RU2566523C1 - Method of strengthening of drill bits reinforced by diamond-carbide plates - Google Patents
Method of strengthening of drill bits reinforced by diamond-carbide plates Download PDFInfo
- Publication number
- RU2566523C1 RU2566523C1 RU2014145691/03A RU2014145691A RU2566523C1 RU 2566523 C1 RU2566523 C1 RU 2566523C1 RU 2014145691/03 A RU2014145691/03 A RU 2014145691/03A RU 2014145691 A RU2014145691 A RU 2014145691A RU 2566523 C1 RU2566523 C1 RU 2566523C1
- Authority
- RU
- Russia
- Prior art keywords
- diamond
- drill bits
- crowns
- temperature
- reinforced
- Prior art date
Links
Abstract
Description
Изобретение относится к горной промышленности и может быть использовано в геологоразведочной, нефтяной, газовой промышленности при использовании буровых коронок для бурения горных пород.The invention relates to the mining industry and can be used in exploration, oil, gas industry using drill bits for drilling rocks.
Известен способ термической обработки инструмента (авт св. СССР №485161, опубликовано 25.09.1975 г., МПК C21D 6/04, C21D 1/56, C21D 9/22), включающий закалку и обработку глубоким холодом ударным погружением в жидкую среду.A known method of heat treatment of a tool (ed. St. USSR No. 485161, published September 25, 1975, IPC C21D 6/04, C21D 1/56, C21D 9/22), including hardening and treatment with deep cold by shock immersion in a liquid medium.
Недостатком изобретения является то, что инструмент обрабатывается в криогенной среде, получает значительное напряжение, что приводит к повышению его износа.The disadvantage of the invention is that the tool is processed in a cryogenic environment, receives significant stress, which leads to increased wear.
Известен способ обработки поверхности струей криогенной среды (заявка РФ №2011151863 опубликовано 27.06.2013, МПК В24С 1/100). Недостатком изобретения является то, что инструмент обрабатывается в криогенной среде, получает значительное напряжение, что приводит к повышению его износа.A known method of surface treatment with a jet of cryogenic medium (RF application No. 20111151863 published 06/27/2013, IPC VC 1/100). The disadvantage of the invention is that the tool is processed in a cryogenic environment, receives significant stress, which leads to increased wear.
Известен способ упрочнения твердосплавного и алмазного инструмента для бурения горных пород (патент РФ №2101456, опубликовано 10.01.1998, МПК Е21В 10/46, С21D 6/04) путем обработки холодом, за счет погружения в жидкий азот, а после обработки холодом проводят облучение гамма-квантами, принятый нами за прототип.A known method of hardening carbide and diamond tools for drilling rocks (RF patent No. 2101456, published 01.10.1998, IPC ЕВВ 10/46, С21D 6/04) by treatment with cold, by immersion in liquid nitrogen, and after cold treatment irradiation gamma rays, adopted by us as a prototype.
Недостатком этого способа является использование сложного и опасного технологического процесса - обработка гамма-квантами. После облучения коронки некоторое время будут иметь остаточную радиоактивность.The disadvantage of this method is the use of a complex and dangerous process - processing with gamma rays. After irradiation, the crowns will have residual radioactivity for some time.
Задачей изобретения является создание способа упрочнения породоразрушающего инструмента, направленного на повышение работоспособности буровых коронок, армированных АТП, увеличение срока службы, повышение стойкости коронок.The objective of the invention is to provide a method of hardening a rock cutting tool, aimed at improving the performance of drill bits reinforced with ATP, increasing the service life, increasing the resistance of the crowns.
Технический результат - изменения физических свойств режущей части алмазно-твердосплавных пластин, паячного слоя и твердосплавной подложки.EFFECT: changes in physical properties of the cutting part of diamond carbide inserts, a solder layer and a carbide substrate.
Достигается поставленная задача за счет того, что способ упрочнения буровых коронок, армированных алмазно-твердосплавными пластинами, включает обработку холодом, которую проводят в течение 15 минут, после чего в течение 15 минут на коронки дополнительно воздействуют постоянным магнитным полем с напряженностью 4000 эрстед.The task is achieved due to the fact that the method of hardening drill bits reinforced with diamond carbide inserts includes cold treatment, which is carried out for 15 minutes, after which the crowns are additionally exposed to a constant magnetic field with a strength of 4000 Oersted for 15 minutes.
Породоразрушающий инструмент, в частности алмазно-твердосплавная буровая коронка, армированная алмазно-твердосплавной пластиной (АТП), обрабатывается холодом в сосуде Дюара от температуры положительной 20°С до отрицательной - минус 196°С, далее коронки доводят до температуры +20°С и помещают в постоянное магнитное поле.A rock cutting tool, in particular a diamond-carbide drill bit reinforced with a diamond-carbide plate (ATP), is cold-treated in a Dewar vessel from a temperature of positive 20 ° C to negative - minus 196 ° C, then the crowns are brought to a temperature of + 20 ° C and placed in a constant magnetic field.
Известно, что прочность и износостойкость коронок, армированных АТП, в значительной степени зависит от их структуры и от качества паячного слоя. В качестве паячного слоя применяется специальный сплав. Воздействуя целенаправленно на структуру различными способами, можно улучшить и прочность, и износостойкость буровых коронок. Практически все физические свойства твердых тел определяются взаимным расположением, характером взаимодействия и интенсивностью движения атомов кристаллической решетки и свободных электронов. При низких отрицательных температурах происходят радикальные изменения свойств материалов (твердого сплава, алмазного слоя АТП и паечного слоя). Состояние твердых тел при этом характеризуется малой энергией частиц, пониженным значением энтропии. Такое состояние имеет место только тогда, когда коронка принимает температуру окружающей среды (в нашем случае температуру жидкого азота - -196°С).It is known that the strength and wear resistance of crowns reinforced by ATP, largely depends on their structure and the quality of the solder layer. As a solder layer, a special alloy is used. By acting purposefully on the structure in various ways, both the strength and wear resistance of drill bits can be improved. Almost all physical properties of solids are determined by the relative position, nature of the interaction, and the intensity of motion of the atoms of the crystal lattice and free electrons. At low negative temperatures, radical changes in the properties of materials (hard alloy, ATP diamond layer and solder layer) occur. The state of solids in this case is characterized by a low particle energy and a low entropy value. Such a condition occurs only when the crown accepts the ambient temperature (in our case, the temperature of liquid nitrogen is -196 ° C).
Основными факторами, определяющими прочностные характеристики коронки, армированной АТП, являются соотношение компонентов, размер зерен, наличие примесей, количество и размер пор, размеры полей напряжений.The main factors determining the strength characteristics of a crown reinforced by ATP are the ratio of components, grain size, the presence of impurities, the number and size of pores, the size of the stress fields.
После обработки коронок в криогенно-магнитной среде рентгеноструктурный анализ показал: соотношение компонентов, количество примесей и пор не изменяется, наблюдается перестройка структуры, уменьшаются блоки микромозаики, исходные поля напряжений рассредотачиваются. Эти данные доказывают деформационное упрочнение твердого сплава, паячного слоя и алмазного слоя пластины. При этом увеличивается плотность дислокаций твердых сплавов, происходит изменение физико-механических (снижение термоЭДС и коэффициента трения, увеличение коэрцитивной силы и твердости) и режущих свойств буровых коронок.After processing the crowns in a cryogenic-magnetic medium, X-ray diffraction analysis showed: the ratio of components, the amount of impurities and pores does not change, a restructuring is observed, micromosaic blocks are reduced, and the initial stress fields are dispersed. These data prove the strain hardening of the hard alloy, the solder layer and the diamond layer of the plate. This increases the density of dislocations of hard alloys, there is a change in physical and mechanical (reduction of thermoEMF and coefficient of friction, increase in coercive force and hardness) and cutting properties of drill bits.
Повышение эксплуатационных характеристик буровых коронок после их обработки достигается созданием в твердом сплаве, алмазном и паячном слое напряженного состояния за счет повышения остаточных напряжений сжатия в различных фазах и остаточных паячных напряжений, при этом повышается микротвердость, снижается деформация.Improving the operational characteristics of drill bits after their processing is achieved by creating a tense state in the hard alloy, diamond and solder layer due to an increase in residual compressive stresses in various phases and residual solder stresses, while increasing microhardness and decreasing deformation.
В процессе исследований основное внимание уделялось определению физико-механических характеристик коронок, армированных АТП: предел прочности при изгибе, ударная вязкость, деформация, твердость, хрупкость, коэффициент износа при бурении, структурные и текстурные изменения, атомно-кристаллическое строение, включая рентгеноструктурный анализ, метод радиографического декодирования и исследование на электронном микроскопе «Quauta 2000».During the research, the main attention was paid to determining the physicomechanical characteristics of crowns reinforced with ATP: tensile strength in bending, impact strength, deformation, hardness, brittleness, wear coefficient during drilling, structural and texture changes, atomic-crystalline structure, including X-ray analysis, method radiographic decoding and research using an electron microscope "Quauta 2000".
Технология криогенно-магнитного упрочнения буровых коронок, армированных АТП, осуществляется следующим образом:The technology of cryogenic magnetic hardening of drill bits reinforced with ATP is carried out as follows:
1. Коронки с температурой 20°С помещаются в сосуд Дьюара с температурой жидкого азота -196°С на 15 минут, после чего доводят температуру коронок до естественной температуры среды - порядка 20°С.1. Crowns with a temperature of 20 ° C are placed in a Dewar vessel with a liquid nitrogen temperature of -196 ° C for 15 minutes, after which the temperature of the crowns is adjusted to the natural temperature of the medium - about 20 ° C.
2. Далее коронки помещают в постоянное магнитное поле с напряженностью 4000 эрстед на 15 минут. После этого коронки готовы к эксплуатации.2. Next, the crowns are placed in a constant magnetic field with a strength of 4000 Oersteds for 15 minutes. After that, the crowns are ready for use.
Скорость погружения в жидкий азот - 0,2-0,3 с, время одноразового погружения 15 мин. Расстояние между одновременно обрабатываемыми изделиями должно быть не менее 20 мм, чтобы испаряющийся при кипении азот не создавал вокруг обрабатываемых изделий газопаровую оболочку.The rate of immersion in liquid nitrogen is 0.2-0.3 s, the time of a one-time immersion is 15 minutes. The distance between simultaneously processed products should be at least 20 mm so that the nitrogen evaporated during boiling does not create a gas-vapor shell around the processed products.
Обработка в постоянном магнитном поле после воздействия холодом снимает механические напряжения, повышает пластичность и предел упругости всех составных частей буровой коронки. За счет этих процессов в композиционных алмазосодержащих материалах (АТП), из которых изготавливают вооружение буровых коронок, наряду с упрочнением паячного слоя повышаются адгезионные свойства синтетического алмазного порошка, особенно на контакте алмазного слоя и твердосплавной подложки, что сопровождается улучшением взаимного сцепления алмазных зерен. Паячный слой надежнее удерживает пластину АТП в гнезде коронки, что приводит к увеличению работоспособности коронки в целом и каждой отдельной АТП в частности.Processing in a constant magnetic field after exposure to cold removes mechanical stress, increases the ductility and elastic limit of all components of the drill bit. Due to these processes, in composite diamond-containing materials (ATP), from which the drill bit armament is made, along with hardening of the solder layer, the adhesive properties of synthetic diamond powder increase, especially at the contact of the diamond layer and the carbide substrate, which is accompanied by an improvement in the mutual adhesion of diamond grains. The soldering layer holds the ATP plate more reliably in the socket of the crown, which leads to an increase in the working capacity of the crown as a whole and of each individual ATP in particular.
Анализ причин выхода буровых коронок из строя показал, что до 11% случаев приходится на потерю алмазно-твердосплавного вооружения и 6% на поломку корпуса коронки, то есть имеется острая необходимость улучшать прочностные характеристики паячного слоя. Фактическая площадь пятна контакта корпуса буровой коронки с ее алмазно-твердосплавным вооружением значительно меньше номинальной площади контакта, что не позволяет обеспечить требуемое качество соединения, снижающее ресурс буровой коронки. Вот почему очень важно улучшить качество паячного слоя АТП.An analysis of the reasons for the failure of drill bits showed that up to 11% of cases are due to the loss of diamond carbide weapons and 6% to damage to the crown body, that is, there is an urgent need to improve the strength characteristics of the solder layer. The actual area of the contact spot of the drill bit body with its diamond carbide armament is much smaller than the nominal contact area, which does not allow to provide the required quality of the connection, reducing the resource of the drill bit. That is why it is very important to improve the quality of the ATP solder layer.
Полученные результаты исследования позволили сформировать версию о механизме упрочнения структуры всех материалов коронки, армированной АТП, при последовательном воздействии холодом и постоянным магнитным полем.The obtained results of the study made it possible to form a version of the mechanism of hardening the structure of all materials of the crown reinforced with ATP under sequential exposure to cold and a constant magnetic field.
Криогенно-магнитная обработка коронок представляет собой технологический процесс, который позволяет повысить основные физико-механические характеристики твердого сплава, алмазного слоя и качество закрепления АТП в корпусе коронки, что обеспечивает существенное повышение износостойкости и прочности коронки.Cryogenic magnetic treatment of crowns is a technological process that improves the basic physicomechanical characteristics of the hard alloy, diamond layer and the quality of ATP fixing in the crown body, which provides a significant increase in wear resistance and crown strength.
Криогенно-магнитная обработка коронок повышает микротвердость, предел прочности при изгибе и деформацию, позволяет производить объемное упрочнение твердосплавного и алмазного породоразрушающего инструмента. Механизм упрочнения обусловлен изменением кристаллической структуры твердых сплавов (подложка АТП) и алмазного порошка за счет пластической деформации кобольтовой связки в локальных областях по периметру включений (карбид вольфрама, релит и др.).Cryogenic-magnetic treatment of crowns increases microhardness, tensile strength in bending and deformation, allows volumetric hardening of carbide and diamond rock cutting tools. The hardening mechanism is caused by a change in the crystalline structure of hard alloys (ATP substrate) and diamond powder due to plastic deformation of the cobolt bond in local areas around the perimeter of inclusions (tungsten carbide, relit, etc.).
При применении криогенного способа упрочнения в твердом сплаве формируется объемное микроскопическое напряженное состояние сжатия, увеличивается плотность дислокаций. При последующей обработке постоянным магнитным полем уменьшается плотность дислокаций. При этом дислокации снимаются с точек закрепления и занимают наиболее выгодное в энергетическом отношении положение, что приводит к снятию микронапряжений и уменьшению хрупкости металлов коронки и сплавов. Все это приводит к повышению износостойкости коронок.When applying the cryogenic method of hardening in a hard alloy, a volumetric microscopic compression state is formed, and the density of dislocations increases. Subsequent treatment with a constant magnetic field decreases the dislocation density. In this case, the dislocations are removed from the attachment points and occupy the most advantageous position in terms of energy, which leads to the removal of microstresses and a decrease in the fragility of the metal of the crown and alloys. All this leads to increased wear resistance of crowns.
С помощью метода рентгеноструктурного анализа определена плотность дислокаций всех частей коронки при различных режимах обработки. В результате пайки АТП на корпус коронки возникают остаточные паячные напряжения. Применение специального паячного слоя позволило избежать высоких паячных напряжений, когда мартенсит переходит в аустенит при высокой паячной температуре.Using the method of X-ray diffraction analysis, the dislocation density of all parts of the crown was determined at various processing conditions. As a result of ATP soldering, residual soldering voltages occur on the crown body. The use of a special soldering layer made it possible to avoid high soldering stresses when martensite goes into austenite at a high soldering temperature.
Микротвердость образцов замерялась до и после обработки на приборе ПМТ-3 с алмазным индентором.The microhardness of the samples was measured before and after processing on a PMT-3 device with a diamond indenter.
Коронки взвешивались до и после испытаний и отрабатывались до полного износа (прекращение углубки, повышение давления на насосе). В процессе испытаний фиксировалась проходка на коронку и механическая скорость бурения.The crowns were weighed before and after the tests and worked out until they were completely worn out (cessation of the recess, increased pressure on the pump). During the tests, penetration to the crown and mechanical drilling speed were recorded.
Сравнительные испытания буровых коронок, диаметром 112 мм, армированных АТП, выполняли при бурении песчаника со средней категорией по буримости 7, глубина скважин составляла до 400 м. Бурение выполнялось на буровом станке СКБ-4 с использованием бурового насоса НБ-32 и малоглинистой полимерной промывочной жидкости. Сравнительные результаты бурения песчаника коронками до и после воздействия холодом и постоянным магнитным полем показаны в Таблице 1.Comparative tests of drill bits with a diameter of 112 mm, reinforced by ATP, were carried out while drilling sandstone with an average category of drillability of 7, the depth of the wells was up to 400 m. Drilling was performed on an SKB-4 drilling rig using an NB-32 mud pump and a low-clay polymer flushing fluid . Comparative results of drilling sandstone with crowns before and after exposure to cold and a constant magnetic field are shown in Table 1.
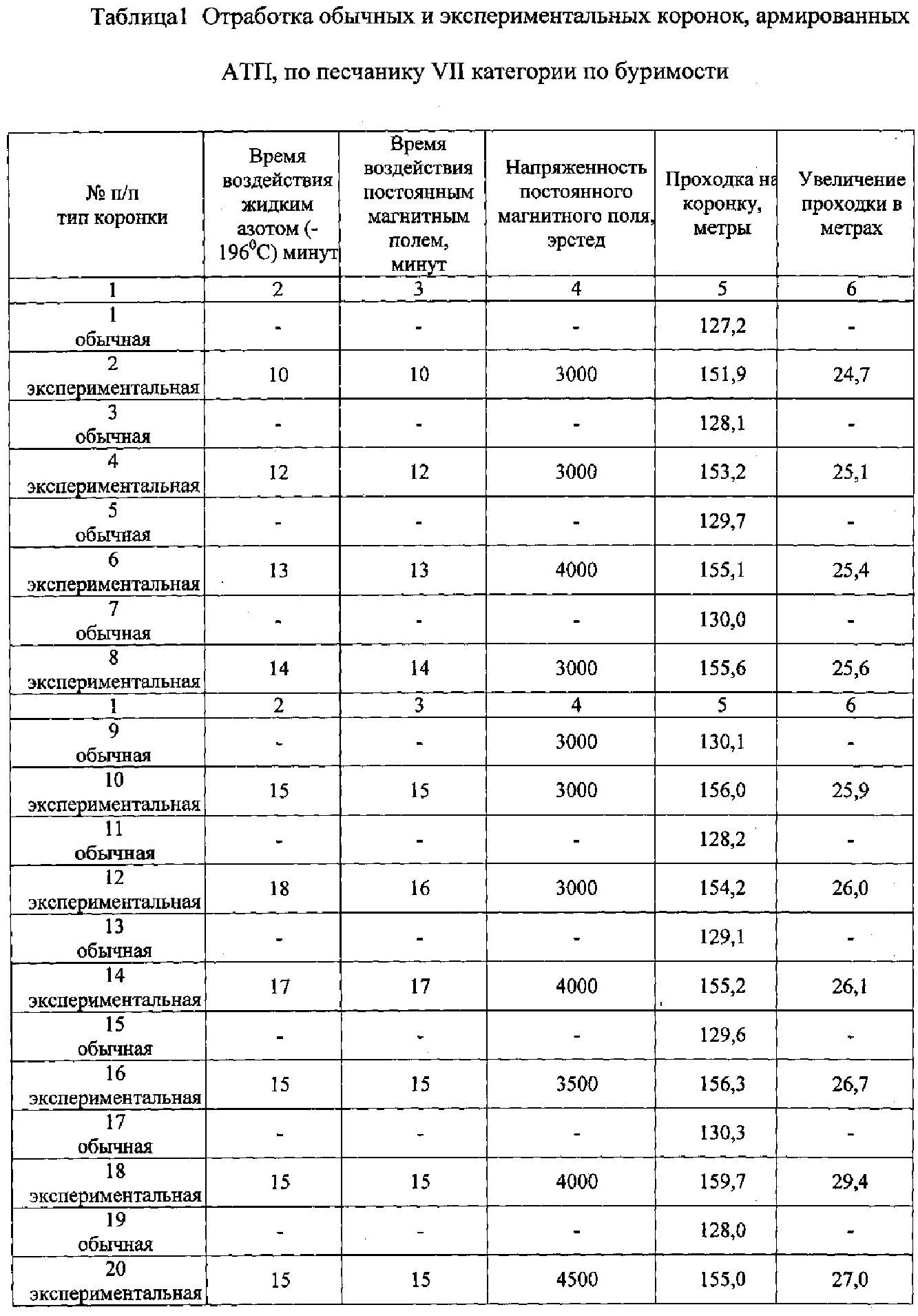

Анализ Таблицы 1 показывает, что упрочнение в жидком азоте и постоянном магнитном поле напряженностью 4000 эрстед приводит к снижению напряжения за счет изменения кристаллической структуры металлического корпуса коронки, паячного слоя, карбид-вольфрамовой подложки АТП, алмазного слоя АТП. При этом увеличивается плотность дислокаций и износостойкость коронки в целом, что в конечном итоге дает увеличение на 22,2% проходки на одну коронку.Analysis of Table 1 shows that hardening in liquid nitrogen and a constant magnetic field of 4000 Oersted leads to a decrease in voltage due to a change in the crystal structure of the metal body of the crown, solder layer, ATP carbide-tungsten substrate, and ATP diamond layer. At the same time, the dislocation density and wear resistance of the crown as a whole increase, which ultimately gives an increase of 22.2% in penetration per crown.
Данные экспериментальной отработки коронок (табл. 1) показывают, что оптимальным результатом является опыт №18, когда коронка обрабатывалась в жидком азоте 15 минут и в дальнейшем подвергалась воздействию постоянным магнитным полем в течение 15 минут с напряженностью магнитного поля - 4000 эрстед.The data of experimental crowns testing (Table 1) show that experiment No. 18 is the best result when the crown was processed in liquid nitrogen for 15 minutes and subsequently exposed to a constant magnetic field for 15 minutes with a magnetic field strength of 4000 Oersted.
Анализ экспериментальных данных позволяет сделать вывод о том, что именно обработка коронок в жидком азоте (-196°С) в течение 15 минут с последующим охлаждением до +20°С и воздействием магнитным полем в течение 15 минут с напряженностью поля 4000 эрстед дает новый, неочевидный технический результат. Обработка именно с такими параметрами и именно в таком временном режиме дает нам основание предположить, что предлагаемый нами способ упрочнения буровых коронок является новым, отвечающим критерию существенности признаков.An analysis of the experimental data allows us to conclude that it is the treatment of crowns in liquid nitrogen (-196 ° C) for 15 minutes, followed by cooling to + 20 ° C and exposure to a magnetic field for 15 minutes with a field strength of 4000 oersted that gives a new unobvious technical result. Processing with precisely such parameters and in such a temporary mode gives us reason to assume that our proposed method of hardening drill bits is a new one that meets the criterion of materiality of attributes.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2014145691/03A RU2566523C1 (en) | 2014-11-13 | 2014-11-13 | Method of strengthening of drill bits reinforced by diamond-carbide plates |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2014145691/03A RU2566523C1 (en) | 2014-11-13 | 2014-11-13 | Method of strengthening of drill bits reinforced by diamond-carbide plates |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2566523C1 true RU2566523C1 (en) | 2015-10-27 |
Family
ID=54362294
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014145691/03A RU2566523C1 (en) | 2014-11-13 | 2014-11-13 | Method of strengthening of drill bits reinforced by diamond-carbide plates |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2566523C1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU485161A1 (en) * | 1972-10-27 | 1975-09-25 | Предприятие П/Я А-1067 | Method of heat treatment tool |
| SU1254039A1 (en) * | 1984-05-25 | 1986-08-30 | Коммунарский горно-металлургический институт | Method of thermal treatment of articles of low-alloy tool steel |
| RU2101456C1 (en) * | 1995-11-17 | 1998-01-10 | Томский политехнический университет | Method for strengthening of hard-alloy and diamond tools for drilling rock |
| US6374932B1 (en) * | 2000-04-06 | 2002-04-23 | William J. Brady | Heat management drilling system and method |
| RU2377318C2 (en) * | 2008-02-12 | 2009-12-27 | Федеральное государственное образовательное учреждение высшего профессионального образования "Кубанский государственный аграрный университет" | Method of thermal treatment of machine building parts |
-
2014
- 2014-11-13 RU RU2014145691/03A patent/RU2566523C1/en not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU485161A1 (en) * | 1972-10-27 | 1975-09-25 | Предприятие П/Я А-1067 | Method of heat treatment tool |
| SU1254039A1 (en) * | 1984-05-25 | 1986-08-30 | Коммунарский горно-металлургический институт | Method of thermal treatment of articles of low-alloy tool steel |
| RU2101456C1 (en) * | 1995-11-17 | 1998-01-10 | Томский политехнический университет | Method for strengthening of hard-alloy and diamond tools for drilling rock |
| US6374932B1 (en) * | 2000-04-06 | 2002-04-23 | William J. Brady | Heat management drilling system and method |
| RU2377318C2 (en) * | 2008-02-12 | 2009-12-27 | Федеральное государственное образовательное учреждение высшего профессионального образования "Кубанский государственный аграрный университет" | Method of thermal treatment of machine building parts |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Yahiaoui et al. | A study on PDC drill bits quality | |
| US10190687B2 (en) | Methods of forming superelastic seals | |
| US9732563B1 (en) | Polycrystalline diamond compacts including a cemented carbide substrate and applications therefor | |
| Osipov et al. | Diamond-CaCO3 and diamond-Li2CO3 materials sintered using the HPHT method | |
| Zhang et al. | Effect of laser shock processing on fatigue life of fastener hole | |
| Zhang et al. | Fatigue performance rejuvenation of corroded 7075-T651 aluminum alloy through ultrasonic nanocrystal surface modification | |
| He et al. | Microstructural characterization of SS304 upon various shot peening treatments | |
| EP3241979A1 (en) | Degradable carbide grip | |
| Fang et al. | Study on improving “self-sharpening” capacity of W–Cu–Zn alloy by the pressureless infiltration method | |
| Mills et al. | Rolling contact fatigue deformation mechanisms of nickel-rich nickel-titanium-hafnium alloys | |
| RU2566523C1 (en) | Method of strengthening of drill bits reinforced by diamond-carbide plates | |
| Liu et al. | Indentation behaviour and wear resistance of pseudoelastic Ti–Ni alloy | |
| CN107923226B (en) | Cutting element with impact resistant diamond body | |
| Hosseini et al. | Effects of temperature and confining pressure on mode II fracture toughness of rocks (Case study: Lushan Sandstone) | |
| US20170314102A1 (en) | Multiple portion grip | |
| Macias et al. | Cutter wear mechanisms in hard rock tunnel boring | |
| Saleem et al. | Phase Characterization of CRA Fastener INCONEL718 in Relation of Hydrogen Assisted Cracking | |
| Trško | The effect of different shot peening intensities on fatigue life of AW 7075 aluminium alloy | |
| RU2566252C2 (en) | Method of making rock-destructing tool | |
| Pfennig et al. | The Role of Surface Texture on the Corrosion Behaviour of High Alloyed Steels Exposed to Different Saline Aquifer Water Environments | |
| Yang et al. | Microstructure and Dry Friction of 2205 Dual-Phase Steel during Solution Precipitation | |
| McGlothlin et al. | Relation of formation rock strength to propping agent strength in hydraulic fracturing | |
| US11839917B2 (en) | Polyscrystalline diamond compact including erosion and corrosion resistant substrate | |
| Repin et al. | Small-size downhole air drill hammers of increased capacity | |
| Yuan et al. | Experiment Study on Parameter Optimization of Diamond Impregnated Bit for Abrasive and Hard Formation |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20161114 |