RU2465373C1 - Ion implantation method of surfaces of parts made from structural steel - Google Patents
Ion implantation method of surfaces of parts made from structural steel Download PDFInfo
- Publication number
- RU2465373C1 RU2465373C1 RU2011136944/02A RU2011136944A RU2465373C1 RU 2465373 C1 RU2465373 C1 RU 2465373C1 RU 2011136944/02 A RU2011136944/02 A RU 2011136944/02A RU 2011136944 A RU2011136944 A RU 2011136944A RU 2465373 C1 RU2465373 C1 RU 2465373C1
- Authority
- RU
- Russia
- Prior art keywords
- copper
- lead
- alloy
- tin
- ion
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000005468 ion implantation Methods 0.000 title claims abstract description 8
- 229910000746 Structural steel Inorganic materials 0.000 title claims abstract 3
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims abstract description 30
- 150000002500 ions Chemical class 0.000 claims abstract description 28
- 238000002513 implantation Methods 0.000 claims abstract description 22
- 229910000881 Cu alloy Inorganic materials 0.000 claims abstract description 20
- 239000010949 copper Substances 0.000 claims abstract description 13
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 12
- 229910052802 copper Inorganic materials 0.000 claims abstract description 11
- 238000005275 alloying Methods 0.000 claims abstract description 9
- 239000007943 implant Substances 0.000 claims description 8
- 238000004381 surface treatment Methods 0.000 claims description 2
- 229910000978 Pb alloy Inorganic materials 0.000 abstract description 8
- 239000000126 substance Substances 0.000 abstract description 2
- 238000011282 treatment Methods 0.000 abstract description 2
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- RVPVRDXYQKGNMQ-UHFFFAOYSA-N lead(2+) Chemical compound [Pb+2] RVPVRDXYQKGNMQ-UHFFFAOYSA-N 0.000 abstract 1
- 238000005272 metallurgy Methods 0.000 abstract 1
- 229910000831 Steel Inorganic materials 0.000 description 17
- 239000010959 steel Substances 0.000 description 17
- 229910045601 alloy Inorganic materials 0.000 description 15
- 239000000956 alloy Substances 0.000 description 15
- 239000002344 surface layer Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 description 6
- 229910001431 copper ion Inorganic materials 0.000 description 6
- 230000005012 migration Effects 0.000 description 6
- 238000013508 migration Methods 0.000 description 6
- WIKSRXFQIZQFEH-UHFFFAOYSA-N [Cu].[Pb] Chemical compound [Cu].[Pb] WIKSRXFQIZQFEH-UHFFFAOYSA-N 0.000 description 5
- 239000010410 layer Substances 0.000 description 5
- 230000035515 penetration Effects 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerol Natural products OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 239000010406 cathode material Substances 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 235000011187 glycerol Nutrition 0.000 description 3
- 239000000314 lubricant Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910001128 Sn alloy Inorganic materials 0.000 description 2
- PPIIGEJBVZHNIN-UHFFFAOYSA-N [Cu].[Sn].[Pb] Chemical compound [Cu].[Sn].[Pb] PPIIGEJBVZHNIN-UHFFFAOYSA-N 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 239000001307 helium Substances 0.000 description 2
- 229910052734 helium Inorganic materials 0.000 description 2
- -1 helium ions Chemical class 0.000 description 2
- 230000005764 inhibitory process Effects 0.000 description 2
- 238000010884 ion-beam technique Methods 0.000 description 2
- 238000011089 mechanical engineering Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000739 chaotic effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- LQBJWKCYZGMFEV-UHFFFAOYSA-N lead tin Chemical compound [Sn].[Pb] LQBJWKCYZGMFEV-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000004949 mass spectrometry Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005001 rutherford backscattering spectroscopy Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910001432 tin ion Inorganic materials 0.000 description 1
- 238000012876 topography Methods 0.000 description 1
Images

Landscapes
- Physical Vapour Deposition (AREA)
Abstract
Description
Предлагаемое изобретение относится к области ионно-лучевой вакуумной обработки материалов и может быть использовано в машиностроении для повышения эксплуатационных свойств деталей машин и механизмов.The present invention relates to the field of ion-beam vacuum processing of materials and can be used in mechanical engineering to improve the operational properties of machine parts and mechanisms.
Известен способ (заявка Франции 2476143, кл. С23С 14/48) ионно-лучевой обработки изделий, заключающийся в том, что в камеру, где располагаются изделия, напускают газ. Газ ионизируют и используют для обработки изделий. Ионы газа ускоряются за счет приложения переменной разности потенциала между изделиями и камерой. Технические возможности данного способа по созданию необходимой структуры и элементного состава в приповерхностном слое изделий ограничены тем, что при такой обработке в изделие имплантируют только ионы напускаемого газа. Создаваемые приповерхностные слои имеют сильные ограничения по значениям микротвердости из-за больших возникающих градиентов свойств между упрочненными слоями и матрицей. Следствием является возникновение высоких внутренних напряжений в приповерхностных слоях, приводящее к разрушению материала даже при слабых нагрузках.A known method (application of France 2476143, CL C23C 14/48) of ion-beam processing of products, which consists in the fact that gas is let into the chamber where the products are located. Gas is ionized and used to process products. Gas ions are accelerated by applying a variable potential difference between the products and the camera. The technical capabilities of this method to create the necessary structure and elemental composition in the near-surface layer of products are limited by the fact that during this treatment only injected gas ions are implanted into the product. The created near-surface layers have strong limitations on the microhardness values due to the large emerging property gradients between the hardened layers and the matrix. The consequence is the appearance of high internal stresses in the surface layers, leading to the destruction of the material even at low loads.
Известен способ ионной имплантации, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди с дозой (1-5)·1017 ион/см2 (Овчинников В.В., Козлов Д.А., Якутина С.В. Исследование свойств поверхности стали 30ХГСН2А после имплантации ионами меди. / Машиностроение и инженерное образование. 2009. №2. С.7-13).The known method of ion implantation, in which the surface of the workpiece is exposed to a beam of copper ions with a dose of (1-5) · 10 17 ion / cm 2 (Ovchinnikov V.V., Kozlov D.A., Yakutina S.V. Study of surface properties steel 30HGSN2A after implantation with copper ions. / Mechanical Engineering and Engineering Education. 2009. No. 2. P.7-13).
Недостатком данного способа является ограниченное увеличение усталостной прочности и износостойкости обработанной поверхности деталей. Увеличение дозы имплантирования ионов меди приводит к росту длительности обработки при постоянстве значения усталости обработанной стали и появлению задиров на имплантированной поверхности.The disadvantage of this method is the limited increase in fatigue strength and wear resistance of the treated surface of the parts. An increase in the dose of implantation of copper ions leads to an increase in the processing time with a constant fatigue value of the treated steel and the appearance of scoring on the implanted surface.
Наиболее близким по технической сущности к заявляемому способу ионной имплантации является способ, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди и свинца с дозой (1-5)·1017 ион/см2, который получают за счет использования в качестве материала катода имплантера монотектического сплава меди с 36% свинца (Овчинников В.В., Якутина С.В., Козлов Д.А., Немов А.С. Свойства и состав поверхности стали 30ХГСН2А в зависимости от дозы облучения ионами меди и свинца. // Известия МГИУ. 2010. №3. С.15-20). Применение монотектического сплава меди со свинцом позволяет значительно повысить глубину проникновения имплантируемых ионов, что способствует росту усталостных свойств стали.The closest in technical essence to the claimed method of ion implantation is a method in which the surface of the workpiece is exposed to a beam of copper and lead ions with a dose of (1-5) · 10 17 ion / cm 2 , which is obtained by using the implant as a cathode material monotectic copper alloy with 36% lead (Ovchinnikov V.V., Yakutina S.V., Kozlov D.A., Nemov A.S. Properties and surface composition of 30KhGSN2A steel depending on the radiation dose of copper and lead ions. // News MGIU. 2010. No. 3. S.15-20). The use of a monotectic alloy of copper with lead can significantly increase the penetration depth of implantable ions, which contributes to the growth of the fatigue properties of steel.
Существенным недостатком прототипа является повышение коэффициента трения скольжения при введении ионов свинца в поверхностный слой стали, что сказывается на снижении износостойкости в условиях трения с приложением внешней нагрузки к трущимся деталям.A significant disadvantage of the prototype is to increase the coefficient of sliding friction when introducing lead ions into the surface layer of steel, which affects the reduction of wear resistance under friction with the application of an external load to the rubbing parts.
Заявляемый способ ионной имплантации поверхностей деталей из конструкционной обеспечивает повышение износостойкости при снижении коэффициента трения скольжения с приложением внешней нагрузки к трущимся деталям.The inventive method of ion implantation of the surfaces of structural parts provides increased wear resistance while reducing the coefficient of sliding friction with the application of an external load to the rubbing parts.
Технический результат, на достижение которого направлен заявляемый способ, обеспечивается тем, что имплантацию осуществляют при использовании в качестве материала катода из монотектического сплава меди с 36% свинца, в который контактным легированием вводят 7-12% олова, причем дозу имплантации задают в пределах (5,5-8,5)·1017 ион/см2.The technical result, which is achieved by the claimed method, is ensured by the fact that implantation is carried out using a cathode of a monotectic copper alloy with 36% lead, into which 7-12% of tin is introduced by contact doping, and the implantation dose is set within (5 5-8.5) · 10 17 ion / cm 2 .
Подробнее сущность заявляемого способа поясняется чертежами:In more detail the essence of the proposed method is illustrated by drawings:
- на фиг.1 представлена схема процесса контактного легирования монотектического сплава меди со свинцом оловом: А - подготовка образца; Б - контактное легирование оловом; В - механическая обработка образца; Г - определение распределения элементов на единице площади (приведенный химический состав); 1 - образец монотектического сплава; 2 - расплав олова; 3 - ванна;- figure 1 presents a diagram of the process of contact alloying of a monotectic alloy of copper with lead tin: A - sample preparation; B - contact doping with tin; B - sample machining; G - determination of the distribution of elements per unit area (reduced chemical composition); 1 - sample monotectic alloy; 2 - molten tin; 3 - bath;
- на фиг.2 показана микроструктура сплава медь-свинец-олово, полученного методом контактного легирования (×100);- figure 2 shows the microstructure of the alloy copper-lead-tin obtained by contact alloying (× 100);
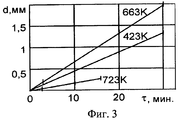
- на фиг.3 приведены изотермы контактного легирования медно-свинцовой монотектики оловом (d - глубина проникновения олова в монотектику);- figure 3 shows the isotherms of contact alloying of copper-lead monotectic with tin (d is the depth of penetration of tin into the monotectic);
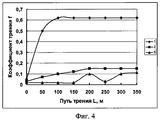
- на фиг.4 - зависимости коэффициента трения стали 30ХГСН2А от пути трения при различных вариантах обработки поверхности (смазка - глицерин; N=5,0 Н): 1 - исходное состояние; 2 - имплантация монотектическим сплавом меди с 36% свинца; 3 - имплантация монотектическим сплавом, легированным оловом (содержание олова 9%);- figure 4 - dependence of the coefficient of friction of steel 30HGSN2A on the friction path for various surface treatments (lubricant - glycerin; N = 5.0 N): 1 - initial state; 2 - implantation of a monotectic copper alloy with 36% lead; 3 - implantation with a monotectic alloy doped with tin (tin content 9%);
Выполнение совместной имплантации ионами с большой массой (свинец) в сочетании с ионами (медь) близкими по массе к основе мишени (железо) позволяет создавать большое количество радиационных дефектов, по которым ионы меди проникают вглубь мишени. С помощью метода вторичной масс-спектрометрии установлено, что при одновременной имплантации ионов меди и свинца при дозе 1,5·1017 ион/см2 глубина проникновения ионов меди в обрабатываемую сталь в 4 раза превышает глубину проникновения ионов меди при облучении ими стали при одинаковой дозе.Performing joint implantation with ions with a large mass (lead) in combination with ions (copper) close in mass to the base of the target (iron) allows you to create a large number of radiation defects through which copper ions penetrate deep into the target. Using the method of secondary mass spectrometry, it was found that with simultaneous implantation of copper and lead ions at a dose of 1.5 · 10 17 ion / cm 2 the depth of penetration of copper ions into the treated steel is 4 times greater than the depth of penetration of copper ions when irradiated with steel with the same dose.
Максимальное значение глубины проникновения ионов в матрицу (стали 30ХГСН2А) достигается при использовании в качестве материала катода имплантера монотектического сплава меди со свинцом с содержанием свинца 36%. Особенностью монотектического сплава меди со свинцом является то, что компоненты сплава являются несмешивающимися. Относительная простота получения сплавов меди со свинцом в наиболее практически важном интервале концентраций объясняется особенностями диаграммы равновесия этой системы: невысоким куполом расслоения в жидком состоянии и значительным содержанием свинца в монотектической точке.The maximum value of the depth of penetration of ions into the matrix (steel 30KhGSN2A) is achieved when using a monotectic alloy of copper with lead with a lead content of 36% as the cathode material of the implant. A feature of the monotectic alloy of copper with lead is that the alloy components are immiscible. The relative simplicity of obtaining copper and lead alloys in the most practically important concentration range is explained by the features of the equilibrium diagram of this system: a low separation dome in the liquid state and a significant lead content at the monotectic point.
Для введения олова в монотектический сплав использовался метод контактного легирования. Для получения монотектического сплава меди со свинцом, легированного оловом, образец сплава помещают в расплав олова при температуре 400°С и выдерживают в расплаве 5-7 минут (фиг.1). За счет изменения времени выдержки регулируют количество олова, поступающего в монотектический сплав меди со свинцом.To introduce tin into the monotectic alloy, the contact alloying method was used. To obtain a monotectic alloy of copper with lead doped with tin, a sample of the alloy is placed in a tin melt at a temperature of 400 ° C and kept in the melt for 5-7 minutes (Fig. 1). By changing the exposure time, the amount of tin entering the monotectic alloy of copper with lead is controlled.
В ходе миграции олова в объем монотектического сплава образуются уникальные структуры, получение которых методами сплавления или спекания принципиально невозможно. На фиг.2 показан типичный фрагмент микроструктуры сплава медь-свинец-олово, полученного контактным легированием литой медно-свинцовой монотектики из расплава олова при температуре 400°С.During the migration of tin into the volume of the monotectic alloy, unique structures are formed, the production of which by methods of fusion or sintering is fundamentally impossible. Figure 2 shows a typical microstructure fragment of a copper-lead-tin alloy obtained by contact doping of a cast copper-lead monotectic from a tin melt at a temperature of 400 ° C.
Основной особенностью рассматриваемой микроструктуры является концентрическое расположение свинца, олова и меди, фактически не взаимодействующих друг с другом при данной температуре и выступающих в виде чистых элементов с присущими им индивидуальными свойствами. На фиг.3 приведены изотермы контактного легирования медно-свинцового сплава монотектического состава оловом при 150, 390 и 450°С.The main feature of the microstructure under consideration is the concentric arrangement of lead, tin and copper, which do not actually interact with each other at a given temperature and appear as pure elements with their individual characteristics. Figure 3 shows the isotherms of contact alloying of a copper-lead alloy of monotectic composition with tin at 150, 390 and 450 ° C.
Следует отметить следующие особенности изучаемого процесса: миграция олова начинается уже при температуре, чуть выше эвтектической; с увеличением температуры скорость миграции сначала возрастает, а затем резко снижается. Наблюдаемому снижению скорости процесса миграции соответствует появление первых линий фазы Cu3Sn, что, по-видимому, и является основной причиной наблюдаемого торможения. Торможение процесса миграции с возрастанием температуры позволяет утверждать, что миграция олова идет по межфазной границе.The following features of the process under study should be noted: tin migration begins already at a temperature slightly higher than the eutectic; with increasing temperature, the migration rate first increases, and then decreases sharply. The observed decrease in the rate of the migration process corresponds to the appearance of the first lines of the Cu 3 Sn phase, which, apparently, is the main reason for the observed inhibition. The inhibition of the migration process with increasing temperature suggests that tin migration occurs along the interface.
Из полученного сплава был изготовлен катод имплантера, который был использован для имплантирования образцов из стали 30ХГСН2А. Для сравнения проводилась имплантация образцов монотектическим сплавом меди со свинцом.An implant cathode was made from the obtained alloy, which was used to implant samples from 30KhGSN2A steel. For comparison, samples were implanted with a monotectic alloy of copper and lead.
Исследования содержания олова в монотектическом сплаве, подвергнутого контактному легированию, показали, что оно зависит от условий легирования - температуры и времени выдержки. Установлено, что контактное легирование позволяет обеспечить максимальное насыщение монотектического сплава оловом до концентрации 18%. При этом концентрация свинца остается неизменной, а концентрация меди снижается.Studies of the tin content in a monotectic alloy subjected to contact alloying showed that it depends on the alloying conditions — temperature and holding time. It has been established that contact doping allows maximum saturation of the monotectic alloy with tin to a concentration of 18%. In this case, the concentration of lead remains unchanged, and the concentration of copper decreases.
Проведение имплантации поверхностей деталей из 30ХГСН2А монотектическим сплавом меди и свинца, содержащим с своем составе менее 7% олова, не приводит к увеличению износостойкости по сравнению с деталями, облученными монотектическим сплавом.The implantation of the surfaces of parts made of 30KhGSN2A with a monotectic alloy of copper and lead, containing less than 7% tin, does not lead to an increase in wear resistance compared to parts irradiated with a monotectic alloy.
При использовании в качестве материала катода имплантера монотектического сплава меди со свинцом, содержащего более 12% олова, не наблюдается увеличения износостойкости имплантированных деталей.When using a monotectic copper-lead alloy containing more than 12% tin as the cathode material of the implant, there is no increase in the wear resistance of the implanted parts.
Поэтому оптимальным следует признать содержание олова в монотектическом сплаве меди со свинцом в диапазоне 7-12%.Therefore, the tin content in the monotectic alloy of copper with lead in the range of 7-12% should be recognized as optimal.
При дозе предварительной имплантации менее 5,5·1017 ион/см2 не отмечается существенного увеличения износостойкости имплантированной стали 30ХГСН2А. Дислокационная картина имеет хаотический характер со слабо выраженным формированием дислокационных жгутов.When the dose of preliminary implantation is less than 5.5 · 10 17 ion / cm 2 there is no significant increase in the wear resistance of the implanted steel 30KhGSN2A. The dislocation pattern is chaotic in nature with a weakly pronounced formation of dislocation tows.
Увеличение дозы имплантирования свыше 8,5·1017 ион/см2 существенно не сказывается на износостойкости поверхностного слоя детали из стали 30ХГСН2А при значительном увеличении времени обработки стали. При этом дислокационная структура имплантированного слоя представляет собой субграницу, сформировавшуюся за счет слияния отдельных дислокационных фрагментов.An increase in the implantation dose over 8.5 · 10 17 ion / cm 2 does not significantly affect the wear resistance of the surface layer of a part made of 30KhGSN2A steel with a significant increase in the processing time of steel. In this case, the dislocation structure of the implanted layer is a subboundary formed due to the fusion of individual dislocation fragments.
Использование имплантирования ионами монотектического сплава меди со свинцом, дополнительно легированным 7-12% олова, при дозе имплантирования (5,5-8,5)·1017 ион/см2 позволяет обеспечить устойчивое повышение износостойкости поверхностного слоя стали 30ХГСН2А.The use of ion implantation of a monotectic alloy of copper with lead, additionally doped with 7-12% tin, at an implantation dose of (5.5-8.5) · 10 17 ion / cm 2 allows for a steady increase in the wear resistance of the surface layer of 30KhGSN2A steel.
Предлагаемый способ осуществляют следующим образом. Вакуумную камеру, в которой расположен источник ионов, откачивают до давления 10-3 Па. Производят ионную очистку изделия с помощью ионного источника. При этом энергия ионов не превышает 10-15 кэВ. Затем повышают энергию ионов до 40 кэВ, одновременно имплантируют ионы меди, свинца и олова с дозой (5,5-8,5)·1017 ион/см2, осуществляя формирование поверхностного слоя.The proposed method is as follows. The vacuum chamber in which the ion source is located is pumped out to a pressure of 10 -3 Pa. Perform ion cleaning of the product using an ion source. In this case, the ion energy does not exceed 10-15 keV. Then, the ion energy is increased to 40 keV, copper, lead and tin ions are implanted simultaneously with a dose of (5.5-8.5) · 10 17 ion / cm 2 , forming the surface layer.
Фрикционные испытания облученных образцов проводились по схеме диск-палец в режиме сухого и граничного трения. При сухом трении нормальная нагрузка N=0,5 Н, нормальное контурное давление после приработки РС составляло (0,40-1,15)·106 Н/м2. При граничном трении (смазка - глицерин) N=5 Н, РС составляло (3,1-6,5)·107 Н/м2. Линейная скорость v при испытаниях различных образцов изменялась лишь в небольших пределах (3,1…9,6)·10~2 м/с. Приведенный износ ωN рассчитывали по формулеFriction tests of irradiated samples were carried out according to the disk-finger scheme in the regime of dry and boundary friction. With dry friction, the normal load N = 0.5 N, the normal circuit pressure after running-in R C was (0.40-1.15) · 10 6 N / m 2 . With boundary friction (lubricant - glycerin) N = 5 N, P C was (3.1-6.5) · 10 7 N / m 2 . The linear velocity v during testing of various samples varied only within small limits (3.1 ... 9.6) · 10 ~ 2 m / s. The reduced wear ω N was calculated by the formula
ωN=Q/(Lтp·N),ω N = Q / (L tp · N),
где Lтp=300 м - путь трения, одинаковый для всех экспериментов; Q - объемный износ индентора.where L tp = 300 m is the friction path, the same for all experiments; Q is the volumetric wear of the indenter.
Коэффициент износостойкости К=ωNисх./ωNмодиф.The coefficient of wear resistance K = ω N out. / ω Nmodif .
Функциональная схема измерительного тракта силы трения включала тензорезисторы, наклеенные на тензобалку; чувствительные тензоизмерительного тракта 5·10-2 Н/мм. Профили треков трения записывали при помощи профилографа-профилометра.The functional diagram of the measuring path of the friction force included strain gauges glued to the strain gauge; sensitive strain measuring tract 5 · 10 -2 N / mm Profiles of friction tracks were recorded using a profilograph-profilometer.
В исходном состоянии образцы полированы, очищены от загрязнений и жировых пленок и подвергнуты отжигу при температуре 650°С в течение 2 часов в вакууме 5·10-6 мм рт.ст.In the initial state, the samples were polished, cleaned of impurities and grease films, and annealed at 650 ° C for 2 hours in a vacuum of 5 · 10 -6 mm Hg.
Имплантации подвергалась только сферическая часть пальца. Элементный состав модифицированных поверхностных слоев, толщины и состав поверхностных слоев до и после испытаний определяли методом резерфордовского обратного рассеяния (ОР) ионов гелия. Энергия ионов гелия в анализируемом пучке Ео=0,8-2,0 МэВ, угол рассеяния Ө=160°.Only the spherical part of the finger was implanted. The elemental composition of the modified surface layers, the thickness and composition of the surface layers before and after the tests were determined by the Rutherford backscattering (OR) method of helium ions. The energy of helium ions in the analyzed beam is E o = 0.8-2.0 MeV, the scattering angle is Ө = 160 °.
Исследования элементного состава ионно-имплантированных образцов показали, что ионное облучение матрицы с отмеченными параметрами процесса обработки позволяет модифицировать поверхностный слой толщиной 450-600 нм. Максимальная концентрация внедряемых атомов в этом слое в обоих случаях не превышает 30 ат.%. Протекание при ионной имплантации процессов распыления поверхностных атомов исключало возможность реализации больших концентраций ионного легирования поверхностного слоя.Studies of the elemental composition of ion-implanted samples showed that ion irradiation of the matrix with the marked processing parameters allows the surface layer to be modified with a thickness of 450-600 nm. The maximum concentration of implanted atoms in this layer in both cases does not exceed 30 at.%. The occurrence of sputtering of surface atoms during ion implantation precluded the possibility of realizing large concentrations of ionic doping of the surface layer.
Основные результаты исследований трибологических свойств имплантированных образцов представлены в таблице и на фиг.4.The main results of studies of the tribological properties of implanted samples are presented in the table and figure 4.
Имплантация монотектического сплава меди со свинцом, дополнительно легированного оловом, в сталь позволяет существенно снизить (практически в течение всего времени испытаний) коэффициент трения и заметно повысить износостойкость (фиг.4, таблица) в случае испытаний при большой нагрузке со смазкой.The implantation of a monotectic alloy of copper with lead, additionally doped with tin, in steel can significantly reduce (almost during the entire test period) the friction coefficient and significantly increase the wear resistance (Fig. 4, table) in the case of tests with a large load with lubricant.
Сравнение данных по фрикционным свойствам ионно-имплантированных образцов (фиг.4) показывает, что антифрикционные свойства у образцов, имплантированных монотектическим сплавом, при испытаниях в глицерине начинают нарушаться раньше, чем у образцов с монотектическим сплавом с оловом. Это проявляется в схватывании в паре трения после 180 м пути, что иллюстрируется возрастанием значения и увеличением амплитуды колебаний f. При этом у ряда образцов, имплантированных монотектическим сплавом меди со свинцом, в конце испытаний наблюдалось нарушение антифрикционных свойств с резким возрастанием f до исходных значений. Различие трибологических свойств выбранной пары трения в зависимости от вида монотектического сплава, используемого для имплантирования, проявляется при исследовании топографии поверхности как зоны контакта пальца, так и трека на диске. Установлено, что при скольжении пальца, модифицированного монотектическим сплавом с оловом, образуется очень узкая канавка с гладкой поверхностью. При скольжении пальца, имплантированного монотектическим сплавом меди со свинцом, формируется более широкий трек с развитым рельефом. Наиболее сильно разрушается поверхность диска от контакта с пальцем в исходном состоянии без имплантации.Comparison of the data on the frictional properties of ion-implanted samples (Fig. 4) shows that the antifriction properties of samples implanted with a monotectic alloy, when tested in glycerin, begin to break earlier than for samples with a monotectic alloy with tin. This is manifested in the setting in the friction pair after 180 m of the path, which is illustrated by an increase in the value and an increase in the amplitude of oscillations f. Moreover, in a number of samples implanted with a monotectic alloy of copper and lead, at the end of the tests, a violation of antifriction properties was observed with a sharp increase in f to the initial values. The difference in the tribological properties of the selected friction pair depending on the type of monotectic alloy used for implantation is manifested in the study of the surface topography of both the contact area of the finger and the track on the disk. It has been established that when a finger modified with a monotectic tin alloy glides, a very narrow groove with a smooth surface is formed. When a finger implanted with a monotectic copper-lead alloy glides, a wider track with a developed relief is formed. The surface of the disk is most severely destroyed by contact with the finger in the initial state without implantation.
В случае испытаний в режиме сухого трения линейный износ имплантированных образцов превышает 210 мкм, что существенно больше начальной толщины модифицированного слоя. Однако антифрикционные свойства поверхности имплантированных образцов сохраняются и после удаления такого слоя.In the case of dry friction tests, the linear wear of the implanted samples exceeds 210 μm, which is significantly larger than the initial thickness of the modified layer. However, the antifriction properties of the surface of the implanted samples are preserved after the removal of such a layer.
Основная причина изменения трибологических свойств стали 30ХГСН2А в случае имплантации монотектическим сплавом меди со свинцом дополнительно легированным оловом, по-видимому, заключена в упрочнении матрицы оловосодержащими микровключениями.The main reason for the change in the tribological properties of steel 30KhGSN2A in the case of implantation of copper with lead by an additional alloyed tin with a monotectic alloy, apparently, lies in the hardening of the matrix by tin-containing microinclusions.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2011136944/02A RU2465373C1 (en) | 2011-09-07 | 2011-09-07 | Ion implantation method of surfaces of parts made from structural steel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2011136944/02A RU2465373C1 (en) | 2011-09-07 | 2011-09-07 | Ion implantation method of surfaces of parts made from structural steel |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2465373C1 true RU2465373C1 (en) | 2012-10-27 |
Family
ID=47147458
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2011136944/02A RU2465373C1 (en) | 2011-09-07 | 2011-09-07 | Ion implantation method of surfaces of parts made from structural steel |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2465373C1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2529337C1 (en) * | 2013-07-26 | 2014-09-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Московский государственный индустриальный университет" | Ion implantation method for surfaces of parts from structural steel |
| RU2581536C1 (en) * | 2014-12-16 | 2016-04-20 | федеральное государственное бюджетное образовательное учреждение высшего образования "Московский государственный машиностроительный университет (МАМИ)" (Университет машиностроения) | Ion implantation method for surfaces of parts made from structural steel |
| RU2637189C1 (en) * | 2016-08-10 | 2017-11-30 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Московский политехнический университет" | Ion implantation method for surfaces of part from structural steel |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490063A (en) * | 1974-11-05 | 1977-10-26 | Atomic Energy Authority Uk | Surface wear characteristics of materials by ion implantation |
| RU2068459C1 (en) * | 1991-06-03 | 1996-10-27 | Центральный научно-исследовательский институт технологии судостроения | Method of working article surface made of steel and copper-base alloys |
| EP1719823A1 (en) * | 2004-01-06 | 2006-11-08 | Ideal Star Inc. | Ion implantation system and ion implantation system |
| RU2340703C1 (en) * | 2007-03-20 | 2008-12-10 | Валерий Николаевич Пименов | Method for product surface plasma treatment |
| EP2017366A1 (en) * | 2007-07-13 | 2009-01-21 | Hauzer Techno Coating BV | A method for the manufacture of a hard material coating on a metal substrate and a coated substrate |
-
2011
- 2011-09-07 RU RU2011136944/02A patent/RU2465373C1/en not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1490063A (en) * | 1974-11-05 | 1977-10-26 | Atomic Energy Authority Uk | Surface wear characteristics of materials by ion implantation |
| RU2068459C1 (en) * | 1991-06-03 | 1996-10-27 | Центральный научно-исследовательский институт технологии судостроения | Method of working article surface made of steel and copper-base alloys |
| EP1719823A1 (en) * | 2004-01-06 | 2006-11-08 | Ideal Star Inc. | Ion implantation system and ion implantation system |
| RU2340703C1 (en) * | 2007-03-20 | 2008-12-10 | Валерий Николаевич Пименов | Method for product surface plasma treatment |
| EP2017366A1 (en) * | 2007-07-13 | 2009-01-21 | Hauzer Techno Coating BV | A method for the manufacture of a hard material coating on a metal substrate and a coated substrate |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2529337C1 (en) * | 2013-07-26 | 2014-09-27 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Московский государственный индустриальный университет" | Ion implantation method for surfaces of parts from structural steel |
| RU2581536C1 (en) * | 2014-12-16 | 2016-04-20 | федеральное государственное бюджетное образовательное учреждение высшего образования "Московский государственный машиностроительный университет (МАМИ)" (Университет машиностроения) | Ion implantation method for surfaces of parts made from structural steel |
| RU2637189C1 (en) * | 2016-08-10 | 2017-11-30 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Московский политехнический университет" | Ion implantation method for surfaces of part from structural steel |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3832219A (en) | Methods of treating steel surfaces to modify their structure | |
| Pogrebnjak et al. | Effect of Fe and Zr ion implantation and high-current electron irradiation treatment on chemical and mechanical properties of Ti–V–Al Alloy | |
| RU2465373C1 (en) | Ion implantation method of surfaces of parts made from structural steel | |
| Moncoffre | Nitrogen implantation into steels | |
| Tomaz et al. | Influence of residual stress on the sliding wear of AISI 4340 steel | |
| Levintant-Zayonts et al. | Surface characterization and wear behavior of ion implanted NiTi shape memory alloy | |
| RU2458182C1 (en) | Method of constructional steel implantation by copper and plumbum ions | |
| Poltavtseva et al. | Radiation hardening of Ni-Ti alloy under implantation of inert gases heavy ions | |
| RU2581536C1 (en) | Ion implantation method for surfaces of parts made from structural steel | |
| RU2007501C1 (en) | Method of high-resistant alloy surface modifying | |
| RU2117073C1 (en) | Method of modifying titanium alloy surface | |
| Pogrebnjak et al. | Effect of Fe and Zr Ion Implantation and High-Current Electron Beam Treatment on Chemical and Mechanical Properties of Ti–V–Al Alloy | |
| RU2430991C1 (en) | Procedure for ion implantation of surface of items of steel 30xgch2a | |
| RU2529337C1 (en) | Ion implantation method for surfaces of parts from structural steel | |
| RU2470091C1 (en) | Method of ionic implantation of surfaces parts from titanium alloys | |
| Yu et al. | Friction modification of WC-Co by ion implantation | |
| Ryabchikov et al. | Modification of 40X13 steel at high-intensity nitrogen ion implantation | |
| De Beurs et al. | Enhanced wear resistance by compressive strengthening a novel combination of laser and ion implantation technology | |
| Ecer et al. | Friction and wear properties of nitrided and N+-implanted 17-4 PH stainless steel | |
| RU2509174C1 (en) | Method of implanting gas ions in metals and ions | |
| Mukherjee et al. | Studies on low-energy nitrogen plasma immersion ion implantation on austenitic stainless steel and Cu-strengthened HSLA-100 steel | |
| RU2536843C1 (en) | Ion implantation method of surfaces of parts from titanium alloy | |
| Vredenberg et al. | Microstructure and hardness of titanium and iron surfaces after megaelectronvolt nitrogen implantation | |
| Madakson | Friction, wear and the hardness of boron-implanted 18W 4Cr IV steel | |
| RU2070607C1 (en) | Method of metal and their alloys pieces hardening |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20150908 |
|
| NF4A | Reinstatement of patent |
Effective date: 20160910 |
|
| PC43 | Official registration of the transfer of the exclusive right without contract for inventions |
Effective date: 20161114 |
|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20170908 |