RU2618503C1 - Способ контроля качества литых заготовок из стали 110г13л и устройство для его осуществления - Google Patents
Способ контроля качества литых заготовок из стали 110г13л и устройство для его осуществления Download PDFInfo
- Publication number
- RU2618503C1 RU2618503C1 RU2016109711A RU2016109711A RU2618503C1 RU 2618503 C1 RU2618503 C1 RU 2618503C1 RU 2016109711 A RU2016109711 A RU 2016109711A RU 2016109711 A RU2016109711 A RU 2016109711A RU 2618503 C1 RU2618503 C1 RU 2618503C1
- Authority
- RU
- Russia
- Prior art keywords
- steel
- magnetic
- impact
- workpiece
- heat treatment
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 31
- 239000010959 steel Substances 0.000 title claims abstract description 31
- 238000003908 quality control method Methods 0.000 title claims description 6
- 230000005291 magnetic effect Effects 0.000 claims abstract description 38
- 238000000034 method Methods 0.000 claims abstract description 13
- 238000004377 microelectronic Methods 0.000 claims abstract description 10
- 239000004973 liquid crystal related substance Substances 0.000 claims abstract description 5
- 238000012544 monitoring process Methods 0.000 claims description 3
- 239000013078 crystal Substances 0.000 claims 1
- 238000010438 heat treatment Methods 0.000 abstract description 15
- 238000005065 mining Methods 0.000 abstract description 8
- 230000001066 destructive effect Effects 0.000 abstract description 5
- 238000005259 measurement Methods 0.000 abstract 2
- 230000000694 effects Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000005415 magnetization Effects 0.000 description 6
- BGPVFRJUHWVFKM-UHFFFAOYSA-N N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] Chemical compound N1=C2C=CC=CC2=[N+]([O-])C1(CC1)CCC21N=C1C=CC=CC1=[N+]2[O-] BGPVFRJUHWVFKM-UHFFFAOYSA-N 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 230000035939 shock Effects 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 229910000734 martensite Inorganic materials 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 241000870659 Crassula perfoliata var. minor Species 0.000 description 1
- 241000196324 Embryophyta Species 0.000 description 1
- 229910000617 Mangalloy Inorganic materials 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000005294 ferromagnetic effect Effects 0.000 description 1
- -1 for example Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N27/00—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means
- G01N27/72—Investigating or analysing materials by the use of electric, electrochemical, or magnetic means by investigating magnetic variables
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Or Analyzing Materials By The Use Of Magnetic Means (AREA)
Abstract
Изобретение относится к области магнитной дефектоскопии литых заготовок из стали 110Г13Л и может быть использовано для определения качества заготовок из стали 110Г13Л, необходимого для работы изделий из них при ударном виде износа. Указанный результат достигается тем, что осуществляют замер величины магнитного последействия исследуемого участка детали для грубой оценки качества термической обработки. При этом используется устройство, в котором взаимосвязанные между собой магнит с пружиной размещены в корпусе с возможностью перемещения вдоль него и взаимодействия с микроэлектронными переключателями, которые соединены через аналого-цифровой преобразователь с индикатором, в качестве которого использован жидкокристаллический дисплей. В случае удовлетворительной термической обработки заготовку подвергают ударному воздействию, после чего осуществляют повторный замер времени магнитного последействия для сопоставления с соответствующим ему значением ударной вязкости стандартных образцов, тестированных на маятниковом копре. По величине полученных параметров судят о состоянии стали контролируемой детали (заготовки). Технический результат заключается в повышении информативности и достоверности оценки литых заготовок рабочих органов горнодобывающей техники из стали 110Г13Л неразрушающим методом для определения возможности эксплуатации их в условиях ударного износа. 2 н.п. ф-лы, 1 ил., 1 табл.
Description
Изобретение относится к области магнитной дефектоскопии литых заготовок из стали 110Г13Л и может быть использовано для определения качества заготовок из стали 110Г13Л, необходимого для работы изделий из них при ударном виде износа.
Литые рабочие органы горнодобывающего оборудования из стали 110Г13Л могут эксплуатироваться в условиях ударного или абразивного износа, принципиально отличающихся по характеру получаемых повреждений рабочих органов и их стойкости в зависимости от соответствия вида износа структурному состоянию.
В этой связи для своевременного определения возможности эксплуатации рабочих органов горнодобывающего оборудования из стали 110Г13Л и предотвращения преждевременного выхода их из строя в условиях ударного износа целесообразны неразрушающие экспресс-методы контроля и диагностики заготовок рабочих органов горнодобывающего оборудования из стали 110Г13Л, учитывающие их структурное состояние.
Обычно, чтобы оценить качество литых заготовок, в печь закладывают литые технологические пробы, которые по сечению должны соответствовать максимальной толщине отливок и проходить термообработку совместно с ними.
Известен способ контроля карбидного балла и балла литых заготовок после термообработки по шлифам, вырезанным из технологических проб. На шлифах с помощью оптического микроскопа определяют балл зерна и карбидный балл. Контроль микроструктуры стали осуществляется с помощью шкал, разработанных заводом «Серп и Молот» (Москва) и Волгоградским тракторным заводом. Марганцовистая сталь должна иметь размер аустенитного зерна не ниже, чем 2 балла, и загрязненность остаточными карбидами не выше, чем 2 балла (см. технические условия ТУ 48-22-98-83).
Недостатком известного способа является то, что технологические пробы практически всегда имеют размеры, отличные от размеров литых заготовок, и термически обрабатываются в лучших условиях нагрева и охлаждения, что сказывается на объективности данных контроля карбидного балла.
Известно устройство для контроля магнитных свойств, позволяющее определять магнитную восприимчивость по силе отрыва магнита от образца, с использованием точных аналитических весов, все детали которых выполнены из немагнитных материалов [см. патент KZ 20582].
Недостатком известного устройства является то, что при его использовании необходимо нарушать целостность испытуемой заготовки для отделения от нее образца, на котором и будет определяться магнитная восприимчивость.
Необходимо отметить, что известные методы определения структурного состояния сплава ограничиваются только величиной карбидного балла непосредственно после термической обработки и не учитывают возможность изменения структурного состояния стали 110Г13Л в процессе ударного нагружения, хотя известно [L.I. Kveglis, R.B. Abylkalykova, F.M. Noskov et al. // Elsevier Superlattices and Microstructures. 2009. V. 46. P. 116-120.], что при ударном нагружении в структуре стали 110Г13Л может формироваться мартенсит со структурой Франка-Каспера, обладающий повышенной стойкостью к разрушению при ударе и магнитным последействием. Учет только карбидного балла является частичной характеристикой качества литой заготовки после отливки и термической обработки и не позволяет однозначно определить возможность эксплуатации изделия в условиях ударной нагрузки.
Известен способ контроля карбидного балла (далее способ контроля качества) литых заготовок из стали 110Г13Л, прошедших термообработку, основанный на определении магнитной восприимчивости (далее магнитных свойств) путем измерения и регистрации магнитной силы образца, отделенного непосредственно от литой заготовки [см. патент KZ 20582].
Недостатком известного способа является то, что он представляет разрушающий метод контроля, направлен на определение карбидного балла (далее количества карбидной фазы) литых заготовок непосредственно после термической обработки и не учитывает возможность изменения фазового состава сплава заготовки после ударного воздействия (нагрузки).
Известно устройство для измерения толщины покрытий и магнитных свойств металлов, например сталей, снабженное магнитом, размещенным на подпружиненном балансире (далее пружина), связанном с индикатором, для натяжения пружины которого применен часовой механизм с индикаторной стрелкой (далее индикатор), с функцией автоматизации отрыва магнита от измеряемого объекта и фиксации отрывной силы [см. патент 134882].
Недостатком известного устройства является то, что при его использовании не учитывается магнитное последействие стали (время установления намагниченности), что не позволяет использовать его для материалов, обладающих магнитным последействием. В таких материалах намагниченность нарастает со временем, а это устройство может функционировать только при исследовании материалов, изначально обладающих намагниченностью.
В основу предлагаемого изобретения положена задача повышения информативности и достоверности оценки качества литых заготовок рабочих органов горнодобывающей техники из стали 110Г13Л неразрушающим методом для определения возможности эксплуатации их в условиях ударного износа.
Поставленная задача решается тем, что в способе контроля качества литых заготовок из стали 110Г13Л, по которому определяют магнитные свойства прошедших термообработку заготовок для контроля количества карбидной фазы, согласно изобретению магнитные свойства определяют путем регистрации времени магнитного последействия для каждой из заготовок, выбраковывают заготовки с повышенным содержанием карбидной фазы, а оставшиеся заготовки подвергают ударному воздействию, после чего повторно определяют время магнитного последействия для этих заготовок, по которому судят об их качестве.
Поставленная задача решается также тем, что устройство для контроля качества литых заготовок из стали 110Г13Л, включающее корпус, в котором размещены взаимосвязанные между собой магнит с пружиной, с индикатором, согласно изобретению дополнительно содержит аналого-цифровой преобразователь, два микроэлектронных переключателя, при этом магнит с пружиной размещены с возможностью перемещения вдоль корпуса и взаимодействия с микроэлектронными переключателями, которые размещены на корпусе и соединены через аналого-цифровой преобразователь с индикатором, в качестве которого использован жидкокристаллический дисплей.
На фиг. 1 представлено устройство, позволяющее реализовать заявляемый способ контроля качества литых заготовок из стали 110Г13Л. Заявляемое устройство содержит корпус 1, соединенный с рукояткой 2. В корпусе 1 размещена откалиброванная пружина 3, с которой находится во взаимодействии постоянный магнит 4. При этом магнит 4 размещен в корпусе 1 так, что может перемещаться вдоль него, преодолевая сопротивление пружины 3. Корпус защищен кожухом 5. Под кожухом на корпусе 1 закреплены два микроэлектронных переключателя 6, 7, которые при помощи соединительных проводов 8 соединены с аналого-цифровым преобразователем 9. Аналого-цифровой преобразователь 9 соединен с жидкокристаллическим дисплеем 10, расположенным на корпусе 1 устройства.
Предлагаемый способ осуществляют следующим образом.
1. Определяют магнитные свойства испытываемого участка литой заготовки из стали 110Г13Л после термической обработки для оценки качества термической обработки путем регистрации времени магнитного последействия. Время магнитного последействия испытываемых литых заготовок из стали 110Г13Л регистрируют с помощью предлагаемого устройства (фиг. 1). Так, при подведении его к исследуемой заготовке наблюдаем
- если заготовка не обладает намагниченностью, магнит 4 остается в исходном положении;
- если заготовка обладает намагниченностью, магнит 4 движется вдоль корпуса 1, преодолевая сопротивление пружины 3, до осуществления контакта с микроэлектронными переключателями 7 и 6 и последовательного их переключения. После переключения микроэлектронного переключателя 7 сигнал от него обрабатывается аналого-цифровым преобразователем 9 и начинается отсчет времени до переключения микроэлектронного переключателя 6. Отсчитываемое время демонстрируется в текущем режиме на жидкокристаллическом дисплее 10. В момент замыкания микроэлектронного переключателя 6 отсчет времени останавливается, и зарегистрированное значение времени магнитного последействия демонстрируется на дисплее 10.
2. Выбраковывают заготовки с неправильно выполненной термической обработкой путем сравнения зарегистрированного времени магнитного последействия с критической величиной, которая была определена экспериментально на основании исследования 150 литых заготовок с различным качеством термообработки. Т.е. в результате можно заключить
- если время магнитного последействия составляет меньше критической величины (составившей 5 сек), то это говорит о наличии в структуре стали значительного содержания карбидной фазы (ферромагнитных карбидов) и, следовательно, термическая обработка была проведена неправильно. Заготовка выбраковывается;
- если время магнитного последействия превышает критическую величину (5 сек), то структура стали содержит несколько магнитных фаз с различным типом намагничивания, и требуются дополнительные испытания, проводящиеся на следующем этапе определения качества литой заготовки;
- если же магнитное последействие на исследуемом участке отсутствует (зарегистрированное значение времени магнитного последействия равно 0), это свидетельствует о правильно проведенной термической обработке и соответствии структуры стали аустениту, что позволяет перейти к следующему этапу определения качества литой заготовки.
3. Контролируют оставшиеся после выбраковки литые заготовки. По испытываемому участку заготовки наносят молотком 3-4 удара средней силы. Осуществляют замер времени магнитного последействия испытываемых участков заготовок после ударного воздействия.
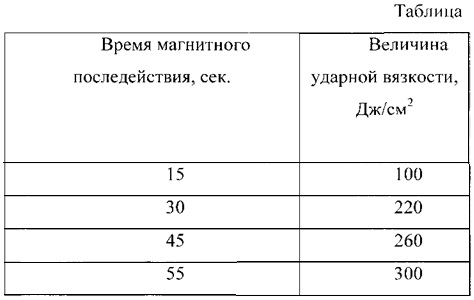
4. Определяют качество литых заготовок из стали 110Г13Л путем сравнения времени магнитного последействия заготовок после ударного воздействия с данными Таблицы, в которой сопоставлены время магнитного последействия со значениями ударной вязкости стали 110Г13Л. Таблица была составлена на основании экспериментального исследования 150 стандартных образцов из стали 110Г13Л, тестированных на маятниковом копре с величиной ударной вязкости от 60 до 340 Дж/см2.
Используя значения Таблицы, определяют качество литых заготовок рабочих органов горнодобывающего оборудования из стали 110Г13Л путем сравнения измеренного времени магнитного последействия после ударного воздействия с соответствующей величиной ударной вязкости, с целью выявления заготовок, обладающих ударной вязкостью не менее 300 Дж/см2 (с временем магнитного последействия более 55 сек), соответствующей изделиям, предназначенным для ударного вида износа.
Имея информацию о времени магнитного последействия заготовки рабочих органов горнодобывающего оборудования из стали 110Г13Л после ударного воздействия, можно достоверно судить о величине ударной вязкости заготовок (о наличии или отсутствии в их структуре мартенсита деформации со структурой Франка-Каспера), а следовательно, и принимать соответствующее решение о возможности эксплуатации исследуемой заготовки в условиях ударных нагрузок.
Таким образом, из полученных результатов можно заключить, что заявляемое изобретение может быть использовано для неразрушающего контроля качества литых заготовок рабочих органов горнодобывающего оборудования из стали 110Г13Л путем измерения магнитных свойств с целью оценки величины ударной вязкости изделий, предназначенных для ударного вида износа, что говорит о достижении заявленного технического результата.
Claims (2)
1. Способ контроля качества литых заготовок из стали 110Г13Л, по которому определяют магнитные свойства прошедших термообработку заготовок для контроля количества карбидной фазы, отличающийся тем, что магнитные свойства определяют путем регистрации времени магнитного последействия для каждой из заготовок, выбраковывают заготовки с повышенным содержанием карбидной фазы, а оставшиеся заготовки подвергают ударному воздействию, после чего повторно определяют время магнитного последействия для этих заготовок, по которому судят об их качестве.
2. Устройство для контроля качества литых заготовок из стали 110Г13Л, включающее корпус, в котором размещены взаимосвязанные между собой магнит с пружиной, с индикатором, отличающееся тем, что оно дополнительно содержит аналого-цифровой преобразователь, два микроэлектронных переключателя, при этом магнит с пружиной размещены в корпусе с возможностью перемещения вдоль него и взаимодействия с микроэлектронными переключателями, которые соединены через аналого-цифровой преобразователь с индикатором, в качестве которого использован жидкокристаллический дисплей.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016109711A RU2618503C1 (ru) | 2016-03-17 | 2016-03-17 | Способ контроля качества литых заготовок из стали 110г13л и устройство для его осуществления |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2016109711A RU2618503C1 (ru) | 2016-03-17 | 2016-03-17 | Способ контроля качества литых заготовок из стали 110г13л и устройство для его осуществления |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2618503C1 true RU2618503C1 (ru) | 2017-05-03 |
Family
ID=58697611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2016109711A RU2618503C1 (ru) | 2016-03-17 | 2016-03-17 | Способ контроля качества литых заготовок из стали 110г13л и устройство для его осуществления |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2618503C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2691751C1 (ru) * | 2018-10-01 | 2019-06-18 | Федеральное государственное бюджетное учреждение науки Федеральный исследовательский центр "Якутский научный центр Сибирского отделения Российской академии наук" | Способ определения предельного состояния материала магистральных газопроводов |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU134882A1 (ru) * | 1960-01-20 | 1960-11-30 | Н.С. Акулов | Прибор дл измерени толщины покрытий и магнитных свойств металлов |
-
2016
- 2016-03-17 RU RU2016109711A patent/RU2618503C1/ru not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU134882A1 (ru) * | 1960-01-20 | 1960-11-30 | Н.С. Акулов | Прибор дл измерени толщины покрытий и магнитных свойств металлов |
Non-Patent Citations (3)
| Title |
|---|
| L.I. Kveglis et al, Elsevier Superlattices and Microstructures. V. 46, 116-120, 2009. * |
| Казанцева Вера Васильевна АВТО диссертации на соискание ученой степени кандидата технических наук, СТРУКТУРНЫЕ И ФАЗОВЫЕ ПРЕВРАЩЕНИЯ, ПРОТЕКАЮЩИЕ В ОБЛАСТЯХ ЛОКАЛИЗАЦИИ ДЕФОРМАЦИИ СТАЛИ 110Г13Л ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ, 1-10, Барнаул 2010. Ю. Ю. Жигуц, ІII ТЕХНОЛОГІф ОТРИМАННЯ ТА ОБРОБКИ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ, НАУКОВИЙ ЖУРНАЛ, Запоріжжя, ЗНТУ, 78-81, 2007. * |
| Казанцева Вера Васильевна АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук, СТРУКТУРНЫЕ И ФАЗОВЫЕ ПРЕВРАЩЕНИЯ, ПРОТЕКАЮЩИЕ В ОБЛАСТЯХ ЛОКАЛИЗАЦИИ ДЕФОРМАЦИИ СТАЛИ 110Г13Л ПРИ ДИНАМИЧЕСКИХ НАГРУЗКАХ, 1-10, Барнаул 2010. Ю. Ю. Жигуц, ІII ТЕХНОЛОГІф ОТРИМАННЯ ТА ОБРОБКИ КОНСТРУКЦІЙНИХ МАТЕРІАЛІВ, НАУКОВИЙ ЖУРНАЛ, Запоріжжя, ЗНТУ, 78-81, 2007. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2691751C1 (ru) * | 2018-10-01 | 2019-06-18 | Федеральное государственное бюджетное учреждение науки Федеральный исследовательский центр "Якутский научный центр Сибирского отделения Российской академии наук" | Способ определения предельного состояния материала магистральных газопроводов |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Forrest | Fatigue of metals | |
| Richard et al. | Fatigue crack growth | |
| JPS63180851A (ja) | 強磁性加工物のクリープ損傷判定方法 | |
| Hashimoto et al. | Effect of inclusion/matrix interface cavities on internal-fracture-type rolling contact fatigue life | |
| Raut et al. | A review of various techniques used for shaft failure analysis | |
| Simunek et al. | Fatigue crack growth under constant and variable amplitude loading at semi-elliptical and V-notched steel specimens | |
| RU2618503C1 (ru) | Способ контроля качества литых заготовок из стали 110г13л и устройство для его осуществления | |
| Kukla et al. | Assessment of fatigue damage development in power engineering steel by local strain analysis | |
| Kadoya et al. | Assessment of remaining life of fossil power plant parts by means of a miniature creep rupture test | |
| Matocha | The use of small punch tests for determination of fracture behaviour of ferritic steels | |
| Ren et al. | The investigation of reasonable range of initial load of low-cycle fatigue cropping for notched bars | |
| Zergoug et al. | Mechanical stress analysis by eddy current method | |
| Tzamtzis et al. | Fatigue crack growth prediction in 2xxx AA with friction stir weld HAZ properties | |
| Smaili et al. | Resistivity during cycle loading of fine grain heat affected zone (HAZ) of 17CrNiMo7 steel prepared into laboratory furnace | |
| RU2685458C1 (ru) | Способ определения прочностных свойств низкоуглеродистых сталей | |
| Krawczyk et al. | The effect of non-metallic inclusions on the crack propagation impact energy of thoughened 35B2+ Cr steel | |
| Roskosz et al. | Studies on magnetic and mechanical properties in plastically deformed ferromagnetic steels | |
| RU2756376C1 (ru) | Способ определения предела текучести материала при смятии | |
| Moskvitin et al. | Determination of the threshold for the development of fatigue cracks in steels used in railway structures | |
| Schlegel | Material Testing | |
| Salzbrenner et al. | Multiple specimen J-integral testing at intermediate rates | |
| Kakizaki et al. | A study on the stress ratio around welding lines of ribs in orthotropic steel decks | |
| Firrao et al. | SMALL PUNCH CREEP TEST IN A 316 AUSTENITIC STAINLESS STEEL | |
| RU2298772C1 (ru) | Способ определения остаточных напряжений в изделиях из ферромагнитных материалов | |
| Seok et al. | Evaluation of material degradation of 1Cr-1Mo-0.25 V steel by ball indentation and resistivity |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20190318 |