RU2202532C2 - Method of production of phenol and its derivatives and method of oxidation of benzene and its derivatives - Google Patents
Method of production of phenol and its derivatives and method of oxidation of benzene and its derivatives Download PDFInfo
- Publication number
- RU2202532C2 RU2202532C2 RU98113402/04A RU98113402A RU2202532C2 RU 2202532 C2 RU2202532 C2 RU 2202532C2 RU 98113402/04 A RU98113402/04 A RU 98113402/04A RU 98113402 A RU98113402 A RU 98113402A RU 2202532 C2 RU2202532 C2 RU 2202532C2
- Authority
- RU
- Russia
- Prior art keywords
- zeolite
- priority
- air
- benzene
- range
- Prior art date
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/52—Improvements relating to the production of bulk chemicals using catalysts, e.g. selective catalysts
Landscapes
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Catalysts (AREA)
Abstract
Description
Эта заявка призятает на право приоритета в соответствии с разделом 35 Свода законов США, 119, на основе заявки на патент России 97112675, поданной 5 июля 1997 г. This application recognizes priority in accordance with
Область изобретения
Это изобретение относится к области органического синтеза и, в частности, касается способов получения гидроксилированных ароматических соединений (например, фенола и его производных) путем селективного окисления ароматических соединений (например, бензола и его производных) газовыми смесями, содержащими закись азота (N2O) в присутствии гетерогенных катализаторов. В качестве гетерогенных катализаторов используются промышленные цеолиты или содержащие цеолиты катализаторы, модифицированные путем специальной обработки, описанной здесь.Field of Invention
This invention relates to the field of organic synthesis and, in particular, relates to methods for producing hydroxylated aromatic compounds (e.g., phenol and its derivatives) by selective oxidation of aromatic compounds (e.g., benzene and its derivatives) by gas mixtures containing nitrous oxide (N 2 O) in the presence of heterogeneous catalysts. As heterogeneous catalysts, industrial zeolites or zeolite-containing catalysts modified by the special treatment described herein are used.
Предпосылки создания изобретения
В технике известны различные способы получения фенола и его производных, таких как дифенолы, хлорфенолы, фторфенолы, алкилфенолы и т.п. Известные способы включают прямое окисление ароматических углеводородов или их производных кислородом, N2O или другими газообразными окислителями в присутствии оксидных катализаторов, таких как катализаторы, описанные в патенте США 5110995. Однако большинство известных оксидных катализаторов для прямого окисления бензола в фенол в присутствии молекулярного кислорода не обеспечивают высокой селективности и выхода целевого продукта. Наиболее удачным примером такого катализатора является катализатор, полученный из фосфатов различных металлов. В частности, ZnPO4 использовали в качестве катализатора окисления бензола в фенол в присутствии спиртов. При температурах 550-600oС катализатор ZnPO4 давал выход фенола около 25%. Однако селективность ZnPO4 была низкой (60%) [Патенты Японии 56-77234 и 56-87527, 1981]. Кроме того, фосфатные катализаторы невыгодны для окисления бензола, так как при их применении расходуются значительные количества спиртов.BACKGROUND OF THE INVENTION
Various methods are known in the art for producing phenol and its derivatives, such as diphenols, chlorophenols, fluorophenols, alkyl phenols, and the like. Known methods include the direct oxidation of aromatic hydrocarbons or their derivatives with oxygen, N 2 O, or other gaseous oxidizing agents in the presence of oxide catalysts, such as those described in US Pat. No. 5,110,995. However, most known oxide catalysts for the direct oxidation of benzene to phenol in the presence of molecular oxygen do not provide high selectivity and yield of the target product. The most successful example of such a catalyst is a catalyst obtained from phosphates of various metals. In particular, ZnPO 4 was used as a catalyst for the oxidation of benzene to phenol in the presence of alcohols. At temperatures of 550-600 o With the catalyst ZnPO 4 gave a yield of phenol of about 25%. However, the selectivity of ZnPO 4 was low (60%) [Japanese Patents 56-77234 and 56-87527, 1981]. In addition, phosphate catalysts are disadvantageous for the oxidation of benzene, since significant amounts of alcohols are consumed during their use.
Известны оксидные каталитические системы на основе ванадия, молибдена или вольфрама для прямого окисления бензола закисью азота (N2O) при 500-600oС [Iwamoto et aL, J. Phys. Chem., 1983, v. 87, 6, p. 903]. Максимальный выход фенола для таких катализаторов в присутствии избытка водяного пара составляет около 7-8% при селективности 70-72%.Known oxide catalyst systems based on vanadium, molybdenum or tungsten for the direct oxidation of benzene with nitrous oxide (N 2 O) at 500-600 o [Iwamoto et aL, J. Phys. Chem., 1983, v. 87, 6, p. 903]. The maximum phenol yield for such catalysts in the presence of excess water vapor is about 7-8% with a selectivity of 70-72%.
Основными недостатками этих катализаторов являются низкая селективность и низкий выход фенола, высокие температуры, требуемые для реакции, и необходимость добавления пара. The main disadvantages of these catalysts are the low selectivity and low yield of phenol, the high temperatures required for the reaction, and the need to add steam.
Цеолитные катализаторы также применяются для селективного окисления бензола и его производных с использованием в качестве окислителя N2O (E. Suzuki, К. Nakashiro, Y. Ono, Chem. Lett., 1988, 6, р. 953; М. Gubelmann et al. , Европейский патент 341165, 1989; М. Gubelmann et al., патент США 5001280, 1990). В частности, высококремнистые цеолиты ZSM-5 типа пентасил использовались в качестве катализаторов для окисления бензола, хлорбензола и фторбензола в соответствующие фенолы. Окисление бензола закисью азота на цеолите HZSM-5 при 400oС приводит к образованию фенола с выходом до 16% и селективностью, близкой к 98-99%.Zeolite catalysts are also used for the selective oxidation of benzene and its derivatives using N 2 O as an oxidizing agent (E. Suzuki, K. Nakashiro, Y. Ono, Chem. Lett., 1988, 6, p. 953; M. Gubelmann et al ., European patent 341165, 1989; M. Gubelmann et al., US patent 5001280, 1990). In particular, high-silica zeolites ZSM-5 of the pentasil type were used as catalysts for the oxidation of benzene, chlorobenzene and fluorobenzene to the corresponding phenols. Oxidation of benzene with nitrous oxide on HZSM-5 zeolite at 400 ° C. leads to the formation of phenol with a yield of up to 16% and selectivity close to 98-99%.
Недостаток этих катализаторов состоит в том, что они дают низкие степени конверсии, низкие выходы фенола и низкую селективность при высоких температурах реакции. Цеолиты типа пентасил (например, ZSM-5, ZSM-11, ZSM-12, ZSM-23), морденит, цеолит бета и EU-1, которые модифицированы малыми добавками железа в ходе их синтеза, являются известными системами для осуществления этой каталитической реакции. Например, в патентах США NN 5672777 и 5110995 представлены экспериментальные результаты по окислению бензола закисью азота при 275-450oС. Время контакта было равно 2-4 с, объемная скорость жидкости для бензола составляла 0,4 ч-1, и молярное отношение бензол:N2O было равно 1:4. Выход фенола обычно достигал 20-30%, и селективность составляла 90-97%.The disadvantage of these catalysts is that they give low degrees of conversion, low yields of phenol and low selectivity at high reaction temperatures. Pentasil type zeolites (e.g., ZSM-5, ZSM-11, ZSM-12, ZSM-23), mordenite, zeolite beta and EU-1, which are modified with small iron additives during their synthesis, are known systems for carrying out this catalytic reaction . For example, US Pat. Nos. 5,672,777 and 5,110,995 provide experimental results on the oxidation of benzene with nitrous oxide at 275-450 ° C. The contact time was 2-4 s, the volumetric fluid rate for benzene was 0.4 h -1 , and the molar ratio benzene : N 2 O was 1: 4. The phenol yield usually reached 20-30%, and the selectivity was 90-97%.
К недостаткам этих катализаторов относятся необходимость вводить в цеолит ионы железа и контролировать степень окисления ионов железа, низкая величина объемной скорости жидкости для бензола, значительное время контакта, необходимое для получения приемлемых, но не впечатляющих выходов конечного продукта, и низкая селективность при повышенных температурах (~450oC).The disadvantages of these catalysts include the need to introduce iron ions into the zeolite and control the degree of oxidation of iron ions, the low volumetric velocity of the liquid for benzene, the significant contact time required to obtain acceptable, but not impressive yields of the final product, and low selectivity at elevated temperatures (~ 450 o C).
Катализатор типа HZSM-5, который дегидроксилирован при высоких температурах, также известен в технике (V.L. Zholobenko, Mend. Commun., 1993, р. 28). Было найдено, что такая обработка - дегидроксилирование при высокой температуре - увеличивает выход фенола от ~12 до ~20-25 вес.% при отношении N2O:бензол, равном 4:1.A catalyst of the HZSM-5 type, which is dehydroxylated at high temperatures, is also known in the art (VL Zholobenko, Mend. Commun., 1993, p. 28). It was found that such a treatment — dehydroxylation at high temperature — increases the yield of phenol from ~ 12 to ~ 20-25 wt.% With a N 2 O: benzene ratio of 4: 1.
Однако этот катализатор также дает низкий выход фенола. В способе, описанном выше, высокотемпературное дегидроксилирование проводили в одну стадию без контроля природы активных центров цеолита. Поэтому в этом способе образование активных центров как в каркасе, так и вне каркаса было вполне возможным. Значительным недостатком всех этих способов является то, что они требуют большого избытка N2O по отношению к углеводороду (например, бензолу), чтобы обеспечить более полное превращение углеводорода в желаемые продукты окисления.However, this catalyst also gives a low phenol yield. In the method described above, high temperature dehydroxylation was carried out in one step without controlling the nature of the active centers of the zeolite. Therefore, in this method, the formation of active centers both in the framework and outside the framework was quite possible. A significant drawback of all these methods is that they require a large excess of N 2 O with respect to a hydrocarbon (for example, benzene) in order to provide a more complete conversion of the hydrocarbon to the desired oxidation products.
Другой способ окисления бензола был предложен в патенте Панова Г.И. и др. (РСТ WО 95/2791). В этом способе был использован избыток бензола по отношению к N2O (вплоть до 9:1), и селективность конверсии N2O в фенол была улучшена.Another method for the oxidation of benzene was proposed in the patent of Panov G.I. et al. (PCT WO 95/2791). In this method, an excess of benzene with respect to N 2 O (up to 9: 1) was used, and the selectivity of the conversion of N 2 O to phenol was improved.
Однако в этом случае катализатор содержал железо в качестве активного компонента. С такими катализаторами возникают проблемы, так как необходимо контролировать состояние окисления железа, введенного в такой катализатор. Кроме того, выход фенола едва превышает 20 вес.%, хотя часовая объемная скорость жидкости (далее обозначаемая здесь "LHSV") для бензола была увеличена по сравнению с предыдущими системами примерно до 2-2,5 ч-1.However, in this case, the catalyst contained iron as an active component. Problems arise with such catalysts since it is necessary to control the oxidation state of iron introduced into such a catalyst. In addition, the phenol yield barely exceeds 20 wt.%, Although the hourly space velocity of the liquid (hereinafter referred to as "LHSV") for benzene was increased compared to previous systems to about 2-2.5 h -1 .
В другом известном способе фенол получают окислительным гидроксилированием бензола и его производных закисью азота при 225-450oС в присутствии железосодержащего цеолитного катализатора. Этот цеолитный катализатор предварительно нагревают при 350-950oС в атмосфере пара, содержащего 0,1-100 мол. % Н2О (Харитонов А.С. и др., патент США 5672777, 1977 - патент России 2074164, С 07 С 37/60, июнь 1997-1, заявка 94013071/04, С 07 С 37/60, 27.12.1995).In another known method, phenol is produced by the oxidative hydroxylation of benzene and its derivatives with nitrous oxide at 225-450 ° C. in the presence of an iron-containing zeolite catalyst. This zeolite catalyst is preheated at 350-950 o C in an atmosphere of steam containing 0.1-100 mol. % H 2 O (Kharitonov A.S. et al., US patent 5672777, 1977 - Russian patent 2074164, C 07 C 37/60, June 1997-1, application 94013071/04, C 07 C 37/60, 27.12. 1995).
Однако обработка цеолитного катализатора этим способом не дает существенного повышения активности. Другим недостатком этого способа является низкая стабильность получаемого катализатора, который дезактивируется во время процесса окисления из-за образования смолоподобных побочных продуктов. Еще одним недостатком всех способов, описанных выше, являются низкие парциальные давления бензола в паровой смеси - содержание бензола было равно 5 мол.%, и парциальное давление бензола составляло около 40 торр. However, the processing of the zeolite catalyst by this method does not give a significant increase in activity. Another disadvantage of this method is the low stability of the resulting catalyst, which is deactivated during the oxidation process due to the formation of tar-like by-products. Another disadvantage of all the methods described above is the low partial pressure of benzene in the vapor mixture — the benzene content was 5 mol%, and the partial pressure of benzene was about 40 torr.
Таким образом, цель настоящего изобретения состоит в том, чтобы разработать способ получения гидроксилированных ароматических соединений (например, фенола и его производных) путем селективного окисления ароматических соединений (например, бензола и его производных). В частности, цель изобретения состоит в том, чтобы использовать N2O в качестве мягкого окислителя в присутствии соответствующего катализатора, который повышает производительность процесса окисления в результате увеличения выхода гидроксилированных ароматических соединений и селективности по целевому продукту. Еще одна цель изобретения состоит в том, чтобы одновременно свести к минимуму расход N2O путем уменьшения отношения окислителя к углеводороду в исходной смеси и повысить эффективность конверсии N2O в желаемые продукты окисления. Кроме этого, цель этого изобретения состоит в том, чтобы избежать получения побочных продуктов.Thus, an object of the present invention is to provide a process for preparing hydroxylated aromatic compounds (e.g., phenol and its derivatives) by selectively oxidizing aromatic compounds (e.g., benzene and its derivatives). In particular, the aim of the invention is to use N 2 O as a mild oxidizing agent in the presence of a suitable catalyst, which increases the productivity of the oxidation process by increasing the yield of hydroxylated aromatic compounds and the selectivity of the target product. Another objective of the invention is to simultaneously minimize the consumption of N 2 O by reducing the ratio of oxidizing agent to hydrocarbon in the initial mixture and to increase the efficiency of the conversion of N 2 O to the desired oxidation products. In addition, the purpose of this invention is to avoid obtaining by-products.
Сущность изобретения
Цели этого изобретения осуществляются при помощи способа получения гидроксилированных ароматических соединений (например, фенола или его производных) путем окисления ароматических соединений (например, бензола и его производных) закисью азота. Способ настоящего изобретения значительно повышает эффективность процесса благодаря увеличению активности и селективности катализатора и повышению выхода целевых продуктов (т.е. гидроксилированных ароматических соединений).SUMMARY OF THE INVENTION
The objectives of this invention are carried out using a method for producing hydroxylated aromatic compounds (for example, phenol or its derivatives) by oxidizing aromatic compounds (for example, benzene and its derivatives) with nitrous oxide. The method of the present invention significantly increases the efficiency of the process by increasing the activity and selectivity of the catalyst and increasing the yield of the target products (i.e., hydroxylated aromatic compounds).
Для того, чтобы достичь этих результатов, ароматические соединения окисляют, используя закись азота при 225-500oС в присутствии цеолитного катализатора. Цеолитный катализатор согласно этому изобретению модифицирован кислотно-основными центрами специфической природы, содержащими сильную льюисовскую кислоту и основание. Эти центры можно ввести в цеолитный катализатор путем проведения специальной высокотемпературной обработки. Эта предварительная термическая активизация Н-формы цеолита проводится в две стадии. На первой стадии катализатор нагревают при 350-450oС в течение 4-6 ч в потоке инертного газа (азота или гелия) или воздуха. На второй стадии катализатор прокаливают при 450-1000oС в течение 1-3 ч в непрерывном потоке инертного газа или воздуха с последующим охлаждением цеолитного катализатора до температуры реакции (обычно 300-450oС). В предпочтительной версии изобретения гидроксилированные ароматические соединения представляют собой фенол и его производные, и ароматические соединения представляют собой бензол и его производные.In order to achieve these results, aromatic compounds are oxidized using nitrous oxide at 225-500 ° C. in the presence of a zeolite catalyst. The zeolite catalyst according to this invention is modified with acid-base centers of a specific nature containing strong Lewis acid and base. These centers can be introduced into the zeolite catalyst by carrying out a special high-temperature treatment. This preliminary thermal activation of the H-form of the zeolite is carried out in two stages. In the first stage, the catalyst is heated at 350-450 o C for 4-6 hours in a stream of inert gas (nitrogen or helium) or air. In the second stage, the catalyst is calcined at 450-1000 o C for 1-3 hours in a continuous stream of inert gas or air, followed by cooling of the zeolite catalyst to the reaction temperature (usually 300-450 o C). In a preferred embodiment of the invention, the hydroxylated aromatic compounds are phenol and its derivatives, and the aromatic compounds are benzene and its derivatives.
Заявители не хотят быть связанными какой-либо конкретной теорией, объясняющей действие изобретения. Однако заявители предлагают следующее объяснение того, как термообработка влияет на катализатор. Цель двухстадийной высокотемпературной обработки состоит в генерации центров специфического типа, содержащих пару льюисовская кислота - основание, предпочтительно льюисовских кислотно-основных центров, находящихся в каркасе. Это достигается путем отделения стадии удаления адсорбированной воды и/или ионов аммония (которые вводятся путем ионного обмена на стадии приготовления Н- или NH4-форм цеолитов) от стадии удаления структурных (мостиковых) ОН-групп, входящих в каркас Н-цеолитов. С этой целью термическая обработка проводится в две стадии. На первой стадии цеолит прокаливают при температуре до 350-450oС (обычная предварительная обработка). На этой первой стадии интенсивно удаляются адсорбированная вода и введенные путем обмена ионы аммония. На второй стадии цеолит прокаливают при температурах в интервале от 450 до 950oС, в зависимости от состава цеолита. На этой второй стадии удаляются структурные (кислотные) ОН-группы цеолитов. Эта вторая стадия решает две проблемы: (1) удаление кислотных ОН-групп, которые являются активными центрами для побочных реакций, ведущих к образованию смолообразных продуктов; и (2) создание новых (апротонных), довольно сильных льюисовских кислотно-основных пар, предпочтительно связанных с каркасом цеолита, которые способны активировать молекулы N2O, чтобы вызвать их распад с выделением молекулярного азота и образованием атомарного кислорода, адсорбированного на сильных льюисовских кислотных центрах. Атомарный кислород действует как мягкий окислитель в реакции селективного окисления ароматических соединений до соответствующих гидроксилированных ароматических соединений. Сильные льюисовские кислотно-основные центры, являющиеся предшественниками активных окислительных центров (атомарного кислорода) можно определить при помощи ИК-спектроскопии, используя адсорбированные молекулы-зонды, такие как СО, Н2, СН4 и т.д.Applicants do not want to be bound by any particular theory explaining the effect of the invention. However, the applicants offer the following explanation of how heat treatment affects the catalyst. The purpose of the two-stage high-temperature treatment is to generate specific type centers containing a pair of Lewis acid-base, preferably Lewis acid-base centers located in the framework. This is achieved by separating the stage of removal of adsorbed water and / or ammonium ions (which are introduced by ion exchange at the stage of preparation of H- or NH 4 -forms of zeolites) from the stage of removal of structural (bridging) OH groups included in the framework of H-zeolites. To this end, heat treatment is carried out in two stages. In the first stage, the zeolite is calcined at temperatures up to 350-450 o C (conventional pre-treatment). At this first stage, adsorbed water and ammonium ions introduced by exchange are intensively removed. In the second stage, the zeolite is calcined at temperatures in the range from 450 to 950 o C, depending on the composition of the zeolite. At this second stage, the structural (acidic) OH groups of zeolites are removed. This second stage solves two problems: (1) removal of acid OH groups, which are active centers for adverse reactions leading to the formation of gummy products; and (2) the creation of new (aprotic), rather strong Lewis acid-base pairs, preferably associated with the zeolite framework, which are able to activate N 2 O molecules to cause their decomposition with the release of molecular nitrogen and the formation of atomic oxygen adsorbed on strong Lewis acid centers. Atomic oxygen acts as a mild oxidizing agent in the selective oxidation of aromatic compounds to the corresponding hydroxylated aromatic compounds. Strong Lewis acid-base centers that are precursors of active oxidative centers (atomic oxygen) can be determined using IR spectroscopy using adsorbed probe molecules such as CO, H 2 , CH 4 , etc.
Подробное описание изобретения
Согласно настоящему изобретению исходными материалами для получения цеолитных катализаторов являются промышленные формы цеолитов, такие как:
(1) цеолиты типа пентасила с высоким содержанием кремнезема, подобные ZSM-5, ZSM-11 и т. д. , полученные, например, как описано в патенте США 3702886, который включен сюда через ссылку;
(2) цеолит Н-морденит; или
(3) изоморфно замещенные пентасилы, такие как феррисиликат, галлийсиликат и т.д.DETAILED DESCRIPTION OF THE INVENTION
According to the present invention, the starting materials for the preparation of zeolite catalysts are industrial forms of zeolites, such as:
(1) high silica pentasil type zeolites like ZSM-5, ZSM-11, etc., obtained, for example, as described in US Pat. No. 3,702,886, which is incorporated herein by reference;
(2) zeolite H-mordenite; or
(3) isomorphically substituted pentasils, such as ferrisilicate, gallium silicate, etc.
Предпочтительно, в настоящем изобретении используются промышленные цеолиты ZSM-типа (ZSMe-5, ZSM-11, ZSM-12, ZSM-23 и т.д.) с отношениями Si/Al или Si/Me (где Me = Ga, Fe) более 20. В более предпочтительных версиях изобретения отношение Si/Al или Si/Me лежит в пределах от 40 до 100. Preferably, the present invention uses industrial ZSM-type zeolites (ZSMe-5, ZSM-11, ZSM-12, ZSM-23, etc.) with Si / Al or Si / Me ratios (where Me = Ga, Fe) more than 20. In more preferred versions of the invention, the Si / Al or Si / Me ratio is in the range of 40 to 100.
Согласно настоящему изобретению промышленный цеолит подкисляют путем добавления к нему неорганической или органической кислоты. В предпочтительном варианте осуществления изобретения цеолит подкисляют путем пропитки его 10-100 мл кислоты на грамм цеолита, где кислота имеет нормальность от 0,1н. до 2н. Пропитка кислотой может быть проведена в одну стадию или, более предпочтительно, в несколько стадий. According to the present invention, a commercial zeolite is acidified by adding an inorganic or organic acid to it. In a preferred embodiment, the zeolite is acidified by impregnating it with 10-100 ml of acid per gram of zeolite, where the acid has a normality of 0.1 n. up to 2n. The acid impregnation may be carried out in a single step or, more preferably, in several steps.
Кислотные формы цеолита можно также приготовить путем ионного обмена промышленного цеолита с водным раствором соли аммония (например, нитрата или хлорида). Например, Na-форму цеолита ZSM обрабатывают 0,1-2н. раствором соответствующей соли аммония. Степень обмена иона натрия на ион аммония или на протоны варьируется от 30 до 100% и более предпочтительно - от 50 до 95%. Acidic forms of zeolite can also be prepared by ion exchange of an industrial zeolite with an aqueous solution of an ammonium salt (e.g. nitrate or chloride). For example, the Na form of zeolite ZSM is treated with 0.1-2n. a solution of the corresponding ammonium salt. The degree of exchange of a sodium ion for an ammonium ion or for protons varies from 30 to 100%, and more preferably from 50 to 95%.
Цеолиты можно использовать в качестве катализаторов в чистом виде или в смеси с подходящим связующим. В предпочтительном варианте осуществления изобретения в качестве связующих используют аморфный кремнезем с удельной поверхностью от 100 до 600 м2/г, или оксид алюминия с удельной поверхностью от 100 до 400 м2/г, или их смесь. Содержание связующего в катализаторе находится в пределах от 5 до 50 вес.% и более предпочтительно от 20 до 30 вес.%.Zeolites can be used as catalysts in pure form or in admixture with a suitable binder. In a preferred embodiment, amorphous silica with a specific surface of 100 to 600 m 2 / g, or alumina with a specific surface of 100 to 400 m 2 / g, or a mixture thereof, is used as a binder. The content of the binder in the catalyst is in the range from 5 to 50 wt.% And more preferably from 20 to 30 wt.%.
Закись азота можно использовать в чистом виде или в смеси с инертным газом, таким как азот или гелий, или в смеси с воздухом. Nitrous oxide can be used in pure form or in a mixture with an inert gas such as nitrogen or helium, or in a mixture with air.
Ароматические углеводороды, такие как бензол, толуол, этилбензол, кумол, ксилолы и т.п., галогенированные ароматические соединения, такие как хлорбензол, фторбензол, дифторбензолы и т.п., фенол, стирол или их смесь, обычно используют в качестве субстратов для селективного окисления закисью азота. Также возможно дополнительно селективно окислить ароматическое соединение, такое как фенол, используя способ, описанный здесь. Для целей этого описания эти вещества, являющиеся субстратами, будут обычно называться "ароматические соединения". Aromatic hydrocarbons such as benzene, toluene, ethylbenzene, cumene, xylenes and the like, halogenated aromatic compounds such as chlorobenzene, fluorobenzene, difluorobenzenes and the like, phenol, styrene or a mixture thereof are usually used as substrates for selective oxidation with nitrous oxide. It is also possible to further selectively oxidize an aromatic compound such as phenol using the method described herein. For the purposes of this description, these substrate substances will usually be referred to as "aromatic compounds."
В описанном здесь способе субстрат смешивают с закисью азота при молярном отношении закиси азота к субстрату от 1:7 до 5:1 и более предпочтительно, от 1:2 до 4:1. LHSV субстрата находится в пределах от 0,2 до 5 ч-1, более предпочтительно от 0,5 до 2 ч-1. Реакцию предпочтительно проводят при температуре от 300 до 500oС и более предпочтительно от 250 до 450oС. Время контакта реакционной смеси с катализатором находится в пределах от 0,5 до 8 с и более предпочтительно, от 1 до 4 с.In the method described herein, the substrate is mixed with nitrous oxide at a molar ratio of nitrous oxide to substrate of from 1: 7 to 5: 1, and more preferably from 1: 2 to 4: 1. LHSV substrate is in the range from 0.2 to 5 h -1 , more preferably from 0.5 to 2 h -1 . The reaction is preferably carried out at a temperature of from 300 to 500 o C and more preferably from 250 to 450 o C. the Contact time of the reaction mixture with the catalyst is in the range from 0.5 to 8 s and more preferably from 1 to 4 s.
Газы, выходящие из реактора, могут содержать смесь фенола и дигидроксибензолов и конденсируются и разделяются любым методом, известным в этой области техники (газовая хроматография, жидкостная хроматография, масс-спектрометрия или их комбинация). The gases leaving the reactor may contain a mixture of phenol and dihydroxybenzenes and are condensed and separated by any method known in the art (gas chromatography, liquid chromatography, mass spectrometry, or a combination thereof).
Катализатор можно легко и обратимо регенерировать путем прокаливания при 400-600oС в токе воздуха, кислорода и закиси азота или их смесей с инертным газом. Регенерацию проводят в течение 1-3 ч.The catalyst can be easily and reversibly regenerated by calcination at 400-600 o C in a stream of air, oxygen and nitrous oxide or mixtures thereof with an inert gas. Regeneration is carried out within 1-3 hours
Для того, чтобы дополнительно иллюстрировать настоящее изобретение и его преимущества, даны следующие конкретные примеры, причем следует понимать, что они служат только для иллюстрации и ни в коей мере не ограничивают изобретение. In order to further illustrate the present invention and its advantages, the following specific examples are given, it being understood that they are for illustration only and in no way limit the invention.
В указанных примерах, приведенных ниже, используются следующие параметры: С= процент конверсии, S=селективность в процентах; Y=выход в расчете на прошедший продукт, Y=CхS. Характеристики, приведенные в примерах, являются средними величинами за два часа протекания непрерывного процесса. In the indicated examples below, the following parameters are used: C = percent conversion, S = percent selectivity; Y = yield per past product, Y = CxS. The characteristics given in the examples are average values for two hours of a continuous process.
Пример 1
Синтез исходного цеолита HZSM-5 проводили, как описано в патенте США 3702886, который включен в это описание через ссылку.Example 1
The synthesis of the starting zeolite HZSM-5 was carried out as described in US patent 3702886, which is incorporated into this description by reference.
Экспериментальные условия окисления закисью азота:
Паровая фаза - Непрерывная
Катализатор - HZSM-5 (SiO2/Аl2O3=42)
Стандартная температура предварительной обработки - 350oС
Высокотемпературное прокаливание при, oС - 450, 650, 750, 850, 920 или 1100
Температура реакции, oC - 350
Молярное соотношение - Бензол/N2/N2O=2/5/8
200 мг катализатора HZSM-5 (Si/Al= 21) в виде порошка (размер частиц 0,2-0,5 мм), диспергированного в 400 мг кварцевого песка с гранулами того же размера, помещали в трубчатый реактор, изготовленный из кварца или нержавеющей стали (с внутренним диаметром 7 мм). Перед реакцией катализатор предварительно обрабатывали в две стадии. На первой стадии проводили кондиционирование катализатора в течение 5 ч при 350oС в токе азота или воздуха (60 л/мин) в трубчатой печи. На второй стадии проводили мягкое высокотемпературное прокаливание, включающее нагревание катализатора в течение еще двух часов при высокой температуре (450, 650, 750, 850, 920 или 1100oС) в непрерывном токе азота или воздуха. После этой обработки катализатор охлаждали до температуры реакции (т.е. 350oС) в токе азота. Реакцию проводили непрерывно, вводя смесь бензола с объемной скоростью (LHSV) 0,5-2 ч-1 закиси азота и гелия (азота). Время контакта смеси составляло 1-4 с.Experimental oxidation conditions by nitrous oxide:
Vapor phase - Continuous
The catalyst is HZSM-5 (SiO 2 / Al 2 O 3 = 42)
Standard pretreatment temperature - 350 o С
High temperature calcination at, o С - 450, 650, 750, 850, 920 or 1100
The reaction temperature, o C - 350
The molar ratio is Benzene / N 2 / N 2 O = 2/5/8
200 mg of HZSM-5 catalyst (Si / Al = 21) in the form of a powder (particle size 0.2-0.5 mm) dispersed in 400 mg of quartz sand with granules of the same size was placed in a tubular reactor made of quartz or stainless steel (with an inner diameter of 7 mm). Before the reaction, the catalyst was pretreated in two stages. In the first stage, the catalyst was conditioned for 5 hours at 350 ° C in a stream of nitrogen or air (60 l / min) in a tube furnace. In the second stage, soft high-temperature annealing was carried out, including heating the catalyst for another two hours at a high temperature (450, 650, 750, 850, 920, or 1100 o C) in a continuous stream of nitrogen or air. After this treatment, the catalyst was cooled to a reaction temperature (i.e. 350 ° C. ) in a stream of nitrogen. The reaction was carried out continuously by introducing a mixture of benzene with a space velocity (LHSV) of 0.5-2 h -1 nitrous oxide and helium (nitrogen). The contact time of the mixture was 1–4 s.
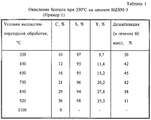
Данные по конверсии, селективности и выходу фенола в зависимости от конечной температуры высокотемпературной предварительной обработки представлены в табл.1. Кроме того, в табл.1 приведены проценты дезактивации (т.е. снижение конверсии в течение следующих 60 мин проведения процесса). Как видно из этой таблицы, высокотемпературная обработка в сухом воздухе, приводящая к образованию каркаса, содержащего льюисовские кислотно-основные центры, значительно повышает каталитическую активность. При температуре выше 1000-1100oС происходит разрушение структуры цеолита HZSM-5, в результате чего происходит падение активности.The data on the conversion, selectivity and yield of phenol depending on the final temperature of the high-temperature pre-treatment are presented in Table 1. In addition, table 1 shows the percent decontamination (i.e., the reduction in conversion over the next 60 minutes of the process). As can be seen from this table, high-temperature treatment in dry air, leading to the formation of a skeleton containing Lewis acid-base centers, significantly increases catalytic activity. At temperatures above 1000-1100 o With the destruction of the structure of the zeolite HZSM-5, resulting in a decrease in activity.
Пример 2
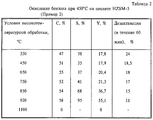
Приготовление катализатора и его испытания проводили, как описано в примере 1, за исключением того, что использовали более высокую температуру реакции, 450oС. Полученные данные показаны в табл.2.Example 2
The preparation of the catalyst and its tests were carried out as described in example 1, except that they used a higher reaction temperature, 450 o C. The obtained data are shown in table.2.
Эти данные показывают, что если используется более высокая температура (например, около 450oС), активность и особенно селективность катализатора возрастает с увеличением температуры высокотемпературного прокаливания. Так для катализатора, разработанного в настоящем изобретении, реакция прямого окисления бензола в фенол протекает с селективностью, близкой к 100%, даже при высоких температурах реакции.These data show that if a higher temperature is used (for example, about 450 ° C. ), the activity and especially the selectivity of the catalyst increases with increasing temperature of high temperature calcination. So for the catalyst developed in the present invention, the reaction of direct oxidation of benzene to phenol proceeds with a selectivity close to 100%, even at high reaction temperatures.
Примеры 3 и 4
Приготовление катализатора и его испытания проводили, как в примерах 1 и 2, соответственно, за исключением того, что использовали другие типы катализаторов. Для того, чтобы определить зависимость параметров катализатора от соотношения Si/Al в каркасе цеолита, сравнивали цеолит HZSM-5 с отношением Si/Al=50 (пример 3) и цеолит HZSM-5 с отношением Si/Al=21 (пример 4). В этих опытах парциальное давление бензола составляло 60-80 торр. Результаты приведены в табл.3. Увеличение отношения Si/Al приводит к повышению селективности по фенолу до 100%. Эта 100%-ная селективность сохраняется в широком диапазоне температур предварительной высокотемпературной обработки.Examples 3 and 4
The preparation of the catalyst and its testing was carried out as in examples 1 and 2, respectively, except that other types of catalysts were used. In order to determine the dependence of the catalyst parameters on the Si / Al ratio in the zeolite framework, HZSM-5 zeolite with a Si / Al ratio of 50 (Example 3) and HZSM-5 zeolite with a Si / Al ratio of 21 (Example 4) were compared. In these experiments, the partial pressure of benzene was 60-80 torr. The results are shown in table.3. An increase in the Si / Al ratio leads to an increase in phenol selectivity up to 100%. This 100% selectivity is maintained over a wide range of pretreatment temperatures.
Пример 5
Цеолит HZSM-5 (Si/Al=21), полученный путем обработки кислотой или ионного обмена NH4 +, как в примере 1, прокаливали при 450oС в течение 5 ч (цикл 1), затем при 800oС в течение 2 ч в токе воздуха. После этой обработки катализатор охлаждали до комнатной температуры и выдерживали в контакте с водяным паром в течение 24 ч (цикл 2). Затем образец снова прокаливали при 450, 650 или 800oC в течение 2 ч и проводили реакцию окисления бензола N2O при 350oС, как описано в примере 1. Результаты каталитических экспериментов представлены в табл.4.Example 5
Zeolite HZSM-5 (Si / Al = 21), obtained by treatment with acid or ion exchange of NH 4 + , as in example 1, was calcined at 450 o C for 5 h (cycle 1), then at 800 o C for 2 h in a stream of air. After this treatment, the catalyst was cooled to room temperature and kept in contact with water vapor for 24 hours (cycle 2). Then the sample was again calcined at 450, 650 or 800 o C for 2 h and the reaction of oxidation of benzene N 2 O at 350 o C, as described in example 1. The results of catalytic experiments are presented in table 4.
Эти данные показывают, что катализатор после предварительной обработки в условиях высокотемпературного прокаливания проявляет более высокую активность, чем исходный катализатор, обработанный при стандартных условиях (~ 450oС). Это остается справедливым, даже если предварительно обработанный катализатор затем гидратируют и прокаливают второй раз при 450-500oС. Таким образом, после того как льюисовские кислотно-основные центры, связанные с решеткой, образовались, они сохраняются и при насыщении водяным паром, при условии, что последующее прокаливание проводится при температурах выше 450oС.These data show that the catalyst after pretreatment under conditions of high temperature calcination exhibits a higher activity than the initial catalyst treated under standard conditions (~ 450 o C). This remains true even if the pre-treated catalyst is then hydrated and calcined a second time at 450-500 o C. Thus, after the Lewis acid-base centers associated with the lattice are formed, they remain and when saturated with water vapor, provided that subsequent calcination is carried out at temperatures above 450 o C.
Пример 6
2,3 г катализатора, приготовленного согласно примеру 3 и предварительно обработанного при 900oС, загружали в реактор (размер частиц 1-2 мм). Бензол подавали с объемной скоростью 0,5 ч-1, и соотношение N2O:C6H6 было равно 2: 1. Парциальное давление бензола составляло 120 торр (содержание бензола в паровой фазе было равно 16 мол.%). При температуре реакции 370oС выход фенола был равен 25%, и селективность была равна 100%. При температуре реакции 420oС выход составлял 32% и селективность - 99%.Example 6
2.3 g of the catalyst prepared according to example 3 and pretreated at 900 ° C. were loaded into the reactor (particle size 1-2 mm). Benzene was supplied at a space velocity of 0.5 h −1 and the ratio of N 2 O: C 6 H 6 was 2: 1. The partial pressure of benzene was 120 torr (the benzene content in the vapor phase was 16 mol%). At a reaction temperature of 370 ° C., the phenol yield was 25%, and the selectivity was 100%. At a reaction temperature of 420 ° C., the yield was 32% and the selectivity was 99%.
Пример 7
2,3 г катализатора, приготовленного согласно примеру 3 и предварительного обработанного при 900oС, загружали в реактор (размер частиц 1-2 мм). Бензол подавали с объемной скоростью (LHSV) 0,3 ч-1, и соотношение N2O:С6H6 было равно 1:1. При температуре реакции 370oС выход фенола составлял 37%, и селективность была 100%. При 420oС выход был равен 49%, и селективность была 99%. Эффективность использования N2O для селективного окисления бензола в фенол была равна 98%.Example 7
2.3 g of the catalyst prepared according to example 3 and pretreated at 900 ° C. were loaded into the reactor (particle size 1-2 mm). Benzene was supplied at a space velocity (LHSV) of 0.3 h −1 , and the ratio of N 2 O: C 6 H 6 was 1: 1. At a reaction temperature of 370 ° C., the phenol yield was 37%, and the selectivity was 100%. At 420 ° C., the yield was 49%, and the selectivity was 99%. The efficiency of using N 2 O for the selective oxidation of benzene to phenol was 98%.
Пример 8
2,3 г цеолита HZSM-5 (размер частиц 1-2 мм) с отношением Si/Al=40 приготовляли согласно примеру 3, предварительно нагревали при 850oС и загружали в реактор. Бензол подавали с объемной скоростью 0,5 ч-1, и отношение N2O: C6H6 было равно 0,5:1. При температуре реакции 400oС выход фенола в расчете на N2O составлял 28,3% и селективность была равна 99%. С другой стороны, выход в расчете на бензол составлял 14,2%. При 420oС выход фенола в расчете на N2O составлял 33,6%, и селективность была равна 98%. С другой стороны, выход в расчете на бензол был равен 16,8%. Эффективность использования N2O для селективного окисления бензола в фенол составляла 96%.Example 8
2.3 g of zeolite HZSM-5 (particle size 1-2 mm) with a Si / Al ratio of 40 was prepared according to Example 3, pre-heated at 850 ° C. and loaded into the reactor. Benzene was supplied at a space velocity of 0.5 h −1 , and the ratio of N 2 O: C 6 H 6 was 0.5: 1. At a reaction temperature of 400 ° C., the yield of phenol calculated as N 2 O was 28.3% and the selectivity was 99%. On the other hand, the yield per benzene was 14.2%. At 420 ° C., the phenol yield calculated as N 2 O was 33.6%, and the selectivity was 98%. On the other hand, the yield per benzene was 16.8%. The efficiency of using N 2 O for the selective oxidation of benzene to phenol was 96%.
Пример 9
2,3 г цеолита HZSM-5 (размер частиц 1-2 мм) с отношением Si/Al=40 получали согласно примеру 3, предварительно нагревали при 850oС и загружали в реактор. Бензол подавали с объемной скоростью 0,3 ч-1 , и отношение N2O:C6H6 было равно 0,5:1. При температуре 420oС выход фенола в расчете на N2O составлял 28,2%, и селективность составляла 98%. Эффективность использования N2O для селективного окисления бензола в фенол составляла 95%.Example 9
2.3 g of zeolite HZSM-5 (particle size 1-2 mm) with a Si / Al ratio of 40 was obtained according to Example 3, pre-heated at 850 ° C and loaded into the reactor. Benzene was supplied at a space velocity of 0.3 h −1 , and the ratio of N 2 O: C 6 H 6 was 0.5: 1. At a temperature of 420 ° C., the phenol yield calculated as N 2 O was 28.2%, and the selectivity was 98%. The efficiency of using N 2 O for the selective oxidation of benzene to phenol was 95%.
Пример 10
2,3 г цеолита HZSM-5 (размер частиц 1-2 мм) с отношением Si/Al=40 получали согласно примеру 3, предварительно обрабатывали при 850oС и загружали в реактор. Бензол подавали с объемной скоростью 0,5 ч-1 , и соотношение N2O: C6H6 составляло 1:1. В качестве окислителя использовали смесь N2O с воздухом (1: 3). При температуре 370oС выход фенола был равен 26,8%, и селективность составляла 98%.Example 10
2.3 g of zeolite HZSM-5 (particle size 1-2 mm) with a Si / Al ratio of 40 was obtained according to Example 3, pretreated at 850 ° C. and loaded into the reactor. Benzene was supplied at a space velocity of 0.5 h −1 , and the ratio of N 2 O: C 6 H 6 was 1: 1. A mixture of N 2 O with air (1: 3) was used as an oxidizing agent. At a temperature of 370 ° C., the phenol yield was 26.8%, and the selectivity was 98%.
Пример 11
Цеолит HZSM-5 (Si/Al=40) экструдировали со связующим SiO2 (20% SiO2+80% HZSM-5), и экструдат (цилиндры 2х2 мм) прокаливали в две стадии согласно методике, описанной в примере 1. Конечная температура высокотемпературной обработки была равна 900oС.Example 11
Zeolite HZSM-5 (Si / Al = 40) was extruded with a SiO 2 binder (20% SiO 2 + 80% HZSM-5), and the extrudate (2x2 mm cylinders) was calcined in two stages according to the procedure described in Example 1. Final temperature high temperature processing was equal to 900 o C.
Катализатор использовали в процессе окисления бензола N2O. В этом испытании объемная скорость (LHSV) бензола была равна 1,7 ч-1, молярное отношение бензола к N2O составляло 7:1 (большой избыток бензола относительно N2O), и температура составляла 440-470oС. Выход фенола (в расчете на N2O) был равен 20,6% при 440oС и 30,2% при 470oС. Эффективность использования N2O для селективного окисления бензола составляла 95-96%.The catalyst was used in the oxidation of benzene N 2 O. In this test, the space velocity (LHSV) of benzene was 1.7 h -1 , the molar ratio of benzene to N 2 O was 7: 1 (a large excess of benzene relative to N 2 O), and the temperature was 440-470 o C. The phenol yield (calculated on N 2 O) was 20.6% at 440 o C and 30.2% at 470 o C. The efficiency of using N 2 O for the selective oxidation of benzene was 95- 96%
Пример 12
Модифицированный галлием цеолит HZSM-5 приготовили путем пропитки цеолита HZSM-5 водным раствором нитрата галлия и последующей прокалки при 500oС в течение 4 ч для удаления нитрат-ионов (содержание Gа2О3 было 3 вес.%). Цеолит затем предварительно обрабатывали при 850oС и загружали в реактор. Таким образом обрабатывали 2,3 г цеолита (размер частиц 1-2 мм). Бензол подавали со скоростью (LHSV) 0,5 ч-1 при соотношении N2O:C6H6 0,5:1. При температуре реакции 420oС выход фенола был равен 20,8% в расчете на N2O или 10,4% в расчете на бензол. Селективность была 100%. Эффективность использования N2O для селективного окисления бензола в фенол составляла 100%.Example 12
The gallium-modified zeolite HZSM-5 was prepared by impregnating zeolite HZSM-5 with an aqueous solution of gallium nitrate and subsequent calcining at 500 ° C for 4 hours to remove nitrate ions (the content of Ga 2 O 3 was 3 wt.%). The zeolite was then pretreated at 850 ° C. and loaded into the reactor. Thus, 2.3 g of zeolite (particle size 1-2 mm) were treated. Benzene was fed at a rate (LHSV) of 0.5 h -1 with a ratio of N 2 O: C 6 H 6 of 0.5: 1. At a reaction temperature of 420 ° C., the phenol yield was 20.8% based on N 2 O or 10.4% based on benzene. Selectivity was 100%. The efficiency of using N 2 O for the selective oxidation of benzene to phenol was 100%.
Примеры 13 и 14
250 мг катализатора с размером частиц 0,5-1,0 мм приготовляли согласно примеру 3. Этот катализатор разбавляли кварцевым песком (750 мг), и смесь загружали в реактор. В качестве субстратов использовали бензол (пример 13) и фенол (пример 14). Отношение закись азота:субстрат было равно 4:1, LHSV была равна 0,5 ч-1, и температура реакции была 430oС. В случае бензола получили продукт, содержащий 75% фенола и 25% смеси о- и п-дифенолов (в соотношении 1: 4). Общий выход составлял 60%, и селективность была 97%. В случае фенола была получена смесь о-, м- и п-дифенолов при соотношении 1,0:0,5:4,0 с общим выходом 75%.Examples 13 and 14
250 mg of a catalyst with a particle size of 0.5-1.0 mm was prepared according to example 3. This catalyst was diluted with silica sand (750 mg), and the mixture was loaded into the reactor. Benzene (Example 13) and phenol (Example 14) were used as substrates. The ratio of nitrous oxide: substrate was 4: 1, LHSV was 0.5 h -1 , and the reaction temperature was 430 o C. In the case of benzene, a product was obtained containing 75% phenol and 25% a mixture of o- and p-diphenols ( in a ratio of 1: 4). The total yield was 60% and the selectivity was 97%. In the case of phenol, a mixture of o-, m- and p-diphenols was obtained at a ratio of 1.0: 0.5: 4.0 with a total yield of 75%.
Примеры 15-20
500 мг катализатора, полученного согласно примерам 1 и 2, помещали в проточную установку. В качестве субстратов использовали фторбензол, о-, м- и п-дифторбензолы, толуол, п-ксилол, этилбензол и стирол (примеры 15-20, соответственно). Соотношение компонентов в газовой смеси было следующим: Не: воздух:N2O=1:3:5. LHSV субстрата составляла 1-3 ч-1. Соотношение N2O:субстрат было равно 4: 1. Данные по окислению субстратов приведены в табл.5-7. Несколько величин конверсии в таблицах соответствует различному времени реакции (10, 40 и 70 мин). Наблюдалось, что конверсия алкилбензолов (табл.7) уменьшается со временем. Это наблюдение можно объяснить дезактивацией катализатора. В случае окисления фторбензола образуется смесь, содержащая преимущественно п-фторфенол (до 75% в смеси) без образования м-изомера.Examples 15-20
500 mg of the catalyst obtained according to examples 1 and 2 were placed in a flow unit. Fluorobenzene, o-, m- and p-difluorobenzenes, toluene, p-xylene, ethylbenzene and styrene were used as substrates (examples 15-20, respectively). The ratio of the components in the gas mixture was as follows: Not: air: N 2 O = 1: 3: 5. LHSV substrate was 1-3 h -1 . The ratio of N 2 O: substrate was 4: 1. Data on the oxidation of the substrates are given in table 5-7. Several conversion values in the tables correspond to different reaction times (10, 40 and 70 min). It was observed that the conversion of alkylbenzenes (Table 7) decreases with time. This observation can be explained by catalyst deactivation. In the case of the oxidation of fluorobenzene, a mixture is formed containing predominantly p-fluorophenol (up to 75% in the mixture) without the formation of the m-isomer.
Пример 21
Цеолит HZSM, содержащий в каркасе ионы Gа3+, которые были введены во время синтеза (Si/Ga=40) подвергали высокотемпературной обработке путем ступенчатого прокаливания при 450oС в течение 2 ч. Окисление фторбензола проводили, используя этот катализатор, при этом LHSV бензола была равна 2,3 ч-1, температура реакции 400oС, и состав тазовой смеси был следующим: воздух: N2O: Не=3:5:2. Отношение N2О:субстрат было равно 1:4. При этих условиях выход фторфенола был 20%, и селективность составляла 97%. Среди полученных фторфенолов преобладает пара-изомер (70%).Example 21
The HZSM zeolite containing Ga 3+ ions in the framework, which were introduced during the synthesis (Si / Ga = 40), was subjected to high temperature treatment by stepwise calcination at 450 ° C for 2 hours. Fluorobenzene was oxidized using this catalyst, with LHSV benzene was equal to 2.3 h -1 , the reaction temperature was 400 o C, and the composition of the pelvic mixture was as follows: air: N 2 O: Not = 3: 5: 2. The ratio of N 2 About: the substrate was equal to 1: 4. Under these conditions, the fluorophenol yield was 20%, and the selectivity was 97%. Among the obtained fluorophenols, the para-isomer prevails (70%).
В заключение можно сказать, что примеры показывают, что катализаторы, предложенные в настоящем изобретении, при их применении для окисления бензола и его производных в соответствующие фенолы в присутствии закиси азота в качестве окислителя, имеют следующие преимущества по сравнению с известными катализаторами, описанными в упомянутых патентах:
(1) конверсия бензола для катализаторов этого изобретения может возрастать от 10-20% до 50-75% без снижения селективности (98-100%);
(2) селективность превращения в фенол при высокой температуре реакции (400-470oС) может увеличиваться от 30-40% до 95-100%, и выход фенола может увеличиваться до 70%;
(3) эффективность использования N2O для селективного окисления ароматических соединений может увеличиваться от 80-85% до 95-100%;
(4) если используется цеолитный катализатор, который был подвергнут предварительной высокотемпературной обработке, можно применять более высокие парциальные давления бензола и более низкие соотношения N2O:бензол. Это дает снижение расхода закиси азота и повышение выхода фенола;
(5) стабильность и срок службы катализатора можно значительно улучшить путем модификации цеолитных катализаторов путем введения сильных льюисовских кислотно-основных центров. Эти центры имеют специфическую природу и образуются в результате высокотемпературного прокаливания цеолитов перед испытанием их в качестве катализаторов;
(6) высокий выход и селективность образования фенола могут быть достигнуты без введения специальных добавок железа в катализатор и обработки водяным паром;
(7) в некоторых случаях при окислении производных бензола (например, галогенированных бензолов, фенолов) процесс имеет высокую селективность и региоселективность по отношению к п-изомерам фенолов.In conclusion, it can be said that the examples show that the catalysts proposed in the present invention, when used for the oxidation of benzene and its derivatives to the corresponding phenols in the presence of nitrous oxide as an oxidizing agent, have the following advantages over the known catalysts described in the mentioned patents :
(1) benzene conversion for the catalysts of this invention can increase from 10-20% to 50-75% without reducing selectivity (98-100%);
(2) the selectivity of conversion to phenol at a high reaction temperature (400-470 ° C. ) can increase from 30-40% to 95-100%, and the phenol yield can increase to 70%;
(3) the efficiency of using N 2 O for the selective oxidation of aromatic compounds can increase from 80-85% to 95-100%;
(4) if a zeolite catalyst is used that has been subjected to high temperature pretreatment, higher benzene partial pressures and lower N 2 O: benzene ratios can be used. This gives a reduction in nitrous oxide consumption and an increase in phenol yield;
(5) the stability and service life of the catalyst can be significantly improved by modifying the zeolite catalysts by introducing strong Lewis acid-base centers. These centers have a specific nature and are formed as a result of high temperature calcination of zeolites before testing them as catalysts;
(6) a high yield and selectivity of phenol formation can be achieved without introducing special iron additives into the catalyst and steam treatment;
(7) in some cases, during the oxidation of benzene derivatives (e.g., halogenated benzenes, phenols), the process has high selectivity and regioselectivity with respect to the p-isomers of phenols.
Хотя это изобретение было описано в виде различных предпочтительных вариантов его осуществления, опытный специалист сможет определить, что можно делать различные модификации, замены, изъятия и другие изменения, не отклоняясь от сущности изобретения. Соответственно, имеется в виду, что объем настоящего изобретения не должен быть ограничен предпочтительными вариантами осуществления изобретения, описанными здесь. Although this invention has been described in the form of various preferred variants of its implementation, an experienced specialist will be able to determine that you can make various modifications, replacements, exceptions and other changes without deviating from the essence of the invention. Accordingly, it is intended that the scope of the present invention should not be limited by the preferred embodiments of the invention described herein.
Claims (19)
29.07.1997 по пп.4-7, 10, 13 и 15 по всей совокупности их признаков имеют приоритет;
13.05.1998 по пп.9, 12 и 16-18 по всей совокупности их признаков имеют приоритет;
29.07.1997 каждый из пп.1 и 19 имеет приоритет, за исключением следующих признаков:
"температура реакции в интервале 225-500oС" - имеет приоритет от 29.07.1997 в части интервала 225-450oС и приоритет от 13.05.1998 в остальной части указанного интервала температур;
"нагревание цеолита при 350-550oС" на стадии (а) процесса предварительной активации - имеет приоритет от 29.07.1997 в части интервала температур 350-450oС и приоритет от 13.05.1998 в остальной части указанного интервала температур;
проведение той же стадии (а) "в токе инертного газа или воздуха" - имеет приоритет от 29.07.1997 в части применения воздуха или азота (как инертного газа) и приоритет от 13.05.1998 в части применения других соответствующих вышеуказанному определению газов, применяемых на стадии (а);
п. 2 имеет приоритет от 29.07.1997 в части следующих соединений: фенол, дифенолы, фторфенолы и дифторфенолы, и приоритет от 13.05.1998 в части хлорфенолов;
п. 3 имеет приоритет от 29.07.1997 в части следующих соединений: бензол, фторбензол, дифторбензол, п-, о-ксилол, толуол, этилбензол, стирол, галогенбензолы, и приоритет от 13.05.1998 в части прочих соединений.Priority on points and signs:
07/29/1997 according to claims 4-7, 10, 13 and 15 in the entire set of their attributes have priority;
05/13/1998 on PP.9, 12 and 16-18 in the entire set of their attributes have priority;
07.29.1997, each of paragraphs 1 and 19 has priority, with the exception of the following characteristics:
"reaction temperature in the range 225-500 o C" - has priority from 07.29.1997 in the range of 225-450 o C and priority from 05.13.1998 in the rest of the specified temperature range;
"heating of the zeolite at 350-550 o С" at the stage (a) of the pre-activation process - has priority from 07/29/1997 in the temperature range of 350-450 o С and priority from 05/13/1998 in the rest of the specified temperature range;
carrying out the same stage (a) "in an inert gas or air flow" - has priority from 07/29/1997 in terms of the use of air or nitrogen (as inert gas) and priority from 05/13/1998 in terms of the use of other gases used on the above definition stage (a);
p. 2 has priority from 07/29/1997 regarding the following compounds: phenol, diphenols, fluorophenols and difluorophenols, and priority from 05/13/1998 regarding chlorphenols;
p. 3 takes priority on 07/29/1997 in the following compounds: benzene, fluorobenzene, difluorobenzene, p-, o-xylene, toluene, ethylbenzene, styrene, halogenbenzenes, and priority from 05/13/1998 in other compounds.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU98113402/04A RU2202532C2 (en) | 1997-07-29 | 1998-07-03 | Method of production of phenol and its derivatives and method of oxidation of benzene and its derivatives |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU97112675 | 1997-07-05 | ||
| RU97112675A RU2127721C1 (en) | 1997-07-29 | 1997-07-29 | Process for preparing phenol and derivatives thereof |
| US09/078,253 | 1998-05-13 | ||
| US09/078,253 US6414197B1 (en) | 1997-07-05 | 1998-05-13 | Preparation of phenol and its derivatives |
| RU98113402/04A RU2202532C2 (en) | 1997-07-29 | 1998-07-03 | Method of production of phenol and its derivatives and method of oxidation of benzene and its derivatives |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU98113402A RU98113402A (en) | 2000-12-27 |
| RU2202532C2 true RU2202532C2 (en) | 2003-04-20 |
Family
ID=27354183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU98113402/04A RU2202532C2 (en) | 1997-07-29 | 1998-07-03 | Method of production of phenol and its derivatives and method of oxidation of benzene and its derivatives |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2202532C2 (en) |
-
1998
- 1998-07-03 RU RU98113402/04A patent/RU2202532C2/en not_active IP Right Cessation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4695663A (en) | Production of aromatics from hydrocarbon feedstock | |
| US4727206A (en) | Production of aromatics from hydrocarbon feedstock | |
| US4899006A (en) | Production of aromatics from ethane and/or ethylene | |
| US4613716A (en) | Production of aromatics from ethane and/or ethylene | |
| Balsama et al. | Alkylation of phenol with methanol over zeolites | |
| US4497970A (en) | Aromatics production | |
| USRE36856E (en) | Catalysts for production of phenol and its derivatives | |
| Čejka et al. | Factors controlling iso-/n-andpara-selectivity in the alkylation of toluene with isopropanol on molecular sieves | |
| JPH0211531A (en) | Production of phenol | |
| AU7393598A (en) | Preparation of phenol and its derivatives | |
| NZ199034A (en) | Production of hydrocarbons from a feed containing methanol,water and a promotor passed over aluminosilicate | |
| CA1122228A (en) | Selective reaction of 1,4-disubstituted benzene compounds | |
| KR100584817B1 (en) | Preparation of phenol and its derivatives | |
| RU2202532C2 (en) | Method of production of phenol and its derivatives and method of oxidation of benzene and its derivatives | |
| EP0889018B1 (en) | Preparation of phenol and its derivatives | |
| US4654457A (en) | Method for selective dealkylation of 1,4-dialkylbenzene | |
| US5019657A (en) | Process for the preparation of halophenols | |
| US5874647A (en) | Benzene hydroxylation catalyst stability by acid treatment | |
| JPH01502825A (en) | Liquid phase isomerization of iodinated aromatic compounds | |
| EP0127410B1 (en) | Selective catalytic dealkylation of 1,4-dialkylbenzene | |
| CN1121366C (en) | Preparation for phenol and derivative thereof | |
| RU2155181C1 (en) | Method of oxidation of toluene into phenol, and/or cresols | |
| Ono | Chapter II. 6 Recent Advances and Future Developments in Zeolite Catalysis | |
| KR100231372B1 (en) | Catalyst for production of phenol and its derivatives | |
| RU2192308C1 (en) | Method of activation of zeolite catalysts for process of oxidizing hydroxylation or aromatic compounds |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20040704 |