RU2221503C2 - Method for producing scarifying units - Google Patents
Method for producing scarifying units Download PDFInfo
- Publication number
- RU2221503C2 RU2221503C2 RU2001107931/14A RU2001107931A RU2221503C2 RU 2221503 C2 RU2221503 C2 RU 2221503C2 RU 2001107931/14 A RU2001107931/14 A RU 2001107931/14A RU 2001107931 A RU2001107931 A RU 2001107931A RU 2221503 C2 RU2221503 C2 RU 2221503C2
- Authority
- RU
- Russia
- Prior art keywords
- tape
- width
- ribbon
- scarifier
- broken line
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 15
- 238000000034 method Methods 0.000 claims abstract description 13
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 10
- 239000010959 steel Substances 0.000 claims abstract description 10
- 239000002699 waste material Substances 0.000 abstract description 4
- 230000000694 effects Effects 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract 1
- 238000004458 analytical method Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 208000012880 Finger injury Diseases 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004159 blood analysis Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000036512 infertility Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
Images
Landscapes
- Sampling And Sample Adjustment (AREA)
Abstract
Description
Изобретение относится к области медицины, а именно к производству инструментов для анализа крови, и может быть использовано при производстве одноразовых игл-скарификаторов. The invention relates to medicine, namely to the production of instruments for blood analysis, and can be used in the manufacture of disposable needle-scarifiers.
Известны способы получения скарификаторов, заключающиеся в производстве ручки-держателя и штамповки сменных одноразовых игл-копьев с последующей сборкой (Г. М. Федоров. Врачебное дело, 1960, 10, c. 118-119; Г.М. Федоров. Врачебное дело, 1961, 8, с. 135-136). Known methods for producing scarifiers, consisting in the production of a pen holder and stamping of disposable disposable needle spears with subsequent assembly (G. M. Fedorov. Medical practice, 1960, 10, p. 118-119; G. M. Fedorov. Medical practice, 1961, 8, pp. 135-136).
Недостатком данного способа является необходимость отдельного производства ручки-держателя и иглы-копья с дальнейшей сборкой скарификатора, что усложняет использование скарификатора. Кроме того, полученные данным способом скарификаторы не гарантируют стерильности рабочей части скарификатора, так как капли крови периодически могут попадать с использованной иглы-копья на ручку-держатель, а в дальнейшем с ручки-держателя на неиспользованную иглу-копье. The disadvantage of this method is the need for separate production of a pen holder and a spear needle with further assembly of a scarifier, which complicates the use of a scarifier. In addition, the scarifiers obtained by this method do not guarantee the sterility of the working part of the scarifier, since blood droplets can periodically fall from the used spear needle to the holder pen, and subsequently from the holder pen to an unused spear needle.
Наиболее близким к заявляемому является способ получения скарификаторов (патент США 2801633, НКИ 606-181, 06.08.1957). В указанном патенте даются описания скарификаторов, включающие вырезание по ломаной линии из металлической гибкой ленты, в некоторых случаях продольно-гофрированной, заготовки, из которой затем формируют скарификаторы путем продольного резания, изгибания, создания ограничителей проникновения под кожу и т.д. Closest to the claimed is a method for producing scarifiers (US patent 2801633, NKI 606-181, 08/06/1957). In this patent, descriptions of scarifiers are given, including cutting along a broken line from a metal flexible tape, in some cases longitudinally corrugated, of a workpiece from which scarifiers are then formed by longitudinal cutting, bending, creating penetration limiters under the skin, etc.
Недостатком этого способа является многоступенчатое производство: вырезание заготовки, затем формирование конечного продукта путем изгибания заготовки, продольного разрезания и т.д., а также большое количество отходов, возникающих при данном способе производства. The disadvantage of this method is multi-stage production: cutting the workpiece, then the formation of the final product by bending the workpiece, longitudinal cutting, etc., as well as a large amount of waste arising from this production method.
Предлагаемый способ устраняет указанные недостатки. The proposed method eliminates these disadvantages.
Целью предлагаемого технического решения является упрощение технологии производства и уменьшение отходов. The purpose of the proposed technical solution is to simplify production technology and reduce waste.
Сущность данного способа заключается в нарезке по ломаной линии продольно-профилированной стальной ленты, ширина которой равна ширине скарификатора, при этом ломаная линия имеет форму, благодаря которой 2/3 ширины ленты перпендикулярны краю ленты, а затем претерпевают излом под углом 110-120o, кроме того, стальная лента профилирована таким образом, что центральная часть, составляющая 1/3 всей ее ширины, углублена на толщину ленты.The essence of this method is to cut along a broken line of a longitudinally profiled steel tape, the width of which is equal to the width of the scarifier, while the broken line has a shape due to which 2/3 of the width of the tape is perpendicular to the edge of the tape, and then undergo a kink at an angle of 110-120 o , in addition, the steel tape is profiled in such a way that the central part, comprising 1/3 of its entire width, is recessed by the thickness of the tape.
Отличие способа заключается в том, что ширина продольно-профилированной стальной ленты равна ширине скарификатора, ломаная линия разреза ленты имеет форму, благодаря которой 2/3 ширины ленты перпендикулярны краю ленты, а затем претерпевает излом под углом 110-120o, кроме того, стальная лента профилирована таким образом, что центральная часть, составляющая 1/3 всей ширины, углублена на толщину ленты.The difference between the method is that the width of the longitudinally-profiled steel tape is equal to the width of the scarifier, the broken line of the cut of the tape has a shape due to which 2/3 of the width of the tape is perpendicular to the edge of the tape, and then undergoes a kink at an angle of 110-120 o , in addition, steel the tape is profiled in such a way that the central part, comprising 1/3 of the entire width, is recessed by the thickness of the tape.
Использование стальной ленты для получения скарификаторов позволяет получать в соответствии с требованиями ГОСТа 19126-79 неразъемные одноразовые скарификаторы, что исключает возможность попадания следов крови от пациента к пациенту и необходимость дополнительной стерилизации в процессе их использования. The use of a steel tape for obtaining scarifiers allows obtaining in accordance with the requirements of GOST 19126-79 one-piece disposable scarifiers, which eliminates the possibility of blood traces from the patient to the patient and the need for additional sterilization in the process of their use.
Равенство ширины ленты и скарификатора, нарезка ленты 2/3 ее ширины перпендикулярно краю, а затем под углом позволяют сократить количество операций при производстве скарификаторов и сделать это производство полностью безотходным. Equality of the width of the tape and the scarifier, cutting of the tape 2/3 of its width perpendicular to the edge, and then at an angle can reduce the number of operations in the production of scarifiers and make this production completely waste-free.
Излом линии нарезки позволяет выполнять рабочую часть скарификатора - копье - также без дополнительных операций. The break of the cutting line allows you to perform the working part of the scarifier - spear - also without additional operations.
Угол отклонения менее 110o делает рабочую часть скарификатора слишком длинной, что увеличивает риск ее поломки при взятии проб на анализ.The deviation angle of less than 110 o makes the working part of the scarifier too long, which increases the risk of breakage when taking samples for analysis.
Угол отклонения более 120o делает рабочую часть скарификатора слишком короткой, что уменьшает ее остроту и может нанести дополнительную травму пальца при взятии проб на анализ.An angle of deviation of more than 120 o makes the working part of the scarifier too short, which reduces its sharpness and can cause additional finger injury when taking samples for analysis.
Углубление ленты в центральной ее части на 1/3 позволяет сделать скарификатор симметричным, что способствует его упрочнению. Deepening the tape in its central part by 1/3 allows you to make the scarifier symmetrical, which contributes to its hardening.
Углубление ленты менее чем на ее толщину технически трудно выполнимо и не создает ощутимого эффекта упрочнения. Deepening the tape by less than its thickness is technically difficult and does not create a tangible hardening effect.
Углубление в центре более чем на толщину ленты не требуется, так как при тех нагрузках, которые возникают в процессе использования скарификатора, такого упрочнения достаточно. Deepening in the center of more than a thickness of the tape is not required, since under the loads that arise during the use of the scarifier, such hardening is sufficient.
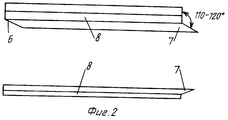
На фиг. 1 представлена схема производства скарификаторов. Стальная профилированная лента 1 с помощью лентопротяжного механизма 2 подается на стационарный стол 3, на котором резаком 4 отсекаются отрезки одинаковой длины, представляющие собой скарификаторы 5. Линия нарезки 6 представляет собой ломаную линию, благодаря форме которой 2/3 ширины ленты (ширины скарификатора) перпендикулярны краю ленты, а затем прямая претерпевает излом под углом 110-120o. На фиг.2 показан готовый скарификатор. Линия нарезки 6 является одновременно поперечными краями скарификатора, рабочая часть 7 представляет собой срез ручки держателя 8 предыдущего образца.In FIG. 1 shows a diagram of the production of scarifiers. Profiled steel tape 1 is fed to a stationary table 3 by means of a tape drive 2, on which cutters 4 cut off segments of the same length, which are scarifiers 5. The
Предлагаемый способ производства скарификаторов осуществляется следующим образом. The proposed method for the production of scarifiers is as follows.
Холоднокатаная нагартованная лента (согласно ГОСТу 4986-79) из нержавеющей стали марок типа 12Х18Н9 (ГОСТ 5632-72) или 65Х13 (ТУ 14-1-4105) шириной 5 мм и толщиной 0,2 мм профилирована таким образом, что центральная часть, составляющая 1/3 всей ее ширины, углублена на толщину ленты. Cold-rolled cold-rolled tape (according to GOST 4986-79) made of stainless steel of grades 12X18H9 (GOST 5632-72) or 65X13 (TU 14-1-4105) with a width of 5 mm and a thickness of 0.2 mm is shaped so that the central part constituting 1/3 of its entire width, deepened by the thickness of the tape.
Вышеописанная лента 1 подается лентопротяжным механизмом 2 на стационарный металлический стол 3 и после того, как длина конца ее на столе составит 32 мм, резак 4 отсекает отрезок 5, причем линия сечения 6 представляет ломаную прямую, на расстоянии 2/3 ширины ленты отклоняющуюся от перпендикулярности ее продольному краю под углом 115o.The above-described tape 1 is fed by a tape drive mechanism 2 to a stationary metal table 3 and after the length of its end on the table is 32 mm, cutter 4 cuts off segment 5, and
Таким образом, при поточном способе производства получаемый скарификатор 5 обладает рабочей частью 7, которую образует скошенный отрезок ручки держателя 8 предыдущего скарификатора, что позволяет без дополнительных операций и каких-либо отходов производить скарификаторы, отвечающие требованиям, предъявляемым к данному виду медицинских инструментов. Предлагаемый способ является наиболее простым технологически и экономичным. Thus, with the in-line production method, the resulting scarifier 5 has a working part 7, which forms a chamfered segment of the handle of the
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001107931/14A RU2221503C2 (en) | 2001-03-27 | 2001-03-27 | Method for producing scarifying units |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2001107931/14A RU2221503C2 (en) | 2001-03-27 | 2001-03-27 | Method for producing scarifying units |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2001107931A RU2001107931A (en) | 2003-01-20 |
| RU2221503C2 true RU2221503C2 (en) | 2004-01-20 |
Family
ID=32090211
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2001107931/14A RU2221503C2 (en) | 2001-03-27 | 2001-03-27 | Method for producing scarifying units |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2221503C2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2261673C1 (en) * | 2004-06-08 | 2005-10-10 | Общество с ограниченной ответственностью "КОММЕД" | Single-use scarificator-lance for piercing finger skin |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2801633A (en) * | 1954-02-17 | 1957-08-06 | Joseph C Ehrlich | Lancets |
| US3060937A (en) * | 1960-09-09 | 1962-10-30 | Dade Reagents Inc | Lancet and method of forming |
| SU1228836A1 (en) * | 1983-08-29 | 1986-05-07 | Ворошиловградский государственный медицинский институт | Apparatus for scarification |
-
2001
- 2001-03-27 RU RU2001107931/14A patent/RU2221503C2/en not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2801633A (en) * | 1954-02-17 | 1957-08-06 | Joseph C Ehrlich | Lancets |
| US3060937A (en) * | 1960-09-09 | 1962-10-30 | Dade Reagents Inc | Lancet and method of forming |
| SU1228836A1 (en) * | 1983-08-29 | 1986-05-07 | Ворошиловградский государственный медицинский институт | Apparatus for scarification |
Non-Patent Citations (1)
| Title |
|---|
| Медицинские инструменты, выпускаемые Можайским медико-инструментальным заводом имени П.В.Гусенкова. Каталог. - М., В/О "Медэкспорт", 1979, с. 9, 3-41. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2261673C1 (en) * | 2004-06-08 | 2005-10-10 | Общество с ограниченной ответственностью "КОММЕД" | Single-use scarificator-lance for piercing finger skin |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6213989B1 (en) | Hypodermic cannula | |
| EP3542726B1 (en) | Tissue collection needle | |
| DE60303840T2 (en) | Polygonal lancet needle | |
| CN107518929B (en) | Ultrasonic bone knife head | |
| US5376099A (en) | Undercut diamond surgical blade and method of using the same | |
| WO2006017066A3 (en) | Surgical sagittal saw and method of using same | |
| DK1138264T3 (en) | Surgical ultrasound blade with improved cutting and coagulation-enhancing properties | |
| WO1997028741A1 (en) | Skin cutter for painless extraction of small blood amounts | |
| JP2007097604A (en) | Medical knife | |
| RU2221503C2 (en) | Method for producing scarifying units | |
| CN105395236A (en) | minimally invasive bone harvester | |
| US20030132307A1 (en) | Beverage straw with thermally smoothed tips | |
| CN213156212U (en) | Osteotomy guider for ankle surgery and osteotomy assembly | |
| US3060937A (en) | Lancet and method of forming | |
| US4299572A (en) | Dental saw blade | |
| EP3756554A1 (en) | Excision scalpel | |
| CN219147792U (en) | Tenosynovitis minimally invasive surgical knife | |
| CN209770423U (en) | Novel bone and soft tissue puncture biopsy needle | |
| RU2261673C1 (en) | Single-use scarificator-lance for piercing finger skin | |
| EP4278994B1 (en) | Surgical tissue shaver with angled teeth | |
| CN216933445U (en) | High-frequency electrotome electrode and high-frequency electrotome | |
| CN212281538U (en) | Special surgical needle knife for tenosynovitis | |
| CN222383312U (en) | A special knife for minimally invasive surgery on scar | |
| CN110384542A (en) | One kind being exclusively used in twolip stndon sheath part exsector | |
| RU2305613C1 (en) | Cutting pliers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20150328 |