-NMR 2-Methyl-2-Phenyl Index for Alkylbenzenesulfonic Acid Mixtures
A 400 mg sample of an anhydrous alkylbenzenesulfonic acid mixture is dissolved in 1 ml of anhydrous deuterated chloroform containing 1% v/v TMS as reference and placed in a standard NMR tube. The 13C NMR is run on the sample on a 300 MHz NMR spectrometer using a 20 second recycle time, a 40° 13C pulse width and gated heteronuclear decoupling. At least 2000 scans are recorded. The 13C NMR spectrum
region between about 152.50 ppm to about 156.90 ppm is integrated. The 2-methyl-2- phenyl Index for an alkylbenzenesulfonic acid mixture is defined by the following equation:
2-methyl-2-phenyl index = (Integral from about 156.40 ppm to about 156.65 ppm)/(Integral from about 152.50 ppm to about 156.90 ppm).
AQUEOUS BASED HEAVY DUTY LIQUID DETERGENTS SURFACTANTS
The present invention also comprises aqueous based liquid detergent compositions. The aqueous liquid detergent compositions preferably comprise from about 10% to about 98%, preferably from about 30% to about 95%), by weight of an aqueous liquid carrier which is preferably water. Additionally, the aqueous liquid detergent compositions of the present invention comprise a surfactant system which preferably contains one or more detersive co-surfactants in addition to the branched surfactants disclosed above. The additional co-surfactants can be selected from nonionic detersive surfactant, anionic detersive surfactant, zwitterionic detersive surfactant, amine oxide detersive surfactant, and mixtures thereof. The surfactant system typically comprises from about 5% to about 70%, preferably from about 15% to about 30%, by weight of the detergent composition. Anionic Surfactant
Anionic surfactants include Cn-Ci 8 alkyl benzene sulfonates (LAS) and primary, branched-chain and random C10-C20 alkyl sulfates (AS), the C^Q-CIS secondary (2,3) alkyl sulfates of the formula CH3(CH2)x(CHOSO3"M+) CH3 and CH3 (CH2)y(CHOSO3"M+) CH2CH3 where x and (y + 1) are integers of at least about 7, preferably at least about 9, and M is a water-solubilizing cation, especially sodium, unsaturated sulfates such as oleyl sulfate, the C^Q-CI S alkyl alkoxy sulfates ("AEXS"; especially EO 1-7 ethoxy sulfates), CJO-CIS alkyl alkoxy carboxylates (especially the EO 1-5 ethoxycarboxylates), the CJO-18 glycerol ethers, the C^Q-CI S alkyl polyglycosides and their corresponding sulfated polyglycosides, and C12-C18 alpha-sulfonated fatty acid esters.
Generally speaking, anionic surfactants useful herein are disclosed in U.S. Patent No. 4,285,841, Barrat et al, issued August 25, 1981, and in U.S. Patent No. 3,919,678, Laughlin et al, issued December 30, 1975.
Useful anionic surfactants include the water-soluble salts, particularly the alkali metal, ammonium and alkylolammonium (e.g., monoethanolammonium or
triethanolammonium) salts, of organic sulfuric reaction products having in their molecular structure an alkyl group containing from about 10 to about 20 carbon atoms and a sulfonic acid or sulfuric acid ester group. (Included in the term "alkyl" is the alkyl portion of aryl groups.) Examples of this group of synthetic surfactants are the alkyl sulfates, especially those obtained by sulfating the higher alcohols (Cg-C^g carbon atoms) such as those produced by reducing the glycerides of tallow or coconut oil.
Other anionic surfactants herein are the water-soluble salts of alkyl phenol ethylene oxide ether sulfates containing from about 1 to about 4 units of ethylene oxide per molecule and from about 8 to about 12 carbon atoms in the alkyl group.
Other useful anionic surfactants herein include the water-soluble salts of esters of a- sulfonated fatty acids containing from about 6 to 20 carbon atoms in the fatty acid group and from about 1 to 10 carbon atoms in the ester group; water-soluble salts of 2-acyloxy- alkane-1 -sulfonic acids containing from about 2 to 9 carbon atoms in the acyl group and from about 9 to about 23 carbon atoms in the alkane moiety; water-soluble salts of olefin sulfonates containing from about 12 to 24 carbon atoms; and b-alkyloxy alkane sulfonates containing from about 1 to 3 carbon atoms in the alkyl group and from about 8 to 20 carbon atoms in the alkane moiety.
Particularly preferred anionic surfactants herein are the alkyl polyethoxylate sulfates of the formula RO(C2H4O)xSO3-M+ wherein R is an alkyl chain having from about 10 to about 22 carbon atoms, saturated or unsaturated, M is a cation which makes the compound water-soluble, especially an alkali metal, ammonium or substituted arnmonium cation, and x averages from about 1 to about 15.
Preferred alkyl sulfate surfactants are the non-ethoxylated C12J5 primary and secondary alkyl sulfates. Under cold water washing conditions, i.e., less than abut 65°F (18.3°C), it is preferred that there be a mixture of such ethoxylated and non-ethoxylated alkyl sulfates. Examples of fatty acids include capric, lauric, myristic, palmitic, stearic, arachidic, and behenic acid. Other fatty acids include palmitoleic, oleic, linoleic, linolenic, and ricinoleic acid. Nonionic Surfactant
Conventional nonionic and amphoteric surfactants include C12-C18 alkyl ethoxylates (AE) including the so-called narrow peaked alkyl ethoxylates and Cg-C^ alkyl phenol alkoxylates (especially ethoxylates and mixed ethoxy/propoxy). The CI Q- Cjg N-alkyl polyhydroxy fatty acid amides can also be used. Typical examples include the Ci2"Ci N-methylglucamides. See WO 9,206,154. Other sugar-derived surfactants
include the N-alkoxy polyhydroxy fatty acid amides, such as Cjo-Cig N-(3- methoxypropyl) glucamide. The N-propyl through N-hexyl Ci2-Cιg glucamides can be used for low sudsing. C10-C20 conventional soaps may also be used. If high sudsing is desired, the branched-chain CjQ-Cig soaps may be used. Examples of nonionic surfactants are described in U.S. Patent No. 4,285,841, Barrat et al, issued August 25, 1981.
Preferred examples of these surfactants include ethoxylated alcohols and ethoxylated alkyl phenols of the formula R(OC2H4)nOH, wherein R is selected from the group consisting of aliphatic hydrocarbon radicals containing from about 8 to about 15 carbon atoms and alkyl phenyl radicals in which the alkyl groups contain from about 8 to about 12 carbon atoms, and the average value of n is from about 5 to about 15. These surfactants are more fully described in U.S. Patent No. 4,284,532, Leikhim et al, issued August 18, 1981. Particularly preferred are ethoxylated alcohols having an average of from about 10 to abut 15 carbon atoms in the alcohol and an average degree of ethoxylation of from about 6 to about 12 moles of ethylene oxide per mole of alcohol. Mixtures of anionic and nonionic surfactants are especially useful.
Other conventional useful surfactants are listed in standard texts, including C12- Cjg betaines and sulfobetaines (sultaines). Amine Oxide Surfactants
The compositions herein also contain amine oxide surfactants of the formula: Rl (EO)x(PO)y(BO)zN(O)(CH2R,)2 qH2θ (I)
In general, it can be seen that the structure (I) provides one long-chain moiety Rl(EO)x(PO)y(BO)z and two short chain moieties, C^R'. R' is preferably selected from hydrogen, methyl and -CH2OH. In general R* is a primary or branched hydrocarbyl moiety which can be saturated or unsaturated, preferably, R* is a primary alkyl moiety. When x+y+z = 0, R* is a hydrocarbyl moiety having chainlength of from about 8 to about 18. When x+y+z is different from 0, Rl may be somewhat longer, having a chainlength in the range C12-C24. The general formula also encompasses amine oxides wherein x+y+z = 0, Rl = Cg-Cjg, R' is H and q is 0-2, preferably 2. These amine oxides are illustrated by Cj2-14 alkyldimethyl amine oxide, hexadecyl dimethylamine oxide, octadecylamine oxide and their hydrates, especially the dihydrates as disclosed in U.S. Patents 5,075,501 and 5,071,594, incoφorated herein by reference.
The invention also encompasses amine oxides wherein x+y+z is different from zero, specifically x+y+z is from about 1 to about 10, Rl is a primary alkyl group containing 8 to about 24 carbons, preferably from about 12 to about 16 carbon atoms; in these embodiments y + z is preferably 0 and x is preferably from about 1 to about 6, more
preferably from about 2 to about 4; EO represents ethyleneoxy; PO represents propyleneoxy; and BO represents butyleneoxy. Such amine oxides can be prepared by conventional synthetic methods, e.g., by the reaction of alkylethoxysulfates with dimethylamine followed by oxidation of the ethoxylated amine with hydrogen peroxide.
Highly preferred amine oxides herein are solids at ambient temperature, more preferably they have melting-points in the range 30°C to 90°C. Amine oxides suitable for use herein are made commercially by a number of suppliers, including Akzo Chemie, Ethyl Coφ., and Procter & Gamble. See McCutcheon's compilation and Kirk-Othmer review article for alternate amine oxide manufacturers. Preferred commercially available amine oxides are the solid, dihydrate ADMOX 16 and ADMOX 18, ADMOX 12 and especially ADMOX 14 from Ethyl Coφ.
Preferred embodiments include dodecyldimethylamine oxide dihydrate, hexadecyldimethylamine oxide dihydrate, octadecyldimethylamine oxide dihydrate, hexadecyltris(ethyleneoxy)dimethyl-amine oxide, tetradecyldimethylamine oxide dihydrate, and mixtures thereof.
Whereas in certain of the preferred embodiments R' is H, there is some latitude with respect to having R' slightly larger than H. Specifically, the invention further encompasses embodiments wherein R' is CH2OH, such as hexadecylbis(2- hydroxyethyl)amine oxide, tallowbis(2-hydroxyethyl)amine oxide, stearylbis(2- hydroxyethyl)amine oxide and oleylbis(2- hydroxyethyl)amine oxide. Builders
The compositions herein also optionally, but preferably, contain up to about 50%, more preferably from about 1% to about 40%, even more preferably from about 5% to about 30%, by weight of a detergent builder material. Lower or higher levels of builder, however, are not meant to be excluded. Detergent builders can optionally be included in the compositions herein to assist in controlling mineral hardness. Inorganic as well as organic builders can be used. Builders are typically used in fabric laundering compositions to assist in the removal of particulate soils. Detergent builders are described in U.S. Patent No. 4,321,165, Smith et al, issued March 23, 1982. Preferred builders for use in liquid detergents herein are described in U.S. Patent No. 4,284,532, Leikhim et al, issued August 18, 1981.
Examples of silicate builders are the alkali metal silicates, particularly those having a Siθ2:Na2θ ratio in the range 1.6:1 to 3.2.J and layered silicates, such as the layered sodium silicates described in U.S. Patent 4,664,839, issued May 12, 1987 to H. P. Rieck. NaSKS-6 is the trademark for a crystalline layered silicate marketed by Hoechst (commonly abbreviated herein as "SKS-6"). Unlike zeolite builders, the Na SKS-6
silicate builder does not contain aluminum. NaSKS-6 has the delta-Na2Siθ5 moφhology form of layered silicate. It can be prepared by methods such as those described in German DE-A-3,417,649 and DE-A-3,742,043. SKS-6 is a highly preferred layered silicate for use herein, but other such layered silicates, such as those having the general formula NaMSixO2x+ryH2O wherein M is sodium or hydrogen, x is a number from 1.9 to 4, preferably 2, and y is a number from 0 to 20, preferably 0 can be used herein. Various other layered silicates from Hoechst include NaSKS-5, NaSKS-7 and NaSKS-11, as the alpha, beta and gamma forms. As noted above, the delta-Na2Siθ5 (NaSKS-6 form) is most preferred for use herein. Other silicates may also be useful such as for example magnesium silicate, which can serve as a stabilizing agent for oxygen bleaches and as a component of suds control systems.
Examples of carbonate builders are the alkaline earth and alkali metal carbonates as disclosed in German Patent Application No. 2,321,001 published on November 15, 1973.
Aluminosilicate builders are useful in the present invention. Aluminosilicate builders can be a significant builder ingredient in liquid detergent formulations. Aluminosilicate builders include those having the empirical formula: Mz(zAlO2)y]-xH2O wherein z and y are integers of at least 6, the molar ratio of z to y is in the range from 1.0 to about 0.5, and x is an integer from about 15 to about 264.
Useful aluminosilicate ion exchange materials are commercially available. These aluminosilicates can be crystalline or amoφhous in structure and can be naturally- occurring aluminosilicates or synthetically derived. A method for producing aluminosilicate ion exchange materials is disclosed in U.S. Patent 3,985,669, Krummel, et al, issued October 12, 1976. Preferred synthetic crystalline aluminosilicate ion exchange materials useful herein are available under the designations Zeolite A, Zeolite P (B), Zeolite MAP and Zeolite X. In an especially preferred embodiment, the crystalline aluminosilicate ion exchange material has the formula: Na12[(Alθ2)l2(Siθ2)l2]-xH2O wherein x is from about 20 to about 30, especially about 27. This material is known as Zeolite A. Dehydrated zeolites (x = 0 - 10) may also be used herein. Preferably, the aluminosilicate has a particle size of about OJ-10 microns in diameter.
Organic detergent builders suitable for the puiposes of the present invention include, but are not restricted to, a wide variety of polycarboxylate compounds. As used herein, "polycarboxylate" refers to compounds having a plurality of carboxylate groups, preferably at least 3 carboxylates. Polycarboxylate builder can generally be added to the composition in acid form, but can also be added in the form of a neutralized salt. When
utilized in salt form, alkali metals, such as sodium, potassium, and lithium, or alkanolammomum salts are preferred.
Included among the polycarboxylate builders are a variety of categories of useful materials. One important category of polycarboxylate builders encompasses the ether polycarboxylates, including oxydisuccinate, as disclosed in Berg, U.S. Patent 3,128,287, issued April 7, 1964, and Lamberti et al, U.S. Patent 3,635,830, issued January 18, 1972. See also "TMS/TDS" builders of U.S. Patent 4,663,071, issued to Bush et al, on May 5, 1987. Suitable ether polycarboxylates also include cyclic compounds, particularly alicyclic compounds, such as those described in U.S. Patents 3,923,679; 3,835,163; 4,158,635; 4,120,874 and 4,102,903.
Other useful detergency builders include the ether hydroxypolycarboxylates, copolymers of maleic anhydride with ethylene or vinyl methyl ether, 1, 3, 5-trihydroxy benzene-2, 4, 6-trisulphonic acid, and carboxymethyloxysuccinic acid, the various alkali metal, ammonium and substituted ammonium salts of polyacetic acids such as ethylenediamine tetraacetic acid and nitrilotriacetic acid, as well as polycarboxylates such as mellitic acid, succinic acid, oxydisuccinic acid, polymaleic acid, benzene 1,3,5- tricarboxylic acid, carboxymethyloxysuccinic acid, and soluble salts thereof.
Citrate builders, e.g., citric acid and soluble salts thereof (particularly sodium salt), are polycarboxylate builders of particular importance for heavy duty liquid detergent formulations due to their availability from renewable resources and their biodegradability. Oxydisuccinates are also especially useful in such compositions and combinations.
Also suitable in the detergent compositions of the present invention are the 3,3- dicarboxy-4-oxa-l,6-hexanedioates and the related compounds disclosed in U.S. Patent 4,566,984, Bush, issued January 28, 1986. Useful succinic acid builders include the C5- C20 alkyl and alkenyl succinic acids and salts thereof. A particularly preferred compound of this type is dodecenylsuccinic acid. Specific examples of succinate builders include: laurylsuccinate, myristylsuccinate, palmitylsuccinate, 2-dodecenylsuccinate (preferred), 2-pentadecenylsuccinate, and the like. Laurylsuccinates are the preferred builders of this group, and are described in European Patent Application 86200690.5/0,200,263, published November 5, 1986.
Other suitable polycarboxylates are disclosed in U.S. Patent 4,144,226, Crutchfield et al, issued March 13, 1979 and in U.S. Patent 3,308,067, Diehl, issued March 7, 1967. See also Diehl U.S. Patent 3,723,322.
Fatty acids, e.g., C12-C18 monocarboxylic acids, can also be incoφorated into the compositions alone, or in combination with the aforesaid builders, especially citrate and/or the succinate builders, to provide additional builder activity. Such use of fatty
acids will generally result in a diminution of sudsing, which should be taken into account by the formulator.
In situations where phosphorus-based builders can be used the various alkali metal phosphates such as the well-known sodium tripolyphosphates, sodium pyrophosphate and sodium orthophosphate can be used. Phosphonate builders such as ethane-1-hydroxy-lJ- diphosphonate and other known phosphonates (see, for example, U.S. Patents 3,159,581; 3,213,030; 3,422,021; 3,400,148 and 3,422,137) can also be used. OTHER OPTIONAL COMPOSITION COMPONENTS
In addition to the liquid and solid phase components as hereinbefore described, the aqueous based detergent compositions can, and preferably will, contain various other optional components. Such optional components may be in either liquid or solid form. The optional components may either dissolve in the liquid phase or may be dispersed within the liquid phase in the form of fine particles or droplets. Some of the other materials which may optionally be utilized in the compositions herein are described in greater detail as follows: Optional Inorganic Detergent Builders
The detergent compositions herein may also optionally contain one or more types of inorganic detergent builders beyond those listed hereinbefore that also function as alkalinity sources. Such optional inorganic builders can include, for example, aluminosilicates such as zeolites. Aluminosilicate zeolites, and their use as detergent builders are more fully discussed in Corkill et al., U.S. Patent No. 4,605,509; Issued August 12, 1986, the disclosure of which is incoφorated herein by reference. Also crystalline layered silicates, such as those discussed in this '509 U.S. patent, are also suitable for use in the detergent compositions herein. If utilized, optional inorganic detergent builders can comprise from about 2% to 15% by weight of the compositions herein. Optional Enzymes
The detergent compositions herein may also optionally contain one or more types of detergent enzymes. Such enzymes can include proteases, amylases, cellulases and Upases. Such materials are known in the art and are commercially available. They may be incoφorated into the aqueous liquid detergent compositions herein in the form of suspensions, "marumes" or "prills". Another suitable type of enzyme comprises those in the form of slurries of enzymes in nonionic surfactants, e.g., the enzymes marketed by Novo Nordisk under the tradename "SL" or the microencapsulated enzymes marketed by Novo Nordisk under the tradename "LDP."
Enzymes added to the compositions herein in the form of conventional enzyme prills are especially preferred for use herein. Such prills will generally range in size from about 100 to 1,000 microns, more preferably from about 200 to 800 microns and will be suspended throughout the non-aqueous liquid phase of the composition. Prills in the compositions of the present invention have been found, in comparison with other enzyme forms, to exhibit especially desirable enzyme stability in terms of retention of enzymatic activity over time. Thus, compositions which utilize enzyme prills need not contain conventional enzyme stabilizing such as must frequently be used when enzymes are incoφorated into aqueous liquid detergents.
If employed, enzymes will normally be incoφorated into the non-aqueous liquid compositions herein at levels sufficient to provide up to about 10 mg by weight, more typically from about 0.01 mg to about 5 mg, of active enzyme per gram of the composition. Stated otherwise, the non-aqueous liquid detergent compositions herein will typically comprise from about 0.001% to 5%, preferably from about 0.01% to 1% by weight, of a commercial enzyme preparation. Protease enzymes, for example, are usually present in such commercial preparations at levels sufficient to provide from 0.005 to 0J Anson units (AU) of activity per gram of composition. Optional Chelating Agents
The detergent compositions herein may also optionally contain a chelating agent which serves to chelate metal ions, e.g., iron and/or manganese, within the non-aqueous detergent compositions herein. Such chelating agents thus serve to form complexes with metal impurities in the composition which would otherwise tend to deactivate composition components such as the peroxygen bleaching agent. Useful chelating agents can include amino carboxylates, phosphonates, amino phosphonates, polyfunctionally- substituted aromatic chelating agents and mixtures thereof.
Amino carboxylates useful as optional chelating agents include ethylenediaminetetraacetates, N-hydroxyethyl-ethylenediaminetriacetates, nitrilotriacetates, ethylene-diamine tetrapropionates, triethylenetetraaminehexacetates, diethylenetriaminepentaacetates, ethylenediaminedisuccinates and ethanol diglycines. The alkali metal salts of these materials are preferred.
Amino phosphonates are also suitable for use as chelating agents in the compositions of this invention when at least low levels of total phosphorus are permitted in detergent compositions, and include ethylenediaminetetrakis (methylene- phosphonates) as DEQUEST. Preferably, these amino phosphonates do not contain alkyl or alkenyl groups with more than about 6 carbon atoms.
Preferred chelating agents include hydroxy-ethyldiphosphonic acid (HEDP), diethylene triamine penta acetic acid (DTP A), ethylenediamine disuccinic acid (EDDS) and dipicolinic acid (DP A) and salts thereof. The chelating agent may, of course, also act as a detergent builder during use of the compositions herein for fabric laundering/bleaching. The chelating agent, if employed, can comprise from about 0.1% to 4% by weight of the compositions herein. More preferably, the chelating agent will comprise from about 0.2% to 2% by weight of the detergent compositions herein. Optional Thickening, Viscosity Control and/or Dispersing Agents
The detergent compositions herein may also optionally contain a polymeric material which serves to enhance the ability of the composition to maintain its solid particulate components in suspension. Such materials may thus act as thickeners, viscosity control agents and/or dispersing agents. Such materials are frequently polymeric polycarboxylates but can include other polymeric materials such as polyvinylpyrrolidone (PVP) or polyamide resins.
Polymeric polycarboxylate materials can be prepared by polymerizing or copolymerizing suitable unsaturated monomers, preferably in their acid form. Unsaturated monomeric acids that can be polymerized to form suitable polymeric polycarboxylates include acrylic acid, maleic acid (or maleic anhydride), fumaric acid, itaconic acid, aconitic acid, mesaconic acid, citraconic acid and methylenemalonic acid. The presence in the polymeric polycarboxylates herein of monomeric segments, containing no carboxylate radicals such as vinylmethyl ether, styrene, ethylene, etc. is suitable provided that such segments do not constitute more than about 40% by weight of the polymer.
Particularly suitable polymeric polycarboxylates can be derived from acrylic acid. Such acrylic acid-based polymers which are useful herein are the water-soluble salts of polymerized acrylic acid. The average molecular weight of such polymers in the acid form preferably ranges from about 2,000 to 100,000, more preferably from about 2,000 to 10,000, even more preferably from about 4,000 to 7,000, and most preferably from about 4,000 to 5,000. Water-soluble salts of such acrylic acid polymers can include, for example, the alkali metal, salts. Soluble polymers of this type are known materials. Use of polyacrylates of this type in detergent compositions has been disclosed, for example, Diehl, U.S. Patent 3,308,067, issued March 7, 1967. Such materials may also perform a builder function.
If utilized, the optional thickening, viscosity control and/or dispersing agents should be present in the compositions herein to the extent of from about 0.1% to 4% by weight.
More preferably, such materials can comprise from about 0.5% to 2% by weight of the detergents compositions herein.
Optional Clay Soil Removal/Anti-redeposition Agents
The compositions of the present invention can also optionally contain water-soluble ethoxylated amines having clay soil removal and anti-redeposition properties. If used, soil materials can contain from about 0.01% to about 5% by weight of the compositions herein.
The most preferred soil release and anti-redeposition agent is ethoxylated tetraethylenepentamine. Exemplary ethoxylated amines are further described in U.S. Patent 4,597,898, VanderMeer, issued July 1, 1986. Another group of preferred clay soil removal-anti-redeposition agents are the cationic compounds disclosed in European Patent Application 111,965, Oh and Gosselink, published June 27, 1984. Other clay soil removal/anti-redeposition agents which can be used include the ethoxylated amine polymers disclosed in European Patent Application 111,984, Gosselink, published June 27, 1984; the zwitterionic polymers disclosed in European Patent Application 112,592, Gosselink, published July 4, 1984; and the amine oxides disclosed in U.S. Patent 4,548,744, Connor, issued October 22, 1985. Other clay soil removal and/or anti- redeposition agents known in the art can also be utilized in the compositions herein. Another type of preferred anti-redeposition agent includes the carboxy methyl cellulose (CMC) materials. These materials are well known in the art.
Peroxygen Bleaching Agent With Optional Bleach Activators
Peroxygen bleaching agents may be organic or inorganic in nature. Inorganic peroxygen bleaching agents are frequently utilized in combination with a bleach activator.
Useful organic peroxygen bleaching agents include percarboxylic acid bleaching agents and salts thereof. Suitable examples of this class of agents include magnesium monoperoxyphthalate hexahydrate, the magnesium salt of metachloro perbenzoic acid, 4- nonylamino-4-oxoperoxybutyric acid and diperoxydodecanedioic acid. Such bleaching agents are disclosed in U.S. Patent 4,483,781, Hartman, Issued November 20, 1984; European Patent Application EP-A-133,354, Banks et al., Published February 20, 1985; and U.S. Patent 4,412,934, Chung et al., Issued November 1, 1983. Highly preferred bleaching agents also include 6-nonylamino-6-oxoperoxycaproic acid (NAPAA) as described in U.S. Patent 4,634,551, Issued January 6, 1987 to Burns et al.
Inorganic peroxygen bleaching agents may also be used in the detergent compositions herein. Inorganic bleaching agents are in fact preferred. Such inorganic peroxygen compounds include alkali metal perborate and percarbonate materials, most
preferably the percarbonates. For example, sodium perborate (e.g. mono- or tetra- hydrate) can be used. Suitable inorganic bleaching agents can also include sodium or potassium carbonate peroxyhydrate and equivalent "percarbonate" bleaches, sodium pyrophosphate peroxyhydrate, urea peroxyhydrate, and sodium peroxide. Persulfate bleach (e.g., OXONE, manufactured commercially by DuPont) can also be used. Frequently inorganic peroxygen bleaches will be coated with silicate, borate, sulfate or water-soluble surfactants. For example, coated percarbonate particles are available from various commercial sources such as FMC, Solvay Interox, Tokai Denka and Degussa.
Inorganic peroxygen bleaching agents, e.g., the perborates, the percarbonates, etc., are preferably combined with bleach activators, which lead to the in situ production in aqueous solution (i.e., during use of the compositions herein for fabric laundering/bleaching) of the peroxy acid corresponding to the bleach activator. Various non-limiting examples of activators are disclosed in U.S. Patent 4,915,854, Issued April 10, 1990 to Mao et al.; and U.S. Patent 4,412,934 Issued November 1, 1983 to Chung et al. The nonanoyloxybenzene sulfonate (NOBS) and tetraacetyl ethylene diamine (TAED) activators are typical. Mixtures thereof can also be used. See also the hereinbefore referenced U.S. 4,634,551 for other typical bleaches and activators useful herein.
Other useful amido-derived bleach activators are those of the formulae:
R!N(R5)C(O)R2C(O)L or R!C(O)N(R5)R C(O)L
wherein R is an alkyl group containing from about 6 to about 12 carbon atoms, R2 is an alkylene containing from 1 to about 6 carbon atoms, R~ is H or alkyl, aryl, or alkaryl containing from about 1 to about 10 carbon atoms, and L is any suitable leaving group, for example, oxybenzene sulfonate, -OOH, -OOM. A leaving group is any group that is displaced from the bleach activator as a consequence of the nucleophilic attack on the bleach activator by the perhydrolysis anion. A preferred leaving group is phenol sulfonate.
Preferred examples of bleach activators of the above formulae include (6- octanamido-caproyl)oxybenzenesulfonate, (6-nonanamidocaproyl) oxybenzenesulfonate, (6-decanamido-caproyl)oxybenzenesulfonate and mixtures thereof as described in the hereinbefore referenced U.S. Patent 4,634,551. Such mixtures are characterized herein as (6-Cg-C 1 o alkamido-caproyl)oxybenzenesulfonate.
Another class of useful bleach activators comprises the benzoxazin-type activators disclosed by Hodge et al. in U.S. Patent 4,966, 723, Issued October 30, 1990, incoφorated herein by reference. A highly preferred activator of the benzoxazin-type is:
Still another class of useful bleach activators includes the acyl lactam activators, especially acyl caprolactams and acyl valerolactams of the formulae:
wherein R^ is H or an alkyl, aryl, alkoxyaryl, or alkaryl group containing from 1 to about 12 carbon atoms. Highly preferred lactam activators include benzoyl capro lactam, octanoyl caprolactam, 3,5,5-trimethylhexanoyl caprolactam, nonanoyl caprolactam, decanoyl caprolactam, undecenoyl caprolactam, benzoyl valerolactam, octanoyl valerolactam, decanoyl valerolactam, undecenoyl valerolactam, 3,5,5-trimethylhexanoyl valerolactam and mixtures thereof. See also U.S. Patent 4,545,784, Issued to Sanderson, October 8, 1985, incoφorated herein by reference, which discloses acyl caprolactams, including benzoyl caprolactam, adsorbed into sodium perborate.
If peroxygen bleaching agents are used, they will generally comprise from about 0.1% to 30% by weight of the composition. More preferably, peroxygen bleaching agent will comprise from about 1% to 20% by weight of the composition. Most preferably, peroxygen bleaching agent will be present to the extent of from about 5% to 20% by weight of the composition. If utilized, bleach activators can comprise from about 0.5% to 20%, more preferably from about 3% to 10%, by weight of the composition. Frequently, activators are employed such that the molar ratio of bleaching agent to activator ranges from about 1:1 to 10:1, more preferably from about 1.5:1 to 5:1.
In addition, it has been found that bleach activators, when agglomerated with certain acids such as citric acid, are more chemically stable. Optional Bleach Catalysts
If desired, the bleaching compounds can be catalyzed by means of a manganese compound. Such compounds are well known in the art and include, for example, the manganese-based catalysts disclosed in U.S. Pat. 5,246,621, U.S. Pat. 5,244,594; U.S. Pat. 5,194,416; U.S. Pat. 5,114,606; and European Pat. App. Pub. Nos. 549,271 Al, 549.272A1, 544,440A2, and 544.490A1; Preferred examples of these catalysts include - n^2(u-°)3(1'4'7-tπme 1-1'4'7-tnazac clononane)2(PF6)2' Mn^Cu-O i-
OAc)2( 1 ,4,7-trimethyl- 1 ,4,7-triazacyclononane)2(Clθ4)2, MnrV4(u-O)6( 1 ,4,7- triazacyclononane)4(Clθ4)4, MnϋΪMn^^-O) i (u-O Ac)2_( 1 ,4,7-trimethyl- 1 ,4,7- triazacyclononane)2(Clθ4)3, Mn^l ,4,7-trimethyl- 1 ,4,7-triazacyclononane)-
(OCH3)3(PF6), and mixtures thereof. Other metal-based bleach catalysts include those disclosed in U.S. Pat. 4,430,243 and U.S. Pat. 5,114,611. The use of manganese with various complex ligands to enhance bleaching is also reported in the following United States Patents: 4,728,455; 5,284,944; 5,246,612; 5,256,779; 5,280,117; 5,274,147; 5,153,161; and 5,227,084.
As a practical matter, and not by way of limitation, the compositions and processes herein can be adjusted to provide on the order of at least one part per ten million of the active bleach catalyst species in the aqueous washing liquor, and will preferably provide from about 0J ppm to about 700 ppm, more preferably from about 1 ppm to about 500 ppm, of the catalyst species in the laundry liquor.
Cobalt bleach catalysts useful herein are known, and are described, for example, in M. L. Tobe, "Base Hydrolysis of Transition-Metal Complexes", Adv. Inorg. Bioinorg. Mech., (1983), 2, pages 1-94. The most preferred cobalt catalyst useful herein are cobalt pentaamine acetate salts having the formula [Co(NH3)5OAc] Tv, wherein "OAc" represents an acetate moiety and "Ty" is an anion, and especially cobalt pentaamine acetate chloride, [Co(NH3)5OAc]Cl2; as well as [Co(NH3)5OAc](OAc)2; [Co(NH3)5OAc](PF6)2; [Co(NH3)5OAc](SO4); [Co(NH3)5OAc](BF4)2; and [Co(NH3)5OAc](Nθ3)2 (herein "PAC").
These cobalt catalysts are readily prepared by known procedures, such as taught for example in the Tobe article and the references cited therein, in U.S. Patent 4,810,410, to Diakun et al, issued March 7,1989, j. Chem. Ed. (1989), 66 (12), 1043-45; The Synthesis and Characterization of Inorganic Compounds, W.L. Jolly (Prentice-Hall; 1970), pp. 461-3; Inorg. Chem.. 18, 1497-1502 (1979); Inorg. Chem.. 21, 2881-2885 (1982); Inorg. Chem.. 18, 2023-2025 (1979); Inorg. Synthesis, 173-176 (1960); and Journal of Physical Chemistry. 56, 22-25 (1952).
As a practical matter, and not by way of limitation, the compositions and cleaning processes herein can be adjusted to provide on the order of at least one part per hundred million of the active bleach catalyst species in the aqueous washing medium, and will preferably provide from about 0.01 ppm to about 25 ppm, more preferably from about 0.05 ppm to about 10 ppm, and most preferably from about 0.1 ppm to about 5 ppm, of the bleach catalyst species in the wash liquor. In order to obtain such levels in the wash liquor of an automatic washing process, typical compositions herein will comprise from about 0.0005% to about 0.2%, more preferably from about 0.004% to about 0.08%, of
bleach catalyst, especially manganese or cobalt catalysts, by weight of the cleaning compositions.
Optional Brighteners- Suds Suppressors, Dyes and/or Perfumes
The detergent compositions herein may also optionally contain conventional brighteners, suds suppressors, dyes and/or perfume materials. Such brighteners, suds suppressors, silicone oils, dyes and perfumes must, of course, be compatible and non- reactive with the other composition components in a non-aqueous environment. If present, brighteners suds suppressors, dyes and/or perfumes will typically comprise from about 0.0001% to 2% by weight of the compositions herein. Polymeric Soil Release Agent
Any polymeric soil release agent known to those skilled in the art can optionally be employed in the compositions and processes of this invention. Polymeric soil release agents are characterized by having both hydrophihc segments, to hydrophilize the surface of hydrophobic fibers, such as polyester and nylon, and hydrophobic segments, to deposit upon hydrophobic fibers and remain adhered thereto through completion of washing and rinsing cycles and, thus, serve as an anchor for the hydrophihc segments. This can enable stains occurring subsequent to treatment with the soil release agent to be more easily cleaned in later washing procedures.
Examples of polymeric soil release agents useful herein include U.S. Patent 4,721,580, issued January 26, 1988 to Gosselink; U.S. Patent 4,000,093, issued December 28, 1976 to Nicol, et al.; European Patent Application 0 219 048, published April 22, 1987 by Kud, et al.; U.S. Patent 4,702,857, issued October 27, 1987 to Gosselink; U.S. Patent 4,968,451, issued November 6, 1990 to JJ. Scheibel. Commercially available soil release agents include the SOKALAN type of material, e.g., SOKALAN HP-22, available from BASF (West Germany). Also see U.S. Patent 3,959,230 to Hays, issued May 25, 1976 and U.S. Patent 3,893,929 to Basadur issued July 8, 1975. Examples of this polymer include the commercially available material ZELCON 5126 (from Dupont) and MILEASE T (from ICI). Other suitable polymeric soil release agents include the terephthalate polyesters of U.S. Patent 4,711,730, issued December 8, 1987 to Gosselink et al, the anionic end-capped oligomeric esters of U.S. Patent 4,721,580, issued January 26, 1988 to Gosselink, and the block polyester oligomeric compounds of U.S. Patent 4,702,857, issued October 27, 1987 to Gosselink. Preferred polymeric soil release agents also include the soil release agents of U.S. Patent 4,877,896, issued October 31, 1989 to Maldonado et al.
If utilized, soil release agents will generally comprise from about 0.01% to about 10.0%, by weight, of the detergent compositions herein, typically from about 0.1% to about 5%, preferably from about 0.2% to about 3.0%. Chelating Agents
The detergent compositions herein may also optionally contain one or more iron and/or manganese chelating agents. Such chelating agents can be selected from the group consisting of amino carboxylates, amino phosphonates, polyfunctionally-substituted aromatic chelating agents and mixtures therein, all as hereinafter defined. Without intending to be bound by theory, it is believed that the benefit of these materials is due in part to their exceptional ability to remove iron and manganese ions from washing solutions by formation of soluble chelates.
Amino carboxylates useful as optional chelating agents include ethylenediamine- tetracetates, N-hydroxyethylethylenediaminetriacetates, nitrilo-triacetates, ethylenediamine tetraproprionates, triethylenetetraaminehexacetates, diethylenetriaminepentaacetates, and ethanoldiglycines, alkali metal, ammonium, and substituted ammonium salts therein and mixtures therein.
Amino phosphonates are also suitable for use as chelating agents in the compositions of the invention when at lease low levels of total phosphorus are permitted in detergent compositions, and include ethylenediaminetetrakis (methylenephosphonates) as DEQUEST. Preferred, these amino phosphonates to not contain alkyl or alkenyl groups with more than about 6 carbon atoms.
Polyfunctionally-substituted aromatic chelating agents are also useful in the compositions herein. See U.S. Patent 3,812,044, issued May 21, 1974, to Connor et al. Preferred compounds of this type in acid form are dihydroxydisulfobenzenes such as 1,2- dihydroxy-3,5-disulfobenzene.
A preferred biodegradable chelator for use herein is ethylenediamine disuccinate ("EDDS"), especially the [S,S] isomer as described in U.S. Patent 4,704,233, November 3, 1987, to Hartman and Perkins.
If utilized, these chelating agents will generally comprise from about 0.1% to about 10% by weight of the detergent compositions herein. More preferably, if utilized, the chelating agents will comprise from about 0.1% to about 3.0% by weight of such compositions. Clay Soil Removal/ Anti-redeposition Agents
The compositions of the present invention can also optionally contain water-soluble ethoxylated amines having clay soil removal and antiredeposition properties. Liquid detergent compositions typically contain about 0.01% to about 5% of these compositions.
The most preferred soil release and anti-redeposition agent is ethoxylated tetraethylenepentamine. Exemplary ethoxylated amines are further described in U.S. Patent 4,597,898, VanderMeer, issued July 1, 1986. Another group of preferred clay soil removal-antiredeposition agents are the cationic compounds disclosed in European Patent Application 111,965, Oh and Gosselink, published June 27, 1984. Other clay soil removal/antiredeposition agents which can be used include the ethoxylated amine polymers disclosed in European Patent Application 111,984, Gosselink, published June 27, 1984; the zwitterionic polymers disclosed in European Patent Application 112,592, Gosselink, published July 4, 1984; and the amine oxides disclosed in U.S. Patent 4,548,744, Connor, issued October 22, 1985. Other clay soil removal and/or anti redeposition agents known in the art can also be utilized in the compositions herein. Another type of preferred antiredeposition agent includes the carboxy methyl cellulose (CMC) materials. These materials are well known in the art. Polymeric Dispersing Agents
Polymeric dispersing agents can advantageously be utilized at levels from about 0.1% to about 7%, by weight, in the compositions herein, especially in the presence of zeolite and/or layered silicate builders. Suitable polymeric dispersing agents include polymeric polycarboxylates and polyethylene glycols, although others known in the art can also be used. It is believed, though it is not intended to be limited by theory, that polymeric dispersing agents enhance overall detergent builder performance, when used in combination with other builders (including lower molecular weight polycarboxylates) by crystal growth inhibition, particulate soil release peptization, and anti-redeposition.
Polymeric polycarboxylate materials can be prepared by polymerizing or copolymerizing suitable unsaturated monomers, preferably in their acid form. Unsaturated monomeric acids that can be polymerized to form suitable polymeric polycarboxylates include acrylic acid, maleic acid (or maleic anhydride), fϊimaric acid, itaconic acid, aconitic acid, mesaconic acid, citraconic acid and methylenemalonic acid. The presence in the polymeric polycarboxylates herein or monomeric segments, containing no carboxylate radicals such as vinylmethyl ether, styrene, ethylene, etc. is suitable provided that such segments do not constitute more than about 40% by weight.
Particularly suitable polymeric polycarboxylates can be derived from acrylic acid. Such acrylic acid-based polymers which are useful herein are the water-soluble salts of polymerized acrylic acid. The average molecular weight of such polymers in the acid form preferably ranges from about 2,000 to 10,000, more preferably from about 4,000 to 7,000 and most preferably from about 4,000 to 5,000. Water-soluble salts of such acrylic acid polymers can include, for example, the alkali metal, ammonium and substituted
ammonium salts. Soluble polymers of this type are known materials. Use of polyacrylates of this type in detergent compositions has been disclosed, for example, in Diehl, U.S. Patent 3,308,067, issued march 7, 1967.
Acrylic/maleic-based copolymers may also be used as a preferred component of the dispersing/anti-redeposition agent. Such materials include the water-soluble salts of copolymers of acrylic acid and maleic acid. The average molecular weight of such copolymers in the acid form preferably ranges from about 2,000 to 100,000, more preferably from about 5,000 to 75,000, most preferably from about 7,000 to 65,000. The ratio of acrylate to maleate segments in such copolymers will generally range from about 30:1 to about 1:1, more preferably from about 10:1 to 2:1. Water-soluble salts of such acrylic acid/maleic acid copolymers can include, for example, the alkali metal, ammonium and substituted ammonium salts. Soluble acrylate/maleate copolymers of this type are known materials which are described in European Patent Application No. 66915, published December 15, 1982, as well as in EP 193,360, published September 3, 1986, which also describes such polymers comprising hydroxypropylacrylate. Still other useful dispersing agents include the maleic/acrylic/vinyl alcohol teφolymers. Such materials are also disclosed in EP 193,360, including, for example, the 45/45/10 teφolymer of acrylic/maleic/vinyl alcohol.
Another polymeric material which can be included is polyethylene glycol (PEG). PEG can exhibit dispersing agent performance as well as act as a clay soil removal- antiredeposition agent. Typical molecular weight ranges for these puφoses range from about 500 to about 100,000, preferably from about 1,000 to about 50,000, more preferably from about 1,500 to about 10,000.
Polyaspartate and polyglutamate dispersing agents may also be used, especially in conjunction with zeolite builders. Dispersing agents such as polyaspartate preferably have a molecular weight (avg.) of about 10,000. Dye Transfer Inhibiting Agents
The compositions of the present invention may also include one or more materials effective for inhibiting the transfer of dyes from one fabric to another during the cleaning process. Generally, such dye transfer inhibiting agents include polyvinyl pyrrolidone polymers, polyamine N-oxide polymers, copolymers of N-vinylpyrrolidone and N- vinylimidazole, manganese phthalocyanine, peroxidases, and mixtures thereof. If used, these agents typically comprise from about 0.01% to about 10% by weight of the composition, preferably from about 0.01% to about 5%, and more preferably from about 0.05% to about 2%.
More specifically, the polyamine N-oxide polymers preferred for use herein contain units having the following structural formula: R-Ax-P; wherein P is a polymerizable unit to which an N-O group can be attached or the N-O group can form part of the polymerizable unit or the N-O group can be attached to both units; A is one of the following structures: -NC(O)-, -C(O)O-, -S-, -O-, -N=; x is 0 or 1; and R is aliphatic, ethoxylated aliphatics, aromatics, heterocyclic or alicyclic groups or any combination thereof to which the nitrogen of the N-O group can be attached or the N-O group is part of these groups. Preferred polyamine N-oxides are those wherein R is a heterocyclic group such as pyridine, pyrrole, imidazole, pyrrolidine, piperidine and derivatives thereof.
The N-O group can be represented by the following general structures:
wherein Ri , R2, R3 are aliphatic, aromatic, heterocyclic or alicyclic groups or combinations thereof; x, y and z are 0 or 1 ; and the nitrogen of the N-O group can be attached or form part of any of the aforementioned groups. The amine oxide unit of the polyamine N-oxides has a pKa <10, preferably pKa <7, more preferred pKa <6.
Any polymer backbone can be used as long as the amine oxide polymer formed is water-soluble and has dye transfer inhibiting properties. Examples of suitable polymeric backbones are polyvinyls, polyalkylenes, polyesters, polyethers, polyamide, polyimides, polyacrylates and mixtures thereof. These polymers include random or block copolymers where one monomer type is an amine N-oxide and the other monomer type is an N-oxide. The amine N-oxide polymers typically have a ratio of amine to the amine N-oxide of 10:1 to 1:1,000,000. However, the number of amine oxide groups present in the polyamine oxide polymer can be varied by appropriate copolymerization or by an appropriate degree of N-oxidation. The polyamine oxides can be obtained in almost any degree of polymerization. Typically, the average molecular weight is within the range of 500 to 1,000,000; more preferred 1,000 to 500,000; most preferred 5,000 to 100,000. This preferred class of materials can be referred to as "PVNO".
The most preferred polyamine N-oxide useful in the detergent compositions herein is poly(4-vinylpyridine-N-oxide) which as an average molecular weight of about 50,000 and an amine to amine N-oxide ratio of about 1:4.
Copolymers of N-vinylpyrrolidone and N-vinylimidazole polymers (referred to as a class as "PVPVI") are also preferred for use herein. Preferably the PVPVI has an average molecular weight range from 5,000 to 1,000,000, more preferably from 5,000 to 200,000,
and most preferably from 10,000 to 20,000. (The average molecular weight range is determined by light scattering as described in Barth, et al., Chemical Analysis. Vol 113. "Modern Methods of Polymer Characterization", the disclosures of which are incoφorated herein by reference.) The PVPVI copolymers typically have a molar ratio of N-vinylimidazole to N-vinylpyrrolidone from 1:1 to 0.2:1, more preferably from 0.8:1 to 0.3:1, most preferably from 0.6:1 to 0.4:1. These copolymers can be either linear or branched.
The present invention compositions also may employ a polyvinylpyrrolidone ("PVP") having an average molecular weight of from about 5,000 to about 400,000, preferably from about 5,000 to about 200,000, and more preferably from about 5,000 to about 50,000. PVP's are known to persons skilled in the detergent field; see, for example, EP-A-262,897 and EP-A-256,696, incoφorated herein by reference. Compositions containing PVP can also contain polyethylene glycol ("PEG") having an average molecular weight from about 500 to about 100,000, preferably from about 1,000 to about 10,000. Preferably, the ratio of PEG to PVP on a ppm basis delivered in wash solutions is from about 2:1 to about 50:1, and more preferably from about 3:1 to about 10:1.
The detergent compositions herein may also optionally contain from about 0.005% to 5% by weight of certain types of hydrophihc optical brighteners which also provide a dye transfer inhibition action. If used, the compositions herein will preferably comprise from about 0.01% to 1% by weight of such optical brighteners.
The hydrophihc optical brighteners useful in the present invention are those having the structural formula:
wherein Ri is selected from anilino, N-2-bis-hydroxyethyl and NH-2-hydroxyethyl; R2 is selected from N-2-bis-hydroxyethyl, N-2-hydroxyethyl-N-methylamino, moφhilino, chloro and amino; and M is a salt-forming cation such as sodium or potassium.
When in the above formula, Rj is anilino, R2 is N-2-bis-hydroxyethyl and M is a cation such as sodium, the brightener is 4,4',-bis[(4-anilino-6-(N-2-bis-hydroxyethyl)-s- triazine-2-yl)amino]-2,2'-stilbenedisulfonic acid and disodium salt. This particular brightener species is commercially marketed under the tradename Tinopal-UNPA-GX by Ciba-Geigy Coφoration. Tinopal-UNPA-GX is the preferred hydrophihc optical brightener useful in the detergent compositions herein.
When in the above formula, R\ is anilino, R2 is N-2-hydroxyethyl-N-2- methylamino and M is a cation such as sodium, the brightener is 4,4'-bis[(4-anilino-6-(N- 2-hydroxyethyl-N-methylamino)-s-triazine-2-yl)amino]2,2,-stilbenedisulfonic acid disodium salt. This particular brightener species is commercially marketed under the tradename Tinopal 5BM-GX by Ciba-Geigy Coφoration.
When in the above formula, R\ is anilino, R2 is moφhilino and M is a cation such as sodium, the brightener is 4,4'-bis[(4-anilino-6-moφhilino-s-triazine-2-yl)amino]2,2'- stilbenedisulfonic acid, sodium salt. This particular brightener species is commercially marketed under the tradename Tinopal AMS-GX by Ciba Geigy Coφoration.
The specific optical brightener species selected for use in the present invention provide especially effective dye transfer inhibition performance benefits when used in combination with the selected polymeric dye transfer inhibiting agents hereinbefore described. The combination of such selected polymeric materials (e.g., PVNO and/or PVPVI) with such selected optical brighteners (e.g., Tinopal UNPA-GX, Tinopal 5BM- GX and/or Tinopal AMS-GX) provides significantly better dye transfer inhibition in aqueous wash solutions than does either of these two detergent composition components when used alone. Without being bound by theory, it is believed that such brighteners work this way because they have high affinity for fabrics in the wash solution and therefore deposit relatively quick on these fabrics. The extent to which brighteners deposit on fabrics in the wash solution can be defined by a parameter called the "exhaustion coefficient". The exhaustion coefficient is in general as the ratio of a) the brightener material deposited on fabric to b) the initial brightener concentration in the wash liquor. Brighteners with relatively high exhaustion coefficients are the most suitable for inhibiting dye transfer in the context of the present invention.
Of course, it will be appreciated that other, conventional optical brightener types of compounds can optionally be used in the present compositions to provide conventional fabric "brightness" benefits, rather than a true dye transfer inhibiting effect. Such usage is conventional and well-known to detergent formulations. COMPOSITION FORM
The aqueous based heavy-duty liquid detergent compositions disclosed herein can contain water and other solvents as carriers. Low molecular weight primary or secondary alcohols exemplified by methanol, ethanol, propanol, and isopropanol are suitable. Monohydric alcohols are preferred for solubilizing surfactant, but polyols such as those containing from 2 to about 6 carbon atoms and from 2 to about 6 hydroxy groups (e.g., 1,3-propanediol, ethylene glycol, glycerine, and 1,2-propanediol) can also be used. The compositions may contain from 5% to 90%, typically 10% to 50% of such carriers.
The detergent compositions herein will preferably be formulated such that, during use in aqueous cleaning operations, the wash water will have a pH of between about 6.5 and about 11, preferably between about 7.5 and 11. Techniques for controlling pH at recommended usage levels include the use of buffers, alkalis, acids, etc., and are well known to those skilled in the art. COMPOSITION PREPARATION AND USE
The aqueous based heavy-duty liquid detergent compositions of the present invention can be made by mixing and blending the desired ingredients with the desired sovent. In a typical process for preparing such compositions, essential and certain preferred optional components will be combined in a particular order and under certain conditions.
The compositions of this invention, prepared as hereinbefore described, can be used to form aqueous washing solutions for use in the laundering and bleaching of fabrics. Generally, an effective amount of such compositions is added to water, preferably in a conventional fabric laundering automatic washing machine, to form such aqueous laundering/bleaching solutions. The aqueous washing/bleaching solution so formed is then contacted, preferably under agitation, with the fabrics to be laundered and bleached therewith.
An effective amount of the liquid detergent compositions herein added to water to form aqueous laundering/bleaching solutions can comprise amounts sufficient to form from about 500 to 7,000 ppm of composition in aqueous solution. More preferably, from about 800 to 3,000 ppm of the detergent compositions herein will be provided in aqueous washing/bleaching solution.
The following examples illustrate the preparation and performance advantages of the modified alkyl benzene sulfonate surfactant mixtures containing aqueous liquid detergent compositions of the instant invention. Such examples, however, are not necessarily meant to limit or otherwise define the scope of the invention herein. All parts, percentages and ratios used herein are expressed as percent weight unless otherwise specified. In the following
Examples, the abbreviations for the various ingredients used for the compositions have the following meanings. In these Examples, the following abbreviation is used for a modified alkylbenzene sulfonate, sodium salt form or potassium salt form, prepared according to any of the preceding process examples: MLAS
ABBREVIATIONS LAS Sodium linear alkyl benzene sulfonate
MBASX Mid-chain branched primary alkyl (average total carbons = x) sulfate
MBAEXSZ Mid-chain branched primary alkyl (average total carbons = z) ethoxylate (average EO = x) sulfate, sodium salt
MBAEX Mid-chain branched primary alkyl (average total carbons
= x) ethoxylate (average EO = 5)
Endolase Endoglunase enzyme of activity 3000 CEVU/g sold by
NOVO Industries A/S
MEA Monoethanolamine
PG Propanediol
BPP Butoxy - propoxy - propanol
EtOH Ethanol
NaOH Solution of sodium hydroxide
NaTS Sodium toluene sulfonate
Citric acid Anhydrous citric acid
CxyFA Cl -Ciy fatty acid
CxyEz A Cιx_iy branched primary alcohol condensed with an average of z moles of ethylene oxide
Carbonate Anhydrous sodium carbonate with a particle size between 200μm and 900μm
Citrate Tri-sodium citrate dihydrate of activity 86.4% with a particle size distribution between 425μm and 850 μm
TFAA C16-18 alkyl N-methyl glucamide
LMFAA C12-14 alkyl N-methyl glucamide
APA C8-C10 amido propyl dimethyl amine
Fatty Acid (C12/14) C12-C14 fatty acid
Fatty Acid (TPK) Topped palm kernel fatty acid
Fatty Acid (RPS) Rapeseed fatty acid
Borax Na tetraborate decahydrate
PAA Polyacrylic Acid (mw = 4500)
PEG Polyethylene glycol (mw=4600)
MES Alkyl methyl ester sulfonate
SAS Secondary alkyl sulfate
NaPS Sodium paraffin sulfonate
C45AS Sodium C14-C15 linear alkyl sulfate
CxyAS Sodium Cιx-Ciy alkyl sulfate (or other salt if specified)
CxyEzS Sodium Cιx-Ciy alkyl sulfate condensed with z moles of ethylene oxide (or other salt if specified)
CxyEz A Cιx_iy branched primary alcohol condensed with an average of z moles of ethylene oxide
AQA R2.N+(CH3)x((C2H4θ)yH)z with R2 = Cg - Cig x+z = 3, x = 0 to 3, z = 0 to 3, y = 1 to 15.
STPP Anhydrous sodium tripolyphosphate Zeolite A Hydrated Sodium Aluminosilicate of formula
Nai2(A102SiO2)i2- 27H2O having a primary particle size in the range from 0J to 10 micrometers
NaSKS-6 Crystalline layered silicate of formula δ -Na2Si2θ5 Carbonate Anhydrous sodium carbonate with a particle size between 200μm and 900μm
Bicarbonate Anhydrous sodium bicarbonate with a particle size distribution between 400μm and 1200μm
Silicate Amoφhous Sodium Silicate (Siθ2:Na2θ; 2.0 ratio)
Sulfate Anhydrous sodium sulfate
PAE ethoxylated (15-18) tetraethylene pentamine
PIE ethoxylated polyethylene imine
PAEC methyl quaternized ethoxylated dihexylene triamine
MA/AA Copolymer of 1 :4 maleic/acrylic acid, average molecular weight about 70,000.
CMC Sodium carboxymethyl cellulose
Protease Proteolytic enzyme of activity 4KNPU/g sold by
NOVO Industries A S under the tradename Savinase
Cellulase Cellulytic enzyme of activity 1000 CEVU/g sold by
NOVO Industries A/S under the tradename Carezyme Amylase Amylolytic enzyme of activity 60KNU/g sold by
NOVO Industries A/S under the tradename Termamyl
60T
Lipase Lipolytic enzyme of activity lOOkLU/g sold by NOVO
Industries A S under the tradename Lipolase PB1 Anhydrous sodium perborate bleach of nominal formula NaBO2.H2^2
Percarbonate Sodium Percarbonate of nominal formula
2Na2Cθ3.3H2θ2
NaDCC Sodium dichloroisocyanurate NOBS Nonanoyloxybenzene sulfonate, sodium salt TAED Tetraacetylethylenediamine DTPMP Diethylene triamine penta (methylene phosphonate), marketed by Monsanto under Trade name Dequest 2060
Photoactivated bleach Sulfonated Zinc Phthalocyanine bleach encapsulated in dextrin soluble polymer
Brightener 1 Disodium 4,4'-bis(2-sulphostyryl)biphenyl Brightener 2 Disodium 4,4'-bis(4-anilino-6-moφholino-l .3.5- triazin-2-yl)amino) stilbene-2 :2'-disulfonate.
HEDP lJ-hydroxyethane diphosphonic acid SRP 1 Sulfobenzoyl end capped esters with oxyethylene oxy and terephthaloyl backbone
SRP 2 sulfonated ethoxylated terephthalate polymer SRP 3 methyl capped ethoxylated terephthalate polymer Silicone antifoam Polydimethylsiloxane foam controller with siloxane- oxyalkylene copolymer as dispersing agent with a ratio of said foam controller to said dispersing agent of 10:1 to 100:1.
Isofol 16 Condea trademark for C16 (average) Guerbet alcohols CaC12 Calcium chloride MgC12 Magnesium chloride DTPA Diethylene triamine pentaacetic acid
EXAMPLE 25
The above liquid detergent compositions (A-D) are found to be very efficient in the removal of a wide range of stains and soils from fabrics under various usage conditions.
EXAMPLE 26 The following compositions (E to J) are heavy duty liquid laundry detergent com ositions accordin to the resent invention.
The Following Examples illustrate aqueous based liquid detergent compositions according to the present invention.
EXAMPLE 27 Aqueous based heavy duty liquid laundry detergent compositions F to J which comprise the mid-chain branched surfactants of the present invention are presented below.
The following aqueous liquid laundry detergent compositions K to O are prepared in accord with the invention:
EXAMPLE 29 The following aqueous liquid laundry detergent compositions P to T are prepared in accord with the invention:
EXAMPLE 30 Aqueous based heavy duty liquid laundry detergent compositions which comprise