RU2429108C1 - Ball rotating planetary centre - Google Patents
Ball rotating planetary centre Download PDFInfo
- Publication number
- RU2429108C1 RU2429108C1 RU2010104065/02A RU2010104065A RU2429108C1 RU 2429108 C1 RU2429108 C1 RU 2429108C1 RU 2010104065/02 A RU2010104065/02 A RU 2010104065/02A RU 2010104065 A RU2010104065 A RU 2010104065A RU 2429108 C1 RU2429108 C1 RU 2429108C1
- Authority
- RU
- Russia
- Prior art keywords
- flange
- cone
- working cone
- spindle
- working
- Prior art date
Links
Images








Landscapes
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
Изобретение относится к технологии машиностроения, к изготовлению оснастки и может быть использовано для обработки деталей типа валов на токарных, круглошлифовальных и некоторых других станках.The invention relates to mechanical engineering technology, to the manufacture of equipment and can be used for processing parts such as shafts on turning, circular grinding and some other machines.
Известны вращающиеся центры, изготавливаемые по ГОСТ 8742-75, и нестандартные [1]. Вращающиеся центры используют для установки центровыми отверстиями или коническими фасками заготовок типа валов. Размеры хвостовика - конусы Морзе 2-6 для нормальной серии; 4-6 для усиленной серии. Вращающиеся центры используют как задние при обработке с высокими скоростями резания и массой обрабатываемой заготовки до 20 т. Точность установки на таких центрах ниже, чем на цельных не вращающихся. Радиальное биение поверхности рабочего конуса относительно конуса хвостовика - до 0,015 мм. Обработку конусов методом смещения задней бабки осуществляют с установкой на шаровые центры. Центры выполняются с углами рабочего конуса 60° и 75° [2].Known rotating centers manufactured in accordance with GOST 8742-75, and non-standard [1]. Rotating centers are used for installing workpieces such as shafts with center holes or conical chamfers. Shank dimensions - Morse cones 2-6 for the normal series; 4-6 for the reinforced series. Rotating centers are used as rear centers when machining with high cutting speeds and a workpiece mass of up to 20 tons. The installation accuracy at such centers is lower than on solid non-rotating ones. Radial runout of the working cone surface relative to the shank cone - up to 0.015 mm. Processing of cones by the tailstock displacement method is carried out with installation on ball centers. The centers are made with angles of the working cone 60 ° and 75 ° [2].
Недостатком известной конструкции центра является невозможность поднастройки и выверки с целью снижения погрешности установки, последние возникают на промежуточных операциях (например, черновые токарные, химико-термические: цементация, закалка и др. при обработке нежестких валов) технологического процесса, вводить операцию рихтования, что удорожает себестоимость изготовления заготовки и усложняет процесс.A disadvantage of the center’s well-known design is the impossibility of adjustment and alignment in order to reduce the installation error, the latter occur in intermediate operations (for example, rough turning, chemical-thermal: cementation, hardening, etc. during the processing of non-rigid shafts) of the technological process, introducing a straightening operation, which makes it more expensive the cost of manufacturing the workpiece and complicates the process.
Задачей изобретения является расширение технологических возможностей оснастки, позволяющей производить поднастройку и выверку при обработке заготовок деталей типа валов с целью снижения погрешности установки и упрощение технологического процесса.The objective of the invention is the expansion of the technological capabilities of the tooling, which allows for the adjustment and alignment when processing workpieces of parts such as shafts in order to reduce the installation error and simplify the process.
Поставленная задача решается с помощью предлагаемого шарового вращающегося центра, который состоит из полого хвостовика с наружной поверхностью, выполненной в виде конуса Морзе, причем во внутренней полости на подшипниках качения с возможностью вращения расположен шпиндель с рабочим конусом, при этом на торце шпинделя, выполненного в виде фланца, в глухом отверстии последнего с помощью цангового эксцентричного диска, установлен рабочий конус, имеющий эксцентрично смещенную ступень, которой он закреплен во фланце с помощью винтов, радиально расположенных и закрученных в резьбовые отверстия фланца.The problem is solved using the proposed ball rotating center, which consists of a hollow shaft with an outer surface made in the form of a Morse cone, and in the inner cavity on the rolling bearings rotatably located a spindle with a working cone, while on the end of the spindle, made in the form of the flange, in the blind hole of the latter with the help of a collet eccentric disk, a working cone is installed, having an eccentrically offset step, by which it is fixed in the flange with screws, for the sake of located and screwed into the threaded holes of the flange.
Особенности конструкции предлагаемого вращающегося центра поясняются чертежами.The design features of the proposed rotating center are illustrated by drawings.
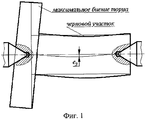
На фиг.1 показана заготовка нежесткого вала, имеющая погрешность eЗ, полученную на первых операциях (например, на черновых токарных, химико-термических: при цементации, закалке и др. видах обработки) технологического процесса и выявленную при установке на соосных центрах контрольно-измерительного стенда; на фиг.2 - то же, заготовка установлена в центрах, при этом заднее центровочное отверстие смещено относительно общей продольной оси заготовки на величину погрешности еЗ; на фиг.3 - схема установки заготовки вала в шаровых центрах с использованием хомутика и поводка, тонкими линиями показано диаметрально противоположное положение заднего рабочего конуса при его планетарном вращении; на фиг.4 - конструкция предлагаемого центра, вид сбоку, продольный разрез, центр настроен на нулевое эксцентричное смещение рабочего конуса относительно продольной оси хвостовика, т.е. е=0; на фиг.5 - шаровый рабочий конус с эксцентрично смещенной ступенью, вид сбоку; на фиг.6 - вид по Б на фиг.5, вид со стороны эксцентрично смещенной ступени; на фиг.7 - цанговый эксцентричный диск, вид сбоку, продольный разрез; на фиг.8 - вид по А на фиг.7, вид с торца со стороны цанговой ступени; на фиг.9 - схема планетарного движения заднего конуса, сечение по В-В на фиг.3, увеличено; на фиг.10 - общий вид сбоку, рабочий центр показан в диаметрально противоположном положении относительно положения на фиг.4, центр настроен на максимальное эксцентричное смещение рабочего конуса относительно продольной оси хвостовика, т.е. е=max.Figure 1 shows a blank of a non-rigid shaft having an error e З obtained in the first operations (for example, on rough turning, chemical-thermal: during cementation, hardening, and other types of processing) of the technological process and detected during installation on coaxial centers measuring stand; figure 2 - the same, the workpiece is installed in the centers, while the rear centering hole is offset relative to the common longitudinal axis of the workpiece by the amount of error e 3 ; figure 3 is a diagram of the installation of the shaft preform in ball centers using a clamp and a leash, thin lines show the diametrically opposite position of the rear working cone during its planetary rotation; figure 4 - the design of the proposed center, side view, longitudinal section, the center is set to zero eccentric displacement of the working cone relative to the longitudinal axis of the shank, i.e. e is 0; figure 5 - ball working cone with an eccentrically offset step, side view; in Fig.6 is a view according to B in Fig.5, a view from the side of the eccentrically offset stage; Fig.7 - collet eccentric disk, side view, a longitudinal section; in Fig.8 is a view along A in Fig.7, an end view from the side of the collet step; figure 9 is a diagram of the planetary movement of the rear cone, a cross-section along BB in figure 3, increased; figure 10 is a General side view, the working center is shown in a diametrically opposite position relative to the position in figure 4, the center is configured for maximum eccentric displacement of the working cone relative to the longitudinal axis of the shank, i.e. e = max.
Предлагаемый шаровый вращающийся центр предназначен для установки центровыми отверстиями или коническими фасками заготовок типа валов при обработке их на токарных, круглошлифовальных и некоторых других станках.The proposed spherical rotating center is designed to install center holes or conical chamfers of workpieces such as shafts when processing them on turning, circular grinding and some other machines.
Шаровый вращающийся центр состоит из полого хвостовика 1 с наружной поверхностью, выполненной в виде конуса Морзе (см. фиг.4). Размеры хвостовика могут быть выполнены по ГОСТ 8742-75. Размеры хвостовика - конусы Морзе 2-6 для нормальной серии; 4-6 для усиленной серии. Во внутренней полости хвостовика на подшипниках качения 2 и 3 с возможностью вращения расположен шпиндель 4 с рабочим конусом 5. Рабочий конус выполнен двухступенчатым (см. фиг.5-6), при этом ось ступени меньшего диаметра, которой он крепится к шпинделю, эксцентрично смещена на величину е относительно оси конуса большей ступени. Торец шпинделя со стороны рабочего конуса выполнен в виде фланца 6. Рабочий конус установлен в глухом отверстии фланца с помощью цангового эксцентричного диска 7. Диск имеет две ступени (см. фиг.7-8), из которых меньшая ступень 8 представляет собой цангу. Наружная поверхность большей ступени диска концентрична внутренней поверхности отверстия. Ось наружной поверхности цанговой ступени смещена на величину эксцентриситета е относительно оси отверстия диска.The ball rotating center consists of a hollow shaft 1 with an outer surface made in the form of a Morse cone (see figure 4). Shank dimensions can be made according to GOST 8742-75. Shank dimensions - Morse cones 2-6 for the normal series; 4-6 for the reinforced series. In the inner cavity of the shank on the
Диск эксцентрично смещенной цанговой ступенью закреплен во фланце с помощью винтов 9, радиально расположенных и закрученных в резьбовые отверстия фланца.The disk is eccentrically offset by a collet step mounted in the flange with screws 9, radially located and twisted into the threaded holes of the flange.
Сборка предлагаемого центра производится в следующей последовательности. В продольное отверстие хвостовика 1 вставляют шпиндель 4 в сборе с подшипниками 2 и 3. Со стороны меньшего диаметра хвостовика в резьбовое отверстие закручивается крышка 10. Рабочий конус 5 закрепляется во фланце 6 шпинделя 4 с помощью винтов 9 через диск 7. Винты 9, имеющие шестигранное отверстие под ключ, закрученные в радиальные резьбовые отверстия, расположенные во фланце, передают усилия зажима на лепестки цанги, которые, в свою очередь, перемещаясь радиально к центру, закрепляют и фиксируют в данном положении рабочий конус 5. Настройка на нужный эксцентриситет е смещения оси рабочего конуса относительно продольной оси шпинделя производится путем взаимного проворота диска и рабочего конуса, величина которого контролируется по шкале 11, нанесенной на периферии большой ступени диска, и нулевой риски 12, нанесенной на рабочем конусе (см. фиг.10). Проворот рабочего конуса относительно цангового диска производится при отпущенных винтах с помощью рукояток 13 и 14, установленных соответственно на рабочем конусе и диске, при этом рукоятки выполнены съемными и устанавливаются на время настройки и регулирования (см. фиг.4).The assembly of the proposed center is carried out in the following sequence. Spindle 4 is assembled into the longitudinal hole of the shank 1 with
Эксцентрическое смещение оси рабочего конуса относительно оси хвостовика на величину е позволяет осуществить планетарное движение оси и дает возможность поднастройки и выверки с целью снижения погрешности установки (см. фиг.9).The eccentric displacement of the axis of the working cone relative to the axis of the shank by an amount e allows the planetary movement of the axis and allows adjustment and alignment in order to reduce the installation error (see Fig. 9).
Работа с использованием предлагаемого центра заключается в следующем.Work using the proposed center is as follows.
После выполнения черновых, получистовых и химико-термических операций производят контроль ответственных параметров с помощью специального стенда [3], где заготовку обрабатываемого вала устанавливают в центрах и выявляют отклонение параметра е, его величину и местоположение (см. фиг.1). Оставленного припуска под чистовую обработку (цилиндрической поверхности малой ступени) может оказаться недостаточно, и после чистовой обработки останутся черновые нетронутые участки, что приведет к браку. Торцовая поверхность ступени с максимальным диаметром может оказаться не перпендикулярной продольной оси заготовки и потребует снятия большого припуска, не предусмотренного технологическим процессом.After performing rough, semi-finished and chemical-thermal operations, critical parameters are checked using a special stand [3], where the workpiece of the processed shaft is installed in the centers and the deviation of parameter e, its value and location are detected (see Fig. 1). Left finishing allowance for finishing (cylindrical surface of a small step) may not be enough, and after finishing, rough draft sections will remain, which will lead to marriage. The end surface of the step with a maximum diameter may not be perpendicular to the longitudinal axis of the workpiece and will require the removal of a large allowance not provided for by the process.
Далее устанавливают измеренный параметр е на заднем предлагаемом центре путем проворота рабочего конуса относительно диска с помощью рукояток 13 и 14, пользуясь шкалой 11 и 12, нанесенной на диске и рабочем конусе (см. фиг.10). Окончательные отделочные и чистовые операции производят с поджатием предлагаемым задним центром с планетарным, эксцентрически смещенным конусом (см. фиг.3-4).Next, set the measured parameter e on the back of the proposed center by turning the working cone relative to the disk using the
Использование предлагаемого центра рекомендуется при изготовлении нежестких валов, барабанов, цилиндров, а также различных заготовок, закрепленных на оправках.The use of the proposed center is recommended in the manufacture of non-rigid shafts, drums, cylinders, as well as various blanks mounted on mandrels.
Предлагаемый центр применяют в качестве заднего при установке заготовки в патроне в случае больших диаметра и длины, при отсутствии центрового отверстия со стороны передней бабки.The proposed center is used as a back when installing the workpiece in the cartridge in the case of large diameters and lengths, in the absence of a center hole from the front headstock.
Предлагаемая конструкция центра дает возможность поднастройки и выверки с целью снижения погрешности установки, которые возникают на промежуточных операциях технологического процесса, например черновые токарные, химико-термические: цементация, закалка и др. при обработке нежестких валов.The proposed design of the center makes it possible to adjust and reconcile in order to reduce installation errors that occur during intermediate operations of the technological process, for example, rough turning, chemical-thermal: cementation, hardening, etc. when processing non-rigid shafts.
Предлагаемый центр расширяет технологические возможности оснастки, позволяет производить поднастройку и выверку при обработке заготовок деталей типа валов с целью снижения погрешности установки, упрощает технологический процесс, а именно отказаться от операции «рихтование», повышает производительность, улучшает качество обработки и снижает себестоимость обрабатываемых изделий.The proposed center expands the technological capabilities of tooling, allows for adjustment and alignment when processing workpieces of parts such as shafts in order to reduce installation error, simplifies the process, namely, to abandon the “straightening” operation, increases productivity, improves processing quality and reduces the cost of processed products.
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010104065/02A RU2429108C1 (en) | 2010-02-05 | 2010-02-05 | Ball rotating planetary centre |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2010104065/02A RU2429108C1 (en) | 2010-02-05 | 2010-02-05 | Ball rotating planetary centre |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2429108C1 true RU2429108C1 (en) | 2011-09-20 |
Family
ID=44758657
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2010104065/02A RU2429108C1 (en) | 2010-02-05 | 2010-02-05 | Ball rotating planetary centre |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2429108C1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103624276A (en) * | 2013-12-12 | 2014-03-12 | 宁波瑞亚紧固件制造有限公司 | Turning lathe ejector pin for machining movement bolt in ship diesel engine air cylinder |
| CN103752869A (en) * | 2013-12-23 | 2014-04-30 | 柳州市永信机械配件制造有限公司 | Machining method for positioning thimble |
-
2010
- 2010-02-05 RU RU2010104065/02A patent/RU2429108C1/en not_active IP Right Cessation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103624276A (en) * | 2013-12-12 | 2014-03-12 | 宁波瑞亚紧固件制造有限公司 | Turning lathe ejector pin for machining movement bolt in ship diesel engine air cylinder |
| CN103752869A (en) * | 2013-12-23 | 2014-04-30 | 柳州市永信机械配件制造有限公司 | Machining method for positioning thimble |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112077542B (en) | Machining method for symmetrically splitting thin-wall aluminum cylinder part | |
| CN109352394B (en) | Low-stress clamping method for turning | |
| CN206550379U (en) | Constant velocity cardan joint clutch can inner support clamp | |
| CN106625061A (en) | Grinding method for excircle of inner hole of ultraprecise thin-wall shaft sleeve part | |
| RU2436666C2 (en) | Method to install and adjust stocks of parts, such as shafts | |
| CN108436124B (en) | Symmetrical three-point type expandable mandrel clamp | |
| CN103624569A (en) | Machining clamp for split combined core mold and machining method thereof | |
| CN106891173A (en) | A kind of method that eccentric fixture and application eccentric fixture produce eccentric shaft | |
| RU2429108C1 (en) | Ball rotating planetary centre | |
| CN101693341B (en) | Special clamp for grinding internal thread of ball screw nut | |
| CN115255843B (en) | Processing method of high-precision large rectangular spline shaft | |
| CN115213643A (en) | Method for machining overlong hollow reducing high-precision rotor shaft of aero-engine | |
| CN102658382B (en) | Automatic correction bracket for machining deep holes of non-magnetic drilling tools | |
| CN212095298U (en) | Clamp for processing shaft sleeve with external thread surface | |
| CN114074192A (en) | Radial expansion device and method for thin-wall cylindrical structural part | |
| RU2521180C2 (en) | Method of grinding taper roller spherical end faces | |
| CN201493529U (en) | Radial offset mechanism of spiral milling hole device | |
| CN219336806U (en) | Shaft body machining and positioning tool | |
| WO2012053455A1 (en) | Method for machining inner surface of cylinder and boring tool | |
| CN106312471A (en) | Eccentric shaft turning method | |
| CN219787382U (en) | Lathe floating drilling device | |
| CN218800499U (en) | Eccentric excircle machining clamp | |
| RU2722940C1 (en) | Method of turning the outer surface of the precision long pipe | |
| CN106312477A (en) | Numerical-control piston machining method | |
| JP7537574B2 (en) | Manufacturing method of gear cutting tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20120206 |