US166324A - Improvement in chills - Google Patents
Improvement in chills Download PDFInfo
- Publication number
- US166324A US166324A US166324DA US166324A US 166324 A US166324 A US 166324A US 166324D A US166324D A US 166324DA US 166324 A US166324 A US 166324A
- Authority
- US
- United States
- Prior art keywords
- bars
- chill
- chills
- face
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000007789 gas Substances 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 238000005266 casting Methods 0.000 description 2
- 210000005069 ears Anatomy 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000000034 method Methods 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C21/00—Flasks; Accessories therefor
Definitions
- the nature and object oi' this invention relate to the method of constructing and ventilating chills for castings, whereby new and useful results are obtained by conducting the resultant gases (generated by pouring the molten iron) away from the face of the chill before allowing them to come in contact with the atlnosphere.
- the resultant gases generated by pouring the molten iron
- the great heat generated by the burning ot' these gases is removed from the side of the chill to its extremities, and the heating of the chill from that cause is, to a great extent, avoided, which, in the present state of the art of chilling castings, is a great desideratum.
- A represents the stationary or xed bars of the chill. These bars constitute about one-half of the chill, the face of which conforms to the shape ofthe iron to be chilled, and are joined at their ends in one piece with the rim B, so as to leave alternate bars and corresponding spaces.
- C represents detachable bars. These bars are fitted in the spaces between the bars A, and are only made detachable for the convenience-of constructing the gas -ducts D between their edges. These ducts are cut parallel to the face of the chill, and as close to the face as practical, extending the entire length of the bars, and leading' out at the end on the back side ofthe chill.
- the bars C are tted to and between the bars A.
- small notches may be cut in the corners of the bars A and 0,011 the face side, deep enough to let the gas pass into the ducts D through them.
- E represents cleats. These cleats are attached to the rim B of the chill for the purpose of holding the detachable bars G in their places.
- F represents ears attached to the chill, and 011 which it rests when placed in the liask.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Description
W. l. WELLING.
Chills.
No. 166,324. PatentedAug.3,1s75.
.yi/6695;@ I Innen/020:
UNITED STATES WUJLIAM J. WELLDTG,
PATENT OFFICE,
OF NILES, MICHIGAN.
IMPROVEMENT IN CHILLS.
Speciiication forming part of Letters Patent No. 166,324, dated August 3, 1875 application filed l March 8, '1875.
To all whom it may concern.'
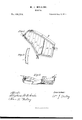
Be it known that I, WM. J. WELLING, of Niles, Berrien county, and State of Michigan, have invented a new and useful Improvement in Ohills for Mold-Boards for Plows and other Castings; and I do declare that the following is a true and accurate description thereof, reference being had to the accompanying drawing forming a part of this specification, in which- Figure lis a top view ot' the back of the chill with one of the bars removed. Fig. 2 is a perspective view of the same. Fig. 3 is a side View of one of the removable bars, showingvthe gas-duct D.
Like letters refer to like parts in each figure.
The nature and object oi' this invention relate to the method of constructing and ventilating chills for castings, whereby new and useful results are obtained by conducting the resultant gases (generated by pouring the molten iron) away from the face of the chill before allowing them to come in contact with the atlnosphere. Thus the great heat generated by the burning ot' these gases (by coining in contact with .the air) is removed from the side of the chill to its extremities, and the heating of the chill from that cause is, to a great extent, avoided, which, in the present state of the art of chilling castings, is a great desideratum.
ln the drawing, A represents the stationary or xed bars of the chill. These bars constitute about one-half of the chill, the face of which conforms to the shape ofthe iron to be chilled, and are joined at their ends in one piece with the rim B, so as to leave alternate bars and corresponding spaces. C represents detachable bars. These bars are fitted in the spaces between the bars A, and are only made detachable for the convenience-of constructing the gas -ducts D between their edges. These ducts are cut parallel to the face of the chill, and as close to the face as practical, extending the entire length of the bars, and leading' out at the end on the back side ofthe chill. The bars C are tted to and between the bars A. On the back oi' the chill the joints between the bars are made as tight as is practical, but on the face the joints are left sufficiently open to allow the gas to pass to the gas-ducts D, through which it freely escapes at the extremities of the chill, where it burns Without heating the body of the chill.
As a further means of providing for the free escape of the gas from the face of the chill, small notches may be cut in the corners of the bars A and 0,011 the face side, deep enough to let the gas pass into the ducts D through them.
E represents cleats. These cleats are attached to the rim B of the chill for the purpose of holding the detachable bars G in their places. F represents ears attached to the chill, and 011 which it rests when placed in the liask.
I am aware that chills have been made of detachable bars, having V-shaped apertures, to be lilled with sand; but such I do not claim.
What I claim, and desire to secure by Letters Patent, is
AThe chill for mold-boards, consisting of the fixed bars A, detachable bars C, joined together by means of the rim B, the cleats E, gas-ducts D, and ears F, all constructed substantially as described.
v WM. J. WELLING. Witnesses:
ALsoN H. WELLING,
SHEPHERD H. WHEELER.
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US166324A true US166324A (en) | 1875-08-03 |
Family
ID=2235733
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US166324D Expired - Lifetime US166324A (en) | Improvement in chills |
Country Status (1)
| Country | Link |
|---|---|
| US (1) | US166324A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3222735A (en) * | 1963-06-19 | 1965-12-14 | Amsted Ind Inc | Pressure casting apparatus with gaspermeable chill assembly |
-
0
- US US166324D patent/US166324A/en not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3222735A (en) * | 1963-06-19 | 1965-12-14 | Amsted Ind Inc | Pressure casting apparatus with gaspermeable chill assembly |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US166324A (en) | Improvement in chills | |
| US272497A (en) | Chill for chilling metal | |
| US187441A (en) | Improvement in car-wheel chills | |
| US721831A (en) | Molder's flask. | |
| US37295A (en) | Improvement in mold-boxes for casting propeller-wheels | |
| US250865A (en) | Gael wittenstbom | |
| US232305A (en) | Plow-chill | |
| US177961A (en) | Improvement in the treatment of plow mold-boards | |
| US481442A (en) | Cornelius a | |
| US298811A (en) | Hawlby adams | |
| US265646A (en) | Chill for chilling metal | |
| US189874A (en) | Improvement in chills for casting mold-boards for plows | |
| US284856A (en) | Soldering-copper | |
| US1104927A (en) | Casting apparatus. | |
| US407732A (en) | Mold for casting sash-weights | |
| US225712A (en) | Mold for dog-irons | |
| US412566A (en) | Island | |
| USRE5801E (en) | Improvement in casting mold-boards | |
| US114469A (en) | Improvement in chills for plow-castings | |
| US231877A (en) | wiaed | |
| US156757A (en) | Improvement in stone-breakers | |
| US134439A (en) | Improvement in chills for mold-boards and other castings | |
| US809688A (en) | Horseshoe. | |
| US695091A (en) | Metal-mold for forming castings. | |
| US977546A (en) | Art of casting non-ferric metals. |