US1857075A - Hood capping container - Google Patents
Hood capping container Download PDFInfo
- Publication number
- US1857075A US1857075A US66431A US6643125A US1857075A US 1857075 A US1857075 A US 1857075A US 66431 A US66431 A US 66431A US 6643125 A US6643125 A US 6643125A US 1857075 A US1857075 A US 1857075A
- Authority
- US
- United States
- Prior art keywords
- cap
- hood
- disks
- caps
- moldable
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000010438 heat treatment Methods 0.000 description 27
- 239000011230 binding agent Substances 0.000 description 16
- 239000000463 material Substances 0.000 description 14
- 230000007246 mechanism Effects 0.000 description 11
- 238000000034 method Methods 0.000 description 11
- 239000004033 plastic Substances 0.000 description 11
- 230000008602 contraction Effects 0.000 description 7
- 230000005484 gravity Effects 0.000 description 7
- 238000001816 cooling Methods 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 4
- 230000003750 conditioning effect Effects 0.000 description 4
- 230000003028 elevating effect Effects 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 238000009877 rendering Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 239000011435 rock Substances 0.000 description 2
- 241000518994 Conta Species 0.000 description 1
- 238000005773 Enders reaction Methods 0.000 description 1
- JUJWROOIHBZHMG-UHFFFAOYSA-N Pyridine Chemical compound C1=CC=NC=C1 JUJWROOIHBZHMG-UHFFFAOYSA-N 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 210000003739 neck Anatomy 0.000 description 1
- 230000003534 oscillatory effect Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/003—Pretreatment of caps, e.g. cleaning, steaming, heating or sterilizing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/02—Closing bottles, jars or similar containers by applying caps by applying flanged caps, e.g. crown caps, and securing by deformation of flanges
- B67B3/06—Feeding caps to capping heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/02—Closing bottles, jars or similar containers by applying caps by applying flanged caps, e.g. crown caps, and securing by deformation of flanges
- B67B3/06—Feeding caps to capping heads
- B67B3/062—Feeding caps to capping heads from a magazine
Definitions
- An object of the invention is to provide eflicient and improved apparatus for and method of treating hood caps for container heads (hood ca s that embody a binderrendering the cap s irts or the securing portions of the cap skirts hard or stiff at atmos heric temperatures and softor moldable at igher temperatures.) to render such caps moldable, and to apply such moldable caps to the heads '25 of containers for ultimate securing thereon by molding and permitting the cap skirts to set under the exterior rims or securing shoulders of such heads. 5 t
- the invention consists in certain novel. steps of the method and. in features in construction and in combinations and in arrangements'as more fully and particularly 'set forth and specified hereinafter.
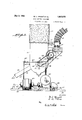
- FIG. 1 is a vertical section showing in part and more or less diagrammatically apparatus embodying our invention.
- Fig. '2 is a side-elevation, parts being broken
- Fig. 3 is a horizontal section, dotted lines indicating a container at the hood cap receiving station.
- Fig. 448a detailverticalsection of a por-' tion of the apparatusfor feeding and sepa rating hood caps from the supply magazine -for delivery to the treating chamber.
- Fig. 5 is a detail horizontal section on the line 5-5.
- each cap disk embodies a suitable so-called binder such as a substance or composition that causes the portion of the cap disk carrying the samev to remain set and stiff or rigid at atmospheric temperatures, and to become soft or moldable when more or less highly heated, and to more or less quickly cool and set to rigid form.
- binder such as a substance or composition that causes the portion of the cap disk carrying the samev to remain set and stiff or rigid at atmospheric temperatures, and to become soft or moldable when more or less highly heated, and to more or less quickly cool and set to rigid form.
- the securing portions a" of the cap disk skirts embody an impreg- .num ofsuitable binder.
- the flaringformation of the cap disks permits mestingof the cap disks (see F ig. 4;) for shipment and handling, and also, facilitates the application of theca pidislis to the containe'r heads.
- the moldable capdisks are exteriorlyaplied to container heads with their annular aringskirts depending around the exteriors thereof so that a gathering and compressing implement or tool, can radially and circumferentially compress the hot skirts against the container necks and mold. thesame thereto beneath the container head rims, and thus hold the skirts until they set in rigid securing form.
- the problem is to handle the/units or stacks of nestedcaps having the stiff binder carrying flarit n-g skirts, and separate the caps successively caps successively, or one by one, onto the con tainer headsin moldable conditiomin such manner that the operation of molding the cap skirts on the, container heads can then be performed.
- the stacks or units of nested hood caps a are troduced into a guide tube or feed way 1, 1n
- inverted form i. e. withthe flat closed ends of the caps down and the cap skirts extending upwardly.
- the feed way 1 leads downwardly and is of such internal dimensions that the units of inverted nested caps, preferably, slide down freely through the feedwa by gravity.
- This fee way 1 leads down to and forms an upward continuation of an elevated vertical ma azine or tube 2, suitably supported in uprig t position, as by arm or bracket 3.
- This magazine tube is open at its upper and lower ends and interiorly unobstructed, in such manner that a unit of inverted nested hood caps will drop thereinto from feedway 1, and assume the vertical position and move by gravity freely down in the magazine as caps areremoved from the lower end of the umt projecting below the magazine.
- Means are provided to successively separate the bottom caps from the stack and remove the same from the restraining and supporting fingers 4.
- a pair of opposite cooperating rotary flexible wipers 6, are shown for this purpose, carried by rotary shafts 7, mounted in a suitable frame work 8, and actuated and geared together by and throu h a suitable train of spur gearing 9, to simu taneously rotate in opposite directions.
- the shafts 7 are parallel and horizontal and arranged at opposite sides of the lower end of the stack of caps that depends from the magazine 2, and the wipers or gripping fingers 6, are secured to and project radially from shafts 7, in such manner as to simultaneously move inwardly and downwardly into cooperative, gripping engagement 'with diametrically opposite portions of the upward- 1y directed skirt of the bottom cap of the stack and to separate said cap from the stack and force the same downwardly therefro as the fingers continue on their downwa d movement, and to then drop the'cap as the fingers move downwardly and outwardly, on the continued opposite rotation of the shafts 7.
- each finger 6, is com-- posed of a strip of elastic or flexible frictional material, such as a sheet or block composed entirely or in part of rubber or equivalent material, at one end clamped to its shaft 7, to provide the radially prpj ecting flexible hood cap gripping free end.
- Each shaft 7 in this instance embodies a clamp 7a, by which the finger 6, is rendered radially adjustable and renewable.
- the shafts 7, and fingers 6, are so arranged that the fingers .6, in their revolutions clear the cap upholding fingers 4 and the magazine 2, and on each complete revolution of the shafts 7, the two fingers cooperate in sweeping or wiping the bottom cap from the stack, and then vertically dropping such-individual cap while still in its reversed position.
- any suitable means is provided to recive the caps dropped or delivered by the fingers 6, andto deliver such caps successively to a chamber wherein the caps are prepared for application to the container heads.
- a vertically elongated approximately-closed oven or heating chamber or enclosure 10 carried by any suitable supports such as 11, and heated in any suitable manner or by any suitable means to maintain the desired temperature within the chamber necessary to reduce the binder carrying portions of the cap skirts to a soft or moldable condition.
- electrical resistance heating units 12 can be arranged within the treating chamberlO, for maintaining the required temperature therein, and if so desired,
- the enclosure can be provided with an insulating coating 13, to conserve heat and reduce heat exchange;
- an insulating coating 13 to conserve heat and reduce heat exchange;
- the cap magazine 2 is arranged to one side of the chamber enclosure 10, and elevated above the level of the lower end of said chamber, and an open-top chute or hopper 4 extends upwardly and laterally at an inc nation from the lower portion of the oven or chamber 10, where it opens thereinto, and is arranged with its open top below the magazine and circular paths of movement of fingers to receive the hood ca s dropped by said fin ers.
- Suitable guides or de ectors 15, are preferably arran to prevent ro ling or overturning of the caps that fall by gravity from the fingers and into the chute, so that each cap dropped by the fingers 6, will enter the cap in inverted position (with its skirt. upstanding) and by gravity slide down the chute with its skirt upstanding and in this position enter the lower end portion of the heating chamber, and slide thereinto from the chute and onto (1 at the open top of said chute one of the upwardly travelling platforms'or cap holders of an endless travelling conveyer 16, arranged longitudinally of and within the heating chamber 10.
- a suitably supported and driven shaft ,17 extends transversely through the lower portion of the heating chamber 10, and a suitably supported idler shaft 18, extends transversely through the upper portion of said chamber 10 and these shafts carry suitable pulleys by which the endless vertical conveyer 16 is supported and driven in such manner that the vertical ply of the conveyer adjacent to chute 14, moves upwardly and the opposite vertical ply of the conveyer moves downwardly.
- the conveyer belts or chains carry and are provided with an endless series of outwardly projecting flat spaced inclined cap supporting buckets or platforms 19, preferably so arranged that the platforms at the elevating side of the conveyer incline outwardly and upwardly while those at the descending side of the conveyer incline outwardly and downwardly.
- the straight vertical longitudinal wall portion 10a, of the chamber 10 is preferably arranged to co-operate in retaining the caps on the downwardly inclined buckets on the descending side of the conveyer.
- the arrangement of platforms is'such that the cap dropped onto chute 14, in inverted position, will thus slide down the chute and onto one of the platforms 19, located at the lower end of the elevating side of the conveyer and just at or below the lower end of the chute 14 at the entrance. opening into chamher 10.
- the conveyer is provided with a great multiplicity of cap holders or platforms so that a great number of caps will be always held in the heating chamber 10 under treatment, and the arrangement is such that each cap will be moved from the bottom to the top of the chamber and from the top approximately to the bottom again, before being discharged as in condition for application to a container head for molding thereon.
- the conveyer is actuated to advance step by step, each step forward being equal to approximately the distance between the uniformly spaced platforms or cap carriers, and the advancing movements of the conveyer are timed with the cap delivering movements of the fingers 6, so that an unoccupied platform 19 will always be in position to receive an inverted cap delivered to chute 14.
- the conveyer receives the caps one by one, one cap to a platform and delivers the heated moldable caps one by one, on each conveyer advancing step an inverted cap is received and ahot cap right side up is discharged.
- the caps are delivered to the conveyer upside down or in inverted position, but the caps must be ri ht side up when ap lied to the containers.
- he conveyer 16 per orms the functionof inverting or reversing the caps during the heat treating process.
- the heating chamber and conveyer also provide for cap drainage in the event that any cap carries a sur lus quantity of binder, particularly as a sur ace coating.
- the temperature in the chamber 10 is maintained at, or possibly above, the melting point of the binder carried by the skirts of the caps, and hence surplus binder on the surfaces of the caps that is not absorbed when it becomes fluid, by the paper or other material of the caps, will drain from the cap skirts particularly when thecaps are in upright positions on the descending side of the conveyer after the caps have been subjected to the high temperature in the heating chamber for a period of time long enough to reduce surplus exterior binder to the fluid condition.
- the caps on" the platforms of the ascending side of the conveyer tend to slide inwardly toward the conveyer belts by reason of the inclination of the platforms, and the caps are turned over or inverted with and by the platforms as they pass over the top pulleys and successively start down the descending side of the conveyer, and during this turning over or cap reversing movement. each cap tilts from the platform that elevated it onto the platform that preceded it.
- the descending platforms 19. incline downwardly and outwardly so that the descending caps in upright positions with their lower edges of their skirts resting on the upper surfaces of the platforms, tend to slide outwardly on the platforms against the guide Wall 1011, which serves as a stop and guide Wall retaining the caps on the descending platforms.
- Each descending cap' is thus retained, until it reaches the cap discharge or outlet 20, at the lower end of the wall 10a, and at the lower portion of the heating chamber.
- the cap on said platform relieved of therestrain of wall 10a, will shoot or slide forwardly through said discharge by gravity.
- the discharge 20, is formed by the inlet or open upper end of a cap chute 21, that opens into the chamber 10. and inclines downwardly and forwardly therefrom and embodies a smooth floor down which the bottom edges of the cap skirts can freely slide as the caps descend through the chute by gravity while maintained inupright or skirt depending position.
- the chute floor is preferably fixed or stationary, and at its lower or cap discharge end terminates at the cap applying station and immediately above the top edge or head of a container 0, advancing to cap receiving position.
- the chute 21 is provided with an upwardly-yieldingly and overhanging top wall and cap stop 22, under which the cap slides down the floor of the chute and by which the cap,
- the vertically yieldingly chute wall 22 that carries stop 22a normally maintains its normal. lower position by gravity, or if so desired by spring pressure, and is hinged at 226, for vertical lifting of its free end and stop 22a under the forward pressure of the advancing bottle head, to free the cap, after which said wall drops back to normal position, as shown by Fig. 1.
- Figs. 6 and 7 we show a slidcway 25, along which filled bottles 0, ready for hood capping can be advanced step by step from i any suitable bottle filling and disk capping machine, to the hood capping position.
- a slide 26 reciprocatory longitudinally of the slideway, and provided with a series of bottle engaging and advancing pivoted ratchet fingers 27. These fingers are pivoted and spring held to swing to the left (with respect to Fig. 6) and slip past bottles as the slide moves to the right and spring to operative position behind the bottles and thus advance the bottles a step when the slide moves a stroke to the left.
- bottle feed slide is reciprocated by pitman 28, having crank or eccentric connection with suitable driving means, such as gear 29, driven by motor 30.
- the conveyer drive shaft 17, is provided with and driven a step forward at. a. time, by ratchet wheel 33. r i
- the ratchet wheel 33 is advanced, a tooth at a time, by spring pawl 34, pivoted to and carried by arm 35, swinging vertically on axis 17, as a center.
- the swinging arm 35 is oscillated on its operative and return strokes by pitman 36, having eccentric operative connection with gear wheel 37, continuously actuated by motor 30.
- the gearing arrangement from shaft 17 to the fingers 6, is preferably such that the fingers 6 will perform a complete revolution and then come to rest, on each forward step of the ratchet wheel 33, and on each forward step of the conveyor in the heating chamber which should normally result in the reception of a cap by that conveyer and the discharge of a moldable cap from the conveyer.
- the gear 37 is continuously rotating and the arm 35, carrying the pawl 34, is continuously oscillating vertically, but provision is made for normally holding the pawl 34, from operative engagement with the teeth of ratchet wheel 33.
- a stop arm 38 that is normally held elevated to engage a pin 34a. rigid with and projecting laterally from pawl 34, and to thereby hold said pawl from operative engagement with the ratchet wheel 33 on the operative strokes of the pawl.
- the bottle detector embodies horizontally swingable finger 40 arranged with its free end projecting into the path of the bottles advancing along bottle feedway 25, and arranged at the bottle hood capping station and below the cap discharge end of the chute 21.
- This finger is carried by and projects radially from upright rock shaft 41.
- Vertical shaft 41 is provided with crank or radial arm 42, having push and pull link connection 43 with a radial lug rigid with the oscillatory pawl lifting stop 38.
- A' spring 44 is constantly acting on vertical rock shaft 41 to yieldingly hold the finger 40 at its limit of rearward movement across the bottle path, and the pawl elevating stop 38, at its limit of upward movement in normal pawl elevating or disengaging position.
- the pawl 34 is in operative relation to the ratchet wheel 33 to advance the cap elevator and parts operating therewith.
- hood capping machinery in combination.- a heating oven; mechanism for carrying and simultan ously exposing to the heat of said oven a plurality of paper material hood cap disks provided with a binder-to render them moldable while advancing a procession of said disks and successively dis: charging moldable disks for delivery ata said mechanism as moldable disks are dis-- charged therefrom; mechanism for advancing a succession of containers to be hood capped successively at said hood capping station in timed relation to the disk delivering operation of said means, whereby each container-and amoldable hood cap disk will be brought together at the hood capping station; and a containerdetector controlling the disk delivering operation of said means.
- hood capping machinery in combination, mechanism for advancing from a supply a succession of spaced separated plastic hood cap disks rendered temporarily moldable by heat and for successively delivering temporarily moldable hood cap disks at a hood capping station; means for simultaneously heating a plurality of said spaced disks while advancing to constantly maintain a plurality of the advancing disks moldable; mechanism for advancing a succession of containers to be hood capped and successively delivering the same at said hood capping station in timed relation to the moldable hood caps received in succession at said station, whereby each container will meet at said station a temporarily moldable hood cap disk predestined therefo 3.
- a heating oven for advancing a plurality of binder carrying paper material hood cap disks and simultaneously subjecting the same to the heat of said oven to render them temporarily moldable; means for successively delivering hood cap disks to said conveyer; and mecha nism whereby temporarily moldable hood cap disks are successively delivered from said conveyer to a hood capping station in the order in which said disks were delivered to said conveyer.
- a heating oven for carrying, spacingand advancing a plurality of hood cap disks in said oven with their skirt portions exposed to heat thereof to render the same temporarily moldable; means whereby temporarily moldable disks from said conveyer are successively delivered in a moldable condition at a container hood capping station; and a feeder for successively delivering hood cap disks to said conveyer in timed relation to the discharge of moldable disks therefrom.
- a heating oven a rotor traveling therein and provided with an endless series of hood cap disk pockets; a feeder for successively delivering hood cap disks to said pockets; and means for successively discharging hot disks from said pockets for delivery at a hood capping station.
- a. rotor having a series of spaced hood cap disk pockets; means to subject the disks in said pockets to heat to render them moldable; means to successively deliver hood cap disks to successive pockets; and means to successively deliver at a hood capping station temporarily moldable hood cap disks from said pockets.
- a rotor having an endless succession of hood cap disk pockets; a heating oven in which each pocket travels approximately throughout a complete revolution of the rotor whereby approximately all of the pockets are constantly in the oven; means to successively deliver hood cap disks to said pockets in succession at one end of the oven with the disk skirts in the pockets exposed to the oven heat; and means to successively discharge said pockets as they approximately reach the other end of the oven for successively delivering temporarily moldable hood cap disks right side up at a hood capping station! 8.
- a rotor having an endless succession of hood cap disk pockets; a heating oven in which each pocket travels approximately throughout a complete revolution of the rotor whereby approximately all of the pockets are constantly in the oven; means to successively deliver hood cap disks to said pockets in succession at one end of the oven; and means to successively discharge said pockets as they approximately reach the other end of the oven, for successively delivering temporarily moldable hood cap disks at a hood capping station.
- hood capping machinery in combination; a heating oven; an advancing hood cap disk conveyer enclosed in said oven for advancing and spacing a multiplicity of hood cap disks all arranged in the oven in a procession; said oven having a hood cap inlet; means to deliver hood cap disks one at a time through said inlet to said conveyer; said oven having a moldable hood cap outlet leading to a hood capping station; and means assuring discharge of moldable hood caps one by one from said conveyer and delivery thereof right side up at said hood capping station.
- hood capping machinery in combination; a heating oven having a hood cap disk inlet and adjacent to said inlet having a moldable hood cap' disk discharge leading to a hood capping station; a rotor having an endless series of separate hood cap disk holders travelling in an endless circuitin the oven, past said inlet and outlet; means to deliver hood cap disks one by one through said inlet for deposit each in separate holders; and means for assuring discharge of moldable disks from successive holders as they passsaid outlet.
- Apparatus for applying non-metallic flexible sheet material hood caps having flaring skirts, to container heads for contraction to secured form under the container head rims said apparatus including a magazine for a stack of nested non-metallic sheet material flaring-skirted hood caps, said magazine having an outlet for successively dispensing said caps, said stack adapted to advance in said magazine toward said outlet; a cap holder adapted to successively receive said hood caps from said magazine and detachably hold each cap with its open side down and its flexible skirt depending in-the path of movement of a container head whereby such container head enlers and removes said cap from the holder with the cap centered on the container head with its flaring flexible skirt depending around said head; a feeder for successively removing and stripping said skirted hood caps downwardly from said magazine outlet; and conveyer means for successively delivering said caps from said feeder to said holder including a chute down which said caps slide on the lower edges of their flexible skirts, and means for positively advancing successive caps toward said holder
- Apparatus for applying non-metallic flexible sheet material hood caps having flaring skirts, to container heads for contraction to secured form under the container head rims said apparatus including a magazine for a stack of nested non-metallic sheet material flaring-skirted hood caps, said magazine having an outlet for successively dispensing said caps, said stack adapted to advance in said magazine toward said outlet;
- a cap holder adapted to successively receive said hood caps from said magazine and detachably hold each cap with its open s de down and its flexible skirt depending in the path of'movement of a container head whereby such container head enters and removes said cap from the holder with the cap centered on the container head with its flaring flexible skirt depending around said head; a feeder for successively removing and stripping said skirted hood caps downwardly from said magazine outlet: and conveyer means for suc cessively delivering said caps from said feeder to said holder.
- Apparatus for applying non-metallic flexible sheet material hood caps having flaring skirts. to container heads for contraction to secured form under the container head rims said apparatus including a magazine for a stack of nested non-metallic sheet material flaring-skirted hood caps, said magazine having an outlet for successively dlS'.
- a cap holder adapted to successively receive said hood caps from'said magazine and detachablv hold each can with its open side down and its flexible skirt depending in the path of movement of a container head whereby such container head enters and removes said cap from the holder with the cap centered on the container head with its flaring flexible skirt depending around said head; a feeder for successively removing and stripedges of their flexible skirts, and means for,
- hood capping containers with plastic hood cap disks those steps which include reducing at least the skirt forming portions of a multiplicity of plastic hood cap disks to a temporarily moldable condition While maintaining the disks spaced apart, to establish a supply of such temporarily moldable disks; advancing such supply of spaced temporarily moldable disks toward a hood capping station; and successively removing temporarily moldable disks from said supply and applying the same wh le still moldable to the heads of a procession of containers for contraction and holding until set to securing form and condition on such heads.
- the binder carrying portions'of said disks being capable of becoming soft by heat and of setting to securing condit on on cooling; those steps which include successively delivering relatively cool disks into and subjecting the same to binder softening temperature in a heating chamber to accumulate a supply consisting of a series of separated hot soft disks in said chamber; advancing such series of disks in and subject to the heat of sa d chamber while keeping the disks separated; and successively removing the foremost hot soft disk from said series and applying the same to container heads for contract ng the same to securing position thereon; such relatively cool disks being deilivered at the rear of said series to replenish said supply of separated temporarily moldable disks.
- Apparatus for hood capping container heads with plastic hood cap disks the skirt forming portions of said disks being capable of becoming temporarily moldable by heat and of setting to securing condition by cooling; said apparatus including means for ma ntaining a supply of relatively cool plastic hood cap disks;meansproviding a container head hood capping station for bringing together a container head and a temporarily moldable hood cap disk for contraction and setting in securing condition on said head; a heating chamber for simultaneously subject ng a plurality of such disks to temperature for rendering the same tempo-,BO rarily moldable; mechanism for successive- 1y delivering said cool disks from said supply for advancing through said chamber; conveying means for advancing said disks through said chamber and simultaneously carrying a multiplicity of sa d disks in said chamber exposed to the softening temperature thereof to accumulate a supply of disks therein in a moldable state; and means for successively presenting the foremost temporarily moldable disks from the series of disks in said chamber to said means
- Apparatus for hood capping container heads with binder-carrying hood cap disks the binder carrying portions of said disks being capable of becoming moldable by heat and of setting to securing condition by cooling; said apparatus includ ng; a magazine for a supply of relatively cool binder-carry-v 100 ing hood cap disks; a heating chamber for subjecting such disks to temperature for rendering the same temporarily moldable and for thus maintaining a supply of such disks;
- a movable carrier for simultaneously holda ing a series of said d sks in said chamber for softening and to-maintain therein a supply of moldable disks; a feed for successively delivering relatively cool disks from said magazine to said carrier; means for delivering temporarily moldable disks one at a t me from said carrier for application to container heads at a hood capping station for contracting and securing on said heads: and actuating transmissions.
- Apparatus for hood capping container heads with binder-carrying hood-cap disks the b nder carrying portions of said disks being capable of becoming moldable by heat and of setting to securing condition by 0001- ing: said apparatus including; a magazine for a supply of relatively cool binder-carrying hood cap disks; a heating chamber for subjecting such disks to temperature for rendering thesame temporarily moldable and for thus mainta ning a supply of such disks;
- a movable carrier for simultaneously holding a series of said disks in said chamb r for softeningand to maintain therein a supply of moldable disks; a feed for successively delivering relatively cool disks from said magazine to said carrier; means for delivering moldable disks one at a time from said carrier for application to container heads at a hood cappin station for contracting and securing on said heads; said carrier including means to simultaneously advance a succession of spaced'separated disks and successively discharge the foremost disks and to receive cool disks to keep up the succession; means for moving said carrier to ad vance the series of disks in the chamber; and actuating transmissions.
- those steps which include arranging a stack of skirted plast c hood caps in reversed position with their skirts extending upwardlv to facilitate the free downward feeding of the caps without tending to spread the skirts thereof successively removing the reversed bottom caps from said stack and conveying the same to a container capping position while turning the cap over and delivering each cap right side up with its skirt depending, subjecting said caps to conditions that render their skirts temporarily moldable, and bringing together i the caps in a temporarily moldable condition while right'side up and the container heads to exteriorly cover said heads preparatory to molding to secured condition thereon.
- Apparatus for exteriorly covering container heads with plastic hood caps having depending flaring annular skirts embodying a feed and holding magazine for and adapted to uphold a stack of said skirted hood caps in reversed position with their skirts extending upwardly, saidmagazine adapted for the free downward feeding of the stack of reversed hood caps to a discharge lnouth; said apparatus providing a station, at which successive container heads and successive hood caps right side up with their skirts depending and temporarily moldable are brought together; mechanism including cap reversing means for successively withdrawing reversed hood caps through said discharge mouth and conveying said caps to said station while turning sa d caps over and delivering the same right side up at said station; and conditioning means for subjecting said caps to influences to render their skirts temporarily moldable, whereby the cap skirts will be in a temporarily moldable condition when the caps are delivered right side 24.
- 'A magazine having, an open discharge mouth, said magazine adapted to receive a stack of nested binder-carrying paper hood caps in reversed position closed end foremost and to feed the same toward said mouth as caps are successively removed therefrom, means being provided to support the caps in said magazine with the end cap accessible at said mouth for stripping from the stack and said means and withdrawal from said mouth; in combination with hood cap transferring, reversing and discharging mechanisms for successively pulling and stripping the end der the binder carrying portions of the caps temporarily moldable, whereby each cap discharged is temporarily moldable for hood capping.
- hood capping containers those steps which include maintaining a supply of relative-cool plastic hood cap disks; successively delivering disks from said supply and accumulating a succession of said delivered disks separated from each other and spaced apart while advancing the disks; successively dispensing the disks ina temporarily moldable condition from said succession onto successive bottle heads for contraction and setting to final securing form and condition on said heads; and subjecting said succession of spaced advancing disks to conditioning influences for rendering their skirts temporarily moldable. 4
- Apparatus for hood capping bottles with plastic hood caps having flaring skirts for contraction when in a temporarily moldable condition to securing form and condition on bottle heads said apparatus including a magazine for a stack of nested flaring skirted plastic hood caps, with an outlet for successively dispensing said caps and toward which said stack advances; a cap holder adapted to successively receive said hood caps and detachably hold the same with its open side down and its flexible skirt in a temporarily moldable condition depending in the path of movement of a bottle head to enter and remove the cap from the holder with the cap centered on the head and its temporarily moldable skirt depending therearound; a magazine for a stack of nested flaring skirted plastic hood caps, with an outlet for successively dispensing said caps and toward which said stack advances; a cap holder adapted to successively receive said hood caps and detachably hold the same with its open side down and its flexible skirt in a temporarily moldable condition depending in the path of movement of a bottle head to enter and remove the
- feeder for successively removing the hood caps from said magazine outlet; conveyer means for successively delivering said caps from said feeder to said holder with the cap skirts in a temporarily moldable condition; and means for exerting influences on said caps to render said cap skirts temporarily moldable.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sealing Of Jars (AREA)
Description
HOOD CAPPING CONTAINER Filed Nov. '2, 1925 5 Shets-Sheet 1 May 3, 1932. w. L. WRIGHT ET AL 1,857,075
HOOD CAPPING CONTAINER Filed Nov. 2, 1.925v 5 Sheets-Sheet 2 y 1932. w. WRIGHT ET AL 1,857,075
, HOOD CAPPING CONTAINER Filed Nov. 2, 1925 5 Sheets-Sheet s gwoefltow 7%. Q6 06. Ml PM May 3, 1932.
w. 1.. WRIGHT ET AL 7, 75
HOOD CAPPING CONTAINER Filed Nov. 2, 1925 5 Sheets-Sheet 4 .E l I 1 I s i 1 Q/ Illll ilmlmlm'u May 3, 1932. w. L. WRIGHT ET AL HOOD CAPPING CONTAINER Filed Nov. 2, 1925 5 sheets-sheet s Patented May 3, 1932 UNITED STATES PATENT OFFICE WILIBUR L. WEIGHT AND LEE D. PIERCE, 01 FULTON, NEW YORK, ASSTGNORS TO OSWEGO FALLS CORPORATION, OF FULTON, NEW YORK, A. CORPORATION OF NEW YORK noon carrme conramnn This invention relates to the method of and apparatus for preparing and for applylng hood caps to bottle heads while such ca 5 are in a conditionto be molded under the ottle head rims, and for pre-treating said caps to reduce the sameto such condition; and theobjects and-.iiiature of the invention will be readily understood by those skilled in the art in the light of the following explanations of the method followed and of the accompanyingdrawings thatillustratewhat we now believe. to be the preferred mechanical expressions or embodiments of our invention from among other constructions and arranggments within the spirit and scopethereof. I,
An object of the invention is to provide eflicient and improved apparatus for and method of treating hood caps for container heads (hood ca s that embody a binderrendering the cap s irts or the securing portions of the cap skirts hard or stiff at atmos heric temperatures and softor moldable at igher temperatures.) to render such caps moldable, and to apply such moldable caps to the heads '25 of containers for ultimate securing thereon by molding and permitting the cap skirts to set under the exterior rims or securing shoulders of such heads. 5 t
With this and other objects in view, the invention consists in certain novel. steps of the method and. in features in construction and in combinations and in arrangements'as more fully and particularly 'set forth and specified hereinafter. y
5 Referring to theaccompanying drawmgs forming a part hereof f Fig. 1 is a vertical section showing in part and more or less diagrammatically apparatus embodying our invention. l
Fig. '2 is a side-elevation, parts being broken Fig. 3 is a horizontal section, dotted lines indicating a container at the hood cap receiving station.
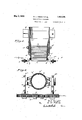
i, Fig. 448a detailverticalsection of a por-' tion of the apparatusfor feeding and sepa rating hood caps from the supply magazine -for delivery to the treating chamber.
Fig. 5 is a detail horizontal section on the line 5-5. Fig. 4. l
taken detail front elevation of a porsheet material, preferably fibrous material,
such as suitable paper material, pulp board and the like, although we do not wish to so limit our invention.
To r ender these cap disks self-securing on container heads or mouth portions, each cap disk embodies a suitable so-called binder such as a substance or composition that causes the portion of the cap disk carrying the samev to remain set and stiff or rigid at atmospheric temperatures, and to become soft or moldable when more or less highly heated, and to more or less quickly cool and set to rigid form. Usually, the securing portions a", of the cap disk skirts embody an impreg- .num ofsuitable binder.
The flaringformation of the cap disks permits mestingof the cap disks (see F ig. 4;) for shipment and handling, and also, facilitates the application of theca pidislis to the containe'r heads.
The moldable capdisks are exteriorlyaplied to container heads with their annular aringskirts depending around the exteriors thereof so that a gathering and compressing implement or tool, can radially and circumferentially compress the hot skirts against the container necks and mold. thesame thereto beneath the container head rims, and thus hold the skirts until they set in rigid securing form. v
The problem is to handle the/units or stacks of nestedcaps having the stiff binder carrying flarit n-g skirts, and separate the caps successively caps successively, or one by one, onto the con tainer headsin moldable conditiomin such manner that the operation of molding the cap skirts on the, container heads can then be performed.
rom the units, and deliver the In the particular example illustrated, the stacks or units of nested hood caps a, are troduced into a guide tube or feed way 1, 1n
. inverted form i. e. withthe flat closed ends of the caps down and the cap skirts extending upwardly. In the form shown, the feed way 1, leads downwardly and is of such internal dimensions that the units of inverted nested caps, preferably, slide down freely through the feedwa by gravity.
This fee way 1, leads down to and forms an upward continuation of an elevated vertical ma azine or tube 2, suitably supported in uprig t position, as by arm or bracket 3.
This magazine tube is open at its upper and lower ends and interiorly unobstructed, in such manner that a unit of inverted nested hood caps will drop thereinto from feedway 1, and assume the vertical position and move by gravity freely down in the magazine as caps areremoved from the lower end of the umt projecting below the magazine.
The column of nested caps a, is upheld in.
and preferably projecting downwardly from the open lower end of the magazine, by any by a contractile spring ring 5, although we do not wish to so limit our invention,
Means are provided to successively separate the bottom caps from the stack and remove the same from the restraining and supporting fingers 4. For instance, a pair of opposite cooperating rotary flexible wipers 6, are shown for this purpose, carried by rotary shafts 7, mounted in a suitable frame work 8, and actuated and geared together by and throu h a suitable train of spur gearing 9, to simu taneously rotate in opposite directions.
The shafts 7 are parallel and horizontal and arranged at opposite sides of the lower end of the stack of caps that depends from the magazine 2, and the wipers or gripping fingers 6, are secured to and project radially from shafts 7, in such manner as to simultaneously move inwardly and downwardly into cooperative, gripping engagement 'with diametrically opposite portions of the upward- 1y directed skirt of the bottom cap of the stack and to separate said cap from the stack and force the same downwardly therefro as the fingers continue on their downwa d movement, and to then drop the'cap as the fingers move downwardly and outwardly, on the continued opposite rotation of the shafts 7.
In the example shown, each finger 6, is com-- posed of a strip of elastic or flexible frictional material, such as a sheet or block composed entirely or in part of rubber or equivalent material, at one end clamped to its shaft 7, to provide the radially prpj ecting flexible hood cap gripping free end. Each shaft 7 in this instance, embodies a clamp 7a, by which the finger 6, is rendered radially adjustable and renewable.
The shafts 7, and fingers 6, are so arranged that the fingers .6, in their revolutions clear the cap upholding fingers 4 and the magazine 2, and on each complete revolution of the shafts 7, the two fingers cooperate in sweeping or wiping the bottom cap from the stack, and then vertically dropping such-individual cap while still in its reversed position.
Any suitable means is provided to recive the caps dropped or delivered by the fingers 6, andto deliver such caps successively to a chamber wherein the caps are prepared for application to the container heads. For in- ,stance, we show a vertically elongated approximately-closed oven or heating chamber or enclosure 10, carried by any suitable supports such as 11, and heated in any suitable manner or by any suitable means to maintain the desired temperature within the chamber necessary to reduce the binder carrying portions of the cap skirts to a soft or moldable condition. If so desired, electrical resistance heating units 12, can be arranged within the treating chamberlO, for maintaining the required temperature therein, and if so desired,
' the enclosure can be provided with an insulating coating 13, to conserve heat and reduce heat exchange; However, we do not wish to limit our invention to the employment of electrical heating means and insulation.
In the example shown, the cap magazine 2, is arranged to one side of the chamber enclosure 10, and elevated above the level of the lower end of said chamber, and an open-top chute or hopper 4 extends upwardly and laterally at an inc nation from the lower portion of the oven or chamber 10, where it opens thereinto, and is arranged with its open top below the magazine and circular paths of movement of fingers to receive the hood ca s dropped by said fin ers.
uitable guides or de ectors 15, are preferably arran to prevent ro ling or overturning of the caps that fall by gravity from the fingers and into the chute, so that each cap dropped by the fingers 6, will enter the cap in inverted position (with its skirt. upstanding) and by gravity slide down the chute with its skirt upstanding and in this position enter the lower end portion of the heating chamber, and slide thereinto from the chute and onto (1 at the open top of said chute one of the upwardly travelling platforms'or cap holders of an endless travelling conveyer 16, arranged longitudinally of and within the heating chamber 10.
In the example shown, a suitably supported and driven shaft ,17, extends transversely through the lower portion of the heating chamber 10, and a suitably supported idler shaft 18, extends transversely through the upper portion of said chamber 10 and these shafts carry suitable pulleys by which the endless vertical conveyer 16 is supported and driven in such manner that the vertical ply of the conveyer adjacent to chute 14, moves upwardly and the opposite vertical ply of the conveyer moves downwardly. The conveyer belts or chains carry and are provided with an endless series of outwardly projecting flat spaced inclined cap supporting buckets or platforms 19, preferably so arranged that the platforms at the elevating side of the conveyer incline outwardly and upwardly while those at the descending side of the conveyer incline outwardly and downwardly. The straight vertical longitudinal wall portion 10a, of the chamber 10 is preferably arranged to co-operate in retaining the caps on the downwardly inclined buckets on the descending side of the conveyer. The arrangement of platforms is'such that the cap dropped onto chute 14, in inverted position, will thus slide down the chute and onto one of the platforms 19, located at the lower end of the elevating side of the conveyer and just at or below the lower end of the chute 14 at the entrance. opening into chamher 10.
The conveyer is provided with a great multiplicity of cap holders or platforms so that a great number of caps will be always held in the heating chamber 10 under treatment, and the arrangement is such that each cap will be moved from the bottom to the top of the chamber and from the top approximately to the bottom again, before being discharged as in condition for application to a container head for molding thereon.
The conveyer is actuated to advance step by step, each step forward being equal to approximately the distance between the uniformly spaced platforms or cap carriers, and the advancing movements of the conveyer are timed with the cap delivering movements of the fingers 6, so that an unoccupied platform 19 will always be in position to receive an inverted cap delivered to chute 14.
The conveyer receives the caps one by one, one cap to a platform and delivers the heated moldable caps one by one, on each conveyer advancing step an inverted cap is received and ahot cap right side up is discharged.
' For ease in feeding and separation from the unit or stack of nested caps, the caps are delivered to the conveyer upside down or in inverted position, but the caps must be ri ht side up when ap lied to the containers. he conveyer 16 per orms the functionof inverting or reversing the caps during the heat treating process.
The heating chamber and conveyer also provide for cap drainage in the event that any cap carries a sur lus quantity of binder, particularly as a sur ace coating. The temperature in the chamber 10, is maintained at, or possibly above, the melting point of the binder carried by the skirts of the caps, and hence surplus binder on the surfaces of the caps that is not absorbed when it becomes fluid, by the paper or other material of the caps, will drain from the cap skirts particularly when thecaps are in upright positions on the descending side of the conveyer after the caps have been subjected to the high temperature in the heating chamber for a period of time long enough to reduce surplus exterior binder to the fluid condition.
The caps on" the platforms of the ascending side of the conveyer, tend to slide inwardly toward the conveyer belts by reason of the inclination of the platforms, and the caps are turned over or inverted with and by the platforms as they pass over the top pulleys and successively start down the descending side of the conveyer, and during this turning over or cap reversing movement. each cap tilts from the platform that elevated it onto the platform that preceded it.
The descending platforms 19. incline downwardly and outwardly so that the descending caps in upright positions with their lower edges of their skirts resting on the upper surfaces of the platforms, tend to slide outwardly on the platforms against the guide Wall 1011, which serves as a stop and guide Wall retaining the caps on the descending platforms.
Each descending cap'is thus retained, until it reaches the cap discharge or outlet 20, at the lower end of the wall 10a, and at the lower portion of the heating chamber. As each descending'platform moves down past discharge 20, the cap on said platform, relieved of therestrain of wall 10a, will shoot or slide forwardly through said discharge by gravity.
The discharge 20, is formed by the inlet or open upper end of a cap chute 21, that opens into the chamber 10. and inclines downwardly and forwardly therefrom and embodies a smooth floor down which the bottom edges of the cap skirts can freely slide as the caps descend through the chute by gravity while maintained inupright or skirt depending position. The chute floor is preferably fixed or stationary, and at its lower or cap discharge end terminates at the cap applying station and immediately above the top edge or head of a container 0, advancing to cap receiving position.
will clear said edge as they pass forward thereunder.
The chute 21, is provided with an upwardly-yieldingly and overhanging top wall and cap stop 22, under which the cap slides down the floor of the chute and by which the cap,
is held in an inclined position extending downwardly and forwardly beyond the'lower end of the floor of the chute (Fig. 1) while partially supported by said floor and with I its lower front portion extending down into the path of movement of the head of the bottle to be hood capped. The open or under side of the cap is thus held facing the head of the advancing bottle, so that the bottle head will enter the inclined cap, andas the bottle advances, the front side of the bottle head will strike the rear or inner side ofthe front portion of the cap skirt and force the cap forwardly, lifting the chute wall and stop 22, and permitting the cap to free itself from the chute and drop into proper position on and covering the bottle head,
The fixed side or edge walls of the chute 21, aid in holding the cap properly positioned to receive and tilt or drop onto the advancing bottle head, and the short stop or lip 22a, depending from the advanced overhanging end of the vertically yielding or swinging wall 22, also aids in holding the cap in the desired inclined downwardly projecting open position and in causing the cap to tilt or drop in the desired position on th head of the advancing bottle.
The vertically yieldingly chute wall 22 that carries stop 22a, normally maintains its normal. lower position by gravity, or if so desired by spring pressure, and is hinged at 226, for vertical lifting of its free end and stop 22a under the forward pressure of the advancing bottle head, to free the cap, after which said wall drops back to normal position, as shown by Fig. 1.
In Figs. 6 and 7, we show a slidcway 25, along which filled bottles 0, ready for hood capping can be advanced step by step from i any suitable bottle filling and disk capping machine, to the hood capping position. For
instance, we show a slide 26, reciprocatory longitudinally of the slideway, and provided with a series of bottle engaging and advancing pivoted ratchet fingers 27. These fingers are pivoted and spring held to swing to the left (with respect to Fig. 6) and slip past bottles as the slide moves to the right and spring to operative position behind the bottles and thus advance the bottles a step when the slide moves a stroke to the left.
This is a common construction and will be understood by those skilled in the art.
In the particular example illustrated, the
bottle feed slide is reciprocated by pitman 28, having crank or eccentric connection with suitable driving means, such as gear 29, driven by motor 30.
After the conveyer in the heating chamber has been loaded with hood caps, it is desirable to feed caps thereto and deliver moldable caps therefrom to chute 21, only as bottles are presented at the hood capping position for capping, hence we preferably provide means for advancing the cap heating and reversing conveyer and the initial cap feeding fingers 6, only when a cap is required for capping a bottle, and then only to feed one cap and advance the conveyer one step.
For this purpose, we provide a step by step normally inoperative drive for the conveyer and drive the fingers 6,:from this normally inoperative drive, and provide means to render said drive operative only when a bottle is at or approaching the hood cap receiving position along the bottle feed or slideway 25. I i
In the particular example illustrated, we show the gearing 9, for operating the fingers 6, actuated by s ur gear 31; This spur gear is driven by sprocliet chain 32 driven by the conveyer drive shaft 17.
The conveyer drive shaft 17, is provided with and driven a step forward at. a. time, by ratchet wheel 33. r i
The ratchet wheel 33, is advanced, a tooth at a time, by spring pawl 34, pivoted to and carried by arm 35, swinging vertically on axis 17, as a center.
,The swinging arm 35 is oscillated on its operative and return strokes by pitman 36, having eccentric operative connection with gear wheel 37, continuously actuated by motor 30.
The gearing arrangement from shaft 17 to the fingers 6, is preferably such that the fingers 6 will perform a complete revolution and then come to rest, on each forward step of the ratchet wheel 33, and on each forward step of the conveyor in the heating chamber which should normally result in the reception of a cap by that conveyer and the discharge of a moldable cap from the conveyer.
In the arrangement shown, the gear 37, is continuously rotating and the arm 35, carrying the pawl 34, is continuously oscillating vertically, but provision is made for normally holding the pawl 34, from operative engagement with the teeth of ratchet wheel 33.
Various devices can be provided for this purpose, although we show a stop arm 38 that is normally held elevated to engage a pin 34a. rigid with and projecting laterally from pawl 34, and to thereby hold said pawl from operative engagement with the ratchet wheel 33 on the operative strokes of the pawl.
In the particular example illustrated, provision is made for permitting the step by step operation of the cap carrying and heating elevator, only when a bottle is present at the bottle hood capping station, and hence we provide at that station a bottle detector which is operatively coupled to the stop or pawl elevator 38 to control the position thereof, and which detector is operatively moved by the bottle at said station to throw the stop 38 from operative pawl lifting position, and hence permit operation of the pawl to actuate the cap elevator and feed fingers 6,
The bottle detector embodies horizontally swingable finger 40 arranged with its free end projecting into the path of the bottles advancing along bottle feedway 25, and arranged at the bottle hood capping station and below the cap discharge end of the chute 21. This finger is carried by and projects radially from upright rock shaft 41. Vertical shaft 41 is provided with crank or radial arm 42, having push and pull link connection 43 with a radial lug rigid with the oscillatory pawl lifting stop 38. A' spring 44 is constantly acting on vertical rock shaft 41 to yieldingly hold the finger 40 at its limit of rearward movement across the bottle path, and the pawl elevating stop 38, at its limit of upward movement in normal pawl elevating or disengaging position.
When a bottle 0. is advancing to the hood cap receiving position, the finger 40 is engaged and swung forward by the advancing bottle (see Fig. 6) against the tension of spring 44, and the stop 38 is thereby depressed from its pawl detaching position and is thus held until the bottle slips past finger 40, allowing the spring to return said finger and the stop 38 to their normal positions, so thatthe stop 38 can prevent further operation of the cap elevator pending arrival of another hottle at the bottle capping station.
While the finger 40 is held in advanced or forwardly swung position by the bottle approximately at the bottle capping station, the pawl 34 is in operative relation to the ratchet wheel 33 to advance the cap elevator and parts operating therewith.
It is evident that various changes, modifications and variations might be resorted to, that features might be omitted and parts added, all without departing from the spirit and scope of the invention, and hence we do not wish to limit the invention to the approximately precise disclosures hereof.
What we claim is 1.In hood capping machinery, in combination.- a heating oven; mechanism for carrying and simultan ously exposing to the heat of said oven a plurality of paper material hood cap disks provided with a binder-to render them moldable while advancing a procession of said disks and successively dis: charging moldable disks for delivery ata said mechanism as moldable disks are dis-- charged therefrom; mechanism for advancing a succession of containers to be hood capped successively at said hood capping station in timed relation to the disk delivering operation of said means, whereby each container-and amoldable hood cap disk will be brought together at the hood capping station; and a containerdetector controlling the disk delivering operation of said means.
2. In hood capping machinery, in combination, mechanism for advancing from a supply a succession of spaced separated plastic hood cap disks rendered temporarily moldable by heat and for successively delivering temporarily moldable hood cap disks at a hood capping station; means for simultaneously heating a plurality of said spaced disks while advancing to constantly maintain a plurality of the advancing disks moldable; mechanism for advancing a succession of containers to be hood capped and successively delivering the same at said hood capping station in timed relation to the moldable hood caps received in succession at said station, whereby each container will meet at said station a temporarily moldable hood cap disk predestined therefo 3. In combination; a heating oven; a conveyer for advancing a plurality of binder carrying paper material hood cap disks and simultaneously subjecting the same to the heat of said oven to render them temporarily moldable; means for successively delivering hood cap disks to said conveyer; and mecha nism whereby temporarily moldable hood cap disks are successively delivered from said conveyer to a hood capping station in the order in which said disks were delivered to said conveyer.
4. In combination; a heating oven; a conveyer for carrying, spacingand advancing a plurality of hood cap disks in said oven with their skirt portions exposed to heat thereof to render the same temporarily moldable; means whereby temporarily moldable disks from said conveyer are successively delivered in a moldable condition at a container hood capping station; and a feeder for successively delivering hood cap disks to said conveyer in timed relation to the discharge of moldable disks therefrom.
5. In combination; a heating oven; a rotor traveling therein and provided with an endless series of hood cap disk pockets; a feeder for successively delivering hood cap disks to said pockets; and means for successively discharging hot disks from said pockets for delivery at a hood capping station.
6. In combination; a. rotor having a series of spaced hood cap disk pockets; means to subject the disks in said pockets to heat to render them moldable; means to successively deliver hood cap disks to successive pockets; and means to successively deliver at a hood capping station temporarily moldable hood cap disks from said pockets.
7. In combination; a rotor having an endless succession of hood cap disk pockets; a heating oven in which each pocket travels approximately throughout a complete revolution of the rotor whereby approximately all of the pockets are constantly in the oven; means to successively deliver hood cap disks to said pockets in succession at one end of the oven with the disk skirts in the pockets exposed to the oven heat; and means to successively discharge said pockets as they approximately reach the other end of the oven for successively delivering temporarily moldable hood cap disks right side up at a hood capping station! 8. In combination; a rotor having an endless succession of hood cap disk pockets; a heating oven in which each pocket travels approximately throughout a complete revolution of the rotor whereby approximately all of the pockets are constantly in the oven; means to successively deliver hood cap disks to said pockets in succession at one end of the oven; and means to successively discharge said pockets as they approximately reach the other end of the oven, for successively delivering temporarily moldable hood cap disks at a hood capping station.
9. In hood capping machinery; in combination; a heating oven; an advancing hood cap disk conveyer enclosed in said oven for advancing and spacing a multiplicity of hood cap disks all arranged in the oven in a procession; said oven having a hood cap inlet; means to deliver hood cap disks one at a time through said inlet to said conveyer; said oven having a moldable hood cap outlet leading to a hood capping station; and means assuring discharge of moldable hood caps one by one from said conveyer and delivery thereof right side up at said hood capping station.
10. In hood capping machinery; in combination; a heating oven having a hood cap disk inlet and adjacent to said inlet having a moldable hood cap' disk discharge leading to a hood capping station; a rotor having an endless series of separate hood cap disk holders travelling in an endless circuitin the oven, past said inlet and outlet; means to deliver hood cap disks one by one through said inlet for deposit each in separate holders; and means for assuring discharge of moldable disks from successive holders as they passsaid outlet.
11. Apparatus for applying non-metallic flexible sheet material hood caps having flaring skirts, to container heads for contraction to secured form under the container head rims; said apparatus including a magazine for a stack of nested non-metallic sheet material flaring-skirted hood caps, said magazine having an outlet for successively dispensing said caps, said stack adapted to advance in said magazine toward said outlet; a cap holder adapted to successively receive said hood caps from said magazine and detachably hold each cap with its open side down and its flexible skirt depending in-the path of movement of a container head whereby such container head enlers and removes said cap from the holder with the cap centered on the container head with its flaring flexible skirt depending around said head; a feeder for successively removing and stripping said skirted hood caps downwardly from said magazine outlet; and conveyer means for successively delivering said caps from said feeder to said holder including a chute down which said caps slide on the lower edges of their flexible skirts, and means for positively advancing successive caps toward said holder.
12. Apparatus for applying non-metallic flexible sheet material hood caps having flaring skirts, to container heads for contraction to secured form under the container head rims; said apparatus including a magazine for a stack of nested non-metallic sheet material flaring-skirted hood caps, said magazine having an outlet for successively dispensing said caps, said stack adapted to advance in said magazine toward said outlet; a
a cap holder adapted to successively receive said hood caps from said magazine and detachably hold each cap with its open s de down and its flexible skirt depending in the path of'movement of a container head whereby such container head enters and removes said cap from the holder with the cap centered on the container head with its flaring flexible skirt depending around said head; a feeder for successively removing and stripping said skirted hood caps downwardly from said magazine outlet: and conveyer means for suc cessively delivering said caps from said feeder to said holder.
13. Apparatus for applying non-metallic flexible sheet material hood caps having flaring skirts. to container heads for contraction to secured form under the container head rims: said apparatus including a magazine for a stack of nested non-metallic sheet material flaring-skirted hood caps, said magazine having an outlet for successively dlS'. pensing said caps, said stack adapted to advance in said magazine toward said outlet; a cap holder adapted to successively receive said hood caps from'said magazine and detachablv hold each can with its open side down and its flexible skirt depending in the path of movement of a container head whereby such container head enters and removes said cap from the holder with the cap centered on the container head with its flaring flexible skirt depending around said head; a feeder for successively removing and stripedges of their flexible skirts, and means for,
positively advancing successive caps toward said holder, and for maintaining a procession of successive caps, and for stopping and starting the cap delivery by said feeder.
14.- In the method of hood capping containers with plastic hood cap disks; those steps which include reducing at least the skirt forming portions of a multiplicity of plastic hood cap disks to a temporarily moldable condition While maintaining the disks spaced apart, to establish a supply of such temporarily moldable disks; advancing such supply of spaced temporarily moldable disks toward a hood capping station; and successively removing temporarily moldable disks from said supply and applying the same wh le still moldable to the heads of a procession of containers for contraction and holding until set to securing form and condition on such heads.
I 15. In the method of covering the heads of containers with binder-carrying hood cap disks, the binder carrying portions of which are rendered temporarily moldable by heat and which set to securing condtion on'cooling at atmospheric temperatures; those steps which include maintaining a supply of binder-carrying'hood cap' disks in a moldable cond tion while advancing said supply toward the hood capping position, by-smultaneously subjecting a multiplicity of such disks to binder softening heat while moving such disks forward and maintaining them spaced apart: and bringing together conta ner,heads and successive hot moldable disks from said supply for contracting the moldable disks'on the container heads and holding the same contracted until set thereon.
16. In the method of hood capping container heads with non-metallic binder-carrying hood cap disks, the binder carrying portions'of said disks being capable of becoming soft by heat and of setting to securing condit on on cooling; those steps which include successively delivering relatively cool disks into and subjecting the same to binder softening temperature in a heating chamber to accumulate a supply consisting of a series of separated hot soft disks in said chamber; advancing such series of disks in and subject to the heat of sa d chamber while keeping the disks separated; and successively removing the foremost hot soft disk from said series and applying the same to container heads for contract ng the same to securing position thereon; such relatively cool disks being deilivered at the rear of said series to replenish said supply of separated temporarily moldable disks.
17. Apparatus for hood capping container heads with plastic hood cap disks, the skirt forming portions of said disks being capable of becoming temporarily moldable by heat and of setting to securing condition by cooling; said apparatus including means for ma ntaining a supply of relatively cool plastic hood cap disks;meansproviding a container head hood capping station for bringing together a container head and a temporarily moldable hood cap disk for contraction and setting in securing condition on said head; a heating chamber for simultaneously subject ng a plurality of such disks to temperature for rendering the same tempo-,BO rarily moldable; mechanism for successive- 1y delivering said cool disks from said supply for advancing through said chamber; conveying means for advancing said disks through said chamber and simultaneously carrying a multiplicity of sa d disks in said chamber exposed to the softening temperature thereof to accumulate a supply of disks therein in a moldable state; and means for successively presenting the foremost temporarily moldable disks from the series of disks in said chamber to said means providing said container head hood capp ng station.
18. Apparatus for hood capping container heads with binder-carrying hood cap disks, the binder carrying portions of said disks being capable of becoming moldable by heat and of setting to securing condition by cooling; said apparatus includ ng; a magazine for a supply of relatively cool binder-carry-v 100 ing hood cap disks; a heating chamber for subjecting such disks to temperature for rendering the same temporarily moldable and for thus maintaining a supply of such disks;
a movable carrier for simultaneously holda ing a series of said d sks in said chamber for softening and to-maintain therein a supply of moldable disks; a feed for successively delivering relatively cool disks from said magazine to said carrier; means for delivering temporarily moldable disks one at a t me from said carrier for application to container heads at a hood capping station for contracting and securing on said heads: and actuating transmissions.
19. Apparatus for hood capping container heads with binder-carrying hood-cap disks, the b nder carrying portions of said disks being capable of becoming moldable by heat and of setting to securing condition by 0001- ing: said apparatus including; a magazine for a supply of relatively cool binder-carrying hood cap disks; a heating chamber for subiecting such disks to temperature for rendering thesame temporarily moldable and for thus mainta ning a supply of such disks;
a movable carrier for simultaneously holding a series of said disks in said chamb r for softeningand to maintain therein a supply of moldable disks; a feed for successively delivering relatively cool disks from said magazine to said carrier; means for delivering moldable disks one at a time from said carrier for application to container heads at a hood cappin station for contracting and securing on said heads; said carrier including means to simultaneously advance a succession of spaced'separated disks and successively discharge the foremost disks and to receive cool disks to keep up the succession; means for moving said carrier to ad vance the series of disks in the chamber; and actuating transmissions.
20. Apparatus for hood capping container heads with plastic hood cap disks, the skirt forming portions of said d sks becoming temporarilymoldable under the necessary conditions and setting to' securing form on cooling; said apparatus including devices for successively presenting containers at a hood capping station; means for presenting a temporarily moldable hood cap disk to the head of the containerat said station for contracting and setting thereon; a conditioning chamber-for conditioning said disks to a temporarily moldable condition; mechanism for simultaneously carrying and advanc ng a multiplicity of said disks in vsaid chamber and for successively delivering moldable disks to said means; a magazine for a supply of relatively cool disks; feed means for delivering cooldisks one at a time from sa d supply to said mechanism; actuating transmission; and container detector means actuated by each container advancing toward said station and controlling the operative connection between said transmission and said feed means to cause said feed means to deliver a cool disk for each container to reach said station.
21. In the method of exteriorly covering the heads of containers with plastic hood caps having depending skirts, those steps which include arranging a stack of skirted plast c hood caps in reversed position with their skirts extending upwardlv to facilitate the free downward feeding of the caps without tending to spread the skirts thereof successively removing the reversed bottom caps from said stack and conveying the same to a container capping position while turning the cap over and delivering each cap right side up with its skirt depending, subjecting said caps to conditions that render their skirts temporarily moldable, and bringing together i the caps in a temporarily moldable condition while right'side up and the container heads to exteriorly cover said heads preparatory to molding to secured condition thereon. h
22. In the method of covering the heads of containers with flexible sheet material hood caps having flaring skirts carryinga binder tion on cooling on the container heads; those the cap supply therein.
23. Apparatus for exteriorly covering container heads with plastic hood caps having depending flaring annular skirts. said apparatus embodying a feed and holding magazine for and adapted to uphold a stack of said skirted hood caps in reversed position with their skirts extending upwardly, saidmagazine adapted for the free downward feeding of the stack of reversed hood caps to a discharge lnouth; said apparatus providing a station, at which successive container heads and successive hood caps right side up with their skirts depending and temporarily moldable are brought together; mechanism including cap reversing means for successively withdrawing reversed hood caps through said discharge mouth and conveying said caps to said station while turning sa d caps over and delivering the same right side up at said station; and conditioning means for subjecting said caps to influences to render their skirts temporarily moldable, whereby the cap skirts will be in a temporarily moldable condition when the caps are delivered right side 24. 'A magazine having, an open discharge mouth, said magazine adapted to receive a stack of nested binder-carrying paper hood caps in reversed position closed end foremost and to feed the same toward said mouth as caps are successively removed therefrom, means being provided to support the caps in said magazine with the end cap accessible at said mouth for stripping from the stack and said means and withdrawal from said mouth; in combination with hood cap transferring, reversing and discharging mechanisms for successively pulling and stripping the end der the binder carrying portions of the caps temporarily moldable, whereby each cap discharged is temporarily moldable for hood capping.
.25. In the method of hood capping containers; those steps which include maintaining a supply of relative-cool plastic hood cap disks; successively delivering disks from said supply and accumulating a succession of said delivered disks separated from each other and spaced apart while advancing the disks; successively dispensing the disks ina temporarily moldable condition from said succession onto successive bottle heads for contraction and setting to final securing form and condition on said heads; and subjecting said succession of spaced advancing disks to conditioning influences for rendering their skirts temporarily moldable. 4
26. Apparatus for hood capping bottles with plastic hood caps having flaring skirts for contraction when in a temporarily moldable condition to securing form and condition on bottle heads; said apparatus including a magazine for a stack of nested flaring skirted plastic hood caps, with an outlet for successively dispensing said caps and toward which said stack advances; a cap holder adapted to successively receive said hood caps and detachably hold the same with its open side down and its flexible skirt in a temporarily moldable condition depending in the path of movement of a bottle head to enter and remove the cap from the holder with the cap centered on the head and its temporarily moldable skirt depending therearound; a
feeder for successively removing the hood caps from said magazine outlet; conveyer means for successively delivering said caps from said feeder to said holder with the cap skirts in a temporarily moldable condition; and means for exerting influences on said caps to render said cap skirts temporarily moldable.
Signed at Fulton, Oswego County, New York, this 30th day of October, 1925. WILBUR L. WRIGHT.
I LEE D. PIERCE.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US66431A US1857075A (en) | 1925-11-02 | 1925-11-02 | Hood capping container |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US66431A US1857075A (en) | 1925-11-02 | 1925-11-02 | Hood capping container |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US1857075A true US1857075A (en) | 1932-05-03 |
Family
ID=22069455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US66431A Expired - Lifetime US1857075A (en) | 1925-11-02 | 1925-11-02 | Hood capping container |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US1857075A (en) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2667999A (en) * | 1952-03-05 | 1954-02-02 | American Seal Kap Corp | Bottle capping machine |
| US2993621A (en) * | 1954-12-20 | 1961-07-25 | Fmc Corp | Machine for packing eggs |
| US3352629A (en) * | 1962-12-31 | 1967-11-14 | Continental Can Co | Can cover sterilizer on can closing machine |
| US5683241A (en) * | 1995-12-19 | 1997-11-04 | Casselman; David S. | Apparatus for heating bottle caps |
| WO2009080594A1 (en) * | 2007-12-20 | 2009-07-02 | Inpeco Lp Ltd. | Apparatus for closing biological material containers |
| WO2010073064A1 (en) * | 2008-12-23 | 2010-07-01 | Sidel S.P.A. | Apparatus and method for processing container closures |
| ITVR20110042A1 (en) * | 2011-03-04 | 2012-09-05 | Weightpack S P A | CAPS WAREHOUSE IN THE CAPPING MACHINE |
| US20250243045A1 (en) * | 2024-01-31 | 2025-07-31 | Inpeco SA | Device for recruiting and loading caps for containers of biological samples |
-
1925
- 1925-11-02 US US66431A patent/US1857075A/en not_active Expired - Lifetime
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2667999A (en) * | 1952-03-05 | 1954-02-02 | American Seal Kap Corp | Bottle capping machine |
| US2993621A (en) * | 1954-12-20 | 1961-07-25 | Fmc Corp | Machine for packing eggs |
| US3352629A (en) * | 1962-12-31 | 1967-11-14 | Continental Can Co | Can cover sterilizer on can closing machine |
| US5683241A (en) * | 1995-12-19 | 1997-11-04 | Casselman; David S. | Apparatus for heating bottle caps |
| WO2009080594A1 (en) * | 2007-12-20 | 2009-07-02 | Inpeco Lp Ltd. | Apparatus for closing biological material containers |
| US20100307109A1 (en) * | 2007-12-20 | 2010-12-09 | Inpeco Ip Ltd. | Apparatus for closing biological material containers |
| US8397473B2 (en) * | 2007-12-20 | 2013-03-19 | Inpeco Ip Ltd. | Apparatus for closing biological material containers |
| WO2010073064A1 (en) * | 2008-12-23 | 2010-07-01 | Sidel S.P.A. | Apparatus and method for processing container closures |
| US8291680B2 (en) | 2008-12-23 | 2012-10-23 | Sidel S.P.A. | Apparatus and method for processing container closures |
| ITVR20110042A1 (en) * | 2011-03-04 | 2012-09-05 | Weightpack S P A | CAPS WAREHOUSE IN THE CAPPING MACHINE |
| US20250243045A1 (en) * | 2024-01-31 | 2025-07-31 | Inpeco SA | Device for recruiting and loading caps for containers of biological samples |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2972184A (en) | Machine for mounting spouts in the tops of containers | |
| US1857075A (en) | Hood capping container | |
| US2074815A (en) | Bottle capping mechanism | |
| US1990148A (en) | Bottle capping machine | |
| US2657816A (en) | Bottle labeling machine | |
| US2076116A (en) | Bottle capping mechanism | |
| US1826926A (en) | Machine for filling containers | |
| US2047846A (en) | Hood capping container | |
| US3000331A (en) | Coated tablet press | |
| US977632A (en) | Bag-filling machine. | |
| US3340674A (en) | Apparatus for wrapping ice cream bricks and similar moulded bodies | |
| US2805531A (en) | Material inserting machine | |
| US2699281A (en) | Machine for filling and capping ice-cream cups | |
| US1907900A (en) | Conveying mechanism | |
| US2551477A (en) | Capping machine with cap heating and cap transfer means | |
| CN110949710A (en) | Medical medicine bottling device and method | |
| US2546205A (en) | Bottle capping machine | |
| US2841937A (en) | Machine for assembling disposable cartridges for hypodermic syringes | |
| US2596408A (en) | Means for screw-tightening caps on jars by frictional pressure which diminishes as tightening proceeds | |
| US1818496A (en) | Packaging machine | |
| US1416345A (en) | Vacuum filling machine | |
| US582988A (en) | hoyte | |
| US1958769A (en) | Machine for crimping plastic caps on bottles | |
| US1839918A (en) | Closure applying machine | |
| US2587180A (en) | Container filling and capping machine |