US20020184858A1 - Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines - Google Patents
Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines Download PDFInfo
- Publication number
- US20020184858A1 US20020184858A1 US10/217,048 US21704802A US2002184858A1 US 20020184858 A1 US20020184858 A1 US 20020184858A1 US 21704802 A US21704802 A US 21704802A US 2002184858 A1 US2002184858 A1 US 2002184858A1
- Authority
- US
- United States
- Prior art keywords
- package
- zipper
- film
- reclosable
- packages
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000007789 sealing Methods 0.000 claims abstract description 28
- 238000004519 manufacturing process Methods 0.000 claims description 4
- 229920006280 packaging film Polymers 0.000 claims 1
- 239000012785 packaging film Substances 0.000 claims 1
- 230000015572 biosynthetic process Effects 0.000 abstract description 5
- 238000003780 insertion Methods 0.000 description 15
- 230000037431 insertion Effects 0.000 description 15
- 238000004806 packaging method and process Methods 0.000 description 5
- 210000005069 ears Anatomy 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/04—Enclosing successive articles, or quantities of material between opposed webs one or both webs being formed with pockets for the reception of the articles, or of the quantities of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
- B65B9/093—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8132—Applying the closure elements in the machine direction
Definitions
- the present invention relates to the field of reclosable packaging. More particularly, the present invention relates to methods of making reclosable packages having slide zippers on horizontal form-fill-seal (HFFS) machines.
- HFFS horizontal form-fill-seal
- a chain of packages is formed, filled and sealed on an HFFS machine or the like.
- a pair of opposing film extensions are provided on each package.
- a reclosable zipper is inserted between the film extensions of the leading package and sealed thereto.
- a slider is then inserted on to the reclosable zipper of the leading package and the completed leading package is cut from the chain.
- packages having reclosable zippers are output from an HFFS machine or the like, either individually or in a chain. A slider is then inserted on to the zipper of each package in turn.
- packages are formed, filled and sealed on a horizontal form-vertical fill-seal (HVFS) machine or the like.
- HVFS horizontal form-vertical fill-seal
- a reclosable zipper is sealed to each package and a slider is inserted on to each zipper, either before or after zipper sealing.
- a longitudinally oriented zipper with periodically occurring sliders is placed adjacent to a longitudinal center of a web whereby a first of two flanges of the zipper is sealed to the web.
- the web is folded about the longitudinal center so that the web engages both sides of the zipper and the second of the two flanges is likewise sealed to the web.
- FIG. 1 shows packages being made on an HFFS machine in accordance with a first embodiment of the present invention
- FIG. 2 is a perspective view of a package made on the HFFS machine of FIG. 1 prior to attaching the zipper;
- FIG. 3 is a cross-sectional view of the HFFS machine of FIG. 1 at the slider insertion point;
- FIG. 4 is a cross-sectional view of a first variation of the HFFS machine of FIG. 1;
- FIG. 5 shows sliders being inserted on a chain of packages in accordance with a second embodiment of the present invention
- FIG. 6 shows sliders being inserted on to individual packages in accordance with a variation of the second embodiment of the present invention
- FIG. 7 shows packages being made on an HFFS machine in accordance with a third embodiment of the present invention.
- FIG. 8 is a cross-sectional view of the HFFS machine of FIG. 7;
- FIG. 9 is a cross-sectional view of a package made on the HFFS machine of FIG. 7;
- FIG. 10 shows packages being made on an HFFS machine in accordance with a variation of the third embodiment of the present invention.
- FIG. 11 is a cross-sectional view of packages being made on the HFFS machine of FIG. 10;
- FIG. 12 shows packages being made on an HFVS machine in accordance with a fourth embodiment of the present invention.
- FIG. 13 shows packages being made on an HFVS machine in accordance with a first variation of the fourth embodiment of the present invention
- FIG. 14 shows packages being made on an HFVS machine in accordance with a second variation of the fourth embodiment of the present invention
- FIG. 15 is a cross-sectional view of reclosable zipper being sealed to one package side in the HFVS machine of FIG. 14;
- FIG. 17 is a cross-sectional view of a tamper evident sealed being placed on a package made on the HFVS machine of FIG. 14;
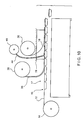
- FIG. 18 shows packages being made on an HFVS machine in accordance with a third variation of the fourth embodiment of the present invention.
- FIG. 19 is a cross-sectional view of a package being formed on the HFVS machine of FIG. 18;
- FIG. 20 is a perspective view of the film forming a package in accordance with a fifth embodiment of the present invention.
- FIG. 21 is a top perspective view of the film forming a package in accordance with the fifth embodiment of the present invention.
- FIG. 22 is a cross-sectional view along plane 22 - 22 of FIG. 21;
- FIG. 23 is a cross-sectional view along plane 23 - 23 of FIG. 21.
- FIG. 24 is a cross sectional view along plane 24 - 24 of FIG. 21.
- FIG. 1 shows how slide-zippered packages can be made on a typical thermoform HFFS machine 10 .
- Forming film 12 is indexed off a coil 14 of the same in a package forming direction. Downstream of the forming film coil 14 at a forming station 15 the forming film 12 is thermoformed, using techniques well-known to those of ordinary skill in the reclosable packaging art, into a chain 13 of advancing box-like bottom portions or trays 16 of what will ultimately be completed packages. Product may then be loaded into the bottom portions 16 at a loading station 17 if desired.
- top film 18 is indexed off a coil 20 of the same in the package forming direction, laid over the advancing bottom portions 16 and perimeterly sealed thereto at four locations 22 , 24 , 26 , 28 at a sealing station 21 to form a sealed package 29 , as shown in FIG. 2.
- the seal at the package opening 22 takes the form of a peel seal so that the consumer can easily gain access to the contents of the package.
- FIG. 2 which is a perspective view of a sealed package 29 formed on the thermoform HFFS machine of FIG. 1 prior to zipper and slider insertion
- the bottom portion 16 and top film 18 are each provided with film extensions 30 , 32 which extend beyond the peel seal 22 on one side of the package 29 .
- the film extensions 30 , 32 are not sealed to each other and may readily be spread apart from each other.
- the package chain 13 enters a zipper and slider insertion and attaching station 34 .
- the film extensions 30 , 32 of the leading package are spread apart from each other and interlocked reclosable zipper 36 supplied from a coil 38 of the same is fed between the film extensions 30 , 32 , as shown in FIG. 3, which is a cross-sectional view of the package chain and zipper and slider insertion and attaching station 34 .
- the zipper is comprised of two interlocking closure elements 39 , 41 and flanges 40 , 42 extending therefrom which are sealed to the film extensions 30 , 32 , such as by a pair of seal bars (not shown).
- the zipper 36 is stomped at each end of the package by a stomping apparatus (not shown) to provide end stops for the slider and to ensure that the ends of the zipper 36 do not come apart during use.
- a slider 44 is then removed from a coil 46 thereof and inserted on to the zipper 36 by a slider insertion apparatus (not shown).
- the slider and zipper are designed such that the slider will open the zipper as the slider is moved along the zipper in an opening direction towards an opening end of the zipper and close the zipper as the slider is moved along the zipper in a closing direction towards a closing end of the zipper. It is preferable during slider insertion that the slider be inserted at the closing end of the zipper since the zipper is initially interlocked. The slider will thus be positioned for normal functioning. If the slider is inserted at a location other than at the closing end, it will be necessary to actuate the slider by moving it to the closing end, after which the slider will be in position for normal functioning. Such actuation may be done on the HFFS machine, or it may be done by the initial package user.
- the leading package is cross-cut from the remainder of the chain 13 by any one of many commonly known cutting apparatuses (not shown) to remove a completed package 48 having a slide zipper.
- the package chain 13 may be a single chain as shown in FIG. 3, or, alternatively, may be a multiple chain, such as the double chain 50 shown in cross-section in FIG. 4.
- the process of making the packages is virtually identical to that described above, except that the zippers and sliders are attached to the opposite sides 47 , 49 of the package chain simultaneously, as shown in FIG. 4, thus requiring two zipper and slider insertion and attaching stations 34 .
- a second cut is needed in the machine direction along the central axis 51 of the chain to remove the side-by-side packages from one another.
- thermoform HFFS machines but may be practiced on any type of package making machine where the packages are formed with film extensions 30 , 32 of the type discussed above.
- FIGS. 5 and 6 depict a second embodiment of the present invention.
- Zippered packages 52 are output from an HFFS machine (not shown), or any other type of bag making machine.
- the package chain 54 is indexed into a slider insertion station 56 .
- the ends of the zipper 36 on the leading package in the chain 54 are stomped as discussed above.
- a slider 44 is removed from the slider coil 46 and inserted on to the zipper 36 .
- a completed package 58 have a slide zipper is cross-cut from the chain by a cutting apparatus (not shown).
- the packages 52 are individual and not chained together.
- the individual packages 52 are transported one by one into the slider insertion station 56 by a conveyor belt 60 or the like, where the ends of the zipper 36 on the leading package are stomped (unless the stomping was done during package formation) and a slider 44 is removed from the slider coil 46 and inserted on to the zipper 36 to provide a completed slide-zippered package 58 .
- FIG. 7 shows a thermoform HFFS machine 62 configured to make slide-zippered packages.
- the forming film 12 is indexed off a coil 14 of the same. Downstream of the forming film coil 14 at a forming station 15 the forming film 12 is thermoformed into a chain 13 of box-like bottom portions or trays 16 of what will ultimately be completed packages. Product may then be loaded into the bottom portions 16 at the loading station 17 if desired.
- Each bottom portion 16 is provided with a lip 64 on one side thereof, as shown in FIG. 8, which is a cross-sectional view of the chain 13 .
- the reclosable zipper 36 is indexed off a coil 38 of the same and laid over the lips 64 of the bottom portions 16 .
- the lower zipper flange 42 is then sealed to the lips 64 by a sealing mechanism, such as a heater bar 63 , at a sealing station 68 .
- the heater bar 63 is positioned below the lips 64 , as shown in FIG. 7 a , which is a cross-sectional view of zipper attachment to the package lips.
- FIG. 7 a is a cross-sectional view of zipper attachment to the package lips.
- an insulating and guide plate 67 positioned between the zipper flanges.
- the insulating and guide plate 67 provides a surface for the heater bar to react against and removes any danger of sealing through the zipper flanges, thereby eliminating the need for accurate heat control.
- the insulating and guide plate 67 also serves to guide and position the zipper onto the package lips to ensure accurate sealing.
- a slider 44 is then removed from the slider coil 46 and inserted on to the zipper 36 of the instant bottom portion 16 at an insertion station 70 .
- the ends of the zipper are stomped.
- the zipper ends could have been stomped together earlier, either on the machine or pre-stomped prior to winding on the supply coil, and the zipper indexed to the bottom portion.
- the top film 18 is then indexed off the top film coil 20 , laid over the formed bottoms 16 and the attached zipper 36 and sealed to the formed bottoms 16 and the upper flange 40 of the zipper 36 around the perimeter of the package at a second sealing station 72 .
- the seal at the mouth of the package may take the form of a peel seal to provide easy access to the contents of the package.
- the top film 18 may be heat tacked to the bottom portion 16 over the zipper 36 to provide a tamper evident seal 65 , as shown in FIG. 9.
- the completed packages 48 are cross-cut from the chain at a cutting station 74 . If a double chain is used, as shown in FIG. 8, then the side-by-side packages must also be cut from each other in the machine direction.
- FIGS. 10 and 11 a triple package chain is shown in FIGS. 10 and 11.
- the top film 18 is pre-perforated so that it can be split into three sections and laid over each of the bottom portions 16 . This splitting is achieved by a separator assembly 78 having three L-shaped separator plates 78 a , 78 b , 78 c .
- the vertical portions of the separator plates 78 a , 78 b , 78 c split the pre-perforated top film 18 into three portions 18 a , 18 b , 18 c and guide the three top film portions as they are laid over their corresponding bottom portions 16 . Additionally, the horizontal portions of the separator plates interact with the sealing mechanism to ensure that there is no seal through, eliminating the need for accurate heat control.
- FIG. 12 shows how slide-zippered packages can be made on a horizontal form-vertical fill-seal machine (HFVS) 80 in accordance with a fourth embodiment of the present invention.
- HFVS horizontal form-vertical fill-seal machine
- Package film 82 is paid off a roll 84 of the same. Downstream a pull roller 98 is provided for driving the film 82 through the machine. A folder plow 86 positioned downstream of the film roll 84 folds the package film 82 about a bottom fold or crease 83 to form opposing package walls 116 , 118 . Interlocked reclosable zipper 36 is then paid off a roll 38 of the same and fed between the advancing package walls. Sliders 44 are inserted on to the reclosable zipper 36 prior to the folder plow 86 at package width intervals at what will be the closing end of the zipper by a slider insertion mechanism at the slider insertion station 88 . The sliders 44 are supplied from the slider coil 46 .
- first sealing station 90 the zipper flanges 40 , 42 are sealed to the opposing package walls. Then at stomping stations 92 , the ends of the zipper 36 for a given package are stomped. At a second sealing station 94 , the folded film and zipper are cross-sealed to form discrete packages.
- the zippers are closed, it is necessary to open the zippers in order to fill the packages. This is achieved at a slider opening station 96 , where the slider is held in position as the zipper and film are advanced when the pull rollers 98 are activated. As the zipper moves through the slider, it is opened. Alternatively, the slider itself may be moved. Then, at a cutting station 100 the individual packages 102 are cut from one another. The separated packages 102 are then taken to the filling station 104 where they are filled. Filling may occur by means of a filling turret 106 or the packages may be filled in-line, both of which techniques are well-known to those of ordinary skill in the art. After a package is filled, the slider 44 is moved backed to the closing end of the zipper. Finally, a tamper evident 108 seal may optionally be provided above the zipper 36 . Completed slide-zippered packages 110 are then output from the machine.
- FIG. 13 A first variation of the fourth embodiment is shown in FIG. 13.
- the sliders are attached downstream of the folder plow 86 , rather than upstream of the folder plow 86 .
- the sliders 44 are attached to the zippers 36 at their opening ends, rather than at their closing ends as above.
- This opening action is carried out at an opening station 97 by a suitable mechanism provided for the specific zipper construction. After filling at the filling station 104 , the slider is moved to the closing end of the zipper.
- FIG. 14 A second variation of the fourth embodiment of the present invention is shown in FIG. 14. Under certain circumstances it may be desirable to eliminate the step of opening the zipper for filling. This can be done by sealing one zipper flange to one side of the folded film at the first sealing station 90 prior to filling, as shown in FIG. 15, rather than sealing both flanges to the film as done previously.
- one flange 40 of the zipper is sealed to one wall 116 of the folded film 82 a distance below the top 120 .
- the film 82 protrudes above the zipper to form a pair of opposing ears 122 .
- a J-shaped insulator plate 124 is inserted between the zipper flanges 40 , 42 and between the unsealed zipper flange 42 and the other package wall 118 , as shown in FIG. 15.
- one of the seal bars 112 is kept hot and the other 114 is deactivated.
- the packages are cross-sealed from the bottom of the film 92 up to but not including the zipper.
- the zipper is bent to one side, as shown in FIG. 16. In this manner, filling may proceed unobstructed, and there is no danger of contaminating the zipper.
- the unsealed zipper flange 42 is sealed to the other side of the package and the ears 122 are sealed to each other by a pair of seal bars 126 with a perforation seal and a peel seal above the zipper 36 , as shown in FIG. 17.
- the ends of the zipper are cross-sealed together and end stops for the slider are created.
- the above indicated zipper cross-seals extend below the zipper flanges into the package side seals, but not above and beyond the zipper profiles.
- the order of the steps can be varied.
- the zipper 36 could be fed to the film 82 and the zipper flange 40 could be sealed to the film 82 prior to the folding step.
- FIG. 18 A third variation of the fourth embodiment of the present invention is shown in FIG. 18.
- the zipper 36 and slider 44 are attached to the bottom 128 of the package, rather than at the top 120 .
- a perforator 130 perforates the film 82 below the slider 44 to form a pair of lines of perforation 132 (alternatively, a single line of perforation 32 a may be provided, additionally other lines of weakness may be substituted for the line or lines of perforation).
- the film 82 includes bottom fold 140 from which panel walls rise vertically.
- the zipper is then sealed adjacent to the bottom fold 140 of the package by sealing the zipper flanges to the film beyond the perforation lines, as shown in FIG. 19.
- a peel seal 136 may be provided between the zipper flanges in order to maintain the integrity of the packages.
- the packages are completed as discussed above, except that they are filled from the opposing end to which the zipper has been attached. Further, if a bottom gusset is required a V shaped film can be introduced between the package walls 116 and 118 and sealed into place. During use, the packages are inverted so that the zipper and slider are at the top and the perforated portion 134 is torn away from the package to gain access to the slider.
- FIGS. 20 - 25 illustrate a fifth embodiment of the invention.
- Zipper 36 including flanges 40 and 42 , is placed adjacent to or offset from the center longitudinal or machine direction line 200 of film 82 .
- Sliders 44 have been previously placed at package-width intervals along zipper 36 .
- flange 42 is sealed to film 82 by sealing bar 300 .
- film 82 is subsequently folded over zipper 36 so that flange 40 is urged toward film 82 at a position which is likewise adjacent to or offset from the longitudinal or machine direction centerline of film 82 .
- film 82 is then oriented into a vertical position and flange 40 is sealed to film 82 by sealing bar 400 .
- Center longitudinal or machine direction line 200 thereafter forms bottom fold 140 and a structure similar to that of FIG. 19 is formed and the packages are similarly filled and separated.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Bag Frames (AREA)
Abstract
Methods of making slide-zippered reclosable packages are provided. In one embodiment, a pair of opposing film extensions are provided on each package between which a zipper and slider are attached. In another embodiment, sliders are inserted on to zippered packages output from a form-fill-seal machine or the like. In yet another embodiment, during package formation a reclosable zipper is sealed to each package and then a slider is inserted on to the zipper. In yet another embodiment, during package formation a reclosable zipper is sealed to each package and a slider is inserted on to each zipper, either before or after zipper sealing. In a still further embodiment, a first flange of the zipper sealed adjacent to a machine direction center line of the package film, the film is folded about said machine direction center line to form a fold and a second flange of the zipper is sealed to the folded over portion of the film.
Description
- This application is a continuation-in-part of application Ser. No. 09/631,179 filed on Aug. 2, 2000 which, in turn, is a divisional of application Ser. No. 09/316,866, filed on May 21, 1999, now U.S. Pat. No. 6,138,439.
- 1. Field of the Invention
- The present invention relates to the field of reclosable packaging. More particularly, the present invention relates to methods of making reclosable packages having slide zippers on horizontal form-fill-seal (HFFS) machines.
- 2. Description of the Prior Art
- Methods of making reclosable packages on various types of HFFS machines are well known in the reclosable packaging art, such as that disclosed in U.S. Pat. No. 4,876,842. Slide zippers, i.e., plastic zippers opened and closed by a slider, are likewise well-known in the reclosable packaging art. Examples of several types of slide zippers can be found in U.S. Pat. Nos. 5,007,143, 5,008,971, 5,131,121 and 5,664,299.
- The reclosable packaging art, however, is virtually, if not totally, silent as it relates to the manufacture of slide-zippered packages on HFFS machines. Because of the facility which is provided by slide zippers to consumers of reclosable packages and because of the large volume of reclosable packages made on HFFS machines today, it is highly desirable and advantageous to combine the two technologies so that slide-zippered reclosable packages can be made on HFFS machines.
- According to a first embodiment of the present invention, a chain of packages is formed, filled and sealed on an HFFS machine or the like. A pair of opposing film extensions are provided on each package. As the chain of packages is indexed forwardly, a reclosable zipper is inserted between the film extensions of the leading package and sealed thereto. A slider is then inserted on to the reclosable zipper of the leading package and the completed leading package is cut from the chain.
- According to a second embodiment of the present invention, packages having reclosable zippers are output from an HFFS machine or the like, either individually or in a chain. A slider is then inserted on to the zipper of each package in turn.
- According to a third embodiment of the present invention, packages are formed, filled and sealed on an HFFS machine or the like. During package formation, a reclosable zipper is-sealed to each package and then a slider is inserted on to the zipper.
- According to a fourth embodiment of the present invention, packages are formed, filled and sealed on a horizontal form-vertical fill-seal (HVFS) machine or the like. During package formation, a reclosable zipper is sealed to each package and a slider is inserted on to each zipper, either before or after zipper sealing.
- According to a fifth embodiment of the present invention, a longitudinally oriented zipper with periodically occurring sliders is placed adjacent to a longitudinal center of a web whereby a first of two flanges of the zipper is sealed to the web. The web is folded about the longitudinal center so that the web engages both sides of the zipper and the second of the two flanges is likewise sealed to the web.
- The present invention will now be described in detail, with frequent reference being made to the drawings identified below in which the same numerals represent the same elements.
- In the accompanying drawings:
- FIG. 1 shows packages being made on an HFFS machine in accordance with a first embodiment of the present invention;
- FIG. 2 is a perspective view of a package made on the HFFS machine of FIG. 1 prior to attaching the zipper;
- FIG. 3 is a cross-sectional view of the HFFS machine of FIG. 1 at the slider insertion point;
- FIG. 4 is a cross-sectional view of a first variation of the HFFS machine of FIG. 1;
- FIG. 5 shows sliders being inserted on a chain of packages in accordance with a second embodiment of the present invention;
- FIG. 6 shows sliders being inserted on to individual packages in accordance with a variation of the second embodiment of the present invention;
- FIG. 7 shows packages being made on an HFFS machine in accordance with a third embodiment of the present invention;
- FIG. 7 a is a cross-sectional view of the HFFS machine of FIG. 7 at the first zipper sealing station;
- FIG. 8 is a cross-sectional view of the HFFS machine of FIG. 7;
- FIG. 9 is a cross-sectional view of a package made on the HFFS machine of FIG. 7;
- FIG. 10 shows packages being made on an HFFS machine in accordance with a variation of the third embodiment of the present invention;
- FIG. 11 is a cross-sectional view of packages being made on the HFFS machine of FIG. 10;
- FIG. 12 shows packages being made on an HFVS machine in accordance with a fourth embodiment of the present invention;
- FIG. 13 shows packages being made on an HFVS machine in accordance with a first variation of the fourth embodiment of the present invention;
- FIG. 14 shows packages being made on an HFVS machine in accordance with a second variation of the fourth embodiment of the present invention;
- FIG. 15 is a cross-sectional view of reclosable zipper being sealed to one package side in the HFVS machine of FIG. 14;
- FIG. 16 is a cross-sectional view of a package prior to being filled on the HFVS machine of FIG. 14;
- FIG. 17 is a cross-sectional view of a tamper evident sealed being placed on a package made on the HFVS machine of FIG. 14;
- FIG. 18 shows packages being made on an HFVS machine in accordance with a third variation of the fourth embodiment of the present invention;
- FIG. 19 is a cross-sectional view of a package being formed on the HFVS machine of FIG. 18;
- FIG. 20 is a perspective view of the film forming a package in accordance with a fifth embodiment of the present invention;
- FIG. 21 is a top perspective view of the film forming a package in accordance with the fifth embodiment of the present invention;
- FIG. 22 is a cross-sectional view along plane 22-22 of FIG. 21;
- FIG. 23 is a cross-sectional view along plane 23-23 of FIG. 21; and
- FIG. 24 is a cross sectional view along plane 24-24 of FIG. 21.
- In accordance with a first embodiment of the present invention, FIG. 1 shows how slide-zippered packages can be made on a typical
thermoform HFFS machine 10. Formingfilm 12 is indexed off acoil 14 of the same in a package forming direction. Downstream of the formingfilm coil 14 at a formingstation 15 the formingfilm 12 is thermoformed, using techniques well-known to those of ordinary skill in the reclosable packaging art, into achain 13 of advancing box-like bottom portions ortrays 16 of what will ultimately be completed packages. Product may then be loaded into thebottom portions 16 at aloading station 17 if desired. After optional product loading,top film 18 is indexed off acoil 20 of the same in the package forming direction, laid over the advancingbottom portions 16 and perimeterly sealed thereto at fourlocations station 21 to form a sealedpackage 29, as shown in FIG. 2. The seal at thepackage opening 22 takes the form of a peel seal so that the consumer can easily gain access to the contents of the package. - As shown in FIG. 2, which is a perspective view of a sealed
package 29 formed on the thermoform HFFS machine of FIG. 1 prior to zipper and slider insertion, thebottom portion 16 andtop film 18 are each provided withfilm extensions peel seal 22 on one side of thepackage 29. Thefilm extensions - After the
top film 18 is sealed to thebottom portion 16 at the sealingstation 21, thepackage chain 13 enters a zipper and slider insertion and attachingstation 34. At thisstation 34 thefilm extensions reclosable zipper 36 supplied from acoil 38 of the same is fed between thefilm extensions station 34. The zipper is comprised of two interlockingclosure elements flanges film extensions zipper 36 is thus sealed to the film extensions of the leading package, thezipper 36 is stomped at each end of the package by a stomping apparatus (not shown) to provide end stops for the slider and to ensure that the ends of thezipper 36 do not come apart during use. - A
slider 44 is then removed from acoil 46 thereof and inserted on to thezipper 36 by a slider insertion apparatus (not shown). The slider and zipper are designed such that the slider will open the zipper as the slider is moved along the zipper in an opening direction towards an opening end of the zipper and close the zipper as the slider is moved along the zipper in a closing direction towards a closing end of the zipper. It is preferable during slider insertion that the slider be inserted at the closing end of the zipper since the zipper is initially interlocked. The slider will thus be positioned for normal functioning. If the slider is inserted at a location other than at the closing end, it will be necessary to actuate the slider by moving it to the closing end, after which the slider will be in position for normal functioning. Such actuation may be done on the HFFS machine, or it may be done by the initial package user. - After slider insertion, the leading package is cross-cut from the remainder of the
chain 13 by any one of many commonly known cutting apparatuses (not shown) to remove a completedpackage 48 having a slide zipper. - In practice, the
package chain 13 may be a single chain as shown in FIG. 3, or, alternatively, may be a multiple chain, such as thedouble chain 50 shown in cross-section in FIG. 4. In the case of a double chain, where two packages are joined side by side, the process of making the packages is virtually identical to that described above, except that the zippers and sliders are attached to theopposite sides stations 34. Additionally, a second cut is needed in the machine direction along thecentral axis 51 of the chain to remove the side-by-side packages from one another. - The foregoing embodiment of the present invention is not limited to practice on thermoform HFFS machines, but may be practiced on any type of package making machine where the packages are formed with
film extensions - FIGS. 5 and 6 depict a second embodiment of the present invention.
Zippered packages 52, either in achain 54 as shown in FIG. 5 or individually as shown in FIG. 6, are output from an HFFS machine (not shown), or any other type of bag making machine. In the case of FIG. 5, thepackage chain 54 is indexed into aslider insertion station 56. At theslider insertion station 56 or at an earlier station, the ends of thezipper 36 on the leading package in thechain 54 are stomped as discussed above. Then, aslider 44 is removed from theslider coil 46 and inserted on to thezipper 36. Finally, a completedpackage 58 have a slide zipper is cross-cut from the chain by a cutting apparatus (not shown). - In the case of FIG. 6, the
packages 52 are individual and not chained together. Theindividual packages 52 are transported one by one into theslider insertion station 56 by aconveyor belt 60 or the like, where the ends of thezipper 36 on the leading package are stomped (unless the stomping was done during package formation) and aslider 44 is removed from theslider coil 46 and inserted on to thezipper 36 to provide a completed slide-zipperedpackage 58. - In accordance with a third embodiment of the present invention, FIG. 7 shows a
thermoform HFFS machine 62 configured to make slide-zippered packages. As in FIG. 1, the formingfilm 12 is indexed off acoil 14 of the same. Downstream of the formingfilm coil 14 at a formingstation 15 the formingfilm 12 is thermoformed into achain 13 of box-like bottom portions ortrays 16 of what will ultimately be completed packages. Product may then be loaded into thebottom portions 16 at theloading station 17 if desired. Eachbottom portion 16 is provided with alip 64 on one side thereof, as shown in FIG. 8, which is a cross-sectional view of thechain 13. After optional product loading, thereclosable zipper 36 is indexed off acoil 38 of the same and laid over thelips 64 of thebottom portions 16. Thelower zipper flange 42 is then sealed to thelips 64 by a sealing mechanism, such as aheater bar 63, at a sealingstation 68. Theheater bar 63 is positioned below thelips 64, as shown in FIG. 7a, which is a cross-sectional view of zipper attachment to the package lips. Also shown in FIG. 7a is an insulating and guideplate 67 positioned between the zipper flanges. The insulating and guideplate 67 provides a surface for the heater bar to react against and removes any danger of sealing through the zipper flanges, thereby eliminating the need for accurate heat control. The insulating and guideplate 67 also serves to guide and position the zipper onto the package lips to ensure accurate sealing. - A
slider 44 is then removed from theslider coil 46 and inserted on to thezipper 36 of theinstant bottom portion 16 at aninsertion station 70. After slider insertion, the ends of the zipper are stomped. Alternatively, the zipper ends could have been stomped together earlier, either on the machine or pre-stomped prior to winding on the supply coil, and the zipper indexed to the bottom portion. Thetop film 18 is then indexed off thetop film coil 20, laid over the formedbottoms 16 and the attachedzipper 36 and sealed to the formedbottoms 16 and theupper flange 40 of thezipper 36 around the perimeter of the package at a second sealing station 72. As discussed above, the seal at the mouth of the package may take the form of a peel seal to provide easy access to the contents of the package. Optionally, thetop film 18, if it is long enough, may be heat tacked to thebottom portion 16 over thezipper 36 to provide a tamperevident seal 65, as shown in FIG. 9. In the final step, the completedpackages 48 are cross-cut from the chain at a cuttingstation 74. If a double chain is used, as shown in FIG. 8, then the side-by-side packages must also be cut from each other in the machine direction. - When making packages using multiple package chains, it is not necessary that the zippers and sliders be applied to
opposite sides top film 18 is pre-perforated so that it can be split into three sections and laid over each of thebottom portions 16. This splitting is achieved by aseparator assembly 78 having three L-shapedseparator plates top film 18 is indexed off itsroll 20, the vertical portions of theseparator plates top film 18 into threeportions bottom portions 16. Additionally, the horizontal portions of the separator plates interact with the sealing mechanism to ensure that there is no seal through, eliminating the need for accurate heat control. - As indicated above, the present invention is not limited to thermoform HFFS machines, but may be practiced on any type of HFFS machine and on any type of bag making machine for that matter. FIG. 12 shows how slide-zippered packages can be made on a horizontal form-vertical fill-seal machine (HFVS) 80 in accordance with a fourth embodiment of the present invention.
-
Package film 82 is paid off aroll 84 of the same. Downstream apull roller 98 is provided for driving thefilm 82 through the machine. Afolder plow 86 positioned downstream of thefilm roll 84 folds thepackage film 82 about a bottom fold orcrease 83 to form opposingpackage walls reclosable zipper 36 is then paid off aroll 38 of the same and fed between the advancing package walls.Sliders 44 are inserted on to thereclosable zipper 36 prior to thefolder plow 86 at package width intervals at what will be the closing end of the zipper by a slider insertion mechanism at theslider insertion station 88. Thesliders 44 are supplied from theslider coil 46. - At a first sealing
station 90, thezipper flanges stations 92, the ends of thezipper 36 for a given package are stomped. At asecond sealing station 94, the folded film and zipper are cross-sealed to form discrete packages. - Because the zippers are closed, it is necessary to open the zippers in order to fill the packages. This is achieved at a
slider opening station 96, where the slider is held in position as the zipper and film are advanced when thepull rollers 98 are activated. As the zipper moves through the slider, it is opened. Alternatively, the slider itself may be moved. Then, at a cuttingstation 100 theindividual packages 102 are cut from one another. The separated packages 102 are then taken to the fillingstation 104 where they are filled. Filling may occur by means of a fillingturret 106 or the packages may be filled in-line, both of which techniques are well-known to those of ordinary skill in the art. After a package is filled, theslider 44 is moved backed to the closing end of the zipper. Finally, a tamper evident 108 seal may optionally be provided above thezipper 36. Completed slide-zipperedpackages 110 are then output from the machine. - A first variation of the fourth embodiment is shown in FIG. 13. As is clear from FIG. 13, the sliders are attached downstream of the
folder plow 86, rather than upstream of thefolder plow 86. Additionally, thesliders 44 are attached to thezippers 36 at their opening ends, rather than at their closing ends as above. Thus, in order to open the zippers for package filling the zippers must be forced open from the outside of the packages, rather than by using the sliders. This opening action is carried out at anopening station 97 by a suitable mechanism provided for the specific zipper construction. After filling at the fillingstation 104, the slider is moved to the closing end of the zipper. - A second variation of the fourth embodiment of the present invention is shown in FIG. 14. Under certain circumstances it may be desirable to eliminate the step of opening the zipper for filling. This can be done by sealing one zipper flange to one side of the folded film at the first sealing
station 90 prior to filling, as shown in FIG. 15, rather than sealing both flanges to the film as done previously. - As shown in FIG. 15, one
flange 40 of the zipper is sealed to onewall 116 of the folded film 82 a distance below the top 120. Thefilm 82 protrudes above the zipper to form a pair of opposingears 122. To ensure that thezipper flanges station 90, a J-shapedinsulator plate 124 is inserted between thezipper flanges zipper flange 42 and theother package wall 118, as shown in FIG. 15. In addition, one of the seal bars 112 is kept hot and the other 114 is deactivated. Then, at thesecond sealing station 94, the packages are cross-sealed from the bottom of thefilm 92 up to but not including the zipper. When it comes time to fill the bag at the fillingstation 104, the zipper is bent to one side, as shown in FIG. 16. In this manner, filling may proceed unobstructed, and there is no danger of contaminating the zipper. After filling, the unsealedzipper flange 42 is sealed to the other side of the package and theears 122 are sealed to each other by a pair of seal bars 126 with a perforation seal and a peel seal above thezipper 36, as shown in FIG. 17. At the same time the ends of the zipper are cross-sealed together and end stops for the slider are created. The above indicated zipper cross-seals extend below the zipper flanges into the package side seals, but not above and beyond the zipper profiles. - In this variation, the order of the steps can be varied. For instance, the
zipper 36 could be fed to thefilm 82 and thezipper flange 40 could be sealed to thefilm 82 prior to the folding step. - A third variation of the fourth embodiment of the present invention is shown in FIG. 18. In this variation, the
zipper 36 andslider 44 are attached to thebottom 128 of the package, rather than at the top 120. As thefilm 82 is fed over thefolder plow 86, aperforator 130 perforates thefilm 82 below theslider 44 to form a pair of lines of perforation 132 (alternatively, a single line of perforation 32 a may be provided, additionally other lines of weakness may be substituted for the line or lines of perforation). As shown in FIG. 19, thefilm 82 includesbottom fold 140 from which panel walls rise vertically. The zipper is then sealed adjacent to thebottom fold 140 of the package by sealing the zipper flanges to the film beyond the perforation lines, as shown in FIG. 19. Apeel seal 136 may be provided between the zipper flanges in order to maintain the integrity of the packages. - The packages are completed as discussed above, except that they are filled from the opposing end to which the zipper has been attached. Further, if a bottom gusset is required a V shaped film can be introduced between the
package walls perforated portion 134 is torn away from the package to gain access to the slider. - FIGS. 20-25 illustrate a fifth embodiment of the invention.
Zipper 36, includingflanges machine direction line 200 offilm 82.Sliders 44 have been previously placed at package-width intervals alongzipper 36. As shown in FIG. 22,flange 42 is sealed to film 82 by sealingbar 300. As shown in the central portions of FIGS. 20 and 21 and in the cross-sectional view of FIG. 23,film 82 is subsequently folded overzipper 36 so thatflange 40 is urged towardfilm 82 at a position which is likewise adjacent to or offset from the longitudinal or machine direction centerline offilm 82. As shown in FIG. 24 and the rightmost portions of FIGS. 20 and 21,film 82 is then oriented into a vertical position andflange 40 is sealed to film 82 by sealingbar 400. Center longitudinal ormachine direction line 200 thereafter formsbottom fold 140 and a structure similar to that of FIG. 19 is formed and the packages are similarly filled and separated. - Thus, in the foregoing manner the object of the present invention is achieved.
- Modifications to the above would be obvious to those of ordinary skill in the art, but would not bring the invention so modified beyond the scope of the appended claims.
Claims (22)
1. A method of making reclosable packages, said method comprising the steps of:
feeding a supply of package film in a package forming direction;
folding said package film about a bottom fold to form opposing package walls, said opposing package walls advancing in said package forming direction;
feeding a supply of interlocked reclosable zipper between said opposing package walls, said interlocked reclosable zipper including mounted sliders, each of said mounted sliders being adapted to open and close said reclosable zipper as said slider is moved along said reclosable zipper in opening and closing directions, respectively;
sealing said reclosable zipper to said opposing package walls adjacent to said bottom fold; and
cross-sealing said folded film at package-width intervals to form a chain of packages, each of said packages having a reclosable zipper and a slider.
2. The method of claim 1 further including the step of forming at least one line of weakness in said package film.
3. The method of claim 2 wherein said at least one line of weakness is formed between where said zipper is sealed to said opposing package walls.
4. The method of claim 2 wherein said at least one line of weakness is formed proximate to said bottom fold.
5. The method of claim 2 wherein said step of forming said at least one line of weakness is substantially simultaneous with said step of folding said package film.
6. The method of claim 1 further including the step of forming one line of weakness on each of said opposing package walls between said bottom fold and where said zipper is sealed to respective said opposing package walls.
7. The method of claim 1 wherein said sliders are inserted on to said reclosable zipper prior to said reclosable zipper being fed between said opposing package walls.
8. The method of claim 1 further including the step of filling said reclosable package with product at an end opposite to said bottom fold.
9. The method of claim 8 further including the step of sealing said reclosable package at said opposite end after said step of filling.
10. The method of claim 1 further including the step of providing a peel seal between elements of said interlocked reclosable zipper.
11. The method of claim 1 further including the step of cutting each of said packages from said chain of packages.
12. The method of claim 1 wherein ends of said reclosable zipper of each package are cross-sealed.
13. The method of claim 1 wherein said reclosable zipper supply is stomped at package-width intervals.
14. A method of making reclosable packages, said method comprising the steps of:
feeding a supply of package film in a package forming direction;
sealing a first portion of a reclosable zipper on said package film adjacent to a first side of a central machine direction position;
folding said package film about said central machine direction position to form opposing package walls; and
sealing a second portion of said reclosable zipper to said package film adjacent to a second side of said central machine direction position.
15. The method of claim 14 wherein said reclosable zipper includes a plurality of sliders spaced at package-width intervals.
16. The method of claim 14 wherein said step of folding forms a fold along said central machine direction position.
17. The method of claim 14 further including the step of cross-sealing said folded film at package-width intervals to form a chain of packages.
18. The method of claim 14 wherein said first portion of said reclosable zipper includes a first flange and wherein said second portion of said reclosable zipper includes a second flange.
19. A method of making reclosable packages, said method comprising the steps of:
feeding a supply of package film in a package forming direction, said packaging film including first and second portions for defining first and second opposing package walls;
22. The method of claim 21 further including the step of urging said zipper toward said first opposing package wall prior to said step of filling.
23. The method of claim 19 wherein said zipper feeding step is subsequent to said package film folding step.
24. The method of claim 19 wherein said first flange sealing step is subsequent to said package film folding step.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/217,048 US20020184858A1 (en) | 1999-05-21 | 2002-08-12 | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| EP03254795A EP1400446A3 (en) | 2002-08-12 | 2003-07-31 | Slide-zippered reclosable packages |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/316,866 US6138439A (en) | 1999-05-21 | 1999-05-21 | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US09/631,179 US6810639B1 (en) | 1999-05-21 | 2000-08-02 | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US10/217,048 US20020184858A1 (en) | 1999-05-21 | 2002-08-12 | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US09/631,179 Continuation-In-Part US6810639B1 (en) | 1999-05-21 | 2000-08-02 | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20020184858A1 true US20020184858A1 (en) | 2002-12-12 |
Family
ID=31946268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US10/217,048 Abandoned US20020184858A1 (en) | 1999-05-21 | 2002-08-12 | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20020184858A1 (en) |
| EP (1) | EP1400446A3 (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6675558B2 (en) | 2001-04-18 | 2004-01-13 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6688079B2 (en) | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6688080B2 (en) | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6769229B2 (en) | 2001-08-30 | 2004-08-03 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6834474B2 (en) | 1999-07-29 | 2004-12-28 | Kraft Foods Holdings, Inc. | Package with zipper closure |
| US6863646B2 (en) | 2002-06-19 | 2005-03-08 | Kraft Foods Holdings, Inc. | Reclosable system for flexible packages having interlocking fasteners |
| US6884207B2 (en) | 2002-10-25 | 2005-04-26 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US6939041B2 (en) | 2003-01-29 | 2005-09-06 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US6974256B2 (en) | 2001-04-18 | 2005-12-13 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US7306370B2 (en) | 2003-07-31 | 2007-12-11 | Kraft Foods Holdings, Inc. | Shrouded flexible packages |
| US8122687B2 (en) | 2003-07-31 | 2012-02-28 | Kraft Foods Global Brands Llc | Method of making flexible packages having slide closures |
| WO2014172155A1 (en) * | 2013-04-15 | 2014-10-23 | Illinois Tool Works Inc. | Machine direction, transverse direction and angled pre-applied zippers in the angled and transverse direction |
| US20230241855A1 (en) * | 2022-02-01 | 2023-08-03 | Multivac Sepp Haggenmueller Se & Co. Kg | Destacking system for cardboard blanks |
| US11891202B2 (en) * | 2018-05-18 | 2024-02-06 | Gea Food Solutions Germany Gmbh | Unwinding a film roll in a packaging machine |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2399845B1 (en) * | 2010-06-24 | 2016-04-20 | Norio Goto | A method for forming a tetrahedral shape packaging container |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4812074A (en) * | 1985-08-30 | 1989-03-14 | Minigrip, Inc. | Apparatus for making bag material |
| US4876842A (en) * | 1988-01-15 | 1989-10-31 | Minigrip, Inc. | Method of and apparatus for packaging product masses in a form, fill and seal machine |
| US4909017A (en) * | 1989-07-28 | 1990-03-20 | Minigrip, Inc. | Reclosable bag material, method and apparatus |
| US5247781A (en) * | 1991-08-08 | 1993-09-28 | Kraft General Foods, Inc. | In-line application of closure to packaging film |
| US5519982A (en) * | 1991-05-31 | 1996-05-28 | Kraft Foods, Inc. | Pouch having easy opening and reclosing characteristics and method and apparatus for production thereof |
| US5956924A (en) * | 1997-11-07 | 1999-09-28 | Rcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US6138439A (en) * | 1999-05-21 | 2000-10-31 | Illinois Tool Works Inc. | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US6212857B1 (en) * | 1999-07-26 | 2001-04-10 | Illinois Tool Works Inc. | Slide-zipper assembly, method of attaching slide-zipper assembly to thermoplastic film, and method of making slide-zippered packages |
| US6279298B1 (en) * | 1999-08-12 | 2001-08-28 | Pactiv Corporation | Fill-through-the-top package and method and apparatus for making the same |
| US6327837B1 (en) * | 1999-07-15 | 2001-12-11 | Illinois Tool Works Inc. | Slide-zipper assembly with peel seal and method of making packages with slide zipper assembly |
| US6347437B2 (en) * | 1999-05-10 | 2002-02-19 | Pactiv Corporation | Zipper and zipper arrangements and methods of manufacturing the same |
| US6360513B1 (en) * | 1999-05-11 | 2002-03-26 | Sargento Foods Inc. | Resealable bag for filling with food product(s) and method |
| US6412254B1 (en) * | 1999-06-11 | 2002-07-02 | Reynolds Consumer Products Inc. | Resealable package having slider device, tamper-evident structure, and methods of manufacturing |
-
2002
- 2002-08-12 US US10/217,048 patent/US20020184858A1/en not_active Abandoned
-
2003
- 2003-07-31 EP EP03254795A patent/EP1400446A3/en not_active Withdrawn
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4812074A (en) * | 1985-08-30 | 1989-03-14 | Minigrip, Inc. | Apparatus for making bag material |
| US4876842A (en) * | 1988-01-15 | 1989-10-31 | Minigrip, Inc. | Method of and apparatus for packaging product masses in a form, fill and seal machine |
| US4909017A (en) * | 1989-07-28 | 1990-03-20 | Minigrip, Inc. | Reclosable bag material, method and apparatus |
| US4909017B1 (en) * | 1989-07-28 | 1999-02-09 | Minigrip Inc | Reclosable bag material method and apparatus |
| US5519982A (en) * | 1991-05-31 | 1996-05-28 | Kraft Foods, Inc. | Pouch having easy opening and reclosing characteristics and method and apparatus for production thereof |
| US5247781A (en) * | 1991-08-08 | 1993-09-28 | Kraft General Foods, Inc. | In-line application of closure to packaging film |
| US5956924A (en) * | 1997-11-07 | 1999-09-28 | Rcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US6347437B2 (en) * | 1999-05-10 | 2002-02-19 | Pactiv Corporation | Zipper and zipper arrangements and methods of manufacturing the same |
| US6360513B1 (en) * | 1999-05-11 | 2002-03-26 | Sargento Foods Inc. | Resealable bag for filling with food product(s) and method |
| US6138439A (en) * | 1999-05-21 | 2000-10-31 | Illinois Tool Works Inc. | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US6412254B1 (en) * | 1999-06-11 | 2002-07-02 | Reynolds Consumer Products Inc. | Resealable package having slider device, tamper-evident structure, and methods of manufacturing |
| US6327837B1 (en) * | 1999-07-15 | 2001-12-11 | Illinois Tool Works Inc. | Slide-zipper assembly with peel seal and method of making packages with slide zipper assembly |
| US6212857B1 (en) * | 1999-07-26 | 2001-04-10 | Illinois Tool Works Inc. | Slide-zipper assembly, method of attaching slide-zipper assembly to thermoplastic film, and method of making slide-zippered packages |
| US6279298B1 (en) * | 1999-08-12 | 2001-08-28 | Pactiv Corporation | Fill-through-the-top package and method and apparatus for making the same |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6834474B2 (en) | 1999-07-29 | 2004-12-28 | Kraft Foods Holdings, Inc. | Package with zipper closure |
| US6941722B2 (en) | 2001-04-18 | 2005-09-13 | Kraft Foods Holdings, Inc. | Apparatus for manufacturing flexible packages having slide closures |
| US6688079B2 (en) | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6688080B2 (en) | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6823647B2 (en) | 2001-04-18 | 2004-11-30 | Kraft Foods Holdings, Inc. | Apparatus for manufacturing flexible packages having slides closures |
| US6829873B2 (en) | 2001-04-18 | 2004-12-14 | Kraft Foods Holdings, Inc. | Apparatus for manufacturing flexible packages having slide closures |
| US6675558B2 (en) | 2001-04-18 | 2004-01-13 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6974256B2 (en) | 2001-04-18 | 2005-12-13 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US6769229B2 (en) | 2001-08-30 | 2004-08-03 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6863646B2 (en) | 2002-06-19 | 2005-03-08 | Kraft Foods Holdings, Inc. | Reclosable system for flexible packages having interlocking fasteners |
| US6884207B2 (en) | 2002-10-25 | 2005-04-26 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US6939041B2 (en) | 2003-01-29 | 2005-09-06 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US7306370B2 (en) | 2003-07-31 | 2007-12-11 | Kraft Foods Holdings, Inc. | Shrouded flexible packages |
| US8122687B2 (en) | 2003-07-31 | 2012-02-28 | Kraft Foods Global Brands Llc | Method of making flexible packages having slide closures |
| WO2014172155A1 (en) * | 2013-04-15 | 2014-10-23 | Illinois Tool Works Inc. | Machine direction, transverse direction and angled pre-applied zippers in the angled and transverse direction |
| US11214397B2 (en) | 2013-04-15 | 2022-01-04 | Illinois Tool Works Inc. | Machine direction, transverse direction and angled pre-applied zippers in the angled and transverse direction |
| US11891202B2 (en) * | 2018-05-18 | 2024-02-06 | Gea Food Solutions Germany Gmbh | Unwinding a film roll in a packaging machine |
| US20230241855A1 (en) * | 2022-02-01 | 2023-08-03 | Multivac Sepp Haggenmueller Se & Co. Kg | Destacking system for cardboard blanks |
| US12269235B2 (en) * | 2022-02-01 | 2025-04-08 | Multivac Sepp Haggenmueller Se & Co. Kg | Destacking system for cardboard blanks |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1400446A3 (en) | 2005-03-23 |
| EP1400446A2 (en) | 2004-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6526727B2 (en) | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines | |
| EP1353578B1 (en) | Slider-operated fastener with spaced notches and associated preseals | |
| US6244021B1 (en) | Method of applying reclosable zipper to package | |
| US6131369A (en) | Method of applying slider to package having reclosable zipper | |
| EP0745533B1 (en) | Method for applying zipper onto a tubular film on a form-fill-and-seal machine | |
| US6810641B2 (en) | Method and apparatus for forming double zipper bags | |
| US20030145559A1 (en) | Methods of manufacturing reclosable package having slider device | |
| US7096646B2 (en) | Form, fill and seal packaging method utilizing zipper with slider | |
| US20020184858A1 (en) | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines | |
| US20030145558A1 (en) | Horizontal form fill and seal packing method for reclosable packages | |
| MXPA00004971A (en) | Making slide-zippered reclosable packages |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: ILLINOIS TOOL WORKS INC., ILLINOIS Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNORS:AUSNIT, STEVEN;JOHNSON, JOEL;SCHNEIDER, JOHN H.;REEL/FRAME:013197/0367;SIGNING DATES FROM 20020701 TO 20020702 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- AFTER EXAMINER'S ANSWER OR BOARD OF APPEALS DECISION |