US2309632A - Forming die set - Google Patents
Forming die set Download PDFInfo
- Publication number
- US2309632A US2309632A US356629A US35662940A US2309632A US 2309632 A US2309632 A US 2309632A US 356629 A US356629 A US 356629A US 35662940 A US35662940 A US 35662940A US 2309632 A US2309632 A US 2309632A
- Authority
- US
- United States
- Prior art keywords
- dies
- lever
- pallets
- bed
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0002—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe
- G04D3/0028—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of the escape mechanism
- G04D3/003—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of the escape mechanism for levers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/32—Perforating, i.e. punching holes in other articles of special shape
Definitions
- This invention deals with an improvement in the manufacture of escapement levers for time shell fuse clockwork which consistsin reforming the escapem-ent pallets after manufacture of the same and prior to assembly in the clockwork.
- the dimensions and degree of relative orientation of the parts of the lever are of vital importance in the proper functioning of the clockwork.
- the pallets, in particular, which include the points of contact with the escapement wheel are of a relatively small dimension and small variations in the distance between such points of contact will introduce large errors in the timing.
- Durf ing manufacture the escapement levers due to various causes, notably nesting, will suffer deformation between the pallets, causing a change .in this vital dimension.
- such difliculties are avoided by a check step which will reform the pallets prior to assembly in the clockwork.
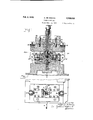
- Fig. 1 is a front elevation in section of the machine, with the escapement lever in place, showing the reforming step completed.
- Fig. 2 is a plan view on the line 2-2 of Fig. 1;
- Fig. 3 is a partial sectional view on the line 3--3 of Fig. 1;
- Fig. 4 is a detail of the side forming dies
- Fig. 5 is a bottom plan of the upper outer die
- Fig. 6 is a bottom plan of the stripper.
- Fig. 7 is a view in perspective of an oscillating lever of the type to be reformed.
- Fig. '7 which shows an oscillating escapement lever
- I is the central hole in which the bearing pivot is to be fastened
- 2 and 3 are the pallets with knife edges 4 and 5, respectively
- Rod 6 is a centering device for the work, in this case for receiving the central hole I of the escapement lever of Fig. 7.
- rod 6 is withdrawn by action of hand lever I0, pivoted about bolt II.
- Plate I2 (Fig. 2) serves to hold the escapement lever in its proper clock-angle orientation on the bed plat-e I3 by means of notch I4.
- two vertical dies I5 and IE which will be referred to as the upper outer die and upper inner die, respectively, and two side dies Il and I8.
- the press head for the dies consists of two parts I9 and 2E) joined by bolts 2I and 22. 23
- ' is a dowel.
- the thrust is transmitted from auxiliary machinery (shown generally at 24) through the head and thence to the upper dies by means of a spring 25.
- the upper outer die has a sliding fit in head 29 and is held against rotation by key 26 fitting in slot 26'.
- the downward motion of head I9, 2li also impels the side dies Il and I8 inward by the action of rollers 21 and 28 on cam surfaces 29 and 30, respectively.
- the travel of the side dies is regulated by set screws 3
- the upper inner die I6 is clamped within the upper outer die I5 by means of a set screw 35 and the two dies move as a unit.
- the inner die moves to a position within the pallets and serves as a mandrel for the pressing or reforming operation of the side dies.
- the upper outer die I5 is brought down on the arms of the escapement lever as shown by the dotted lines in Fig. 1, and holds them flat on the bed plate during the reforming operation.
- This outer die (Figs. 4 and 5) has slots 36 ⁇ and 31 and sectors 38 and 39 to accommodate the pallets, side dies and stripper fingers. The latter are shown at 40 and 4I in Figs. 1 and 6.
- the stripper 42 is a sleeve enveloping outer die I5 and underslinging it by means of fingers 40 and 4I. These fingers are designed to engage the tops of pallets 2 and 3 and remove them from the upper dies in case they adhere thereto. The fingers are prevented from contacting the pallets prior to ascent of the upper dies, by the adjustment of stop 43. On the down stroke of the press, rod 44 engages the stop and spring 45 is slightly compressed. The stripg per 42 is connected to rod 44 by means of a yoke 45 engaging in a necked portion 46 of the stripper and is therefore brought to a stop with rod 44. On ascent of the dies, spring 45 will cause stripper l2 to lag behind the press head and come into engagement with pall-ets 2 and 3 in case they have adhered to the upper dies, and Will thus remove them therefrom.
- the upper dies are connected to the press head by spring because they must be brought into position over the escapenient lever in advance of the contact with the pallets by the side dies, otherwise a jamming action would occur.
- the site dies retract. If the Work has adhered to the upper dies it is removed tl erefrom by the stripper, Lever l0 is pressed down and the Work is easily brushed from the bed plate. Lever lll is released and another piece of Work inse tod on rod 6 to commence another cycle.
- a machine for reforming eseapement levers for clockwork fuse said levers having pallets bent at an angle to the plane of the lever proper, said machine comprising a bed for reception of the lever, a resiliently held reciprocating anchoring rod for le lever, a slot ed member on the bed to receive one arm of the lever to position the same, a head member bearing a vertical die for pressing on the face of said lever, transverse dies on said bed to engage said pallets, cam means on said transverse dies, and cooperating means on said head member to transmit its motion to the transverse dies through said cam means.
- stripper means carried by said head member and resiliently held for limited motion adjacent said vertical die for removingr adheringr levers therefrom.
- a machine for reforming escapement levers for clockwork fuses said levers having pallets bent at an angle to the plane of the lever proper, said machine comprising a bed to receive the lever, a spindle mounted in said bed for reciprocal motion into and out of engagement with a central hole in said lever and spring means to hold the spindle in said engagement, manual means for operating said spindle, receiving means on the bed for a portion of said lever' to hold the same in proper orientation, a press head for reciprocal motion to and from said bed, a vertical ram in said press head for engaging said lever to hold the saine against the bed, said rain being mounted in said head for limited reciprocal motion, spring means above said ram to hold the same normally extended, a collar around said ram and slidable thereon, fingers on said collar positioned to sweep the end of the ram to remove adhering levers therefrom, a shaft slidable Within limits in said press head and carrying said collar, spring means holding said shaft normally extended, stop means on said bed to engage said shaft and thus raise
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
Feb 2, 1943.' A. DE RENTns 2,309,632
FORMING DIE SET A 11.5303 DeHEnrii Feb.z, 1943. A. DE RENTH'S v2,309,632
FORMING DIE SET Filed Sept. l5, 1940 2 Sheets-Sheet 2 /o 7: i n@ Ausl l gy Qwm ma@ Patented Feb. 2, 1943 UNITED STATES PATENT OFFICE (Granted under the act of March 3, 1883, as amended April 30', 1928; 370 O. G. 757) 4 Claims.
The invention described herein may be manufactured and used by or for the Government for governmental purposes, without the payment to me of any royalty thereon.
This invention deals with an improvement in the manufacture of escapement levers for time shell fuse clockwork which consistsin reforming the escapem-ent pallets after manufacture of the same and prior to assembly in the clockwork.
The dimensions and degree of relative orientation of the parts of the lever are of vital importance in the proper functioning of the clockwork. The pallets, in particular, which include the points of contact with the escapement wheel are of a relatively small dimension and small variations in the distance between such points of contact will introduce large errors in the timing. Durf ing manufacture the escapement levers, due to various causes, notably nesting, will suffer deformation between the pallets, causing a change .in this vital dimension. In the present invention such difliculties are avoided by a check step which will reform the pallets prior to assembly in the clockwork.
It is, therefore, an object of this invention to. reform an escapement lever for the clockwork of a time shell fuse subsequent to fabrication of the lever and prior to its assembly into the fuse.
In a preferred embodiment of the invention, this object is accomplished by means of machinery, including forming dies as illustrated in the accompanying drawings, in which:
Fig. 1 is a front elevation in section of the machine, with the escapement lever in place, showing the reforming step completed.
Fig. 2 is a plan view on the line 2-2 of Fig. 1;
Fig. 3 is a partial sectional view on the line 3--3 of Fig. 1;
Fig. 4 is a detail of the side forming dies;
Fig. 5 is a bottom plan of the upper outer die;
Fig. 6 is a bottom plan of the stripper; and
Fig. 7 is a view in perspective of an oscillating lever of the type to be reformed.
Following is a detailed description of the drawings and of the manner in which the invention is to be practiced:
In Fig. '7, which shows an oscillating escapement lever, I is the central hole in which the bearing pivot is to be fastened, 2 and 3 are the pallets with knife edges 4 and 5, respectively,
for engagement with an escapement wheel.
Referring to Fig. 1, the end of rod E on piston 1 is maintained above the level of anvil B by the pressure of spring 9. Rod 6 is a centering device for the work, in this case for receiving the central hole I of the escapement lever of Fig. 7. For disengaging the work, rod 6 is withdrawn by action of hand lever I0, pivoted about bolt II.
Plate I2 (Fig. 2) serves to hold the escapement lever in its proper clock-angle orientation on the bed plat-e I3 by means of notch I4.
Four dies are employed in the reforming operations, two vertical dies I5 and IE which will be referred to as the upper outer die and upper inner die, respectively, and two side dies Il and I8.
The press head for the dies consists of two parts I9 and 2E) joined by bolts 2I and 22. 23
' is a dowel. The thrust is transmitted from auxiliary machinery (shown generally at 24) through the head and thence to the upper dies by means of a spring 25. The upper outer die has a sliding fit in head 29 and is held against rotation by key 26 fitting in slot 26'. The downward motion of head I9, 2li also impels the side dies Il and I8 inward by the action of rollers 21 and 28 on cam surfaces 29 and 30, respectively. The travel of the side dies is regulated by set screws 3| and 32. On raising the press head, the side dies are returned by springs 33 and 34, such motion being limited by set screws 3I and 32'.
The upper inner die I6 is clamped within the upper outer die I5 by means of a set screw 35 and the two dies move as a unit. The inner die moves to a position within the pallets and serves as a mandrel for the pressing or reforming operation of the side dies. The upper outer die I5 is brought down on the arms of the escapement lever as shown by the dotted lines in Fig. 1, and holds them flat on the bed plate during the reforming operation. This outer die (Figs. 4 and 5) has slots 36`and 31 and sectors 38 and 39 to accommodate the pallets, side dies and stripper fingers. The latter are shown at 40 and 4I in Figs. 1 and 6.
The stripper 42 is a sleeve enveloping outer die I5 and underslinging it by means of fingers 40 and 4I. These fingers are designed to engage the tops of pallets 2 and 3 and remove them from the upper dies in case they adhere thereto. The fingers are prevented from contacting the pallets prior to ascent of the upper dies, by the adjustment of stop 43. On the down stroke of the press, rod 44 engages the stop and spring 45 is slightly compressed. The stripg per 42 is connected to rod 44 by means of a yoke 45 engaging in a necked portion 46 of the stripper and is therefore brought to a stop with rod 44. On ascent of the dies, spring 45 will cause stripper l2 to lag behind the press head and come into engagement with pall- ets 2 and 3 in case they have adhered to the upper dies, and Will thus remove them therefrom.
The upper dies are connected to the press head by spring because they must be brought into position over the escapenient lever in advance of the contact with the pallets by the side dies, otherwise a jamming action would occur.
The operation is as follows. Hole l of he escapement lever is slipped over rod 5 and one arm of the escapement lever is slipped into notch it. The upper dies are brought down into contact with the Work and at t. e same time, ide dies ll' and E8 move in and press the pallets 2 and 3 into their proper position, in this case erpendicular, with respect to the plane of the lever arms. It may be necessary to make the upper inner die oi a diameter somewhat smaller than the inner diameter of le pallet sectors and also to shape the pressure area of the side dies so t at the top part thereof contacts the pallet in advance of the lower part in order that the pallets will assume the desired iinal position their natural resilient restoring force has eXp-ended itself following the reformoperation.
On the up stroke of the press the site dies retract. If the Work has adhered to the upper dies it is removed tl erefrom by the stripper, Lever l0 is pressed down and the Work is easily brushed from the bed plate. Lever lll is released and another piece of Work inse tod on rod 6 to commence another cycle.
The particular machine described herein is for the purpose of illustration only and it is not intended that the invention be limited thereby, but only in such degree as lies Within the scope of the appended claims.
I claim:
l. A machine for reforming eseapement levers for clockwork fuse said levers having pallets bent at an angle to the plane of the lever proper, said machine comprising a bed for reception of the lever, a resiliently held reciprocating anchoring rod for le lever, a slot ed member on the bed to receive one arm of the lever to position the same, a head member bearing a vertical die for pressing on the face of said lever, transverse dies on said bed to engage said pallets, cam means on said transverse dies, and cooperating means on said head member to transmit its motion to the transverse dies through said cam means.
2. In a machine as in claim l, a sliding fit of imited motion between said head mem er and aid vertical die and resilient means normally iolding said vertical die an advanced position With respect to the motion of said head member.
3. In a machine as in claim l, stripper means carried by said head member and resiliently held for limited motion adjacent said vertical die for removingr adheringr levers therefrom.
4. A machine for reforming escapement levers for clockwork fuses, said levers having pallets bent at an angle to the plane of the lever proper, said machine comprising a bed to receive the lever, a spindle mounted in said bed for reciprocal motion into and out of engagement with a central hole in said lever and spring means to hold the spindle in said engagement, manual means for operating said spindle, receiving means on the bed for a portion of said lever' to hold the same in proper orientation, a press head for reciprocal motion to and from said bed, a vertical ram in said press head for engaging said lever to hold the saine against the bed, said rain being mounted in said head for limited reciprocal motion, spring means above said ram to hold the same normally extended, a collar around said ram and slidable thereon, fingers on said collar positioned to sweep the end of the ram to remove adhering levers therefrom, a shaft slidable Within limits in said press head and carrying said collar, spring means holding said shaft normally extended, stop means on said bed to engage said shaft and thus raise the collar on the ram above the end of the ram when the head in lowered, transverse die members slidable on said plate against spring pressure to engage said pallets in pressing engagement, means on the ram fitting Within the pallets to form a mandrel for the pressure of the transverse dies, cam means on said transverse dies, depending legs on said press head, and means on said legs to engage said cam means and actuate the transverse dies.
AUGUSTO DE RENTIIS.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US356629A US2309632A (en) | 1940-09-13 | 1940-09-13 | Forming die set |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US356629A US2309632A (en) | 1940-09-13 | 1940-09-13 | Forming die set |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US2309632A true US2309632A (en) | 1943-02-02 |
Family
ID=23402252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US356629A Expired - Lifetime US2309632A (en) | 1940-09-13 | 1940-09-13 | Forming die set |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US2309632A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2424296A (en) * | 1945-10-11 | 1947-07-22 | Victor F Zahodiakin | Machine for setting and ejecting preformed spiral studs |
| US2481530A (en) * | 1944-08-31 | 1949-09-13 | Sr Lewis M Oden | Device for and method of setting spark plug electrodes |
-
1940
- 1940-09-13 US US356629A patent/US2309632A/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2481530A (en) * | 1944-08-31 | 1949-09-13 | Sr Lewis M Oden | Device for and method of setting spark plug electrodes |
| US2424296A (en) * | 1945-10-11 | 1947-07-22 | Victor F Zahodiakin | Machine for setting and ejecting preformed spiral studs |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2542864A (en) | Machine for making nuts | |
| US2309632A (en) | Forming die set | |
| US1904920A (en) | Apparatus for forming sheet metal caps | |
| US2436342A (en) | Method and means for making nut blanks or the like | |
| US1799229A (en) | Roller and ram lift riveter | |
| JPS58184024A (en) | Drawing die | |
| US1503551A (en) | Band-punching machine | |
| US2390121A (en) | Method and machine for assembling washers with screw-threaded fasteners | |
| US2533914A (en) | Blank feeding and locating mechanism for punch presses | |
| US2395722A (en) | Method of and apparatus for making rivets | |
| US2911081A (en) | Feed control mechanism | |
| US1402919A (en) | Upsetting tool | |
| US2324496A (en) | Resizing and shaving die set | |
| US2630862A (en) | Apparatus for perforating hollow cylindrical objects | |
| US2319766A (en) | Punch press tool | |
| US2318825A (en) | Cutoff and transfer mechanism | |
| US1207948A (en) | Forging-machine for making circular caps and analogous metal forms. | |
| SU579864A3 (en) | Die set for manufacturing blanks of sleeve type | |
| US1619494A (en) | Upsetting mechanism | |
| US1503973A (en) | Terminal-setting tool | |
| US2390600A (en) | Punch press mechanism | |
| US1546393A (en) | Machine for making articles having connected links | |
| US2106451A (en) | Apparatus for assembling spark plugs | |
| CN105458083A (en) | Round snap ring bending mold | |
| US2962058A (en) | Apparatus for forming point contacts for transistors |