RU2638714C1 - Method of producing multi-layer coating for cutting tool - Google Patents
Method of producing multi-layer coating for cutting tool Download PDFInfo
- Publication number
- RU2638714C1 RU2638714C1 RU2016150305A RU2016150305A RU2638714C1 RU 2638714 C1 RU2638714 C1 RU 2638714C1 RU 2016150305 A RU2016150305 A RU 2016150305A RU 2016150305 A RU2016150305 A RU 2016150305A RU 2638714 C1 RU2638714 C1 RU 2638714C1
- Authority
- RU
- Russia
- Prior art keywords
- titanium
- coating
- cathodes
- layer
- niobium
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
Abstract
Description
Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.The invention relates to methods for applying wear-resistant coatings to a cutting tool and can be used in metalworking.
Известен способ повышения стойкости режущего инструмента (РИ), при котором на его поверхность наносят износостойкое ионно-плазменное покрытие из нитрида титана (TiN) (см. Табаков В.П. Формирование износостойких ионно-плазменных покрытий режущего инструмента. - М.: Машиностроение, 2008. - 311 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытия имеют относительно низкую твердость. В результате этого покрытие в большей мере подвергается износу, в нем быстро зарождаются и распространяются трещины, приводящие к разрушению покрытия, что снижает стойкость РИ с покрытием.A known method of increasing the resistance of a cutting tool (RI), in which a wear-resistant ion-plasma coating of titanium nitride (TiN) is applied to its surface (see Tabakov V.P. Formation of wear-resistant ion-plasma coatings of a cutting tool. - M.: Mechanical Engineering, 2008 .-- 311 p.). The reasons that impede the achievement of the following technical result when using the known method include the fact that in the known method, the coatings have a relatively low hardness. As a result of this, the coating undergoes more wear and tear, cracks quickly nucleate and propagate in it, leading to the destruction of the coating, which reduces the resistance of the RI with the coating.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ нанесения многослойного покрытия, состоящего из нижнего слоя нитрида титана TiN и верхнего слоя нитрида соединения титана, алюминия и ниобия TiAlNbN (Патент на изобретение RU 2548854 C2), принятый за прототип.The closest method of the same purpose to the claimed invention in terms of features is a method of applying a multilayer coating consisting of a lower layer of titanium nitride TiN and an upper layer of nitride of a compound of titanium, aluminum and niobium TiAlNbN (Patent for invention RU 2548854 C2), adopted as a prototype.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного режущего инструмента с покрытием, принятого за прототип, относится то, что в известном способе многослойное покрытие обладает недостаточной твердостью, а следовательно, трещиностойкостью. В результате покрытие плохо сопротивляется процессам износа и разрушения и быстро разрушается при резании.For reasons that impede the achievement of the technical result indicated below when using a known cutting tool with a coating adopted as a prototype, the multilayer coating in the known method has insufficient hardness and, therefore, crack resistance. As a result, the coating poorly resists the processes of wear and tear and quickly collapses when cutting.
Повышение в последнее время стоимости металлорежущего инструмента и ужесточение требований к точности обрабатываемых деталей сделало еще более актуальной проблему повышения стойкости РИ. Одним из путей повышения стойкости и, как следствие, работоспособности РИ с покрытием является нанесение покрытий многослойного типа со слоями с различными физико-механическими свойствами. Наличие в покрытии верхнего слоя, обладающего высокой твердостью, способствует снижению интенсивности износа РИ с многослойным покрытием. Для повышения прочности сцепления покрытия с инструментальной основой оно должно иметь в своем составе нижний слой с повышенными адгезионными свойствами. Кроме того, создание микрослоистости в верхнем и промежуточном слоях покрытия приводит к увеличению его твердости и трещиностойкости и, как следствие, работоспособности РИ с покрытием.Recently, the increase in the cost of metal-cutting tools and the tightening of requirements for precision machined parts made the problem of increasing the resistance of radiation sources even more urgent. One of the ways to increase the resistance and, as a consequence, the health of RI with a coating is to apply multilayer coatings with layers with different physical and mechanical properties. The presence in the coating of the upper layer with high hardness, helps to reduce the wear rate of radiation with multilayer coatings. To increase the adhesion strength of the coating to the tool base, it should include a lower layer with improved adhesive properties. In addition, the creation of micro-layering in the upper and intermediate layers of the coating leads to an increase in its hardness and fracture toughness and, as a result, the performance of the coated radiation source.
Технический результат - повышение работоспособности РИ.The technical result is an increase in the health of RI.
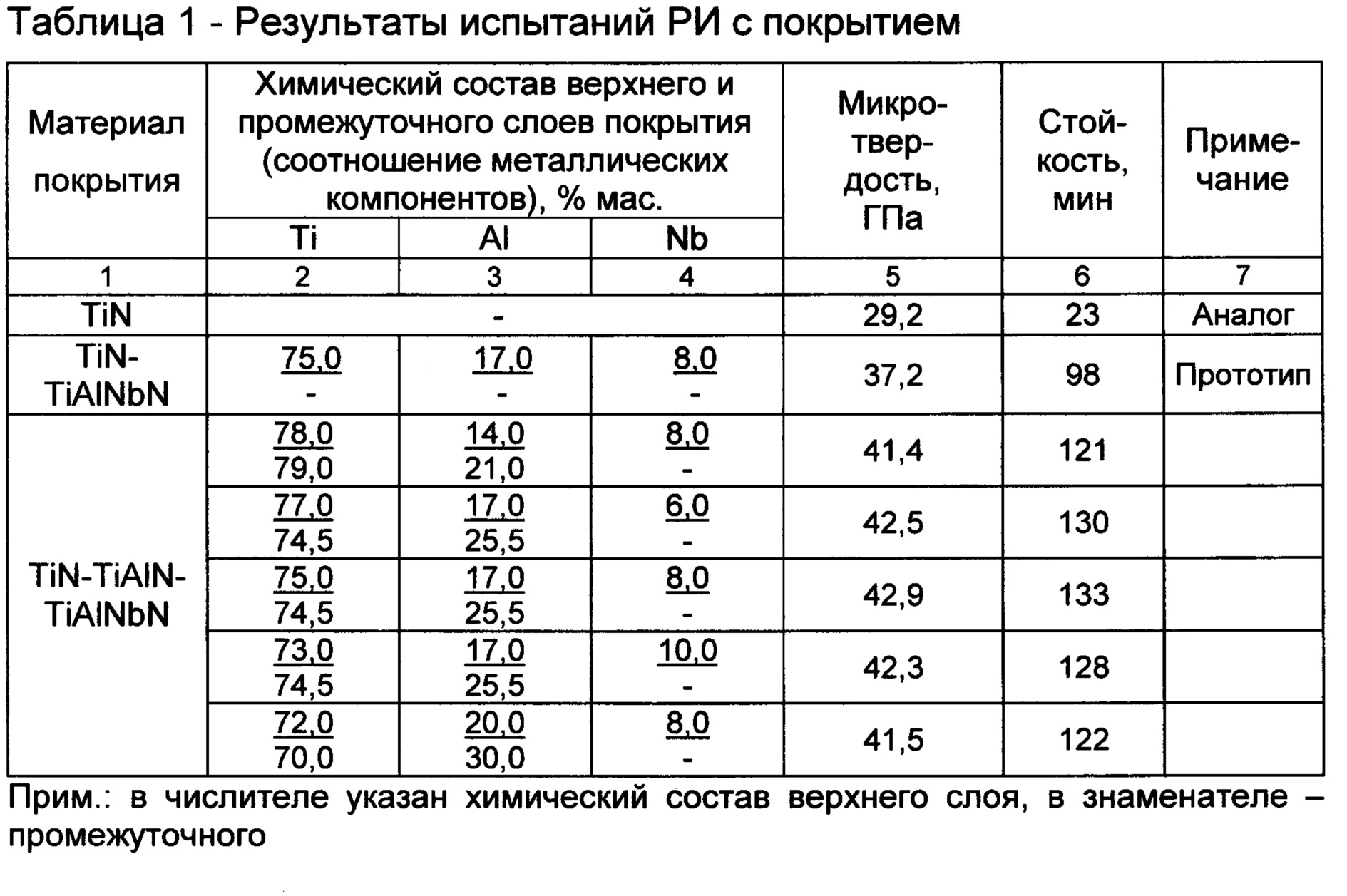
Указанный технический результат при осуществлении изобретения достигается тем, что наносят многослойное ионно-плазменное покрытие, состоящее из нижнего слоя нитрида титана, промежуточного - нитрида соединения титана и алюминия при их соотношении, мас. %: титан 70,0-79,0, алюминий 21,0-30,0, и верхнего - нитрида соединения титана, алюминия и ниобия при их соотношении, мас. %: титан 70,0-80,0, алюминий 14,0-20,0, ниобий 6,0-10,0, а нанесение слоев покрытия осуществляют расположенными горизонтально в одной плоскости тремя катодами, первый из которых выполняют из сплава титана и алюминия, второй - составным из титана и ниобия и располагают противоположно первому, а третий изготавливают из титана и располагают между ними, причем нижний слой наносят с использованием третьего катода, промежуточный слой - с использованием первого и третьего катодов, а верхний слой - с использованием всех трех катодов.The specified technical result in the implementation of the invention is achieved by the fact that a multilayer ion-plasma coating is applied, consisting of a lower layer of titanium nitride, an intermediate layer of titanium and aluminum compounds nitride in their ratio, wt. %: titanium 70.0-79.0, aluminum 21.0-30.0, and the upper nitride compound of titanium, aluminum and niobium in their ratio, wt. %: titanium 70.0-80.0, aluminum 14.0-20.0, niobium 6.0-10.0, and coating layers are applied by three cathodes arranged horizontally in the same plane, the first of which is made of a titanium alloy and aluminum, the second is a composite of titanium and niobium and is opposite to the first, and the third is made of titanium and placed between them, with the lower layer being applied using the third cathode, the intermediate layer using the first and third cathodes, and the upper layer using all three cathodes.
Такая структура покрытия позволяет получить высокую прочность сцепления с основой из-за наличия в покрытии нижнего слоя нитрида титана, обладающего высокой адгезией с инструментальной основой. Промежуточный и верхний слои обладают высокой твердостью из-за дополнительного легирования материала слоя, наличием в структуре микрослоистости, получаемой при нанесении покрытий по предлагаемой схеме расположения катодов.This coating structure allows to obtain high adhesion to the base due to the presence in the coating of the lower layer of titanium nitride, which has high adhesion to the tool base. The intermediate and upper layers have high hardness due to the additional alloying of the material of the layer, the presence in the structure of micro-layers obtained by coating according to the proposed arrangement of the cathodes.
Сущность изобретения заключается в следующем. В покрытии при резании происходят процессы трещинообразования, приводящие к его разрушению. В этих условиях покрытие должно иметь слоистую структуру для торможения трещин. Нижний слой покрытия должен обладать высокой адгезией с инструментальным материалом. Слои покрытия должны обладать высокой твердостью для повышения износо- и трещиностойкости. При этом слои многослойного покрытия должны иметь высокую прочность связи между собой, что обеспечивается их высоким сродством друг с другом из-за наличия общих элементов.The invention consists in the following. During cutting, cracking processes occur in the coating, leading to its destruction. Under these conditions, the coating should have a layered structure to inhibit cracks. The bottom layer of the coating must have high adhesion to the tool material. Coating layers must have high hardness to increase wear and crack resistance. Moreover, the layers of the multilayer coating should have high bond strength between each other, which is ensured by their high affinity for each other due to the presence of common elements.
Пластины с покрытиями, полученные с отклонениями от указанной технологии получения, показали более низкие результаты.Coated plates obtained with deviations from the indicated production technology showed lower results.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип, а также многослойное покрытие по предлагаемому способу.For experimental verification of the claimed method, a prototype coating was applied, as well as a multilayer coating according to the proposed method.
Нанесение предлагаемого покрытия осуществляется следующим образом. Твердосплавные пластины МК8 (размером 4,7×12×12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки «Булат-6», снабженной тремя катодами, расположенными горизонтально в одной плоскости. При нанесении покрытия используют первый катод, изготовленный из сплава титана и алюминия, второй составной катод, изготовленный из титана и ниобия и расположенный противоположно первому, и третий катод, изготовленный из титана и расположенный между ними.The proposed coating is as follows. MK8 carbide inserts (4.7 × 12 × 12 mm in size) are washed in an ultrasonic bath, wiped with acetone, alcohol and mounted on a rotary device in the vacuum chamber of the Bulat-6 installation equipped with three cathodes located horizontally in the same plane. When applying the coating, a first cathode made of an alloy of titanium and aluminum is used, a second composite cathode made of titanium and niobium located opposite to the first, and a third cathode made of titanium and located between them.
Камеру откачивают до давления 6,65⋅10-3 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают третий катод и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 580-620°C. Ток фокусирующей катушки 0,4 А. Затем при отрицательном напряжении 220 В, токе дуги 110 А, токе катушек 0,3 А, подаче реакционного газа - азота и включенном третьем катоде осаждают нижний слой покрытия TiN толщиной 2,0 мкм. Далее при отрицательном напряжении 250 В, токе дуги 120 А, токе катушек 0,3 А и подаче реакционного газа азота и включенных первом и третьем катодах осаждают промежуточный слой покрытия TiAlN толщиной 2,0 мкм. Верхний слой покрытия TiAlNbN толщиной 2,0 мкм наносят при отрицательном напряжении 250 В, токе дуги 120 А, токе катушек 0,3 А, включенных трех катодах и подаче реакционного газа - азота. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.The chamber is pumped out to a pressure of 6.65⋅10 -3 Pa, the rotator is turned on, a negative voltage of 1.1 kV is applied to it, the third cathode is turned on, and at an arc current of 100 A, the plates are cleaned and heated to a temperature of 580-620 ° C. The focusing coil current is 0.4 A. Then, at a negative voltage of 220 V, arc current of 110 A, current of coils of 0.3 A, supply of reaction gas — nitrogen, and the third cathode turned on, the lower TiN coating layer is deposited with a thickness of 2.0 μm. Then, with a negative voltage of 250 V, an arc current of 120 A, a current of coils of 0.3 A, and a supply of reaction nitrogen gas and the first and third cathodes turned on, an intermediate TiAlN coating layer 2.0 μm thick is deposited. The upper coating layer of TiAlNbN 2.0 μm thick is applied at a negative voltage of 250 V, an arc current of 120 A, a current of coils of 0.3 A, three cathodes turned on and a supply of reaction gas, nitrogen. Then shut off the evaporators, the supply of reaction gas, voltage and rotation of the device. After 15-20 minutes, the chamber is opened and the coated tool is removed.
Микротвердость покрытий определяли на микротвердомере «ПМТ-3» под нагрузкой 100 г. Стойкостные испытания режущего инструмента проводили при продольном точении заготовок из стали 30ХГСА на токарном станке 16K20. Режимы резания: скорость резания V=180 м/мин, подача S=0,15 мм/об, глубина резания t=1,0 мм, обработка производилась без применения СОЖ. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Критерием износа служила фаска износа по задней поверхности шириной 0,4 мм.The microhardness of the coatings was determined on a PMT-3 microhardness meter under a load of 100 g. Stability tests of the cutting tool were carried out with longitudinal turning of 30KhGSA steel blanks on a 16K20 lathe. Cutting modes: cutting speed V = 180 m / min, feed S = 0.15 mm / rev, cutting depth t = 1.0 mm, processing was performed without the use of coolant. Tested carbide inserts grade MK8, processed according to the known and proposed methods. The wear criterion was a chamfer of wear along the back surface with a width of 0.4 mm.
В таблице 1 приведены результаты испытаний РИ с полученными покрытиями.Table 1 shows the test results of RI with the obtained coatings.
Как видно из приведенных в таблице 1 данных, стойкость пластин с покрытиями, нанесенными по предлагаемому способу, выше стойкости пластин с покрытием, нанесенным по способу-прототипу в 1,23-1,36 раза.As can be seen from the data in table 1, the resistance of the plates with the coatings deposited by the proposed method is higher than the resistance of the plates with the coating deposited by the prototype method 1.23-1.36 times.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016150305A RU2638714C1 (en) | 2016-12-20 | 2016-12-20 | Method of producing multi-layer coating for cutting tool |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016150305A RU2638714C1 (en) | 2016-12-20 | 2016-12-20 | Method of producing multi-layer coating for cutting tool |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2638714C1 true RU2638714C1 (en) | 2017-12-15 |
Family
ID=60718928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2016150305A RU2638714C1 (en) | 2016-12-20 | 2016-12-20 | Method of producing multi-layer coating for cutting tool |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2638714C1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6103357A (en) * | 1997-04-18 | 2000-08-15 | Sandvik Ab | Multilayered coated cutting tool |
| US6887562B2 (en) * | 2000-11-16 | 2005-05-03 | Hugosson H{Dot Over (Akan | Surface coating of a carbide or a nitride |
| RU2415198C1 (en) * | 2009-11-09 | 2011-03-27 | Федеральное государственное учреждение Российский научный центр "Курчатовский институт" | Multilayer coating on hard alloy tool for treatment of titanium alloys and procedure for its fabrication |
| RU2461655C1 (en) * | 2011-05-20 | 2012-09-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Method of making multilayer coating for cutting tool |
| RU2548854C2 (en) * | 2013-08-02 | 2015-04-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Method of producing sandwiched coating for cutting tool |
-
2016
- 2016-12-20 RU RU2016150305A patent/RU2638714C1/en not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6103357A (en) * | 1997-04-18 | 2000-08-15 | Sandvik Ab | Multilayered coated cutting tool |
| US6887562B2 (en) * | 2000-11-16 | 2005-05-03 | Hugosson H{Dot Over (Akan | Surface coating of a carbide or a nitride |
| RU2415198C1 (en) * | 2009-11-09 | 2011-03-27 | Федеральное государственное учреждение Российский научный центр "Курчатовский институт" | Multilayer coating on hard alloy tool for treatment of titanium alloys and procedure for its fabrication |
| RU2461655C1 (en) * | 2011-05-20 | 2012-09-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Method of making multilayer coating for cutting tool |
| RU2548854C2 (en) * | 2013-08-02 | 2015-04-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Ульяновский государственный технический университет" | Method of producing sandwiched coating for cutting tool |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2639425C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2548854C2 (en) | Method of producing sandwiched coating for cutting tool | |
| RU2545972C2 (en) | Method to produce multi-layer coating for cutting tool | |
| RU2622533C1 (en) | Method of producing sandwiched coating for cutting tool | |
| RU2622540C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2557864C2 (en) | Method for obtaining multi-layered coating for cutting tool | |
| RU2548553C2 (en) | Method for obtaining multi-layered coating for cutting tool | |
| RU2637865C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2622543C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2620530C1 (en) | Method of producing sandwiched coating for cutting tool | |
| RU2616720C1 (en) | Method of producing sandwiched coating for cutting tool | |
| RU2622537C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2638714C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2616718C1 (en) | Method of producing sandwiched coating for cutting tool | |
| RU2637862C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2637867C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2637188C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2637863C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2640691C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2637866C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2630735C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2640690C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2637861C1 (en) | Method of producing multi-layer coating for cutting tool | |
| RU2630734C1 (en) | Method of producing sandwiched coating for cutting tool | |
| RU2681585C1 (en) | Method for production of multi-layer coating for cutting tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20181221 |