RU2571993C1 - Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов - Google Patents
Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов Download PDFInfo
- Publication number
- RU2571993C1 RU2571993C1 RU2014140018/02A RU2014140018A RU2571993C1 RU 2571993 C1 RU2571993 C1 RU 2571993C1 RU 2014140018/02 A RU2014140018/02 A RU 2014140018/02A RU 2014140018 A RU2014140018 A RU 2014140018A RU 2571993 C1 RU2571993 C1 RU 2571993C1
- Authority
- RU
- Russia
- Prior art keywords
- deformation
- temperature
- alloys
- semi
- hours
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 20
- 239000011265 semifinished product Substances 0.000 title claims abstract description 13
- 238000010438 heat treatment Methods 0.000 title claims abstract description 11
- 229910000861 Mg alloy Inorganic materials 0.000 title 1
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 23
- 239000000956 alloy Substances 0.000 claims abstract description 23
- 230000032683 aging Effects 0.000 claims abstract description 13
- 238000003825 pressing Methods 0.000 claims abstract description 11
- 238000010791 quenching Methods 0.000 claims abstract description 8
- 230000000171 quenching effect Effects 0.000 claims abstract description 8
- 238000000137 annealing Methods 0.000 claims abstract description 7
- 229910017818 Cu—Mg Inorganic materials 0.000 claims abstract description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 6
- 239000006104 solid solution Substances 0.000 claims description 8
- 238000005096 rolling process Methods 0.000 claims description 5
- 238000001816 cooling Methods 0.000 claims description 4
- 238000001125 extrusion Methods 0.000 claims description 2
- 238000005242 forging Methods 0.000 claims description 2
- 230000002045 lasting effect Effects 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 abstract description 7
- 229910052782 aluminium Inorganic materials 0.000 abstract description 7
- 238000011282 treatment Methods 0.000 abstract description 3
- 238000005272 metallurgy Methods 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract description 2
- 238000005482 strain hardening Methods 0.000 abstract 2
- 239000004411 aluminium Substances 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000005266 casting Methods 0.000 description 5
- 238000000265 homogenisation Methods 0.000 description 4
- 238000007731 hot pressing Methods 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000004642 transportation engineering Methods 0.000 description 3
- 229910018594 Si-Cu Inorganic materials 0.000 description 2
- 229910008465 Si—Cu Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 102220253765 rs141230910 Human genes 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000000930 thermomechanical effect Effects 0.000 description 2
- 229910018182 Al—Cu Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000005473 Guinier-Preston zone Methods 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000002565 electrocardiography Methods 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Landscapes
- Forging (AREA)
Abstract
Изобретение относится к области металлургии, в частности к термически упрочняемым сплавам на основе алюминия, а именно к способу деформационно-термической обработки высокопрочных сплавов системы Al-Cu-Mg, используемых в качестве конструкционных материалов для деталей авиакосмической техники и транспортного машиностроения. Способ включает гомогенизационный отжиг отлитых слитков при температуре 450-525°C в течение 2-24 ч, обработку на твердый раствор при температуре 510-530°C в течение 1-2 ч, закалку в воду, последующую холодную деформацию и искусственное старение в интервале температур 160-195°C в течение 2-3 ч, причем после перед обработкой на твердый раствор осуществляют горячую деформацию заготовок методом равноканального углового прессования с истинной степенью деформации ε 1-2 при температуре 340-450°C, а холодную деформацию проводят до суммарной степени 1-60%. После гомогенизационного отжига перед равноканальным угловым прессованием можно проводить охлаждение заготовок внутри выключенной печи до температуры 20-100°C, продолжительностью не более 12 ч. Способ направлен на повышение механических свойств полуфабрикатов сплава указанной системы с сохранением пластичности на уровне исходного материала, что позволяет повысить надежность и эффективность изделий авиакосмической техники и транспортного машиностроения, изготовленных из полученных полуфабрикатов. 3 з.п. ф-лы, 2 пр., 1 табл.
Description
Изобретение относится к области металлургии термически упрочняемых сплавов на основе алюминия, а именно к способу деформационно-термической обработки высокопрочных сплавов системы Al-Cu-Mg с добавками таких элементов, как марганец, серебро, цирконий или титан, используемых в качестве конструкционных материалов для деталей авиакосмической техники и транспортного машиностроения.
Высокие требования производителей и разработчиков к различным видам конструкций, изготавливаемых из указанных сплавов, с целью повысить их рабочие характеристики, снизить затраты на эксплуатацию и ремонт, приводят к поиску дополнительных возможностей улучшения свойств используемых материалов. В частности, для Al-Cu-Mg сплавов одним из наиболее эффективных способов решения поставленной задачи является сочетание процессов пластической деформации и термической обработки в одном технологическом процессе. На данный момент существует большое количество работ, посвященных изучению процессов, происходящих при таких видах обработок, и направленных на повышение прочностных свойств материалов. Однако для высокопрочных сплавов, используемых при изготовлении ответственных деталей авиакосмической промышленности, наиболее актуальной задачей является повышение пластичности, что значительно улучшает сопротивление хрупкому разрушению и увеличивает надежность и работоспособность всей конструкции.
Известен способ термической обработки сплавов на основе алюминия, в том числе содержащих магний, кремний, медь, цинк, используемых при изготовлении катаных, прессованных, кованых полуфабрикатов на металлургических заводах и изделий в виде обшивки и внутреннего силового набора фюзеляжа самолетов на машиностроительных заводах (Патент РФ №2235799, МПК C22F 1/04, опубл. 10.09.2004). Способ включает в себя закалку и трехступенчатое искусственное старение, проводимое на первой и третьей ступенях при температуре 79-165°C. После закалки проводят пластическую деформацию со степенью 0,5-45% при температуре 20-75°C и выдержку не менее 2 ч при температуре не выше 75°C, а искусственное старение на второй ступени проводят при температуре 150-240°C. Для сплава на основе алюминия системы Al-Mg-Si-Cu искусственное старение на первой ступени проводят при температуре 120-165°C. Для сплава на основе алюминия системы Al-Mg-Li-Cu искусственное старение на третьей ступени проводят при температуре 100-165°C.
В патенте РФ №2238998 (МПК C22F 1/04, опубл. 27.10.2004) предложен способ изготовления прессованных полуфабрикатов из термически упрочняемых сплавов на основе алюминия, в том числе системы Al-Mg-Si-Cu, включающий в себя отливку слитков, горячее прессование, термическую обработку на твердый раствор, закалку и старение, при этом после отливки слитки подвергают отжигу при температуре 320-395°C, горячее прессование проводят при температуре 430-565°C в две стадии, термическую обработку на твердый раствор осуществляют при температуре 485-565°C, а закалку - со скоростью охлаждения 10-1000°C/с до температуры 20-40°C. Первую стадию горячего прессования проводят на заготовку с диаметром, по крайней мере в 2-8 раз меньшим по сравнению с диаметром слитка, а вторую стадию горячего прессования - на конечный полуфабрикат с суммарной степенью деформации не менее 82%.
Обработка сплава по известным способам обеспечивает высокую коррозионную стойкость и прочностные свойства полуфабрикатов сплава, однако не обеспечивает достаточную вязкость разрушения. Кроме того, данные способы отличаются большим количеством операций, требующих дополнительных экономических затрат, таких как многочисленные нагревы заготовок, длительные выдержки при заданных температурах и т.д.
Наиболее близкий к предложенному изобретению способ, принятый за прототип, описан в патенте США №5916385 (МПК С22С 21/00, опубл. 29.06.1999). Способ получения прессованных полуфабрикатов из алюминиевого сплава системы Al-Cu включает гомогенизацию по режиму 482-565°C в течение 1-24 ч, обработку на твердый раствор - выдержку при температуре 448-555°C в течение 0,5-2 ч и закалку в воду, далее следует холодная деформация со степенью 5-40%, либо вытяжка со степенью 1-3% и искусственное старение по режиму 160-193°C, 2-12 ч.
Однако данный способ обработки не обеспечивает должного уровня механических свойств, предъявляемых к сплавам для изготовления ответственных деталей авиакосмической техники и транспортного машиностроения.
Технической задачей изобретения является разработка способа термомеханической обработки полуфабрикатов термоупрочняемых деформируемых алюминиевых сплавов системы Al-Cu-Mg, повышающего прочностные свойства и улучшающего сопротивление хрупкому разрушению материала.
Для достижения поставленной задачи предложен способ обработки полуфабрикатов из сплава на основе алюминия, состоящий из следующих операций:
- отливка слитков;
- гомогенизационный отжиг слитков при температурах 450-525°C в течение 2-24 ч. Он обеспечивает растворение грубых включений и равномерное распределение легирующих элементов по объему.
После гомогенизационного отжига можно проводить охлаждение заготовок внутри печи до температуры 20-100°C продолжительностью не более 12 ч.;
- равноканальное угловое (РКУ) прессование при температуре 380-450°C в 1-2 прохода прессования до истинной степени деформации ε ~1…2 с последующим охлаждением заготовок с температуры деформации на воздухе. Данная операция проводится с целью устранения дефектов литья и формирования деформированной структуры, приводящей к рекристаллизации сплава при последующих нагревах;
- обработка полученных заготовок на твердый раствор при температуре 510-530°C в течение 1-2 ч и последующая закалка в воду. На данной ступени обработки происходит формирование пересыщенного твердого раствора и рекристаллизация сплава;
- холодная деформация заготовок при температуре 20-40°C до суммарной степени 1-60% одним из способов: ковка, прокатка, РКУ прессование, экструзия. При данной операции происходит распад твердого раствора, сформировавшегося на предыдущей стадии обработки, с образованием зон Гинье-Престона и дисперсных частиц метастабильных фаз, повышение плотности дислокаций в объеме материала с увеличением степени деформации, а также формируется деформационная структура, состоящая из мало- и многоугловых границ, полос сдвига и т.д.;
- искусственное старение сплава в интервале температур 160-195°C не более 3 ч, приводящее к изменению морфологии частиц упрочняющих фаз, изменению их размеров и расположения. Следует также отметить, что время выдержки на этом этапе обработки зависит от степени деформации материала на предыдущей ступени: чем выше степень деформации, тем меньше время выдержки при старении и наоборот, чем ниже степень суммарной деформации, тем больше время выдержки.
В результате предложенной обработки обеспечивается получение полуфабрикатов термоупрочняемых Al-Cu-Mg сплавов с повышенным уровнем механических свойств при сохранении высоких значений пластичности. Более высокая степень холодной деформации по сравнению с прототипом обеспечивает равномерную проработку структуры и дополнительный упрочняющий эффект.
Примеры осуществления
Пример 1. Из литого и гомогенизированного Аl сплава с содержанием 4,35% Cu, 0,45% Mg (химический состав указан в массовых процентах) вырезались заготовки для последующей термомеханической обработки. Гомогенизационный отжиг осуществляли при температуре 510±5°C в течение 24 ч с последующим охлаждением отливок внутри выключенной печи до ~100°C в течение 10 ч. Далее заготовки подвергались РКУ прессованию при 400±10°C в 2 прохода, закалке в воду с температуры 520°C, выдержке 1 ч и прокатке при комнатной температуре до суммарной степени деформации 40%. Затем следовало искусственное старение в течение 2 ч при температуре 190°C.
Пример 2. Отличающийся от примера 1 тем, что суммарная степень деформации при прокатке составила 60%, а искусственное старение происходило по режиму 190°C, 1 ч.
Из полученных полуфабрикатов были вырезаны образцы для испытания механических свойств при комнатной температуре, образцы для прокатанных полуфабрикатов вырезались вдоль направления прокатки. В таблице 1 приведены результаты испытаний, а также для сравнения представлены свойства сплава после гомогенизации, закалки в воду с 520°C, выдержки 1 ч и старения при 190°C в течение 1 ч.
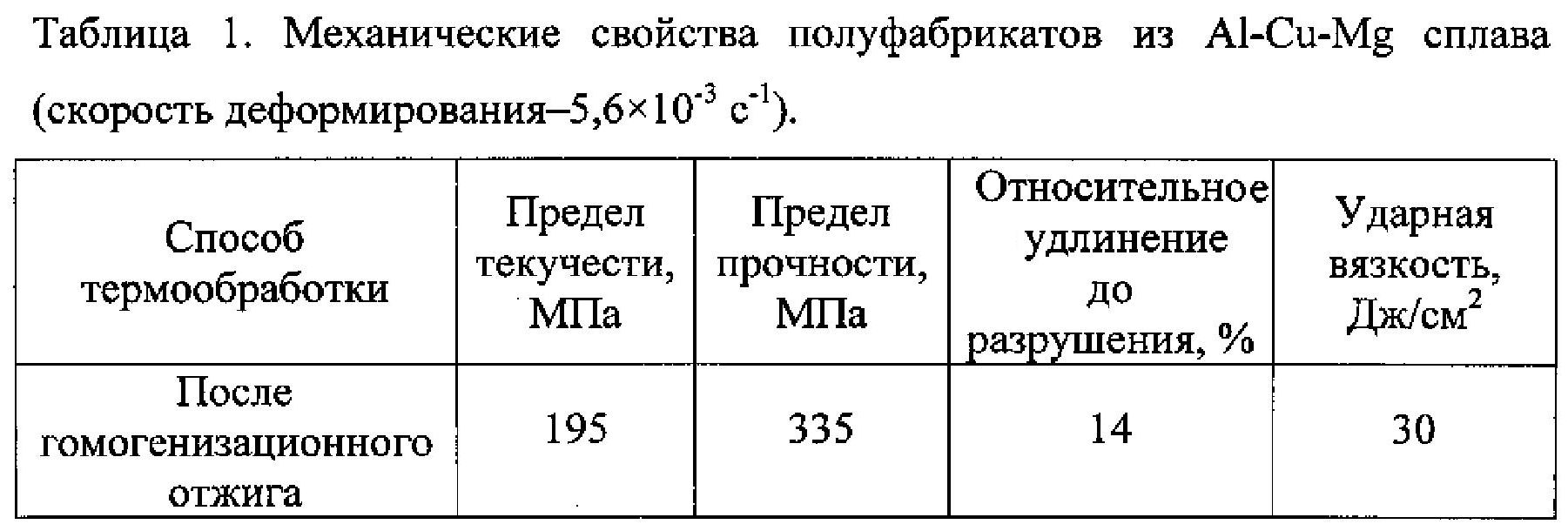
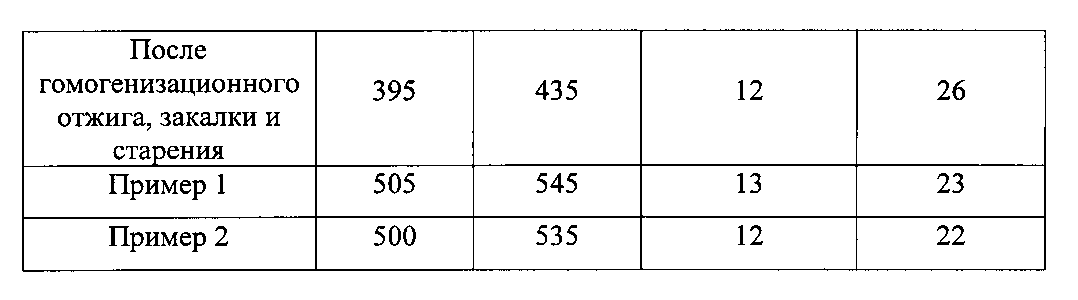
Как видно из полученных данных, предлагаемый способ деформационно-термической обработки позволяет повысить механические свойства полуфабрикатов сплава указанной системы с сохранением пластичности на уровне исходного материала. Применение полуфабрикатов, полученных в результате данной обработки, для изготовления изделий авиакосмической техники и транспортного машиностроения позволит повысить их надежность и эффективность.
Claims (4)
1. Способ деформационно-термической обработки объемных полуфабрикатов из Al-Cu-Mg сплавов, включающий гомогенизационный отжиг отлитых слитков при температуре 450-525°С в течение 2-24 ч, обработку на твердый раствор при температуре 510-530°С в течение 1-2 ч, закалку в воду, последующую холодную деформацию и искусственное старение в интервале температур 160-195°С в течение 2-3 ч, отличающийся тем, что перед обработкой на твердый раствор осуществляют горячую деформацию заготовок методом равноканального углового прессования с истинной степенью деформации ε 1-2, а холодную деформацию проводят до суммарной степени 1-60%.
2. Способ по п. 1, отличающийся тем, что после гомогенизационного отжига перед равноканальным угловым прессованием осуществляют охлаждение заготовок внутри выключенной печи до температуры 20-100°С, продолжительностью не более 12 ч.
3. Способ по п. 1, отличающийся тем, что равноканальное угловое прессование осуществляют при температуре 380-450°С в 1-2 прохода прессования с последующим охлаждением заготовок с температуры деформации на воздухе.
4. Способ по п. 1, отличающийся тем, что холодную деформацию осуществляют прокаткой, ковкой, равноканальным угловым прессованием или экструзией.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2014140018/02A RU2571993C1 (ru) | 2014-10-02 | 2014-10-02 | Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2014140018/02A RU2571993C1 (ru) | 2014-10-02 | 2014-10-02 | Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2571993C1 true RU2571993C1 (ru) | 2015-12-27 |
Family
ID=55023427
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014140018/02A RU2571993C1 (ru) | 2014-10-02 | 2014-10-02 | Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2571993C1 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2623557C1 (ru) * | 2016-04-13 | 2017-06-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ термомеханической обработки термически-упрочняемых алюминиевых сплавов системы Al-Cu-Mg-Mn-Ag |
| US10851447B2 (en) | 2016-12-02 | 2020-12-01 | Honeywell International Inc. | ECAE materials for high strength aluminum alloys |
| US11649535B2 (en) | 2018-10-25 | 2023-05-16 | Honeywell International Inc. | ECAE processing for high strength and high hardness aluminum alloys |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5916385A (en) * | 1993-11-15 | 1999-06-29 | Kaiser Aluminum & Chemical Corporation | Aluminum-cooper alloy |
| RU2235799C1 (ru) * | 2003-03-12 | 2004-09-10 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Способ термической обработки полуфабрикатов и изделие из сплава на основе алюминия |
| RU2238998C1 (ru) * | 2003-03-12 | 2004-10-27 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Способ изготовления прессованных полуфабрикатов из алюминиевого сплава и изделие, полученное из них |
| CN102888576B (zh) * | 2012-10-17 | 2013-12-18 | 常州大学 | 一种提高2618耐热铝合金强韧性的形变热处理方法 |
-
2014
- 2014-10-02 RU RU2014140018/02A patent/RU2571993C1/ru active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5916385A (en) * | 1993-11-15 | 1999-06-29 | Kaiser Aluminum & Chemical Corporation | Aluminum-cooper alloy |
| RU2235799C1 (ru) * | 2003-03-12 | 2004-09-10 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Способ термической обработки полуфабрикатов и изделие из сплава на основе алюминия |
| RU2238998C1 (ru) * | 2003-03-12 | 2004-10-27 | Федеральное государственное унитарное предприятие "Всероссийский научно-исследовательский институт авиационных материалов" | Способ изготовления прессованных полуфабрикатов из алюминиевого сплава и изделие, полученное из них |
| CN102888576B (zh) * | 2012-10-17 | 2013-12-18 | 常州大学 | 一种提高2618耐热铝合金强韧性的形变热处理方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2623557C1 (ru) * | 2016-04-13 | 2017-06-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ термомеханической обработки термически-упрочняемых алюминиевых сплавов системы Al-Cu-Mg-Mn-Ag |
| US10851447B2 (en) | 2016-12-02 | 2020-12-01 | Honeywell International Inc. | ECAE materials for high strength aluminum alloys |
| US11248286B2 (en) | 2016-12-02 | 2022-02-15 | Honeywell International Inc. | ECAE materials for high strength aluminum alloys |
| US11421311B2 (en) | 2016-12-02 | 2022-08-23 | Honeywell International Inc. | ECAE materials for high strength aluminum alloys |
| US11649535B2 (en) | 2018-10-25 | 2023-05-16 | Honeywell International Inc. | ECAE processing for high strength and high hardness aluminum alloys |
| US12252770B2 (en) | 2018-10-25 | 2025-03-18 | Honeywell International Inc | ECAE processing for high strength and high hardness aluminum alloys |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2668106C2 (ru) | Способы искусственного старения сплавов алюминий-цинк-магний и изделия на их основе | |
| AU2016335891B2 (en) | Optimization of aluminum hot working | |
| EP3009525A1 (en) | Aluminium alloy forging and method for producing the same | |
| CN112996935A (zh) | 7xxx系列铝合金产品 | |
| JP2017002388A (ja) | 高強度アルミニウム合金熱間鍛造材 | |
| CN107488823A (zh) | 一种同时提高铝合金强度和延伸率的方法 | |
| CN111424200A (zh) | 一种高强高耐热低钪银添加的Al-Cu-Mg系合金及其热处理工艺 | |
| JP6723215B2 (ja) | アルミニウム−亜鉛−銅(Al−Zn−Cu)合金及びその製造方法 | |
| Esgandari et al. | Effect of Mg and semi solid processing on microstructure and impression creep properties of A356 alloy | |
| RU2571993C1 (ru) | Способ деформационно-термической обработки объемных полуфабрикатов из al-cu-mg сплавов | |
| JPS63235454A (ja) | アルミニウムベース合金の平圧延製品の製造方法 | |
| CN104694797A (zh) | 一种Al-Mg-Zn合金 | |
| JP2016180134A (ja) | マグネシウム−リチウム合金、マグネシウム−リチウム合金の製造方法、航空機部品及び航空機部品の製造方法 | |
| Lee et al. | Effect of thermo-mechanical treatment and strontium addition on workability and mechanical properties of AlSiCu casting alloy | |
| JP2006274415A (ja) | 高強度構造部材用アルミニウム合金鍛造材 | |
| CN110284085A (zh) | 一种同时提高7xxx铝合金强度和延伸率的方法 | |
| JP7184257B2 (ja) | アルミニウム合金材、その製造方法及びインペラ | |
| Hirsch | Annealing of Aluminum and Its Alloys | |
| JP2022506542A (ja) | 2xxxアルミニウムリチウム合金 | |
| CN105671376B (zh) | 高强高塑重力铸造与室温冷轧亚共晶铝硅合金材料及其制造方法 | |
| RU2534909C1 (ru) | СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЛЯ ПОВЫШЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТИ ОБЪЕМНЫХ ПОЛУФАБРИКАТОВ ИЗ Al-Cu-Mg-Ag СПЛАВОВ | |
| RU2238997C1 (ru) | Способ изготовления полуфабрикатов из алюминиевого сплава и изделие, полученное этим способом | |
| CN114941094A (zh) | 一种高强度7系铝合金型材及其加工方法和应用 | |
| US20150315690A1 (en) | Method for manufacturing extruded magnesium alloy and extruded magnesium alloy manufactured thereby | |
| RU2235799C1 (ru) | Способ термической обработки полуфабрикатов и изделие из сплава на основе алюминия |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner |