RU82009U1 - Композитная лопатка вентилятора - Google Patents
Композитная лопатка вентилятора Download PDFInfo
- Publication number
- RU82009U1 RU82009U1 RU2008145217/22U RU2008145217U RU82009U1 RU 82009 U1 RU82009 U1 RU 82009U1 RU 2008145217/22 U RU2008145217/22 U RU 2008145217/22U RU 2008145217 U RU2008145217 U RU 2008145217U RU 82009 U1 RU82009 U1 RU 82009U1
- Authority
- RU
- Russia
- Prior art keywords
- blade
- tapes
- layers
- layer
- weft
- Prior art date
Links
Landscapes
- Structures Of Non-Positive Displacement Pumps (AREA)
- Woven Fabrics (AREA)
Abstract
Композитная лопатка вентилятора с многослойным армирующим материалом, преимущественно для авиационных двигателей, содержащая комель, лопасть, переднюю кромку и выполненная из связанных между собой слоев тканого армирующего композитного материала, имеющего углеволоконную основу, внедренных в жесткое эпоксидное полимерное связующее, при этом слои выполнены из набора переплетенных между собой перпендикулярных цельных лент из тканого композитного материала, часть лент которых составляет основу слоя и простирается вдоль размаха лопатки от комля до верхушки лопасти, а другая часть лент составляет уток слоя и простирается от передней кромки до задней кромки лопатки до выхода на поверхность лопатки, отличающаяся тем, что в многослойный армирующий материал дополнительно введены слои из диагонально расположенных и переплетенных между собой лент из тканого композитного материала, при этом слои из диагональных лент расположены между слоями из перпендикулярных лент и оплетены лентами основы и утка следующего слоя, переходящих из одного слоя в следующий путем перегиба лент основы у края комля и конца лопасти, а лент утка - путем перегиба у передней и задней кромки лопатки, а количество и длины лент выбраны из условия обеспечения необходимых толщины и геометрии лопатки.
Description
Область техники.
Полезная модель относится к механике, в частности к конструктивным элементам насосов и компрессоров необъемного вытеснения, и может быть использована в конструкции лопаток из полимерных материалов для авиационных двигателей, а также для промышленных систем вентиляции крупных производственных зданий, средств транспорта и т.д., для повышения их эксплуатационных характеристик.
Уровень техники.
Динамические нагрузки на вентиляторные лопатки достаточно велики, следовательно, данные изделия должны обладать высокими прочностными характеристиками, что необходимо при эксплуатации. Широкое распространение получили технологии по которым армированный каркас лопатки получают наложением слоев из композитных материалов, в основном однонаправленного полотняного и саржевого переплетений, один на другой и последующим их соединением связующим или нитепрошивным способом. При таких способах изготовления сложно предотвратить расслаивание и сдвиг слоев ткани из-за отсутствия связей между ними, а применение нитепрошивных способов может повредить внутреннюю структуру оболочки. Поэтому наиболее перспективным направлением создания армированных каркасов является получение ткано-плетеных
структур, позволяющих обеспечить прочные связи в слоях оболочек в трехмерном направлении.
Известны способы изготовления лопастей воздушного винта из армирующих нитей, внедренных в термоотверждаемое полимерное связующее, в котором они формируют многослойный тканый материал. Согласно патенту US №5279892 МКП В32В 7/00, 1994 г. конструкция лопатки представляет собой сочетание двух групп армированных внешних и внутренних слоев. Группа внутренних слоев представляет собой тонкую, тканую структуру, образующую сердечник и формирующую пространственную геометрию лопатки. Группа внешних слоев, армированных под углами 6α, зависящих от направления изгибающих моментов, формирует внешнюю геометрию лопатки.
Межслоевая прочность между сердечником и внешними слоями обеспечивается за счет связующего, что является главным недостатком, так как наличие дополнительной нагрузки может привести к расслаиванию лопатки в области пера, поскольку отсутствуют какие-либо дополнительные элементы, связывающие внешние и внутренние слои между собой.
Согласно патенту на изобретение РФ №2004130731 (МКП F02K 9/24, 2004 г.) конструкция лопатки состоит из двух частей. Лопасть лопатки представляет собой предварительно отформованную заготовку, состоящую из нитей и волокон, сотканных в трех измерениях одним типом текстильного плетения, и связующего компонента. Основание лопатки представляет собой также предварительно отформованную заготовку, состоящую из нитей и волокон, сотканных также в трех измерениях, но другим текстильным плетением.
Соединение пера и основания осуществляется переходной зоной, где плетение одного типа плавно переходит в плетение другого типа.
Основным недостатком такой конструкции является наличие переходной зоны, так как для обеспечения требуемых прочностных характеристик в этом месте необходимы дополнительные существенные затраты на теоретическом, технологическом и производственном уровне производства. Вторым недостатком является то, что поскольку нет никакой привязки к точно определенной жесткой геометрии и вся конструкция держится только на ткани со связующим, то очень сложно получить точную геометрическую форму детали.
Ближайшим аналогом заявляемого решения является лопасть турбомашины из композитного материала, которая представляет собой предварительно отформованную заготовку, состоящую из нитей и волокон, пропитанных термоотверждаемым полимерным связующим [патент US №5672417, МКП В32В 5/26, 1997 г.]. При этом армирующие нити образуют многослойный, тканый каркас, в котором нити каждого слоя переплетаются не только с уточными нитями своего слоя, но также и с уточными нитями соседних слоев, образуя таким образом, взаимосвязанную многослойную структуру, которая обладает хорошей межслоевой прочностью.
Основным недостатком такого технического решения является неэкономичный расход сырья, так как концы нитей, из которых сформирована армирующая основа, выходят за пределы формы, где в последствии обрезаются, в связи с чем появляется дополнительная проблема обеспечения качества поверхности в местах среза нитей, что, в свою очередь,
приводит к наращиванию дополнительного слоя связующего и, как следствие, к увеличению веса лопатки.
Сущность полезной модели
Технической задачей предлагаемой полезной модели является разработка такой конструкции вентиляторной лопатки из композиционных материалов, которая позволила бы снизить трудоемкость и себестоимость ее изготовления при улучшении прочностных характеристик.
Поставленная задача достигается тем, что в композитной лопатке вентилятора с многослойным армирующим материалом, преимущественно для авиационных двигателей, содержащей комель, лопасть, переднюю кромку, и выполненной из связанных между собой слоев тканного армирующего композитного материала, имеющего углеволоконную основу, внедренных в жесткое эпоксидное полимерное связующее, при этом, слои выполнены из набора переплетенных между собой перпендикулярных цельных лент из тканного композитного материала, часть лент которых составляют основу слоя и простираются вдоль размаха лопатки от комля до верхушки лопасти, а другая часть лент составляют уток слоя и простираются от передней кромки до задней кромки лопатки до выхода на поверхность лопатки, в многослойный армирующий материал дополнительно введены слои из диагонально расположенных и переплетенных между собой лент из тканного композитного материала, при этом, слои из диагональных лент расположены между слоями из перпендикулярных лент и оплетены лентами основы и утка следующего слоя, переходящих из одного слоя в следующий путем перегиба лент основы у края комля и конца лопасти, а лент утка - путем перегиба у передней и задней кромки
лопатки, а количество и длины лент выбраны из условия обеспечения необходимых толщины и геометрии лопатки.
Такое выполнение лопатки вентилятора позволяет существенно повысить ее прочностные характеристики, снизить трудоемкость и себестоимость изготовления.
Перечень фигур на чертежах.
Полезная модель поясняется чертежами, на которых:
- Фиг.1 - показывает общий вид лопатки вентилятора, выполненной в соответствии с полезной моделью;
- Фиг.2 - показывает схему плетения из лент в поперечном сечении лопатки (диагональные ленты условно не показаны);
- Фиг.3 - показывает схему плетения из лент в продольном сечении лопатки в аксонометрии (диагональные ленты условно не показаны);
- Фиг.4 - показывает поперечное сечение лопатки с лентами утка (ленты основы не показаны);
- Фиг.5 - показывает схему укладки лент основы в продольном сечении;
- Фиг.6 - показывает схему укладки диагональных лент.
Осуществление полезной модели.
Лопатка 1 (фиг.1) состоит из аэродинамической части -лопасти 2, изготовленной зацело с комлем 3. Лопатка 1 сделана из композитного материала, имеющего углеволоконную основу, внедренную в жесткое эпоксидное полимерное связующее и имеет прикрепленную определенным образом переднюю кромку 4 из титанового сплава TA6V, пригнанную и приклеенную к остальной части лопатки. Передняя кромка 4 продолжается по всей длине лопасти 2.
Внешняя поверхность пригнанной передней кромки 4 является продолжением поверхности 12. Внутренняя поверхность 14 сопрягается с поверхностью 15 соответствующего края лопасти 2. Поверхности 14 и 15 приклеены друг к другу по методике, привычной для квалифицированного читателя для фиксации передней кромки 4 на пере 2.
Лопатка выполнена многослойной, а слои выполнены из набора переплетенных между собой перпендикулярных цельных лент из тканного композитного материала, при этом, часть лент составляют основу слоя и простираются вдоль размаха лопатки от комля до верхушки лопасти, а другая часть слоев составляют уток слоя и простираются от передней кромки до задней кромки лопатки до выхода на поверхность лопатки.
Кроме того, лопатка может быть выполнена из цельных лент тканного композитного материала, переходящих из одного слоя в следующий путем перегиба лент основы у края комля и конца лопасти, а лент утка - путем перегиба у передней и задней кромки лопатки, а количество и длины лент выбраны из условия обеспечения необходимых толщины и геометрии лопатки.
Толщина лопатки вентилятора меняется на всем ее протяжении от свободной части пера до комлевой. Поэтому армирующий материал представляет собой многослойный материал с переменной толщиной, который формируют из лент согласно принципу, представленному на фиг.2, 3.
Уточные ленты каждого из слоев I, II, III, IV, V располагают в направлении хорды пера 2, то есть, параллельно линии, соединяющей передний край 13 передней кромки 4 с задним
краем 7 задней кромки. Каждая из лент основы, соединяющих уточные ленты каждого слоя, также соединяет уточные ленты соседнего слоя, расположенного выше, и соседнего слоя, расположенного ниже, таким образом, обеспечивая тканое соединение между слоями. Слои параллельны друг другу и воображаемой поверхности, расположенной посередине между внутренней поверхностью и внешней поверхностью пера. Каждая лента основы и утка при переходе из одного слоя в другой имеет перегиб, лежащий на линии соприкосновения слоя с конфигурацией поверхности лопатки, таким образом, число свободных концов лент сводят к минимуму и располагают их в зонах, которые будут нести наименьшую нагрузку при эксплуатации лопатки.
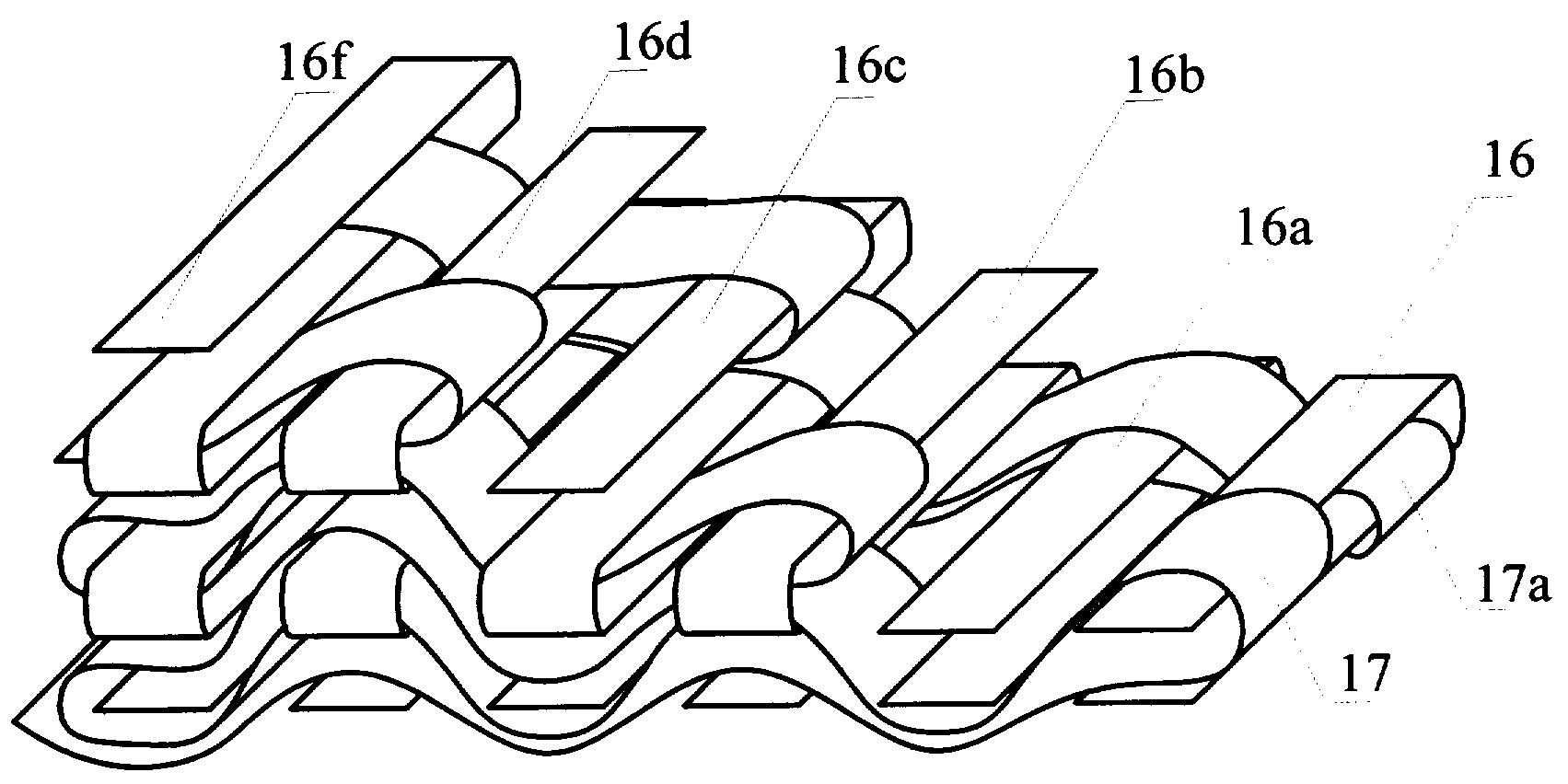
Первый горизонтальный слой формируют из продольных лент (ленты основы) 17 и 17а и поперечных лент (лент утка) 16, 16а, 16b, 16с, 16d, 16f. Лента 17 проходит под лентами 16f, 16с, 16а перекрывая сверху ленты 16d, 16b, 16 и, изменив направление на 180°, переходит во второй слой, где перекрывает ленты 16, 16b, 16d сверху огибая ленты 16а, 16с, 16f снизу, возвращаясь в первый слой. Далее лента 17 меняет свое направление на 180° и проходит над лентой 16f первого слоя сверху, огибает ленту 16d третьего слоя сверху, 16 с второго слоя снизу, проходя над лентой 16 с первого слоя, далее проходит над лентой 16b второго, таким образом, во втором слое лента 17 проходит над лентой в 16b второго слоя два раза для достижения необходимой толщины. Изменив свое направление на 180° лента 17 огибает сверху ленту 16b третьего слоя, проходит над лентой 16 с второго слоя и соответственно под лентой 16с третьего, далее идет поверх лент 16d четвертого слоя, соединяя таким образом третьи,
четвертые слои; проходит под лентой 16f третьего слоя, меняет свое направление на противоположное и проходит под лентой 16f третьего, далее под лентой 16f третьего, далее под лентой 16d четвертого, так что между лентой 16d, находящейся в четвертом слое, и 16d, лежащей в пятом, лента 17 проходит 2 раза, меняя свое направление на противоположное. Лента 17 проходит под лентой 16d пятого слоя и идет между участками лент 16f четвертого и пятого слоев. Аналогичным образом ведет себя лента основы 17а.
Слои I, II, III, IV, V из лент основы 17 и 17а и утка 16, 16а, 16b, 16с, 16d, 16f, формируют единый многослойный тканый материал, который, непрерывен от внутренней поверхности 12а до внешней поверхности 12b пера.
Ленты основы и утка образуют переплетение в шахматном порядке внутри и между слоями. Поворот лент в конце каждого слоя на 180° осуществляют таким образом, что верхняя сторона ленты впоследствии становится нижней. В сечении лопатка вентилятора представляет собой набор лент основы и утка, уложенных непрерывно по зигзагообразной траектории и соединенных ткацкими переплетениями, формирующими многослойную тканую оболочку (см. Фиг.4, 5.).
Точное соответствие заданной геометрической форме лопатки в различных сечениях может достигаться как подбором необходимого числа слоев, так и использованием комплекта лент различной ширины в зонах на которые она условно делится. В зоне А (см. Фиг.1) ширина лент варьируется от 3 до 8 мм, в зоне Б - 8-25 мм, в зоне В - 3-8 мм, в зоне Г - 20-30 мм, в зоне Д - 8-20 мм, в зоне Е - 3-8 мм.
Для увеличения плотности и взаимосвязи слоев изделия по диагональному направлению в многослойный армирующий материал лопатки дополнительно введены слои из диагонально расположенных и переплетенных между собой лент из тканного композитного материала, при этом, слои из диагональных лент расположены между слоями из перпендикулярных лент и оплетены лентами основы и утка следующего слоя, переходящих из одного слоя в следующий путем перегиба лент основы у края комля и конца лопасти, а лент утка - путем перегиба у передней и задней кромки лопатки, а количество и длины лент выбраны из условия обеспечения необходимых толщины и геометрии лопатки.
Для этого к слоям из лент основы 17 и утка 16, вводят дополнительные непрерывные укрепляющие диагональные ленты 18 и 19 (фиг.6). Ленты 18 и 19 вводят после того как сформирован первый слой из нитей основы 17 и утка 16. Первый горизонтальный настил диагонального слоя формируют переплетением двух лент 18 и 19 в диагональном направлении, которые доходя до крайней ленты переднего края 13 передней кромки 14 (или заднего края задней кромки 7) меняют свое направление на противоположное и переходят во второй настил, после того как формируется второй слой.
При этом, слой из лент 18 и 19 оплетают лентами основы и утка следующего слоя, а после укладки слоя из набора переплетенных между собой перпендикулярных цельных лент (основы и утка) из тканного композитного материала укладывают следующий диагональный слой.
Изготовленная таким образом преформа лопатки вентилятора подвергается вакуумной обработке для качественной укладки в пресс-форму после чего подвергается
пропитке и отверждению полимерным связующим известными методами.
Особенностью предлагаемого решения является возможность при проектировании задавать как микроструктуру в оболочке, содержащей волокна и нити, переплетенные в лентах, так и макроструктуру многослойного материала из лент. Путем подбора геометрических параметров макроструктуры - толщины и ширины используемых лент -можно влиять на геометрический характер распределения лент основы и утка в цельнотканой оболочке лопатки вентилятора, что может улучшить прочностные и технические характеристики изделия.
В выполненной в соответствии с полезной моделью лопатке отсутствуют деформационно-напряжные состояния, уменьшаются расслаиваемость и сдвиг слоев, что позволяет получить трехмерную цельнотканую лопатку вентилятора без швов. Вследствие этого улучшаются технические характеристики и эксплуатационная надежность, увеличивается прочность лопатки.
Кроме того, существенно упрощается технология изготовления, снижается трудоемкость, повышается производительность труда.
Более того, достигается существенная экономия сырья.
Claims (1)
- Композитная лопатка вентилятора с многослойным армирующим материалом, преимущественно для авиационных двигателей, содержащая комель, лопасть, переднюю кромку и выполненная из связанных между собой слоев тканого армирующего композитного материала, имеющего углеволоконную основу, внедренных в жесткое эпоксидное полимерное связующее, при этом слои выполнены из набора переплетенных между собой перпендикулярных цельных лент из тканого композитного материала, часть лент которых составляет основу слоя и простирается вдоль размаха лопатки от комля до верхушки лопасти, а другая часть лент составляет уток слоя и простирается от передней кромки до задней кромки лопатки до выхода на поверхность лопатки, отличающаяся тем, что в многослойный армирующий материал дополнительно введены слои из диагонально расположенных и переплетенных между собой лент из тканого композитного материала, при этом слои из диагональных лент расположены между слоями из перпендикулярных лент и оплетены лентами основы и утка следующего слоя, переходящих из одного слоя в следующий путем перегиба лент основы у края комля и конца лопасти, а лент утка - путем перегиба у передней и задней кромки лопатки, а количество и длины лент выбраны из условия обеспечения необходимых толщины и геометрии лопатки.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008145217/22U RU82009U1 (ru) | 2008-11-18 | 2008-11-18 | Композитная лопатка вентилятора |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008145217/22U RU82009U1 (ru) | 2008-11-18 | 2008-11-18 | Композитная лопатка вентилятора |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU82009U1 true RU82009U1 (ru) | 2009-04-10 |
Family
ID=41015352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008145217/22U RU82009U1 (ru) | 2008-11-18 | 2008-11-18 | Композитная лопатка вентилятора |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU82009U1 (ru) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2529529C2 (ru) * | 2009-10-30 | 2014-09-27 | Геракл | Деталь малой толщины из термоструктурного композиционного материала и способ ее изготовления |
| RU2553872C2 (ru) * | 2010-06-28 | 2015-06-20 | Геракл | Лопатка турбомашины с асимметричной дополняющей геометрией |
| RU2562983C2 (ru) * | 2010-06-28 | 2015-09-10 | Геракл | Лопатка турбомашины с четной или нечетной дополняющей геометрией и способ ее изготовления |
| RU2586423C2 (ru) * | 2011-05-13 | 2016-06-10 | Геракл | Лопатка турбинного двигателя с встроенным хвостовиком, изготовленная из композиционного материала |
-
2008
- 2008-11-18 RU RU2008145217/22U patent/RU82009U1/ru not_active IP Right Cessation
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2529529C2 (ru) * | 2009-10-30 | 2014-09-27 | Геракл | Деталь малой толщины из термоструктурного композиционного материала и способ ее изготовления |
| RU2553872C2 (ru) * | 2010-06-28 | 2015-06-20 | Геракл | Лопатка турбомашины с асимметричной дополняющей геометрией |
| RU2562983C2 (ru) * | 2010-06-28 | 2015-09-10 | Геракл | Лопатка турбомашины с четной или нечетной дополняющей геометрией и способ ее изготовления |
| RU2586423C2 (ru) * | 2011-05-13 | 2016-06-10 | Геракл | Лопатка турбинного двигателя с встроенным хвостовиком, изготовленная из композиционного материала |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8079387B2 (en) | Pi-shaped preform | |
| KR101860488B1 (ko) | 바이어스 섬유들을 갖는 파이 형태 예비성형체 | |
| RU2415976C2 (ru) | Комбинированные трехмерные тканые многослойные стойки для композитных конструкций | |
| EP2367674B1 (en) | Pi-preform with variable width clevis and related method of forming | |
| RU2516802C2 (ru) | Способ тканья основ с цельными боковыми стенками | |
| RU2496930C2 (ru) | Усовершенствованная волокнистая структура для п-образных преформ | |
| RU2708286C2 (ru) | Способ изготовления детали и композитная сплошная деталь, получаемая с помощью способа | |
| RU2534505C2 (ru) | Тканая заготовка, с выполненными заодно целое с ней внеосевыми элементами жесткости | |
| JP5406850B2 (ja) | 交差壁を伴う閉じ構造を織る方法 | |
| RU2542976C2 (ru) | Волокнистая заготовка, усиленный волокнами композитный элемент и способ их изготовления | |
| RU2528967C2 (ru) | Квази-изотропная трехмерная заготовка и способ ее изготовления | |
| CN102171025A (zh) | 由3d复合材料制造的风扇导向叶片 | |
| US9962901B2 (en) | Preform with integrated gap fillers | |
| RU82009U1 (ru) | Композитная лопатка вентилятора | |
| RU2384749C1 (ru) | Композитная лопатка вентилятора с многослойным армирующим материалом |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PC11 | Official registration of the transfer of exclusive right |
Effective date: 20110726 |
|
| MM9K | Utility model has become invalid (non-payment of fees) |
Effective date: 20171119 |